Line balancing © SOFT Student Handouts, By, Sunil T alekar , Facul ty, SOFT - Pune

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

8/9/2019 Line Balancing Ppt
http://slidepdf.com/reader/full/line-balancing-ppt 1/16
Line balancing
© SOFT Student Handouts,
By, Sunil Talekar, Faculty, SOFT-Pune
8/9/2019 Line Balancing Ppt
http://slidepdf.com/reader/full/line-balancing-ppt 2/16
What is line in apparel anu!acturing"
Line# an assebly line coposed o! se$eral %orkstations, at %hich speci&c operations areper!ored' To %ork e(ecti$ely, %ith no %ork pile-
ups bet%een stations, the line ust bebalanced
,e'g' %ork ust get through each %orkstation inroughly the sae aount o! tie'

8/9/2019 Line Balancing Ppt
http://slidepdf.com/reader/full/line-balancing-ppt 3/16
hat is Line Planning"
Line planning is scheduling and allocating o! orders to productionlines according to product setting )product is being ade in the line*
and due dates o! production copletion' + line plan de&nes %hen astyle is going to be loaded to the line, ho% any pieces to beepected )target* !ro the line and %hen order to be copleted' Foreaple, please re!er to the !ollo%ing Table-, %here a siple lineplanning has been sho%n in spread sheet'
.uring booking orders or allocating orders to the production line,planners ust check %hat is running on the line and ho% any daysit %ill take to coplete the /unning style'
Bene&t o! Line planning# 0t helps production anager as %ell as linesuper$isor %ith in!oration such as %hat is the daily productiontarget !or line' They set their line )achines and anpo%er*accordingly' Line plan also pro$ides in!oration such as ho% anydays style %ould run, %hat is the net style going to be loaded"

8/9/2019 Line Balancing Ppt
http://slidepdf.com/reader/full/line-balancing-ppt 4/16
Line plan
Line 1 Line 2 Total
DateDailyProd.
CummProd.
DailyProd.
CummProd.
DailyProd.
-.ecloading 1234+,5ty -3666 pieces 366 266 366
2-.ec 266 266 366 766 7663-.ec 276 476 366 866 776
4-.ec 466 876 266 2666 966
7-.ec 466 276loading 1Polo ,
5ty -766 pieces 4669-.ec 466 976 6 6 466:-.ec 466 2676 66 66 7668-.ec 466 2476 366 466 :66;-.ec 466 2876 376 :76 :76
6-.ec 76 3666 376 66 766
-.ecloading 1432<,5ty -7766 pieces 466 766 466
2-.ec 66 66loading 1=<47,5ty -4766 pieces 66
3-.ec 276 376 266 266 476
4-.ec 766 876 276 476 :76
7-.ec 766 376 466 876 ;66
9-.ec 766 876 466 276 ;66
:-.ec 766 2376 466 976 ;66
8-.ec 766 2876 466 2676 ;66
;-.ec 766 3376 466 2476 ;66
26-.ec 766 3876 466 2876 ;66
2-.ec 766 4376 466 3276 ;66
22-.ec 766 4876 466 3976 ;66
23-.ec 76 7666 466 4676 776
Daily Prod. ? .aily production or line outputCumm Prod' ? @uulati$e production o! the style till date

8/9/2019 Line Balancing Ppt
http://slidepdf.com/reader/full/line-balancing-ppt 5/16
L0A B+L+A@0AC
L0A B+L+A@0AC )Process OrganiDation* The Line Balancing is E
to design a sooth production o% by allotting processes to%orkers so as to allo% each %orker to coplete the allotted
%orkload %ithin an e$en tie G
L0A B+L+A@0AC )Process OrganiDation* 0t is a syste %here you
eet the production epectations and you can &nd the saeaount o! %ork in process in e$ery operation at any point in theday'

8/9/2019 Line Balancing Ppt
http://slidepdf.com/reader/full/line-balancing-ppt 6/16
WH= L0A B+L+A@0ACI the ain Job in line balancing is to eliinate orreduce %ip )%ork in process* at bottleneck operations'
I keeps in$entory costs lo%, resulting in higher netincoe
I allo%s operator to %ork all day long gi$ing anopportunity to earn ore oney and increases hisKher%ork e ciency
I keeps the prices lo% %hich turns into repeat sales
I eans better production planning
8/9/2019 Line Balancing Ppt
http://slidepdf.com/reader/full/line-balancing-ppt 7/16
There are 3 rules for
balancing(1) HAVE AT LEAST ½ HOUR OFWIP FOR EACH OPERATION
(2) SOLVE PROBLEMS BEFORE
THEY BECOME ANY LARGER(3) MEET PRODUCTION GOALS BY
KEEPING EVERY OPERATOR
WORKING AT THEIR MAXIMUMCAPACITY

8/9/2019 Line Balancing Ppt
http://slidepdf.com/reader/full/line-balancing-ppt 8/16
L0A B+L+A@0AC TOOLS
ProductionsheetsDaily productionreport
The inventorylevels by operation
Production
boardsStop atch
Calculator

8/9/2019 Line Balancing Ppt
http://slidepdf.com/reader/full/line-balancing-ppt 9/16
PROCESS OF LINE BALANCING
• Determine the tasks to be performed
• Determine the order
• Formuate the pre!eden!e dia"ram
• Estimate the time
• Ca!uate !#!e time
• Ca!uate minimum $orkstations
• %se the heuristi!s to assi"n tasks

8/9/2019 Line Balancing Ppt
http://slidepdf.com/reader/full/line-balancing-ppt 10/16
&O' CAN 'E (ANAGE 'IP)
(1) Produc!o" #$%""!"&
(2) Tr!'( co"ro$
(3) Produc!o" Bu!$d)u#
(4) L!"* B%$%"c!"&
(5) Cu F$o+ Co"ro$
8/9/2019 Line Balancing Ppt
http://slidepdf.com/reader/full/line-balancing-ppt 11/16
Line balancing in apparel anu!acturing
STPS TO + B+L+A@. L0A
ST!P 1. C"LC#L"T$%& %' T(! L")%**!+#$*!,!&TS "&D C"P"C$T- ST#D-
TH /5M0/NAT OF WO/</ .PA.S MPOA TH P/OB+BL FF0@0A@=OF TH L0A SL@T. +A. P/@AT+C OF T0N TH= WO/<'
List don all operationsith operator name as peroperation seuence
Chec/ cycle time for eachoperation for 0ve
consecutive cyclesith average cycle timecalculate hourly capacityof the operatorsith the help of the hourlycapacity calculate the labour
reuirement
8/9/2019 Line Balancing Ppt
http://slidepdf.com/reader/full/line-balancing-ppt 12/16
Line balancing in apparel anu!acturing
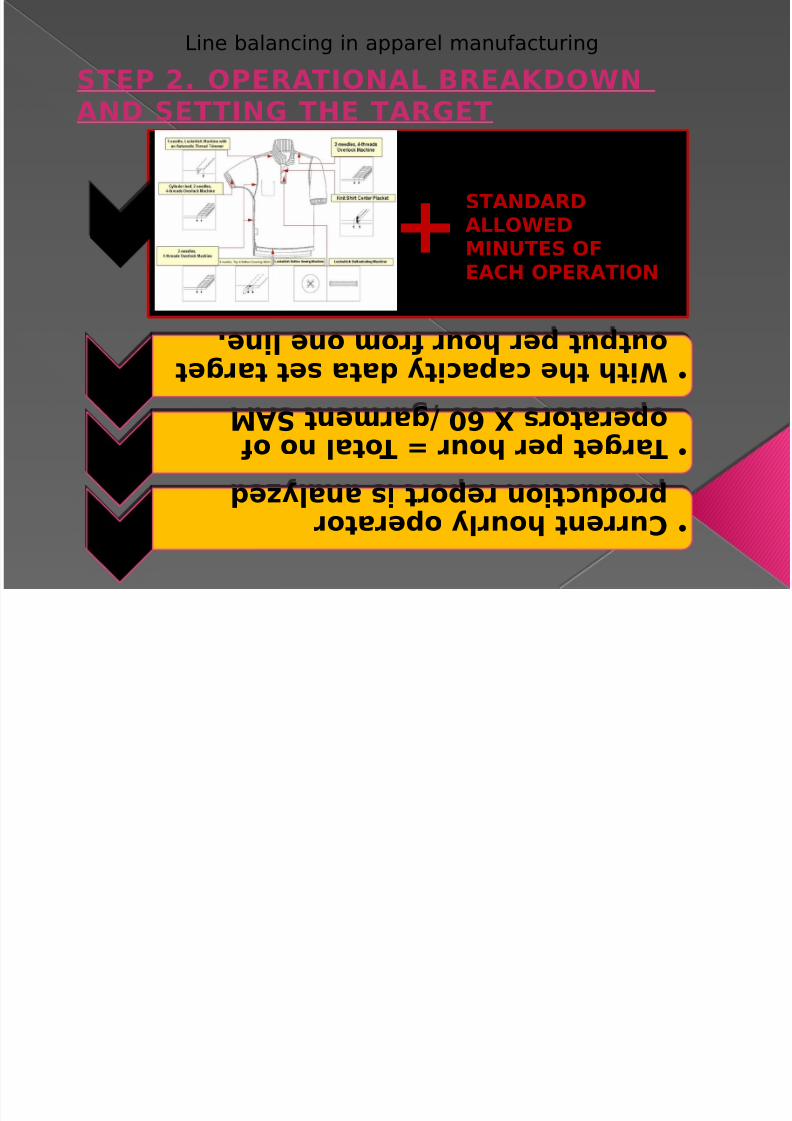
ST!P 2. %P!*"T$%&"L )*!"D%&"&D S!TT$&4 T(! T"*4!T
B ' • 1 i t h t h e c a p a c i t y d a t a s e t t a r g e t o u t p u t p e r h o u r f r o m o n e l i n e .
@ ' • T a r g e t p e r h o u r 5 T o t a l n o o f o p e r a t o r s 6 7 8 9 g a r m e n t S " ,
. ' • C u r r e n t h o u r l y o p e r a t o r p r o d u c t i o n r e p o r t i s a n a l y : e d
ST"&D"*D"LL%!D,$&#T!S %'
!"C( %P!*"T$%&
;+'
8/9/2019 Line Balancing Ppt
http://slidepdf.com/reader/full/line-balancing-ppt 13/16
Line balancing in apparel anu!acturing
ST!P 3< T"*4!T S!TT$&4
ith the above step 1 = 2 data setyour target output per hour from oneline.
4enerally it is calculated usingfolloing formula >Target per hour5Total no of operators 6 78 9garmentS",?.
Chec/ current hourly operatorproduction report. Dra a straight lineith target output data on the linegraph.

8/9/2019 Line Balancing Ppt
http://slidepdf.com/reader/full/line-balancing-ppt 14/16
A The time at hich the longest time isreuired is called B)ottlenec/ ProcessA The state of line organi:ation should beevaluated as B%rgani:ation !ciency
A Pitch Time provides average time allottedto each or/er. A #sing the pitch time and )ottlenec/Process Time.
ST!P E. $D!&T$'$C"T$%& %' )%TTL!&!C "*!"S
P!c, T!'* #ro-!d*( %-*r%&* !'* %$$o*d o *%c, +or.*r
T,* !'* % +,!c, ,* $o"&*( !'* !( r*/u!r*d !( c%$$*d 0bottleneck Process”. T,*(%* o1 $!"* or&%"!2%!o" (,ou$d 3* *-%$u%*d %( “Organization Efficiency” U(!"&
,* #!c, !'* %"d Bo$*"*c. Proc*(( T!'*4
Pitch i!e
OrganiDation ciency )* QQQQQQQQQQQ 66
Bottleneck Process Tie
66 5 666666 X 788
46 :'4 9For ,* %1or*'*"!o"*d c%(* (ud:;
8/9/2019 Line Balancing Ppt
http://slidepdf.com/reader/full/line-balancing-ppt 15/16
*educe cycle time using or/ aids and attachments
$mprove or/station layout and improve methods
"dd more operators at bottlenec/ operations. "lso comparethe costFbene0ts of putting additional machine into the line.
ShuGe operators. %perations that have lo or/ content use
lo performer hile or/ content is higher use highperformers.
Club operations here possible. 4ive the operator anotheroperation ith less or/ content considering machine type
and seing thread colors.
Nethods o! eliinating bottlenecks !ro the line
ST!PE. !L$,$&"T$%& %' )%TTL!&!CS '*%, T(! L$&!

8/9/2019 Line Balancing Ppt
http://slidepdf.com/reader/full/line-balancing-ppt 16/16
Line balancing in apparel anu!acturing
F/ON 0NB+L+A@. L0A''
To Balanced line
+ll in all
Related Documents







![Line Balancing[1]](https://static.cupdf.com/doc/110x72/577c80c81a28abe054aa21cf/line-balancing1.jpg)
![ACME [Line Balancing]](https://static.cupdf.com/doc/110x72/56d6bfc51a28ab3016979c66/acme-line-balancing.jpg)


