Laporan Proses Manufaktur Kelompok 32 1 BAB I PENDAHULUAN 1.1 Latar Belakang Praktikum proses manufaktur merupakan salah satu bentuk penerapan dalam mata kuliah proses manufaktur. Istilah Manufaktur berasal dari dua kata bahasa latin, yaitu “Manus” artinya tangan dan “Factus” artinya mengerjakan. Proses Manufaktur sendiri memiliki arti proses keindustrian untuk membuat suatu barang dari bahan mentah atau bahan setengah jadi menjadi barang jadi yang memiliki nilai tambah yang dilakukan menggunakan mesin, alat, metode dan manusia. Proses manufaktur itu bukanlah sekedar “ilmu” tapi sekaligus menyangkut “laku” (practice). Sebagai mahasiswa Teknik Industri, setelah melaksanakan praktikum proses manufaktur diharapkan dapat memahami dan menguasai segala konsep dasar proses manufaktur sehingga dapat mengerti proses produksi dari awal hingga akhir agar dapat mengestimasi waktu dan biaya yang dibutuhkan serta meramalkan produk yang berkualitas tinggi. Oleh karena itu, mahasiswa tidak hanya memahami materi-materi teori saja namun juga perlu adanya pemahaman lebih dalam melalui pratikum proses manufaktur. Pengaplikasian proses manufaktur pada praktikum ini adalah pembuatan produk ragum sudut. Ragum sudut adalah benda yang berfungsi untuk mencekam benda kerja. Bahan baku yang diperlukan yaitu besi ST 60, ST 40 dan Plat L. ST 60 digunakan untuk moveable jaw, ST 40 digunakan untuk pendorong dan bracket, dan Plat L digunakan untuk eretan dan wins base kanan dan wins base kiri. Proses yang dibutuhkan dalam pembuatan ragum ini adalah: 1. Kerja Bangku Kerja bangku adalah proses kerja yang dilakukan di atas bangku kerja dan sebagian besar dilakukan secara manual seperti pemotongan, pembuatan ulir, pengikiran dan pembuatan lubang. 2. Kerja Turning

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Laporan Proses Manufaktur
Kelompok 32
1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Praktikum proses manufaktur merupakan salah satu bentuk penerapan dalam
mata kuliah proses manufaktur. Istilah Manufaktur berasal dari dua kata bahasa
latin, yaitu “Manus” artinya tangan dan “Factus” artinya mengerjakan. Proses
Manufaktur sendiri memiliki arti proses keindustrian untuk membuat suatu
barang dari bahan mentah atau bahan setengah jadi menjadi barang jadi yang
memiliki nilai tambah yang dilakukan menggunakan mesin, alat, metode dan
manusia. Proses manufaktur itu bukanlah sekedar “ilmu” tapi sekaligus
menyangkut “laku” (practice).
Sebagai mahasiswa Teknik Industri, setelah melaksanakan praktikum proses
manufaktur diharapkan dapat memahami dan menguasai segala konsep dasar
proses manufaktur sehingga dapat mengerti proses produksi dari awal hingga
akhir agar dapat mengestimasi waktu dan biaya yang dibutuhkan serta
meramalkan produk yang berkualitas tinggi. Oleh karena itu, mahasiswa tidak
hanya memahami materi-materi teori saja namun juga perlu adanya pemahaman
lebih dalam melalui pratikum proses manufaktur.
Pengaplikasian proses manufaktur pada praktikum ini adalah pembuatan
produk ragum sudut. Ragum sudut adalah benda yang berfungsi untuk
mencekam benda kerja. Bahan baku yang diperlukan yaitu besi ST 60, ST 40
dan Plat L. ST 60 digunakan untuk moveable jaw, ST 40 digunakan untuk
pendorong dan bracket, dan Plat L digunakan untuk eretan dan wins base kanan
dan wins base kiri. Proses yang dibutuhkan dalam pembuatan ragum ini adalah:
1. Kerja Bangku
Kerja bangku adalah proses kerja yang dilakukan di atas bangku kerja
dan sebagian besar dilakukan secara manual seperti pemotongan,
pembuatan ulir, pengikiran dan pembuatan lubang.
2. Kerja Turning

Laporan Proses Manufaktur
Kelompok 32
2
Kerja turning adalah proses permesinan dimana benda kerja yang
berputar disayat dengan pahat yang diam.
3. Kerja Milling
Kerja milling adalah proses permesinan dimana benda kerja dihantarkan
ke pahat berbentuk silinder yang berputar.
4. Assembling
Assembling adalah proses di bagian akhir dimana dilakukan perakitan
benda kerja dari komponen-komponen barang setengah jadi menjadi
barang jadi sehingga dapat digunakan sesuai fungsinya.
1.2 Tujuan Praktikum
Melalui praktikum proses manufaktur ini, diharapkan mahasiswa dapat:
1. Mengetahui jenis-jenis mesin dan alat produksi secara umum khususnya
yang ada di laboratorium Sistem Produksi Teknik Industri Undip.
2. Mengetahui fungsi, kegunaan, dan cara pengoperasian mesin dan alat
produksi.
3. Mampu membuat produk sesuai dengan desain yang telah disediakan.
4. Mampu menghitung estimasi waktu yang dibutuhkan untuk membuat suatu
produk.
5. Mampu menganalisa semua proses yang dilakukan dalam praktikum proses
manufaktur.
1.3 Sistematika Penulisan
BAB I PENDAHULUAN
Berisi latar belakang, tujuan praktikum, dan sistematika penulisan.
BAB II DASAR TEORI
Berisi penjelasan-penjelasan mengenai proses produksi manufaktur,
perencanaan secara umum, penjelasan kerja bangku, kerja turning,
kerja milling dan assembly.
BAB III ANALISA PRODUK
Berisi tentang analisa dimensi produk dan analisa waktu proses.

Laporan Proses Manufaktur
Kelompok 32
3
BAB IV KESIMPULAN
Berisi tentang kesimpulan dan saran.

Laporan Proses Manufaktur
Kelompok 32
4
BAB II
DASAR TEORI
2.1 Kerja Turning
2.2.1 Pengertian
Kerja Turning sering disebut juga proses bubut yaitu proses permesinan
yang dilakukan untuk memproses benda kerja yang berbentuk silindris. Mesin
bubut mempunyai gerak utama berputar yang dihasilkam dari motor penggerak
dan diteruskan ke spindle utama unutk memutar chuck. Fungsi mesin ini sebagai
pengubah bentuk dan ukuran benda kerja dengan jalan melakukan penyayatan
atau pemotongan terhadap benda kerja tersebut dengan menggunkaan sebuah
pahat, posisi benda kerja berputar sesuai dengan sumbu mesin sedangkan pahat
diam, tetapi hanya bergerak secara horizontal searah dengan sumbu mesin untuk
melakukan penyayatan.
(repository.unri.ac.id)
2.2.2 Tujuan Praktikum Kerja Turning
Dengan adanya praktikum proses manufaktur yang didalamnya terdapat
kerja turning diharapkan mahasiswa dapat:
1. Praktikan dapat mengetahui fungsi, cara kerja dan prinsip proses
pembubutan.
2. Praktikan mampu mengoperasikan dan mengaplikasikan mesin
bubut secara baik dan benar.
3. Praktikan dapat memahami dan menguasai bagian-bagian yang ada
dalam mesin bubut dan perlengkapannya.
4. Praktikan dapat mengerti macam-macam mesin bubut.
5. Praktikan dapat mengetahui estimasi waktu yang digunakan dalam
pengerjaan menggunakan mesin bubut.
6. Praktikan dapat membuat benda kerja sesuai dengan desain yang
telah disediakan dengan menggunakan mesin bubut.
Laporan Proses Manufaktur
Kelompok 32
5
2.2.3 Jenis-Jenis Mesin Bubut
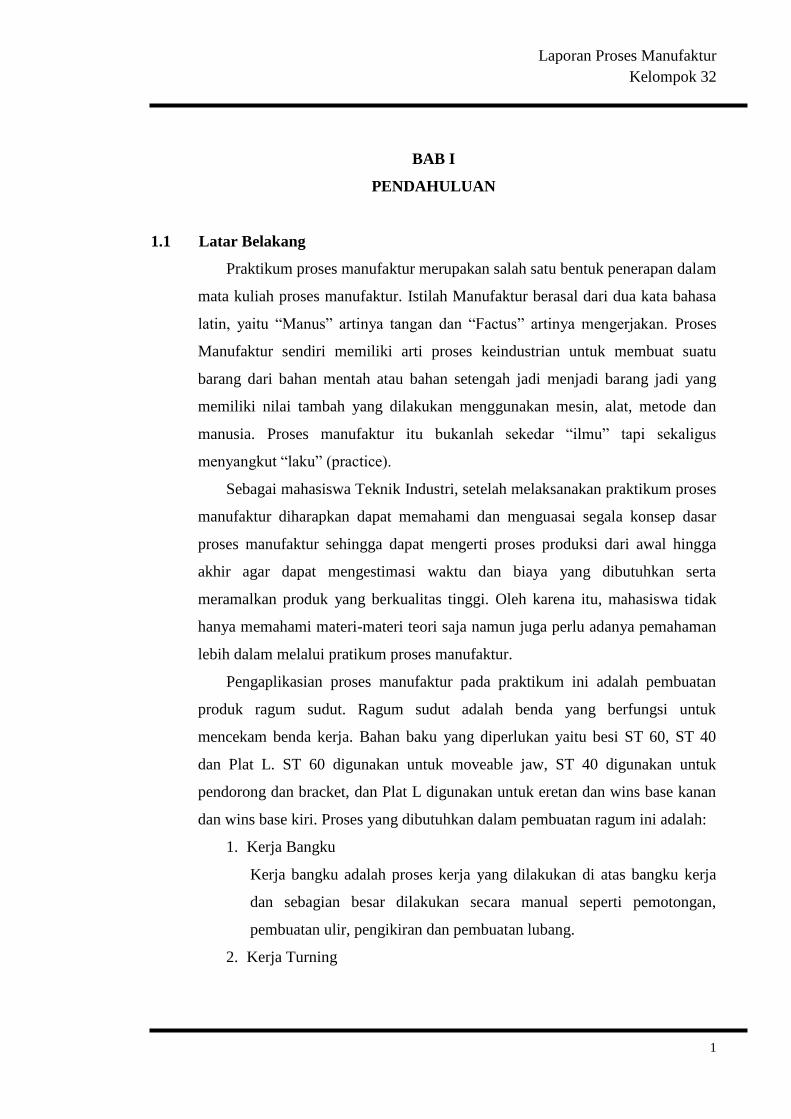
1. Mesin Bubut Center (Center Lathe Machine)
Gambar 2.1 Mesin Bubut Center
Mesin ini berfungsi untuk membubut luar, membuat kartel,
membuat ulir, membubut datar, membubut profil, memotong ulir,
dan lain-lain. Mesin ini bekerja dengan bantuan kepala tetap atau
headstock yang merupakan tempat kedudukan roda-roda gigi
penghubung antara motor penggerak dengan spindle. Mesin ini
merupakan jenis mesin horizontal yang paling banyak ditemukan di
bengkel-bengkel produksi.
(repository.uri.ac.id)
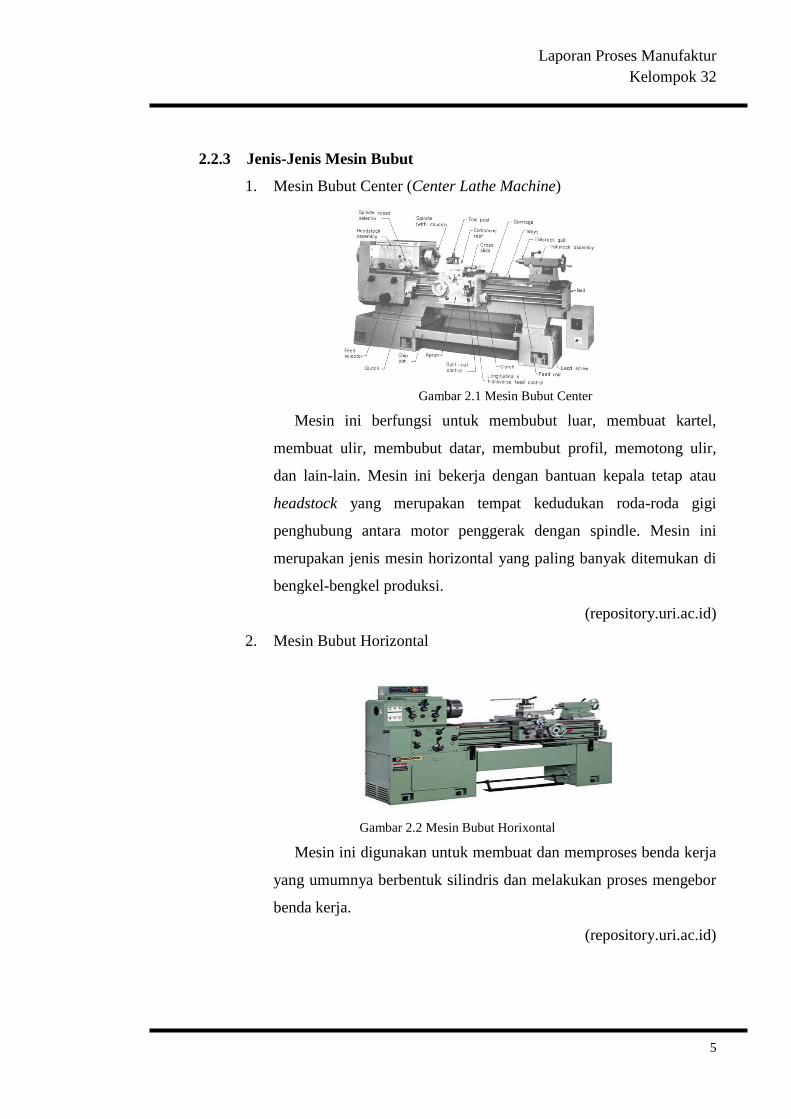
2. Mesin Bubut Horizontal
Gambar 2.2 Mesin Bubut Horixontal
Mesin ini digunakan untuk membuat dan memproses benda kerja
yang umumnya berbentuk silindris dan melakukan proses mengebor
benda kerja.
(repository.uri.ac.id)
Laporan Proses Manufaktur
Kelompok 32
6
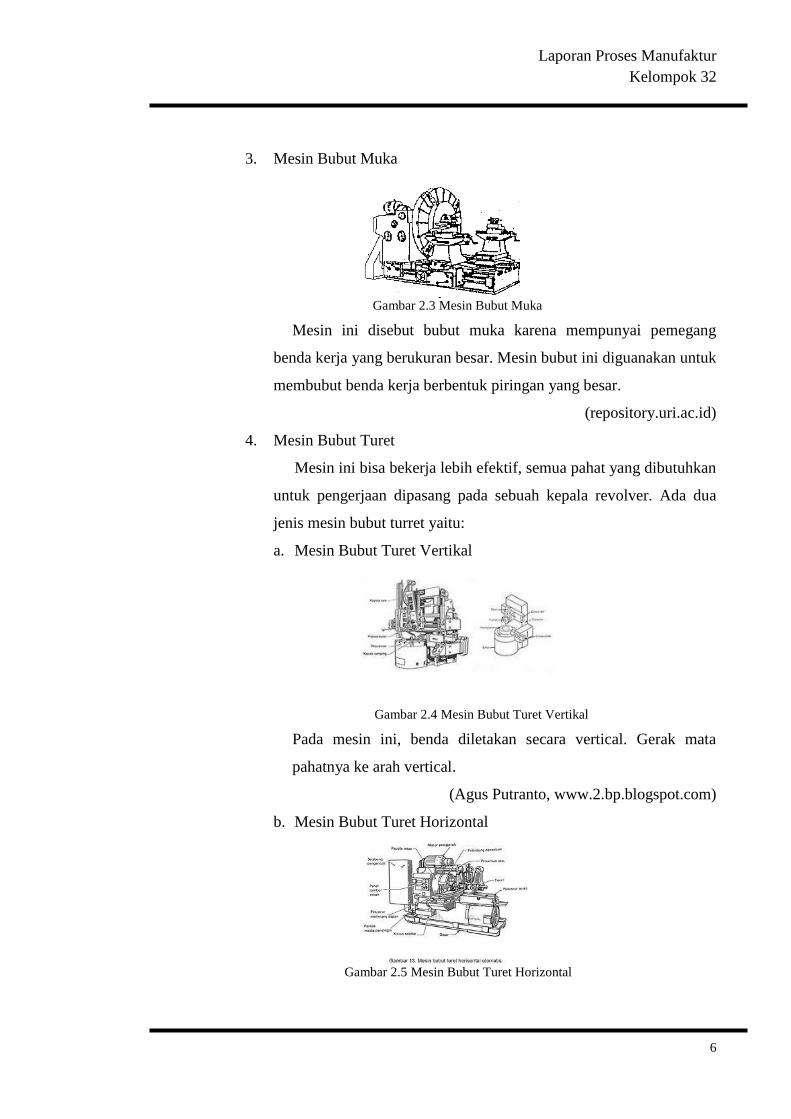
3. Mesin Bubut Muka
Gambar 2.3 Mesin Bubut Muka
Mesin ini disebut bubut muka karena mempunyai pemegang
benda kerja yang berukuran besar. Mesin bubut ini diguanakan untuk
membubut benda kerja berbentuk piringan yang besar.
(repository.uri.ac.id)
4. Mesin Bubut Turet
Mesin ini bisa bekerja lebih efektif, semua pahat yang dibutuhkan
untuk pengerjaan dipasang pada sebuah kepala revolver. Ada dua
jenis mesin bubut turret yaitu:
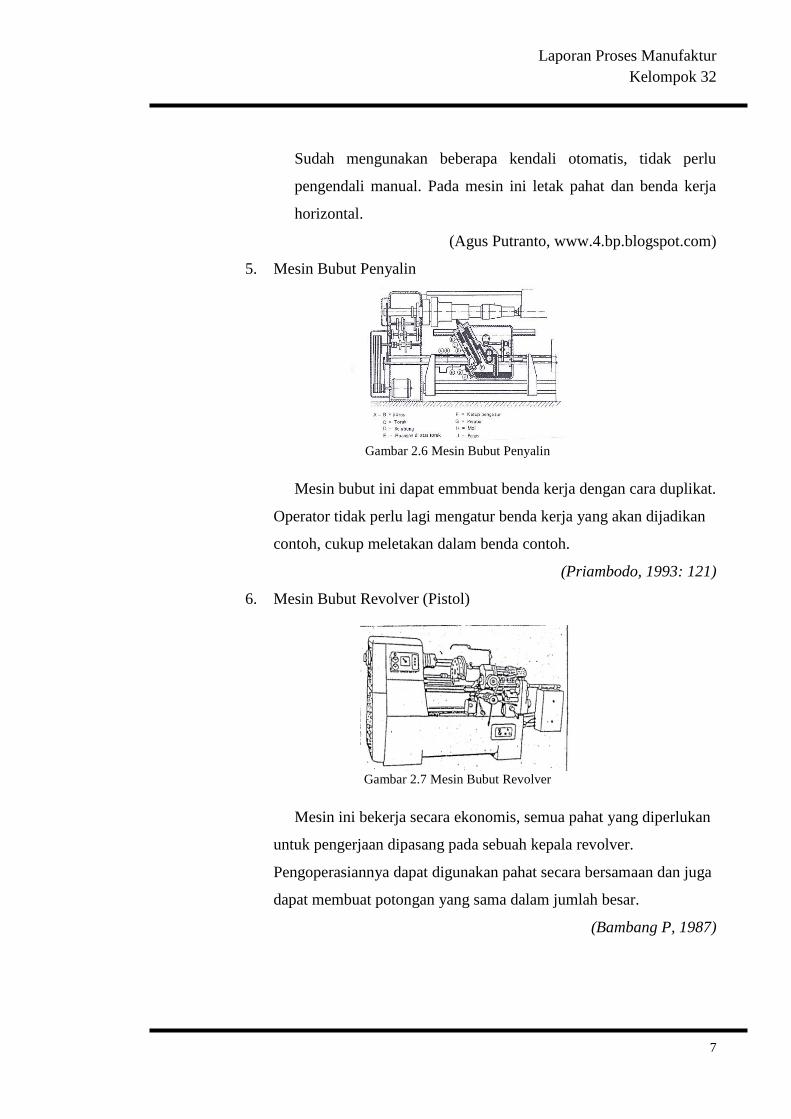
a. Mesin Bubut Turet Vertikal
Gambar 2.4 Mesin Bubut Turet Vertikal
Pada mesin ini, benda diletakan secara vertical. Gerak mata
pahatnya ke arah vertical.
(Agus Putranto, www.2.bp.blogspot.com)
b. Mesin Bubut Turet Horizontal
Gambar 2.5 Mesin Bubut Turet Horizontal
Laporan Proses Manufaktur
Kelompok 32
7
Sudah mengunakan beberapa kendali otomatis, tidak perlu
pengendali manual. Pada mesin ini letak pahat dan benda kerja
horizontal.
(Agus Putranto, www.4.bp.blogspot.com)
5. Mesin Bubut Penyalin
Gambar 2.6 Mesin Bubut Penyalin
Mesin bubut ini dapat emmbuat benda kerja dengan cara duplikat.
Operator tidak perlu lagi mengatur benda kerja yang akan dijadikan
contoh, cukup meletakan dalam benda contoh.
(Priambodo, 1993: 121)
6. Mesin Bubut Revolver (Pistol)
Gambar 2.7 Mesin Bubut Revolver
Mesin ini bekerja secara ekonomis, semua pahat yang diperlukan
untuk pengerjaan dipasang pada sebuah kepala revolver.
Pengoperasiannya dapat digunakan pahat secara bersamaan dan juga
dapat membuat potongan yang sama dalam jumlah besar.
(Bambang P, 1987)
Laporan Proses Manufaktur
Kelompok 32
8
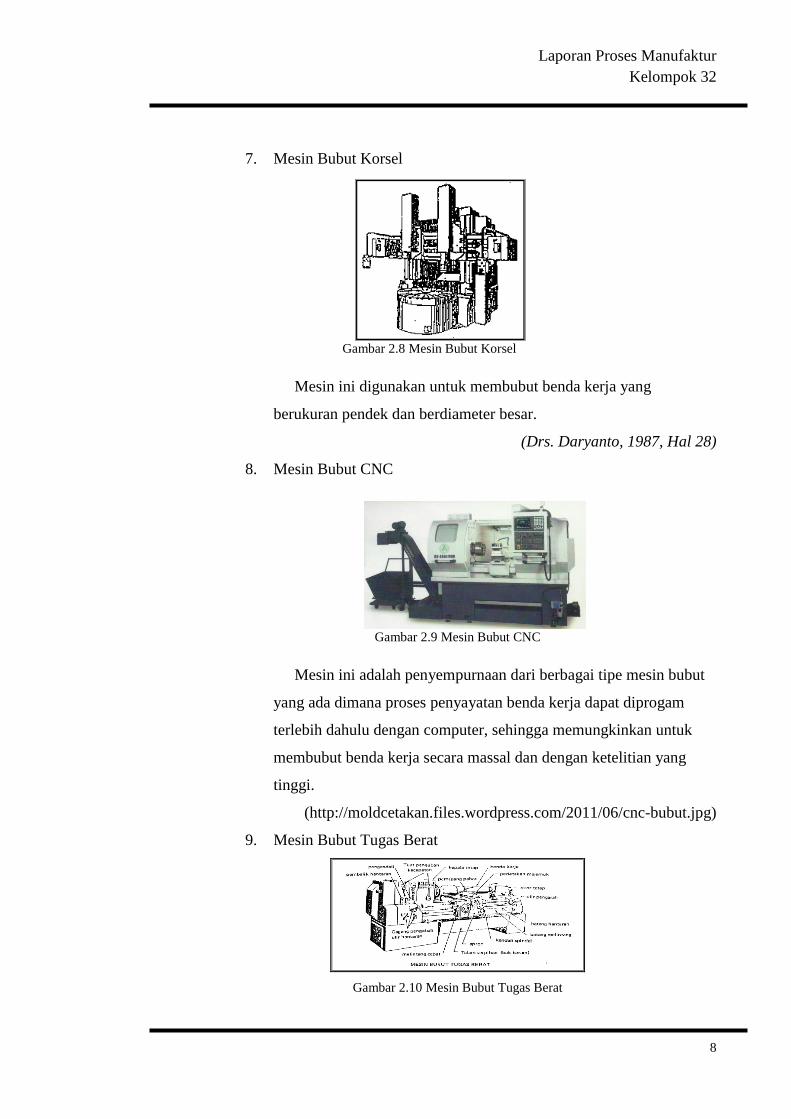
7. Mesin Bubut Korsel
Gambar 2.8 Mesin Bubut Korsel
Mesin ini digunakan untuk membubut benda kerja yang
berukuran pendek dan berdiameter besar.
(Drs. Daryanto, 1987, Hal 28)
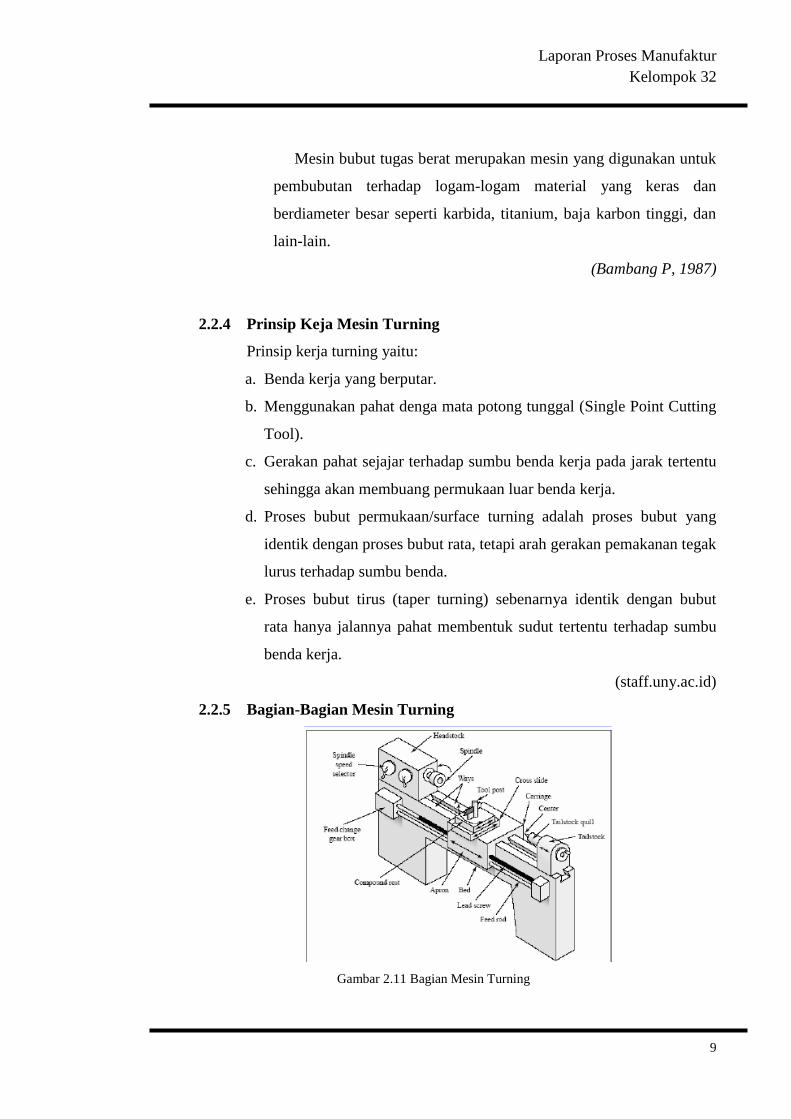
8. Mesin Bubut CNC
Gambar 2.9 Mesin Bubut CNC
Mesin ini adalah penyempurnaan dari berbagai tipe mesin bubut
yang ada dimana proses penyayatan benda kerja dapat diprogam
terlebih dahulu dengan computer, sehingga memungkinkan untuk
membubut benda kerja secara massal dan dengan ketelitian yang
tinggi.
(http://moldcetakan.files.wordpress.com/2011/06/cnc-bubut.jpg)
9. Mesin Bubut Tugas Berat
Gambar 2.10 Mesin Bubut Tugas Berat
Laporan Proses Manufaktur
Kelompok 32
9
Mesin bubut tugas berat merupakan mesin yang digunakan untuk
pembubutan terhadap logam-logam material yang keras dan
berdiameter besar seperti karbida, titanium, baja karbon tinggi, dan
lain-lain.
(Bambang P, 1987)
2.2.4 Prinsip Keja Mesin Turning
Prinsip kerja turning yaitu:
a. Benda kerja yang berputar.
b. Menggunakan pahat denga mata potong tunggal (Single Point Cutting
Tool).
c. Gerakan pahat sejajar terhadap sumbu benda kerja pada jarak tertentu
sehingga akan membuang permukaan luar benda kerja.
d. Proses bubut permukaan/surface turning adalah proses bubut yang
identik dengan proses bubut rata, tetapi arah gerakan pemakanan tegak
lurus terhadap sumbu benda.
e. Proses bubut tirus (taper turning) sebenarnya identik dengan bubut
rata hanya jalannya pahat membentuk sudut tertentu terhadap sumbu
benda kerja.
(staff.uny.ac.id)
2.2.5 Bagian-Bagian Mesin Turning
Gambar 2.11 Bagian Mesin Turning

Laporan Proses Manufaktur
Kelompok 32
10
a. Spindel : bagian yang terpasang pada headstock, untuk memutar chuck
(pencekam benda kerja)
b. Headstock : berisi transmisi penggerak benda
c. Tailstock : bagian yang berfungsi untuk mengatur titik pusat atau center
d. Carriage (sadel) : untuk menghantarkan cutting tool bergerak seppanjang
meja bubut saat operasi pembubutan berlangsung
e. Toolpost : tempat untuk memasang pahat
f. Bed : meja dimana headstock, tailstock, dan bagian lainya terpasang kuat
g. Ways : tempat jalanya carriage dan tailstock
h. Spindle speed selector : tuas yang digunakan untuk merubah kecepatan
spindle
i. Peluncur Lintang : untuk menghantarkan pahat dengan arah yang tegak
lurus dengan gerakan pembawa
(Eko Marsyahyo,2003)
2.2.6 Parameter Permesinan Mesin Turning
Gambar 2.12 Parameter Turning
Hubungan kecepatan rotasi dalam pembubutan dengan kecepatan potong
pada permukaan bendakerja bentuk silinder dapat ditunjukkan dengan
persamaan :
Laporan Proses Manufaktur
Kelompok 32
11
oD
vN
……………………………………….(1)
dimana :
N = kecepatan rotasi, rev/min ;
v = kecepatan potong, ft/min (m/min);
Do = diameter awal bendakerja, ft (m).
Operasi pembubutan akan mengurangi diameter bendakerja dari Do
menjadi diameter akhir, Df, (dalam ft atau m). Bila kedalaman potong
adalah d (dalam ft atau m), maka :
Do – Df = 2d………………………………….(2)
Hantaran, f, pada proses pembubutan biasanya dinyatakan dalam in./rev
(mm/rev). Hantaran ini dapat dikonversikan kedalam kecepatan hantaran
linear (linear travel rate), fr, dalam in./min (mm/min) dengan rumus :
rf = Nf atau oD
v.ffr
……………………….(3)
Waktu pemesinan, Tm (menit), yang dibutuhkan dari satu ujung
bendakerja bentuk silinder ke ujung yang lain dengan panjang potong L
(in. atau mm) dapat dinyatakan dengan persamaan :
rm f
LT atau
vf
DLTm
o ……………………….(4)
Kecepatan pelepasan material (material removal rate), MRR (in.3/min
atau mm3/min),
MRR = v f d…………………………………….(5)
(Groover manufacturing,3th edition, 2007)
Laporan Proses Manufaktur
Kelompok 32
12
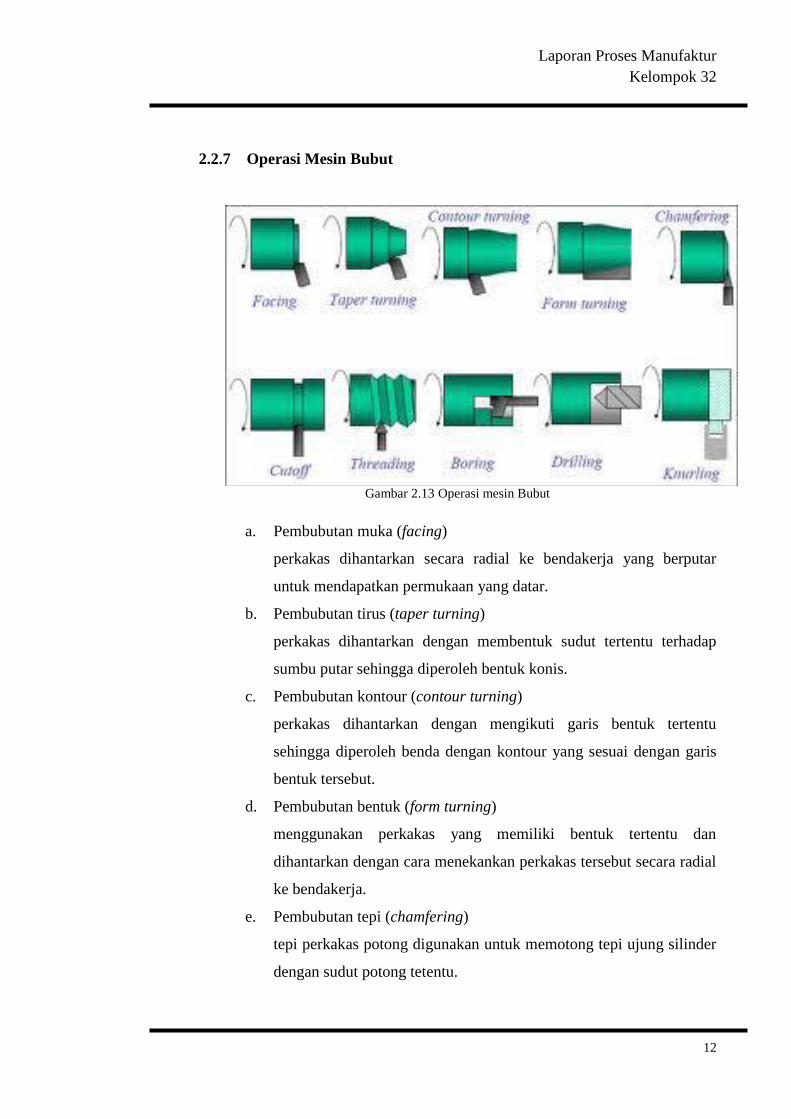
2.2.7 Operasi Mesin Bubut
Gambar 2.13 Operasi mesin Bubut
a. Pembubutan muka (facing)
perkakas dihantarkan secara radial ke bendakerja yang berputar
untuk mendapatkan permukaan yang datar.
b. Pembubutan tirus (taper turning)
perkakas dihantarkan dengan membentuk sudut tertentu terhadap
sumbu putar sehingga diperoleh bentuk konis.
c. Pembubutan kontour (contour turning)
perkakas dihantarkan dengan mengikuti garis bentuk tertentu
sehingga diperoleh benda dengan kontour yang sesuai dengan garis
bentuk tersebut.
d. Pembubutan bentuk (form turning)
menggunakan perkakas yang memiliki bentuk tertentu dan
dihantarkan dengan cara menekankan perkakas tersebut secara radial
ke bendakerja.
e. Pembubutan tepi (chamfering)
tepi perkakas potong digunakan untuk memotong tepi ujung silinder
dengan sudut potong tetentu.

Laporan Proses Manufaktur
Kelompok 32
13
f. Pemotongan (cutoff)
perkakas dihantarkan secara radial ke bendakerja yang berputar pada
suatu lokasi tertentu sehingga memotong bendakerja tersebut.
g. Penguliran (threading)
perkakas yang runcing dihantarkan secara linear memotong
permukaan luar bendakerja yang berputar dalam arah yang sejajar
dengan sumbu putar dengan kecepatan hantaran tertentu sehingga
terbentuk ulir pada silinder.
h. Pengeboran (boring)
perkakas mata tunggal dihantarkan secara linear, sejajar dengan
sumbu putar, pada diameter dalam suatu lubang bendakerja yang
telah dibuat sebelumnya.
i. Penggurdian (drilling)
penggurdian dapat dilakukan dengan mesin bubut, dengan
menghantarkan gurdi ke bendakerja yang berputar sepanjang sumbu
putarnya. Perluasan lubang (reaming) dapat juga dilakukan dengan
cara yang sama.
j. Knurling
merupakan operasi pembentukan logam untuk menghasilkan pola
lubang palka menyilang pada permukaan luar bendakerja.
(blog.ft.untirta.ac.id)
2.2.8 Perlengkapan Mesin Turning
Perlengkapan yang digunakan tersebut antara lain :
1. Pahat Bubut
Digunakan untuk menyayat atau memotong benda kerja, pahat
dijepit atau dipasang pada toolpost.
(Drs. Daryanto, 1987, Hal 30)
Laporan Proses Manufaktur
Kelompok 32
14
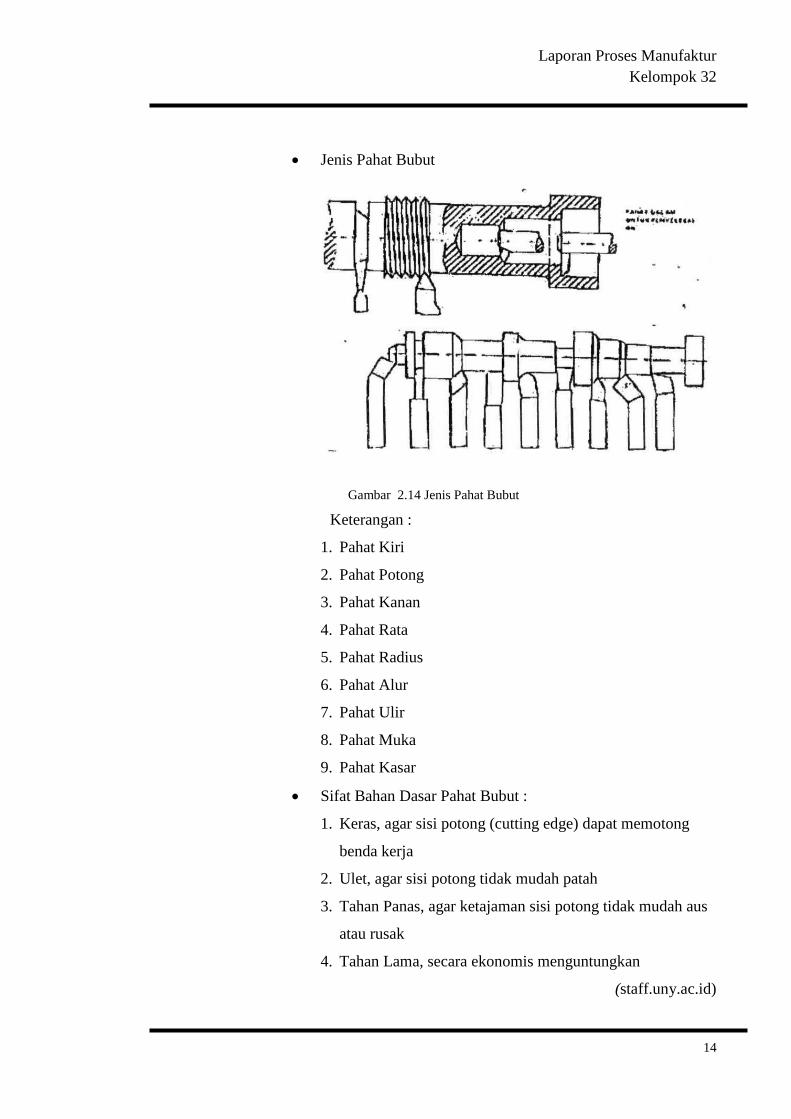
Jenis Pahat Bubut
Gambar 2.14 Jenis Pahat Bubut
Keterangan :
1. Pahat Kiri
2. Pahat Potong
3. Pahat Kanan
4. Pahat Rata
5. Pahat Radius
6. Pahat Alur
7. Pahat Ulir
8. Pahat Muka
9. Pahat Kasar
Sifat Bahan Dasar Pahat Bubut :
1. Keras, agar sisi potong (cutting edge) dapat memotong
benda kerja
2. Ulet, agar sisi potong tidak mudah patah
3. Tahan Panas, agar ketajaman sisi potong tidak mudah aus
atau rusak
4. Tahan Lama, secara ekonomis menguntungkan
(staff.uny.ac.id)

Laporan Proses Manufaktur
Kelompok 32
15
2. Pencekam
Digunakan untuk memegang benda yang akan dibubut. Benda
yang dicekam dapat berupa silindris atau bukan silindris. Ada
beberapa cara yang digunakan dalam mencekam benda kerja. Yang
pertama adalah benda tidak dicekam melainkan menggunakan dua
center dan pembawa.
Cara yang kedua yaitu dengan menggunakan alat pencekam. Alat
pencekam yang dapat digunakan adalah :
a. Collet Chuck
Digunakan untuk mencekam benda kerja berbentuk silindris
dengan ukuran sesuai diameter collet. Pencekaman cara ini
tidak akan meninggalkan bekas pada permukaan benda kerja.
b. Four Jaws Chuck
Gambar 2.15 Four Jaws Chuck
Digunakan untuk memegang benda kerja segiempat dan
octagonal.
c. Three Jaws Chuck
Gambar 2.16 Four Jaws Chuck
Laporan Proses Manufaktur
Kelompok 32
16
Untuk benda silindris, segitiga dan hexagonal. Tiga buah
rahangnya bergerak bersama menuju sumbu cekam apabila
salah satu rahangnya digerakan.
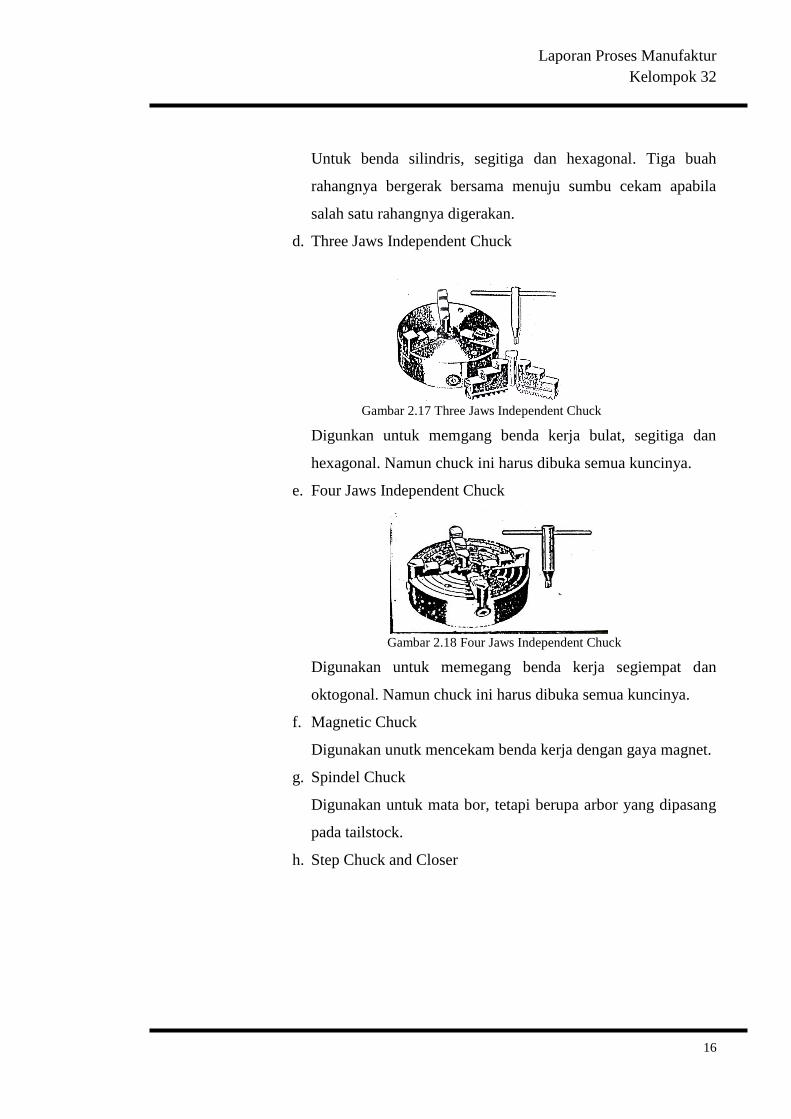
d. Three Jaws Independent Chuck
Gambar 2.17 Three Jaws Independent Chuck
Digunkan untuk memgang benda kerja bulat, segitiga dan
hexagonal. Namun chuck ini harus dibuka semua kuncinya.
e. Four Jaws Independent Chuck
Gambar 2.18 Four Jaws Independent Chuck
Digunakan untuk memegang benda kerja segiempat dan
oktogonal. Namun chuck ini harus dibuka semua kuncinya.
f. Magnetic Chuck
Digunakan unutk mencekam benda kerja dengan gaya magnet.
g. Spindel Chuck
Digunakan untuk mata bor, tetapi berupa arbor yang dipasang
pada tailstock.
h. Step Chuck and Closer

Laporan Proses Manufaktur
Kelompok 32
17
Gambar 2.19 Step Chuck and Closer
(Widarto, 2008)
3. Center
Untuk memegang ujung benda kerja yang akan dibubut, terutama
yang ukuranya panjang agar tidak goyang. Ada dua macam center :
a. Center Mati / Tetap (dead center)
Disebut juga dead center. Center ini tetap dan tidak
dapat berputar bagian ujungnya. Pada sumbu benda
kerja dicenter drill terlebih dahulu.
Gambar 2.20 Dead Center
b. Center Hidup / Jalan (live center)
Gambar 2.21 Live Center
Disebut juga live center karena center ini dapat berputar
di bagian ujungnya dan diletakkan pada tailstock.
4. Cairan Pendingin
Cairan pendingin terdiri dari:
a. Cairan Sintetik

Laporan Proses Manufaktur
Kelompok 32
18
b. Cairan Emulsi
c. Cairan Semi sintetik
2.2.9 Proses Kerja Pada Mesin Turning
a. Setting Nol
1. Pasang benda kerja pada chuck, pastikan pemasangan kuat agar
benda tidak goyah.
2. Atur letak pahat tepat menyentuh bagian ujung benda kerja lalu
beri sedikit jarak.
3. Benda keja berputar dengan putaran utama.
4. Gerakan pemngatur pemakanan sampai pahat sedikit memakan
benda kerja.
5. Menjauhkan pahat dari benda kerja.
6. Pada pengatur pemakanan, posisikan pada angka nol.
b. Facing
1. Pasang benda kerja pada chuck, pastikan pemasangan kuat agar
benda tidak goyah.
2. Atur letak pahat tepat menyentuh bagian ujung benda kerja lalu
beri sedikit jarak.
3. Benda keja berputar dengan putaran utama.
4. Gerakkan sampai pahat sedikit memakan benda kerja.
5. Lanjutkan pemakanan benda kerja hingga ujung permukaan benda
kerja rata.
(Modul Praktikum Prosman 2013)
Laporan Proses Manufaktur
Kelompok 32
19
2.2 Kerja Milling
2.2.1 Pengertian Kerja Milling
Kerja Milling adalah operasi pemesinan dimana benda kerja
dihantarkan ke perkakas berbentuk silinder yang berputar. Pahat frais
memiliki tepi potong jamak, tetapi pada keadaan khusus kadang-kadang
digunakan perkakas dengan satu tepi potong (disebut fly-cutter). Pada
dasarnya mesin frais adalah mesin pahat untuk mengerjakan penyelesaian
suatu benda kerja dengan mempergunakan pisau freis sebagai pahat
penyayat yang berputar pada spindle, pisau frais dipasang pada sumbu
arbor, jika arbor pada mesin berputar maka pisau frais akan ikut berputar
kemudian melakukan proses penyayatan.
(repository.unri.ac.id)
2.2.2 Tujuan Praktikum Kerja Milling
Dalam pelaksanaan praktikum proses manufaktur, terdapat salah
satunya adalah melakukan kerja milling, dengan tujuan sebagai berikut :
1. Praktikan dapat mengetahui fungsi, cara kerja dan prinsip dari mesin
frais.
2. Praktikan mampu mengoperasikan dan mengaplikasikan mesin frais
secara baik dan benar.
3. Praktikan dapat memahami dan menguasai bagian-bagian yang ada
dalam mesin frais dan perlengkapannya.
4. Praktikan dapat menegerti macam-macam jenis mesin frais.
5. Praktikan dapat mengetahui estimasi waktu yang digunakan dalam
proses pengerjaan menggunakan mesin frais.
6. Praktikan dapat membuat benda kerja sesuai dengan desain dengan
menggunakan mesin frais.
Laporan Proses Manufaktur
Kelompok 32
20
2.2.3 Jenis-Jenis Mesin Milling
1. Mesin Milling Knee and Column
Mesin frais lutut dan kolom adalah perkakas mesin dasar untuk
operasi frais. Nama ini diberikan karena memiliki dua komponen
utama yaitu lutut da kolom.
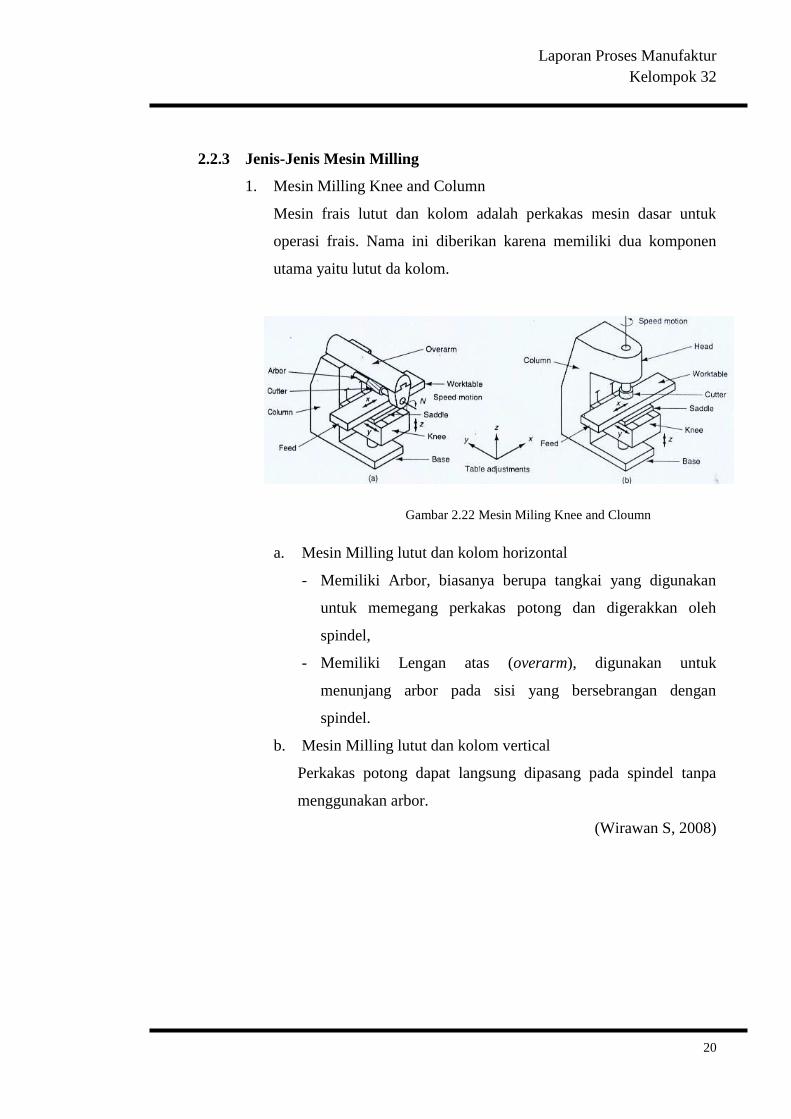
Gambar 2.22 Mesin Miling Knee and Cloumn
a. Mesin Milling lutut dan kolom horizontal
- Memiliki Arbor, biasanya berupa tangkai yang digunakan
untuk memegang perkakas potong dan digerakkan oleh
spindel,
- Memiliki Lengan atas (overarm), digunakan untuk
menunjang arbor pada sisi yang bersebrangan dengan
spindel.
b. Mesin Milling lutut dan kolom vertical
Perkakas potong dapat langsung dipasang pada spindel tanpa
menggunakan arbor.
(Wirawan S, 2008)
Laporan Proses Manufaktur
Kelompok 32
21
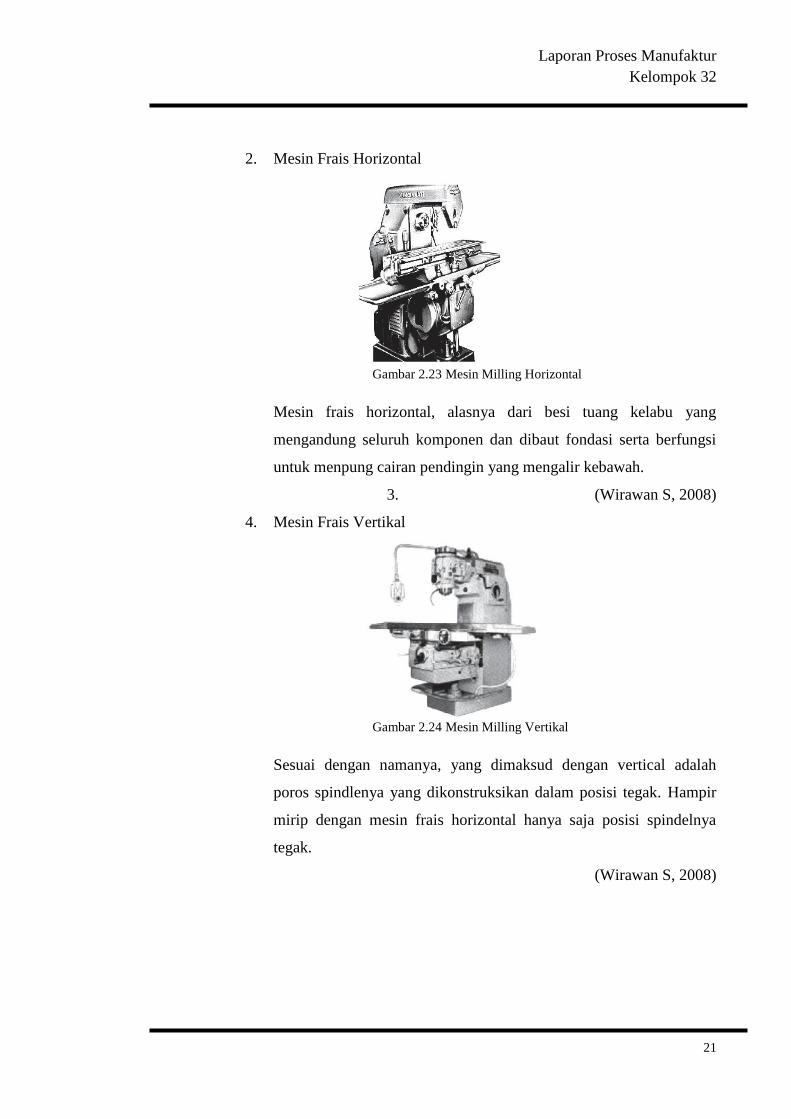
2. Mesin Frais Horizontal
Gambar 2.23 Mesin Milling Horizontal
Mesin frais horizontal, alasnya dari besi tuang kelabu yang
mengandung seluruh komponen dan dibaut fondasi serta berfungsi
untuk menpung cairan pendingin yang mengalir kebawah.
3. (Wirawan S, 2008)
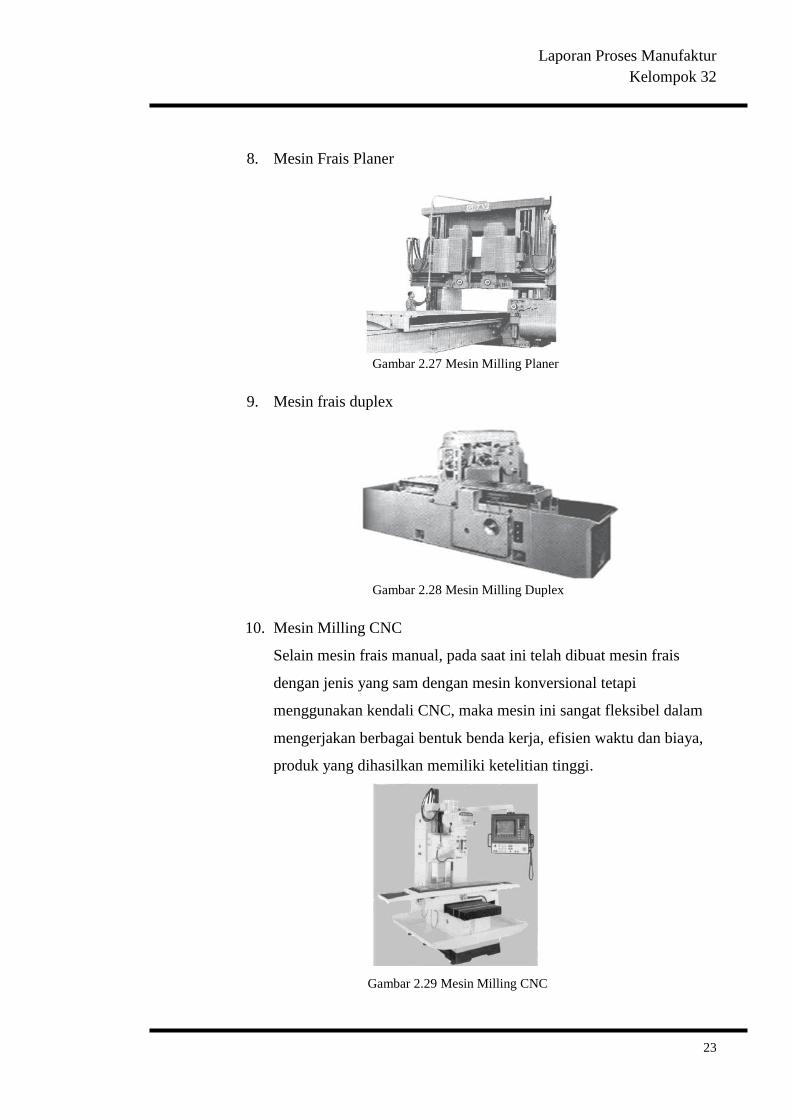
4. Mesin Frais Vertikal
Gambar 2.24 Mesin Milling Vertikal
Sesuai dengan namanya, yang dimaksud dengan vertical adalah
poros spindlenya yang dikonstruksikan dalam posisi tegak. Hampir
mirip dengan mesin frais horizontal hanya saja posisi spindelnya
tegak.
(Wirawan S, 2008)

Laporan Proses Manufaktur
Kelompok 32
22
5. Mesin Frais Universal
Gambar 2.25 Mesin Milling Universal
Mesin frais universal adalah salah satu jenis mesin frais yang dapat
digunakan pada posisi tegak (vertical) dan mendatar (horizontal) dan
memiliki meja yang dapat digeser maupun diputar pada kapasitas
tertentu.
6. (Wirawan S, 2008)
7. Mesin Frais Bed
Gambar 2.26 Mesin Milling Bed
Mesin milling ini memiliki produktivitas yang lebih tinggi dari pada
mesin frais coloum and knee. Kekauan mesin baik, tenaga kerja
relatif besar, menyebabkan banyak digunakan di perusahaan
manufaktur.
Laporan Proses Manufaktur
Kelompok 32
23
8. Mesin Frais Planer
Gambar 2.27 Mesin Milling Planer
9. Mesin frais duplex
Gambar 2.28 Mesin Milling Duplex
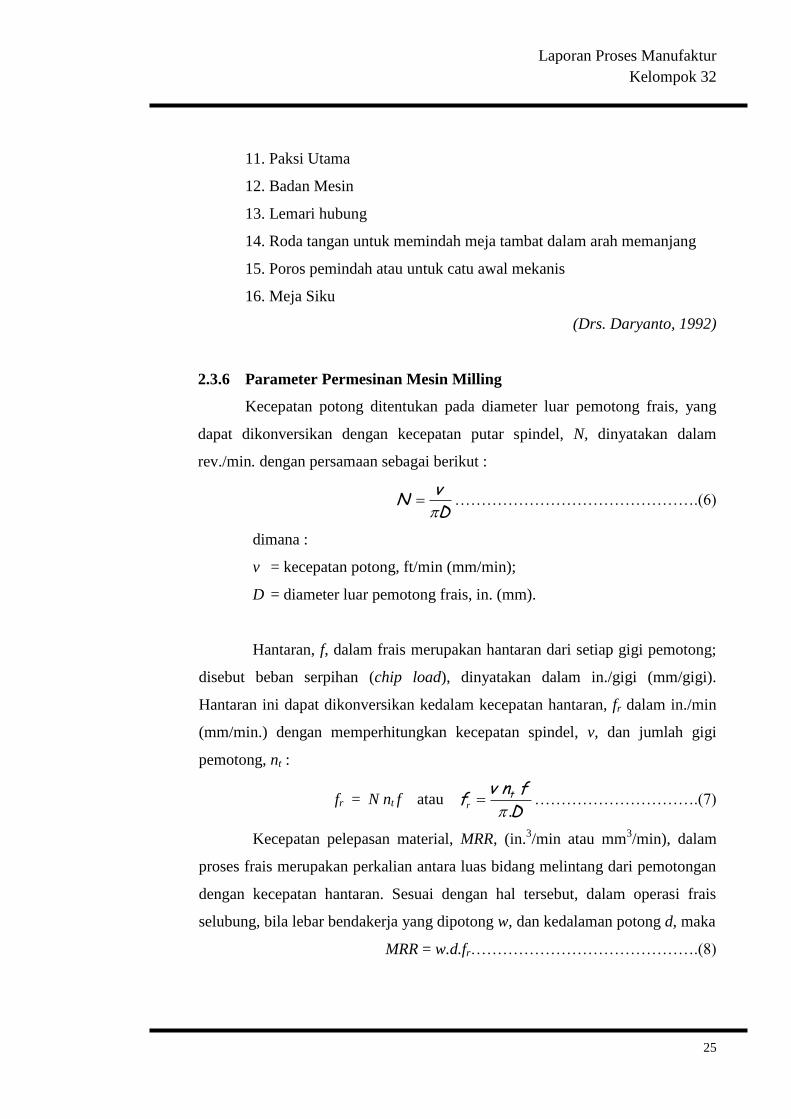
10. Mesin Milling CNC
Selain mesin frais manual, pada saat ini telah dibuat mesin frais
dengan jenis yang sam dengan mesin konversional tetapi
menggunakan kendali CNC, maka mesin ini sangat fleksibel dalam
mengerjakan berbagai bentuk benda kerja, efisien waktu dan biaya,
produk yang dihasilkan memiliki ketelitian tinggi.
Gambar 2.29 Mesin Milling CNC
Laporan Proses Manufaktur
Kelompok 32
24
2.3.4 Prinsip Kerja Milling
Mesin milling mempunyai gerak utama pahat yang berputar pada
sumbu 2, pahat dipasang pada arbor, jika arbor mesin berputar melalui
putaran motor listrik maka pahat milling ikut berputar, pahat dapat
diputar ke kanan atau kiri, berputarnya pahat adalah gerak potong.
Sedangkan benda bergerak translasi pada dua summbu, x dan y yang
merupakan gerak makan.
(repository.unri.ac.id)
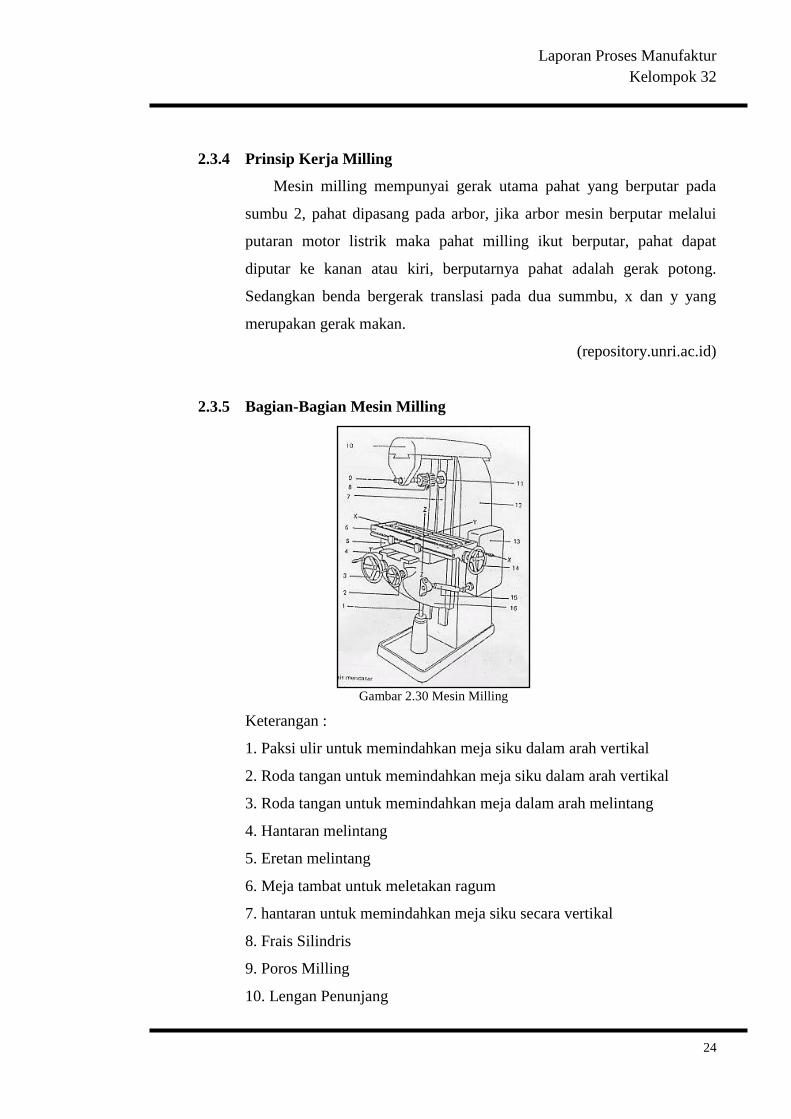
2.3.5 Bagian-Bagian Mesin Milling
Gambar 2.30 Mesin Milling
Keterangan :
1. Paksi ulir untuk memindahkan meja siku dalam arah vertikal
2. Roda tangan untuk memindahkan meja siku dalam arah vertikal
3. Roda tangan untuk memindahkan meja dalam arah melintang
4. Hantaran melintang
5. Eretan melintang
6. Meja tambat untuk meletakan ragum
7. hantaran untuk memindahkan meja siku secara vertikal
8. Frais Silindris
9. Poros Milling
10. Lengan Penunjang
Laporan Proses Manufaktur
Kelompok 32
25
11. Paksi Utama
12. Badan Mesin
13. Lemari hubung
14. Roda tangan untuk memindah meja tambat dalam arah memanjang
15. Poros pemindah atau untuk catu awal mekanis
16. Meja Siku
(Drs. Daryanto, 1992)
2.3.6 Parameter Permesinan Mesin Milling
Kecepatan potong ditentukan pada diameter luar pemotong frais, yang
dapat dikonversikan dengan kecepatan putar spindel, N, dinyatakan dalam
rev./min. dengan persamaan sebagai berikut :
Dv
N
……………………………………….(6)
dimana :
v = kecepatan potong, ft/min (mm/min);
D = diameter luar pemotong frais, in. (mm).
Hantaran, f, dalam frais merupakan hantaran dari setiap gigi pemotong;
disebut beban serpihan (chip load), dinyatakan dalam in./gigi (mm/gigi).
Hantaran ini dapat dikonversikan kedalam kecepatan hantaran, fr dalam in./min
(mm/min.) dengan memperhitungkan kecepatan spindel, v, dan jumlah gigi
pemotong, nt :
fr = N nt f atau D
f n vf t
.r ………………………….(7)
Kecepatan pelepasan material, MRR, (in.3/min atau mm
3/min), dalam
proses frais merupakan perkalian antara luas bidang melintang dari pemotongan
dengan kecepatan hantaran. Sesuai dengan hal tersebut, dalam operasi frais
selubung, bila lebar bendakerja yang dipotong w, dan kedalaman potong d, maka
MRR = w.d.fr…………………………………….(8)
Laporan Proses Manufaktur
Kelompok 32
26
Persamaan di atas berlaku pula untuk operasi frais ujung, frais sisi, frais
muka, operasi frais yang lain.
Waktu pemesinan, Tm (menit), yang dibutuhkan dalam operasi frais bila
panjang bendakerja L adalah :
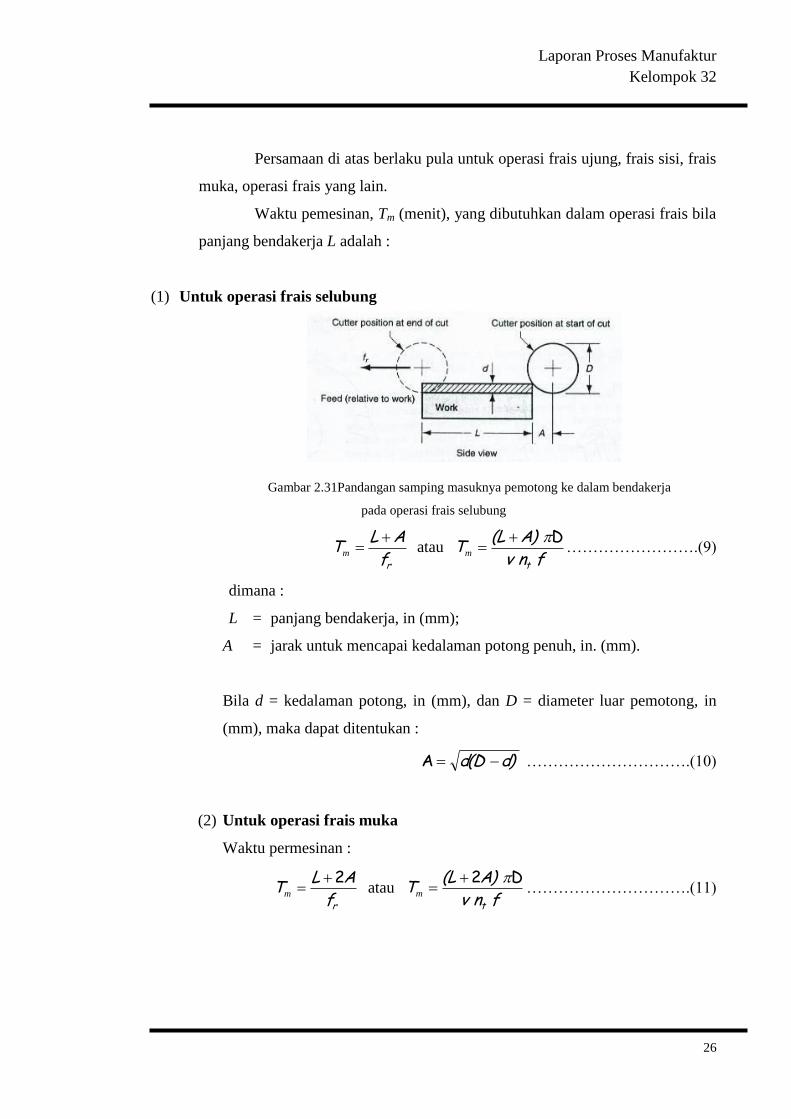
(1) Untuk operasi frais selubung
Gambar 2.31Pandangan samping masuknya pemotong ke dalam bendakerja
pada operasi frais selubung
rfAL
T
m atau f n v A)(L
Tt
Dm …………………….(9)
dimana :
L = panjang bendakerja, in (mm);
A = jarak untuk mencapai kedalaman potong penuh, in. (mm).
Bila d = kedalaman potong, in (mm), dan D = diameter luar pemotong, in
(mm), maka dapat ditentukan :
d)d(D A ………………………….(10)
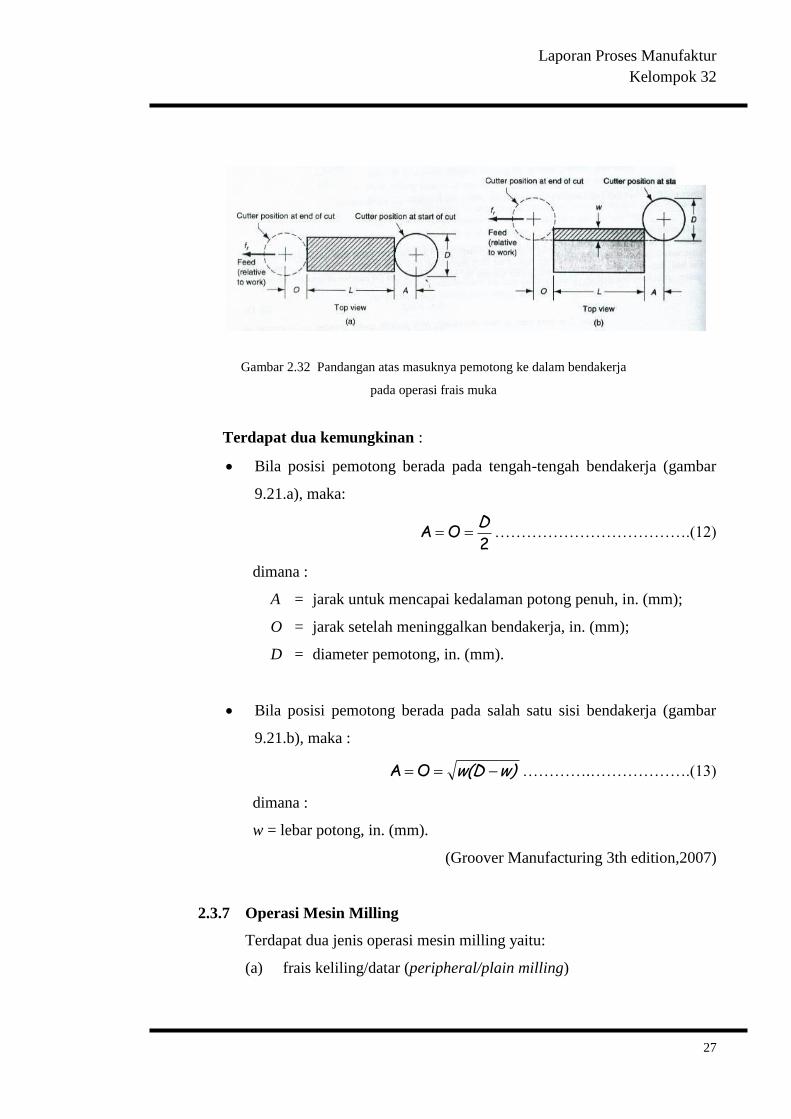
(2) Untuk operasi frais muka
Waktu permesinan :
rfAL
T2
m atau f n v A)(L
Tt
D2 m ………………………….(11)
Laporan Proses Manufaktur
Kelompok 32
27
Gambar 2.32 Pandangan atas masuknya pemotong ke dalam bendakerja
pada operasi frais muka
Terdapat dua kemungkinan :
Bila posisi pemotong berada pada tengah-tengah bendakerja (gambar
9.21.a), maka:
2OA
D ……………………………….(12)
dimana :
A = jarak untuk mencapai kedalaman potong penuh, in. (mm);
O = jarak setelah meninggalkan bendakerja, in. (mm);
D = diameter pemotong, in. (mm).
Bila posisi pemotong berada pada salah satu sisi bendakerja (gambar
9.21.b), maka :
w)w(D OA ………….……………….(13)
dimana :
w = lebar potong, in. (mm).
(Groover Manufacturing 3th edition,2007)
2.3.7 Operasi Mesin Milling
Terdapat dua jenis operasi mesin milling yaitu:
(a) frais keliling/datar (peripheral/plain milling)
Laporan Proses Manufaktur
Kelompok 32
28
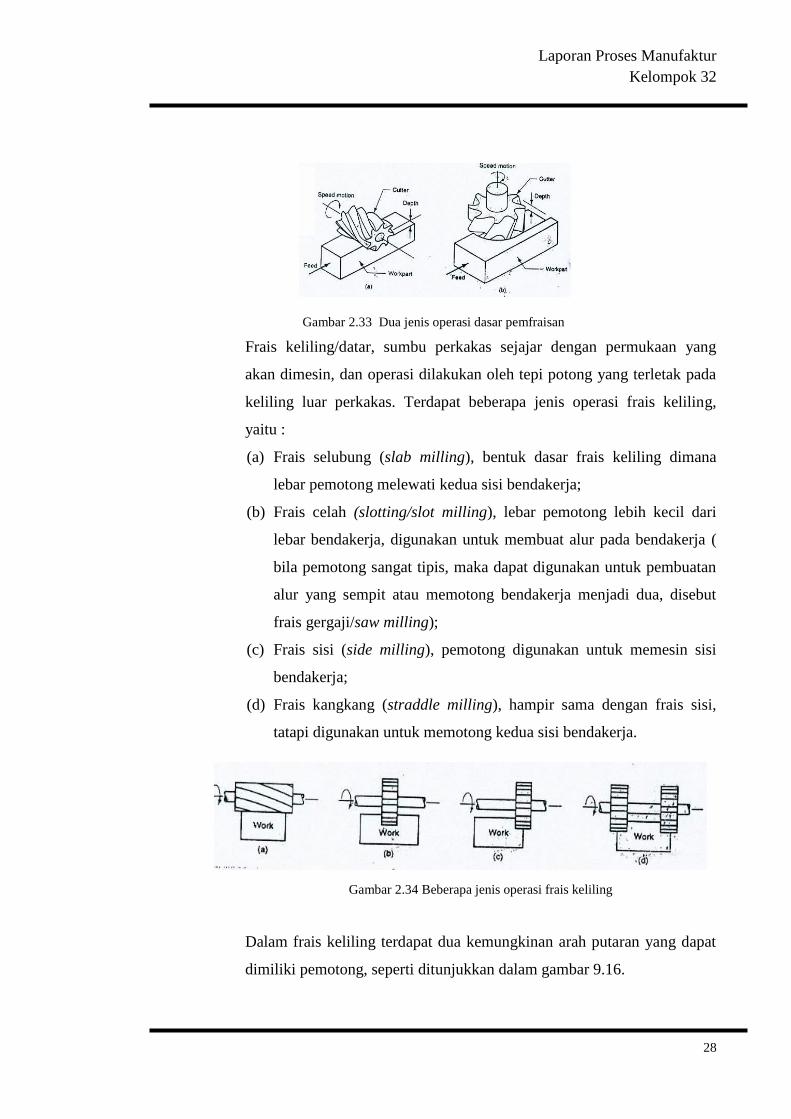
Gambar 2.33 Dua jenis operasi dasar pemfraisan
Frais keliling/datar, sumbu perkakas sejajar dengan permukaan yang
akan dimesin, dan operasi dilakukan oleh tepi potong yang terletak pada
keliling luar perkakas. Terdapat beberapa jenis operasi frais keliling,
yaitu :
(a) Frais selubung (slab milling), bentuk dasar frais keliling dimana
lebar pemotong melewati kedua sisi bendakerja;
(b) Frais celah (slotting/slot milling), lebar pemotong lebih kecil dari
lebar bendakerja, digunakan untuk membuat alur pada bendakerja (
bila pemotong sangat tipis, maka dapat digunakan untuk pembuatan
alur yang sempit atau memotong bendakerja menjadi dua, disebut
frais gergaji/saw milling);
(c) Frais sisi (side milling), pemotong digunakan untuk memesin sisi
bendakerja;
(d) Frais kangkang (straddle milling), hampir sama dengan frais sisi,
tatapi digunakan untuk memotong kedua sisi bendakerja.
Gambar 2.34 Beberapa jenis operasi frais keliling
Dalam frais keliling terdapat dua kemungkinan arah putaran yang dapat
dimiliki pemotong, seperti ditunjukkan dalam gambar 9.16.
Laporan Proses Manufaktur
Kelompok 32
29
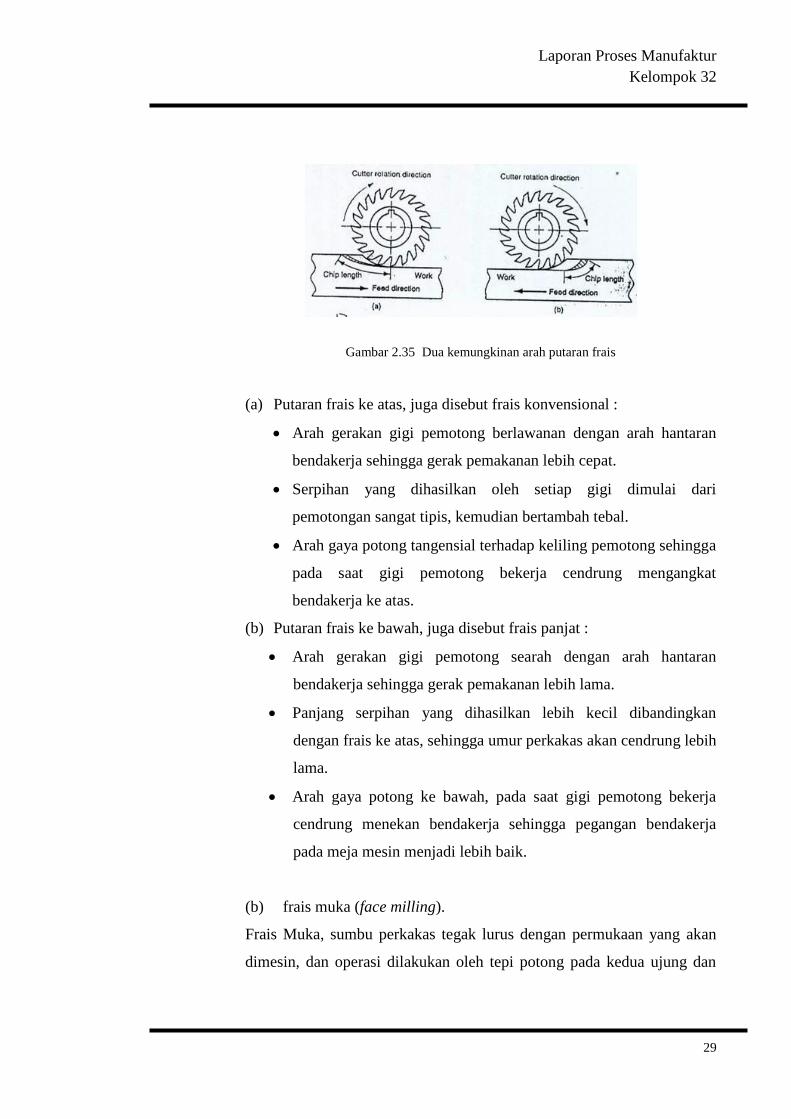
Gambar 2.35 Dua kemungkinan arah putaran frais
(a) Putaran frais ke atas, juga disebut frais konvensional :
Arah gerakan gigi pemotong berlawanan dengan arah hantaran
bendakerja sehingga gerak pemakanan lebih cepat.
Serpihan yang dihasilkan oleh setiap gigi dimulai dari
pemotongan sangat tipis, kemudian bertambah tebal.
Arah gaya potong tangensial terhadap keliling pemotong sehingga
pada saat gigi pemotong bekerja cendrung mengangkat
bendakerja ke atas.
(b) Putaran frais ke bawah, juga disebut frais panjat :
Arah gerakan gigi pemotong searah dengan arah hantaran
bendakerja sehingga gerak pemakanan lebih lama.
Panjang serpihan yang dihasilkan lebih kecil dibandingkan
dengan frais ke atas, sehingga umur perkakas akan cendrung lebih
lama.
Arah gaya potong ke bawah, pada saat gigi pemotong bekerja
cendrung menekan bendakerja sehingga pegangan bendakerja
pada meja mesin menjadi lebih baik.
(b) frais muka (face milling).
Frais Muka, sumbu perkakas tegak lurus dengan permukaan yang akan
dimesin, dan operasi dilakukan oleh tepi potong pada kedua ujung dan
Laporan Proses Manufaktur
Kelompok 32
30
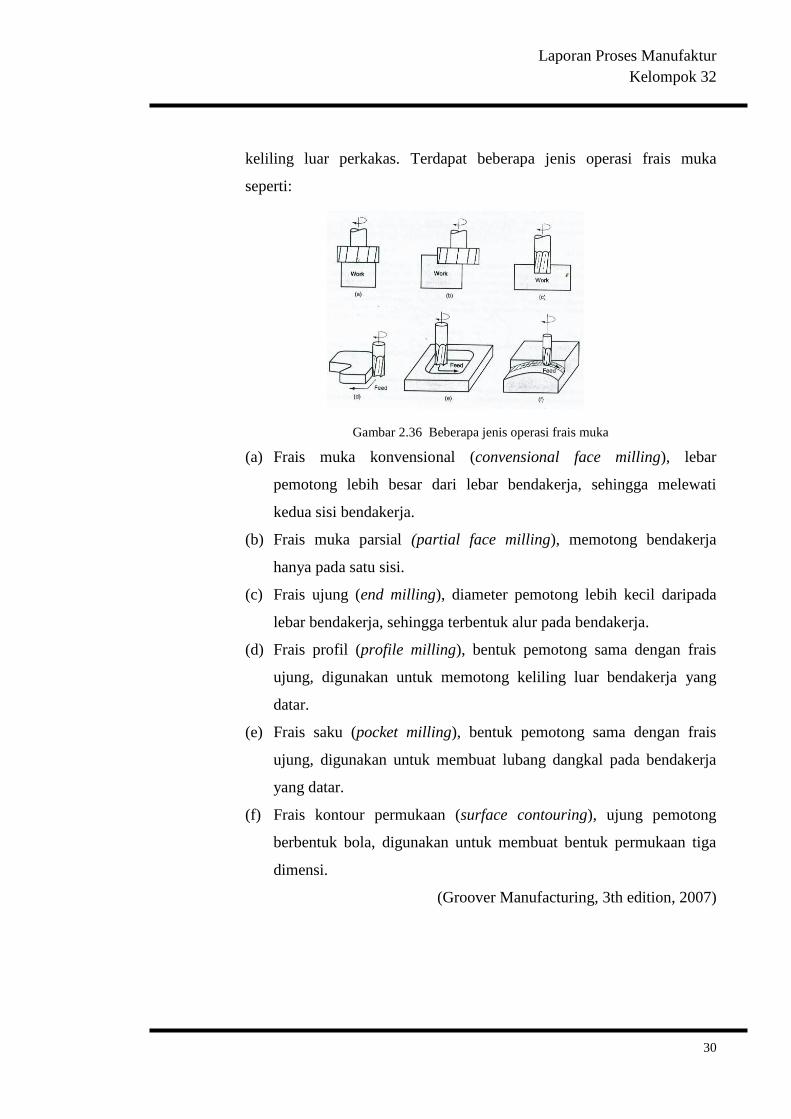
keliling luar perkakas. Terdapat beberapa jenis operasi frais muka
seperti:
Gambar 2.36 Beberapa jenis operasi frais muka
(a) Frais muka konvensional (convensional face milling), lebar
pemotong lebih besar dari lebar bendakerja, sehingga melewati
kedua sisi bendakerja.
(b) Frais muka parsial (partial face milling), memotong bendakerja
hanya pada satu sisi.
(c) Frais ujung (end milling), diameter pemotong lebih kecil daripada
lebar bendakerja, sehingga terbentuk alur pada bendakerja.
(d) Frais profil (profile milling), bentuk pemotong sama dengan frais
ujung, digunakan untuk memotong keliling luar bendakerja yang
datar.
(e) Frais saku (pocket milling), bentuk pemotong sama dengan frais
ujung, digunakan untuk membuat lubang dangkal pada bendakerja
yang datar.
(f) Frais kontour permukaan (surface contouring), ujung pemotong
berbentuk bola, digunakan untuk membuat bentuk permukaan tiga
dimensi.
(Groover Manufacturing, 3th edition, 2007)

Laporan Proses Manufaktur
Kelompok 32
31
2.3.8 Perlengkapan Mesin Milling
Perlengkapan pada mesin milling adalah:
1. Arbor
Gambar 2.37 Arbor
Arbor adalah tempat memasang pahat milling pada setiap mesin,
disebut juga poros milling yaitu perlengkapan yang berguna sebagai
tempat kedudukan pisau milling
2. Pahat
Pahat pada mesin milling baik horisontal maupun vertikal banyak
sekali jenisnya, antara lain :
a. Cutter Mantel : dipakai untukmesin milling horisontal
Gambar 2.38 Cutter Mantel
b. Cutter Alur : untuk membuat alur-alur pada batang atau permukaan
benda lainnya
Gambar 2.39 Cutter Alur

Laporan Proses Manufaktur
Kelompok 32
32
c. Cutter Modul : satu set terdapat 8 buah. Untuk membuat roda gigi
Gambar 2.40 Cutter Modul
d. Cutter Radius Cekung : untuk membuat benda kerja yang
bentuknya memiliki radius dalam (cekung)
Gambar 2.41 Cutter Radius Cekung
d. Cutter Radius cembung
Gambar 2.42 Cutter Radius Cembung
untuk membuat benda kerja yang memiliki radius luar
(cembung)
Laporan Proses Manufaktur
Kelompok 32
33
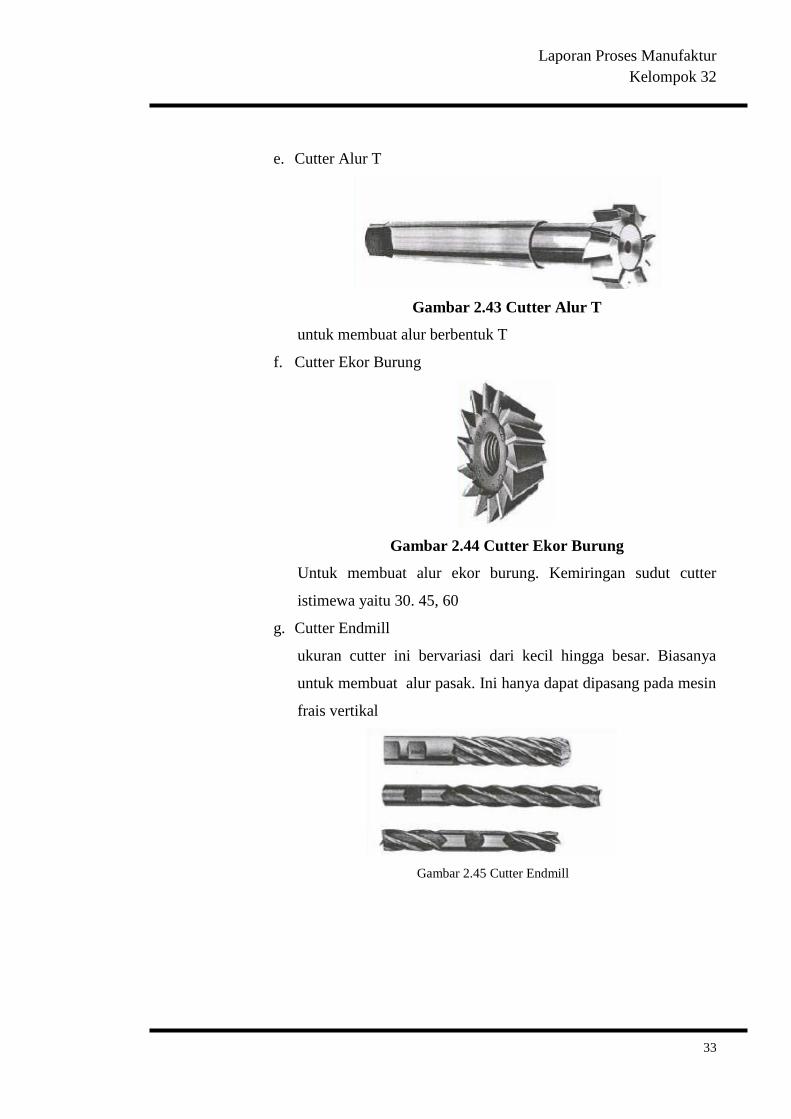
e. Cutter Alur T
Gambar 2.43 Cutter Alur T
untuk membuat alur berbentuk T
f. Cutter Ekor Burung
Gambar 2.44 Cutter Ekor Burung
Untuk membuat alur ekor burung. Kemiringan sudut cutter
istimewa yaitu 30. 45, 60
g. Cutter Endmill
ukuran cutter ini bervariasi dari kecil hingga besar. Biasanya
untuk membuat alur pasak. Ini hanya dapat dipasang pada mesin
frais vertikal
Gambar 2.45 Cutter Endmill
Laporan Proses Manufaktur
Kelompok 32
34
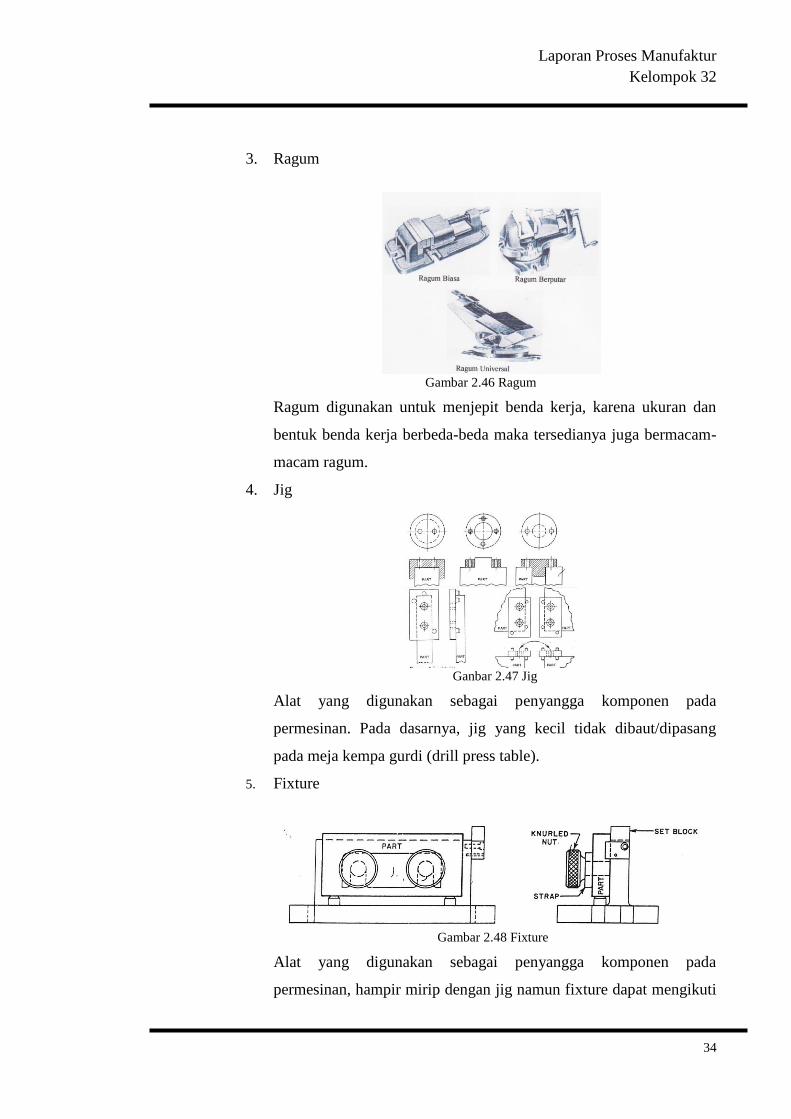
3. Ragum
Gambar 2.46 Ragum
Ragum digunakan untuk menjepit benda kerja, karena ukuran dan
bentuk benda kerja berbeda-beda maka tersedianya juga bermacam-
macam ragum.
4. Jig
Ganbar 2.47 Jig
Alat yang digunakan sebagai penyangga komponen pada
permesinan. Pada dasarnya, jig yang kecil tidak dibaut/dipasang
pada meja kempa gurdi (drill press table).
5. Fixture
Gambar 2.48 Fixture
Alat yang digunakan sebagai penyangga komponen pada
permesinan, hampir mirip dengan jig namun fixture dapat mengikuti

Laporan Proses Manufaktur
Kelompok 32
35
bentuk benda kerja. Fixture harus dipasang tetap ke meja mesin
dimana benda kerja diletakkan.
(staff.uny.ac.id)
2.3 Kerja Bangku
2.3.1 Pengertian Kerja Bangku
Kerja Bangku adalah pengerjaan benda kerja yang di lakukan di atas
bangku kerja dan sebagian besar merupakan pengerjaan manual, tidak memakai
mesin. Pekerjaan yang dapat dilakukan dalam kerja bangku.yaitu:
a Pemotongan logam dengan gergaji
b. Proses meratakan permukaan benda kerja ,membuat chamfer dengan
kikir
c Proses pengukuran dengan mistar,jangka sorong
d Proses pembuatan ulir,ulir dalam(tap) dan ulir luar (snei)
e Proses pembuatan lubang (pengedrillan)
(Sentot Wijanarka, 2007)
2.3.2 Tujuan Kerja Bangku
Dengan melakukan pratikum kerja bangku, di harapkan mahasiswa
mampu :
1. Mengenal dan mengetahui peralatan karja bangku dan bagianya
2. Mengetahui dan memahami alat-alat yang di butuhkan serta fungsi
dan kegunaanya
3. Mengukur secara presisi benda kerja sesuai dengan desain benda kerja
4. Menggunakan perkakas kerja bangku dalam proses pembuatan benda
kerja
5. Menghitung estimasi waktu dan estimasi biaya dalam kerja bangku
Laporan Proses Manufaktur
Kelompok 32
36
2.3.3 Macam-Macam Kerja Bangku
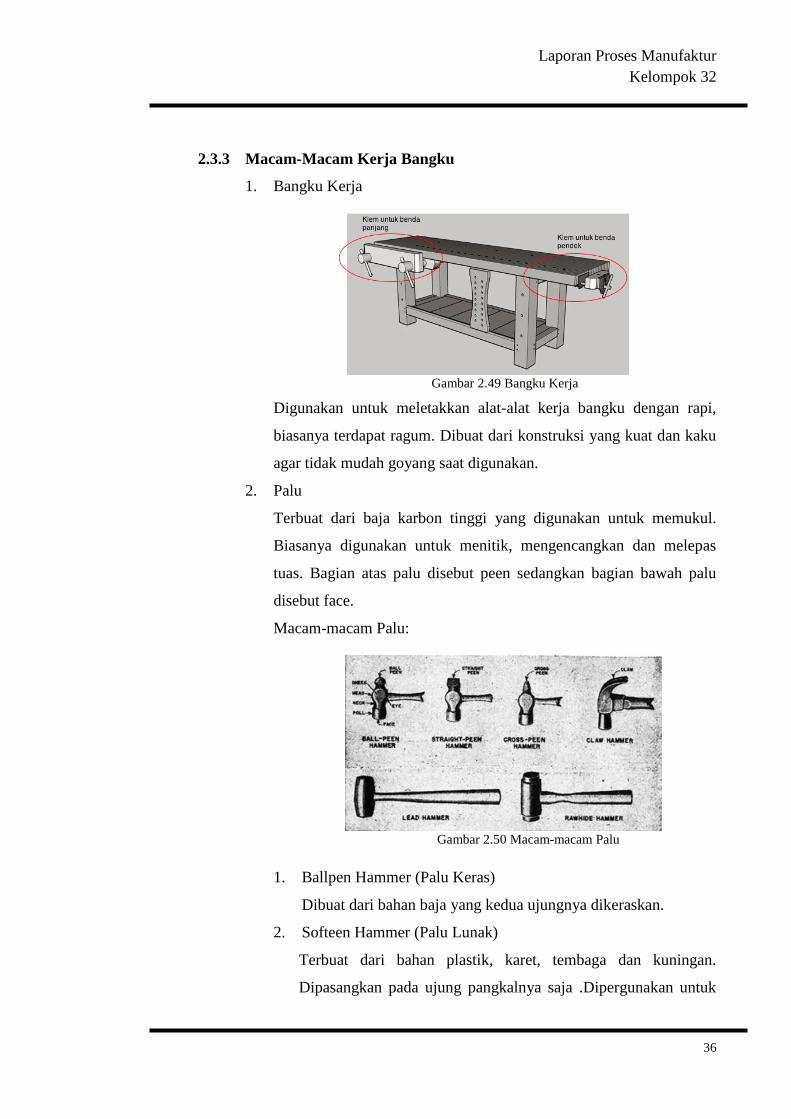
1. Bangku Kerja
Gambar 2.49 Bangku Kerja
Digunakan untuk meletakkan alat-alat kerja bangku dengan rapi,
biasanya terdapat ragum. Dibuat dari konstruksi yang kuat dan kaku
agar tidak mudah goyang saat digunakan.
2. Palu
Terbuat dari baja karbon tinggi yang digunakan untuk memukul.
Biasanya digunakan untuk menitik, mengencangkan dan melepas
tuas. Bagian atas palu disebut peen sedangkan bagian bawah palu
disebut face.
Macam-macam Palu:
Gambar 2.50 Macam-macam Palu
1. Ballpen Hammer (Palu Keras)
Dibuat dari bahan baja yang kedua ujungnya dikeraskan.
2. Softeen Hammer (Palu Lunak)
Terbuat dari bahan plastik, karet, tembaga dan kuningan.
Dipasangkan pada ujung pangkalnya saja .Dipergunakan untuk

Laporan Proses Manufaktur
Kelompok 32
37
mengetok / memukul benda kerja yang kedudukanya kurang
tepat .
3. Straight Pen Hammer (Palu dengan kepala atas luruh pipih)
4. Cross Pen Hammer (Palu dengan kepala atas menyilang)
3. Kikir
Terbuat dari baja karbon tinggi yang di tempu dan disesuaikan denag
ukuran panjang,bentuk ,jenis dan gigi pemotongnya .Fungsinya
untuk mengikir dan meratakkan permukaan benda kerja
Macam kikir berdasarkan bentuknya :.
a. Kikir segiempat : untuk membuat lubang dengan penampang
kikirnya segiempat
b. Kikir bujur sangkar : untuk pengerjaan tusuk,pengerjaan sudut-
sudut yang tidak dapat di kerjakan dengan kikir rata.
c. Kikir setengan lingkaran : mempunyai dua bentuk permukaan
yaitu rata dan cembung
d. Kikir bulat : untuk mengerjana tusuk,membesarkan lubang,dan
membulatkan sudut
e. Kikir pisau : bentuknya seperti pisau dengan sudut 100 ,pada
ujungnya terdapat tirus ,biasanya untuk mengikir sudut kecil.
f. Kikir pipih : untuk pengerjaan permukaan ,haluskan permukaan
g. Kikir rata: untuk mengikir sudut yang besarnya 600
h. Kikir warding : mengikir lubang yang berupa alur kecil
Gambar 2.51 Kikir Menurut Bentuknya
Laporan Proses Manufaktur
Kelompok 32
38
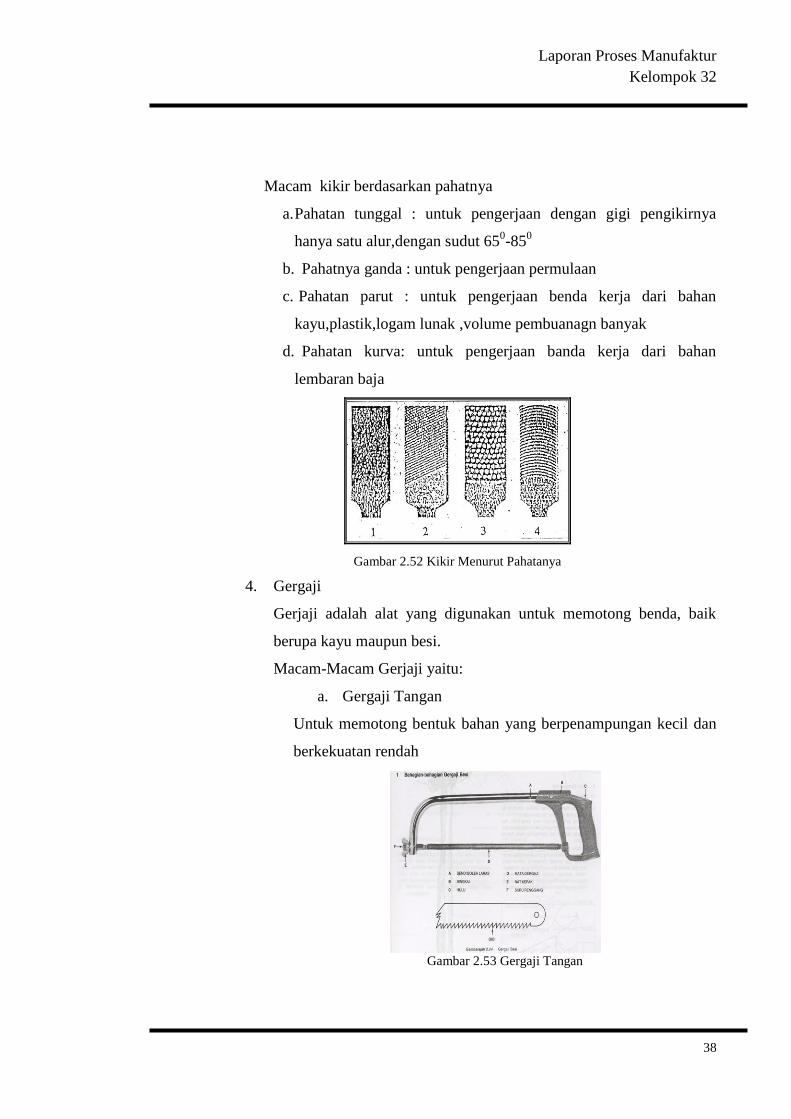
Macam kikir berdasarkan pahatnya
a. Pahatan tunggal : untuk pengerjaan dengan gigi pengikirnya
hanya satu alur,dengan sudut 650-85
0
b. Pahatnya ganda : untuk pengerjaan permulaan
c. Pahatan parut : untuk pengerjaan benda kerja dari bahan
kayu,plastik,logam lunak ,volume pembuanagn banyak
d. Pahatan kurva: untuk pengerjaan banda kerja dari bahan
lembaran baja
Gambar 2.52 Kikir Menurut Pahatanya
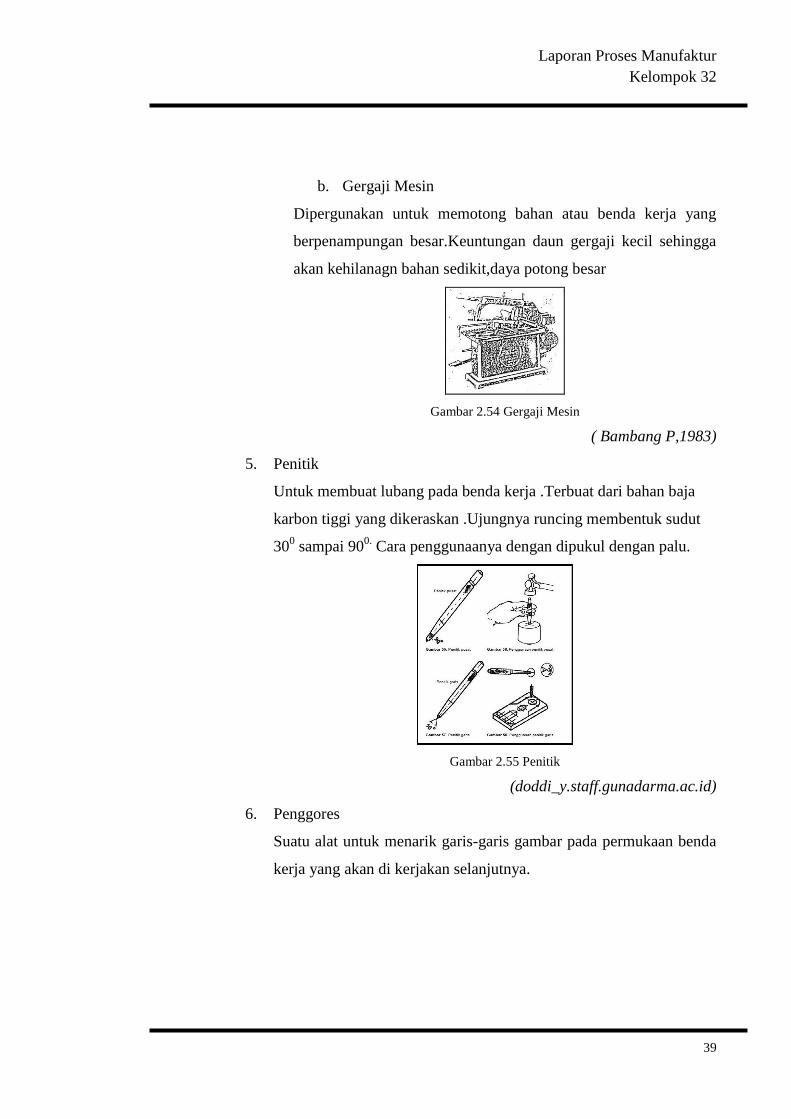
4. Gergaji
Gerjaji adalah alat yang digunakan untuk memotong benda, baik
berupa kayu maupun besi.
Macam-Macam Gerjaji yaitu:
a. Gergaji Tangan
Untuk memotong bentuk bahan yang berpenampungan kecil dan
berkekuatan rendah
Gambar 2.53 Gergaji Tangan
Laporan Proses Manufaktur
Kelompok 32
39
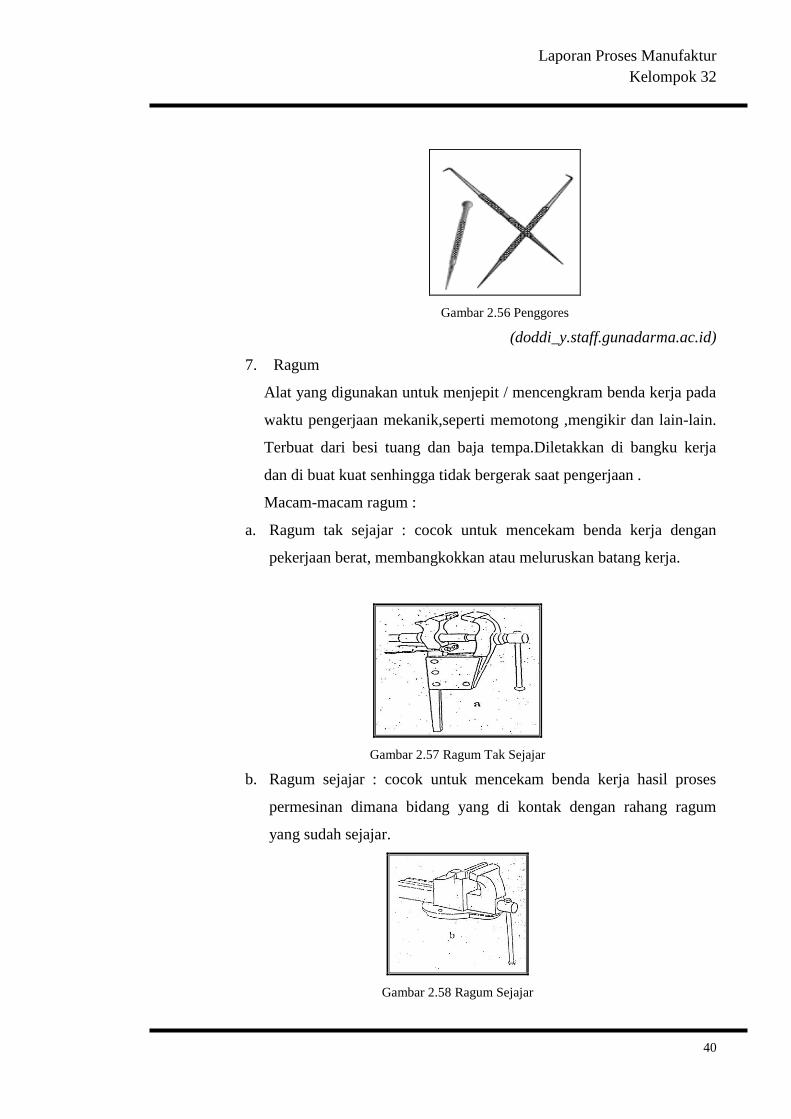
b. Gergaji Mesin
Dipergunakan untuk memotong bahan atau benda kerja yang
berpenampungan besar.Keuntungan daun gergaji kecil sehingga
akan kehilanagn bahan sedikit,daya potong besar
Gambar 2.54 Gergaji Mesin
( Bambang P,1983)
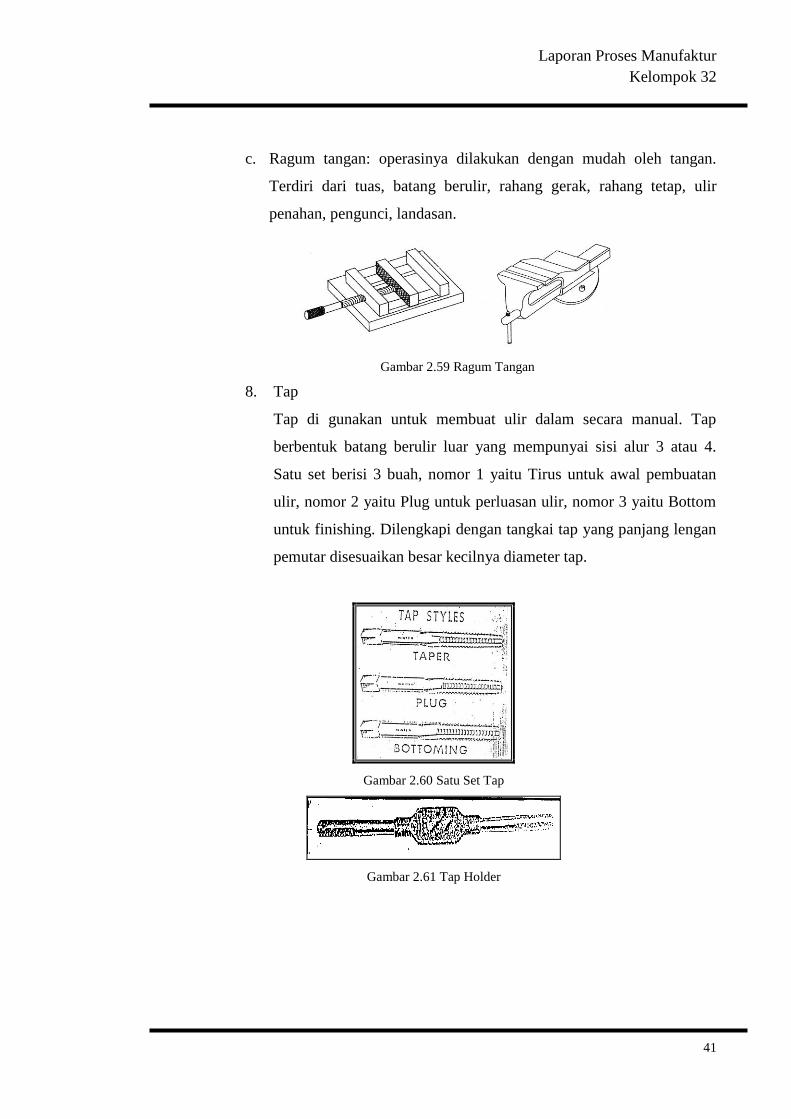
5. Penitik
Untuk membuat lubang pada benda kerja .Terbuat dari bahan baja
karbon tiggi yang dikeraskan .Ujungnya runcing membentuk sudut
300 sampai 90
0. Cara penggunaanya dengan dipukul dengan palu.
Gambar 2.55 Penitik
(doddi_y.staff.gunadarma.ac.id)
6. Penggores
Suatu alat untuk menarik garis-garis gambar pada permukaan benda
kerja yang akan di kerjakan selanjutnya.
Laporan Proses Manufaktur
Kelompok 32
40
Gambar 2.56 Penggores
(doddi_y.staff.gunadarma.ac.id)
7. Ragum
Alat yang digunakan untuk menjepit / mencengkram benda kerja pada
waktu pengerjaan mekanik,seperti memotong ,mengikir dan lain-lain.
Terbuat dari besi tuang dan baja tempa.Diletakkan di bangku kerja
dan di buat kuat senhingga tidak bergerak saat pengerjaan .
Macam-macam ragum :
a. Ragum tak sejajar : cocok untuk mencekam benda kerja dengan
pekerjaan berat, membangkokkan atau meluruskan batang kerja.
Gambar 2.57 Ragum Tak Sejajar
b. Ragum sejajar : cocok untuk mencekam benda kerja hasil proses
permesinan dimana bidang yang di kontak dengan rahang ragum
yang sudah sejajar.
Gambar 2.58 Ragum Sejajar
Laporan Proses Manufaktur
Kelompok 32
41
c. Ragum tangan: operasinya dilakukan dengan mudah oleh tangan.
Terdiri dari tuas, batang berulir, rahang gerak, rahang tetap, ulir
penahan, pengunci, landasan.
Gambar 2.59 Ragum Tangan
8. Tap
Tap di gunakan untuk membuat ulir dalam secara manual. Tap
berbentuk batang berulir luar yang mempunyai sisi alur 3 atau 4.
Satu set berisi 3 buah, nomor 1 yaitu Tirus untuk awal pembuatan
ulir, nomor 2 yaitu Plug untuk perluasan ulir, nomor 3 yaitu Bottom
untuk finishing. Dilengkapi dengan tangkai tap yang panjang lengan
pemutar disesuaikan besar kecilnya diameter tap.
Gambar 2.60 Satu Set Tap
Gambar 2.61 Tap Holder

Laporan Proses Manufaktur
Kelompok 32
42
9. Snei
Snei untuk membuat ulir luar secara manual. Untuk snei, bentuknya
bulat dan memiliki gigi pemotong di tengahnya. Gigi snei terbuat
dari baja HSS sehingga dapat membuat ulir pada bahan keras.
Gambar 2.62 Mata Snei
Gambar 2.63 Snei Holder
10. Mesin Gerinda
Suatu alat yang berfungsi untuk meratakan dan menghaluskan
permukaan benda kerja sehingga rata dan halus.
Gambar 2.64 Mesin Gerindra
(repository.uri.ac.id)
11. Kunci (Wrench)
Kunci adalah alat yang terbuat daru baja tempaan,berfungsi untuk
mengencangkan dan mengendurkan mur atau baut.Kunci
mempunyai bentuk yang bervariasi sesuai mur atau bautnya.macam-
macam kunci :
Laporan Proses Manufaktur
Kelompok 32
43
Gambar 2.65 Macam Kunci Kaku
Gambar 2.66 Kunci Allen dan Moki
Gambar 2.67 Kunci Inggris Dan Lubang
Gambar 2.68 Kunci Tang
Gambar 2.69 Kunci Obeng
12. Alat Ukur
a. Mistar Ukur
Alat ukur linier yang paling sederhana. Biasanya berupa plat baja
atau kuningan dimana pada kedua sisi diberi skala ( metric dan
inchi ).
b. Jangka Sorong
Merupakan alat ukur yang digunakan untuk mengukur
diameter,ketebalan,panjang dan kedalaman suatu benda.Memiliki
ketelitian 0,05 mm

Laporan Proses Manufaktur
Kelompok 32
44
Gambar 2.70 Jangka Sorong
c. MIkrometer Sekrup
Merupakan alat ukur yang digunakan untuk mengukur diameter
dan ketebalan .Mikrometer sekrup memiliki ketelitian 0,01 mm
Gambar 2.71 Mikrometer Sekrup
13. Mesin Drilling
Proses drilling dimaksudkan sebagai proses pembuatan lubang bulat
dengan menggunakan mata bor (twist drill). Sedangkan proses bor
(boring) adalah proses meluaskan/memperbesar lubang yang bisa
dilakukan dengan batang bor (boring bar) yang tidak hanya dapat
dilakukan dengan mesin drilling, tetapi juga bisa dilakukan dengan
mesin turning, mesin milling atau mesin bor.
Gambar 2.72 Mesin Drilling
Laporan Proses Manufaktur
Kelompok 32
45
2.4 Assembly
2.4.1 Pengertian Assembly
Assembly merupakan proses di bagian akhir dimana terjadi perakitan
benda kerja dari komponen-komponen yang masih terpisah tiap part nya
(barang setengah jadi) menjadi barang jadi. Asembly dilakukan setelah benda
kerja melalui proses kerja turning, kerja milling dan kerja bangku. Proses
Assembly terdiri dari 2 proses, yaitu:
1. Proses Penyambungan
Untuk meyambung komponen-komponen benda kerja dengan las.
2. Proses Pemasangan
Proses pemasangan komponen benda kerja dengan menggunakan baut,
mur, dan lain-lain.
2.4.2 Tujuan Assembly
1. Praktikan dapat memahami, mengerti, dan bisa menjelaskan tentang
proses assembly.
2. Praktikan dapat melakukan proses assembly, yaitu melakukan finishing
benda kerja dan merangkai benda kerja setengah jadi menjadi benda
jadi.
3. Praktikan dapat mengestimasi waktu dari assembly suatu benda kerja.
2.4.3 Macam-Macam Assembly
1. Permanen Assembly
Hasil dari Assembly jenis ini tidak dapat dilepas lagi.Dapat dilakukan
pembongkaran namun harus merusak benda kerja.
Contoh: Assembly dengan las.
2. Semi Permanen Assembly
Assembly jenis ini hasilnya dapat dilepas, tetapi sedikit melakukan
perusakan terhadap benda kerja.
Contoh : Proses Assembly atau penyatuan benda kerja dengan paku.
Laporan Proses Manufaktur
Kelompok 32
46
3. Temporal Assembling
Assembly jenis ini dapat dilepas tanpa melakukan pengrusakan
terhadap benda kerja.
Contoh : Proses Assembly atau penyatuan benda kerja dengan mur
atau baut.
2.4.4 Las
2.4.4.1 Pengertian Las
Las atau pengelasan yaitu proses penyambungan plat atau logam
menjadi suatu akibat panasdengan atau tanpa tekanan. Caranya logam
yang akan disambung dipanaskan terlebih dahulu hingga meleleh,
kemudian baru disambung dengan bantuan perekat (filler).
2.4.4.2 Klasifikasi Proses Pengelasan
1. Pengelasan Cair
Dimana logam dan bahan tambahan dipanaskan hingga mencair
kemudian dibiarkan membeku sehingga membentuk sambungan.
2. Pengelasan Tekan
Dimana kedua logam disambung, dipanaskan hingga meleleh, lalu
keduannya ditekan lalu disambung hingga menyambung. Macam
pengelasan tekan :
a. Pengelasan tempa : pengelasan yang diawali dengan proses
pemanasan pada logam yang diteruskan dengan tekan sehingga
terjadi penyambungan logam.
b. Pengelasan Tahanan (Resistansi listrik) , meliputi:
- Las proyeksi
- Las titik
- Las kampuh
- Las tumpul
c. Pengelasan Gas
Laporan Proses Manufaktur
Kelompok 32
47
Proses pengelasan dimana digunakan campuran gas sebagai
sumber panas .Nyala gas yang banyak digunakan adalah gas
hydrogen, gas alam, asitilen, yang dicampur oksigen.
- Nyala Oksiasetilen
- Pengelasan Oksihidrogen
- Pengelasan Udara-Asetilen
- Pengelasan Gas Bertekanan
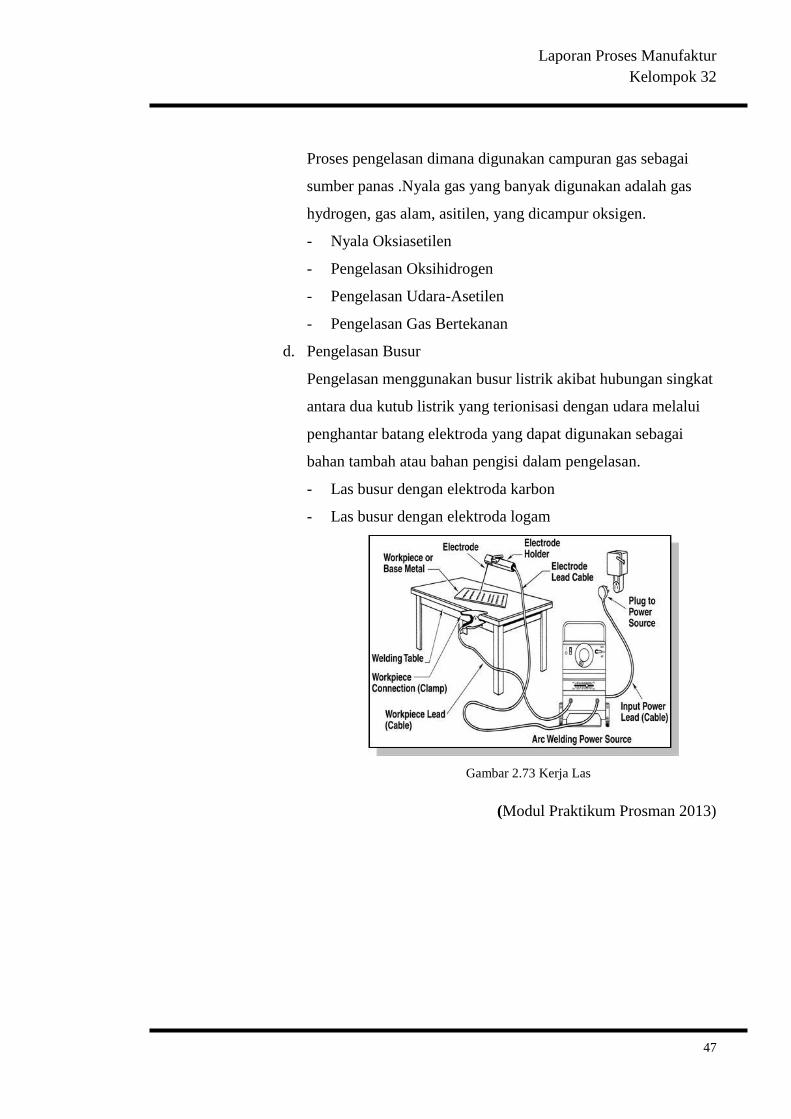
d. Pengelasan Busur
Pengelasan menggunakan busur listrik akibat hubungan singkat
antara dua kutub listrik yang terionisasi dengan udara melalui
penghantar batang elektroda yang dapat digunakan sebagai
bahan tambah atau bahan pengisi dalam pengelasan.
- Las busur dengan elektroda karbon
- Las busur dengan elektroda logam
Gambar 2.73 Kerja Las
(Modul Praktikum Prosman 2013)
Laporan Proses Manufaktur
Kelompok 32
48
BAB III
ANALISA PRODUK
3.1 Analisis Dimensi Produk
3.1.1 Analisis Dimensi Eretan
Gambar 3.1 Dimensi Eretan
Tabel 3.1 Perbandingan Dimensi Eretan
No Dimensi Desain Produk Finished Product
1 P1 (Panjang) 140 mm 144 mm
2 P2 (Panjang) 34 mm 35 mm
3 L1 (Lebar) 28 mm 30 mm
4 L2 (Lebar) 4 mm 4 mm
5 S1 (Sudut) 90o
180o

Laporan Proses Manufaktur
Kelompok 32
49
Analisis:
Dari tabel diatas, terdapat dimensi yang sesuai dan tidak sesuai dnegan
desain finish produk. Pada dimensi yang tidak sesuai yaitu P1,L1, P2 dimensi
benda finish lebih besar daripada benda desain. Seperti pada P1 terdapat selisih 4
mm dan P2 terdapat selisih 1 mm dari desain produk, hal ini disebabkan karena
kesalahan praktikan dalam melakukan pengukuran dan terlalu besar dalam
memberikan toleransi. Pada L1 selisih 2 mm karena kurangnya waktu, praktikan
tidak sempat menggerinda sisi benda kerja atau mengikir benda kerja sehingga
mengakibatkan benda kerja tidak sesuai dengan desain. Untuk L2 sudah sesuai
dengan desain finish produk karena pada awalnya tebal nya memang sudah 4
mm. Sedangkan pada S1, hasil finish produk tidak membentuk 90o karena
praktikan lebih memperhatikan part-part lainnya dari pada sudut. Faktor
kelelahan juga berpengaruh dalam pemotongan sehingga kehilangan fokus dan
konsentrasi.
3.1.2 Analisis Dimensi Wingbase
Gambar 3.2 Dimensi Wingbase 1

Laporan Proses Manufaktur
Kelompok 32
50
Gambar 3.3 Dimensi Wingbase 2
Tabel 3.2 Perbandingan Dimensi Wingbase
No Dimensi Desain Produk Finished Wingbase 1 Finished Wingbase 2
1 P1 (Panjang) 38 mm 39 mm 39 mm
2 P2 (Panjang) 60 mm 63 mm 62,5 mm
3 P3 (Panjang) 16 mm 16 mm 17 mm
4 P4 (Panjang) 44 mm 48 mm 46 mm
5 L1 (Lebar) 12 mm 12 mm 13 mm
6 L2 (Lebar) 4 mm 4 mm 4 mm
7 S1 (Sudut) 45 40 40

Laporan Proses Manufaktur
Kelompok 32
51
Analisis:
Dari tabel diatas, terlihat bahwa terdapat ketidaksesuaian antara dimensi
desain dengan dimensi finish. Pada dimensi P1, P2, P3,dan P4 wingbase 1 dan 2
terdapat selisih yang lumayan jauh karena terlalu banyak memberikan
allowance. Untuk dimensi L1 wingbase 2 terdapat selisih 1 mm, perbedaan di
sebabkan oleh praktikan dalam melakukan pengukuran dan terlalu besar dalam
memberikan toleransi serta minimnya waktu praktikum sehingga praktikan
cenderung terburu-buru yang mengakibatkan praktikan kehilangan konsentrasi.
Sedangkan L2 sudah sesuai dengan desain finish produk karena memang tebal
awalnya 4 mm. Sedangkan perbedaan sudut S1 wingbase 1 dan 2 disebabkan
oleh kesalahan dalam mengukur, memotong dan penempatan pada ragum.
Sehingga sudut tidak sesuai dengan dimensi desain.
3.1.3 Analisis Dimensi Braket
Gambar 3.3 Dimensi Braket
Laporan Proses Manufaktur
Kelompok 32
52
Tabel 3.3 Perbandingan Dimensi Bracket
No Dimensi Desain Produk Finished Product
1 P1 (Panjang) 20 mm 18 mm
2 D1 (Diameter) 10 mm 10 mm
3 D2 (Diameter) 19 mm 19 mm
4 L1 (Lebar) 17 mm 16 mm
5 C1 (Chamfer) 2 mm -
6 C2 (Chamfer) 2 mm -
Analisis:
Dari tabel diatas menunjukan bahwa adanya sedikit perbedaan ukuran
antara desain dengan finish. Kesesuaian desain produk dan desain finish produk
yaitu pada D1 dan D2 dimana diameter D1 disesuaikan dengan diameter
pendorong dan diameter D2 mula-mula ukuran diameter besi ST40 memang 19
mm. Hanya saja, P1 (Panjang) terdapat selisih 2 mm akibat saat pemotongan
miring dan terlalu pendek. Selain itu, untuk L1 terdapat perbedaan 1 mm karena
penghitungan yang kurang tepat saat melakukan pemakanan di mesin milling.
Pembuatan chamfer belum terlampaui karena minimnya waktu praktikum, oleh
karena itu, praktikan memprioritaskan bagian-bagian assembly benda,
sedangkan chamfer adalah fungsi ergonomis benda. Ketidaksesuaian lainnya
pada bracket adalah diameter lubang yang dihasilkan tidak tepat di tengah-
tengah bracket karena titik tengah center drill hilang ketika dikikir.
3.1.4 Analisis Dimensi Pendorong
Laporan Proses Manufaktur
Kelompok 32
53
Gambar 3.4 Dimensi Pendorong
Tabel 3.4 Perbandingan Dimensi Pendorong
No Dimensi Desain Produk Finished Product
1 P1 (Panjang) 50 mm 54 mm
2 P2 (Panjang) 10 mm 9,1 mm
3 P3 (Panjang) 160 mm 162 mm
4 D1 (Diameter) 19 mm 19 mm
5 D2 (Diameter) 13 mm -
6 D3 (Diameter) 8 mm 8 mm
7 D4 (Diameter) 10 mm 10 mm
8 C1 (Chamfer) 3 mm -
9 C2 (Chamfer) 3 mm -
Analisis:
Dari tabel diatas dilihat bahwa pendorong cukup sempurna. Pada P1 dan
P3 tedapat selisih yang cukup jauh karena praktikan terlalu banyak memberikan
allowance, sedangkan P2 praktikan kurang tepat dalam memberikan tanda
sehingga saat pemakanan pada mesin turning kurang tepat. Untuk dimensi D1,
D2, dan D4 sudah sesuai dengan desain finish produk. Hanya saja untuk
diameter D2 tidak ada karena praktikan tidak membuat chamfer dan untuk
pembuatan radius tidak tercapai dengan sempurna. Hal ini disebabkan oleh tidak
adanya pahat radius didalam Laboratorium Sistem Produksi, sehingga operator

Laporan Proses Manufaktur
Kelompok 32
54
hanya bisa menggunakan pahat cut off. Begitu pula C1 dan C2 tidak dibuat oleh
praktikan dikarenakan lebih memprioritaskan diameter utama dibanding dengan
pembuatan chamfer yang berfungsi untuk ergonomis benda dan estetika benda.
Sedangkan pada P1 dan P2 terdapat sedikit perbedaan karena terlalu besar dalam
memberikan allowance. Pada saat pengerjaan pendorong ini mesin turning yang
berfungsi hanya 2 sehingga tidak dapat menggunakanya sepenuh waktu
praktikum, mesin digunakan secara bergantian dengan praktikan lain.
3.1.5 Analisis Dimensi Movable Jaw
Gambar 3.5 Dimensi Movable Jaw
Laporan Proses Manufaktur
Kelompok 32
55
Tabel 3.5 Perbandingan Dimensi Movable Jaw
No Dimensi Desain Produk Finished Product
1 P1 (Panjang) 20 mm 20 mm
2 P2 (Panjang) 21,1 mm 21 mm
3 P3 (Panjang) 28 mm 30,5 mm
4 D1 (Diameter) 6,3 mm 6 mm
5 D2 (Diameter) 3,4 mm 3 mm
6 D3 (Diameter) 8 mm 9 mm
7 R1 (Radius) 25 mm 25 mm
8 T1 (Tinggi) 24 mm 24 mm
Analisis:
Dari tabel diatas banyak dimensi yang tidak sesuai dengan desain
dikarenakan proses milling yang sulit. Kesalahan dalam mesin milling tentang
pengencangan ragum yang kurang mengakibatkan proses milling juga tersendat
dan benda kerja tidak rata. Hal tersebut membuat benda yang sudah dipola
menjadi tidak sesuai desain. Ditunjukkan pada dimensi P1 dan P2 desain finish
produk yang kurang sempurna tidak sama seperti desain awal produk.
Sedangkan P3 terdapat selisih cukup jauh karena praktikan menyesuaikan
dengan lebar eretan agar moveable jaw dapat masuk pada jalur eretan. Besar D1
dan D2 lebih kecil dari desain awal karena praktikan tidak sempat untuk
mengikir dalam lubang. Sedangkan besar D3 lebih besar dari desain karena
disesuaikan dengan diameter pendorong. Hal ini terjadi karena kesalahan mesin
drilling tentang pahat yang tidak bisa kencang sehingga proses drilling tersendat.
Pada R1 dan T1 tidak ada perbedaan antara desain produk dengan finish produk
karena besi ST60 yang praktikan peroleh sejak awal sudah memiliki R1 25mm
dan T1 24mm. Ketidaksesuaian yang lain pada moveable jaw yaitu diameter
lubang tidak tepat berada ditengah karena ketidaktelitian praktikan dalam
mengukur.
Laporan Proses Manufaktur
Kelompok 32
56
3.2 Analisa Waktu Proses
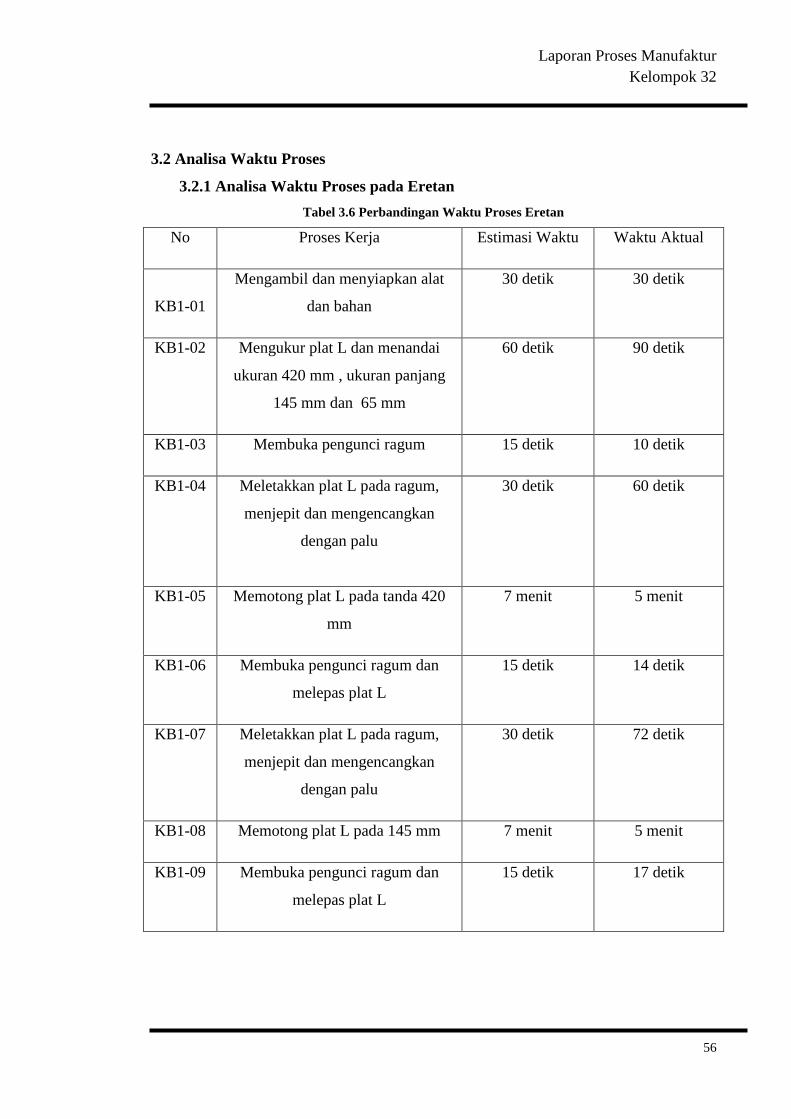
3.2.1 Analisa Waktu Proses pada Eretan
Tabel 3.6 Perbandingan Waktu Proses Eretan
No Proses Kerja Estimasi Waktu Waktu Aktual
KB1-01
Mengambil dan menyiapkan alat
dan bahan
30 detik 30 detik
KB1-02 Mengukur plat L dan menandai
ukuran 420 mm , ukuran panjang
145 mm dan 65 mm
60 detik 90 detik
KB1-03 Membuka pengunci ragum 15 detik 10 detik
KB1-04 Meletakkan plat L pada ragum,
menjepit dan mengencangkan
dengan palu
30 detik
60 detik
KB1-05 Memotong plat L pada tanda 420
mm
7 menit 5 menit
KB1-06 Membuka pengunci ragum dan
melepas plat L
15 detik 14 detik
KB1-07 Meletakkan plat L pada ragum,
menjepit dan mengencangkan
dengan palu
30 detik 72 detik
KB1-08 Memotong plat L pada 145 mm 7 menit 5 menit
KB1-09 Membuka pengunci ragum dan
melepas plat L
15 detik 17 detik

Laporan Proses Manufaktur
Kelompok 32
57
Lanjutan Tabel 3.6 Perbandingan Waktu Proses Eretan
KB1-10 Meletakkan plat L pada ragum,
menjepit dan mengencangkan
dengan palu
30 detik 60 detik
KB1-11 Memotong plat L pada tanda 145
mm
7 menit 7,5 menit
KB1-12
Membuka pengunci ragum dan
melepas plat L
15 detik 14 detik
KB1-13 Mengukur lebar plat L dan
menandai lebar 16 mm
60 detik 75 detik
KB1-14 Meletakkan plat L pada ragum,
menjepit dan mengencangkan
dengan palu
30detik 14 detik
KB-15 Memotong lebar plat L pada tanda
16 mm
7 menit 6 menit
KB1-16 Membuka pengunci ragum dan
melepas plat L
15 detik 25 detik
KB1-17 Meletakkan plat L pada ragum,
menjepit dan mengencangkan
dengan palu
30 detik 20 detik
KB1-18 Memotong lebar plat L pada tanda
16 mm
7 menit 6 menit 40 detik
KB1-19 Membuka pengunci ragum dan
melepas plat L
15 detik 25 detik
Laporan Proses Manufaktur
Kelompok 32
58
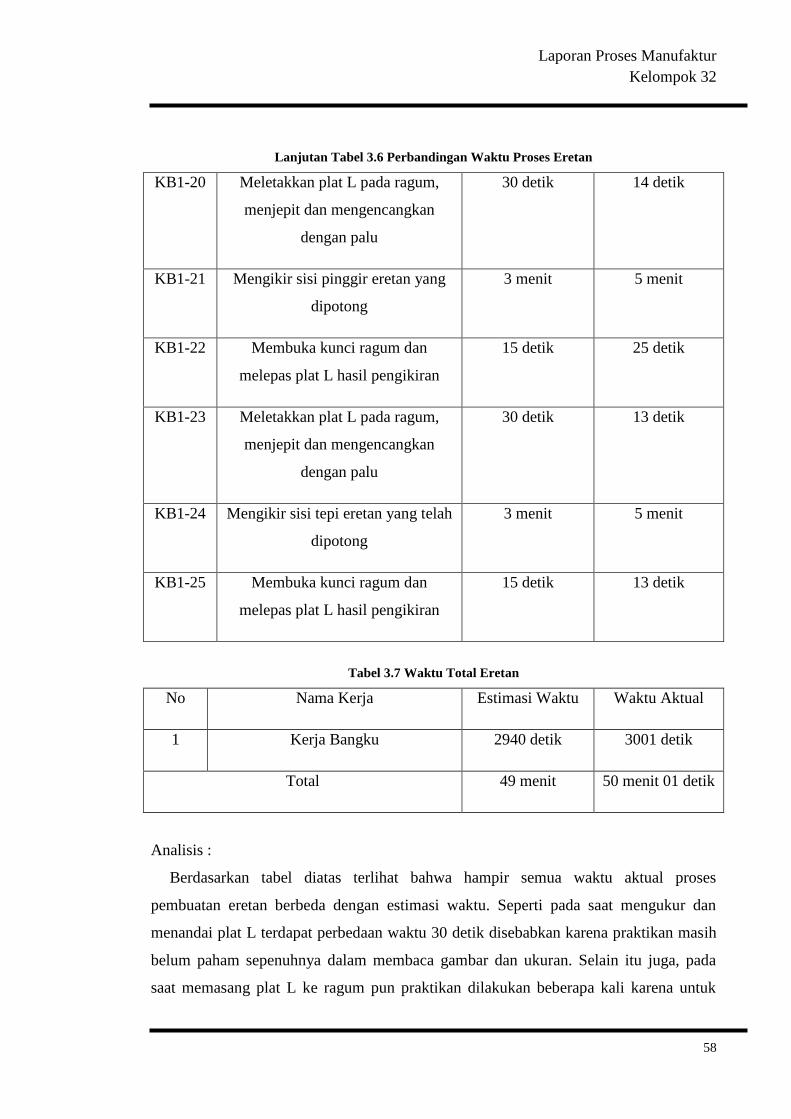
Lanjutan Tabel 3.6 Perbandingan Waktu Proses Eretan
KB1-20 Meletakkan plat L pada ragum,
menjepit dan mengencangkan
dengan palu
30 detik 14 detik
KB1-21 Mengikir sisi pinggir eretan yang
dipotong
3 menit 5 menit
KB1-22 Membuka kunci ragum dan
melepas plat L hasil pengikiran
15 detik 25 detik
KB1-23 Meletakkan plat L pada ragum,
menjepit dan mengencangkan
dengan palu
30 detik 13 detik
KB1-24 Mengikir sisi tepi eretan yang telah
dipotong
3 menit 5 menit
KB1-25 Membuka kunci ragum dan
melepas plat L hasil pengikiran
15 detik 13 detik
Tabel 3.7 Waktu Total Eretan
No Nama Kerja Estimasi Waktu Waktu Aktual
1 Kerja Bangku 2940 detik 3001 detik
Total 49 menit 50 menit 01 detik
Analisis :
Berdasarkan tabel diatas terlihat bahwa hampir semua waktu aktual proses
pembuatan eretan berbeda dengan estimasi waktu. Seperti pada saat mengukur dan
menandai plat L terdapat perbedaan waktu 30 detik disebabkan karena praktikan masih
belum paham sepenuhnya dalam membaca gambar dan ukuran. Selain itu juga, pada
saat memasang plat L ke ragum pun praktikan dilakukan beberapa kali karena untuk

Laporan Proses Manufaktur
Kelompok 32
59
mencari posisi yang nyaman pada saat menggergaji dan pada saat mengencangkan
ragum harus mengambil soften hammer terlebih dahulu sehingga terdapat banyak
perbedaan antara waktu actual dengan estimasi waktu yaitu 30 detik, begitu juga pada
saat melepas plat L dari ragum. Sedangkan, waktu pada saat mengikirpun juga jauh dari
estimasi waktu yaitu 120 detik, hal ini disebabkan karena proses pengikiran yang
kurang tepat. Namun, ada juga waktu actual yang lebih kecil dibandingkan estimasi
waktu, yaitu pada saat menggergaji plat L, hal ini dipengaruhi oleh kondisi tubuh yang
masih stabil dan semangat yang tinggi sehingga praktikan dapat menggergaji dengan
cepat.
Jumlah waktu yang diestimasikan untuk kerja bangku pada part eretan adalah 49
menit sedangkan waktu aktual yang dilakukan adalah 50 menit 01 detik. Jadi perbedaan
waktu aktual dan estimasi adalah 1 menit 1 detik.
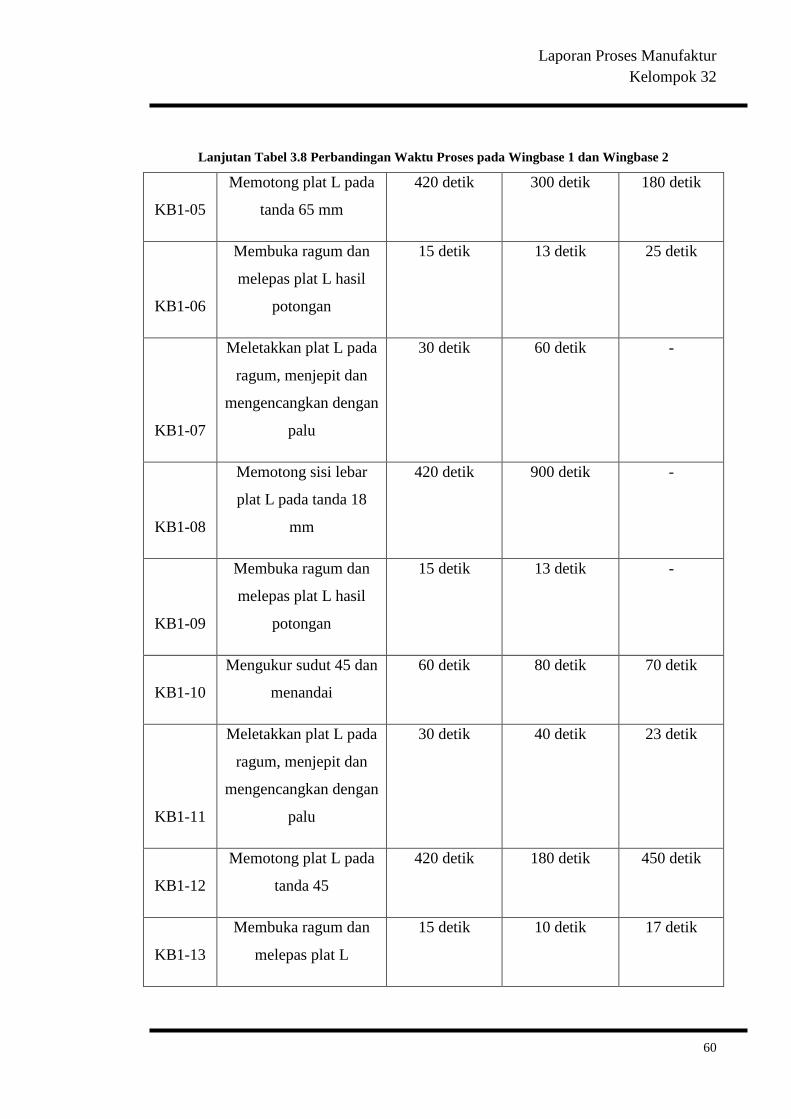
3.2.2 Analisa Waktu Proses pada Wingbase 1 dan Wingbase 2
Tabel 3.8 Perbandingan Waktu Proses pada Wingbase 1 dan Wingbase 2
No Proses Kerja Estimasi Waktu Waktu Aktual
Wingbase 1
Waktu Aktual
Wingbase 2
KB1-01
Mengambil dan
menyiapkan alat dan
bahan
30 detik 30 detik 20 detik
KB1-02
Mengukur panjang 65
mm, lebar 18 mm, dan
menandainya
60 detik 130 detik -
KB1-03 Membuka ragum 15 detik 7 detik 7 detik
KB1-04
Meletakkan plat L pada
ragum, menjepit dan
mengencangkan dengan
palu
30 detik 60 detik 30 detik
Laporan Proses Manufaktur
Kelompok 32
60
Lanjutan Tabel 3.8 Perbandingan Waktu Proses pada Wingbase 1 dan Wingbase 2
KB1-05
Memotong plat L pada
tanda 65 mm
420 detik 300 detik 180 detik
KB1-06
Membuka ragum dan
melepas plat L hasil
potongan
15 detik 13 detik 25 detik
KB1-07
Meletakkan plat L pada
ragum, menjepit dan
mengencangkan dengan
palu
30 detik 60 detik -
KB1-08
Memotong sisi lebar
plat L pada tanda 18
mm
420 detik 900 detik -
KB1-09
Membuka ragum dan
melepas plat L hasil
potongan
15 detik 13 detik -
KB1-10
Mengukur sudut 45 dan
menandai
60 detik 80 detik 70 detik
KB1-11
Meletakkan plat L pada
ragum, menjepit dan
mengencangkan dengan
palu
30 detik 40 detik 23 detik
KB1-12
Memotong plat L pada
tanda 45
420 detik 180 detik 450 detik
KB1-13
Membuka ragum dan
melepas plat L
15 detik 10 detik 17 detik
Laporan Proses Manufaktur
Kelompok 32
61
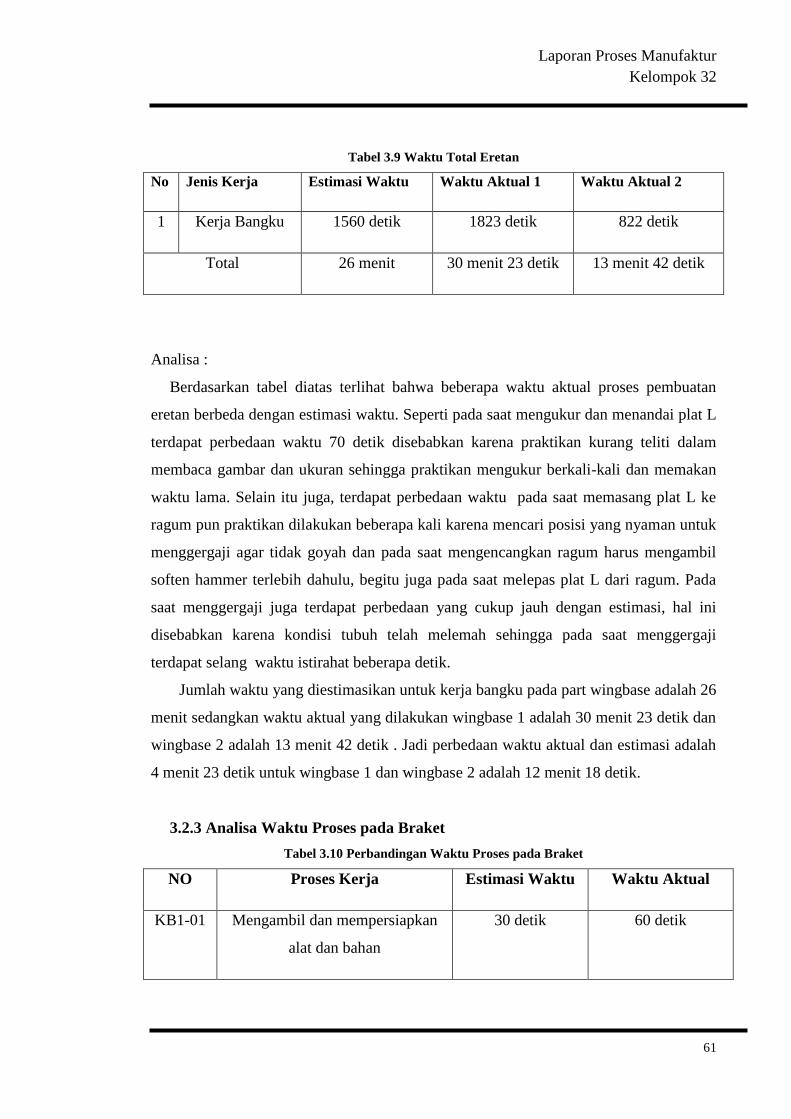
Tabel 3.9 Waktu Total Eretan
No Jenis Kerja Estimasi Waktu Waktu Aktual 1 Waktu Aktual 2
1 Kerja Bangku 1560 detik 1823 detik 822 detik
Total 26 menit 30 menit 23 detik 13 menit 42 detik
Analisa :
Berdasarkan tabel diatas terlihat bahwa beberapa waktu aktual proses pembuatan
eretan berbeda dengan estimasi waktu. Seperti pada saat mengukur dan menandai plat L
terdapat perbedaan waktu 70 detik disebabkan karena praktikan kurang teliti dalam
membaca gambar dan ukuran sehingga praktikan mengukur berkali-kali dan memakan
waktu lama. Selain itu juga, terdapat perbedaan waktu pada saat memasang plat L ke
ragum pun praktikan dilakukan beberapa kali karena mencari posisi yang nyaman untuk
menggergaji agar tidak goyah dan pada saat mengencangkan ragum harus mengambil
soften hammer terlebih dahulu, begitu juga pada saat melepas plat L dari ragum. Pada
saat menggergaji juga terdapat perbedaan yang cukup jauh dengan estimasi, hal ini
disebabkan karena kondisi tubuh telah melemah sehingga pada saat menggergaji
terdapat selang waktu istirahat beberapa detik.
Jumlah waktu yang diestimasikan untuk kerja bangku pada part wingbase adalah 26
menit sedangkan waktu aktual yang dilakukan wingbase 1 adalah 30 menit 23 detik dan
wingbase 2 adalah 13 menit 42 detik . Jadi perbedaan waktu aktual dan estimasi adalah
4 menit 23 detik untuk wingbase 1 dan wingbase 2 adalah 12 menit 18 detik.
3.2.3 Analisa Waktu Proses pada Braket
Tabel 3.10 Perbandingan Waktu Proses pada Braket
NO Proses Kerja Estimasi Waktu Waktu Aktual
KB1-01 Mengambil dan mempersiapkan
alat dan bahan
30 detik 60 detik
Laporan Proses Manufaktur
Kelompok 32
62
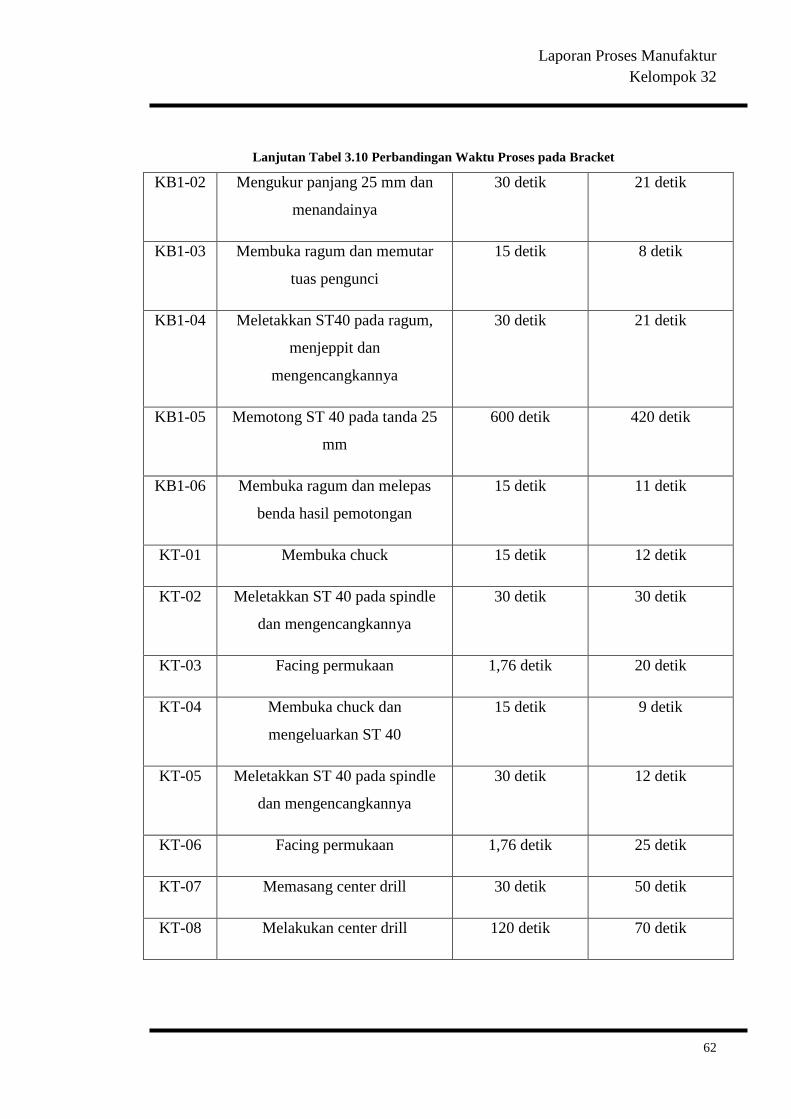
Lanjutan Tabel 3.10 Perbandingan Waktu Proses pada Bracket
KB1-02 Mengukur panjang 25 mm dan
menandainya
30 detik 21 detik
KB1-03 Membuka ragum dan memutar
tuas pengunci
15 detik 8 detik
KB1-04 Meletakkan ST40 pada ragum,
menjeppit dan
mengencangkannya
30 detik 21 detik
KB1-05 Memotong ST 40 pada tanda 25
mm
600 detik 420 detik
KB1-06 Membuka ragum dan melepas
benda hasil pemotongan
15 detik 11 detik
KT-01 Membuka chuck 15 detik 12 detik
KT-02 Meletakkan ST 40 pada spindle
dan mengencangkannya
30 detik 30 detik
KT-03 Facing permukaan 1,76 detik 20 detik
KT-04 Membuka chuck dan
mengeluarkan ST 40
15 detik 9 detik
KT-05 Meletakkan ST 40 pada spindle
dan mengencangkannya
30 detik 12 detik
KT-06 Facing permukaan 1,76 detik 25 detik
KT-07 Memasang center drill 30 detik 50 detik
KT-08 Melakukan center drill 120 detik 70 detik
Laporan Proses Manufaktur
Kelompok 32
63
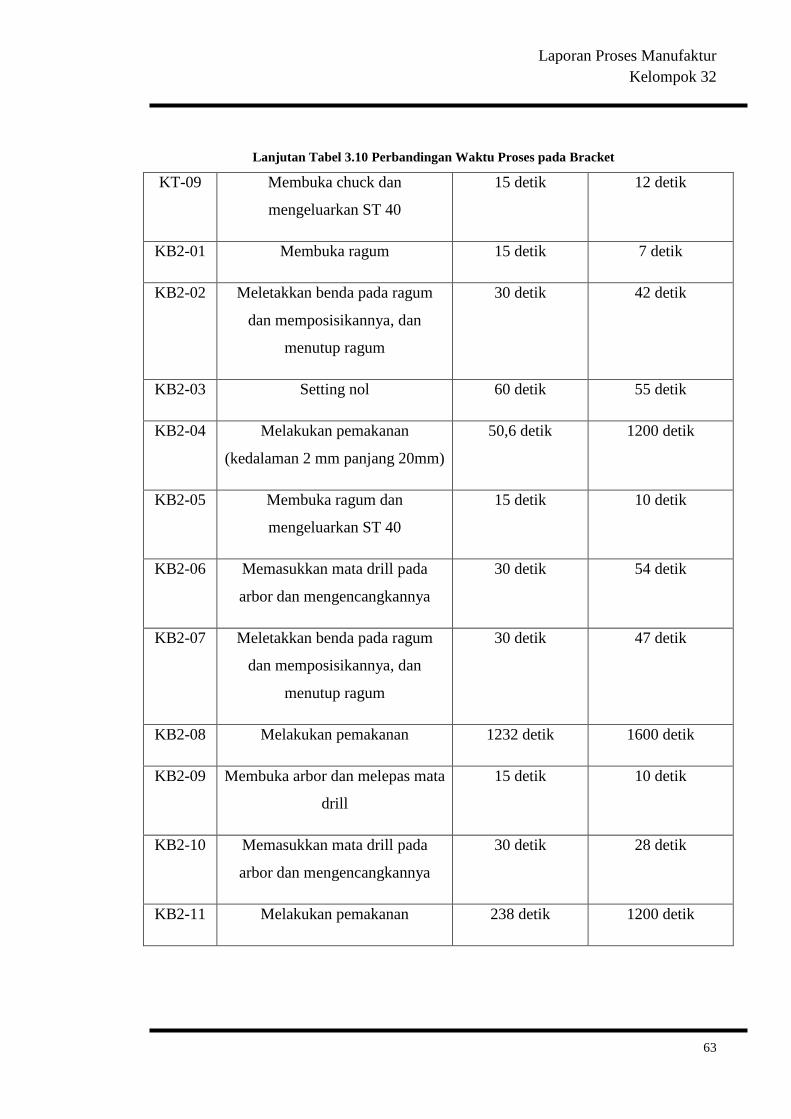
Lanjutan Tabel 3.10 Perbandingan Waktu Proses pada Bracket
KT-09 Membuka chuck dan
mengeluarkan ST 40
15 detik 12 detik
KB2-01 Membuka ragum 15 detik 7 detik
KB2-02 Meletakkan benda pada ragum
dan memposisikannya, dan
menutup ragum
30 detik 42 detik
KB2-03 Setting nol 60 detik 55 detik
KB2-04 Melakukan pemakanan
(kedalaman 2 mm panjang 20mm)
50,6 detik 1200 detik
KB2-05 Membuka ragum dan
mengeluarkan ST 40
15 detik 10 detik
KB2-06 Memasukkan mata drill pada
arbor dan mengencangkannya
30 detik 54 detik
KB2-07 Meletakkan benda pada ragum
dan memposisikannya, dan
menutup ragum
30 detik 47 detik
KB2-08 Melakukan pemakanan 1232 detik 1600 detik
KB2-09 Membuka arbor dan melepas mata
drill
15 detik 10 detik
KB2-10 Memasukkan mata drill pada
arbor dan mengencangkannya
30 detik 28 detik
KB2-11 Melakukan pemakanan 238 detik 1200 detik
Laporan Proses Manufaktur
Kelompok 32
64
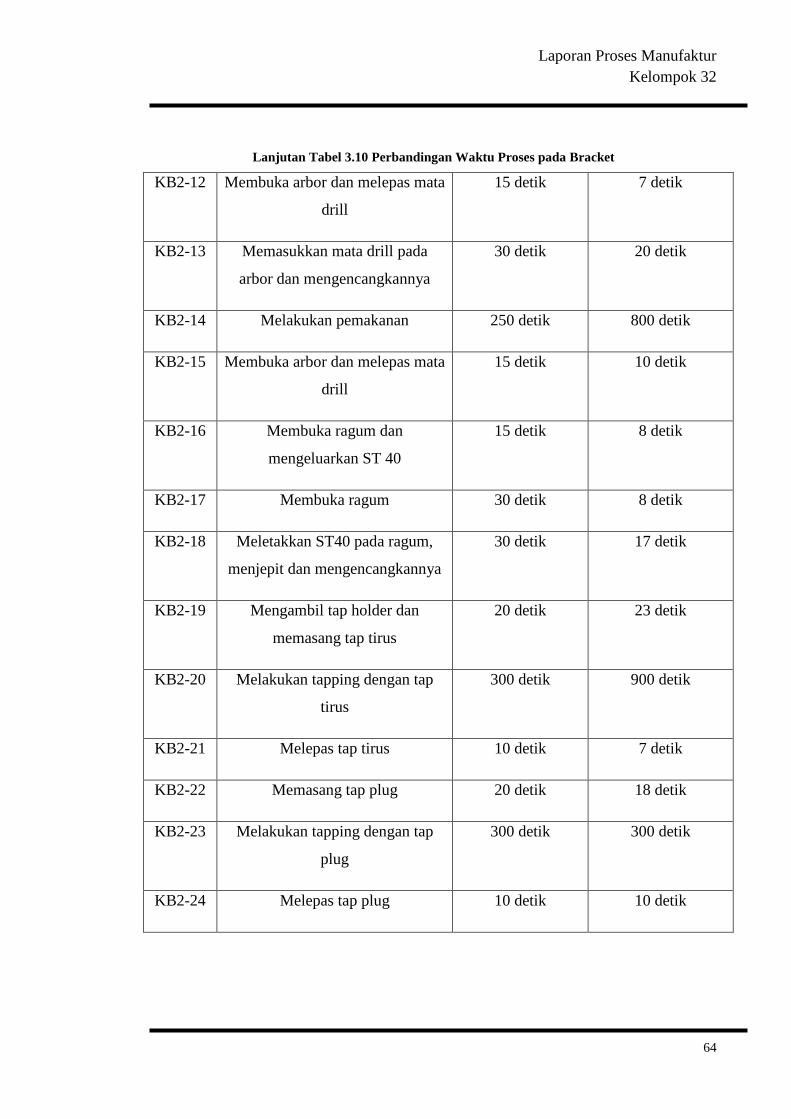
Lanjutan Tabel 3.10 Perbandingan Waktu Proses pada Bracket
KB2-12 Membuka arbor dan melepas mata
drill
15 detik 7 detik
KB2-13 Memasukkan mata drill pada
arbor dan mengencangkannya
30 detik 20 detik
KB2-14 Melakukan pemakanan 250 detik 800 detik
KB2-15 Membuka arbor dan melepas mata
drill
15 detik 10 detik
KB2-16 Membuka ragum dan
mengeluarkan ST 40
15 detik 8 detik
KB2-17 Membuka ragum 30 detik 8 detik
KB2-18 Meletakkan ST40 pada ragum,
menjepit dan mengencangkannya
30 detik 17 detik
KB2-19 Mengambil tap holder dan
memasang tap tirus
20 detik 23 detik
KB2-20 Melakukan tapping dengan tap
tirus
300 detik 900 detik
KB2-21 Melepas tap tirus 10 detik 7 detik
KB2-22 Memasang tap plug 20 detik 18 detik
KB2-23 Melakukan tapping dengan tap
plug
300 detik 300 detik
KB2-24 Melepas tap plug 10 detik 10 detik

Laporan Proses Manufaktur
Kelompok 32
65
Lanjutan Tabel 3.10 Perbandingan Waktu Proses pada Bracket
KB2-25 Memasang tap bottom 20 detik 15 detik
KB2-26 Melakukan tapping dengan tap
bottom
300 detik 60 detik
KB2-27 Membuka ragum dan melepas
ST40
15 detik 7 detik
Tabel 3.11 Waktu Total Bracket
No Nama Kerja Estimasi Waktu Waktu Aktual
1 Kerja Turning 993,5 detik 781 detik
2 Kerja Bangku 1160 detik 4349 detik
Total 2153,5 detik 5130 detik
Analisis:
Berdasarkan tabel diatas, dilihat bahwa pembuatan dan persiapan bracket
berlangsung 30 detik lebih lama dibandingkan estimasi waktu. Hal ini disebabkan
karena praktikan mencari besi ST40 terlebih dahulu dan besi ST40 itu panjang sehingga
lebih sulit dipotong pada ragum. Pada proses pemotongan, waktu actual lebih cepat dari
estimasi waktu yaitu 180 detik, karena praktikan memotong dengan cepat dan lebih
sedikit waktu istirahatnya. Pada saat turning, set up yang dilakukan mempunyai selisih
waktu cukup jauh dan juga pada saat proses pemakanan, dikarenakan praktikan kurang
ahli dalam mengoperasikan mesin turning. Pada saat KB2 yaitu drilling juga lebih lama
dari estimasi waktu karena bracket berukuran kecil sehingga susah untuk dicekam dan
mata drill yang sudah dikencangkan sehingga memakan waktu lama untuk
memposisikannya secara pasa. Proses tap juga terjadi lebih lama karena adanya waktu
istirahat dan pemberian oli.
Laporan Proses Manufaktur
Kelompok 32
66
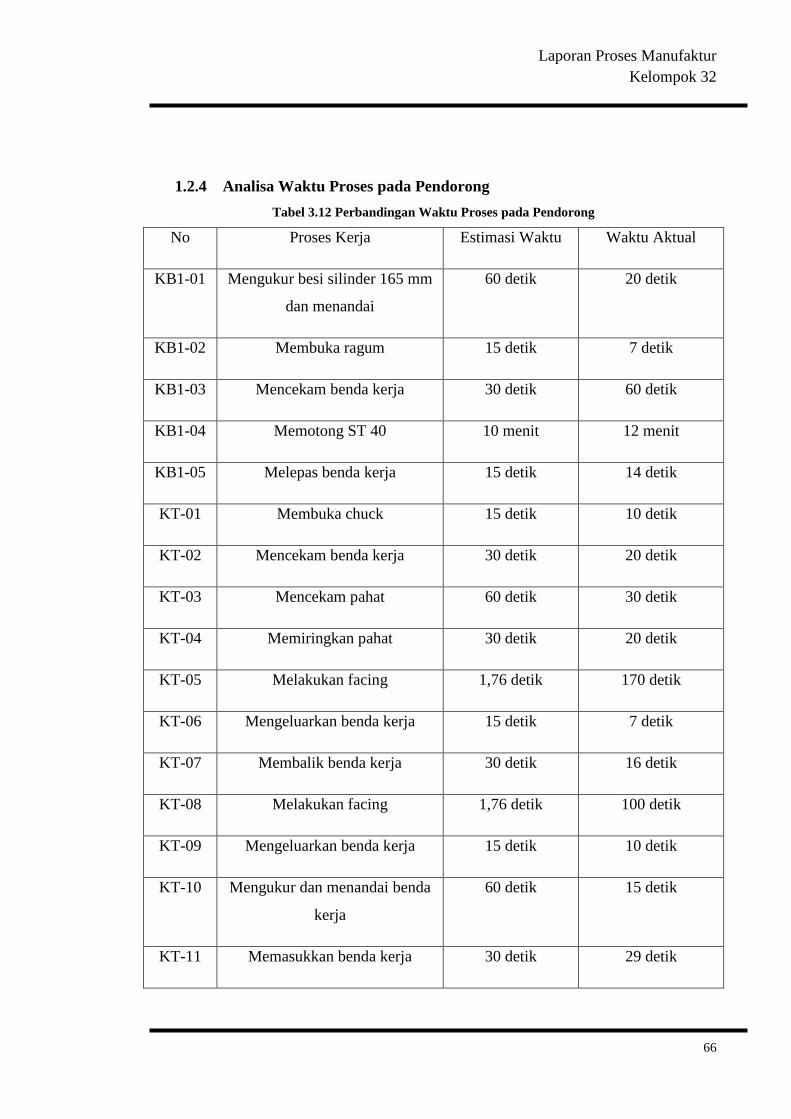
1.2.4 Analisa Waktu Proses pada Pendorong
Tabel 3.12 Perbandingan Waktu Proses pada Pendorong
No Proses Kerja Estimasi Waktu Waktu Aktual
KB1-01 Mengukur besi silinder 165 mm
dan menandai
60 detik 20 detik
KB1-02 Membuka ragum 15 detik 7 detik
KB1-03 Mencekam benda kerja 30 detik 60 detik
KB1-04 Memotong ST 40 10 menit 12 menit
KB1-05 Melepas benda kerja 15 detik 14 detik
KT-01 Membuka chuck 15 detik 10 detik
KT-02 Mencekam benda kerja 30 detik 20 detik
KT-03 Mencekam pahat 60 detik 30 detik
KT-04 Memiringkan pahat 30 detik 20 detik
KT-05 Melakukan facing 1,76 detik 170 detik
KT-06 Mengeluarkan benda kerja 15 detik 7 detik
KT-07 Membalik benda kerja 30 detik 16 detik
KT-08 Melakukan facing 1,76 detik 100 detik
KT-09 Mengeluarkan benda kerja 15 detik 10 detik
KT-10 Mengukur dan menandai benda
kerja
60 detik 15 detik
KT-11 Memasukkan benda kerja 30 detik 29 detik
Laporan Proses Manufaktur
Kelompok 32
67
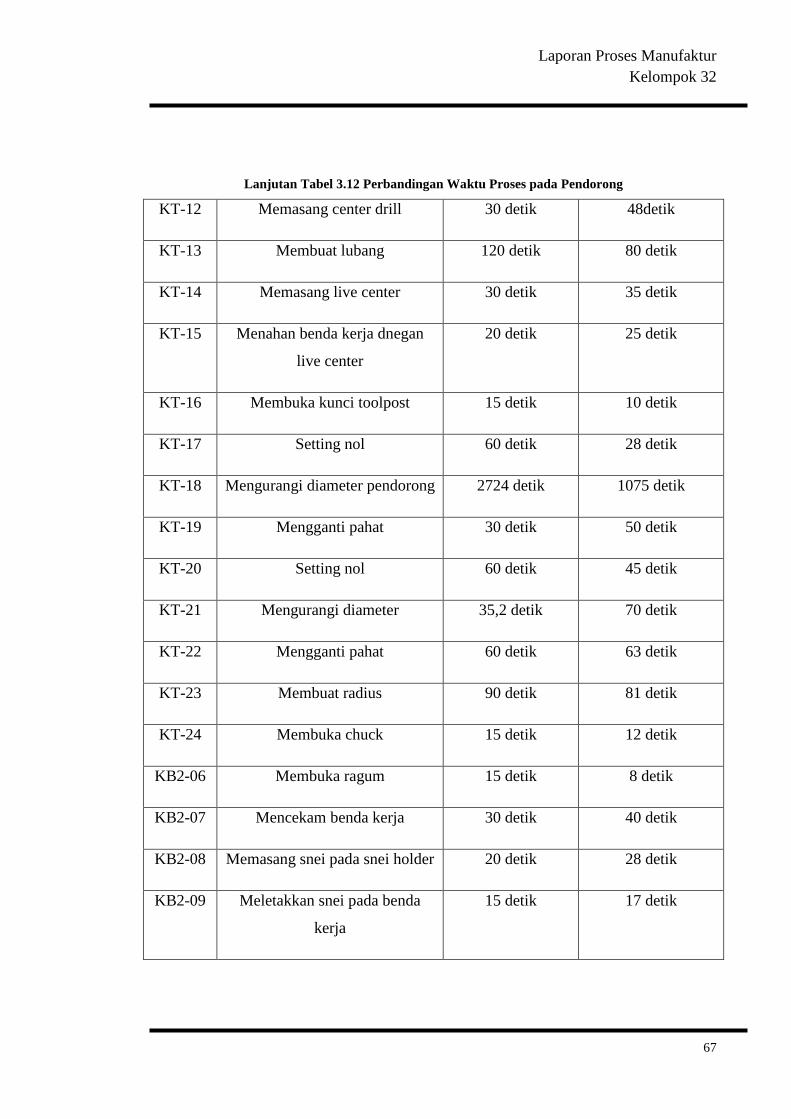
Lanjutan Tabel 3.12 Perbandingan Waktu Proses pada Pendorong
KT-12 Memasang center drill 30 detik 48detik
KT-13 Membuat lubang 120 detik 80 detik
KT-14 Memasang live center 30 detik 35 detik
KT-15 Menahan benda kerja dnegan
live center
20 detik 25 detik
KT-16 Membuka kunci toolpost 15 detik 10 detik
KT-17 Setting nol 60 detik 28 detik
KT-18 Mengurangi diameter pendorong 2724 detik 1075 detik
KT-19 Mengganti pahat 30 detik 50 detik
KT-20 Setting nol 60 detik 45 detik
KT-21 Mengurangi diameter 35,2 detik 70 detik
KT-22 Mengganti pahat 60 detik 63 detik
KT-23 Membuat radius 90 detik 81 detik
KT-24 Membuka chuck 15 detik 12 detik
KB2-06 Membuka ragum 15 detik 8 detik
KB2-07 Mencekam benda kerja 30 detik 40 detik
KB2-08 Memasang snei pada snei holder 20 detik 28 detik
KB2-09 Meletakkan snei pada benda
kerja
15 detik 17 detik
Laporan Proses Manufaktur
Kelompok 32
68
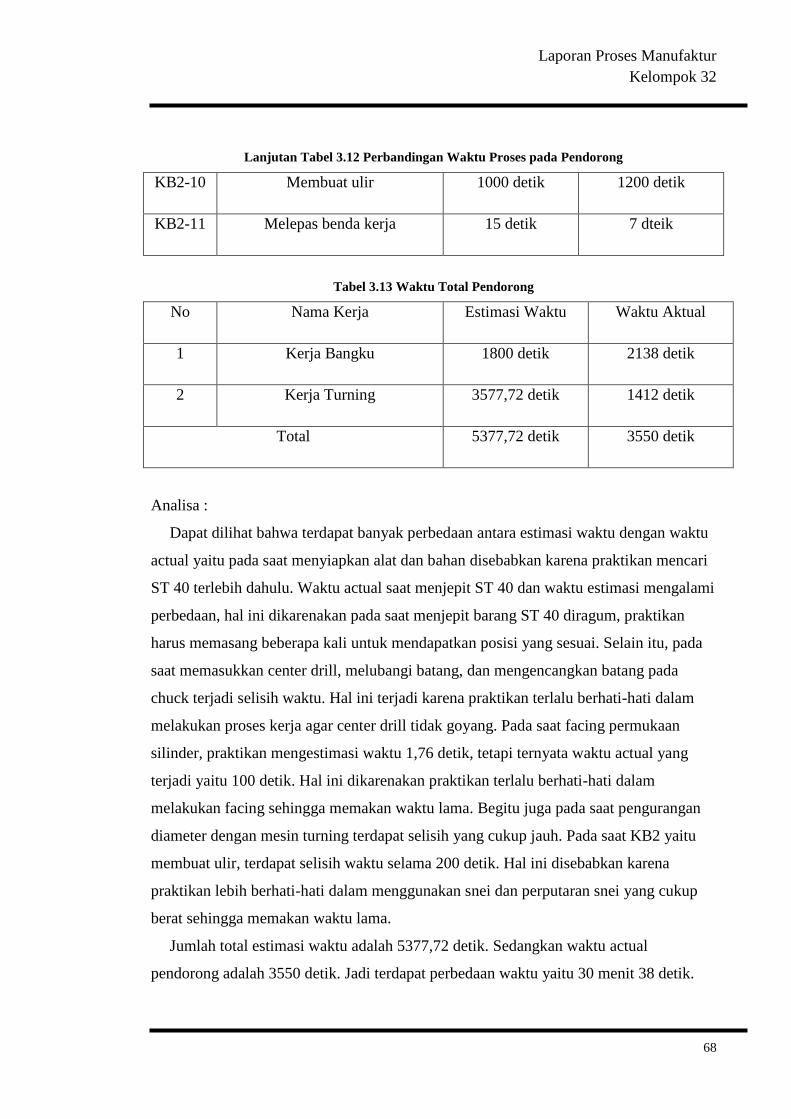
Lanjutan Tabel 3.12 Perbandingan Waktu Proses pada Pendorong
KB2-10 Membuat ulir 1000 detik 1200 detik
KB2-11 Melepas benda kerja 15 detik 7 dteik
Tabel 3.13 Waktu Total Pendorong
No Nama Kerja Estimasi Waktu Waktu Aktual
1 Kerja Bangku 1800 detik 2138 detik
2 Kerja Turning 3577,72 detik 1412 detik
Total 5377,72 detik 3550 detik
Analisa :
Dapat dilihat bahwa terdapat banyak perbedaan antara estimasi waktu dengan waktu
actual yaitu pada saat menyiapkan alat dan bahan disebabkan karena praktikan mencari
ST 40 terlebih dahulu. Waktu actual saat menjepit ST 40 dan waktu estimasi mengalami
perbedaan, hal ini dikarenakan pada saat menjepit barang ST 40 diragum, praktikan
harus memasang beberapa kali untuk mendapatkan posisi yang sesuai. Selain itu, pada
saat memasukkan center drill, melubangi batang, dan mengencangkan batang pada
chuck terjadi selisih waktu. Hal ini terjadi karena praktikan terlalu berhati-hati dalam
melakukan proses kerja agar center drill tidak goyang. Pada saat facing permukaan
silinder, praktikan mengestimasi waktu 1,76 detik, tetapi ternyata waktu actual yang
terjadi yaitu 100 detik. Hal ini dikarenakan praktikan terlalu berhati-hati dalam
melakukan facing sehingga memakan waktu lama. Begitu juga pada saat pengurangan
diameter dengan mesin turning terdapat selisih yang cukup jauh. Pada saat KB2 yaitu
membuat ulir, terdapat selisih waktu selama 200 detik. Hal ini disebabkan karena
praktikan lebih berhati-hati dalam menggunakan snei dan perputaran snei yang cukup
berat sehingga memakan waktu lama.
Jumlah total estimasi waktu adalah 5377,72 detik. Sedangkan waktu actual
pendorong adalah 3550 detik. Jadi terdapat perbedaan waktu yaitu 30 menit 38 detik.
Laporan Proses Manufaktur
Kelompok 32
69
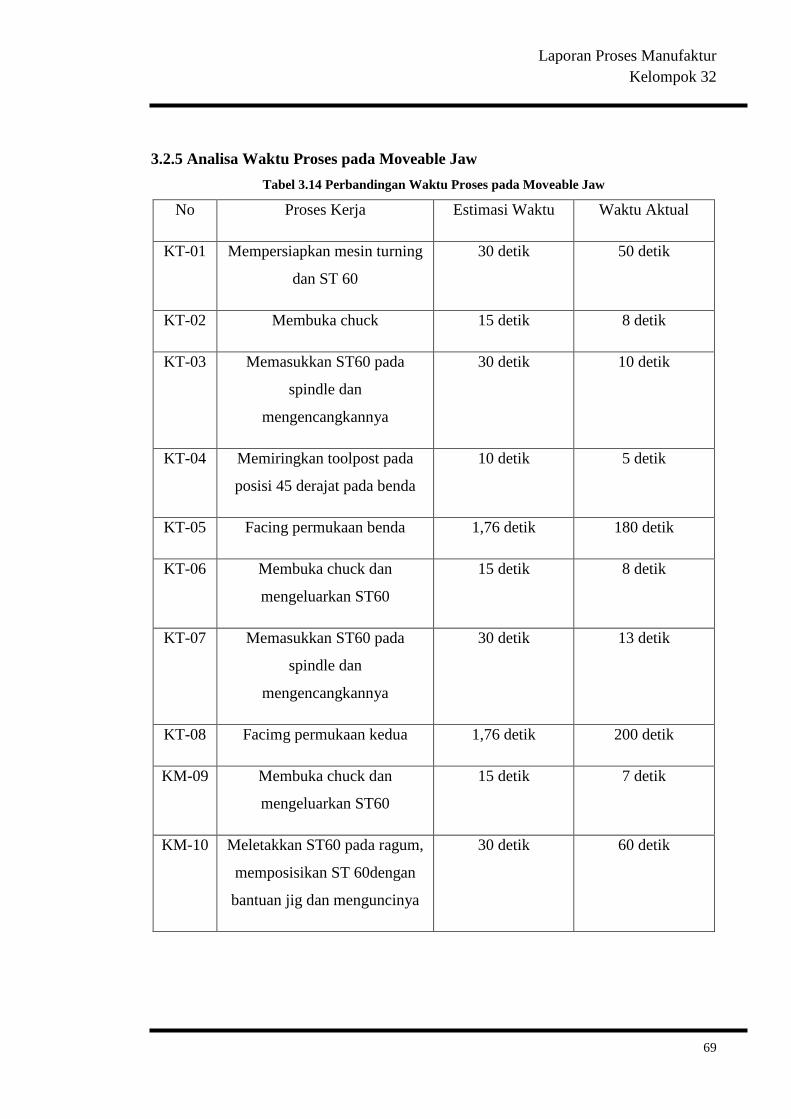
3.2.5 Analisa Waktu Proses pada Moveable Jaw
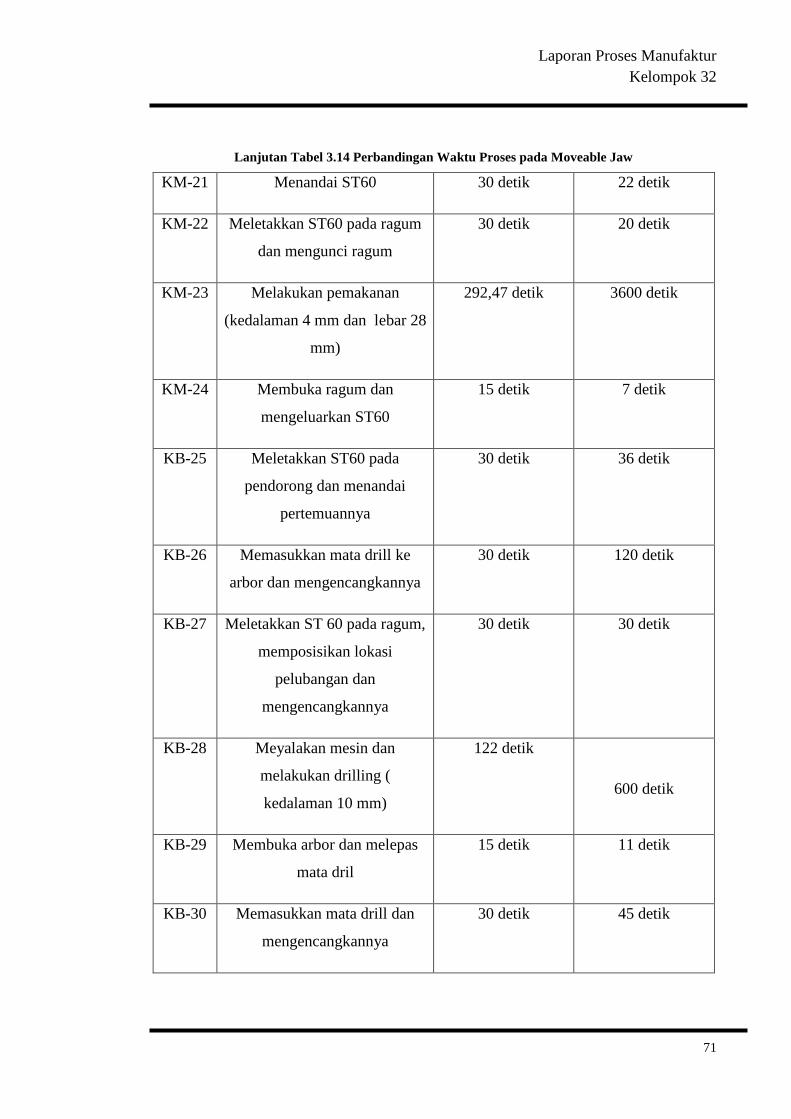
Tabel 3.14 Perbandingan Waktu Proses pada Moveable Jaw
No Proses Kerja Estimasi Waktu Waktu Aktual
KT-01 Mempersiapkan mesin turning
dan ST 60
30 detik 50 detik
KT-02 Membuka chuck 15 detik 8 detik
KT-03 Memasukkan ST60 pada
spindle dan
mengencangkannya
30 detik 10 detik
KT-04 Memiringkan toolpost pada
posisi 45 derajat pada benda
10 detik 5 detik
KT-05 Facing permukaan benda 1,76 detik 180 detik
KT-06 Membuka chuck dan
mengeluarkan ST60
15 detik 8 detik
KT-07 Memasukkan ST60 pada
spindle dan
mengencangkannya
30 detik 13 detik
KT-08 Facimg permukaan kedua 1,76 detik 200 detik
KM-09 Membuka chuck dan
mengeluarkan ST60
15 detik 7 detik
KM-10 Meletakkan ST60 pada ragum,
memposisikan ST 60dengan
bantuan jig dan menguncinya
30 detik 60 detik
Laporan Proses Manufaktur
Kelompok 32
70
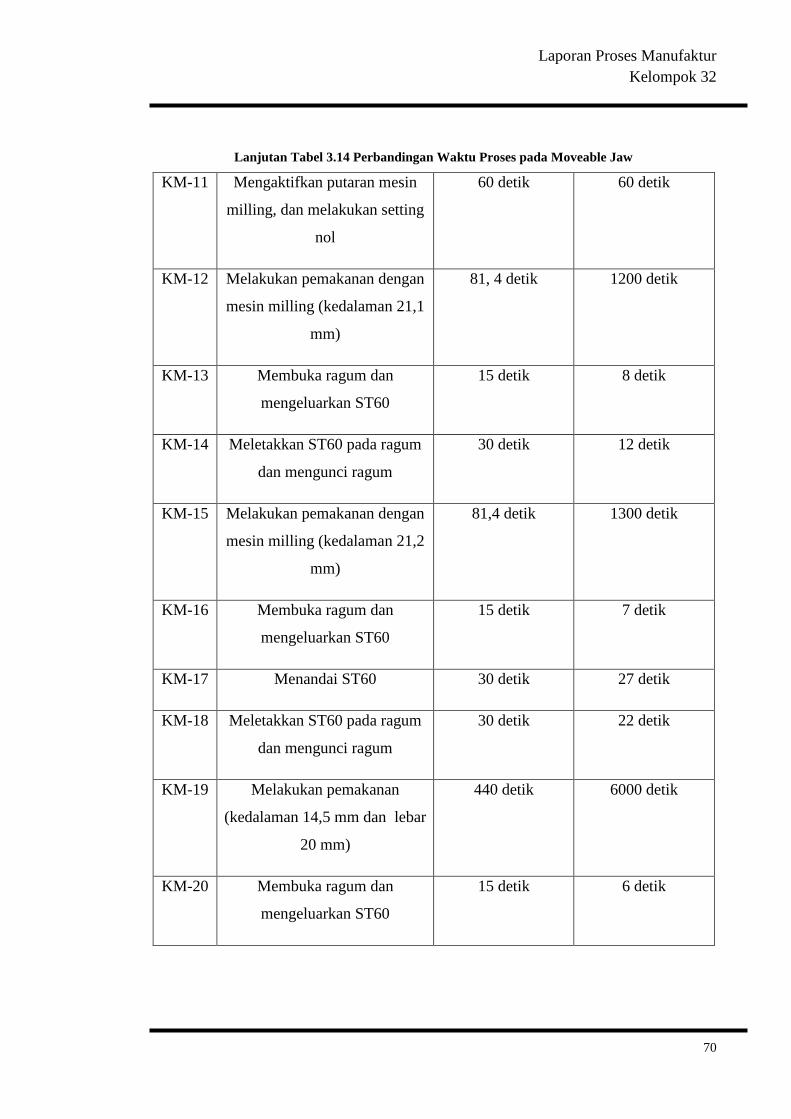
Lanjutan Tabel 3.14 Perbandingan Waktu Proses pada Moveable Jaw
KM-11 Mengaktifkan putaran mesin
milling, dan melakukan setting
nol
60 detik 60 detik
KM-12 Melakukan pemakanan dengan
mesin milling (kedalaman 21,1
mm)
81, 4 detik 1200 detik
KM-13 Membuka ragum dan
mengeluarkan ST60
15 detik 8 detik
KM-14 Meletakkan ST60 pada ragum
dan mengunci ragum
30 detik 12 detik
KM-15 Melakukan pemakanan dengan
mesin milling (kedalaman 21,2
mm)
81,4 detik 1300 detik
KM-16 Membuka ragum dan
mengeluarkan ST60
15 detik 7 detik
KM-17 Menandai ST60 30 detik 27 detik
KM-18 Meletakkan ST60 pada ragum
dan mengunci ragum
30 detik 22 detik
KM-19 Melakukan pemakanan
(kedalaman 14,5 mm dan lebar
20 mm)
440 detik 6000 detik
KM-20 Membuka ragum dan
mengeluarkan ST60
15 detik 6 detik
Laporan Proses Manufaktur
Kelompok 32
71
Lanjutan Tabel 3.14 Perbandingan Waktu Proses pada Moveable Jaw
KM-21 Menandai ST60 30 detik 22 detik
KM-22 Meletakkan ST60 pada ragum
dan mengunci ragum
30 detik 20 detik
KM-23 Melakukan pemakanan
(kedalaman 4 mm dan lebar 28
mm)
292,47 detik 3600 detik
KM-24 Membuka ragum dan
mengeluarkan ST60
15 detik 7 detik
KB-25 Meletakkan ST60 pada
pendorong dan menandai
pertemuannya
30 detik 36 detik
KB-26 Memasukkan mata drill ke
arbor dan mengencangkannya
30 detik 120 detik
KB-27 Meletakkan ST 60 pada ragum,
memposisikan lokasi
pelubangan dan
mengencangkannya
30 detik
30 detik
KB-28 Meyalakan mesin dan
melakukan drilling (
kedalaman 10 mm)
122 detik
600 detik
KB-29 Membuka arbor dan melepas
mata dril
15 detik 11 detik
KB-30 Memasukkan mata drill dan
mengencangkannya
30 detik 45 detik

Laporan Proses Manufaktur
Kelompok 32
72
Lanjutan Tabel 3.14 Perbandingan Waktu Proses pada Moveable Jaw
KB-31 Menyalakan mesin dan
melakukan drilling (kedalaman
10 mm)
128 detik 500 detik
KB-32 Membuka arbor dan melepas
mata dril
15 detik 8 detik
KB-33 Memasukkan mata drill dan
mengencangkannya
30 detik
25 detik
KB-34 Menyalakan mesin dan
melakukan drilling (kedalaman
10 mm)
139 detik 180 detik
KB-35 Membuka arbor dan melepas
mata dril
15 detik 10 detik
KB-36 Membuka ragum dan melepas
ST60
15 detik 7 detik
KB-37 Menandai ST60 30 detik 25 detik
KB-38 Meletakkan ST 60 pada ragum,
memposisikan lokasi
pelubangan dan
mengencangkannya
30 detik 35 detik
KB-39 Memasukkan mata drill dan
mengencangkannya
30 detik 90 detik
KB-40 Menyalakan mesin dan
melakukan drilling (kedalaman
10 mm)
275 detik 300 detik

Laporan Proses Manufaktur
Kelompok 32
73
Lanjutan Tabel 3.14 Perbandingan Waktu Proses pada Moveable Jaw
KB-41 Membuka arbor dan melepas
mata dril
15 detik 10 detik
KB-42 Memasukkan mata drill dan
mengencangkannya
30 detik 30 detik
KB-43 Menyalakan mesin dan
melakukan drilling (kedalaman
10 mm)
40,7 detik 120 detik
KB-44 Membuka ragum dan melepas
ST60
15 detik 9 detik
Tabel 3.15 Waktu Total Eretan
No Nama Kerja Estimasi Waktu Waktu Aktual
1 Kerja Milling 947,31 detik 12284 detik
2 Kerja Turning 1327,17 detik 2198 detik
3 Kerja Bangku 133,52 detik 2198 detik
Total 2408 detik 14963 detik
Analisa :
Dapat dilihat bahwa terdapat beberapa perbedaan pada tabel estimasi waktu dan
waktu actual yang dapat disebabkan oleh berbagai faktor seperti pada saat persiapan
turning diawal praktikan harus mencari terlebih dahulu material ST 60 potongan yang
akan di facing. Juga saat melakukan facing terdapat selisih waktu dikarenakan praktikan
ragu untuk memakan lebih cepat karena ada pembatasan performa yang dilakukan pihak
laboratorium. Sedangkan pada kasus perbedaan waktu pada proses milling
kemungkinan besar didapati pada kesalahan perhitungan estimasi dikarenakan praktikan
masih kurang mahir dalam pembuatan estimasi waktu. Sedangkan proses drilling proses
Laporan Proses Manufaktur
Kelompok 32
74
pemasangan mata drill seringkali terkendala karena kondisi kunci arbor yang sudah
mulai aus pada mata pinggirnya sehingga dalam proses pengencangan mata drill sering
terjadi jig.

Laporan Proses Manufaktur
Kelompok 32
75
BAB IV
KESIMPULAN
4.1 Kesimpulan
Kesimpulan yang dapat diambil dari praktikum ini adalah :
1. Laboratorium Sistem Produksi Teknik Industri Undip memiliki berbagai
macam mesin dan alat produksi, antara lain : mesin turning, mesin milling,
mesin drilling, dan peralatan kerja bangku seperti kikir, gergaji, gerinda,
ragum, dan alat lainnya. Mesin dan alat produksi tersebut menunjang
pembuatan ragum sudut.
2. Mesin dan alat produksi memiliki fungsi dan cara pengoperasian masing-
masing, sperti:
a. Mesin turning : menyayat benda kerja yang berbentuk silindris
menggunakan mata pahat tunggal.
b. Mesin milling : menyayat benda kerja menggunakan mata pahat
jamak yang berputar.
c. Mesin drilling : membuat lubang (drilling), memperbesar lubang
(boring)
d. Mesin gerinda dan kikir : meratakan permukaan benda kerja
e. Gergaji : memotong benda kerja
3. Produk ragum sudut hasil pembuatan kami, masih jauh dari sempurna.
Ragum tersebut belum sesuai dengan desain awal produk. Hal ini banyak
disebabkan oleh beberapa faktor yaitu faktor manusia, mesin, material,
lingkungan dan metode pengerjaan.
4. Produk pembuatan ragum sudut yang dilakukan praktikan belum sesuai
dengan estimasi waktu yamg ditetapkan praktikan, disebabkan oleh
ketidaktelitian praktikan yang mengakibatkan proses berlangsung lama.
5. Proses pengerjaan untuk membuat ragum sudut terdiri dari banyak tahapan
yaitu kerja bangku, kerja turning, kerja miling dan terakhir proses
assembling benda kerja ragum sudut. Kerja bangku digunakan untuk
memotong bahan material, kerja turning untuk membuat pendorong dan

Laporan Proses Manufaktur
Kelompok 32
76
facing, kerja milling digunakan untuk membuat moveable jaw dan bracket,
kerja las untuk melakukan assembling.
4.2 Saran
1. Sebelum melaksanakan praktikum sebaiknya praktikan memahami dahulu
mengenai apa yang akan dilaksanakan di hari praktikum. Ada baiknya jika
membuat planning yang akan dikerjakan pada hari praktikum.
2. Praktikan harus bertindak cepat dan fokus selama praktikum berlangsung.
3. Pada saat praktikum, Praktikan harus hati-hati dan teliti dalam pengukuran
dan allowance agar tidak terjadi kesalahan.
4. Praktikan wajib menggunakan Alat Pelindung Diri (APD) selama praktikum
berlangsung.
Related Documents











