LAPORAN PENGUJIAN LAS Nama kelompok: 1. Mayko Bangkit P 13503241001 2. Ahmad Yusuf 13503241003 3. Wisnu Pamungkas 13503241009 4. Kevin Indra W 13503241011

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
LAPORAN PENGUJIAN LAS
Nama kelompok:1. Mayko Bangkit P
135032410012. Ahmad Yusuf 135032410033. Wisnu Pamungkas
135032410094. Kevin Indra W
13503241011

5. Dian Lutfi Y
PROGRAM STUDI PENDIDIKAN TEKNIK MESINJURUSAN PENDIDIKAN TEKNIK MESIN
FAKULTAS TEKNIKUNIVERSITAS NEGERI YOGYAKARTA
20151. Latar Belakang Masalah
Fungsi pengelasan diantaranya adalah sebagai penyambung dua
komponen yang berbahan logam. Selain itu fungsi pengelasan adalah
sebagai media atau alat pemotongan (Yustinus Edward, 2005).
Kelebihan lain dari pengelasan diantaranya biaya murah, proses
relatif lebih cepat, lebih ringan, dan bentuk konstruksi lebih
variatif.
Aplikasi pengelasan diantaranya dalam penyambungan rangka
baja,perkapalan, jembatan, kereta api, pipa saluran dan lain
sebagainya. Faktorfaktor pertimbangan dalam pengelasan adalah
jadwal pembuatan, proses pembuatan, alat dan bahan yang
diperlukan, urutan pelaksanaan, persiapan
pengelasan (pemilihan mesin las, penunjukan juru las, pemilihan
elektroda,penggunaan jenis kampuh) (Wiryosumarto, 2000).
Berdasarkan klasifikasi kerjanya proses pengelasannya dapat
dibagi dalam tiga kelompok yaitu pengelasan cair, pengelasan tekan
dan pematrian. Namun proses pengelasan yang paling banyak
digunakan adalah pengelasan cair dengan busur Shielding Metal Arc Welding
(SMAW) dan gas. Proses ini juga tergantung dari material yang akan
dilas, dimana tidak semua logam memiliki sifat mampu las yang
baik. Bahan yang mempunyai sifat mampu las yang baik diantaranya
adalah baja paduan rendah. Baja ini dapat dilas dengan las busur
elektroda terbungkus, las busur rendam dan las Metal Inert Gas (MIG)
(Wiryosumarto, 2000).
Mutu pengelasan tergantung dari pengerjaan dan proses
pengelasan.Secara umum pengelasan dapat diartikan sebagai suatu
ikatan metalurgi pada sambungan logam atau logam paduan yang
dilaksanakan saat logam dalam keadaan cair.
2. Teori Dasar
1. Pengertian sambungan las
Pengelasan (welding) adalah salah salah satu teknik
penyambungan logam dengan cara mencairkan sebagian logam induk dan
logam pengisi dengan atau tanpa tekanan dan dengan atau tanpa
logam penambah dan menghasilkan sambungan yang continue.Lingkup
penggunaan teknik pengelasan dalam kontruksi sangat luas, meliputi
perkapalan, jembatan, rangka baja, bejana tekan, pipa pesat, pipa
saluran dan sebagainya.
2. Peralatan Dan Bahan
A. Alat-alat
Sebelum melakukan pengeasan, persiapkan terlebih dahulu semu
peralatan dan bahan yang dibutuhkan.
Peralatan yang digunakan adalah,sebagai berikut:
Alat-alat las SMAW dibedakan menjadi 3 kelompok,
1. alat utama
2. alat bantu dan
3. alat keselamatan kerja
Alat utama las SMAW yaitu :
Kabel tenaga
Trafo las (generator)
Kabel massa
Kabel elektroda
Pemegang elektroda
Penjepit massa
Alat batu las SMAW antara lain :
Meja las
Palu terak
Palu
Gerinda tangan
Mistar baja
Sikat baja
Ragum
Kikir
Penjepit benda kerja
Alat keselamatan kerja las antara lain :
Helm las (topeng las)
Kaca las hitam
Kaca las putih
Apron (pelindung dada)
Baju kerja
Sarung tangan
Safety shoes
Masker
B. Bahan
Bahan praktek yang digunakan adalah mild steil dengan (tebal
10 cm,panjang 30 cm dan lebar 15 cm), elektroda E7016, E7018
3. Langkah kerja
A. Langkah-Langkah Kerja.
Sebelum melakukan pekerjaan pengelasan sediakanlah safety
tools guna menghindari hal-hal yang tidak kita inginkan. Adapun
langkah-langkah untuk melakuakn praktikum adalah:
Langkah-langkah praktium adalah sebagai berikut :
1. Membuat pre WPS
2. Membuat spesimen
1) Persiapan bahan
2) Pengaturan mesin las
3) Pengaturan arus
4) Persiapan mengelas
5) Pengelasan
3. Pengujian spesimen
1) Non Destructive Test
2) Destructive Test
4. Membuat WPS
C. Pembahasan
Berdasarkan hasil pengujian las yang telah kami lakukan
didapatkan data sebagai berikut.
1. Analisa Data

Setelah dilakukan pengujian spesimen 2 didapatkan hasil yang
cukup memuaskan. Pada Non Destructive Test didapatkan hasil
seperti dibawah :
Procedure Qualification Records of W elding Visual Assessm ent Nam a Asesi : Posisi pengelasan : 3 GKode spesim en : spesim en 2 Posisi pengelasan : Groove (1G, 2G, 3G, 4G, 5G, 6G)Tanggal pengelasan : Kam is,19 m aret 2015 Tanggal pem erikasaan :
0,3 0,2 0,1 02
1 Has surface slag, sm oke and spatter been rem oved from 99% of the joint and surrounding area?
Tingkat kebersihan logam las dan logam induk ≥ 99% terhadap slag, spatter dan kotoran
99% 0,2 5 Tingkat kebersihan perm ukaan dari slag, spatter dan kotoran < 99%
Tingkat kebersihan perm ukaan dari slag, spatter dan kotoran > 99%
2 Arc stray arc strikes absent? Jumlah arc stray di permukaan hasil pengelasan 1 0 0 Jum lah arc stray = 0 Jum lah arc stray > 0
3 Is the bead width uniform and regular? (Allow 2m m variation)
Perbedaan lebar manik las (bead) ≤ 2 m m mem punyai nilai = 0.3
2 0,3 7,5 Perbedaan lebar m anik las (bead) ≤ 2m m
Perbedaan lebar m anik las (bead) > 2m m
4 Are all stop/starts sm ooth on the capping layer? Allow 1.5m m variation between the stop and restart
Perbedaan ketinggian stop/starts pada capping (cover pass) ≤ 1.5 mm mempunyai nilai = 0.2
1,4 0,2 5 Perbedaan ketinggian stop/starts pada capping ≤ 1,5 m m
Perbedaan ketinggian stop/starts pada capping >1,5 m m
5 Are all stop/starts sm ooth on the penetration? Allow 1.5m m variation between the stop and restart
perbedaan ketinggian stop/starts pada penetration (root pass) ≤ 1.5 mm m empunyai nilai = 0.3
1,7 0 0 Terjadi perbedaan ketinggian stop/starts pada root pass ≤ 1,5 m m
Terjadi perbedaan stop/starts pada root pass >1,5 m m
6 Is the weld m etal com pletely free from visual inclusions? (Slag,Tungsten,etc). One defect =0.2 m arks, 2 defects =0.1 m arks, 3 or m ore defects=0 m ark (1 visual inclusion = 1 defect)
Satu visual inklusi dari slag, tungsten atau kotoran = 1 cacat. Nilai tanpa cacat=0.3, 1 cacat=0.2, 2 cacat=0.1, cacat ≥ 3 = 0
1 0,2 5 Jum lah visual inclusion = 0 (tidak ada inklusi)
Jum lah visual inclusion = 1
Jum lah visual inclusion = 2
Jum lah visual inclusion lebih dari 2
7 Is the weld m etal com pletely free from surface porosity? One defect =0.2 m arks, 2 defects =0.1 m arks, 3 or m ore defects=0 m ark (1 porosity = 1 defect)
Jumlah cacad porositas di permukaan logam las (surface porosity)
0 0,3 7,5 Jum lah surface porosity= 0 (tidak ada porositas)
Jum lah surface porosity= 1
Jum lah surface porosity= 2
Jum lah surface porosity lebih dari 2
8 Is the welded joint free from undercut? (disregard depth of 0.5m m or less) One defect = 0.2 m arks, 2 defects =0.1 m arks, 3 or m ore defects= 0 m ark. less than or equal to 10m m L = 1 defect (accum ulative)
Kedalaman undercut > 0.5 mm dengan panjang ≤ 10 mm (akumulatif) = 1 defect. Tanpa cacat=0.3, 1 cacat=0.1, 2 cacat = 0.1 dan 3 cacat atau lebih=0
0,5 0,2 5 Tidak ada undercut berkedalam an ≤ 0.5 m m
undercut berkedalam an ≤ 0.5 m m dengan panjang L ≤10 m m
undercut berkedalam an ≤ 0.5 m m sepanjang 10< L ≤20 m m
undercut berkedalam an ≤ 0.5 m m sepanjang lebih dari 20 m m
Kriteria Penilaian dan BobotNo Aspect of Criterion - Description Aspek kriteria diskripsi
Hasil Pengukur Bobot Nilai
0,3 0,2 0,1 02
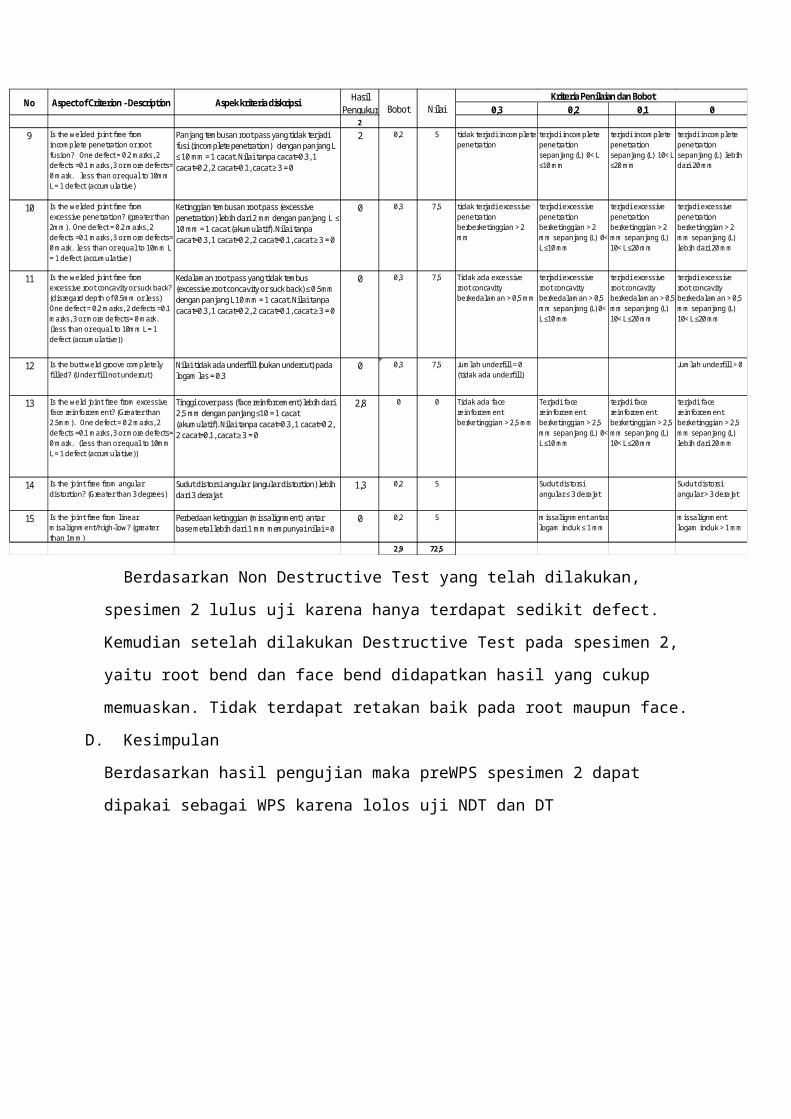
9 Is the welded joint free from incom plete penetration or root fusion? One defect = 0.2 m arks, 2 defects =0.1 m arks, 3 or m ore defects= 0 m ark. less than or equal to 10m m L = 1 defect (accum ulative)
Panjang tembusan root pass yang tidak terjadi fusi (incomplete penetration) dengan panjang L ≤ 10 mm = 1 cacat. Nilai tanpa cacat=0.3, 1 cacat=0.2, 2 cacat=0.1, cacat ≥ 3 = 0
2 0,2 5 tidak terjadi incom plete penetration
terjadi incom plete penetration sepanjang (L) 0< L ≤10 m m
terjadi incom plete penetration sepanjang (L) 10< L ≤20 m m
terjadi incom plete penetration sepanjang (L) lebih dari 20 m m
10 Is the welded joint free from excessive penetration? (greater than 2m m ). One defect = 0.2 m arks, 2 defects =0.1 m arks, 3 or m ore defects= 0 m ark. less than or equal to 10m m L = 1 defect (accum ulative)
Ketinggian tembusan root pass (excessive penetration) lebih dari 2 mm dengan panjang L ≤ 10 mm = 1 cacat (akumulatif). Nilai tanpa cacat=0.3, 1 cacat=0.2, 2 cacat=0.1, cacat ≥ 3 = 0
0 0,3 7,5 tidak terjadi excessive penetration berberketinggian > 2 m m
terjadi excessive penetration berketinggian > 2 m m sepanjang (L) 0< L ≤10 m m
terjadi excessive penetration berketinggian > 2 m m sepanjang (L) 10< L ≤20 m m
terjadi excessive penetration berketinggian > 2 m m sepanjang (L) lebih dari 20 m m
11 Is the welded joint free from excessive root concavity or suck back? (disregard depth of 0.5m m or less) One defect = 0.2 m arks, 2 defects =0.1 m arks, 3 or m ore defects= 0 m ark. (less than or equal to 10m m L = 1 defect (accum ulative))
Kedalaman root pass yang tidak tembus (excessive root concavity or suck back) ≤ 0.5mm dengan panjang L 10 mm = 1 cacat. Nilai tanpa cacat=0.3, 1 cacat=0.2, 2 cacat=0.1, cacat ≥ 3 = 0
0 0,3 7,5 Tidak ada excessive root concavity berkedalam an > 0,5 m m
terjadi excessive root concavity berkedalam an > 0,5 m m sepanjang (L) 0< L ≤10 m m
terjadi excessive root concavity berkedalam an > 0,5 m m sepanjang (L) 10< L ≤20 m m
terjadi excessive root concavity berkedalam an > 0,5 m m sepanjang (L) 10< L ≤20 m m
12 Is the butt weld groove com pletely filled? (Under fill not undercut)
Nilai tidak ada underfill (bukan undercut) pada logam las = 0.3
0 0,3 7,5 Jum lah underfill = 0 (tidak ada underfill)
Jum lah underfill > 0
13 Is the weld joint free from excessive face reinforcem ent? (Greater than 2.5m m ). One defect = 0.2 m arks, 2 defects =0.1 m arks, 3 or m ore defects= 0 m ark. (less than or equal to 10m m L = 1 defect (accum ulative))
Tinggi cover pass (face reinforcement) lebih dari 2,5 mm dengan panjang ≤10 = 1 cacat (akumulatif). Nilai tanpa cacat=0.3, 1 cacat=0.2, 2 cacat=0.1, cacat ≥ 3 = 0
2,8 0 0 Tidak ada face reinforcem ent berketinggian > 2,5 m m
Terjadi face reinforcem ent berketinggian > 2,5 m m sepanjang (L) 0< L ≤10 m m
terjadi face reinforcem ent berketinggian > 2,5 m m sepanjang (L) 10< L ≤20 m m
terjadi face reinforcem ent berketinggian > 2,5 m m sepanjang (L) lebih dari 20 m m
14 Is the joint free from angular distortion? (Greater than 3 degrees)
Sudut distorsi angular (angular distortion) lebih dari 3 derajat
1,3 0,2 5 Sudut distorsi angular ≤ 3 derajat
Sudut distorsi angular > 3 derajat
15 Is the joint free from linear m isalignm ent/high-low? (greater than 1m m )
Perbedaan ketinggian (missalignment) antar base metal lebih dari 1 mm mempunyai nilai = 0
0 0,2 5 m issalignm ent antar logam induk ≤ 1 m m
m issalignm ent logam induk > 1 m m
2,9 72,5
No Aspect of Criterion - Description Aspek kriteria diskripsi Hasil Pengukur Bobot Nilai
Kriteria Penilaian dan Bobot
Berdasarkan Non Destructive Test yang telah dilakukan,
spesimen 2 lulus uji karena hanya terdapat sedikit defect.
Kemudian setelah dilakukan Destructive Test pada spesimen 2,
yaitu root bend dan face bend didapatkan hasil yang cukup
memuaskan. Tidak terdapat retakan baik pada root maupun face.
D. Kesimpulan
Berdasarkan hasil pengujian maka preWPS spesimen 2 dapat
dipakai sebagai WPS karena lolos uji NDT dan DT

Lampiran*


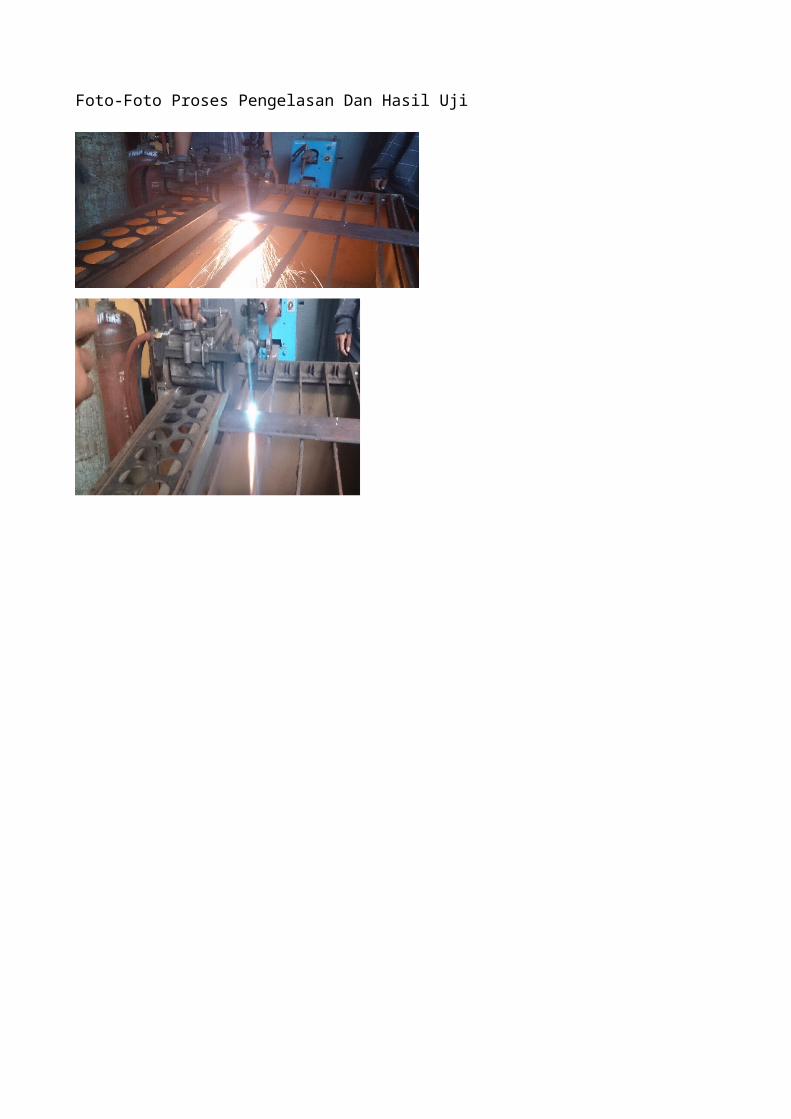
Foto-Foto Proses Pengelasan Dan Hasil Uji




Related Documents