Journal of Asian Ceramic Societies 2 (2014) 371–379 Contents lists available at ScienceDirect Journal of Asian Ceramic Societies HOSTED BY j ourna l ho me page: www.elsevier.com/loca te/jascer Implementation of industrial waste ferrochrome slag in conventional and low cement castables: Effect of calcined alumina Pattem Hemanth Kumar, Abhinav Srivastava, Vijay Kumar, Vinay Kumar Singh ∗ Department of Ceramic Engineering, Indian Institute of Technology (BHU), Varanasi, India a r t i c l e i n f o Article history: Received 19 April 2014 Received in revised form 29 July 2014 Accepted 3 August 2014 Available online 23 August 2014 Keywords: Ferrochrome slag Alumina Castable Refractories Thermal shock resistance a b s t r a c t A new class of conventional and low-cement ferrochrome slag-based castables were prepared from 40 wt.% ferrochrome slag and 45 wt.% calcined bauxite. Rest fraction varied between high alumina cement (HAC) acting as hydraulic binder and calcined alumina as pore filling additive. Standard ASTM size briquettes were prepared for crushing and bending strengths evaluation, and the samples were then subjected to firing at 800, 1100 and 1300 ◦ C for a soaking period of 3 h. The microstructure and refrac- tory properties of the prepared castables have been investigated using X-ray diffraction (XRD), scanning electron microscopy (SEM), cold crushing strength, modulus of rupture and permanent linear changes (PLCs) test. Castables show good volume stability (linear change <0.7%) at 1300 ◦ C. The outcomes of these investigations were efficacious and in accordance with previously reported data of similar compositions. High thermo-mechanical and physico-chemical properties were attained pointing out an outstanding potential to increase the refractory lining working life of non-recovery coke oven and reheating furnaces. © 2014 The Ceramic Society of Japan and the Korean Ceramic Society. Production and hosting by Elsevier B.V. All rights reserved. 1. Introduction The development of refractory castables is important due to their increasing applications in the cement, non-recovery coke ovens, chemical, metallurgical industries, ceramics, chemicals, oil/petrochemicals, etc. [1,2]. Unshaped monolithic refractories have been increasingly used instead of the shaped refractory bricks of the same class due to their easier replacement, lower cost, more efficient installation and lower material consumption, especially in steel-making applications such as the production of steel ladles and the linings of tundishes [2,3]. The addition of fine calcined alu- mina in castables improves the refractory properties, has a high melting point (2072 ◦ C) and has good mechanical properties that are suitable for high-temperature applications [4,5]. High alumina cement (HAC), one of the most widely used as refractory binders in monolithic refractories, promotes initial hardening and mechanical strength before firing [6–10]. Every year, more than 300 million tons of industrial solid wastes are being produced by various industries in India and government is seeking ways to reduce the dual problems of disposal and health hazards from the accumulation of by-products. In recent years, the ∗ Corresponding author. Tel.: +91 9936182124. E-mail addresses: [email protected], [email protected] (V.K. Singh). Peer review under responsibility of The Ceramic Society of Japan and the Korean Ceramic Society. use of waste materials in the construction industry has become an important option, as it offers cost reductions, energy savings, and reduced CO 2 emissions from the production of Portland cement, as well as reduced environmental impacts of construction materials. The predominant industrial byproducts that can be effectively used include chemical gypsum, fly ash, lime sludge and ferrochrome slag [11–14]. Out of the different waste materials being generated, the use of byproduct ferrochrome slag is significant in the production of monolithic refractories. Ferrochrome slag is a waste material obtained from the manufacturing of high carbon ferrochromium alloy, which is usually dumped. Global ferrochrome production is totaled around 8.9 million tons in the year 2011 [15]. Utilization of dumped ferrochrome slag in refractory castables reduces the cost of the product and is friendly to the atmosphere. This material is being used for brick manufacturing, and recently has been tried in cement industry and base layer material of road pavements because of its excellent technical properties as well as chemical stability [13–15]. This slag is formed as a liquid at 1700 ◦ C and its main com- ponents are SiO 2 , Al 2 O 3 and MgO. Additionally it consists of chrome, ferrous/ferric oxides and CaO [16,17]. The smelted prod- ucts obtained from the smelting furnaces are ferrochrome alloy and slag, and the slag production is 1.1–1.6 ton/ton ferrochrome alloy [17]. Binary compound (magnesium-aluminate spinel) formed by interaction of MgO and Al 2 O 3 present in the slag offers good mechanical, chemical and thermal properties both at ambient 2187-0764 © 2014 The Ceramic Society of Japan and the Korean Ceramic Society. Production and hosting by Elsevier B.V. All rights reserved. http://dx.doi.org/10.1016/j.jascer.2014.08.001

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Ia
PD
a
ARRAA
KFACRT
1
toohoeiammacms
aih
C
2h
Journal of Asian Ceramic Societies 2 (2014) 371–379
Contents lists available at ScienceDirect
Journal of Asian Ceramic Societies
HOSTED BY
j ourna l ho me page: www.elsev ier .com/ loca te / jascer
mplementation of industrial waste ferrochrome slag in conventionalnd low cement castables: Effect of calcined alumina
attem Hemanth Kumar, Abhinav Srivastava, Vijay Kumar, Vinay Kumar Singh ∗
epartment of Ceramic Engineering, Indian Institute of Technology (BHU), Varanasi, India
r t i c l e i n f o
rticle history:eceived 19 April 2014eceived in revised form 29 July 2014ccepted 3 August 2014vailable online 23 August 2014
eywords:errochrome slag
a b s t r a c t
A new class of conventional and low-cement ferrochrome slag-based castables were prepared from40 wt.% ferrochrome slag and 45 wt.% calcined bauxite. Rest fraction varied between high alumina cement(HAC) acting as hydraulic binder and calcined alumina as pore filling additive. Standard ASTM sizebriquettes were prepared for crushing and bending strengths evaluation, and the samples were thensubjected to firing at 800, 1100 and 1300 ◦C for a soaking period of 3 h. The microstructure and refrac-tory properties of the prepared castables have been investigated using X-ray diffraction (XRD), scanningelectron microscopy (SEM), cold crushing strength, modulus of rupture and permanent linear changes
◦
luminaastableefractorieshermal shock resistance(PLCs) test. Castables show good volume stability (linear change <0.7%) at 1300 C. The outcomes of theseinvestigations were efficacious and in accordance with previously reported data of similar compositions.High thermo-mechanical and physico-chemical properties were attained pointing out an outstandingpotential to increase the refractory lining working life of non-recovery coke oven and reheating furnaces.
ic So
© 2014 The Ceram. Introduction
The development of refractory castables is important due toheir increasing applications in the cement, non-recovery cokevens, chemical, metallurgical industries, ceramics, chemicals,il/petrochemicals, etc. [1,2]. Unshaped monolithic refractoriesave been increasingly used instead of the shaped refractory bricksf the same class due to their easier replacement, lower cost, morefficient installation and lower material consumption, especiallyn steel-making applications such as the production of steel ladlesnd the linings of tundishes [2,3]. The addition of fine calcined alu-ina in castables improves the refractory properties, has a highelting point (2072 ◦C) and has good mechanical properties that
re suitable for high-temperature applications [4,5]. High aluminaement (HAC), one of the most widely used as refractory binders inonolithic refractories, promotes initial hardening and mechanical
trength before firing [6–10].Every year, more than 300 million tons of industrial solid wastes
re being produced by various industries in India and governments seeking ways to reduce the dual problems of disposal and healthazards from the accumulation of by-products. In recent years, the
∗ Corresponding author. Tel.: +91 9936182124.E-mail addresses: [email protected], [email protected] (V.K. Singh).Peer review under responsibility of The Ceramic Society of Japan and the Korean
eramic Society.
187-0764 © 2014 The Ceramic Society of Japan and the Korean Ceramic Society. Producttp://dx.doi.org/10.1016/j.jascer.2014.08.001
ciety of Japan and the Korean Ceramic Society. Production and hosting byElsevier B.V. All rights reserved.
use of waste materials in the construction industry has become animportant option, as it offers cost reductions, energy savings, andreduced CO2 emissions from the production of Portland cement, aswell as reduced environmental impacts of construction materials.The predominant industrial byproducts that can be effectively usedinclude chemical gypsum, fly ash, lime sludge and ferrochrome slag[11–14].
Out of the different waste materials being generated, the useof byproduct ferrochrome slag is significant in the productionof monolithic refractories. Ferrochrome slag is a waste materialobtained from the manufacturing of high carbon ferrochromiumalloy, which is usually dumped. Global ferrochrome production istotaled around 8.9 million tons in the year 2011 [15]. Utilization ofdumped ferrochrome slag in refractory castables reduces the costof the product and is friendly to the atmosphere. This material isbeing used for brick manufacturing, and recently has been tried incement industry and base layer material of road pavements becauseof its excellent technical properties as well as chemical stability[13–15].
This slag is formed as a liquid at 1700 ◦C and its main com-ponents are SiO2, Al2O3 and MgO. Additionally it consists ofchrome, ferrous/ferric oxides and CaO [16,17]. The smelted prod-ucts obtained from the smelting furnaces are ferrochrome alloy and
slag, and the slag production is 1.1–1.6 ton/ton ferrochrome alloy[17]. Binary compound (magnesium-aluminate spinel) formed byinteraction of MgO and Al2O3 present in the slag offers goodmechanical, chemical and thermal properties both at ambienttion and hosting by Elsevier B.V. All rights reserved.

372 P.H. Kumar et al. / Journal of Asian Ceramic Societies 2 (2014) 371–379
Table 1Particle size and chemical composition of the raw materials.
FC slag (wt.%) Calcined bauxite (wt.%) HAC (wt.%) Calcined alumina (wt.%)
Al2O3 22.21 85 72 99.0SiO2 27.14 8 – 0.007Fe2O3 4.01 3 – 0.016CaO 5.13 – 28 0.005MgO 24.88 – – 0.001TiO2 – 4 – 0.002Cr2O3 12.57 – – –
FC, ferrochrome slag; HAC, high alumina cement.
Table 2Batch composition of ferrochrome slag-based castables.
Sample code FC slag (wt.%) Calcined bauxite (wt.%) HAC (wt.%) Calcined alumina (wt.%)
CA 0 45 40 15 00CA 5 45 40 10 05CA 10 45 40 5 10
F
aa
bwiihigat
lcmrcb
2
2
fatKasar
2
ptcficlg
CA 12 45 40
C, ferrochrome slag; HAC, high alumina cement.
nd elevated temperatures [18–20]. MA spinel is now extensivelypplied in high performance refractory castables [21,22].
Evaluated effects of fine calcined alumina addition in casta-les reduce the permanent linear change. Mullite (3Al2O3–2SiO2),hich is another binary component of this slag-based system,
s formed by reactions of silica glass melt and alumina presentn bauxite. It is a thermodynamically most stable product in theigh-temperature solid-state reaction between silica and baux-
te [23,24]. In situ formed, elongated needle-like mullite crystalsrow with increasing temperature and lock the structure to create
strong refractory bond system improving the mechanical proper-ies of the castable [25,26].
The aim of this work is to prepare conventional castable andow cement castables by utilizing this waste ferrochrome slag, cal-ined bauxite and fine calcined alumina. Use of secondary resourcesakes it possible to solve problems of materials availability; it
educes cost for their extraction, processing and their industrial dis-harge in the atmosphere thereby providing economic and financialenefits to the country as well.
. Materials and experimental procedure
.1. Materials
Calcined bauxite (Shiva Minerals Pvt. Ltd., Rourkela) along witherrochrome slag (byproduct of TATA Ferroalloy, India) was useds aggregate. Details of particle grading and chemical composi-ion are included in Table 1. High alumina cement CA-270 (Almatisolkata, India) is introduced as a hydraulic binder. Fine calcinedlumina (Shiva Minerals Pvt. Ltd., Rourkela, India) was used asuperfine additive. The percentage of aggregates was kept constantt 85% throughout the study. The fine calcined alumina content withespect to high alumina cement (HAC) varied from 0 to 15 wt.%.
.2. Preparation of castables
Conventional and low cement refractory castables are generallyrepared using approximately 15–10 and 3–5 wt.% HAC, respec-ively. The ferrochrome slag and calcined bauxite were used inastable formulation in the present study with small additions of
ne calcined alumina. The formulation (Table 2) shows the detailedomposition with their names. In the first step for castable formu-ation, ferrochrome slag was oven dried, crushed and ground forrading into three groups of coarse (6–2 mm), medium (1–0.5 mm)3 12
and fine (<0.5 mm). The jar and grinding media were of titanium-coated stainless steel material. At one time 250 g of ferrochromeslag material was taken in the jar and ground in a high-energy ballmill for 30 min at 400 rpm. Similarly, it was processed to completethe grinding of complete material. The ground material was thenkept in various selected sieves and set up on the motorized vibro-sieving equipment for grading. The same technique was used forgrinding and grading calcined bauxite material. The particle sizedistribution has an important role in the properties of refractorycastable. Incorrect particle size distribution may cause militancy orthe excess water required by the castables. The particle size dis-tribution of the fine fraction is generally a representation of theflow characteristics. The trials of aggregate proportions were takenin a 1000 cm3 flask filled up to 250 cm3 and vibrated for 30 s andthe packing density calculations were carried out for each trial.Aggregate having highest packing density was chosen for furtheranalysis. The materials were dry mixed in a plastic container for10 min with a spatula and then were taken for sample preparation.Generally, conventional and LCCs require less than 12 and 5 wt.%of water respectively to achieve the desired rheology; therefore,water was added in two steps. The casting was done by adding thefirst two-thirds proportion of water at a time. Then, one-third ofwater was added slowly to get a homogeneous mixing. The wetmixing was performed for up to 5–6 min to achieve proper flow.Immediately after wet mixing, the castable mix was filled into acubic mold (50 mm) made of hard steel. The mold was placed onthe vibrating table filled with the wet mixed castable and the mixeswere vibrated for 10 min, showing better compactness. For eachcomposition, several samples were prepared for laboratory test.The samples were cured in a moisture-saturated environment (95%RH) in a humidity chamber at room temperature for different timeperiods. For firing the samples, they were first oven dried at 110 ◦Cfor 24 h. Fig. 1 shows the pictorial representation of the ferrochromeslag castables. The test samples were fired at 1100 and 1300 ◦Cwith dwell time of 3 h, using an electric furnace at a heating rateof 5 ◦C/min. The furnace was equipped with SiC heating elementand a programmer PID528, manufactured by Selectron Process Con-trols Pvt. Ltd, India. The programmer has the temperature controlaccuracy of ±1 ◦C.
2.3. Characterizations of prepared castables
Preparation of 50 mm cubic and 25 mm × 25 mm × 150 mmcastable briquettes had been the same as published in our previous
P.H. Kumar et al. / Journal of Asian Ceramic Societies 2 (2014) 371–379 373
n of the ferrochrome slag castables.
c(1co0ctblbmisouSMm
3
3t
s((c(aiotpmdfsatoc
Fig. 2. X-ray diffraction pattern of ferrochrome slag-based CA 0 castables fired atdifferent temperatures.
Fig. 1. Pictorial representatio
ontributions [27,28]. They were cured in a humid atmosphereRH > 95%) at 27 ◦C, dried at 110 ◦C and then heat-treated at 800,100 and 1300 ◦C. The apparent porosity (AP), bulk density (BD),old crushing strength (CCS) and cold modulus of rupture (CMOR)f all the castables were determined according to the ASTM C20-0 [29] and ASTM C133-97 [30]. Furthermore, permanent linearhange (PLC) of heat-treated castables was determined accordingo the ASTM C113-02 [31]. Thermal shock resistance (TSR) of casta-les was determined by ASTM C1171-05 standard. The strength
oss is measured by the difference in modulus of rupture (MOR)etween uncycled specimens and the specimens subjected to ther-al cycling [32]. Consequently, samples were analyzed by XRD for
nvestigation of phases present in the matrix of the samples afterintering at different temperatures. X-ray diffraction patterns werebserved using a portable XRD machine (Rigaku, Tokyo, Japan)sing Ni filtered Cu K� radiation operating at 30 mA and 40 kV.intered castables were polished and etched thermally at 1200 ◦C.icrographs were recorded with the help of a scanning electronicroscope (SEM) (INSPECT 50 FEI).
. Results
.1. Phase analysis of the castables at different firingemperatures
Figs. 2–5 show X-ray diffraction (XRD) patterns of ferrochromelag- and bauxite-based castables fired at different temperatures800, 1100 and 1300 ◦C). The corundum (�-Al2O3) and spinelMgAl2O4) phases appear as major crystalline peaks in all theastables. Other phases include anorthite (CaAl2SiO8) and mullite3Al2O3·2SiO2) which are present in small quantities. Formation ofnorthite phase seemingly increases with increasing temperaturen all the castables. At low firing temperatures viz. 800 and 1100 ◦Cnly parental phases are detected which indicates no ceramic reac-ion bonding occurrence. At 1300 ◦C, the appearance of anorthitehase can be described by the reactions taking place between alu-ina, silica and cement [30]. Furthermore, a certain amount of silica
iffused into the solution together with fluxing oxides helped theormation of other metastable silica bearing compounds that wereimilar to anorthite [31]. Mullite phase is also found in all castables,
nd its formation is promoted due to the presence of silica impuri-ies in bauxite, which reacts with fine alumina added. The presencef different impurities in bauxite also helps the densification pro-ess by liquid phase sintering reactions [33].3.2. Microstructural analysis of prepared castables
The microstructural evolution of castables CA 10 and CA 12fired at 1300 ◦C is recorded using the scanning electron micro-scope of cut specimens. Fig. 6 shows the micrograph of CA 10castable and Fig. 7 portrays microplots of CA 12. Here a, b, c andd represent different magnification and scan area of same sample.Microstructure of the castable shows homogeneously embeddedcorundum grains in the matrix which are free from micro-cracks.This is due to transformation of bauxite minerals to corundum.Some lenticular anorthite and needle-shaped mullite crystals arealso distributed from place to place which have been marked byA and M respectively. The presence of acicular mullite creates aninterlocking structure in the castables. This matrix, according topreviously established facts, increases the density, thermal shockand CCS of the castables [34–36]. The matrix also has spinel and
some liquid phase uniformly present which is in conformity withthe XRD patterns of the ferrochrome slag used.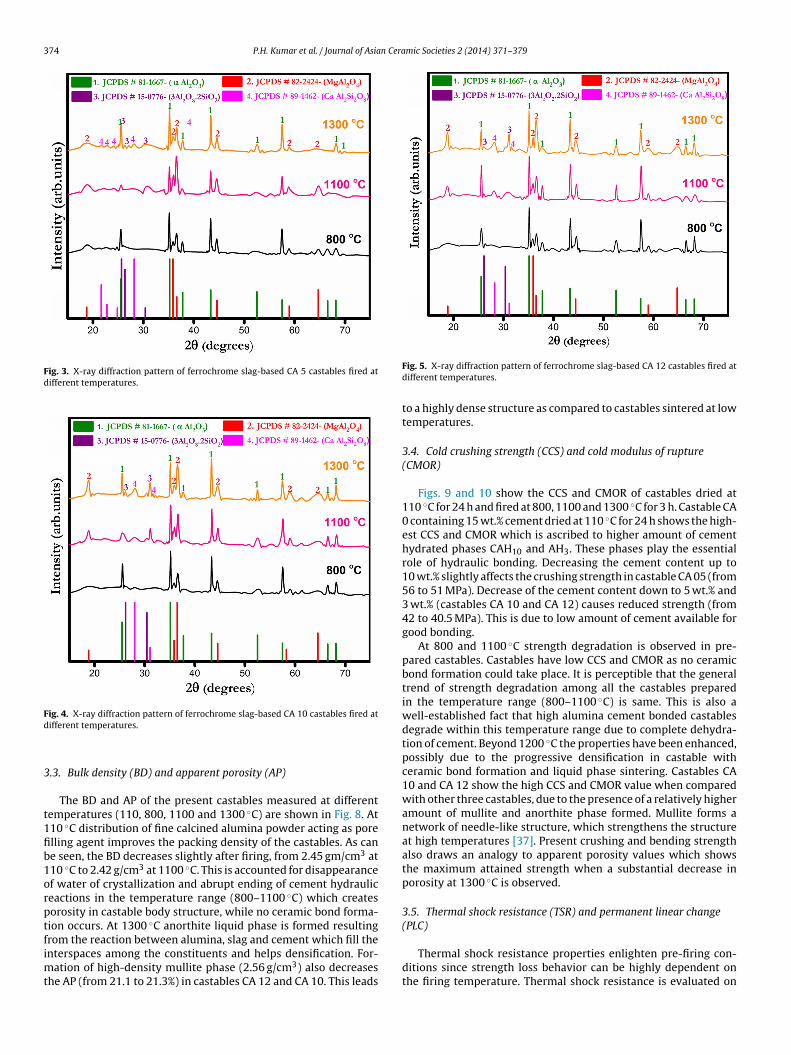
374 P.H. Kumar et al. / Journal of Asian Ceramic Societies 2 (2014) 371–379
Fig. 3. X-ray diffraction pattern of ferrochrome slag-based CA 5 castables fired atdifferent temperatures.
Fd
3
t1fib1orptfimt
Thermal shock resistance properties enlighten pre-firing con-
ig. 4. X-ray diffraction pattern of ferrochrome slag-based CA 10 castables fired atifferent temperatures.
.3. Bulk density (BD) and apparent porosity (AP)
The BD and AP of the present castables measured at differentemperatures (110, 800, 1100 and 1300 ◦C) are shown in Fig. 8. At10 ◦C distribution of fine calcined alumina powder acting as porelling agent improves the packing density of the castables. As cane seen, the BD decreases slightly after firing, from 2.45 gm/cm3 at10 ◦C to 2.42 g/cm3 at 1100 ◦C. This is accounted for disappearancef water of crystallization and abrupt ending of cement hydrauliceactions in the temperature range (800–1100 ◦C) which createsorosity in castable body structure, while no ceramic bond forma-ion occurs. At 1300 ◦C anorthite liquid phase is formed resultingrom the reaction between alumina, slag and cement which fill thenterspaces among the constituents and helps densification. For-
ation of high-density mullite phase (2.56 g/cm3) also decreaseshe AP (from 21.1 to 21.3%) in castables CA 12 and CA 10. This leads
Fig. 5. X-ray diffraction pattern of ferrochrome slag-based CA 12 castables fired atdifferent temperatures.
to a highly dense structure as compared to castables sintered at lowtemperatures.
3.4. Cold crushing strength (CCS) and cold modulus of rupture(CMOR)
Figs. 9 and 10 show the CCS and CMOR of castables dried at110 ◦C for 24 h and fired at 800, 1100 and 1300 ◦C for 3 h. Castable CA0 containing 15 wt.% cement dried at 110 ◦C for 24 h shows the high-est CCS and CMOR which is ascribed to higher amount of cementhydrated phases CAH10 and AH3. These phases play the essentialrole of hydraulic bonding. Decreasing the cement content up to10 wt.% slightly affects the crushing strength in castable CA 05 (from56 to 51 MPa). Decrease of the cement content down to 5 wt.% and3 wt.% (castables CA 10 and CA 12) causes reduced strength (from42 to 40.5 MPa). This is due to low amount of cement available forgood bonding.
At 800 and 1100 ◦C strength degradation is observed in pre-pared castables. Castables have low CCS and CMOR as no ceramicbond formation could take place. It is perceptible that the generaltrend of strength degradation among all the castables preparedin the temperature range (800–1100 ◦C) is same. This is also awell-established fact that high alumina cement bonded castablesdegrade within this temperature range due to complete dehydra-tion of cement. Beyond 1200 ◦C the properties have been enhanced,possibly due to the progressive densification in castable withceramic bond formation and liquid phase sintering. Castables CA10 and CA 12 show the high CCS and CMOR value when comparedwith other three castables, due to the presence of a relatively higheramount of mullite and anorthite phase formed. Mullite forms anetwork of needle-like structure, which strengthens the structureat high temperatures [37]. Present crushing and bending strengthalso draws an analogy to apparent porosity values which showsthe maximum attained strength when a substantial decrease inporosity at 1300 ◦C is observed.
3.5. Thermal shock resistance (TSR) and permanent linear change(PLC)
ditions since strength loss behavior can be highly dependent onthe firing temperature. Thermal shock resistance is evaluated on

P.H. Kumar et al. / Journal of Asian Ceramic Societies 2 (2014) 371–379 375
F mber3
cstcs
T
FTftpcmb1c
ls
%
Fcb
ig. 6. SEM micrographs of castable CA 10 fired at 1300 ◦C for 3 h. Figures with nu0,000× respectively.
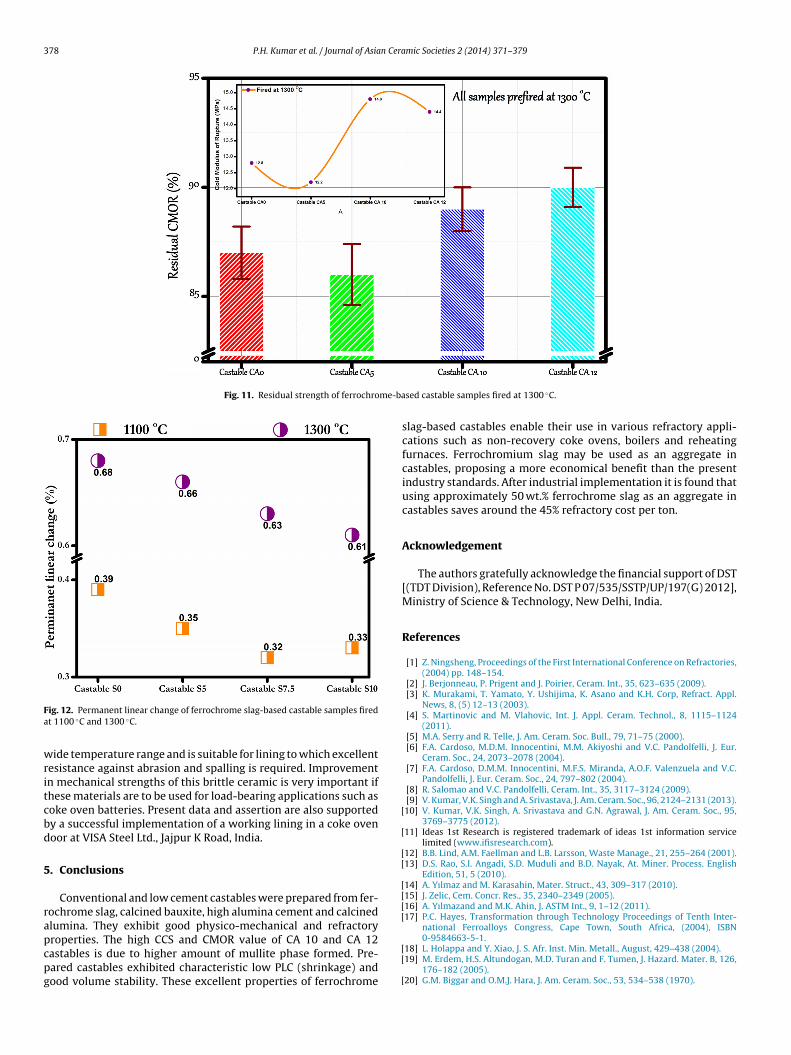
astables heated to a determined temperature (T) followed by sub-equent quenching in water (Twater). After 20 min of water cooling,he residual cold modulus of rupture (CMORr) is measured andompared to the original strength (CCS0). A percentage residualtrength loss is calculated as:
SR = CCS0 − CCSr
CCS0(1)
ig. 11 shows the residual strength of the fired castables (1300 ◦C).hermal shock resistance of materials not only depend on intrinsicactors, such as structure of materials, grain size, shape and dis-ribution of internal defect, but also depended on the macroscopichysical indexes, such as strength, modulus of elasticity, thermalonductivity, thermal expansion coefficient and Poisson’s ratio ofaterials. Good thermal shock resistance is obtained for the casta-
les CA 10 and CA 12 fired at 1300 ◦C. Strength loss for CA 10 and CA2 castables is 11 and 10%, respectively. This is dedicated to aluminaontent and good distribution of the mullite phase formed.
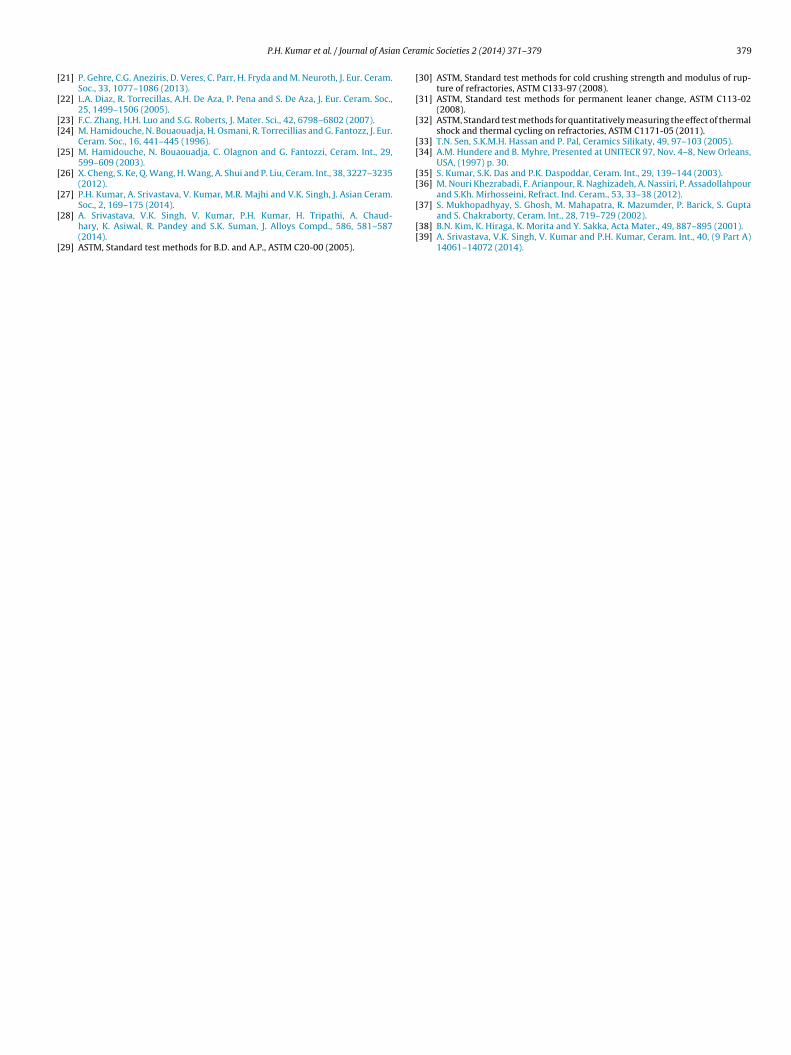
Permanent linear change (PLC) reports the determination of theinear dimensional change of refractories when heated under pre-cribed conditions. PLC was calculated as follows:
PLC = Initial length − final lengthInitial length
× 100 (2)
ig. 12 shows that prepared castables had very limited dimensionalhange when fired at 800 ◦C, 1100 ◦C and 1300 ◦C. All the fired casta-les have less than 0.7% shrinkage.
s a, b, c, and d represent their magnifications, viz., 5000×, 10,000×, 20,000× and
4. Discussion
The nature of crystallization of phases in all compositions wasstrongly dependent on sintering temperature which was reflectedin the obtained data of X-ray diffraction patterns. In all samples,layered alumino-silicate anorthite (CaAl2Si2O8) phase is observedat high temperatures. When Al substitutes for Si in the net-work, the appropriate ratio for determining the structure willbe O/(A1 + Si) ratio. In case of anorthite the ratio O/(A1 + Si) is2; and a three-dimensional structure is observed. As a result ofthis three-dimensionality, its melting point is high (1550 ◦C). Thisresult is in good agreement with high mechanical strengths offormulated castables. The observed porosity of these materialsmay be explained by sintering theory. According to this theory,densification and subsequent shrinkage of a compacted pow-der are achieved by the transport of material from the contactarea between grains through a thin liquid film to the off-contactneck region in final state sintering [38]. This process results ina continuous reduction in pore size and a continuous changein grain shape that should become increasingly anhedral untilthe pore is sharply reduced. High-temperature tensile ductility infine-grained pure Al2O3 is an extensively researched phenomenawhich is enriched by small amounts of secondary phases. Forenhancement of this phenomenon, suppression of alumina grain
growth and co-dispersion of spinel, magnesia or zirconia parti-cle is required [39]. The pre-formed spinel, as observed throughXRD patterns (Figs. 2–5), here acts as dispersive agent in fine cal-cined alumina. Due to this superplastic behavior, rise in the bending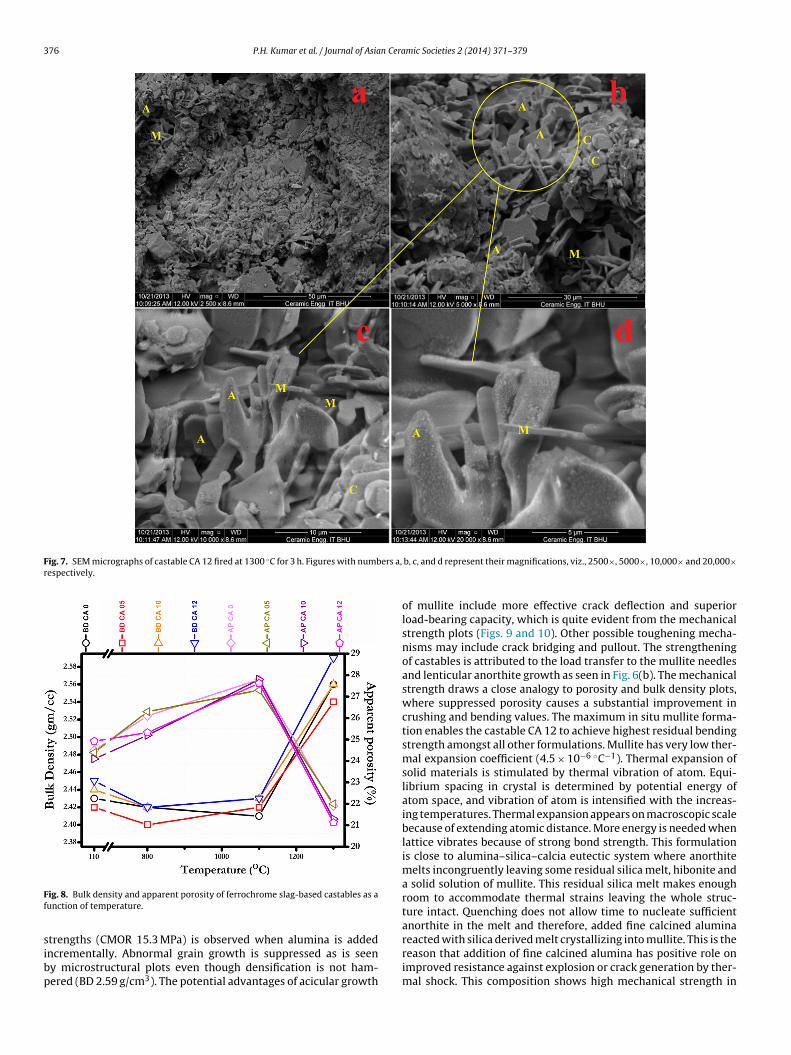
376 P.H. Kumar et al. / Journal of Asian Ceramic Societies 2 (2014) 371–379
Fig. 7. SEM micrographs of castable CA 12 fired at 1300 ◦C for 3 h. Figures with numbers a,respectively.
Ff
sibp
ig. 8. Bulk density and apparent porosity of ferrochrome slag-based castables as aunction of temperature.
trengths (CMOR 15.3 MPa) is observed when alumina is addedncrementally. Abnormal grain growth is suppressed as is seeny microstructural plots even though densification is not ham-ered (BD 2.59 g/cm3). The potential advantages of acicular growth
b, c, and d represent their magnifications, viz., 2500×, 5000×, 10,000× and 20,000×
of mullite include more effective crack deflection and superiorload-bearing capacity, which is quite evident from the mechanicalstrength plots (Figs. 9 and 10). Other possible toughening mecha-nisms may include crack bridging and pullout. The strengtheningof castables is attributed to the load transfer to the mullite needlesand lenticular anorthite growth as seen in Fig. 6(b). The mechanicalstrength draws a close analogy to porosity and bulk density plots,where suppressed porosity causes a substantial improvement incrushing and bending values. The maximum in situ mullite forma-tion enables the castable CA 12 to achieve highest residual bendingstrength amongst all other formulations. Mullite has very low ther-mal expansion coefficient (4.5 × 10−6 ◦C−1). Thermal expansion ofsolid materials is stimulated by thermal vibration of atom. Equi-librium spacing in crystal is determined by potential energy ofatom space, and vibration of atom is intensified with the increas-ing temperatures. Thermal expansion appears on macroscopic scalebecause of extending atomic distance. More energy is needed whenlattice vibrates because of strong bond strength. This formulationis close to alumina–silica–calcia eutectic system where anorthitemelts incongruently leaving some residual silica melt, hibonite anda solid solution of mullite. This residual silica melt makes enoughroom to accommodate thermal strains leaving the whole struc-ture intact. Quenching does not allow time to nucleate sufficientanorthite in the melt and therefore, added fine calcined alumina
reacted with silica derived melt crystallizing into mullite. This is thereason that addition of fine calcined alumina has positive role onimproved resistance against explosion or crack generation by ther-mal shock. This composition shows high mechanical strength in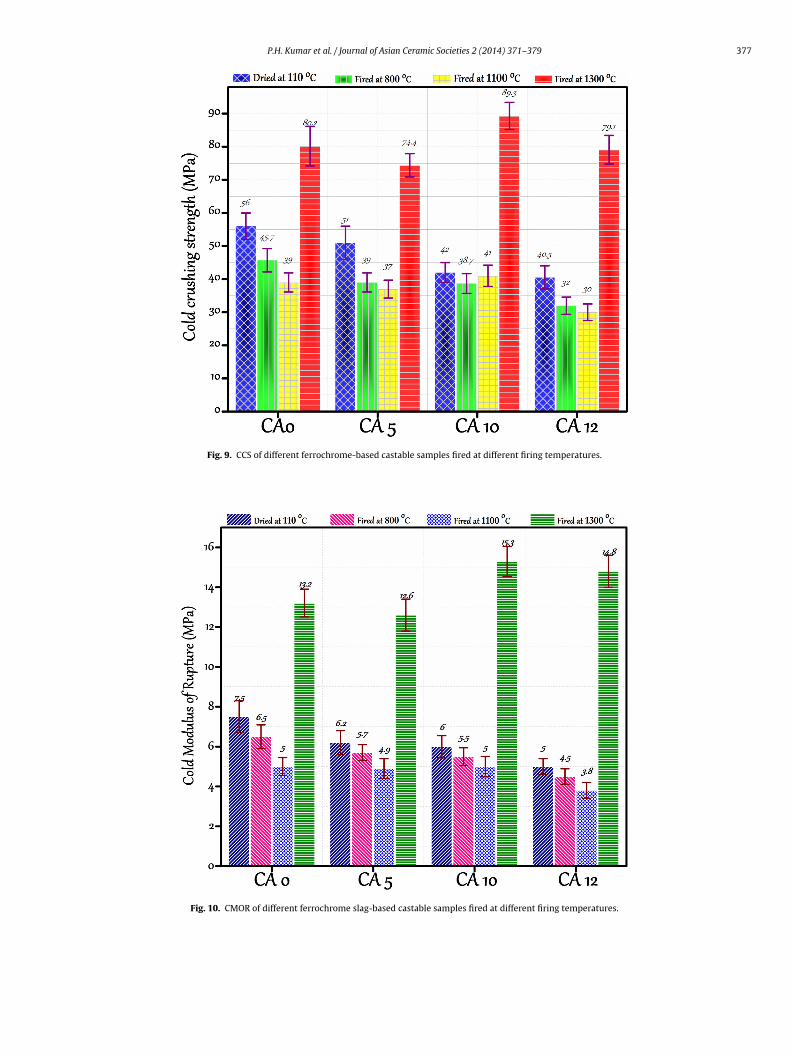
P.H. Kumar et al. / Journal of Asian Ceramic Societies 2 (2014) 371–379 377
Fig. 9. CCS of different ferrochrome-based castable samples fired at different firing temperatures.
Fig. 10. CMOR of different ferrochrome slag-based castable samples fired at different firing temperatures.
378 P.H. Kumar et al. / Journal of Asian Ceramic Societies 2 (2014) 371–379
Fig. 11. Residual strength of ferrochrome-ba
Fa
writcbd
5
rapcpg
[
[
[[
[[[[
ig. 12. Permanent linear change of ferrochrome slag-based castable samples firedt 1100 ◦C and 1300 ◦C.
ide temperature range and is suitable for lining to which excellentesistance against abrasion and spalling is required. Improvementn mechanical strengths of this brittle ceramic is very important ifhese materials are to be used for load-bearing applications such asoke oven batteries. Present data and assertion are also supportedy a successful implementation of a working lining in a coke ovenoor at VISA Steel Ltd., Jajpur K Road, India.
. Conclusions
Conventional and low cement castables were prepared from fer-ochrome slag, calcined bauxite, high alumina cement and calcinedlumina. They exhibit good physico-mechanical and refractory
roperties. The high CCS and CMOR value of CA 10 and CA 12astables is due to higher amount of mullite phase formed. Pre-ared castables exhibited characteristic low PLC (shrinkage) andood volume stability. These excellent properties of ferrochrome[[
[
sed castable samples fired at 1300 ◦C.
slag-based castables enable their use in various refractory appli-cations such as non-recovery coke ovens, boilers and reheatingfurnaces. Ferrochromium slag may be used as an aggregate incastables, proposing a more economical benefit than the presentindustry standards. After industrial implementation it is found thatusing approximately 50 wt.% ferrochrome slag as an aggregate incastables saves around the 45% refractory cost per ton.
Acknowledgement
The authors gratefully acknowledge the financial support of DST[(TDT Division), Reference No. DST P 07/535/SSTP/UP/197(G) 2012],Ministry of Science & Technology, New Delhi, India.
References
[1] Z. Ningsheng, Proceedings of the First International Conference on Refractories,(2004) pp. 148–154.
[2] J. Berjonneau, P. Prigent and J. Poirier, Ceram. Int., 35, 623–635 (2009).[3] K. Murakami, T. Yamato, Y. Ushijima, K. Asano and K.H. Corp, Refract. Appl.
News, 8, (5) 12–13 (2003).[4] S. Martinovic and M. Vlahovic, Int. J. Appl. Ceram. Technol., 8, 1115–1124
(2011).[5] M.A. Serry and R. Telle, J. Am. Ceram. Soc. Bull., 79, 71–75 (2000).[6] F.A. Cardoso, M.D.M. Innocentini, M.M. Akiyoshi and V.C. Pandolfelli, J. Eur.
Ceram. Soc., 24, 2073–2078 (2004).[7] F.A. Cardoso, D.M.M. Innocentini, M.F.S. Miranda, A.O.F. Valenzuela and V.C.
Pandolfelli, J. Eur. Ceram. Soc., 24, 797–802 (2004).[8] R. Salomao and V.C. Pandolfelli, Ceram. Int., 35, 3117–3124 (2009).[9] V. Kumar, V.K. Singh and A. Srivastava, J. Am. Ceram. Soc., 96, 2124–2131 (2013).10] V. Kumar, V.K. Singh, A. Srivastava and G.N. Agrawal, J. Am. Ceram. Soc., 95,
3769–3775 (2012).11] Ideas 1st Research is registered trademark of ideas 1st information service
limited (www.ifisresearch.com).12] B.B. Lind, A.M. Faellman and L.B. Larsson, Waste Manage., 21, 255–264 (2001).13] D.S. Rao, S.I. Angadi, S.D. Muduli and B.D. Nayak, At. Miner. Process. English
Edition, 51, 5 (2010).14] A. Yılmaz and M. Karasahin, Mater. Struct., 43, 309–317 (2010).15] J. Zelic, Cem. Concr. Res., 35, 2340–2349 (2005).16] A. Yılmazand and M.K. Ahin, J. ASTM Int., 9, 1–12 (2011).17] P.C. Hayes, Transformation through Technology Proceedings of Tenth Inter-
national Ferroalloys Congress, Cape Town, South Africa, (2004), ISBN
0-9584663-5-1.18] L. Holappa and Y. Xiao, J. S. Afr. Inst. Min. Metall., August, 429–438 (2004).19] M. Erdem, H.S. Altundogan, M.D. Turan and F. Tumen, J. Hazard. Mater. B, 126,
176–182 (2005).20] G.M. Biggar and O.M.J. Hara, J. Am. Ceram. Soc., 53, 534–538 (1970).
n Cera
[
[
[[
[
[
[
[
[
[
[
[
[[
[[
P.H. Kumar et al. / Journal of Asia
21] P. Gehre, C.G. Aneziris, D. Veres, C. Parr, H. Fryda and M. Neuroth, J. Eur. Ceram.Soc., 33, 1077–1086 (2013).
22] L.A. Diaz, R. Torrecillas, A.H. De Aza, P. Pena and S. De Aza, J. Eur. Ceram. Soc.,25, 1499–1506 (2005).
23] F.C. Zhang, H.H. Luo and S.G. Roberts, J. Mater. Sci., 42, 6798–6802 (2007).24] M. Hamidouche, N. Bouaouadja, H. Osmani, R. Torrecillias and G. Fantozz, J. Eur.
Ceram. Soc., 16, 441–445 (1996).25] M. Hamidouche, N. Bouaouadja, C. Olagnon and G. Fantozzi, Ceram. Int., 29,
599–609 (2003).26] X. Cheng, S. Ke, Q. Wang, H. Wang, A. Shui and P. Liu, Ceram. Int., 38, 3227–3235
(2012).27] P.H. Kumar, A. Srivastava, V. Kumar, M.R. Majhi and V.K. Singh, J. Asian Ceram.
Soc., 2, 169–175 (2014).28] A. Srivastava, V.K. Singh, V. Kumar, P.H. Kumar, H. Tripathi, A. Chaud-
hary, K. Asiwal, R. Pandey and S.K. Suman, J. Alloys Compd., 586, 581–587(2014).
29] ASTM, Standard test methods for B.D. and A.P., ASTM C20-00 (2005).
[
[[
mic Societies 2 (2014) 371–379 379
30] ASTM, Standard test methods for cold crushing strength and modulus of rup-ture of refractories, ASTM C133-97 (2008).
31] ASTM, Standard test methods for permanent leaner change, ASTM C113-02(2008).
32] ASTM, Standard test methods for quantitatively measuring the effect of thermalshock and thermal cycling on refractories, ASTM C1171-05 (2011).
33] T.N. Sen, S.K.M.H. Hassan and P. Pal, Ceramics Silikaty, 49, 97–103 (2005).34] A.M. Hundere and B. Myhre, Presented at UNITECR 97, Nov. 4–8, New Orleans,
USA, (1997) p. 30.35] S. Kumar, S.K. Das and P.K. Daspoddar, Ceram. Int., 29, 139–144 (2003).36] M. Nouri Khezrabadi, F. Arianpour, R. Naghizadeh, A. Nassiri, P. Assadollahpour
and S.Kh. Mirhosseini, Refract. Ind. Ceram., 53, 33–38 (2012).
37] S. Mukhopadhyay, S. Ghosh, M. Mahapatra, R. Mazumder, P. Barick, S. Guptaand S. Chakraborty, Ceram. Int., 28, 719–729 (2002).38] B.N. Kim, K. Hiraga, K. Morita and Y. Sakka, Acta Mater., 49, 887–895 (2001).39] A. Srivastava, V.K. Singh, V. Kumar and P.H. Kumar, Ceram. Int., 40, (9 Part A)
14061–14072 (2014).
Related Documents











