INVESTIGATION ON THE STEEL PREHEATING EFFECTS ON THE ALUMINIUM-STEEL WELDING MUHAMMAD NABIL BIN ABDUL RAZAK Report submitted in partial fulfillment of the requirements for the award of the degree of Bachelor of Mechanical Engineering Faculty of Mechanical Engineering UNIVERSITI MALAYSIA PAHANG June 2013

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

INVESTIGATION ON THE STEEL PREHEATING EFFECTS ON THE
ALUMINIUM-STEEL WELDING
MUHAMMAD NABIL BIN ABDUL RAZAK
Report submitted in partial fulfillment of the requirements for the award of the degree of
Bachelor of Mechanical Engineering
Faculty of Mechanical Engineering
UNIVERSITI MALAYSIA PAHANG
June 2013

v
ABSTRACT
Dissimilar welding or Tailor Welded Blanks (TWBs) joint is defined as two or
more sheets with equal or different materials, thickness, strength, or surface coatings are
welded together. The objective of this project is to investigate the effect of heat
treatment on the weld joints quality and determine the mechanical properties of the
steel-aluminium weld joint. Aluminium alloy AA 6061 was welded with stainless steel
SUS 304 in the thickness range of 2mm in lap joint configuration. Among the process
parameters varied were filler metal and preheating temperature. By metallurgy cross
sections, hardness test and tensile test, the effect of those process parameters on joint
properties such as welding joint hardness, macrostructure defect and tensile strength
could be elucidated. Based on the results, the penetration of stainless steel with
aluminium alloy occurs when the preheating process is applied. Sample C yield the best
result in hardness with value at 830HV and 19.91 Mpa in tensile test. The optimum
temperature for preheating is 85ºC and by using ER 4043 filler metal.

vi
ABSTRAK
Kimpalan berbeza atau Tailor Welded Blanks (TWBs) sambungan didefinisikan
sebagai dua atau lebih kepingan dengan sama atau berbeza bahan, ketebalan, kekuatan,
atau lapisan permukaan yang dikimpalkan bersama. Objektif projek ini adalah untuk
menyiasat kualiti kesan dari pemanasan dan sifat-sifat mekanikal sambungan aluminium
keluli. Aloi aluminium AA 6061telah di kimpal dengan keluli tahan karat SUS 304
dalam julat ketebalan 2mm dengan tata rajah sambungan tindih. Antara parameter yang
dipelbagaikan merupakan logam pengisi dan suhu pemanasan awal. Dengan keratan
rentas metalurgi, ujian ketahanan, kesan dari parameter yang pelbagai, kecacatan
makrostruktur dapat dilihat dan dijelaskan. Berdasarkan keputusan kajian, penembusan
keluli tahan karat terhadap aloi aluminium terjadi semasa proses pemanasan awal di
aplikasikan. Sampel C menunjukkan keputusan terbaik melalui ujian kekerasan dengan
nilai 850HV dan nilai ujian ketahanan iaitu 19.91 Mpa. Suhu pemanasan awal yang
optimum adalah 85ºC dan dengan menggunakan logam pengisi ER 4043.
vii
TABLE OF CONTENTS
Page
SUPERVISOR’S DECLARATION ii
STUDENT’S DECLARATION iii
ACKNOWLEDGEMENTS iv
ABSTRACT v
ABSTRAK vi
TABLE OF CONTENTS vii
LIST OF TABLES xi
LIST OF FIGURES xii
LIST OF SYMBOLS xiv
LIST OF ABBREVIATIONS xvi
CHAPTER 1 INTRODUCTION
1.1 Introduction 1
1.2 Problem Statement 2
1.3 Objectives of the Research 3
1.4 Scopes of the Research 3
viii
CHAPTER 2 LITERATURE REVIEW
2.1 Automotive Industry 4
2.2 Welded Part 5
2.3 Welding Types 6
2.4 Gas Tungsten Arc Welding 7
2.5 Heat Treatment (Preheating) 9
2.6 Aluminium 6061 10
2.7 Stainless Steel 12
CHAPTER 3 METHODOLOGY
3.1 Introduction 13
3.2 Material Selection 13
3.2.1 Aluminium 13
3.2.2 Stainless Steel 15
3.2.3 Filler Metals 16
3.3 Dimensions and Position of Specimens 17
3.4 Fabrication Process 18
3.4.1 Process Involve 18
3.4.1.1 Measuring and Cutting 18
3.4.1.2 Joining Process 19
3.5 Specimen’s Mechanical Properties 21
ix
3.5.1 Tensile test 21
3.5.1.1 The Tensile Test Specimen 23
3.5.2 Hardness Test 23
3.6 Microstructure and Phase Composition Analysis 25
3.6.1 Cold Mounting 25
3.6.2 Grinding 25
3.6.3 Polishing 26
3.6.4 Etching 27
3.6.5 Analysis of Microstructure 28
3.7 Flow Chart 29
CHAPTER 4 RESULTS AND DISCUSSION
4.1 Introduction 30
4.2 Appearance and macrostructure 30
4.2.1 Group 1: With ER 4043 filler metal 30
4.2.2 Group 2: With ER 4047 filler metal 32
4.3 Microstructure of the welding joints 36
4.3.1 Group 1: Without preheating process 36
4.3.2 Group 2: 85ºC preheating process 37
4.3.3 Group 3: 150ºC preheating process 38
4.4 Hardness distribution test 42
4.4.1 Group 1: Without preheating process 42
4.4.2 Group 2: 85ºC preheating process 43
4.4.3 Group 3: 150ºC preheating process 44
x
4.5 Mechanical properties 46
CHAPTER 5 CONCLUSION AND RECOMMENDATION
5.1 Introduction 48
5.2 Conclusion 48
5.3 Recommendation 49
5.3.1 Cracks 49
5.3.2 Cold cracking 49
5.3.3 Pre-heating 50
5.3.4 Post Weld Heat Treatment (PWHT) 50
REFERENCES 51
APPENDICES 54
A Without preheat properties table 54
B 85ºC preheat properties table 54
C 150ºC preheat properties table 55
xi
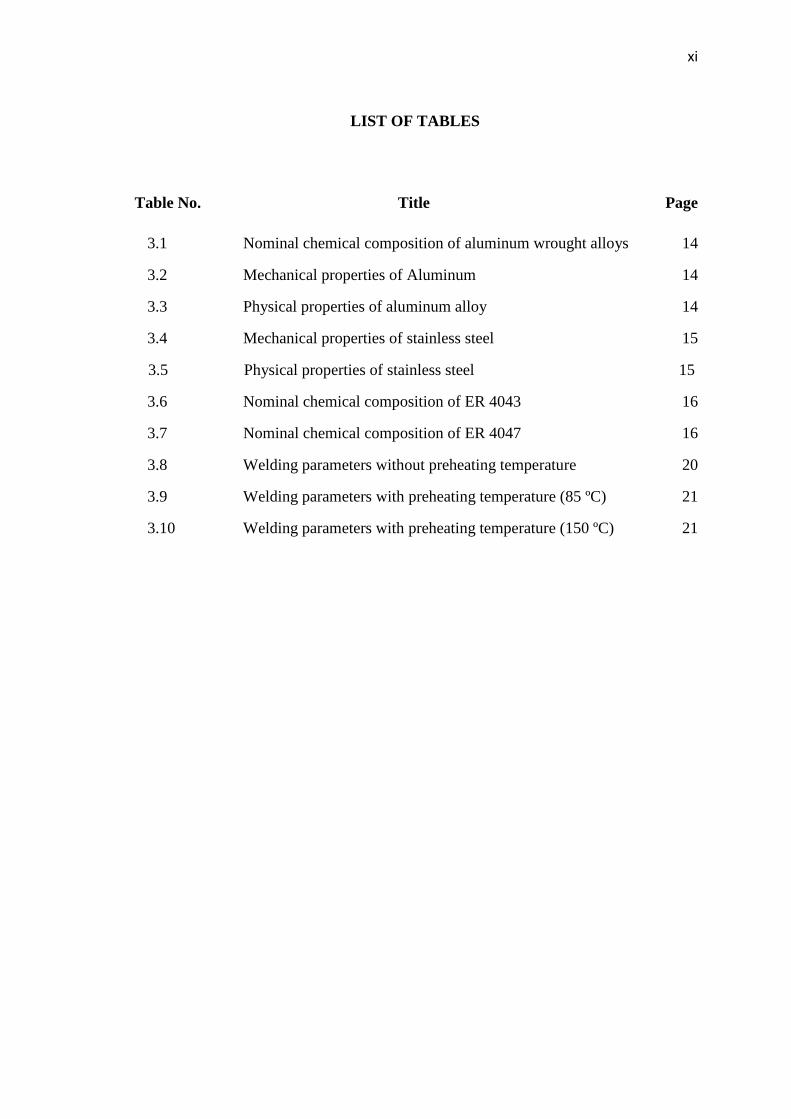
LIST OF TABLES
Table No. Title Page
3.1 Nominal chemical composition of aluminum wrought alloys 14
3.2 Mechanical properties of Aluminum 14
3.3 Physical properties of aluminum alloy 14
3.4 Mechanical properties of stainless steel 15
3.5 Physical properties of stainless steel 15
3.6 Nominal chemical composition of ER 4043 16
3.7 Nominal chemical composition of ER 4047 16
3.8 Welding parameters without preheating temperature 20
3.9 Welding parameters with preheating temperature (85 ºC) 21
3.10 Welding parameters with preheating temperature (150 ºC) 21
xii
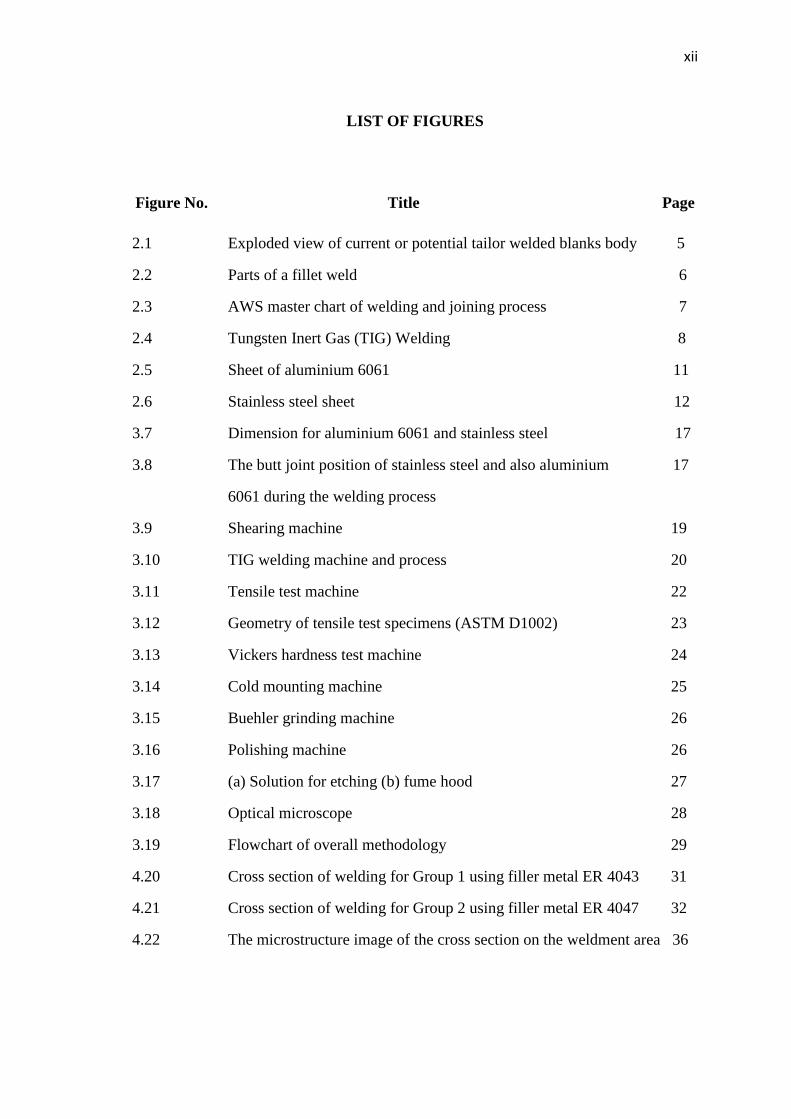
LIST OF FIGURES
Figure No. Title Page
2.1 Exploded view of current or potential tailor welded blanks body 5
2.2 Parts of a fillet weld 6
2.3 AWS master chart of welding and joining process 7
2.4 Tungsten Inert Gas (TIG) Welding 8
2.5 Sheet of aluminium 6061 11
2.6 Stainless steel sheet 12
3.7 Dimension for aluminium 6061 and stainless steel 17
3.8 The butt joint position of stainless steel and also aluminium 17
6061 during the welding process
3.9 Shearing machine 19
3.10 TIG welding machine and process 20
3.11 Tensile test machine 22
3.12 Geometry of tensile test specimens (ASTM D1002) 23
3.13 Vickers hardness test machine 24
3.14 Cold mounting machine 25
3.15 Buehler grinding machine 26
3.16 Polishing machine 26
3.17 (a) Solution for etching (b) fume hood 27
3.18 Optical microscope 28
3.19 Flowchart of overall methodology 29
4.20 Cross section of welding for Group 1 using filler metal ER 4043 31
4.21 Cross section of welding for Group 2 using filler metal ER 4047 32
4.22 The microstructure image of the cross section on the weldment area 36
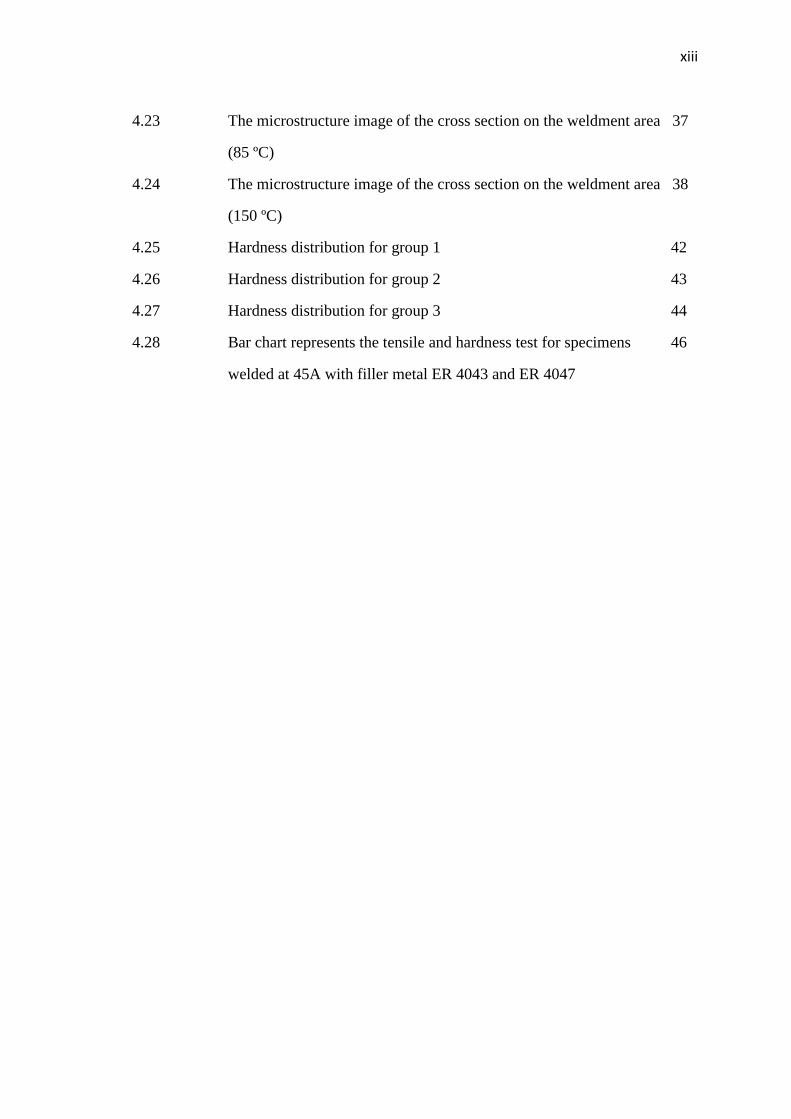
xiii
4.23 The microstructure image of the cross section on the weldment area 37
(85 ºC)
4.24 The microstructure image of the cross section on the weldment area 38
(150 ºC)
4.25 Hardness distribution for group 1 42
4.26 Hardness distribution for group 2 43
4.27 Hardness distribution for group 3 44
4.28 Bar chart represents the tensile and hardness test for specimens 46
welded at 45A with filler metal ER 4043 and ER 4047
xiv
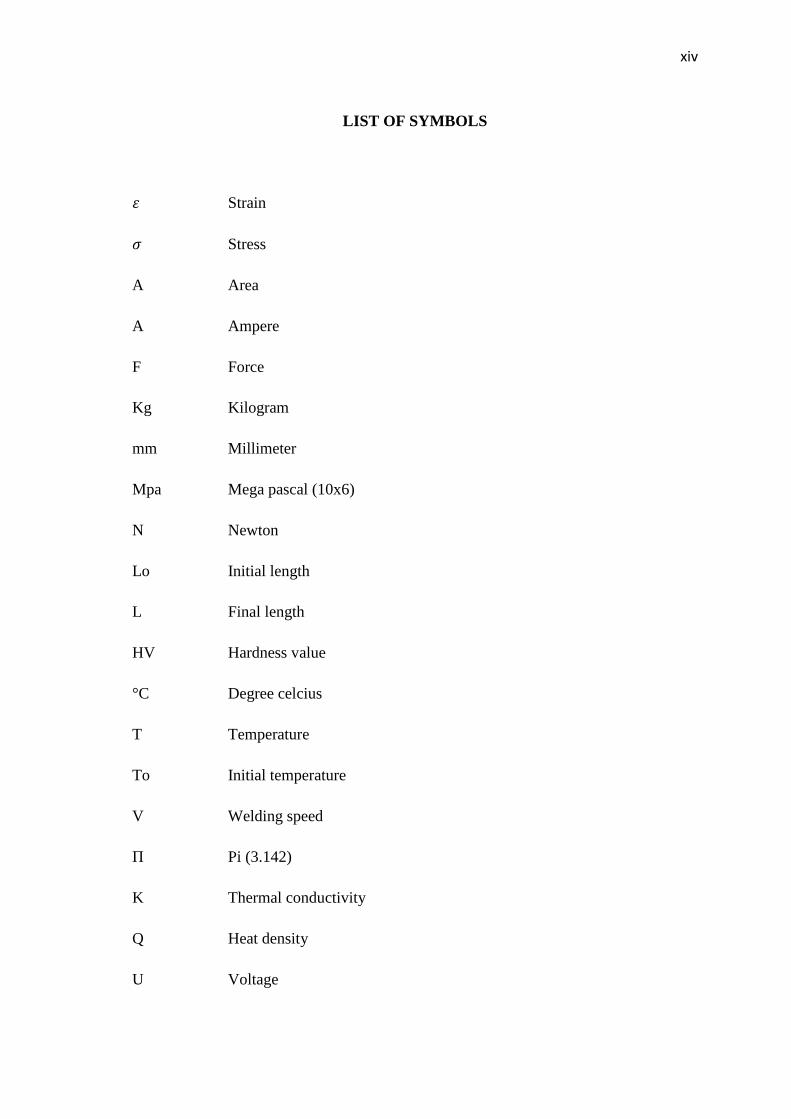
LIST OF SYMBOLS
Strain
Stress
A Area
A Ampere
F Force
Kg Kilogram
mm Millimeter
Mpa Mega pascal (10x6)
N Newton
Lo Initial length
L Final length
HV Hardness value
°C Degree celcius
T Temperature
To Initial temperature
V Welding speed
Π Pi (3.142)
K Thermal conductivity
Q Heat density
U Voltage
xv
I Current
s Seconds
% Percentage
xvi
LIST OF ABBREVIATIONS
TIG Tungsten Inert Gas
AC Alternating current
DC Direct current
TWBs Tailor Welded Blanks
GTAW Gas Tungsten Arc Welding
HAZ Heat Affected Zone
UMP Universiti Malaysia Pahang
IMC Intermetallic compound
PPE Personal protective equipment
ASTM American Standard Test Method
CHAPTER 1
INTRODUCTION
1.1 INTRODUCTION
Welding is the most common method of joining two or more pieces of metal to
make them act as a single piece. It allows us to produce a monolithic structure (formed a
single structure) that is strong in all directions (Helzer, 2005). Welding is used to join
all the commercial metals, alloys and to join metals of different types and strength.
Welding and joining process can be divided into 7 main types. There are arc welding
(AW), resistance welding (RW), soldering (S), solid state-welding (SSW), oxyfuel gas
welding (OFW), brazing (B), other type of welding and joining process (adhesive
bonding, flow brazing, flow welding). Nowadays, we are trying to produce an
improvement in welding process known as Tailor Welded Blanks (TWBs).
TWBs is the process where two or more materials with similar or different
strengths or thicknesses joined together to form a single part before the forming
operation. TWBs can be performed in any type of welding process. The common
method used to perform this dissimilar welding is arc welding (AW). Gas tungsten arc
welding (GTAW) is one type of arc welding that can be use in order to perform this
task. GTAW uses a non consumable electrode that does not melt in the arc, and filler
metal is added separately to the welding.
2
1.2 PROBLEM STATEMENT
There are so many advantages of TWBs. Automakers are using tailor-welded
blanks to make cars safer, lighter, and more environmentally efficient and tailored
blanks have become the future of automaking. Vehicle weight savings, part-count
reduction, an improved stiffness/weight ratio, enhanced crash energy management, and
an overall reduction in manufacturing costs are the results of TWBs (Sierra, 2008).
Even so, the dissimilar welding still has the drawbacks. The main problem that most of
the welder faces in order to performed TWBs is that the joints obtained between the
stainless steel-aluminium alloys are not strong enough. This problem happened due to
the different mechanical properties that is melting point of each material and most of all
because the near zero solubility of iron in aluminium (Sierra, 2008). This two major
problem has lead to the formation of brittle intermetallic compound (IMC) inside the
transition zone which increased the weakness of the joint. In order to overcome these
problems and produce a sound joint between these materials, a method of preheating the
material and different type of filler metal is proposed.
Preheating involves raising the temperature of the parent material (stainless
steel) on the joint side to a value above ambient temperature (Croft, 2003). Based on
previous research formed by Aida Syamsiah bt Mohd Yusof (ME 08061), this
preheating method had showed us a promising results to achieve a sound joint between
stainless steel-aluminium alloys dissimilar welding joint (Aida, 2011). This research had
been continued to improve the results obtained by Aida by making some modification
regarding on the temperature of the preheating involved. This research looks into the
effect of preheating of the stainless steel and its effect on the joints quality. This
research also will investigate the relationship between different type of filler metal used
and the mechanical properties gained. All specimens will be investigating regarding on
the mechanical properties of the weld joint.
3
1.3 OBJECTIVES
The main objectives of this study are as follows:
i. Fabrication of welded stainless steel to aluminium alloys sheets using
different fillers and with the help of steel preheating.
ii. To investigate the mechanical properties of dissimilar stainless steel to
aluminium alloys lap joint welding with the preheating of steel.
iii. To investigate the microstructure of the welded part formed between stainless
steel-aluminium alloys weld.
1.4 PROJECT SCOPE
The main scopes of this study are as follows:
i. Fabrication of welded stainless steel to aluminium alloys sheets using different
fillers and with the help of steel preheating.
ii. Investigate the heat treatment (preheat) and type of filler metal used on the
strength of the welded part joints by using Vickers hardness test and also tensile
test.
iii. Investigate the microstructure of the welded part by using optical microscope
and to compare the mechanical properties of the welded part relation with the
type of filler metal used.
CHAPTER 2
LITERATURE REVIEW
2.1 AUTOMOTIVE INDUSTRY
Nowadays, the automotive are trying to produces cars that has a very low fuel
consumption in order to follow the anti pollution standard and also to attract the buyers.
This goal can mostly be achieved by producing lightweight vehicles. But, the car needs
to maintain their body strength and must be high in endurance. No wonder that
automotive industries nowadays are using several methods for example like high
strength steel and light metal such as aluminium to make car are being investigated.
Automakers are using tailor-welded blanks to make cars safer, lighter, and more
environmentally efficient and tailored blanks have become the future of automaking
TWBs is the process where two or more materials with similar or different strengths or
thicknesses joined together to form a single part before the forming operation. Figure 1
shows the usage of TWB in automotive industry.
5
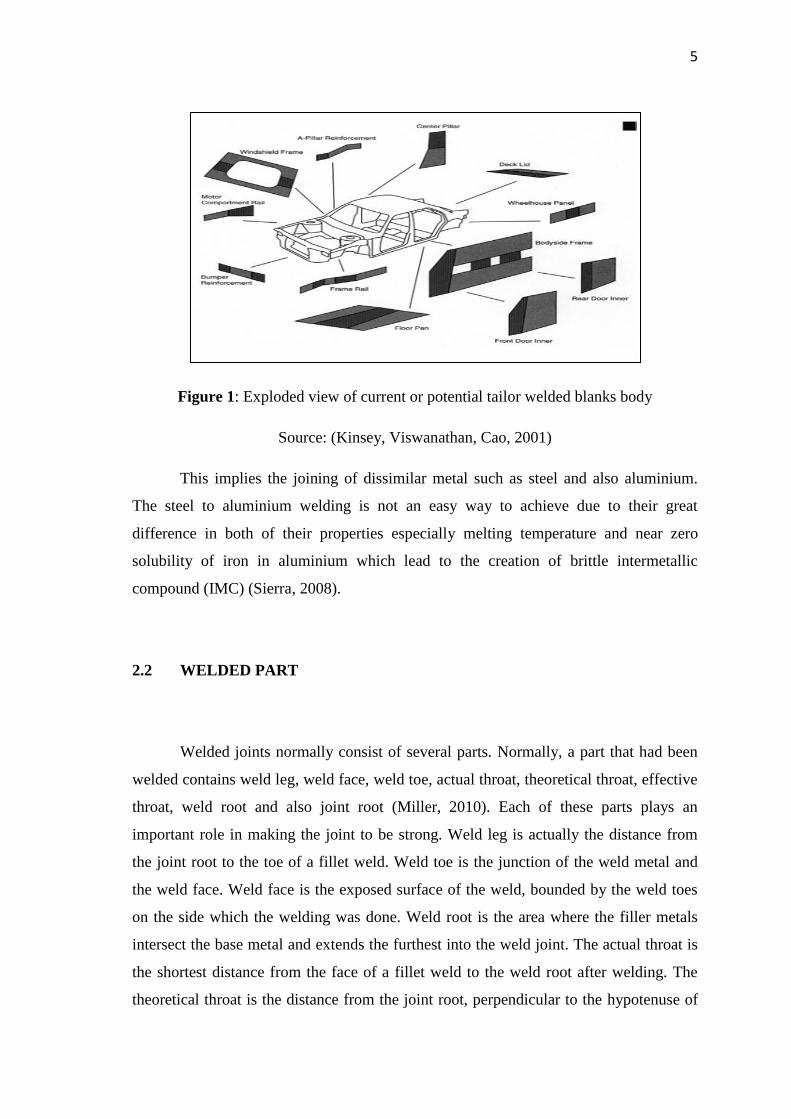
Figure 1: Exploded view of current or potential tailor welded blanks body
Source: (Kinsey, Viswanathan, Cao, 2001)
This implies the joining of dissimilar metal such as steel and also aluminium.
The steel to aluminium welding is not an easy way to achieve due to their great
difference in both of their properties especially melting temperature and near zero
solubility of iron in aluminium which lead to the creation of brittle intermetallic
compound (IMC) (Sierra, 2008).
2.2 WELDED PART
Welded joints normally consist of several parts. Normally, a part that had been
welded contains weld leg, weld face, weld toe, actual throat, theoretical throat, effective
throat, weld root and also joint root (Miller, 2010). Each of these parts plays an
important role in making the joint to be strong. Weld leg is actually the distance from
the joint root to the toe of a fillet weld. Weld toe is the junction of the weld metal and
the weld face. Weld face is the exposed surface of the weld, bounded by the weld toes
on the side which the welding was done. Weld root is the area where the filler metals
intersect the base metal and extends the furthest into the weld joint. The actual throat is
the shortest distance from the face of a fillet weld to the weld root after welding. The
theoretical throat is the distance from the joint root, perpendicular to the hypotenuse of
6
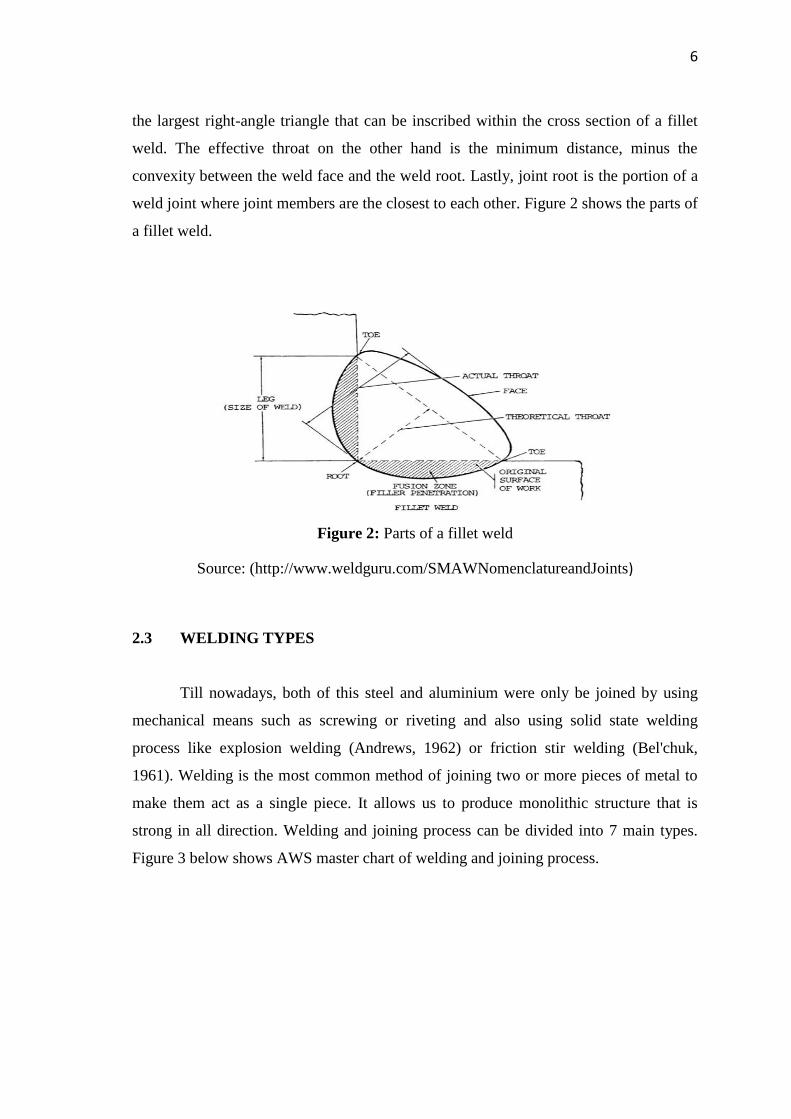
the largest right-angle triangle that can be inscribed within the cross section of a fillet
weld. The effective throat on the other hand is the minimum distance, minus the
convexity between the weld face and the weld root. Lastly, joint root is the portion of a
weld joint where joint members are the closest to each other. Figure 2 shows the parts of
a fillet weld.
Figure 2: Parts of a fillet weld
Source: (http://www.weldguru.com/SMAWNomenclatureandJoints)
2.3 WELDING TYPES
Till nowadays, both of this steel and aluminium were only be joined by using
mechanical means such as screwing or riveting and also using solid state welding
process like explosion welding (Andrews, 1962) or friction stir welding (Bel'chuk,
1961). Welding is the most common method of joining two or more pieces of metal to
make them act as a single piece. It allows us to produce monolithic structure that is
strong in all direction. Welding and joining process can be divided into 7 main types.
Figure 3 below shows AWS master chart of welding and joining process.
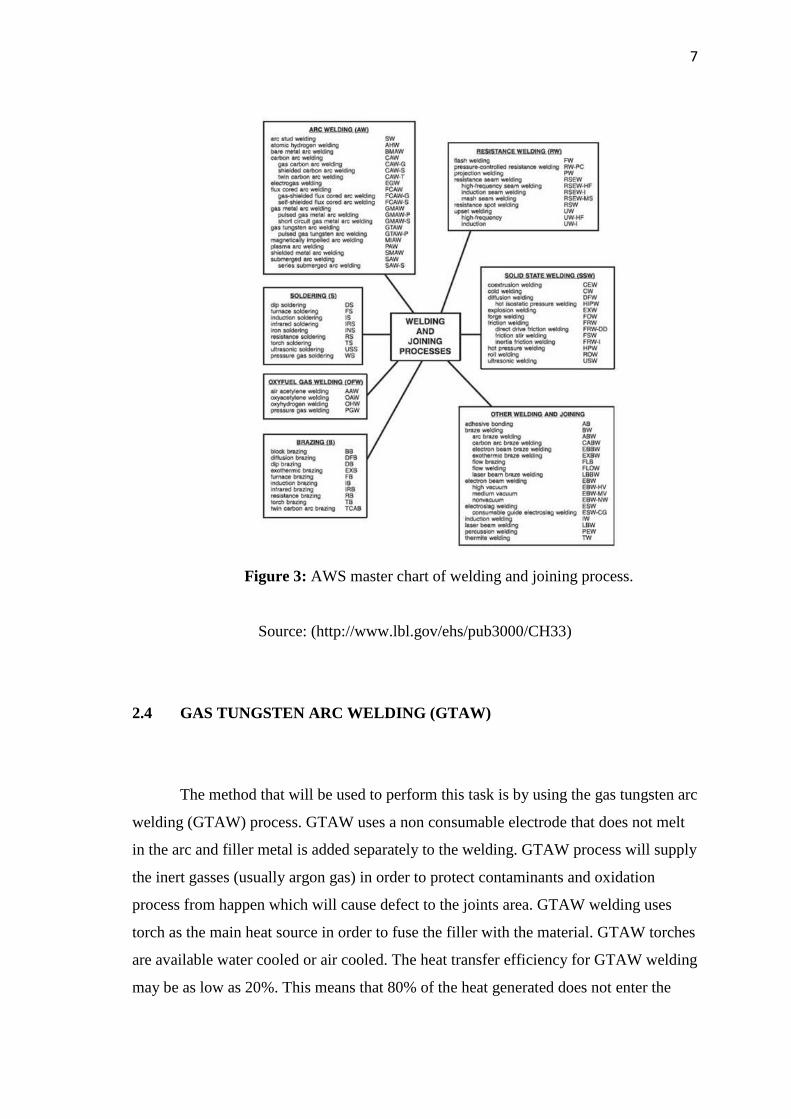
7
Figure 3: AWS master chart of welding and joining process.
Source: (http://www.lbl.gov/ehs/pub3000/CH33)
2.4 GAS TUNGSTEN ARC WELDING (GTAW)
The method that will be used to perform this task is by using the gas tungsten arc
welding (GTAW) process. GTAW uses a non consumable electrode that does not melt
in the arc and filler metal is added separately to the welding. GTAW process will supply
the inert gasses (usually argon gas) in order to protect contaminants and oxidation
process from happen which will cause defect to the joints area. GTAW welding uses
torch as the main heat source in order to fuse the filler with the material. GTAW torches
are available water cooled or air cooled. The heat transfer efficiency for GTAW welding
may be as low as 20%. This means that 80% of the heat generated does not enter the
8
weld but stay in the torch. To avoid damage to the torch, the heat must be removing.
(Jeffus, 2010)
a) Following are some of the advantages of air cooled GTAW torch:
Lighter weight for the same amperage range
More portable
Easier to maintain
No water supply required
No water leakage danger
b) But there are also disadvantages of air cooled GTAW torch:
Cannot continuous operation without over heating
High torch temperature means more tungsten erosion
More torch handle temperature in the welder’s hands
Figure 4 shows the Tungsten Inert Gas (TIG) welding machine
Figure 4: Tungsten Inert Gas (TIG) Welding
Source: (Jeffus, 2010)
9
2.5 HEAT TREATMENT (PREHEATING)
Although that TIG welding process have a lot of advantages, a sound dissimilar
welding between aluminium alloys to stainless steel are still hard to be obtained. This is
due to high differences of the melting points between these materials. Heat treatment
(preheat) is one of the methods that can be done in order to solve this major problem.
Preheating involves raising the temperature of the parent material (stainless steel) on
side of the joint to a value above ambient temperature. Normally, there are 4 main
functions of preheat (Funderburk, 1997). Firstly, preheating is applied because it can
slow down the cooling rate in the weld metal and base metal, producing a more ductile
metallurgical structure with greater resistance to cracking. Secondly, the slower cooling
rate that had been obtained can provide an opportunity for hydrogen that may present to
diffuse out harmlessly, reducing the potential for cracking to happen. Thirdly, preheat
can helps to reduce shrinkage stresses in the weld and adjacent base metal. Lastly, it can
raise some steels above the temperature at which brittle fracture would occur in
fabrication.
This research was designed to investigate so that the function of preheating can
be added with another one more unique purpose. This research will investigate the
effect of preheating in order to raise the initial temperature of the stainless steel so that
the melting temperature of the steel can be obtained at the time the aluminium alloys
melt. When this happen, a sound joint between these two materials since both of the
metal had exist in molten state and fusion can be performed during this liquid state. As
we know, the melting point of aluminium is between 550°c - 660°c while the melting
temperature of stainless steel is between 1300°c - 1400°c. When the welding process
starts, the temperature of both materials will increase. At 550°c - 660°c, the aluminium
starts to melt and perform the bonding. Unfortunately, the steel still did not achieve the
melting temperature and exist in solid state. So, the bonds that form between these two
materials are still not strong enough. By using preheat; we want to increase the initial
temperature of the stainless steel so that when the aluminium reaches its melting
temperature, the steel reach a near melting point.
10
Besides that, aluminium to steel welding will produce the brittle IMC at the
welded area due to near zero solubility and extreme different in melting point. This
compound can cause the bonding between the aluminium alloys and stainless steel to be
weak due to its brittle behavior. This research will investigate two type of different filler
metal that is Al-5%Si (ER 4043) and Al-12%Si (ER 4047) on the strength of the weld
area and also the formation of the IMC. Each filler metal can affect the thickness
formation of the IMC. Normally, the formation of the IMC layer is due to the reaction
between the Fe (Ferum) and the Al (Aluminium) atom inside the welding area. The
formation of the IMC need to be avoided since this compound can weaken the joint
between those steel and aluminium due to its brittle behavior. So, because of this
problem, this research will investigate the most suitable filler metal in order to decrease
the thickness of the IMC formation on the weld area (Sierra, 2008).
H. Dong (Dong, 2011) had obtained a result of TIG dissimilar welding between
galvanized steel and aluminium alloys until 136Mpa of tensile strength at the joint area
by using ER 4047 filler metal. The research said that the addition of Si (Silicon) into the
weld could suppress the diffusion of Fe from the steel base metal into the weld, reduce
the thickness of IMC and improve the tensile strength of the joint. Based on that
research, the thickness of the IMC layer could be controlled with using of ER 4047 filler
metal. For the ER 4043 filler wire has a result of 134Mpa of tensile strength at the joint
area. In this research, we will investigate the effect of these filler metal on the joint
formation and compare the results between these two experiments.
2.6 ALUMINIUM 6061
In this experiment, aluminium 6061 and galvanized steel will be used. The
unique combination of light weight relatively high strength makes aluminum the second
most popular metal that is welded. Aluminum is not difficult to joint, but aluminum
welding is different from welding steels. A system of four digit numbers has been
developed by Aluminum Association, Inc., and adopted by the American Society for
Testing Materials (ASTM) designate the wrought aluminum alloy types. The series that
11
used for this project is 6XXX series which designates magnesium and silicon as the
major alloys (The Virtual Machine Shop website, 2006).
Aluminum possesses a number of properties that make welding different than
welding steel, these are:
Aluminum oxide surface coating
High thermal conductivity
High thermal expansion coefficient
Low melting temperature
The absence of color change as temperature approaches the melting point
(dull red)
Figure 5 shows the sheet of aluminium 6061 that will be used in the experiment.
Figure 5: Sheet of aluminium 6061
Source: http://image.made-in-china.com/2f0j00bCLEReWsZBzS/Sheet-of-Aluminium-
6061
Related Documents











