INGENIERÍA MECÁNICA AUTOMOTRIZ TEMA: PROCESOS SIN ARRANQUE DE VIRUTA Estudiante: Leonardo Sarate Lizzete Ortiz Profesor: Ing. Iván Chérrez Ávila Materia: Procesos de Manufactura Grupo: “7” Fecha de entrega: 17/06/2014

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
INGENIERÍA MECÁNICA AUTOMOTRIZ
TEMA: PROCESOS SIN ARRANQUE DE VIRUTA
Estudiante:
Leonardo Sarate Lizzete Ortiz
Profesor:
Ing. Iván Chérrez Ávila
Materia:
Procesos de Manufactura
Grupo: “7”
Fecha de entrega: 17/06/2014
2
MARCO TEORICO
Los procesos de fabricación consisten en modificar unmaterial, es decir, retirar el material no deseado yúnicamente quedando el material que da forma a la pieza.
En este caso nosotros hemos estudiado los procesos sinarranque de viruta hay muchos procedimientos a los cualespodemos regirnos en el desarrollo de la guía se describirálos procesos sin arranque de viruta.
Como nota podríamos decir que el primer proceso sin arranquede viruta fue la forja, la cual constaba en trabajar encaliente, es decir calentar al material hasta un determinadotiempo y luego golpearlo hasta tener la forma deseada.
A continuación describiremos algunos conceptos los cualescreemos que son necesarios para la resolución del informe:
Molde: recipiente con forma determinada, en el cual se puedeechar un material en forma líquida, y a través de este ellíquido ira tomando la forma del molde.
Colada: es el proceso que da forma a un objeto al hacerentrar material líquido en un agujero o cavidad formado quese llama molde y dejar que se solidifique el líquido. Cuandoel material se solidifica en la cavidad retiene la formadeseada.
Maquina: Objeto fabricado y compuesto por un conjunto depiezas ajustadas entre sí que se usa para facilitar orealizar un trabajo determinado, generalmente transformandouna forma de energía en movimiento o trabajo.
Fundición: Es el proceso de fabricación de piezas, por logeneral piezas metálicas, pero también se hace en plásticos.
3
Inyección: Fundir un material y hacerlo fluir hacia un molde.
A continuación se desarrollara los puntos propuestos:
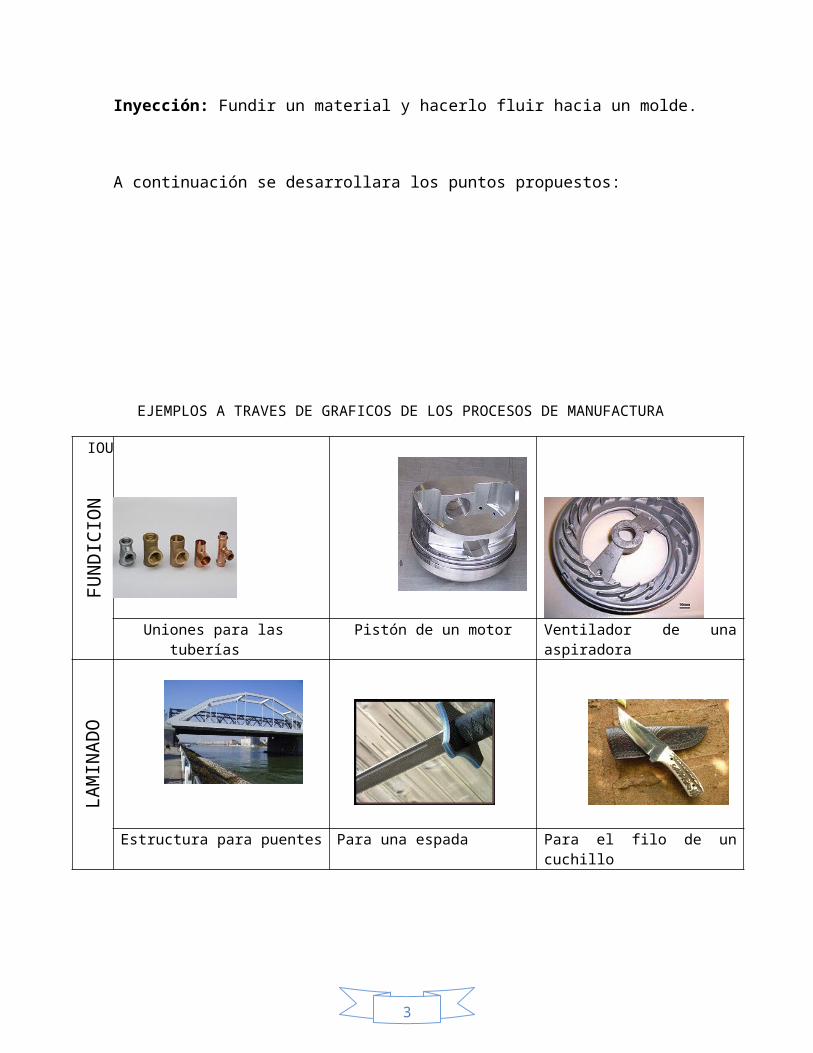
EJEMPLOS A TRAVES DE GRAFICOS DE LOS PROCESOS DE MANUFACTURA
FUNDICIO
N
IOU
Uniones para lastuberías
Pistón de un motor Ventilador de unaaspiradora
LAMI
NADO
Estructura para puentes Para una espada Para el filo de uncuchillo
4
ESTAMPAD
O
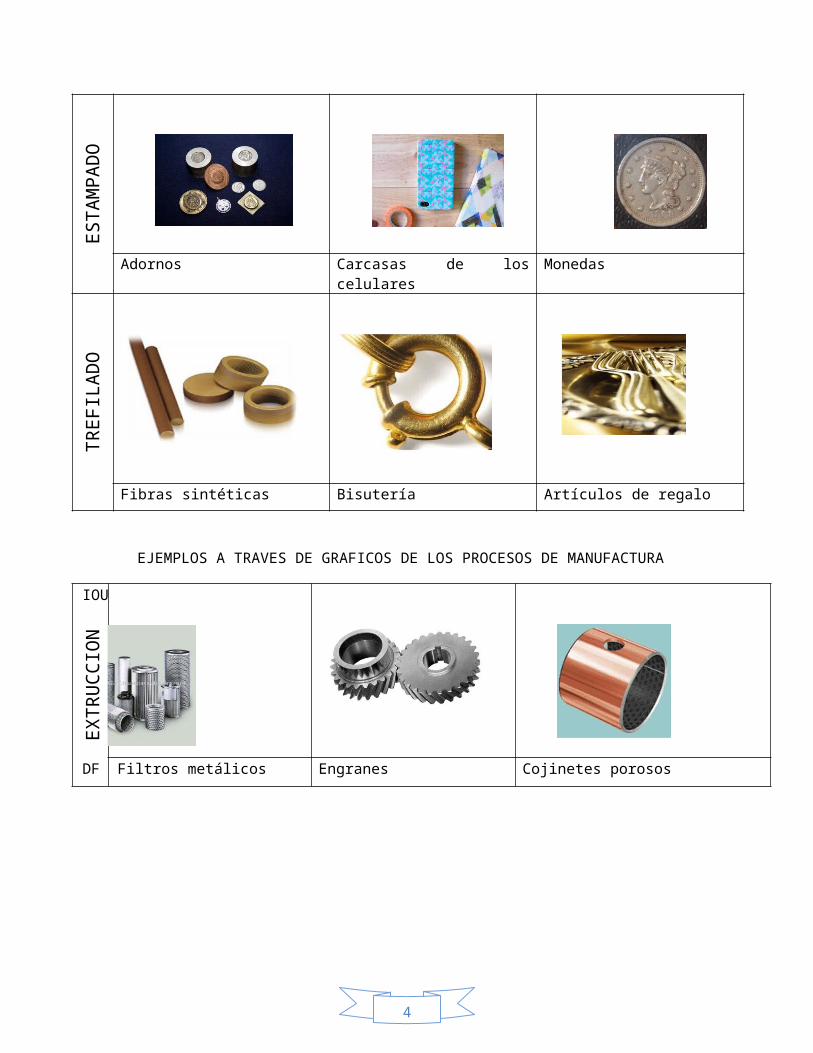
Adornos Carcasas de loscelulares
Monedas
TREF
ILADO
Fibras sintéticas Bisutería Artículos de regalo
EJEMPLOS A TRAVES DE GRAFICOS DE LOS PROCESOS DE MANUFACTURA
EXTRUC
CION
IOU
DF Filtros metálicos Engranes Cojinetes porosos
5
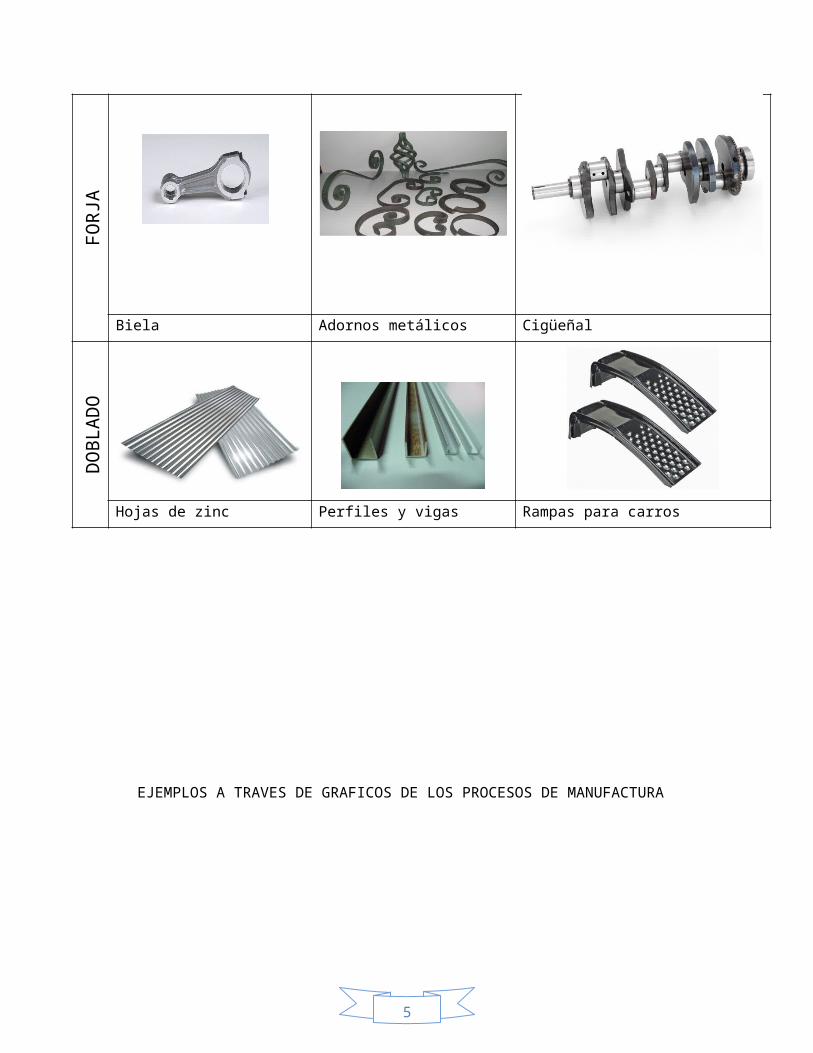
FORJA
Biela Adornos metálicos Cigüeñal
DOBL
ADO
Hojas de zinc Perfiles y vigas Rampas para carros
EJEMPLOS A TRAVES DE GRAFICOS DE LOS PROCESOS DE MANUFACTURA
6
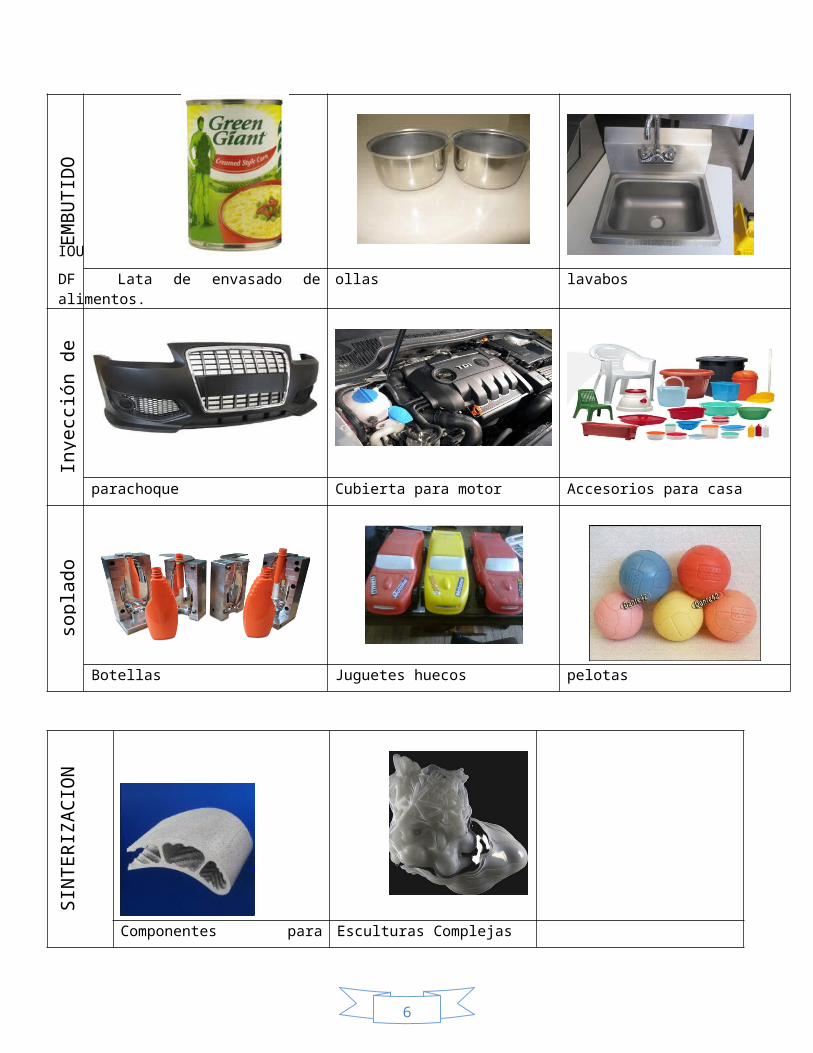
EMBU
TIDO
IOU DF Lata de envasado dealimentos.
ollas lavabos
Inyecció
n de
parachoque Cubierta para motor Accesorios para casa
sopl
ado
Botellas Juguetes huecos pelotas
SINT
ERIZ
ACIO
N
Componentes para Esculturas Complejas
7
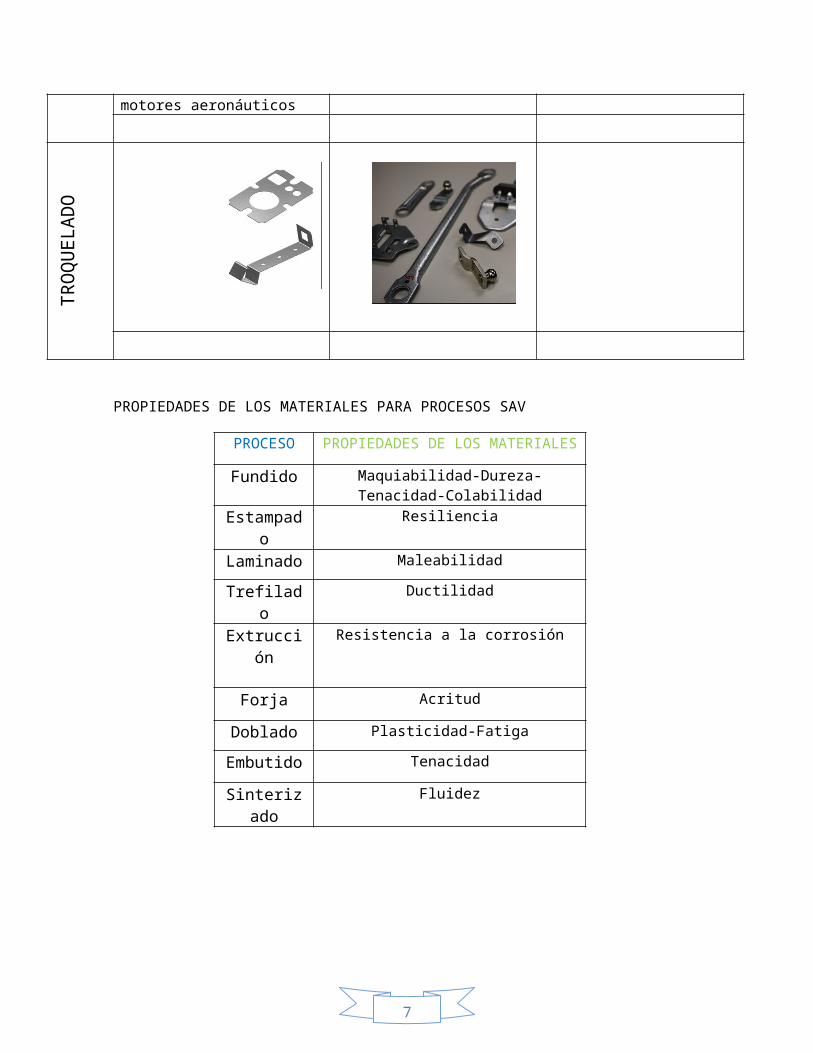
motores aeronáuticos
TROQ
UELADO
PROPIEDADES DE LOS MATERIALES PARA PROCESOS SAV
PROCESO PROPIEDADES DE LOS MATERIALES
Fundido Maquiabilidad-Dureza-Tenacidad-Colabilidad
Estampado
Resiliencia
Laminado Maleabilidad
Trefilado
Ductilidad
Extrucción
Resistencia a la corrosión
Forja Acritud
Doblado Plasticidad-Fatiga
Embutido Tenacidad
Sinterizado
Fluidez

8
MAQUINAS NECESARIAS PARA PROCESOS SAVFUND
IDO
LAMI
NADO
Alto horno o cubilote laminadora
ESTAMPAD
O
TREFILAD
O
estampadora
MAQUINAS NECESARIAS PARA PROCESOS SAV
EXTRUS
ION
FORJ
A
Maquina de extrusión continua Forjadora

9
DOBL
ADO
EMBUTI
DO
dobladora Prensa de embutición
SINTERIZ
ADO
SOPLAD
O
Maquina sinterizadora Inyectora por soplado
INYECCION
PLASTICO
Maquina inyectora
10
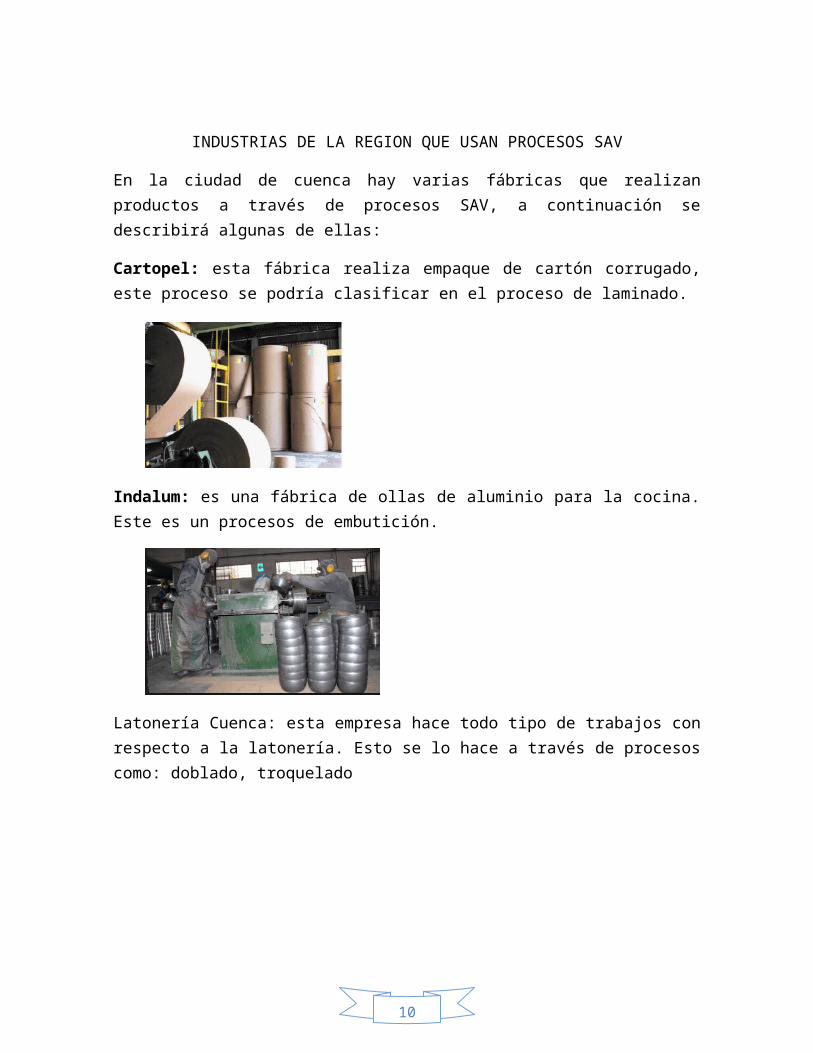
INDUSTRIAS DE LA REGION QUE USAN PROCESOS SAV
En la ciudad de cuenca hay varias fábricas que realizanproductos a través de procesos SAV, a continuación sedescribirá algunas de ellas:
Cartopel: esta fábrica realiza empaque de cartón corrugado,este proceso se podría clasificar en el proceso de laminado.
Indalum: es una fábrica de ollas de aluminio para la cocina.Este es un procesos de embutición.
Latonería Cuenca: esta empresa hace todo tipo de trabajos conrespecto a la latonería. Esto se lo hace a través de procesoscomo: doblado, troquelado
11
CONCLUSIONES
Al final de realizar el informe se ha entendido de una maneramucho más clara, todo lo revisado en clases, es decir, esteinforme nos ha servido para tener los conceptos básicosclaros y así ir conociendo cosas que tal vez ni nosimaginábamos.
Con respecto a la teoría que hemos realizado podemos concluirque a través de los distintos procesos que hemos revisado sepodrá tener un acabado mucho más aceptable con respecto a loque deseamos, ya sea por procesos térmicos tales como forjadoembutición entre otros, o por presión tales como trefilado,extruccion, entre otros.
Para los procesos SAV hay distintas maquinas las cuales seusan para fabricar distintas piezas, en la vida cotidianausamos varias piezas fabricadas a través de estos procesosque tal vez ni nos imaginábamos tales como: una moneda, unrecipiente que se usa en la cocina, los piñones y entre otrosque son muy necesarios para nuestro diario vivir.
BIBLIOGRAFIA
12
http://www.elmercurio.com.ec/406470-indalum-ya-planifica-la-produccion-de-ollas-de-acero-para-nuevas-cocinas/
http://www.imh.es/es/comunicacion/dokumentazio-irekia/manuales/introduccion-a-los-procesos-de-fabricacion/
conformado-por-deformacion-y-o-corte/deformacion-en-caliente
Nombre del alumno: Leonardo Sarate, Lizzete Ortiz
EVALUACIÓN 4
13
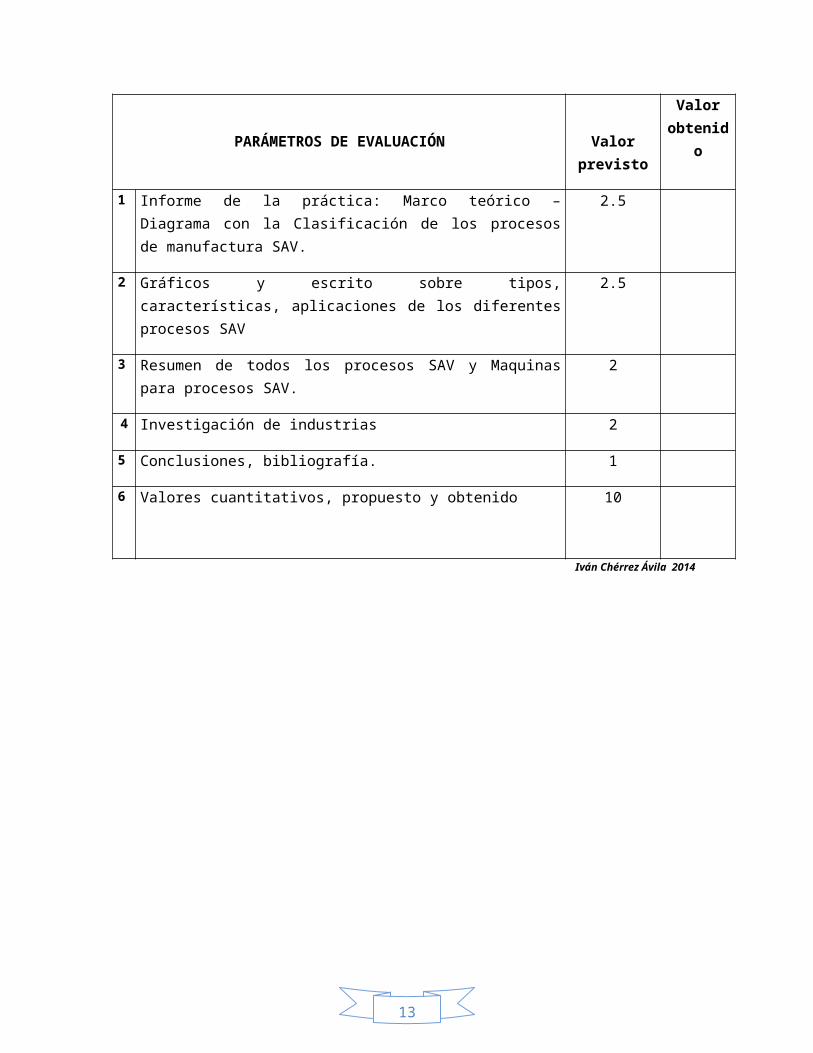
PARÁMETROS DE EVALUACIÓN Valorprevisto
Valorobtenid
o
1 Informe de la práctica: Marco teórico –Diagrama con la Clasificación de los procesosde manufactura SAV.
2.5
2 Gráficos y escrito sobre tipos,características, aplicaciones de los diferentesprocesos SAV
2.5
3 Resumen de todos los procesos SAV y Maquinaspara procesos SAV.
2
4 Investigación de industrias 2
5 Conclusiones, bibliografía. 1
6 Valores cuantitativos, propuesto y obtenido 10
Iván Chérrez Ávila 2014
Related Documents











