Influence of cocoa butter refining on the quality of milk chocolate Nathalie De Clercq a,⇑ , Kim Moens a , Frédéric Depypere a , José Vila Ayala b , Gijs Calliauw b , Wim De Greyt b , Koen Dewettinck a a UGent Cacaolab, Laboratory of Food Technology and Engineering, Department of Food Safety and Food Quality, Faculty of Bioscience Engineering, Ghent University, Gent, Belgium b Desmet Ballestra Group, Zaventem, Belgium article info Article history: Received 24 November 2011 Received in revised form 20 January 2012 Accepted 28 January 2012 Available online xxxx Keywords: Cocoa butter Silica pretreatment Packed column steam refining Milk chocolate Rheology abstract A refining step is often crucial for the removal of undesired components in fats and oils. More flexible refining technologies are required due to a global decline in cocoa butter quality and to meet industry’s demand for cocoa butters with improved properties. The aim was to investigate the impact of the cocoa butter refining process on milk chocolate quality. Therefore a crude cocoa butter was subjected to a steam refining at different temperatures and this with or without a silica pretreatment. The major effect of the silica pretreatment was the complete removal of phosphorus (thus phospholipids), iron and alkaline components. During the steam refining step mainly Free Fatty Acids (FFA) were removed at increased temperatures (T P 200 °C). The refining of the cocoa butter influenced the rheological properties of the chocolate. An increased packed column temperature, coinciding with the removal of FFA, resulted in a lower yield stress and a higher viscosity. Reduction of FFA positively influenced the crystallization kinet- ics and the formation of the crystal network, resulting in differences on a macroscopic scale. Ó 2012 Elsevier Ltd. All rights reserved. 1. Introduction As cocoa butter (CB) forms the continuous phase of chocolate, it has a major influence on the quality of the final product. Therefore, it is crucial that the CB has an optimal quality. Many processing steps precede the final CB pressing but it may still contain unde- sired components sometimes making it necessary to refine the product. CB should contain less than 1.75% free fatty acids (FFA, based on oleic acid) to be in compliance with the European Union Directive, (2000) and needs to be free from off-flavors, molds and rancidity (Calliauw et al., 2008). The conventional CB refining process exists of a filtration followed by a batch or continuous deodorization. However, more flexible refining technologies have become neces- sary (Vila Ayala et al., 2007) because firstly, a global decrease in CB quality is noticed (high amount of FFA, more phosphorus and more alkalinity). Secondly, there is also an increased industry’s de- mand for different types of CBs (e.g. in terms of color, degree of neutral flavors, melting profiles etc.). De Greyt et al., 2003 sug- gested an improved three stage refining process. In the first step a pretreatment with silica is carried out to adsorb alkaline components, impurities and phosphatides. An optional bleaching step can be applied to modify the color but this is only important for the production of white chocolate. In the final step packed col- umn stripping or tray deodorization is performed. In a packed col- umn, which is filled with structured packing material with a high surface area (250–350 m 2 /m 3 ), there is an intensive counter-cur- rent contact between the oil and the stripping steam resulting in a high stripping efficiency and an overall lower steam consump- tion. A so-called scrubber is attached to the packed column unit for the condensation of FFA. Another feature of the packed column is the shorter residence time which allows a higher process tem- perature (needed for the stripping of FFA) without unwanted side reactions (interesterification, isomerisation and formation of cyclic and trans fatty acids) (Vila Ayala et al., 2007). Therefore, this tech- niqueis very interesting for CB refining as the unique crystalliza- tion properties of CB should be preserved. Vila Ayala et al. (2007) and Calliauw et al. (2008) did a thorough study on the effect of bleaching and/or packed column steam refin- ing on CB properties. They concluded that there was no effect on the fatty acid profile, triacylglycerol (TAG) distribution and mono- acylglycerol (MAG) and diacylglycerol (DAG) content, even up to temperatures of 260 °C. The FFA removal in relation to the oil temperature could be described by a sigmoid function. Further- more, the bleaching step before steam refining efficiently removed the alkaloids, theobromine and caffeine. Steam refining around 200 °C also completely removed these alkaloids. It is known from industrial practice that these alkaloids tend to deposit in the vapor duct between the deodorizer and the vapor scrubber which may 0260-8774/$ - see front matter Ó 2012 Elsevier Ltd. All rights reserved. doi:10.1016/j.jfoodeng.2012.01.033 ⇑ Corresponding author. Address: Laboratory of Food Technology and Engineer- ing, Department of Food Safety and Food Quality, Faculty of Bioscience Engineering, Ghent University, Coupure Links 653 9000 Gent Belgium. Tel.: +32 0 9 264 61 68; fax: +32 0 9 264 62 18. E-mail address: [email protected] (N. De Clercq). URL: http://www.cacaolab.be (N. De Clercq). Journal of Food Engineering xxx (2012) xxx–xxx Contents lists available at SciVerse ScienceDirect Journal of Food Engineering journal homepage: www.elsevier.com/locate/jfoodeng Please cite this article in press as: De Clercq, N., et al. Influence of cocoa butter refining on the quality of milk chocolate. Journal of Food Engineering (2012), doi:10.1016/j.jfoodeng.2012.01.033

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Journal of Food Engineering xxx (2012) xxx–xxx
Contents lists available at SciVerse ScienceDirect
Journal of Food Engineering
journal homepage: www.elsevier .com/ locate / j foodeng
Influence of cocoa butter refining on the quality of milk chocolate
Nathalie De Clercq a,⇑, Kim Moens a, Frédéric Depypere a, José Vila Ayala b, Gijs Calliauw b, Wim De Greyt b,Koen Dewettinck a
a UGent Cacaolab, Laboratory of Food Technology and Engineering, Department of Food Safety and Food Quality, Faculty of Bioscience Engineering, Ghent University, Gent, Belgiumb Desmet Ballestra Group, Zaventem, Belgium
a r t i c l e i n f o
Article history:Received 24 November 2011Received in revised form 20 January 2012Accepted 28 January 2012Available online xxxx
Keywords:Cocoa butterSilica pretreatmentPacked column steam refiningMilk chocolateRheology
0260-8774/$ - see front matter � 2012 Elsevier Ltd. Adoi:10.1016/j.jfoodeng.2012.01.033
⇑ Corresponding author. Address: Laboratory of Fooing, Department of Food Safety and Food Quality, FacuGhent University, Coupure Links 653 9000 Gent Belgifax: +32 0 9 264 62 18.
E-mail address: [email protected] (N. De ClercURL: http://www.cacaolab.be (N. De Clercq).
Please cite this article in press as: De Clercq, N., edoi:10.1016/j.jfoodeng.2012.01.033
a b s t r a c t
A refining step is often crucial for the removal of undesired components in fats and oils. More flexiblerefining technologies are required due to a global decline in cocoa butter quality and to meet industry’sdemand for cocoa butters with improved properties. The aim was to investigate the impact of the cocoabutter refining process on milk chocolate quality. Therefore a crude cocoa butter was subjected to a steamrefining at different temperatures and this with or without a silica pretreatment. The major effect of thesilica pretreatment was the complete removal of phosphorus (thus phospholipids), iron and alkalinecomponents. During the steam refining step mainly Free Fatty Acids (FFA) were removed at increasedtemperatures (T P 200 �C). The refining of the cocoa butter influenced the rheological properties of thechocolate. An increased packed column temperature, coinciding with the removal of FFA, resulted in alower yield stress and a higher viscosity. Reduction of FFA positively influenced the crystallization kinet-ics and the formation of the crystal network, resulting in differences on a macroscopic scale.
� 2012 Elsevier Ltd. All rights reserved.
1. Introduction
As cocoa butter (CB) forms the continuous phase of chocolate, ithas a major influence on the quality of the final product. Therefore,it is crucial that the CB has an optimal quality. Many processingsteps precede the final CB pressing but it may still contain unde-sired components sometimes making it necessary to refine theproduct.
CB should contain less than 1.75% free fatty acids (FFA, based onoleic acid) to be in compliance with the European Union Directive,(2000) and needs to be free from off-flavors, molds and rancidity(Calliauw et al., 2008). The conventional CB refining process existsof a filtration followed by a batch or continuous deodorization.However, more flexible refining technologies have become neces-sary (Vila Ayala et al., 2007) because firstly, a global decrease inCB quality is noticed (high amount of FFA, more phosphorus andmore alkalinity). Secondly, there is also an increased industry’s de-mand for different types of CBs (e.g. in terms of color, degree ofneutral flavors, melting profiles etc.). De Greyt et al., 2003 sug-gested an improved three stage refining process. In the first stepa pretreatment with silica is carried out to adsorb alkaline
ll rights reserved.
d Technology and Engineer-lty of Bioscience Engineering,um. Tel.: +32 0 9 264 61 68;
q).
t al. Influence of cocoa butter re
components, impurities and phosphatides. An optional bleachingstep can be applied to modify the color but this is only importantfor the production of white chocolate. In the final step packed col-umn stripping or tray deodorization is performed. In a packed col-umn, which is filled with structured packing material with a highsurface area (250–350 m2/m3), there is an intensive counter-cur-rent contact between the oil and the stripping steam resulting ina high stripping efficiency and an overall lower steam consump-tion. A so-called scrubber is attached to the packed column unitfor the condensation of FFA. Another feature of the packed columnis the shorter residence time which allows a higher process tem-perature (needed for the stripping of FFA) without unwanted sidereactions (interesterification, isomerisation and formation of cyclicand trans fatty acids) (Vila Ayala et al., 2007). Therefore, this tech-niqueis very interesting for CB refining as the unique crystalliza-tion properties of CB should be preserved.
Vila Ayala et al. (2007) and Calliauw et al. (2008) did a thoroughstudy on the effect of bleaching and/or packed column steam refin-ing on CB properties. They concluded that there was no effect onthe fatty acid profile, triacylglycerol (TAG) distribution and mono-acylglycerol (MAG) and diacylglycerol (DAG) content, even up totemperatures of 260 �C. The FFA removal in relation to the oiltemperature could be described by a sigmoid function. Further-more, the bleaching step before steam refining efficiently removedthe alkaloids, theobromine and caffeine. Steam refining around200 �C also completely removed these alkaloids. It is known fromindustrial practice that these alkaloids tend to deposit in the vaporduct between the deodorizer and the vapor scrubber which may
fining on the quality of milk chocolate. Journal of Food Engineering (2012),

2 N. De Clercq et al. / Journal of Food Engineering xxx (2012) xxx–xxx
give rise to frequent cleaning of the equipment. In the study of thecrystallization behavior of steam refined CB, it was concluded thatthe CB crystallized sooner and faster when FFA were removed.
Physical refining also has an impact on minor components infats and oils. These may be desirable components such astocopherols or undesirable ones such as pesticides or polycyclicaromatic hydrocarbons. The retention of the individual tocophe-rols decreases in the same order as their molecular weight, reten-tion a- > retention c- > retention d-tocopherol (Cmolik et al., 2008).Timms and Stewart (1999) reported a typical reduction up to 15%,with a typical level in deodorized CB of 250 ppm.
The effect of the refining process on the physicochemicalproperties of CB has been described by different researchers(Calliauw et al., 2008; Timms and Stewart, 1999; Vila Ayala et al.,2007). However, information about the impact of different refiningconditions of the CB on the final chocolate quality is limited.
In this research a crude cocoa butter with or without a silicapretreatment, was subjected to a steam refining in a packedcolumn at five temperatures: 150, 175, 200, 225 and 250 �C. Theimpact of the refining treatments on the physicochemical proper-ties was evaluated. In the next step the refined CBs were used toproduce milk chocolate. Different quality characteristics such asparticle size distribution (PSD), rheological behavior and texturewere then examined to assess the influence of the refiningtreatment.
2. Materials and methods
2.1. Materials
The Malaysian crude CB was obtained from an industrial pro-ducer. The crude CB was thoroughly mixed and split in two parts.One part of the butter was treated with silica (0.5%) pretreatment.The refining was carried out in pilot plant equipment installed inthe R&D Center of Desmet Ballestra Group N.V. (Zaventem,Belgium).
2.2. Physical refining
The silica pretreatment was carried out in a batch reactoraccording to the following procedure. The crude CB was firstheated to 80 �C and 0.6% (v/w) of a 15% (w/w) citric acid solutionwas added and thoroughly mixed with the CB. After 15 min, 0.5%(w/w) silica powder (Trysil, Grace, Germany) was added andagitation continued for another 30 min. A vacuum was applied toremove the water. The silica was separated from the CB in aplate-and-frame filter mounted with a standard filter cloth bypressurizing the reactor with compressed air.
The crude (non pretreated) and silica pretreated CBs werestripped in a pilot packed column unit (internal column diameter:7.6 cm, packing height: 2 m) filled with a structured packing with aspecific surface area of 250 m2/m3. CB was pumped at a rate of13 kg/h and 1% stripping steam was injected. A top pressure of3 mbar was applied and the pressure drop over the packing was0.5–0.75 mbar. Estimated residence time is approx. 7 min. CB tem-perature was varied between 150 and 250 �C with a 25 �C interval.
2.3. Physicochemical characterization
The fatty acid (FA) profile was analyzed by GC according to theAOCS Official Method Ce 1c-89 (Firestone, 1997). The fatty acidmethyl esters of the acylglycerols and FFA were prepared as de-scribed in Official Method Ce 2–66 (Firestone, 1997). Mono, di-and triacylglycerol distribution of the butter was determined by
Please cite this article in press as: De Clercq, N., et al. Influence of cocoa butter redoi:10.1016/j.jfoodeng.2012.01.033
HPLC according to the AOCS Official Method Ce 5b-89 (Firestone,1997), and further described in Vila Ayala et al. (2007).
The amount of FFA was determined by titration according to theAOCS Official Method Ca 5a-40 (Firestone, 1997) and expressed asoleic acid. The alkalinity was determined as sodium oleate by thetitrimetric method described in the official AOCS method Cc 17–75 (Firestone, 1997). The quantification of phosphorus and ironin oil was done by using inductively coupled plasma optical emis-sion spectroscopy (ICP-OES) as described in the AOCS OfficialMethod Ca 20–99 (Firestone, 1997). Tocopherols were determinedwith normal phase HPLC as described by the AOCS official methodCe 8–89 (Firestone, 1997). Samples were analyzed on a HP series1050 chromatograph with FLD (Hewlett Packard, Avondale, PA,USA) using a 0.5% (v/v) 2-propanol in hexane mobile phase. Theo-bromine and caffeine contents were determined by a reversedphase HP series 1050 chromatograph (Hewlett Packard, Avondale,PA, USA). A HP UV–Visible detector at 272 nm was used as detec-tor. A detailed description of the method is given by Vila Ayalaet al. (2007). The oil stability index (OSI) of the CB samples wasdetermined according to the Rancimat method as described morein detail in the AOCS Official Method Cd 12b-92 (Firestone,2009). The color was determined in an automatic Lovibond PFX880/P provided with a heater to avoid solidification of the CB.The analysis was performed at 70 �C and the color was expressedin the CIELAB coordinates: the lightness L⁄(0: black to 100: white),a⁄ (negative values indicate green while positive values indicatered) and b⁄ (negative values indicate blue and positive values indi-cate yellow).
The DSC experiments were performed on a Q1000 DSC withRefrigerated Cooling System and autosampler System (TA instru-ments, New Castle, USA). It was calibrated with indium (TA instru-ments, New Castle, USA), azobenzene (Sigma–Aldrich, Bornem,Belgium) and undecane (Acros organiscs, Geel, Belgium) prior toanalysis. Nitrogen was used to purge the system. A CB sample(5–15 mg) was hermetically filled in alodined aluminum pans. Anempty pan was used as a reference. The sample was held isother-mal at 65 �C for 10 min to insure a liquid state and to erase thecrystallization memory of the sample. Then, it was cooled at10 �C/min to 20 �C and held there for 240 min. Each analysis wasexecuted in triplicate. The kinetics of the CB crystallization canbe described by means of mathematical models. Foubert et al.(2002) developed a model for fat crystallization based on CB crys-tallization kinetics. The model was fitted to the integral of the maincrystallization peak observed in DSC.
2.4. Chocolate production
The milk chocolates were produced in the UGent Cacaolab.Table 1 shows the standard recipe of the milk chocolate used inthis study. Low fat cocoa powder with additional CB was used inpreference to cocoa mass to reduce confounding effects from CBfound within the cocoa mass (containing between 50–55% CB). Ineach production, a batch of 3.5 kg of chocolate was prepared. Inthe first step, sugar, milk powder, cocoa powder and a part of theCB were mixed in a planetary Vema mixer BM 30/20 (Vemacon-struct, NV machinery Verhoest, Izegem, Belgium). CB was addedto obtain a fat content of 27%. In the next step, particle size was re-duced by refining on an Exakt 80S 3-roll mill (Exakt ApparatebauGmbH & Co. KG, Norderstedt, Germany). The temperature of therolls was set at 35 �C. The refined product was then conched in aBühler Elk’olino conche (Richard Frisse GmbH, Bad Salzuflen, Ger-many). Conching consisted of two phases: a dry and a liquid con-ching phase. In the dry phase, the temperature was first set at55 �C while mixing clockwise at 1200 rpm during 120 min. Thenext step consisted of a shearing phase of 240 min at 65 �C withanticlockwise rotation at 1200 rpm. In the liquid phase, the
fining on the quality of milk chocolate. Journal of Food Engineering (2012),

Table 1Milk chocolate recipe.
Ingredient Amount Specifications
Cocoa butter 25.9 %Low fat cocoa
powder9.1 % 11–12 % fat (Barry Callebaut, Wieze, Belgium)
Whole milkpowder
22.5 % 28 % fat; roller dried (Hochdorf Swiss Milk,Hochdorf, Switzerland)
Crushed sugar 42.1 % Barry Callebaut, Wieze, BelgiumSoy lecithin 0.4 % Barry Callebaut, Wieze, Belgium
N. De Clercq et al. / Journal of Food Engineering xxx (2012) xxx–xxx 3
emulsifier, lecithin and the remaining amount of CB were added toobtain a final fat content of 33.3%, and subsequently mixed at45 �C, 1500 rpm for 60 min followed by a shearing step with thesame settings.
In the next step the liquid chocolate was hand tempered.Approximately 2/3 of the chocolate was cooled on a marble plateby manual handling until viscosity was judged as appropriate(temperature �28 �C). This chocolate was then added to theremaining one third to melt the unstable crystals. To evaluatethe correctness of this tempering step, the temper index (TI) andthe chocolate tempering unit (CTU) were measured with anAasted-Mikroverk Chocometer (Aasted-Mikroverk ApS, Farum,Denmark). If a TI between 4 and 6 is obtained, a chocolate is con-sidered as well-tempered. The tempered chocolate was molded inchocolate bars (dimensions bar: 102 � 23 � 10 mm; ChocolateWorld, Antwerp, Belgium) and cooled for 4 h at 12 �C. The barswere subsequently stored at room temperature prior to furtheranalysis.
2.5. Particle size distribution
The Particle size distribution (PSD) was measured with a laserdiffraction system, the Malvern mastersizer S (Malvern Instru-ments Ltd., Worcestershire, UK) equipped with a 300 RF lens tomeasure particles in a range of 0.05–900 lm. In the sample prepa-ration 0.5 g of molten chocolate was mixed with 10 ml of isopropa-nol (VWR, Leuven, Belgium) and put in an oven at 40 �C for at leastone hour. This was done in triplicate. In this study, the volume-weighted mean diameter (D[4,3]) and the volume 90% distributionpercentile (D[90]) were used. The measurement was repeated fivetimes.
2.6. Rheology
To measure the flow behavior of the produced chocolates a TAInstruments AR2000ex (TA Instruments, New Castle, Delaware,USA) with plate-plate geometry was used. The temperature ofthe bottom plate was set at 40 �C. A small amount of chocolatewas brought on the plate and a gap of 1000 lm was used. Astepped flow procedure was applied by increasing the shear ratelogarithmically from 0.01 to 100 s�1 while measuring the shearstress (Pa). Every chocolate sample was measured in triplicate.The Casson model was fitted to the shear rate (from 0.1 to65 s�1) -shear stress data.
2.7. Texture analysis
A three point bend test was performed on a TA500 Texture Ana-lyzer (Lloyd Instruments Ltd., West Sussex, UK) equipped with a500 N load cell and a plastic cutting probe. The fracturability isthe maximum load [N] necessary to fracture a bar (102 � 23 �10 mm) of tempered chocolate. The probe descended at 10mm/min until the chocolate bar was broken. For every chocolate,ten bars were subjected to the three point bend test.
Please cite this article in press as: De Clercq, N., et al. Influence of cocoa butter redoi:10.1016/j.jfoodeng.2012.01.033
2.8. Statistical analysis
Every chocolate was produced in duplicate or triplicate. Intra-and intervariability of the measurements should be taken into ac-count. To estimate whether there was a significant effect of therefining conditions on the milk chocolate quality the adapted t-testof Foubert et al. (2003) was used. The test assumes a mixed modelwith a random factor ‘repetition’ nested in a factor ‘experiment’. Anaverage value for the parameter was calculated with correctedstandard deviation based on following formula (Depypere et al.,2009):
s ¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffis2
j
njþ
s2j1 þ � � � þ s2
jnj
n2j
vuut
with s the corrected standard deviation, sj the uncorrected standarddeviation between the different repetitions nj the number of repeti-tions and sj1. . .jnj
is the standard deviation within one repetition.
3. Results and discussion
3.1. Influence of refining on the physicochemical properties of cocoabutter
Eleven CB samples with different refining history originatingfrom the same CB were obtained. These samples were physico-chemically characterized and the results are presented in Table 2.
3.1.1. Chemical compositionNeither the silica pretreatment nor steam refining had an effect
on the FA profile and TAG distribution of the CBs. Also the amountof MAG, DAG and sterols did not significantly change during thesilica treatment or during the steam refining (results not shown).This indicated that no cis–trans isomerisation occurred or that nofatty acids were exchanged between the TAG. So, even at the mostsevere conditions, the short residence time of the butter in thepacked column was sufficiently effective to circumvent unwantedside-effects involving the TAG (Calliauw et al., 2008).
The influence of the silica treatment on the FFA level was lim-ited. FFA were mainly removed during the steam refining. Togetherwith other volatile components they are stripped and condensed inthe scrubber. The amount of FFA was inversely related to the refin-ing temperature. Independent of the pretreatment, the FFA contentdropped below the legal limit of 1.75% at T P 200 �C and an almostcomplete removal at temperatures P225 �C was observed. Thecurve of FFA removal as a function of temperature (Fig. 1) showeda typical sigmoid shape, which is in accordance with Vila Ayalaet al. (2007).
Phosphorus is mainly present in CB as phospholipids. The silicapretreatment acted as a dry degumming process since it reducedthe phosphorus content by more than 85%. A similar reductionwas observed for iron. As stated by Gibon et al. (2007) a citric acidsolution is more effective to remove iron compared to phosphoricacid. The steam refining at the different temperatures did not sig-nificantly influence the amounts of these trace elements.
The silica pretreatment reduced the amount of soaps or thealkalinity to an undetectable level. As function of packed columntemperature a decreasing trend, varying from 7 to 30%, wasobserved.
A silica pretreatment as well as a steam refining decreased thetheobromine and the caffeine content. The silica pretreatmenteliminated more than 50% of the theobromine but was less effi-cient in absorbing the caffeine as still 76% was present. The silicapretreatment was also less efficient compared to a bleachingpretreatment as Vila Ayala et al. (2007) observed a 90 and 95%
fining on the quality of milk chocolate. Journal of Food Engineering (2012),
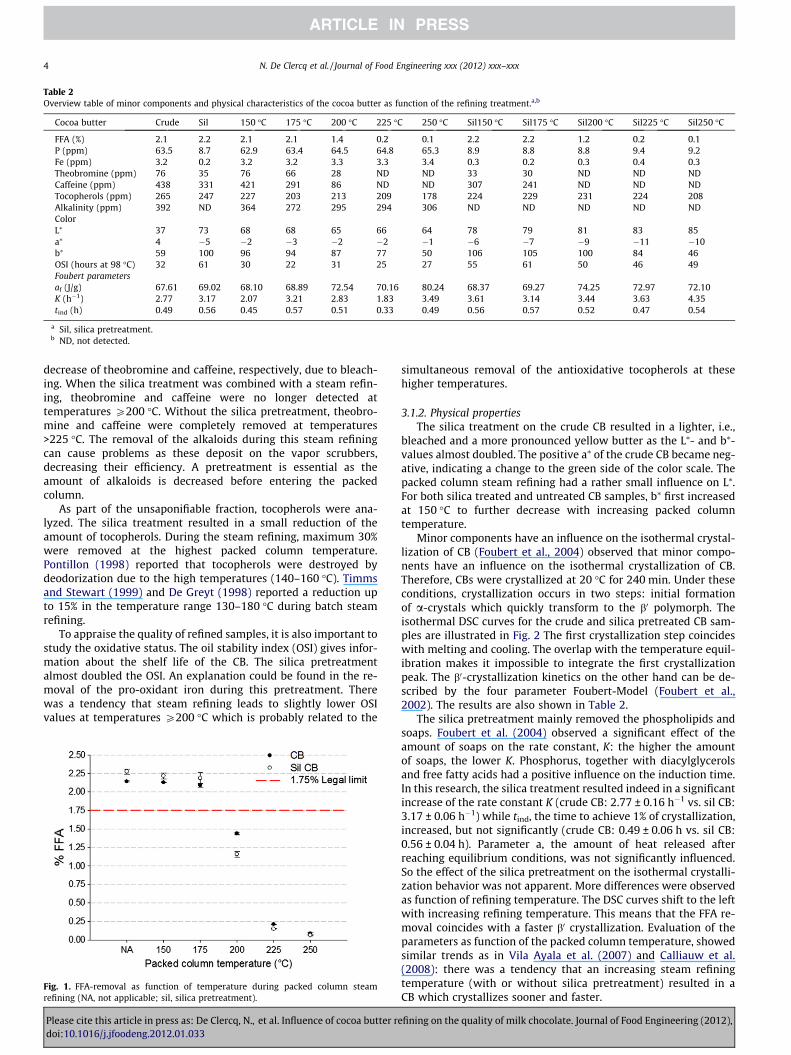
Table 2Overview table of minor components and physical characteristics of the cocoa butter as function of the refining treatment.a,b
Cocoa butter Crude Sil 150 �C 175 �C 200 �C 225 �C 250 �C Sil150 �C Sil175 �C Sil200 �C Sil225 �C Sil250 �C
FFA (%) 2.1 2.2 2.1 2.1 1.4 0.2 0.1 2.2 2.2 1.2 0.2 0.1P (ppm) 63.5 8.7 62.9 63.4 64.5 64.8 65.3 8.9 8.8 8.8 9.4 9.2Fe (ppm) 3.2 0.2 3.2 3.2 3.3 3.3 3.4 0.3 0.2 0.3 0.4 0.3Theobromine (ppm) 76 35 76 66 28 ND ND 33 30 ND ND NDCaffeine (ppm) 438 331 421 291 86 ND ND 307 241 ND ND NDTocopherols (ppm) 265 247 227 203 213 209 178 224 229 231 224 208Alkalinity (ppm) 392 ND 364 272 295 294 306 ND ND ND ND NDColorL⁄ 37 73 68 68 65 66 64 78 79 81 83 85a⁄ 4 �5 �2 �3 �2 �2 �1 �6 �7 �9 �11 �10b⁄ 59 100 96 94 87 77 50 106 105 100 84 46OSI (hours at 98 �C) 32 61 30 22 31 25 27 55 61 50 46 49Foubert parametersaf (J/g) 67.61 69.02 68.10 68.89 72.54 70.16 80.24 68.37 69.27 74.25 72.97 72.10K (h�1) 2.77 3.17 2.07 3.21 2.83 1.83 3.49 3.61 3.14 3.44 3.63 4.35tind (h) 0.49 0.56 0.45 0.57 0.51 0.33 0.49 0.56 0.57 0.52 0.47 0.54
a Sil, silica pretreatment.b ND, not detected.
4 N. De Clercq et al. / Journal of Food Engineering xxx (2012) xxx–xxx
decrease of theobromine and caffeine, respectively, due to bleach-ing. When the silica treatment was combined with a steam refin-ing, theobromine and caffeine were no longer detected attemperatures P200 �C. Without the silica pretreatment, theobro-mine and caffeine were completely removed at temperatures>225 �C. The removal of the alkaloids during this steam refiningcan cause problems as these deposit on the vapor scrubbers,decreasing their efficiency. A pretreatment is essential as theamount of alkaloids is decreased before entering the packedcolumn.
As part of the unsaponifiable fraction, tocopherols were ana-lyzed. The silica treatment resulted in a small reduction of theamount of tocopherols. During the steam refining, maximum 30%were removed at the highest packed column temperature.Pontillon (1998) reported that tocopherols were destroyed bydeodorization due to the high temperatures (140–160 �C). Timmsand Stewart (1999) and De Greyt (1998) reported a reduction upto 15% in the temperature range 130–180 �C during batch steamrefining.
To appraise the quality of refined samples, it is also important tostudy the oxidative status. The oil stability index (OSI) gives infor-mation about the shelf life of the CB. The silica pretreatmentalmost doubled the OSI. An explanation could be found in the re-moval of the pro-oxidant iron during this pretreatment. Therewas a tendency that steam refining leads to slightly lower OSIvalues at temperatures P200 �C which is probably related to the
Fig. 1. FFA-removal as function of temperature during packed column steamrefining (NA, not applicable; sil, silica pretreatment).
Please cite this article in press as: De Clercq, N., et al. Influence of cocoa butter redoi:10.1016/j.jfoodeng.2012.01.033
simultaneous removal of the antioxidative tocopherols at thesehigher temperatures.
3.1.2. Physical propertiesThe silica treatment on the crude CB resulted in a lighter, i.e.,
bleached and a more pronounced yellow butter as the L⁄- and b⁄-values almost doubled. The positive a⁄ of the crude CB became neg-ative, indicating a change to the green side of the color scale. Thepacked column steam refining had a rather small influence on L⁄.For both silica treated and untreated CB samples, b⁄ first increasedat 150 �C to further decrease with increasing packed columntemperature.
Minor components have an influence on the isothermal crystal-lization of CB (Foubert et al., 2004) observed that minor compo-nents have an influence on the isothermal crystallization of CB.Therefore, CBs were crystallized at 20 �C for 240 min. Under theseconditions, crystallization occurs in two steps: initial formationof a-crystals which quickly transform to the b0 polymorph. Theisothermal DSC curves for the crude and silica pretreated CB sam-ples are illustrated in Fig. 2 The first crystallization step coincideswith melting and cooling. The overlap with the temperature equil-ibration makes it impossible to integrate the first crystallizationpeak. The b0-crystallization kinetics on the other hand can be de-scribed by the four parameter Foubert-Model (Foubert et al.,2002). The results are also shown in Table 2.
The silica pretreatment mainly removed the phospholipids andsoaps. Foubert et al. (2004) observed a significant effect of theamount of soaps on the rate constant, K: the higher the amountof soaps, the lower K. Phosphorus, together with diacylglycerolsand free fatty acids had a positive influence on the induction time.In this research, the silica treatment resulted indeed in a significantincrease of the rate constant K (crude CB: 2.77 ± 0.16 h�1 vs. sil CB:3.17 ± 0.06 h�1) while tind, the time to achieve 1% of crystallization,increased, but not significantly (crude CB: 0.49 ± 0.06 h vs. sil CB:0.56 ± 0.04 h). Parameter a, the amount of heat released afterreaching equilibrium conditions, was not significantly influenced.So the effect of the silica pretreatment on the isothermal crystalli-zation behavior was not apparent. More differences were observedas function of refining temperature. The DSC curves shift to the leftwith increasing refining temperature. This means that the FFA re-moval coincides with a faster b0 crystallization. Evaluation of theparameters as function of the packed column temperature, showedsimilar trends as in Vila Ayala et al. (2007) and Calliauw et al.(2008): there was a tendency that an increasing steam refiningtemperature (with or without silica pretreatment) resulted in aCB which crystallizes sooner and faster.
fining on the quality of milk chocolate. Journal of Food Engineering (2012),
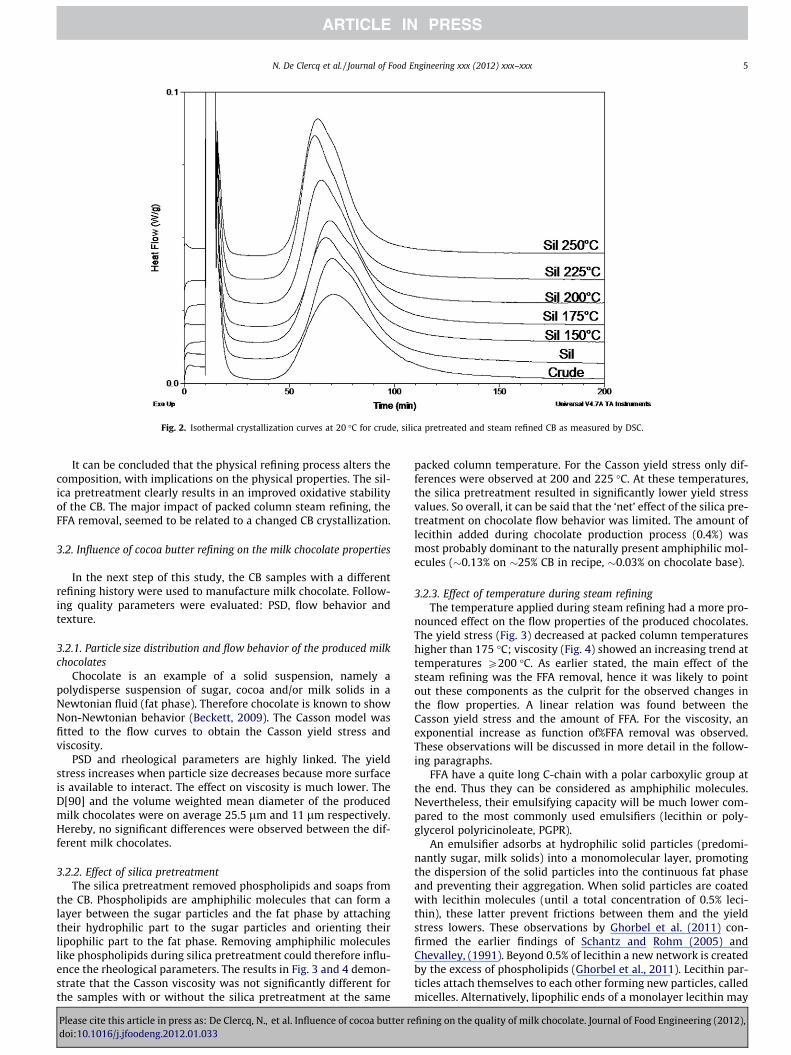
Fig. 2. Isothermal crystallization curves at 20 �C for crude, silica pretreated and steam refined CB as measured by DSC.
N. De Clercq et al. / Journal of Food Engineering xxx (2012) xxx–xxx 5
It can be concluded that the physical refining process alters thecomposition, with implications on the physical properties. The sil-ica pretreatment clearly results in an improved oxidative stabilityof the CB. The major impact of packed column steam refining, theFFA removal, seemed to be related to a changed CB crystallization.
3.2. Influence of cocoa butter refining on the milk chocolate properties
In the next step of this study, the CB samples with a differentrefining history were used to manufacture milk chocolate. Follow-ing quality parameters were evaluated: PSD, flow behavior andtexture.
3.2.1. Particle size distribution and flow behavior of the produced milkchocolates
Chocolate is an example of a solid suspension, namely apolydisperse suspension of sugar, cocoa and/or milk solids in aNewtonian fluid (fat phase). Therefore chocolate is known to showNon-Newtonian behavior (Beckett, 2009). The Casson model wasfitted to the flow curves to obtain the Casson yield stress andviscosity.
PSD and rheological parameters are highly linked. The yieldstress increases when particle size decreases because more surfaceis available to interact. The effect on viscosity is much lower. TheD[90] and the volume weighted mean diameter of the producedmilk chocolates were on average 25.5 lm and 11 lm respectively.Hereby, no significant differences were observed between the dif-ferent milk chocolates.
3.2.2. Effect of silica pretreatmentThe silica pretreatment removed phospholipids and soaps from
the CB. Phospholipids are amphiphilic molecules that can form alayer between the sugar particles and the fat phase by attachingtheir hydrophilic part to the sugar particles and orienting theirlipophilic part to the fat phase. Removing amphiphilic moleculeslike phospholipids during silica pretreatment could therefore influ-ence the rheological parameters. The results in Fig. 3 and 4 demon-strate that the Casson viscosity was not significantly different forthe samples with or without the silica pretreatment at the same
Please cite this article in press as: De Clercq, N., et al. Influence of cocoa butter redoi:10.1016/j.jfoodeng.2012.01.033
packed column temperature. For the Casson yield stress only dif-ferences were observed at 200 and 225 �C. At these temperatures,the silica pretreatment resulted in significantly lower yield stressvalues. So overall, it can be said that the ‘net’ effect of the silica pre-treatment on chocolate flow behavior was limited. The amount oflecithin added during chocolate production process (0.4%) wasmost probably dominant to the naturally present amphiphilic mol-ecules (�0.13% on �25% CB in recipe, �0.03% on chocolate base).
3.2.3. Effect of temperature during steam refiningThe temperature applied during steam refining had a more pro-
nounced effect on the flow properties of the produced chocolates.The yield stress (Fig. 3) decreased at packed column temperatureshigher than 175 �C; viscosity (Fig. 4) showed an increasing trend attemperatures P200 �C. As earlier stated, the main effect of thesteam refining was the FFA removal, hence it was likely to pointout these components as the culprit for the observed changes inthe flow properties. A linear relation was found between theCasson yield stress and the amount of FFA. For the viscosity, anexponential increase as function of%FFA removal was observed.These observations will be discussed in more detail in the follow-ing paragraphs.
FFA have a quite long C-chain with a polar carboxylic group atthe end. Thus they can be considered as amphiphilic molecules.Nevertheless, their emulsifying capacity will be much lower com-pared to the most commonly used emulsifiers (lecithin or poly-glycerol polyricinoleate, PGPR).
An emulsifier adsorbs at hydrophilic solid particles (predomi-nantly sugar, milk solids) into a monomolecular layer, promotingthe dispersion of the solid particles into the continuous fat phaseand preventing their aggregation. When solid particles are coatedwith lecithin molecules (until a total concentration of 0.5% leci-thin), these latter prevent frictions between them and the yieldstress lowers. These observations by Ghorbel et al. (2011) con-firmed the earlier findings of Schantz and Rohm (2005) andChevalley, (1991). Beyond 0.5% of lecithin a new network is createdby the excess of phospholipids (Ghorbel et al., 2011). Lecithin par-ticles attach themselves to each other forming new particles, calledmicelles. Alternatively, lipophilic ends of a monolayer lecithin may
fining on the quality of milk chocolate. Journal of Food Engineering (2012),
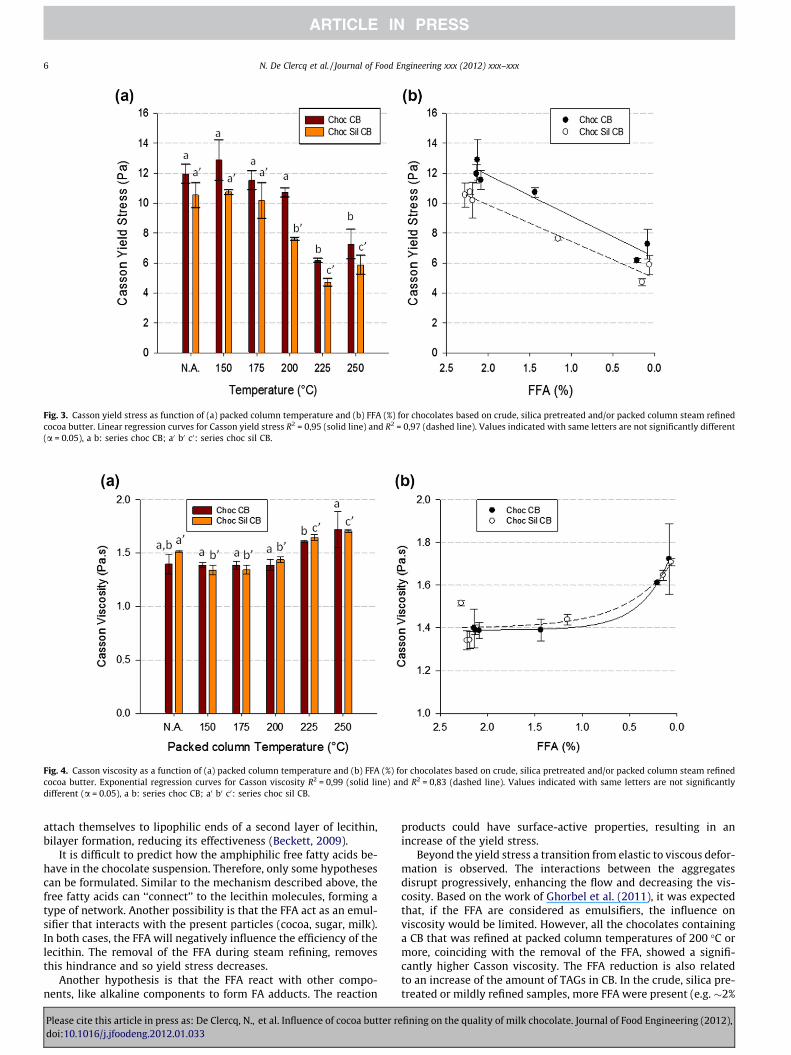
Fig. 3. Casson yield stress as function of (a) packed column temperature and (b) FFA (%) for chocolates based on crude, silica pretreated and/or packed column steam refinedcocoa butter. Linear regression curves for Casson yield stress R2 = 0,95 (solid line) and R2 = 0,97 (dashed line). Values indicated with same letters are not significantly different(a = 0.05), a b: series choc CB; a0 b0 c0: series choc sil CB.
Fig. 4. Casson viscosity as a function of (a) packed column temperature and (b) FFA (%) for chocolates based on crude, silica pretreated and/or packed column steam refinedcocoa butter. Exponential regression curves for Casson viscosity R2 = 0,99 (solid line) and R2 = 0,83 (dashed line). Values indicated with same letters are not significantlydifferent (a = 0.05), a b: series choc CB; a0 b0 c0: series choc sil CB.
6 N. De Clercq et al. / Journal of Food Engineering xxx (2012) xxx–xxx
attach themselves to lipophilic ends of a second layer of lecithin,bilayer formation, reducing its effectiveness (Beckett, 2009).
It is difficult to predict how the amphiphilic free fatty acids be-have in the chocolate suspension. Therefore, only some hypothesescan be formulated. Similar to the mechanism described above, thefree fatty acids can ‘‘connect’’ to the lecithin molecules, forming atype of network. Another possibility is that the FFA act as an emul-sifier that interacts with the present particles (cocoa, sugar, milk).In both cases, the FFA will negatively influence the efficiency of thelecithin. The removal of the FFA during steam refining, removesthis hindrance and so yield stress decreases.
Another hypothesis is that the FFA react with other compo-nents, like alkaline components to form FA adducts. The reaction
Please cite this article in press as: De Clercq, N., et al. Influence of cocoa butter redoi:10.1016/j.jfoodeng.2012.01.033
products could have surface-active properties, resulting in anincrease of the yield stress.
Beyond the yield stress a transition from elastic to viscous defor-mation is observed. The interactions between the aggregatesdisrupt progressively, enhancing the flow and decreasing the vis-cosity. Based on the work of Ghorbel et al. (2011), it was expectedthat, if the FFA are considered as emulsifiers, the influence onviscosity would be limited. However, all the chocolates containinga CB that was refined at packed column temperatures of 200 �C ormore, coinciding with the removal of the FFA, showed a signifi-cantly higher Casson viscosity. The FFA reduction is also relatedto an increase of the amount of TAGs in CB. In the crude, silica pre-treated or mildly refined samples, more FFA were present (e.g. �2%
fining on the quality of milk chocolate. Journal of Food Engineering (2012),

Fig. 5. Fracturability as a function of packed column temperature two weeks aftertempering.
N. De Clercq et al. / Journal of Food Engineering xxx (2012) xxx–xxx 7
on CB base, �0.5% on chocolate base) resulting in less CB TAGs.So, the elimination of the FFA during steam refining, increasedthe amount of free fat on product base with �0.5%. Notwithstand-ing that the effect of additional fat is much greater at lowertotal fat contents (<30%) (Beckett, 2009) and the chocolateproduced in the setup had a total fat content of 33%, the observedincrease and more specifically the role of the FFA remainedunclear.
The viscosity of a chocolate is mainly determined by the contin-uous fat phase. Therefore it seemed useful to determine the flowbehavior of the refined CBs. The flow behavior of the crude and sil-ica pretreated samples and their steam refined counterparts at250 �C was determined. Their Casson viscosity was measured butno significant differences were observed (results not shown). Thispointed out that the effect on the viscosity is an interface relatedphenomenon.
To conclude, when FFA are present a higher stress will be nec-essary before the chocolate starts to flow but once it flows a lowerviscosity will be observed.
3.2.4. Texture analysisThe maximum load to fracture a bar of chocolate or the fractu-
rability was measured by a three point bend test. The fracturabilityis the result of a high degree of hardness and a low degree of cohe-siveness (Szczesniak, 2002). Therefore, this parameter combinesthe force required to compress a substance between molar teethand the degree to which a substance is compressed between theteeth before it breaks.
The texture analysis was performed after a storage period ofone and two weeks. No significant differences were observed be-tween these two measurement times therefore only the resultsof week 2 are illustrated in Fig. 5. The relative standard deviationvaried around 10% which made it difficult to detect significant dif-ferences between the different chocolates.
The silica pretreatment did not result in significantly differentmaximum load values. As function of packed column temperature,the maximum load increased. This was the most evident for the CBwith the silica pretreatment although the maximum load droppedagain at the highest packed column temperature. Presumably, thisobservation is again linked with the removal of the FFA. As it wasconcluded earlier, the crystallization behavior was affected by thisremoval. At lower FFA concentrations, CB tends to crystallize soon-er and faster. So the presence of FFA influenced the chocolate‘smicrostructural development, with observed differences on a mac-roscopic scale.
Please cite this article in press as: De Clercq, N., et al. Influence of cocoa butter redoi:10.1016/j.jfoodeng.2012.01.033
4. Conclusions
The silica treatment and/or packed column steam refining sig-nificantly changed the quality characteristics of the treated CB.The major effect of the silica pretreatment was the completeremoval of phosphorus (thus phospholipids), iron and alkalinecomponents. The removal of the pro-oxidant iron almost doubledthe oxidative stability. Also a bleaching effect was obtained, result-ing in a more yellow butter. Compared to a traditional bleachingprocess, not all the alkaloids, like theobromine and caffeine, wereeliminated.
The main effect of the steam refining step was the removal ofthe FFA at increased temperatures (T P 200 �C). The changes inphysical properties were mainly related to the removal of theseFFA as they retarded and slowed down the crystallization.
The impact of the refining conditions on milk chocolate qualitywere verified. The refining of CB influenced the rheologic proper-ties of the chocolate. This is an important finding as chocolate flowproperties are very important in chocolate manufacturing. Adjust-ing the flow properties of molten milk chocolate allows the choco-late manufacturers to optimize their processes and formulationsand to reduce the costs. It was observed that an increased packedcolumn temperature, coinciding with the removal of FFA, resultedin a lower yield stress and a higher viscosity. It was clear that theFFA played a predominant role, probably at the interface betweenparticles and the continuous phase, but the exact mechanism re-mained unclear. In the future, a more fundamental study couldhelp to elucidate the observed effects. The FFA influenced the crys-tallization kinetics and so the formation of the crystal network,resulting in differences on a macroscopic scale. In conclusion, bytuning the refining conditions (pretreatment or no pretreatment,temperature of the refining process) the CB properties could bemanipulated to suit the desired chocolate properties.
References
Beckett, S.T., 2009. Chocolate flow properties. In: Beckett, S.T. (Ed.), Industrialchocolate manufacture and use. Wiley-Blackwell, West Sussex, UK, pp. 224–246.
Calliauw, G., Vila Ayala, J., Gibon, V., Wouters, J., De Greyt, W., Foubert, I.,Dewettinck, K., 2008. Models for FFA-removal and changes in phase behavior ofcocoa butter by packed column steam refining. Journal of Food Engineering 89(3), 274–284.
Chevalley, J., 1991. An adaptation of the casson equation for the rheology ofchocolate. Journal of Texture Studies 22 (2), 219–229.
Cmolik, J., Pokorny, J., Reblova, Z., Svoboda, Z., 2008. Tocopherol retention inphysically refined rapeseed oil as a function of deodorization temperature.European Journal of Lipid Science and Technology 110 (8), 754–759.
De Greyt, W., 1998. Effect of physical refining on selected minor components invegetable oils. Ghent University, Ghent, p. 218.
De Greyt, W., Vila Ayala, J., vanheerswynghels Kellens, P., Kellens, M.., 2003. Newdevelopments in cocoa butter refining, 25th World Congress and exhibition ofthe ISF. Bordeaux, France.
Depypere, F., Van Oostveldt, P., Pieters, J.G., Dewettinck, K., 2009. Quantification ofmicroparticle coating quality by confocal laser scanning microscopy (CLSM).European Journal of Pharmaceutics and Biopharmaceutics 73 (1), 179–186.
European Union, (2000). Directive 2000/36/EC of the European Parliament and ofthe Council relating to cocoa and chocolate products intended for humanconsumption, in: Communities, O.J.o.t.E. (Ed.), L197, pp. 19–25.
Firestone, D., 1997. Official methods and recommended practices of the AOCS, fifthedition (fifth ed.). AOCS Press, Campaign, Illinois, USA.
Firestone, D., 2009. Official methods and recommended practices of the AOCS, 6thedition. AOCS Press, Campaign, Illinois, USA.
Foubert, I., Vanrolleghem, P., Thas, O., Dewettinck, K., 2004. Influence of chemicalcomposition on the isothermal cocoa butter crystallization. Journal of FoodScience 69 (9), E478–E487.
Foubert, I., Vanrolleghem, P.A., Dewettinck, K., 2003. A differential scanningcalorimetry method to determine the isothermal crystallization kinetics ofcocoa butter. Thermochimica Acta 400 (1–2), 131–142.
Foubert, I., Vanrolleghem, P.A., Vanhoutte, B., Dewettinck, K., 2002. Dynamicmathematical model of the crystallization kinetics of fats. Food ResearchInternational 35 (10), 945–956.
Ghorbel, D., Saidi, I., Ben Slema, M., Gharsallah, M., 2011. Adjusting flow propertiesof molten milk chocolate by means of emulsifiers and fat. Journal of FoodProcess Engineering 34 (2), 317–331.
fining on the quality of milk chocolate. Journal of Food Engineering (2012),

8 N. De Clercq et al. / Journal of Food Engineering xxx (2012) xxx–xxx
Gibon, V., De Greyt, W., Kellens, M., 2007. Palm oil refining. European Journal ofLipid Science and Technology 109 (4), 315–335.
Pontillon, J., 1998. Le beurre de cacao et les matières grasses en chocolaterie. In:Pontillon, J. (Ed.), Cacao et chocolat: production, utilisation, caractéristiques.Lavoisier, Paris, France, pp. 325–393.
Schantz, B., Rohm, H., 2005. Influence of lecithin-PGPR blends on the rheologicalproperties of chocolate. Lwt-Food Science and Technology 38 (1), 41–45.
Please cite this article in press as: De Clercq, N., et al. Influence of cocoa butter redoi:10.1016/j.jfoodeng.2012.01.033
Szczesniak, A.S., 2002. Texture is a sensory property. Food Quality and Preference 13(4), 215–225.
Timms, R.E., Stewart, I.M., 1999. Cocoa butter, a unique vegetable fat. LipidTechnology Newsletter 5, 101–107.
Vila Ayala, J., Calliauw, G., Foubert, I., Dewettinck, K., Dyer, B., De Greyt, W., 2007.Impacts of bleaching and packed column steam refining on cocoa butterproperties. Journal of the American Oil Chemists’ Society 84 (11), 1069–1077.
fining on the quality of milk chocolate. Journal of Food Engineering (2012),
Related Documents











