IDENTIFICACIÓN DE RIESGOS Y PUNTOS CRÍTICOS DE CONTROL EN PLANTAS DE POTABILIZACIÓN DE AGUA Universidad Nacional de Colombia Facultad de Ingeniería y Arquitectura Departamento de Ingeniería Química Manizales, Colombia Año 2015

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
IDENTIFICACIÓN DE RIESGOS Y PUNTOS CRÍTICOS DE CONTROL EN
PLANTAS DE POTABILIZACIÓN DE AGUA
Universidad Nacional de Colombia
Facultad de Ingeniería y Arquitectura
Departamento de Ingeniería Química
Manizales, Colombia
Año 2015
2
IDENTIFICACIÓN DE RIESGOS Y PUNTOS CRÍTICOS DE CONTROL EN
PLANTAS DE POTABILIZACIÓN DE AGUA
Trabajo presentado como requisito parcial para optar al título de: Magister en Ingeniería - Ingeniería Ambiental
Por:
Sebastián Giraldo Atehortúa
Director (a):
PhD., Oscar Andrés Prado Rubio. UN de Colombia, sede Manizales
Codirector (a):
Ph.D., Jeannette del Carmen Zambrano Nájera. UN de Colombia, Sede
Manizales
Línea de Investigación:
Ambiental Área Sanitaria
Universidad Nacional de Colombia
Facultad de Ingeniería y Arquitectura, Departamento de Ingeniería Química
Manizales, Colombia
Año 2015

3
4
Tabla de contenidos RESUMEN .......................................................................................................................................... 11
ABSTRACT .......................................................................................................................................... 14
INTRODUCCION ................................................................................................................................. 17
1.1 Planteamiento del Problema ............................................................................................ 19
1.2 Cumplimiento Normativo en Sistemas de Acueducto ...................................................... 21
1.3 Monitoreo de cumplimiento ............................................................................................. 23
1.4 Motivación del trabajo e hipótesis .................................................................................... 24
1.5 Contribuciones académicas............................................................................................... 27
2 METODOLOGÍAS PARA EL ANALISIS DE RIESGOS ...................................................................... 30
2.1 Definición de Riesgo y Amenaza ....................................................................................... 30
2.2 Estudios de riesgos y operatividad (HAZOP) ..................................................................... 31
2.3 Hazard Analysis and Critical Control Points (HACCP) ........................................................ 34
2.4 Composite Correction Program (CCP) ............................................................................... 36
2.5 Planes de Seguridad del Agua (Organización Mundial de la Salud) .................................. 39
3 ÍNDICES DE CAPACIDAD DE PROCESO (Cpi) PARA EL CONTROL DE UN PROCESO DE
POTABILIZACIÓN DE AGUA ............................................................................................................... 43
3.1 Introducción a los índices de Capacidad de Proceso ........................................................ 43
3.2 Índice Cpk (para el seguimiento de turbiedad) ................................................................. 45
3.3 Índice Cpm: para el seguimiento de la concentración de cloro residual en el agua tratada
……………………………………………………………………………………………………………………………………..47
4 ANALISIS DE METODOLOGIAS PARA IDENTIFICACIÓN DE RIESGOS .......................................... 49
4.1 Creación de la metodología a utilizar ................................................................................ 51
4.2 Selección de las etapas de desarrollo del análisis de riesgos ........................................... 53
4.3 Interrelación entre las metodologías PSA, CCP e índices (Cpi) ......................................... 57
5 APLICACIÓN DE LA METODOLOGÍA PROPUESTA: PTAP de 1.2 M3/s ........................................ 60
5.1 Descripción de la planta bajo estudio ............................................................................... 60
5.2 Valores de desempeño de: % de eficiencias, Cpk y Cpm .................................................. 61
5.2.1 Identificación de variabilidad y ajuste a los límites establecidos para el proceso .... 64
5.2.1.1 Turbiedad: Proceso de clarificación de agua potable ........................................... 64
5.2.1.2 Impacto de la variación de la calidad del agua cruda en los diferentes índices ... 69
5.2.2 Proceso de filtración .................................................................................................. 70
5
5.2.2.1 Influencia de la calidad del agua clarificada (de entrada al filtro) en el cálculo de
los índices .............................................................................................................................. 73
5.3 Cloración: Control de la concentración de cloro residual (mg/l) mediante el índice Cpm 75
5.3.1 Comparación de la aplicación de Cpk y Cpm en el control de la concentración de
cloro residual ............................................................................................................................. 75
5.3.2 Influencia de la magnitud de los datos sobre el Cpk y Cpm ...................................... 77
5.4 Aplicación de criterios del Programa de Evaluación por Componentes (CCP) ................. 79
5.4.1 Análisis de distribución de percentiles ...................................................................... 79
5.4.2 Evaluación de condiciones de diseño ........................................................................ 81
5.4.3 Resultados de la evaluación de unidades mayores de proceso ................................ 83
5.4.3.1 Floculación............................................................................................................. 83
5.4.3.2 Sedimentación ....................................................................................................... 84
5.4.3.3 Filtración ................................................................................................................ 84
5.4.3.4 Desinfección .......................................................................................................... 85
5.4.4 Identificación de factores limitantes del desempeño ............................................... 85
5.4.4.1 Identificación de factores administrativos ............................................................ 86
5.4.4.2 Identificación de factores operacionales .............................................................. 88
5.4.4.3 Identificación de factores de mantenimiento ....................................................... 93
5.4.4.4 Identificación de factores de diseño ..................................................................... 95
5.4.4.5 Clasificación de la planta dentro de los tres tipos de PTAP de acuerdo a criterios
CCP ………………………………………………………………………………………………………………………….95
5.5 Implementación del Plan de Seguridad del Agua ............................................................. 97
5.5.1 Descripción del proceso ............................................................................................ 97
5.5.2 Identificación de riesgos ............................................................................................ 97
5.5.3 Planes complementarios transversales a todos los riesgos ...................................... 98
5.5.4 Aplicación de resultados de la evaluación CCP junto al Plan de Seguridad del Agua
……………………………………………………………………………………………………………………………99
5.5.5 Aplicación de Índices de Capacidad de Proceso en las metodologías de CCP y PSA
……………………………………………………………………………………………………………………………99
COMENTARIO FINAL Y CONCLUSIONES .......................................................................................... 101
Recomendaciones ....................................................................................................................... 105
BIBLIOGRAFÍA .................................................................................................................................. 107

6
Índice de figuras
Figura 1: Inversión en agua potable y saneamiento básico y Enfermedades Infecciosas Intestinales
Infantiles- 2003-2006(Contraloría General de la Republica - Colombia 2012)……………………………….19
Figura 2: Distribución por categoría municipal de morbilidad por infecciones intestinales en
población infantil 2003-2006(Contraloría General de la Republica - Colombia 2012)……………………20
Figura 3: Parámetros de calidad del agua de consumo humano vs números de municipios que
incumplen cada parámetro(Contraloría General de la Republica - Colombia 2012) ........................ 21
Figura 4: Programas de HACCP para controlar riesgos a la salud pública en agua potable(Kathy
Martel et al 2006).... .......................................................................................................................... 23
Figura 5: terminología de un proceso HAZOP. Adaptado de (Rausand 2005) .................................. 33
Figura 6: diagrama de decisión para la evaluación de nodos de proceso en HAZOP(Rausand 2005)
........................................................................................................................................................... 33
Figura 7: Etapas principales de un CCP, en orden secuencial de ejecución ...................................... 38
Figura 8: Marco para la seguridad en la calidad del agua alineado con las Guías para Calidad del
Agua(World Health Organization 2014) ............................................................................................ 40
Figura 9: Componentes de un Plan de Seguridad del Agua .............................................................. 41
Figura 10: eventos por fuera de especificación para cada rango de Cpk-tomado de (Pearn & Kotz
2006) ................................................................................................................................................. 46
Figura 11: Interrelación entre los componentes del proceso de identificación de riesgos .............. 58
Figura 12: etapas de proceso en la PTAP evaluada ........................................................................... 61
Figura 13: Clasificación de acuerdo a la evaluación de unidades mayores- adaptado de (EPA 1998)
........................................................................................................................................................... 95
Figura 14: Límites de especificación del proceso .............................................................................. 96
Figura 15: etapas de proceso en la PTAP evaluada ........................................................................... 97
7
Índice de Gráficas
Gráfica 1: Comportamiento de los eventos por fuera de especificación (ordenada) vs Cpk (abscisa)
-Tomado de Pearn & Kotz ................................................................................................................. 46
Gráfica 2: Turbiedad del agua de entrada y salida de la unidad de sedimentación: Enero
(desfavorable) ................................................................................................................................... 64
Gráfica 3: condiciones de turbiedad del agua de entrada y salida de la unidad de sedimentación:
Diciembre (favorable) ....................................................................................................................... 64
Gráfica 4: Comparación entre el comportamiento de la turbiedad del agua clarificada vs índice Cpk
enero ................................................................................................................................................. 65
Gráfica 5: Comparación entre el comportamiento de la turbiedad del agua clarificada vs índice Cpk
diciembre .......................................................................................................................................... 65
Gráfica 6: Comparación entre el comportamiento de la turbiedad del agua clarificada de dos días
con altos valores de turbiedad del proceso de clarificación ............................................................. 66
Gráfica 7: Comparación entre la desviación estándar del agua clarificada y el % de eficiencia (RAS)
........................................................................................................................................................... 67
Gráfica 8: Comparación entre la desviación estándar del agua clarificada y el % de eficiencia (RAS)
........................................................................................................................................................... 67
Gráfica 9: Comparación entre el comportamiento del índice Cpk y el % de eficiencia de la
sedimentación durante enero ........................................................................................................... 67
Gráfica 10: Comparación entre el comportamiento del índice Cpk y el % de eficiencia de la
sedimentación durante diciembre .................................................................................................... 67
Gráfica 11: Comparación entre la desviación estándar producida por el clarificador y el índice Cpk
Enero ................................................................................................................................................. 68
Gráfica 12: Comparación entre la desviación estándar producida por el clarificador y el índice Cpk
Diciembre .......................................................................................................................................... 68
Gráfica 13: Ruido aportado por la variación de turbiedad de entrada a la unidad de clarificación-
Enero ................................................................................................................................................. 69
Gráfica 14: Ruido aportado por la variación de turbiedad de entrada a la unidad de clarificación-
Diciembre .......................................................................................................................................... 69
Gráfica 15: Comportamiento del Cpk frente a la turbiedad del agua producida-enero ................... 70
Gráfica 16: Comportamiento del Cpk frente a la turbiedad del agua producida-diciembre ............ 70
Gráfica 17: Comportamiento del Cpk frente a la desviación estándar – enero ................................ 71
Gráfica 18: Comportamiento del Cpk frente a la desviación estándar – Diciembre ......................... 71
Gráfica 19: desempeño de la filtración 9 y 22 de diciembre ............................................................ 72
Gráfica 20: desempeño de la eficiencia de filtración (RAS) frente al índice Cpk para el agua
producida en el filtro – Enero ........................................................................................................... 73
Gráfica 21: desempeño de la eficiencia de filtración (RAS) frente al índice Cpk para el agua
producida en el filtro – Enero ........................................................................................................... 73
Gráfica 22: desempeño de la eficiencia de filtración (RAS) frente a la turbiedad del agua de entrada
al filtro – enero .................................................................................................................................. 74

8
Gráfica 23: desempeño de la eficiencia de filtración (RAS) frente a la turbiedad del agua de entrada
al filtro – Diciembre ........................................................................................................................... 74
Gráfica 24: Comportamiento del Cpk frente a la turbiedad del agua de entrada al filtro (o
clarificada)-enero .............................................................................................................................. 74
Gráfica 25: Comportamiento del Cpk frente a la turbiedad del agua de entrada al filtro (o
clarificada)-diciembre ....................................................................................................................... 74
Gráfica 26: Comportamiento del Cpk y Cpm frente a la desviación estándar de los valores de
concentración de cloro residual-enero ............................................................................................. 76
Gráfica 27: Comportamiento del Cpk y Cpm frente a la desviación estándar de los valores de
concentración de cloro residual - .Diciembre ................................................................................... 76
Gráfica 28: Comportamiento del cloro residual hora a hora durante los días 8, 15 y 19 de enero . 76
Gráfica 29: Comportamiento del cloro residual hora a hora durante los días 2, 14 y 24 de diciembre
........................................................................................................................................................... 76
Gráfica 30: Comportamiento del Cpk y Cpm frente al valor medio de la concentración de cloro
residual-Diciembre ............................................................................................................................ 78
Gráfica 31: Comportamiento del Cpk y Cpm frente al valor medio de la concentración de cloro
residual-Diciembre ............................................................................................................................ 78
Gráfica 32: Segmentos de calidad para el agua clarificada-Enero .................................................... 80
Grafica 33: Segmentos de calidad para el agua clarificada-Diciembre ............................................. 80
Gráfica 34: Segmentos de calidad para el agua filtrada-enero ......................................................... 80
Gráfica 35: Segmentos de calidad para el agua filtrada-diciembre .................................................. 80

9
Índice de abreviaturas
RAS: Reglamento Técnico de Agua Potable y Saneamiento
Cpi: Índices de Capacidad de Proceso
PTAP: Planta de Tratamiento de Agua Potable
PSA: Planes de Seguridad del Agua
CCP: Composite Correction Program
HACCP: Hazard Analysis and Critical Control Point
HAZOP: Análisis de Riesgo Operativo
EPA: Environmental Protection Agency
OMS: Organización Mundial de la Salud
OPS: Organización Panamericana de la Salud
AMEF: Análisis de Modo y Efecto de Falla
IMS: Integral Medium Support
PCC: Punto Crítico de Control
CAC: Codex Alimentarius Commission
USL: Upper Specification Limit
LSL: Lower Specification Limit
UNT: Unidades Nefelométricas de Turbiedad
WAO: Wide Area Optimization
CEPIS: Centro Panamericano de Ingeniería Sanitaria
AWWA: American Water Works Association
APHA: American Public Health Association
WEF: Water Environmental Federation

10
11
RESUMEN
Durante la última década se ha promovido en el mundo la aplicación de metodologías
para el control de Plantas de Tratamiento de Agua Potable (PTAP) que sirvan de
alternativas al denominado cumplimiento normativo de amplia aplicación; el concepto de
cumplimiento normativo consiste en buscar únicamente alcanzar las metas del regulador o
el Estado como resultado final en los parámetros de calidad del agua tratada; Se ha
demostrado que esta estrategia es ineficaz para evitar la incidencia de enfermedades de
origen hídrico y garantizar la seguridad del agua de acuerdo a brotes de enfermedades
ocurridos en países como Australia, Canadá y Estados Unidos entre otros.
Se ha identificado en Colombia que la mayoría de parámetros que incumplen la
normatividad de calidad del agua tratada es a causa principalmente por falta de
infraestructura adecuada, recursos para la operación o debilidades operacionales y de
control en las PTAP; agravando esta situación se encuentra que las metodologías de
control recomendadas por la normatividad del sector (Reglamento Técnico de Agua
Potable y Saneamiento – RAS) no son las adecuadas llevando a que en muchos casos se
apliquen criterios de seguimiento y control de proceso que no permiten conocer la
realidad del proceso.
En el presente trabajo se muestra la necesidad de incorporar en las PTAPs la gestión de
riesgos así como mejores instrumentos de control y seguimiento de proceso, por esta
razón se propone la integración de dos metodologías para la gestión de riesgos creando
una nueva de carácter hibrido compuesto por la metodología de los Planes de Seguridad
del Agua (PSA) de la Organización Mundial de la Salud y elementos seleccionados del
Programa de Corrección por Componentes (Composite Correction Program - CCP) de la
Agencia de Protección Ambiental de Estados Unidos.
Puesto que el análisis de riesgos por sí sólo no es suficiente para garantizar la seguridad
del agua de consumo, la metodología propuesta en este trabajo es fortalecida usando
Índices de Capacidad de Proceso (Cpi) los cuales permiten identificar variaciones en los
parámetros operacionales y el grado de desviación de los subprocesos de la PTAP respecto
al valor objetivo establecido. En este caso se analizaron el comportamiento de la variable
12
turbiedad en las etapas de clarificación y filtración, así como la concentración de cloro
residual en la etapa de desinfección. Estas variables se priorizaron por su impacto en la
salud pública.
La metodología híbrida propuesta en este trabajo específicamente para el caso de plantas
de potabilización es innovadora debido a que no hay antecedentes de implementaciones
de Cpi para el monitoreo y control de plantas de tratamiento, ni de una implementación
conjunta de un Plan de Seguridad del Agua apoyado por la metodología del Composite
Correction Program.
Finalmente se utiliza como caso de estudio información de una PTAP registrada hora a
hora durante un año para lo cual se escogieron dos periodos: un periodo de operación
bajo condiciones favorables y otro con condiciones desfavorables.
Los resultados corroboran la debilidad de los índices de porcentaje de eficiencia para
detectar diferentes anomalías en una PTAP. Adicionalmente se muestra que con la misma
información de planta, los índices de capacidad de proceso proveen una mayor
información sobre el correcto desempeño de los procesos de clarificación, filtración y
desinfección. En el trabajo se logra ligar estos índices propuestos para el monitoreo y
control de proceso al seguimiento de riesgos encontrados en la PTAP a través de la nueva
metodología hibrida PSA-CCP propuesta aquí entregando una herramienta robusta para la
gestión de riesgos de un proceso de potabilización apoyada en el comportamiento de la
PTAP dos de sus variables criticas como lo son la turbiedad y la concentración de cloro
residual.
Con este trabajo se quiere demostrar que el uso de instrumentos y metodologías para la
gestión de riesgos aumenta la capacidad de un sistema de suministro de agua (en este
caso una PTAP) para suministrar agua segura a la población.
La metodología requiere un alto nivel de conocimiento del sistema a evaluar, sus
particularidades y un buen fundamento teórico para comprender el origen de los riesgos
que afectan la seguridad del agua y pueden materializarse durante la operación, por lo
que en ocasiones la aplicación de la metodología puede requerir asesoramiento externo.
Palabras clave: Identificación de riesgos, Índices de Capacidad de Proceso, Cpi, Planes de
Seguridad del Agua, Programa de Corrección por Componentes, Cpk, Cpm, Control de
procesos en una PTAP

13

14
ABSTRACT
RISK IDENTIFICATION AND CRITICAL CONTROL POINTS IN DRINKING WATER
TREATMENT PLANTS
In the past decade has been promoted worldwide the application of process control
methodologies for Drinking Water Treatment Plants (DWTP) as alternatives to the so
called compliance monitoring, of common implementation. It's aims to only reach the
national standards performance goals as final quality results in treated water; It has been
shown that this strategy is ineffective in order to prevent waterborne diseases and to
ensure water security as have been evidenced in past outbreaks in countries such as
Australia, Canada and the United States among others.
In Colombia has been established that the vast majority of parameters which do not meet
the standards for drinking water remain in the water supplied to the population mainly
due to the lack of adequate infrastructure, lack of resources for the operation or
operational and control failure in the WTP, exacerbating this situation is found that
control methodologies recommended by standards are not adequate leading often to
apply an inadequate monitoring and control process.
In this paper is shown the need to incorporate operational criteria for PTAPs that consider
risk management as better tools for process monitoring and control, that’s why is that the
integration of two methodologies for risk management, creating a new one hybrid
composed of Water Safety Plans of World Health Organization and selected elements
from the Composite Correction Program – (CCP) from the United States Environmental
Agency.
Given that risk analysis by itself is not enough to guarantee water security, the previous
stage is complemented with the application of Process Capability indices (Cpi), which
allow to identify variations in the parameters of operational control and the degree of
deviation on the sub processes in the WTP from an established target value; in this case
turbidity for stages of clarification and filtration are analyzed, also like residual chlorine
concentration for disinfection. These variables are prioritized because of their impact on
public health.
15
This hybrid strategy for risk management oriented to DWTP is innovative because there
are not previous documented applications by one side, for the Cpi indexes, and for the
other side for a joint application of a Water Safety Plan complemented with the
Composite Correction Program.
Finally it is used as a case study the hourly registered information from a DWTP for one
year analyzed in two different periods which were chosen as follow: a first operational
season under favorable conditions and other one with predominant unfavorable
conditions. The results corroborate the weakness of percentage rates of efficiency indexes
to detect different anomalies in a DWTP. Additionally it is shown that with the same
information from the process, the process capability indices (Cpi) provide further
information on the correct performance for the processes of clarification, filtration and
disinfection.
In this work the goal to link these proposed monitoring and process control indexes to the
detected DWTP risks is achieved through the new hybrid PSA-CCP methodology proposed
here, creating a robust tool for risk management in a DWTP supported by the behavior of
two of its critical variables such as turbidity and residual chlorine concentration.
The purpose of this work is to show that the use of instruments and methodologies for
risk management increases the capability of a water supply system (in this case a WTP) to
supply safe water to the population.
The methodology demands a system's high level knowledge in order to evaluate their
characteristics and also a good theoretical basis of a drinking water treatment phenomena
to understand the source of the detected risks that are threatening the water safety and
could materialize during the operation, that's why sometimes external expertise is
required during the methodology implementation.
Keywords: Risk assessment, Process Capability Indices, Cpi, Water Safety Plans, Composite
Correction Program, Cpk, Cpm, Process control for WTP

16

17
Capítulo 1
INTRODUCCION
En Colombia cerca del 88% de la población que recibe agua a través de un acueducto no la
recibe en condiciones aptas para el consumo humano, de esta población que no recibe
agua potable se encuentra que el 86% tiene como causa el incumplimiento de los
parámetros fisicoquímicos y los microbiológicos en un 75% de los casos. La Ilustración 1
muestra el consolidado de municipios del último informe completo disponible con mayor
cobertura en los que se incluye población urbana y rural de una muestra lograda de la
mayoría de municipios que han reportado información al Estado, se observa en la gráfica
que no se encuentran la totalidad de los municipios del país puesto que muchos
municipios del país no reportan su información.
Ilustración 1: Prestación del servicio de agua en potable en los municipios reportados en el informe
(Defensoría del Pueblo - Colombia 2007)
Dentro de las posibles causas de las debilidades en los acueductos que prestan servicio en
estos municipios se han identificado (Defensoría del Pueblo - Colombia 2007):

18
Calidad insuficiente del agua en las fuentes
No hay plantas de tratamiento
Plantas de tratamiento con rendimientos muy primarios
Mala operación en las plantas de tratamiento de agua potable
Problemas en las redes de distribución
De los aspectos anteriores, al excluir los municipios que no cuentan con planta de
tratamiento (en su mayoría municipios de categoría seis), se encuentra que las principales
causas de esta carencia de agua apta para el consumo humano son el mal diseño de las
plantas, incorrectas técnicas constructivas, operación y mantenimiento deficientes.
En el ámbito de operación se ha encontrado que en algunos casos los procedimientos
operativos no corresponden a los necesarios de acuerdo a la calidad de la fuente o se
utilizan prácticas traídas de otros sistemas que no corresponden a la situación donde se
aplicará (Defensoría del Pueblo - Colombia 2007).
Evitar o corregir estos problemas era una de las motivaciones para el planteamiento del
Reglamento Técnico de Agua Potable y Saneamiento (RAS). Este reglamento es una guía
para el diseño, operación y mantenimiento de sistemas de tratamiento de agua potable
en nuestro país (Ministerio de Desarrollo Economico - Colombia 2000); este reglamento,
entre otros aspectos, establece las recomendaciones de seguimiento y control de
procesos para los sistemas de abastecimiento de Agua Potable con el fin de alcanzar los
objetivos de calidad propuestos por el Estado.
Se ha reconocido que uno de los problemas de los que adolece el RAS es que no presenta
metodologías para la implementación de planes de control de procesos, identificación de
puntos críticos de control o seguimiento estadístico de datos; Este se limita a sugerir
algunas pautas para estos fines, pero no una metodología de control de proceso como se
requiere en nuestro país.
En el presente trabajo se busca proponer una metodología para la identificación de
riesgos del proceso de potabilización y la propuesta de nuevos índices para la evaluación
del desempeño operativo de una planta de potabilización aplicando la metodología de
Índices de Capacidad de Proceso (Cpi) logrando de esta manera que la planeación del
proceso de potabilización conecte tanto la identificación de riesgos como el seguimiento
de las condiciones operativas del mismo. Esta sería la primera vez que se aplicaría esta
metodología para el control de variables en una planta de tratamiento de agua potable,
no se encuentran registros en la literatura de la implementación de Índices de Capacidad
de Proceso (Cpi) en este tipo de aplicación.

19
Se espera que la metodología permita la identificación de riesgos y el seguimiento a éstos
a través de indicadores de manera que se pueda relacionar el estado del nivel de riesgo de
acuerdo al desempeño operativo del proceso, estos indicadores permitirán establecer si el
proceso necesita mejoras en el desempeño de las variables analizadas (turbiedad y cloro)
o si ya tiene éstas bajo control.
1.1 Planteamiento del Problema
A pesar de que el estado ha hecho esfuerzos en el pasado para aumentar la inversión en
agua potable y saneamiento básico, no se observa un impacto en la disminución de
enfermedades infecciosas intestinales, como se observa en la Figura 1 año tras año
aumenta la inversión en sistemas de tratamiento de agua no obstante la morbilidad
aumenta de forma constante:
Figura 1: Inversión en agua potable y saneamiento básico y Enfermedades Infecciosas Intestinales Infantiles- 2003-
2006(Contraloría General de la Republica - Colombia 2012)
La mayor inversión acumulada por habitante se encuentra en 44 municipios de los
departamentos de Arauca, Casanare, Cundinamarca y Vichada. Sin embargo, en promedio
estos municipios presentan un Índice de Riesgo para la Calidad del Agua alto pues el 21.1%
del agua no es apta para consumo humano (Contraloría General de la Republica -
Colombia 2012). Aquí confluyen muchos factores para generar el alto riesgo como lo son
la baja calidad de las obras ejecutadas, un inadecuado seguimiento por parte de la
autoridad sanitaria, la poca eficiencia operacional en los sistemas de potabilización de
agua, la falta de continuidad en la prestación del servicio entre otros. Estos factores se
pueden relacionar con los casos de morbilidad por infecciones intestinales entre las
diferentes categorías de municipios.
Los municipios de acuerdo a su categoría cuentan con determinado nivel de
infraestructura de prestación del servicio de acueducto. Por ejemplo, se esperaría que

20
para municipios de categoría 1 y 2 (municipios de 100.000 a 500.000 habitantes) el
aspecto de deficiencias constructivas en sus Plantas de Tratamiento de Agua Potable
(PTAP) estuvieran resueltas, pues debido a su población, es en estos donde hay una mayor
concentración de inversión.
No obstante se encuentra que existen municipios de categorías 1 y 2 con una mayor
población infantil afectada que en municipios de categoría mayor (los que tienen una
menor población y generalmente una menor capacidad de pago así como menos
capacidad de gestión e inversión en agua potable y saneamiento) como se puede observar
en la Figura 2 situación que no tendría por qué presentarse. Uno de los factores que se
pueden asociar a esta situación es que a pesar de que existen municipios que cuentan con
una adecuada infraestructura para la prestación del servicio de acueducto, su operación y
mantenimiento no es adecuada.
Figura 2: Distribución por categoría municipal de morbilidad por infecciones intestinales en población infantil 2003-2006(Contraloría General de la Republica - Colombia 2012)
En la Figura 3 se muestra el número de municipios que incumplen determinados
parámetros de calidad de agua. Este incumplimiento proviene de varios orígenes. Por un
lado se encuentran sistemas abastecedores que no tratan de ninguna manera sus aguas,
pero por otro lado se tienen sistemas que aun cuando realizan un tratamiento no pueden
corregir los parámetros que se encuentran regulados especialmente los microbiológicos
(Coliformes totales y E. Coli), así como remoción de turbiedad y color.

21
Figura 3: Parámetros de calidad del agua de consumo humano vs números de municipios que incumplen cada parámetro(Contraloría General de la Republica - Colombia 2012)
Analizando los datos reportados, se identifica que a raíz de las falencias en el control de
procesos no se están eliminando riesgos presentes en el agua cruda de manera que éstos
terminan llegando al usuario final a través del agua potable.
Por esta razón uno de los fines del presente trabajo es el proponer un marco
metodológico para la identificación de riesgos y amenazas en las plantas de potabilización
basado en los esfuerzos más recientes de organizaciones internacionales. Esta
metodología de control de riesgos se complementará con la implementación de
indicadores de control de proceso logrando relacionar el seguimiento de indicadores con
la gestión y control de riesgos en un acueducto. Esta tarea no es necesariamente simple y
se requiere una estrategia iterativa para conectar ambos conceptos.
1.2 Cumplimiento Normativo en Sistemas de Acueducto
Los sistemas de acueducto a pesar de alcanzar altos niveles de cumplimiento normativo
pueden presentar simultáneamente fallas en su operación que no son fácilmente
detectables si su administración y manejo se realiza únicamente a través del denominado
monitoreo de cumplimiento (Canadian Council of Ministers of the Environment 2004).
22
El monitoreo de cumplimiento consiste en utilizar como objetivo de calidad alcanzar
únicamente las metas establecidas por el regulador o el Estado. Este enfoque ha
demostrado no ser suficiente para proteger a la población servida por un acueducto
contra riesgos de contaminación microbiológica o química (US EPA 2006, Damikouka et al.
2007, Davidson et al. 2005). Australia, Nueva Zelanda y Canadá tienen en común
diferentes eventos de brotes de enfermedades en el agua potable distribuida en varias de
sus ciudades en estos sistemas aparentemente se tenía pleno cumplimiento de las
exigencias normativas (Hrudey 2006, Keswick et al. 1985, National Medical Health and
Research Council & Nwqms 2011). Es por esta razón que se ha propuesto la
implementación de marcos o rutas que permitan evaluar paso a paso los riesgos de
contaminación presentes en un acueducto. (World Health Organization 2011. National
Medical Health and Research Council 2011) .
Estos marcos o rutas son estrategias de análisis de riesgo a nivel global en el acueducto
que se enfocan en todo aquello que pudiera ser un riesgo para la seguridad del agua; Los
marcos o rutas de evaluación de riesgo se enfocan en identificar, cuantificar y aplicar
controles a los riesgos que pudieran afectar la calidad de un acueducto.
En la revisión más reciente de las Guías de Calidad del Agua potable de la OMS se
establece que proporcionar agua potable de manera segura requiere la gestión de los
riesgos asociados a la cadena de producción y suministro. La filosofía de este enfoque
radica en que entregar agua de manera segura no se logra únicamente alcanzando un alto
nivel de cumplimiento normativo, sino que es necesario adoptar metodologías que
permitan la gestión de riesgos del sistema de acueducto a través de su cadena de
suministro desde la captación hasta la entrega al usuario final. Es por esto que en los
últimos 20 años se han planteado diversas estrategias para la evaluación de riesgos en
acueductos como lo es la metodología de Planes de Seguridad del Agua (PSA) (Hamilton et
al. 2006).
Metodologías como la de Planes de Seguridad del Agua (PSA), así como para el análisis de
riesgos en procesos químicos en general (HAZOP) e inclusive en alguna medida el
Programa de Corrección por Componentes (Composite Correction Program CCP) tienen en
común que se han creado a partir del concepto del Análisis de Riesgos y Puntos Críticos
de Control (Hazard Analysis and Critical Control Points HACCP).
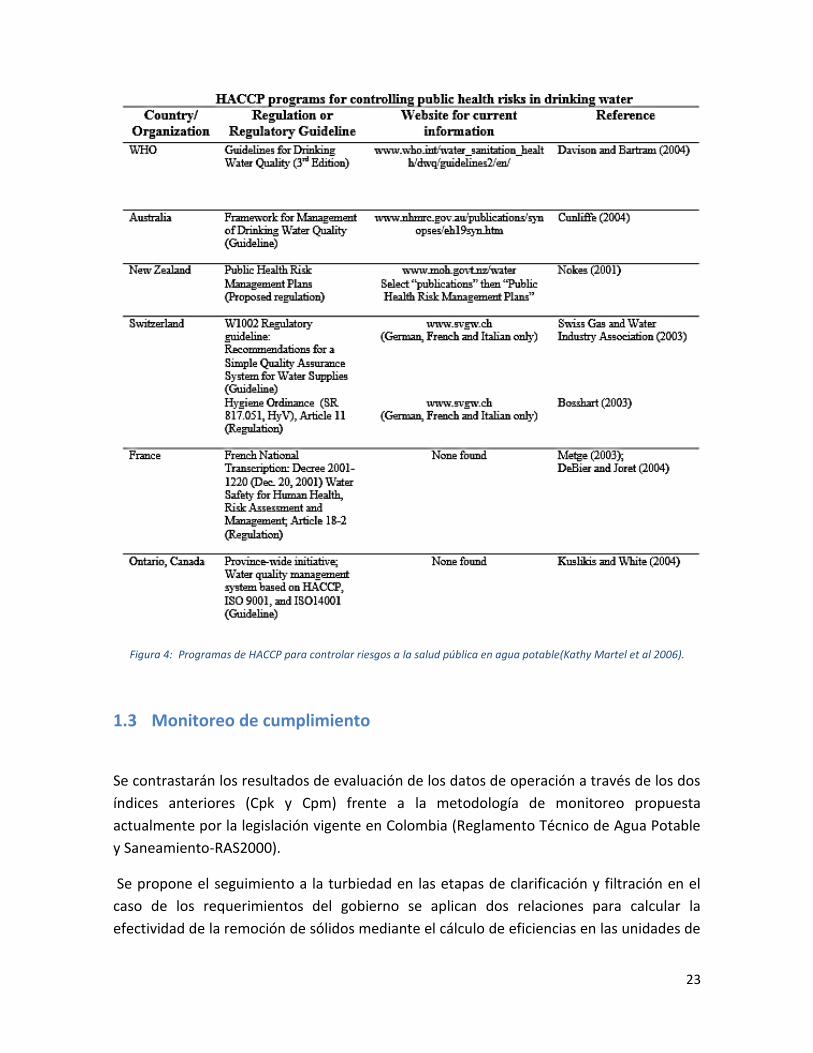
La aplicación de HACCP a sistemas de acueducto fue formulada por primera vez por
Havelaar en 1994 y ha sido ampliamente replicada en legislaciones alrededor del mundo a
través de diferentes aproximaciones como se observa en la Figura 4 (Havelaar 1994).
23
Figura 4: Programas de HACCP para controlar riesgos a la salud pública en agua potable(Kathy Martel et al 2006).
(Kathy Martel et al 2006)
1.3 Monitoreo de cumplimiento
Se contrastarán los resultados de evaluación de los datos de operación a través de los dos
índices anteriores (Cpk y Cpm) frente a la metodología de monitoreo propuesta
actualmente por la legislación vigente en Colombia (Reglamento Técnico de Agua Potable
y Saneamiento-RAS2000).
Se propone el seguimiento a la turbiedad en las etapas de clarificación y filtración en el
caso de los requerimientos del gobierno se aplican dos relaciones para calcular la
efectividad de la remoción de sólidos mediante el cálculo de eficiencias en las unidades de
24
sedimentación y filtración (sección C6.6 y sección C7.6 -Ministerio de Desarrollo
Económico 2000):
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 𝑑𝑒 𝑙𝑎 𝑠𝑒𝑑𝑖𝑚𝑒𝑛𝑡𝑎𝑐𝑖ó𝑛 = 1 −𝑁𝑜
𝑁𝑡= (1 −
𝑇𝑢𝑟𝑏𝑖𝑒𝑑𝑎𝑑 𝑠𝑎𝑙𝑖𝑑𝑎
𝑇𝑢𝑟𝑏𝑖𝑒𝑑𝑎𝑑 𝑒𝑛𝑡𝑟𝑎𝑑𝑎) 𝑥 100 (4)
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 𝑑𝑒 𝑙𝑎 𝑓𝑖𝑙𝑡𝑟𝑎𝑐𝑖ó𝑛 = ( 𝑇𝑢𝑟𝑏𝑖𝑒𝑑𝑎𝑑 𝑎𝑓𝑙𝑢𝑒𝑛𝑡𝑒−𝑡𝑢𝑟𝑏𝑖𝑒𝑑𝑎𝑑 𝑒𝑓𝑙𝑢𝑒𝑛𝑡𝑒
𝑇𝑢𝑟𝑏𝑖𝑒𝑑𝑎𝑑 𝑎𝑓𝑙𝑢𝑒𝑛𝑡𝑒) (5)
Las ecuaciones 4 y 5 se encuentran influenciadas por los valores de entrada a cada etapa
(sedimentación y filtración), por lo que si se tienen valores altos de entrada
aparentemente se tendrían mejores eficiencias, pero sin lograrse necesariamente el valor
requerido de turbiedad a la salida de la unidad. Para la clarificación se recomiendan
eficiencias entre el 50 y el 70% dependiendo de la tecnología empleada (Arboleda 2000).
Para el caso de la ecuación 1 se recomienda hacer este análisis para cada filtro del proceso
durante su carrera de operación, el inconveniente que esta metodología presenta es que
las eficiencias por filtro (o eficiencias individuales) no son una representación de la calidad
agua que realmente está saliendo del proceso, por otro lado tampoco permiten identificar
tendencias del comportamiento que tendrá el agua filtrada pues difícilmente se tienen
caudales iguales en cada unidad de filtración.
Esto último puede entenderse mejor si se considera una corriente de baja turbiedad (es
decir, buena calidad) que es mezclada con una corriente de mayor caudal y mayor
turbiedad, en cuyo caso a partir del valor individual de turbiedad de cada filtro no es
posible conocer el estado de toda el efluente de la planta, ni mucho menos identificar
alguna tendencia en su operación o si el proceso está en control.
Por esta razón en el caso de este punto (monitoreo de cumplimiento) se analizará el
comportamiento del agua efluente de la batería de filtros en su conjunto.
1.4 Motivación del trabajo e hipótesis
A pesar que el país ha visto incrementado en los últimos años el presupuesto en agua
potable y saneamiento se sigue observando que más del 80% de los municipios del país
consumen agua que no es apta para el consumo humano (Defensoría del Pueblo -
Colombia 2007). Dentro de las causas se encuentran aspectos relacionados con
infraestructura, calidad de las fuentes, problemas en las redes de distribución y finalmente
incorrecta operación de las plantas potabilizadoras.
25
Este último punto cobra importancia al conocer la distribución de calidad del agua de
acuerdo al nivel del municipio generada por la Contraloría de la Republica donde se
encuentra que existen municipios que a pesar de ser de categorías menores a las de
capitales de departamento cuentan con una mejor calidad del agua, por lo que el factor
de infraestructura instalada pierde peso en la calidad del agua producida para estos
municipios (Contraloría General de la Republica - Colombia 2012).
Es una realidad que la calidad de las fuentes hídricas es altamente variable, pero no por
ello se convierten en fuentes intratables aun cuando muchos de los problemas de
contaminación de los que adolecen muchas fuentes de acueductos del país corresponden
a características que pueden ser manejadas con tratamientos convencionales (como es el
caso de los metales pesados producto de la minería), problemas con plaguicidas o
contaminación con parásitos como Giardia y Criptosporidium, coliformes totales, E. Coli,
turbiedad, color, pH y residual de desinfectante principalmente (Contraloría General de la
Republica - Colombia 2012).
Cómo se demuestra en la sección 1.2 en la actualidad la regulación colombiana (RAS)
recomienda la implementación de la metodología de Cumplimiento Normativo para el
seguimiento y control de PTAPs Metodología que la Organización Mundial de la Salud ha
recomendado suspender desde el año 2004 (World Health Organization 2011) debido a
que se ha comprobado su ineficacia para controlar y mitigar muchos de los riesgos a los
que está expuesto un acueducto.
Por tal razón se propone la aplicación de un marco para la seguridad del agua mediante
dos metodologías, esto mediante la implementación conjunta de la metodología de los
Planes de Seguridad del Agua (PSA) (World Health Organization 2009) y el Programa de
Evaluación por Componentes (Composite Correction Program - CCP)(EPA 1998), el marco
resultante se complementa con la aplicación de indicadores para el control de proceso por
lo que en este trabajo de grado se propone el uso de Índices de Capacidad de Proceso
(Cpi) (Pearn & Kotz 2006).
De acuerdo a la evaluación realizada sobre el estado del arte actual del control de PTAPs
en el desarrollo de la presente tesis, no se conocen implementaciones previas de Cpi para
el seguimiento a la operación de PTAPs por lo que esta es una oportunidad para conocer y
proponer la misma aplicada al entorno colombiano.
En el capítulo 2 se realiza un análisis de las principales metodologías que se utilizan en la
actualidad para la gestión de riesgos en acueductos, se define el concepto de riesgo y
amenaza además se introduce el lector al concepto de análisis de puntos críticos de
control (HACCP por sus siglas en inglés), para posteriormente tratar acerca de las

26
metodologías de HAZOP, CCP y PSA. Las tres metodologías permiten un análisis secuencial
y sistemático de los posibles puntos críticos de un proceso (en el presente trabajo se
aplicará a un proceso de potabilización del agua).
En el caso de la metodología PSA ésta se enfoca en la gestión de riesgos a través del
denominado marco para la seguridad del agua (sección 2.5), comprende un fuerte
enfoque de gestión del riesgo orientado a la evaluación del proceso asemejándose a un
sistema de gestión de la calidad en el acueducto (Planear, Hacer, Verificar, Actuar), esta
metodología no propone elementos técnicos específicos a buscar en las PTAPs a diferencia
de la metodología CCP que propone un marco de indicadores, prácticas, fortalezas y
debilidades a determinar en una PTAP con el fin de evaluar su desempeño.
Se propone integrar las fortalezas de cada metodología: por un lado identificar y aplicar
correctivos a los posibles riesgos detectados en los puntos críticos de control de acuerdo a
los planes de seguridad del agua de la OMS y complementarla con una evaluación de
fuerte inclinación técnica como lo es la metodología CCP.
Dentro del mejor alcance de la búsqueda de literatura realizada durante este trabajo de
grado no se encontraron implementaciones de estas dos metodologías de manera
conjunta para gestionar riesgos en una PTAP.
El capítulo 3 introduce el concepto de los Índices de Capacidad de Proceso (Cpi) como
instrumento para la identificación y control de riesgos en una PTAP, pues una de las
hipótesis de la presente tesis es que dentro de la regulación de nuestro país no se cuenta
con instrumentos que permitan realizar una adecuada evaluación y seguimiento de
proceso en un proceso de potabilización de agua; Los instrumentos propuestos por la
reglamentación vigente (Reglamento Técnico de Agua Potable y Saneamiento) fallan al
evaluar la capacidad de una PTAP para alcanzar los parámetros de calidad en el agua
requeridos.
En la presente tesis se expone en varios capítulos la necesidad de fortalecer el
seguimiento y control de proceso establecido en la reglamentación vigente para lo cual se
proponen los índices de capacidad denominados Cpk y Cpm para la identificación de
riesgos y control de las variables de Turbiedad y concentración de Cloro residual
respectivamente.
En el capítulo 4 se analizan las metodologías propuestas identificando aquellos elementos
que se consideran de utilidad haciéndose una comparación entre las metodologías de PSA
y CCP principalmente, escogidas debido a que han sido utilizadas y se conocen
experiencias de éstas en PTAPs y sistemas de acueductos alrededor del mundo. Debido al

27
alcance de este proyecto se priorizan aquellos elementos que pueden ser aplicados dentro
de una PTAP y en el tiempo disponible para la realización de este proyecto.
El capítulo 5 comprende la aplicación de la metodología para una PTAP colombiana de
1.2M3/s, con información real de proceso tomada hora a hora durante un año
identificando dos periodos de operación, uno en condiciones favorables y otro en
condiciones desfavorables que arrojaron resultados más alejados del desempeño.
En este mismo capítulo se comparan los índices Cpi propuestos frente a las
recomendaciones existentes en el Reglamento de Agua Potable y Saneamiento vigente
mostrando la fortaleza del enfoque propuesto.
En el trabajo se encontró que los índices de seguimiento de proceso recomendados por la
normatividad presentan desventajas frente a la aplicación de índices Cpi, éstos últimos
permiten detectar situaciones en los procesos de clarificación, filtración y desinfección
que no pueden ser detectadas a través de los índices de porcentaje de eficiencia
recomendados. También se encuentra como con la aplicación de las dos metodologías de
PSA y CCP se pueden determinar y gestionar riesgos en una PTAP identificando factores
que no son fácilmente visibles a través del enfoque convencional que es aplicado
comúnmente, puesto que es necesario aplicar un enfoque sistemático a la gestión de
riesgos incorporando la evaluación de aspectos técnicos, administrativos, de
mantenimiento, operacionales y de diseño de las PTAP, al igual que herramientas para su
administración a través de programa de mejora, controles y alternativas operativas como
se muestra en el capítulo 5 y siguientes correspondientes al caso de estudio.
La aplicación de PSA en acueductos es una iniciativa que ha venido promoviendo en el
mundo la Organización Mundial de la Salud durante la última década y especialmente en
los últimos años en América Latina, siendo integrada actualmente de manera obligatoria
en varias legislaciones de países de la región (como Brasil y México); con el presente
trabajo se pretende fortalecer esta metodología a través del uso de elementos del CCP,
integrándola con los Cpi propuestos aquí (y de los cuales por primera vez se documenta su
uso en una planta de tratamiento de agua potable) proponiendo un nuevo esquema
hibrido que se espera sea un aporte para la gestión de riesgos en PTAPs
1.5 Contribuciones académicas
Durante la realización de este trabajo se presentó una ponencia oral en el II Congreso
Internacional de Seguridad del Agua, en Brasilia D.F. (marzo de 2015) sobre la

28
implementación de Planes de Seguridad del Agua, también se presentó un artículo en el
XXVIII Congreso Colombiano de Ingeniería Química en Bogotá (octubre de 2015) acerca de
una propuesta para la aplicación de índices Cpi en el control de plantas de potabilización
de agua (dentro del mejor alcance de la revisión bibliográfica durante este trabajo no se
encontró una implementación previa que haya sido documentada de estos índices en una
PTAP) y un tercer artículo en preparación donde se muestra la aplicación en conjunto
también por primera vez de las metodologías CCP y PSA en la identificación y gestión de
riesgos en una planta potabilizadora.

29
30
Capítulo 2
2 METODOLOGÍAS PARA EL ANALISIS DE
RIESGOS
En esta sección se presenta la definición del concepto de riesgo y amenaza, el análisis de
las metodologías para el análisis e identificación de riesgos en proceso, se abordarán 3
metodologías principales: HAZOP, Composite Correction Program (EPA), Planes de
Seguridad del Agua (OMS).
2.1 Definición de Riesgo y Amenaza
Una amenaza es cualquier situación que de manera potencial pudiera impactar los
resultados de alguna actividad o a algún sujeto (humano o parte del medio ambiente). Un
riesgo sería la manifestación de esta amenaza, es decir, la manera como se materializa.
Para sistemas de acueducto se han identificado principalmente 6 tipos de riesgos (Pollard
et al. 2004):
Riesgo financiero: se derivan de las operaciones del negocio que desde el punto de
vista interno comprenden los costos operacionales y de capital, y de manera
externa las variaciones del mercado. Estos factores son altamente significativos
para plantas de tratamiento debido a la necesidad de sostenibilidad y tendencia a
la privatización.
Riesgo comercial: principalmente se debe al no pago de las deudas u obligaciones
de los usuarios, en el caso de empresas de acueducto no es de gran impacto en
general (nacional e internacionalmente) debido a la posición de monopolio de los
sistemas de acueducto siempre y cuando se pueda contar con una adecuada
vigilancia de la red de acueducto de manera que los usuarios que han sido
desconectados no se reconecten nuevamente.

31
Riesgo a la salud pública: fallo en los procesos de producción o distribución que
pudieran interrumpir el suministro o afectar la calidad fisicoquímica o
microbiológica del agua. Sus orígenes pueden ser humanos, de infraestructura,
maquinaria o equipos. Pueden manifestarse de manera inmediata por lo que hay
poco tiempo para contrarrestar sus efectos o tomar acciones. Cabe anotar que
estos riesgos son el objeto principal de estudio en el presente trabajo.
Riesgo ambiental: impacto sobre el medio ambiente que las operaciones del
acueducto pueden causar. Estos pueden generarse de manera directa o como
consecuencia de acciones realizadas para contrarrestar otras fallas de la operación.
Riesgo en la reputación es a menudo el mayor miedo de los operadores de un
acueducto, pues este riesgo se materializa perdiendo la confianza del consumidor.
Riesgo de incumplimiento legal: a nivel estatal se fijan parámetros mínimos a
cumplir en la calidad del agua producida. Este aspecto también cubre riesgos que
aunque no están contemplados por el legislador si pudieran atribuirse a
negligencia del operador del acueducto. Dentro del marco de éste trabajo también
se incluyen estos riesgos.
Un ejemplo simple para identificar una amenaza y riesgo (en este caso para la salud
pública y para el riesgo de cumplimiento legal) sería la situación de contaminación
microbiológica en un acueducto. La amenaza sería la situación que genera el problema
como la presencia de ganadería en inmediaciones de la cuenca abastecedora que
contamina la fuente de agua con quistes. Entonces, el riesgo sería la aparición de estos
parásitos en el agua tratada y por lo tanto la incidencia de enfermedades de origen hídrico
en la población.
2.2 Estudios de riesgos y operatividad (HAZOP)
Esta metodología se desarrolló en los años 70 en el Reino Unido concibiéndose como un
método de análisis del riesgo operativo básico, se basa en la metodología “y si”. Consiste
en plantear cambios hipotéticos en la operación del sistema y anticipar cuales podrían ser
las consecuencias potenciales. Entonces, se evalúa de manera cualitativa o cuantitativa si
existe la posibilidad de que ocurran en el mundo real, y de serlo, se proponen e
implementan medidas de mitigación correspondientes(Herrera et al. 2015) Existen
diferentes maneras de realizar el análisis de riesgos en esta metodología, las más comunes
son la metodología AMEF (Análisis de Modo y Efecto de Falla) (Liu et al. 2013) y la
metodología de análisis de árbol de falla (Fault-Three Analysis).
32
El primer paso de la metodología HAZOP es establecer los nodos de riesgo, el plazo
disponible para realizar el estudio y el número de reuniones de trabajo. Posteriormente se
inicia el proceso de análisis de riesgos por parte de un grupo interdisciplinario de expertos,
los cuales tienen roles establecidos por la metodología, finalmente se establecen medidas
de control. La metodología no comprende seguimiento y verificación de la eficacia de los
controles propuesto debido a que está orientada principalmente a la etapa de diseño de
procesos. Con el fin de realizar el análisis de riesgos, se debe disponer de los manuales del
sistema, planos, memorias técnicas, parámetros de operación y demás información del
proceso. El grupo de trabajo realiza entonces una lluvia de ideas acerca de posibles riesgos
basado en el conocimiento del proceso y en eventos históricos.
HAZOP también se describe como (Process Quality Research Institute 2014):
Una técnica de lluvia de ideas
Una técnica de evaluación de riesgo cualitativo
Una técnica inductiva, es decir que es una identificación de riesgos de “abajo hacia
arriba” donde el éxito depende de los expertos del proceso en predecir las posibles
desviaciones del proceso.
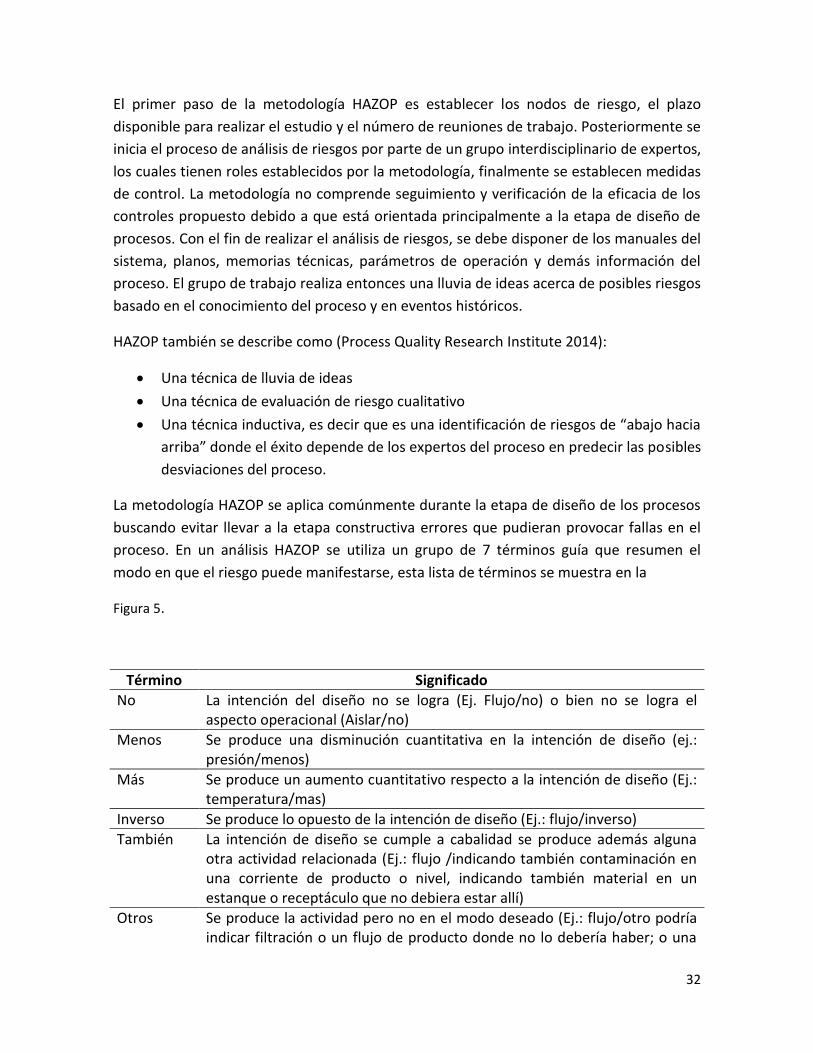
La metodología HAZOP se aplica comúnmente durante la etapa de diseño de los procesos
buscando evitar llevar a la etapa constructiva errores que pudieran provocar fallas en el
proceso. En un análisis HAZOP se utiliza un grupo de 7 términos guía que resumen el
modo en que el riesgo puede manifestarse, esta lista de términos se muestra en la
Figura 5.
Término Significado
No La intención del diseño no se logra (Ej. Flujo/no) o bien no se logra el aspecto operacional (Aislar/no)
Menos Se produce una disminución cuantitativa en la intención de diseño (ej.: presión/menos)
Más Se produce un aumento cuantitativo respecto a la intención de diseño (Ej.: temperatura/mas)
Inverso Se produce lo opuesto de la intención de diseño (Ej.: flujo/inverso)
También La intención de diseño se cumple a cabalidad se produce además alguna otra actividad relacionada (Ej.: flujo /indicando también contaminación en una corriente de producto o nivel, indicando también material en un estanque o receptáculo que no debiera estar allí)
Otros Se produce la actividad pero no en el modo deseado (Ej.: flujo/otro podría indicar filtración o un flujo de producto donde no lo debería haber; o una

33
composición/otro que podría sugerir proporciones inesperadas en un acopio de alimento)
Fluctuación El propósito del diseño se logra sólo en parte del tiempo (Ej.: un cierre de aire en una cañería podría resultar en flujo/fluctuación)
Temprano Generalmente se utiliza al estudiar operaciones secuenciales indicando el comienzo de un paso en un momento equivocado o fuera de secuencia.
Tardío Como en Temprano.
Figura 5: terminología de un proceso HAZOP. Adaptado de (Rausand 2005)
Con esta tabla el equipo de trabajo identifica, analiza y categoriza los eventos riesgosos, el
proceso de manera completa puede esquematizarse de una manera más sencilla como se
muestra en la Figura 6.
Figura 6: diagrama de decisión para la evaluación de nodos de proceso en HAZOP(Rausand 2005)
Como resultado de la aplicación de la metodología, se genera un reporte que es utilizado
en el diseño del proceso o en el caso de un proceso ya constituido, en la implementación
de acciones y controles. La metodología sirve como método de análisis de posibles riesgos

34
que pueden evitarse directamente en la etapa de diseño antes de que se materialicen al
momento de construir el proceso.
2.3 Hazard Analysis and Critical Control Points (HACCP)
La estrategia HACCP fue desarrollada inicialmente por la NASA en la década de los años
60, buscando asegurar la manufactura segura de alimentos que se usaban en los vuelos
espaciales y rápidamente fue adoptada en la industria de alimentos en general.
Un Punto Crítico de Control (PCC) se define como un paso en el cual puede ser aplicado un
control y es esencial para prevenir o eliminar un riesgo a la seguridad de un alimento o
reducirlo a un nivel aceptable. El objetivo del HACCP es controlar estos Puntos Críticos de
Control (Damikouka et al. 2007).
Un proceso de HACCP convencional para la industria de alimentos se compone de los
siguientes pasos para evaluar los riesgos de manera sistemática a través de toda la cadena
de producción (Codex Alimentarius Commission 2003):
1. Realizar un análisis de riesgos
2. Determinar los Puntos Críticos de Control (PCC)
3. Establecer límites críticos que podrían afectar la seguridad del producto
fabricado
4. Establecer un sistema de monitoreo y control de los (PCC)
5. Establecer acciones correctivas a ser tomadas cuando el monitoreo indica que
un PCC particular no está bajo control
6. Establecer procedimientos de verificación para confirmar que el sistema HACCP
trabaja correctamente
7. Documentar todos los procedimientos y registrar adecuadamente estos
Principios y su aplicación.
Debe tenerse en cuenta que el proceso de HACCP fue concebido para alimentos por esta
razón al extrapolar esta metodología a un sistema de potabilización debe pensarse que el
número y tipo de barreras utilizadas en ambas aplicaciones (alimentos y aguas) son
diferentes.
Por ejemplo, en la industria de alimentos se utiliza la transferencia de calor como barrera
principal para garantizar sanidad del producto, i.e. mediante calor se eliminan
microorganismos patógenos (Hamilton et al. 2006). En cambio en un acueducto se aplica
una estrategia de barreras múltiples compuesta de un conjunto de procesos como lo son
las operaciones unitarias en el proceso de potabilización. El seguimiento a variables de
35
proceso tanto en potabilización como en la red de distribución, la gestión de riesgos en
todo el acueducto y programas de información al usuario entre otros, que de manera
integrada eliminan la contaminación presente el agua. Convencionalmente se utilizan
como barreras físicas la floculación-sedimentación, filtración y como barreras químicas la
desinfección convencional (Canadian Council of Ministers of the Environment 2004).
También debe considerarse que la metodología HACCP se basa en el criterio de expertos
para la determinación de los PCC y está sustentada en una base subjetiva, en cambio en
las metodologías de análisis de riesgos para acueductos esta situación se mitiga haciendo
un análisis cuantitativo del riesgo.
La estrategia HACCP está orientada a identificar factores externos que afectan el proceso
más que a las consecuencias que se tendrían sobre el producto final (seguridad del agua
producida) que pueden originarse a raíz de la toma de decisiones durante la operación.
Estos factores externos (amenazas) pueden corresponder a cambios súbitos en la calidad
del agua cruda o a limitaciones de operación inherentes a los equipos usados (limitaciones
tecnológicas) por ejemplo en un caso típico como lo es la remoción de color orgánico en
agua cruda o Carbono Orgánico Total en plantas potabilizadoras sin la infraestructura para
ello.
Los riesgos a diferencia de las amenazas pueden derivarse por ejemplo de un
entrenamiento insuficiente del personal operativo (i.e. amenaza), materializándose en
valores altos de turbiedad, incorrecta desinfección, inadecuada continuidad del
suministro, entre otros. La Comisión del Códex Alimentario (CAC) también identificó que el
enfoque que tiene HACCP se orienta hacia amenazas más no en riesgos lo que es una
debilidad, recomendando realizar una evaluación de la severidad de la amenaza y riesgo
como parte del proceso de análisis en implementaciones del HACCP (Codex Alimentarius
Commission 2003).
Por su lado el Concejo Nacional de Salud Médica e Investigación de Canadá (National
Medical Health Research Council) a través de sus Guías para la Seguridad del Agua, hace
notar las limitaciones de la estrategia HACCP en cuanto a entrenamiento de empleados y
respuesta a emergencias ya que la estrategia de HACCP nunca se concibió como un
sistema de gestión inclusivo (National Medical Health and Research Council & Nwqms
2011).
Un sistema de gestión inclusivo trata al proceso como un todo donde hay una
participación horizontal de las diferentes áreas involucradas en éste dándoles un peso
similar.
36
Un sistema de gestión para el suministro de agua procura incluir en las evaluaciones de
riesgo a un equipo interdisciplinario de manera que se cuente con diversidad de miradas,
práctica en la que se hace especial énfasis durante el desarrollo de PSA’s. En cambio, la
aplicación de un HACCP y de un CCP se realizan a partir de la visita de un tercero quien es
experto en el tipo de proceso a analizar y cuyo resultado de la evaluación es recibida por
los responsables del proceso.
La estrategia HACCP teniendo en cuenta las limitaciones anteriormente mencionadas
debería extenderse a un sistema de suministro de agua enfatizando en la búsqueda de
riesgos y amenazas (Hamilton et al. 2006). Lo que crea a la necesidad de desarrollar
metodologías especialmente adaptadas a sistemas de potabilización de agua.
Habiendo considerado y atendido todo lo anterior una estrategia HACCP podría adaptarse
en sistemas de acueducto de acuerdo a las diferentes etapas de proceso:
Coagulación
Floculación
Sedimentación
Filtración
Desinfección
En un capítulo posterior del presente trabajo se considerará la conformación de una
metodología que tiene en cuenta conceptos de HACCP adaptados a sistemas de
acueducto a través del trabajo que la OMS y otras organizaciones gubernamentales a nivel
internacional han realizado para ello.
2.4 Composite Correction Program (CCP)
El Programa de Corrección por Componentes (Composite Correction Program), es una
metodología que permite establecer un marco de evaluación de plantas de potabilización
frente a los riesgos de contaminación especialmente en el ámbito microbiológico (EPA
1998), que puede extenderse a otros contaminantes como la remoción de metales o COT
en el agua.
Tiene principios similares al de la metodología de HACCP en la manera de abordar el
problema de identificación de riesgos ya que parte de un análisis sistemático (a través de
cada etapa de proceso), establece metas de cumplimiento, requiere realizar seguimientos
del cumplimiento, creación de programas correctivos y programas de mantenimiento de
las mejoras logradas.

37
El origen de la metodología CCP se da en los Estados unidos en los años 90 a raíz de brotes
de enfermedades de origen hídrico en varios sistemas de acueducto que aunque
aparentemente cumplían con los estándares de calidad establecidos no pudieron detectar
ni evitar la aparición de parásitos en el agua como el Criptosporidium (Hoxie et al. 1997,
Gostin et al. 2000). Por esta razón, se comenzó a postular que el cumplimiento de unos
límites de calidad (Monitoreo de Cumplimiento) no eran garantía suficiente para proveer
la máxima protección frente a patógenos o contaminantes (EPA 1998).
La metodología comprende dos etapas, la primera es la evaluación del desempeño del
proceso y la segunda es la asistencia técnica; La primera etapa evalúa las condiciones de
diseño, operación y mantenimiento con el fin de identificar factores que limiten el
cumplimiento de los objetivos de calidad (gubernamentales).
La etapa posterior de asistencia técnica, permite eliminar estos factores mediante
recomendaciones a aplicar en cada unidad de proceso en la planta de tratamiento.
La filosofía detrás del desarrollo de un CCP es que la mejor manera de garantizar que una
planta de potabilización sea capaz de proveer agua segura para el consumo es a través de
una evaluación en tres aspectos fundamentales (Renner et al. 1993):
Diseño
Mantenimiento
Administración.
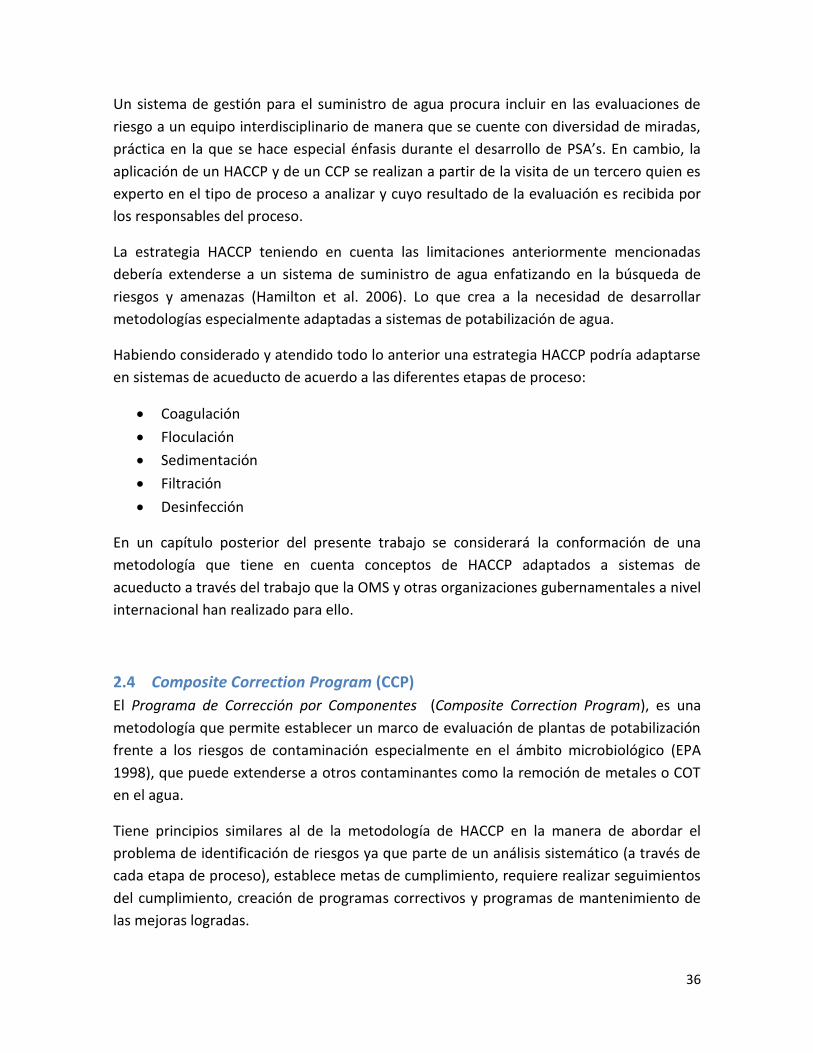
La Figura 7 ilustra esquemáticamente los componentes de la metodología CCP:
38
Figura 7: Etapas principales de un CCP, en orden secuencial de ejecución
Esta metodología ha priorizado el análisis de la variable turbiedad a lo largo del proceso
debido a que, en general, en las plantas de potabilización es la variable de la que se
dispone más cantidad y mejor calidad de información.
También presenta un fuerte componente técnico y de análisis de datos en las que no son
tan fuertes metodologías como la de los Planes de Seguridad del Agua (PSA). También,
considera un componente de asistencia técnica posterior a la evaluación o auditoría
(Comprehensive Technical Assistance). Esto es muy importante pues la metodología CCP
se concentra en el entendimiento por parte del evaluador (se recomiendan entidades
gubernamentales como las unidades de salud/ambiente de las ciudades o departamentos)
y del evaluado (empresa operadora del sistema) de las bases teóricas de los procesos
unitarios que componen un proceso de potabilización.
A partir de este entendimiento, plantea metodologías de análisis de datos y alternativas
de acciones correctivas a tomar buscando la corrección de problemas y optimización del
desempeño del proceso.
39
2.5 Planes de Seguridad del Agua (Organización Mundial de la Salud)
La metodología de Planes de Seguridad del Agua (PSA) es una estrategia de gestión de
riesgos que busca proporcionar agua segura, para ello los riesgos deben eliminarse o
mitigarse a través de planes de corto, mediano o largo plazo (World Health Organization
2009). Su primera mención se hace en las guías para la calidad del agua de la OMS del año
2003, donde se sugiere la implementación de un marco para la calidad del agua en los
acueductos.
Los componentes claves de un PSA son los siguientes, su interrelación se muestra en la
Figura 8 (Davidson et al. 2005):
Objetivos basados en la salud
Evaluación del sistema considerando la cadena de suministro de agua como un
todo que pueda entregar agua de calidad.
Monitoreo operacional de las medidas de control en la cadena de suministro
Planes de manejo: documentación de la evaluación y el monitoreo considerando
medidas para condiciones normales y excepcionales.
Vigilancia del sistema independiente que verifique que la operación se hace de
manera adecuada.

40
Figura 8: Marco para la seguridad en la calidad del agua alineado con las Guías para Calidad del Agua(World
Health Organization 2014)
Etapas principales de un PSA:
Reunir al equipo de trabajo y adoptar una metodología para la implementación del
PSA.
Determinar todos los riesgos del sistema de abastecimiento de agua
Evaluar el riesgo asociado a cada peligro y evento peligroso (cualitativo o
cuantitativo).
Considerar si existen controles o barreras para cada riesgo significativo
Validar la eficacia de los controles
Esta metodología tiene un enfoque mucho más global que la metodología de CCP, HAZOP
y HACCP, pues no se centra en aspectos técnicos de cada unidad de proceso en la planta
potabilizadora (como si lo hace la metodología CCP o HAZOP tratándose del diseño de un
nuevo proceso). En su lugar, se considera el proceso de suministro de agua potable como
un todo, es decir, considera los riesgos de: la captación del agua en la fuente,
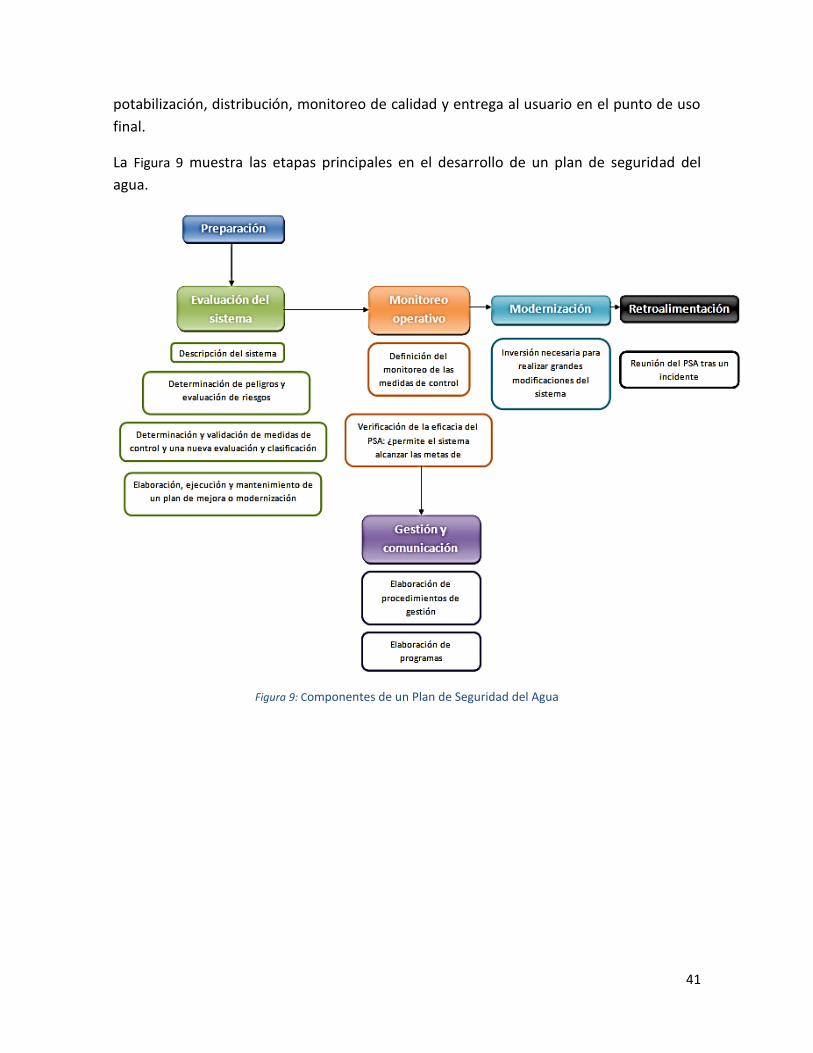
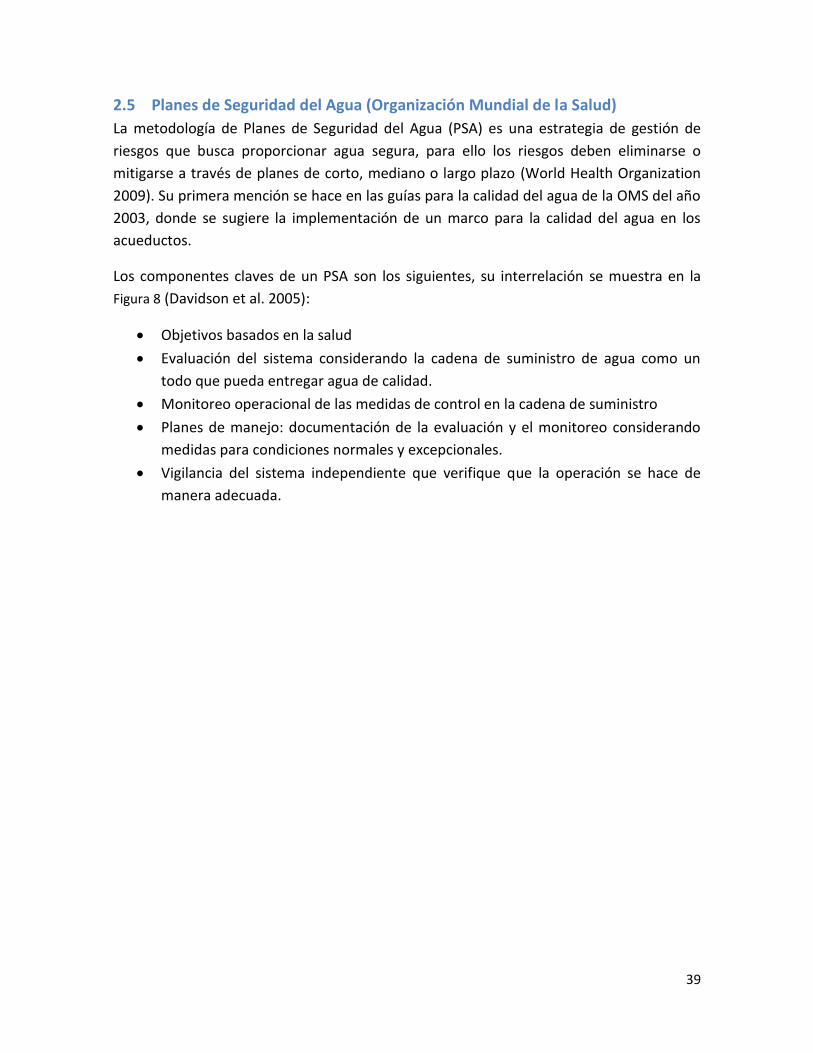
41
potabilización, distribución, monitoreo de calidad y entrega al usuario en el punto de uso
final.
La Figura 9 muestra las etapas principales en el desarrollo de un plan de seguridad del
agua.
Figura 9: Componentes de un Plan de Seguridad del Agua

42
43
Capítulo 3
3 ÍNDICES DE CAPACIDAD DE PROCESO (Cpi)
PARA EL CONTROL DE UN PROCESO DE
POTABILIZACIÓN DE AGUA
Como se explicaba en el capítulo 3 se ha demostrado que aplicar la estrategia de
cumplimiento normativo a un proceso de potabilización conlleva a una subestimación del
riesgo de contaminación del agua, por esta razón en el presente trabajo se propone en su
lugar la implementación de Índices de Capacidad de Proceso (Cpi).
De acuerdo al mejor alcance de la evaluación de literatura y estado del arte del medio no
se encontraron experiencias previas de la aplicación de este tipo de índices en el control
de plantas de potabilización de agua.
Por lo anterior se compararán las recomendaciones que existen de manera explícita en la
regulación nacional (es decir aquellos principios de control de proceso que se muestran de
manera específica con relaciones matemáticas en el Reglamento de Agua Potable y
Saneamiento (Ministerio de Desarrollo Económico 2000)) con la metodología de Cpi con el
fin de identificar su valor como estrategia de control de proceso.
3.1 Introducción a los índices de Capacidad de Proceso
Cuando se realiza el control de procesos, se busca que la variable controlada sea igual al
del valor objetivo o referencia. Sin embargo, realmente se obtiene es un valor de la
variable controlada con incertidumbre debido a las diversas perturbaciones aleatorias
que afectan tanto el sistema como las mediciones. Por esta razón, se suele analizar el
comportamiento de la variable de controlada (o referencia del producto) en función de la
media y la desviación estándar.

44
Es común encontrar en variables como el cloro residual en agua que los valores aceptados
son un rango de valores (con un valor objetivo óptimo) o un rango con un valor máximo y
un valor objetivo óptimo móvil, el cual mientras más bajo se encuentre indica un mayor
control del proceso sobre esta variable.
Para cualquiera de las variables cloro y turbiedad la media debería ser igual al valor
objetivo con lo que se tendría un producto exactamente dentro de la especificación
deseada pero esto es sólo un ideal, la realidad es que se tiene un grupo de productos cuya
composición o estado se encuentra dentro de una distribución normal.
Comúnmente se evalúa el rango de esta distribución normal con una amplitud de 6σ,
grupo de datos denominados rango de capacidad lo cual es un indicador de la precisión
del proceso para lograr el producto con las condiciones deseadas. Por fuera de esta grupo
se tiene un porcentaje de productos (0,27%) que están por fuera de este rango.(Pearn &
Kotz 2006).
También se encuentra que los índices de capacidad de proceso pueden cuantificar la
ubicación actual del proceso (respecto a sus límites de especificación), esta es una
herramienta muy importante al momento de buscar las posibles causas de la desviación
de la variable a controlar (Stoumbos 2002).
Otra ventaja de los índices de capacidad de proceso es que son adimensionales (lo que
nos permiten compararlos entre sí) y asocian la ubicación del proceso y su varianza frente
a sus especificaciones (Stoumbos 2002). Este último factor es de mucha utilidad al
momento de detectar desviaciones en el desempeño de una planta de potabilización.
Como se explicó en el capítulo 2, comúnmente se aplica al control de plantas de
tratamiento el denominado monitoreo de cumplimiento; Este reporta los resultados de
calidad del agua entregada a los usuarios como la media de los datos de control del
proceso, no se evalúan las variaciones del mismo o los eventos en que sus diferentes
variables se encontraron fuera de especificación, magnitud, duración o frecuencia de
estos de estos, el poder identificar estas características es importante al momento de
identificar y solucionar sus causas pues pueden vincularse con situaciones de diversa
naturaleza que estén afectando el proceso.
Estas variaciones son perjudiciales en un proceso de potabilización pues permiten la
materialización de posibles riesgos que éstos eventos pueden estar introduciendo al agua
de consumo, en el caso de la turbiedad se ha asociado esta variable en el agua con la
presencia de microorganismos por lo que el controlar ésta en el agua de proceso y tratada
constituye una barrera contra los microorganismos (World Health Organization 2011).
45
Aun cuando la turbiedad per se no constituye un factor de riesgo para la salud, sus
variaciones en un proceso de tratamiento por fuera de los valores recomendados, al igual
que la concentración de desinfectante están asociados con la ocurrencia de enfermedades
gastrointestinales en la población (World Health Organization 2011).
3.2 Índice Cpk (para el seguimiento de turbiedad)
Este índice permite identificar la tendencia o centrado del proceso así como considerar la
magnitud de la variación de éste, en el cálculo de este índice se supone que se cuenta con
una distribución N(µ,σ2); para la definición del Índice de Capacidad de Proceso se usará la
definición general establecida por Miao et al. 2011:
𝐶𝑝𝑖(𝜃, 𝛽) =𝑑−𝛽|𝜇−𝑀|
3√𝜎2+𝜃(𝜇−𝑇)2 (1)
Con
Punto medio del intervalo de especificación: 𝑑 =(𝑈𝑆𝐿−𝐿𝑆𝐿)
2 (2)
La mitad del rango del intervalo de especificación: 𝑀 =(𝑈𝑆𝐿+𝐿𝑆𝐿)
2 (3)
𝜽, 𝜷: indican el uso de la ecuación
para Cpk y Cpm
µ: media de los datos
USL: límite superior
LSL: Límite inferior
σ: desviación estándar
T: valor objetivo
La ecuación 1 únicamente aplica para producción continua, los valores 𝜃, 𝛽 son 0 y 1.
Considerando que para el Cpk la media del proceso es igual al punto medio del intervalo
de especificación (entre el USL y LSL), se tendría que Cp(0,1) con lo que se elimina T, es
decir, el centrado del proceso sobre el valor objetivo por lo que únicamente se mide la
reducción en la variabilidad del proceso respecto a los límites de especificación (USL - µ)
más no su desviación respecto a un valor objetivo .
Esta condición se aplica para el control de la turbiedad del agua tratada ya que para el
seguimiento de ésta se establece un valor máximo y un rango de especificación
teniéndose en cuenta un balance entre los requerimientos normativos y la economía del
proceso; en este trabajo se ha fijado un límite máximo de especificación de 1.0 UNT
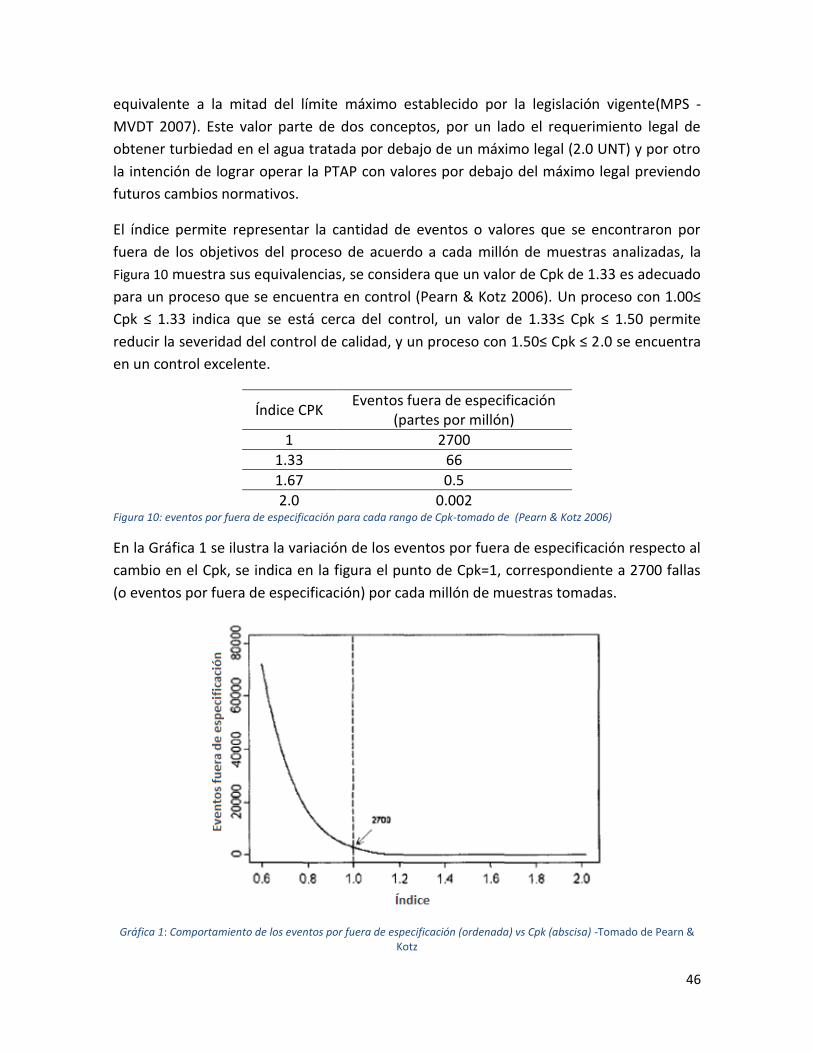
46
equivalente a la mitad del límite máximo establecido por la legislación vigente(MPS -
MVDT 2007). Este valor parte de dos conceptos, por un lado el requerimiento legal de
obtener turbiedad en el agua tratada por debajo de un máximo legal (2.0 UNT) y por otro
la intención de lograr operar la PTAP con valores por debajo del máximo legal previendo
futuros cambios normativos.
El índice permite representar la cantidad de eventos o valores que se encontraron por
fuera de los objetivos del proceso de acuerdo a cada millón de muestras analizadas, la
Figura 10 muestra sus equivalencias, se considera que un valor de Cpk de 1.33 es adecuado
para un proceso que se encuentra en control (Pearn & Kotz 2006). Un proceso con 1.00≤
Cpk ≤ 1.33 indica que se está cerca del control, un valor de 1.33≤ Cpk ≤ 1.50 permite
reducir la severidad del control de calidad, y un proceso con 1.50≤ Cpk ≤ 2.0 se encuentra
en un control excelente.
Índice CPK Eventos fuera de especificación
(partes por millón)
1 2700
1.33 66
1.67 0.5
2.0 0.002 Figura 10: eventos por fuera de especificación para cada rango de Cpk-tomado de (Pearn & Kotz 2006)
En la Gráfica 1 se ilustra la variación de los eventos por fuera de especificación respecto al
cambio en el Cpk, se indica en la figura el punto de Cpk=1, correspondiente a 2700 fallas
(o eventos por fuera de especificación) por cada millón de muestras tomadas.
Gráfica 1: Comportamiento de los eventos por fuera de especificación (ordenada) vs Cpk (abscisa) -Tomado de Pearn & Kotz
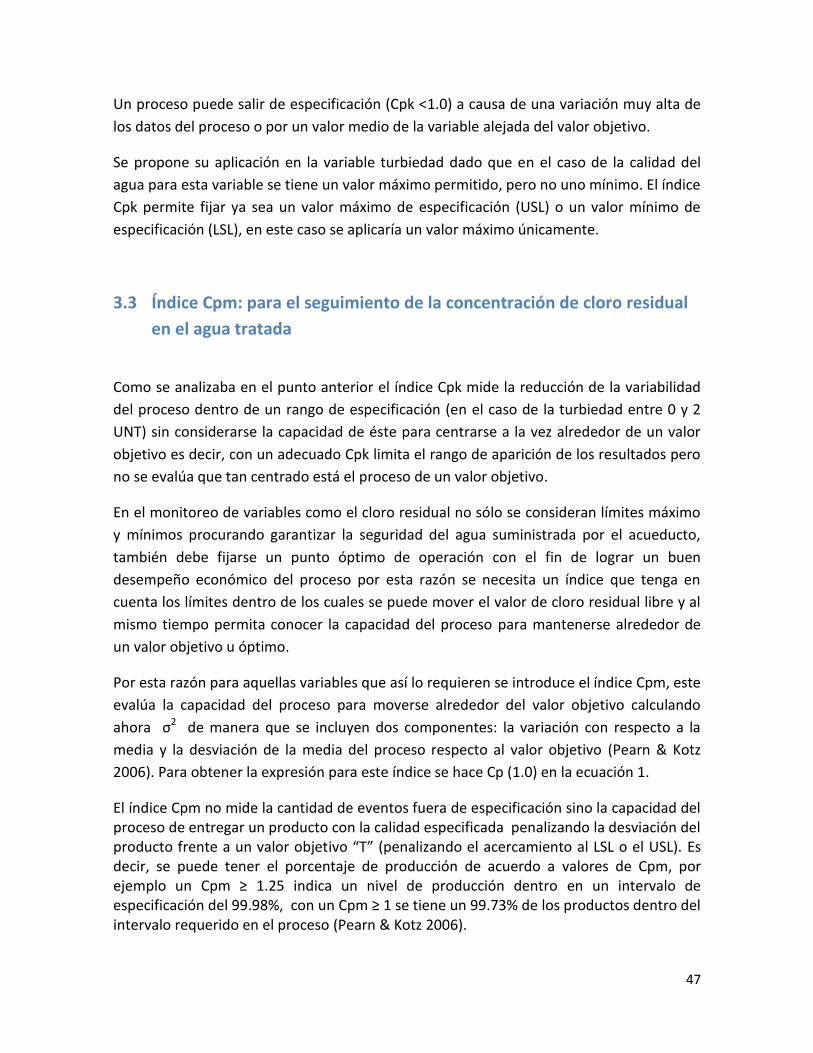
47
Un proceso puede salir de especificación (Cpk <1.0) a causa de una variación muy alta de
los datos del proceso o por un valor medio de la variable alejada del valor objetivo.
Se propone su aplicación en la variable turbiedad dado que en el caso de la calidad del
agua para esta variable se tiene un valor máximo permitido, pero no uno mínimo. El índice
Cpk permite fijar ya sea un valor máximo de especificación (USL) o un valor mínimo de
especificación (LSL), en este caso se aplicaría un valor máximo únicamente.
3.3 Índice Cpm: para el seguimiento de la concentración de cloro residual
en el agua tratada
Como se analizaba en el punto anterior el índice Cpk mide la reducción de la variabilidad
del proceso dentro de un rango de especificación (en el caso de la turbiedad entre 0 y 2
UNT) sin considerarse la capacidad de éste para centrarse a la vez alrededor de un valor
objetivo es decir, con un adecuado Cpk limita el rango de aparición de los resultados pero
no se evalúa que tan centrado está el proceso de un valor objetivo.
En el monitoreo de variables como el cloro residual no sólo se consideran límites máximo
y mínimos procurando garantizar la seguridad del agua suministrada por el acueducto,
también debe fijarse un punto óptimo de operación con el fin de lograr un buen
desempeño económico del proceso por esta razón se necesita un índice que tenga en
cuenta los límites dentro de los cuales se puede mover el valor de cloro residual libre y al
mismo tiempo permita conocer la capacidad del proceso para mantenerse alrededor de
un valor objetivo u óptimo.
Por esta razón para aquellas variables que así lo requieren se introduce el índice Cpm, este
evalúa la capacidad del proceso para moverse alrededor del valor objetivo calculando
ahora σ2 de manera que se incluyen dos componentes: la variación con respecto a la
media y la desviación de la media del proceso respecto al valor objetivo (Pearn & Kotz
2006). Para obtener la expresión para este índice se hace Cp (1.0) en la ecuación 1.
El índice Cpm no mide la cantidad de eventos fuera de especificación sino la capacidad del proceso de entregar un producto con la calidad especificada penalizando la desviación del producto frente a un valor objetivo “T” (penalizando el acercamiento al LSL o el USL). Es decir, se puede tener el porcentaje de producción de acuerdo a valores de Cpm, por ejemplo un Cpm ≥ 1.25 indica un nivel de producción dentro en un intervalo de especificación del 99.98%, con un Cpm ≥ 1 se tiene un 99.73% de los productos dentro del intervalo requerido en el proceso (Pearn & Kotz 2006).

48
Para el control de cloro en un proceso de potabilización es necesario fijar límites de la
siguiente manera:
Un límite máximo a mantener en la salida de la planta de tratamiento (agua
tratada)
Un límite mínimo a mantener en la salida de la planta de tratamiento de manera
que en el punto de uso del usuario más alejado en la red de distribución haya un
residual de cloro deseado (que puede no ser el mismo que el que establece la ley),
es una buena práctica utilizar un factor de seguridad ligeramente por encima del
mínimo exigido por la ley.
Un valor objetivo óptimo, este valor es la combinación del valor más seguro de
concentración de cloro en el agua tratada que no necesariamente es el óptimo
permitido por la ley sino aquel que permite llegar con un mínimo adecuado al
último usuario de la red y al mismo tiempo mantener la economía del proceso.
Cómo puede verse el índice Cpm permite dar alcance a todas estas características, pues
permite medir el comportamiento del proceso alrededor de un valor objetivo (término T)
y al mismo tiempo acotarlo dentro de unos límites de especificación (USL y LSL).
49
Capítulo 4
4 ANALISIS DE METODOLOGIAS PARA
IDENTIFICACIÓN DE RIESGOS
Los Estados Unidos es un país que sirve como ejemplo de un sistema de protección a la
calidad del agua que se rige por medio del principio de monitoreo de cumplimiento, se
encuentra que aun cuando existe un programa de monitoreo periódico de calidad del
agua ha sido posible documentar sistemas de acueducto que presentan brotes de
enfermedades de origen hídrico a pesar de estar cumpliendo con la regulación
gubernamental.
Se estima que durante el año 2011 cerca del 25% de los acueductos del país violaron la
regulación gubernamental. Estas violaciones a las regulaciones de salud se dieron
únicamente considerando el aspecto microbiológico y afectaron a cerca de 19.5 millones
de norteamericanos, en este grupo no se incluyen las violación a características
fisicoquímicas (Baum et al. 2015).
Algunos factores que no están aún regulados o por lo menos no se espera que lo estén
hasta el año 2020 de los cuales ningún acueducto está obligado actualmente a medir o
controlar aun conociéndose que son un riesgo para la salud, como por ejemplo la
proliferación de algas azul-verdosas (que producen cianotoxinas) y otros contaminantes
(Baum et al. 2015).
En casos como el de Estados Unidos por ejemplo un enfoque de análisis y gestión de
riesgos integral tiene pertinencia pues aunque se trata en muchos casos de riesgos no
cualitativos (debido al alto espectro de factores y vías de contaminación posibles), estos
pueden ser susceptibles de control a través de una metodología más amplia. Los Estados
Unidos se ha mantenido al margen de la aplicación de Planes de Seguridad del Agua por lo
que se tienen muy pocas experiencias en acueductos.(Baum et al. 2015) Sin embargo,
otros países han desarrollado programas voluntarios de optimización de plantas de
tratamiento de agua potable.

50
Como alternativa a los PSA, en el año 2006 el gobierno de Estados Unidos propuso un
enfoque de análisis de riesgos basado en el enfoque HACCP y parcialmente en lo
propuesto por la OMS en los PSA. Esta metodología en la actualidad se ha desarrollado
únicamente para en redes de distribución de acueducto. Por el momento no se cuenta con
metodologías para plantas de potabilización.(Kathy Martel et al 2006, US EPA 2006).
En 1998 la EPA desarrolló un programa llamado Wide Area Optimization (WAO). Este
programa se enfoca en disminuir los niveles de turbiedad en el agua tratada buscando así
minimizar también el riesgo microbiológico, de allí que la primera variable a controlar en
cualquier sistema de potabilización de agua debe ser la turbiedad.
A diferencia del enfoque de los PSA, el Wide Area Optimization busca llevar a los sistemas
de potabilización a un adecuado nivel de cumplimiento a través de la optimización de sus
procesos frente a la regulación gubernamental (un PSA en cambio busca en su lugar
hacerlo a través del análisis, control y seguimiento de riesgos). El producto final esperado
de un Wide Area Optimization serán los resultados optimizados de la planta frente a las
exigencias del regulador (cumplimiento del sistema antes y después del proceso CCP). Por
su lado los PSA’s establecen en su lugar (a diferencia de los WOA) metas propias respecto
a necesidades específicas de cada sistema de potabilización (que pueden o no estar
basadas en las exigencias normativas del Gobierno). Mientras los PSA se enfocan en
mejorar el monitoreo y la documentación de los procesos a través de la gestión de
procesos buscando mitigar los riesgos de contaminación, los WOA se enfocan en cambio
en el análisis de datos de control de proceso y planteamiento de indicadores para
determinar fallas en la operación y posteriormente (finalizado el programa de CCP)
evidenciar los resultados de la optimización (que en el caso de esta metodología se
entiende como la mejora a partir del estado actual detectado en la evaluación inicial y los
resultados posteriores a los planes de mejora).
HAZOP es una metodología enfocada a obtener muchas soluciones a un mismo riesgo, al
igual que las metodologías de CCP y PSA realiza un análisis sistemático y secuencial del
proceso a través de sus etapas (en las que identifica “nodos”, los que sirven como puntos
de análisis de riesgos) (Kotek & Tabas 2012).
A diferencia de las metodologías de CCP y en especial la del PSA, HAZOP tiene líderes que
dominan la discusión y tienen capacidad de decisión sobre el resto del equipo lo que la
hace una metodología no inclusiva, nuevamente esto no es una desventaja simplemente
es una característica a considerar de acuerdo al caso de aplicación. Se ha encontrado que
esta característica lleva durante el proceso de análisis de riesgo a que diferentes
miembros del equipo sienten sus posiciones haciendo que el proceso se pierda de foco
(Rausand 2005). La calidad de la información es vital, al igual que la experiencia del equipo

51
evaluador y en especial la experiencia, conocimiento sobre el proceso y habilidad del líder
del equipo para orientar el trabajo en equipo esta es una metodología enfocada en la
experticia y la experiencia, que aunque trata de aplicar un enfoque amplio (al usar la
técnica de lluvia de ideas) termina dándole peso al criterio del miembro o miembros del
equipo con mayor jerarquía.
Este enfoque la hace apropiada para el caso de procesos muy especializados donde la
experiencia y conocimientos particulares de algún miembro del equipo son esenciales y
debe priorizarse sobre los criterios del resto del grupo. La metodología HAZOP, al basarse
en la aplicación de la técnica de lluvia de ideas, puede llevar a condicionar que los riesgos
identificados correspondan a aquellos que percibe el grupo al momento de realizar la
lluvia de ideas y podrían perderse eventos con un análisis más detallado o mayor tiempo
de reflexión se encontrarían (Baybutt 2015). Esto ocurre porque cada etapa del proceso se
considera cerrada una vez se ha cerrado la respectiva sesión, por esto es recomendado
procurar espacios de revisión de las sesiones anteriores de manera que se puedan incluir
eventos que pudieran haber detectado los miembros posterior al cierre de las reuniones,
debido a la metodología de lluvia de ideas se requiere por lo tanto una reevaluación
continua de los riesgos encontrados lo que alarga la duración del análisis.
4.1 Creación de la metodología a utilizar
El alcance de este trabajo de grado es la evaluación operativa a nivel de proceso en una
planta de potabilización, por lo que se busca aplicar una metodología (o combinación de
varias) que hagan énfasis en un análisis operacional.
Las metodologías CCP y PSA pueden ser complementarias puesto que la metodología CCP
tiene un fuerte enfoque técnico sobre la naturaleza de los procesos unitarios en la planta
de potabilización, mientras los PSA aplican un enfoque amplio y de gestión de riesgos pero
todos dos están basados en el establecimiento de puntos críticos de control, en la
conformación de un equipo de evaluación y en una búsqueda amplia y sistemática de
amenazas en el proceso. Por ejemplo en el caso de presencia de ganadería en la fuente de
agua, que pudieran provocar riesgos en el producto (agua con presencia de
microorganismos patógenos) o afectación en la continuidad del suministro
En las experiencias de diferentes países en la identificación de riesgos en sistemas de
acueducto el factor común al momento de realizar procesos de evaluación de riesgos es el
de utilizar metodologías inclusivas, de amplio alcance y de formulación abierta (es decir
adaptándose a cada sistema de acueducto), estas metodologías propician un esquema
jerárquico muy horizontal en los miembros del grupo de evaluación de riesgos (National

52
Medical Health and Research Council & Nwqms 2011; US EPA 2006; EPA 1998; World
Health Organization 2011; World Health Organization 2014; Kathy Martel et al 2006;
Health Canada 2003). Buscando conservar este enfoque la metodología propuesta se
basará especialmente en las guías CCP y PSA.
A continuación se identificarán y analizarán sus puntos comunes y divergentes con el fin
de seleccionar los elementos que se consideran más útiles de ambas metodologías para
crear un marco de análisis integrado de PCC y PSA.

53
4.2 Selección de las etapas de desarrollo del análisis de riesgos
Ambas metodologías tienen puntos comunes, en la selección de las etapas del análisis de
riesgos se tendrán en cuenta esto aprovechando la sinergia o complementariedad que se
encuentra entre ellas en aquellos puntos donde sea posible, en otros donde esto no
pueda realizarse se seleccionará la metodología que mejor pueda aplicarse al problema
bajo análisis (evaluación de riesgos en una planta de potabilización).
A. Creación de los equipos de trabajo
Las dos metodologías consideran tener equipos de trabajo ya sean internos y externos. En
el caso del CCP se debe emplear un tercero externo al acueducto que lleve a cabo la
evaluación, para el PSA en cambio todo el personal puede ser interno y en algunos casos
personal externo puede requerirse.
Implementación:
Para el presente trabajo al ser aplicado dentro de una PTAP se aplicará lo recomendado
por los PSA, en este caso perteneciente al grupo interno operativo de la PTAP. Debido a la
disponibilidad de tiempo y recursos del presente proyecto, se aplicará la experiencia del
autor en la PTAP a ser utilizada como caso de estudio para realizar la aplicación de la
metodología.
B. Descripción del sistema de abastecimiento
Los PSA consideran todo el sistema de allí que se busca identificar los usuarios específicos
y usos, el CCP no requiere esto y únicamente se enfoca en las Unidades Mayores
(floculación, clarificación, filtración y desinfección) en la planta de tratamiento.
Implementación:
Se aplica lo recomendado por CCP: Unidades Mayores (floculación, clarificación, filtración
y desinfección) en la planta de tratamiento para la evaluación inicial, lo que puede
complementarse de manera posterior con las unidades de coagulación y almacenamiento
de agua tratada en la PTAP.
C. Identificación de riesgos, eventos peligros y su evaluación

54
Los dos programan consideran la identificación de riesgos (en el caso de los CCP se llaman
factores limitantes del desempeño pero su concepto es similar), la diferencia radica en el
tipo de priorización a realizar así como que el CCP se enfoca únicamente los proceso
unitarios de la PTAP.
El CCP hace énfasis en el tipo e impacto de las mejoras que deben darse en el proceso para corregir las desviaciones que no permiten alcanzar los objetivos de desempeño. Por otro lado, los PSA priorizan los riesgos de acuerdo a su impacto en la calidad del agua. En un CCP la identificación de riesgos se realiza en cuatro áreas principales:
Administrativa
Factores de diseño
Factores operacionales
Factores de mantenimiento
Estrategias similares como Application of HACCP for Distribution System Protection (EPA),
Generic Framework and Methods for integrated Risk Management in Water (EU-
Technau), Hazard Analysis Critical Control Point Strategies for Distribution System
Monitoring Hazard Assessment and Control (EPA) desarrollan de manera más amplia el
concepto de la aplicación de HACCP en sistemas de distribución de agua (Kathy Martel et
al 2006; US EPA 2006, L. Rosén et al 2007)
Implementación:
Se recomienda la aplicación de la metodología de AMEF (Liu et al. 2013), la identificación
de riesgos se realiza con los criterios del PSA que priorizan el impacto en la calidad del
agua.
Esto es, puede partirse del peligro existente, evaluándose el posible impacto (o
materialización del riesgo), la determinación de controles existentes, priorización del
riesgo (calificación) y planteamiento de acciones o mejoras.
Se apoya esta implementación con la evaluación propuesta por CCP de Unidades Mayores,
Identificación de Factores Limitantes del Desempeño (Administrativos, Operacionales,
Mantenimiento y de Diseño) (EPA 1998).
D. Determinación y validación de medidas de control, re-evaluación y priorización
de riesgos
La metodología CCP establece varias medidas de control enfocadas al cumplimiento de los
objetivos de optimización. En un PSA las medidas de control no se enfocan hacia el

55
cumplimiento de objetivos de optimización sino hacia objetivos de integridad del sistema
de manera que con las medidas tomadas se pueda evitar la contaminación (ya presente o
potencial).
Ambas metodologías establecen un seguimiento frecuente a sus objetivos, mecanismos
de retroalimentación y seguimiento al avance del proceso actual ya sea de aseguramiento
de la gestión del sistema (PSA) o del proceso de optimización (CCP).
Implementación:
Se realiza a través del seguimiento a indicadores apoyados en la priorización de riesgos
realizada en el punto C, son útiles indicadores que midan la variabilidad y capacidad de
ajuste del proceso como por ejemplo Índices de Capacidad de Proceso (Cpi) (Pearn & Kotz
2006) aplicados al seguimiento de turbiedad en los procesos de clarificación, filtración y a
la concentración de cloro residual para la desinfección.
E. Desarrollar, implementar y mantener un plan de mejora
En los PSA se preparan planes de corto, mediano o largo plazo con evaluaciones periódicas
de su efectividad y recálculo de riesgos en cambio para un CCP se reorientan los planes
actuales hacia los objetivos de optimización identificados, se identifican factores que
limiten el desempeño y entonces se establecen planes.
Las actividades de mejora del CCP se orientan al cumplimiento de los objetivos de
desempeño en este caso los planes de mejora son similares a los de PSA.
Implementación:
Los planes de mejora deben vincularse a indicadores de seguimiento de manera que
pueda evaluarse su impacto. Se aplica lo recomendado por las dos metodologías, por un
lado de acuerdo a los PSA los planes tienen una planificación de corto, mediano y largo
plazo donde se revisa de manera periódica su efectividad y por otro aplicando lo
recomendado por CCP se pueden priorizar y reorientar los planes existentes en la PTAP
hacia los nuevos objetivos de cumplimiento o a la eliminación de factores limitantes del
desempeño identificados en la evaluación.
F. Definir medidas de monitoreo y control

56
Ambas metodologías establecen responsables, aspectos a medir, protocolos de
seguimiento, implementación de acciones correctivas.
El programa CCP establece el seguimiento y control a través de parámetros conocidos y
presentes en la regulación, mientras los PSA tienen un enfoque más amplio por encima de
la legislación nacional (si es necesario).
Implementación:
Los protocolos de seguimiento son amplios y se apoyan tanto en lo determinado en el
punto D. Determinación y validación de medidas de control, re-evaluación y priorización
de riesgos como en nuevos parámetros. El programa CCP recomienda el uso de
instrumentos como el Análisis de Distribución de Percentiles o registros de Turbiedades
Pico (EPA 1998). El PSA recomienda la comparación del proceso frente a parámetros
normatizados a nivel gubernamental (estándares de calidad del agua) o internacionales si
es necesario, por ejemplo mediante las Guías para la Calidad del Agua (World Health
Organization 2011).
G. Verificación de la efectividad del programa
En el caso de los PSA se establece el marco de seguimiento desde el programa mismo.
Para los CCP, se sigue el marco regulatorio existente y con respecto a éste se comparan los
resultados de optimización. Esto se deja a criterio del operador interno tanto en la
metodología PSA como CCP, con la diferencia de que PSA pide documentarlo en el
programa mismo y en el CCP no es claro.
Implementación:
Se realiza a través de indicadores, se utilizan elementos de las dos metodologías: el PSA
permite el uso de indicadores como los Cpi u otros similares, CCP recomienda realizar el
monitoreo a través de los parámetros legislativos.
En este trabajo se propone el seguimiento de los parámetros normativos a través de los
Cpi, utilizando los primeros como parámetros para establecer los límites de control y el
valor objetivo evaluado en los Cpi utilizando un software de gestión de procesos para
administrar la información resultante como un Balanced Scorecard lo cual puede
ampliarse en Approach of Implementation Balanced Scorecard (Jovanovic 2007).
H. Programas de soporte

57
Ambos planes lo consideran orientado a la capacitación, reentrenamiento del personal e
investigación.
Implementación:
Estos programas apoyan los planes de mejora determinados en E. Desarrollar,
implementar y mantener un plan de mejora, consisten en programas de capacitación y
reentrenamiento del personal, al igual que estudios de determinación de parámetros
operativos como la verificación de tiempos de contacto en el tanque de reacción para la
desinfección o identificación de cortos circuitos en la etapa de floculación, entre otros.
I. Revisión ante incidentes
Únicamente el PSA lo considera. El CCP no considera este tipo de retroalimentación.
Durante el desarrollo de este proyecto se aplicará un ciclo de revisión de resultados
(apoyado en los indicadores) con el cual se identificarán desviaciones y refinamientos o
mejoras a los programas.
Implementación:
La etapa de retroalimentación se aplica de acuerdo a lo recomendado en los PSA, se
realiza una evaluación de la capacidad de respuesta de la evaluación de riesgo y controles
establecidos en la evaluación. Se pueden identificar falencias en los controles del
acueducto o riesgos que no se habían identificado previamente y que se materializaron en
un incidente que afectó al sistema de suministro de manera real o pudo haberlo hecho
(incidente potencial).
4.3 Interrelación entre las metodologías PSA, CCP e índices (Cpi)
En las secciones anteriores se muestra como cada metodología e índice tiene fortalezas que se
toman en este proyecto para proponer la metodología de trabajo, se ha escogido como eje de
ejecución de la evaluación de riesgos la metodología PSA a la cual aportará instrumentos la
metodología CCP e información de seguimiento del proceso los Cpi. En la
se muestra la interrelación entre los tres elementos principales de este trabajo.
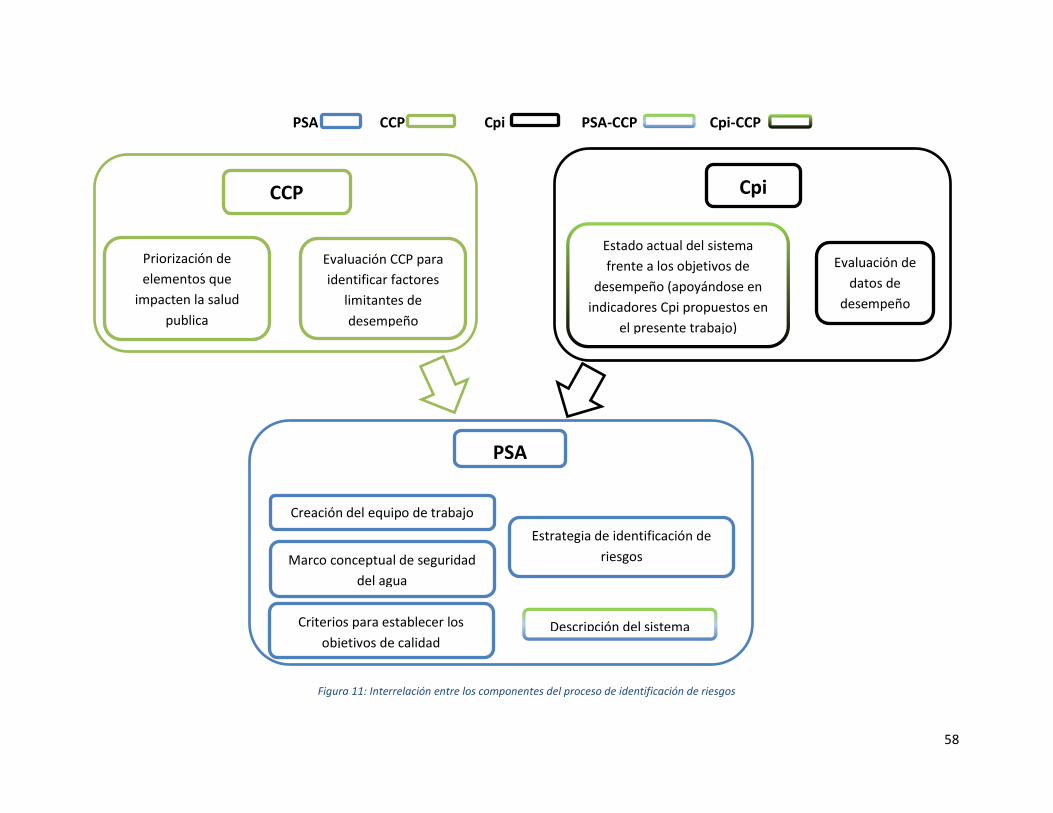
58
PSA CCP Cpi PSA-CCP Cpi-CCP
Figura 11: Interrelación entre los componentes del proceso de identificación de riesgos
Creación del equipo de trabajo
Descripción del sistema
Estado actual del sistema
frente a los objetivos de
desempeño (apoyándose en
indicadores Cpi propuestos en
el presente trabajo)
Evaluación de
datos de
desempeño
Priorización de
elementos que
impacten la salud
publica
Evaluación CCP para
identificar factores
limitantes de
desempeño
CCP Cpi
PSA
Marco conceptual de seguridad
del agua
Criterios para establecer los
objetivos de calidad
Estrategia de identificación de
riesgos

59
60
Capítulo 5
5 APLICACIÓN DE LA METODOLOGÍA
PROPUESTA: PTAP de 1.2 M3/s
Del conjunto de datos de 1 año se seleccionaron dos meses con valores extremos de
turbiedad media (más altos y más bajos) de manera que se pudiera contrastar el
comportamiento de los indicadores propuestos (Cpi) vs los indicadores normativos en
condiciones extremas favorables y desfavorables.
En este capítulo se aplica la metodología hibrida propuesta en este trabajo, analizando el
comportamiento de los índices Cpi para el seguimiento de la turbiedad del agua
clarificada, filtrada y el proceso de desinfección en una PTAP. Se analizan las ventajas de la
aplicación de estos índices frente a los existentes recomendados por la normatividad
colombiana. A la información de medición de turbiedad hora a hora en la PTAP se aplica
un tipo de análisis que recomienda la metodología Composite Correction Program, para
continuar con el análisis de diferentes aspectos de la operación de la planta siguiendo esta
metodología.
Posteriormente se aplica la metodología de Planes de Seguridad del Agua adaptada para
aplicarse en una planta de tratamiento como se propone en este trabajo, para finalmente
integrar la información obtenida en una matriz de riesgos, controles y acciones para la
PTAP en estudio.
5.1 Descripción de la planta bajo estudio
Como caso de estudio para el presente trabajo de grado se seleccionó una planta de
tratamiento de agua tipo convencional con capacidad de tratamiento de 1.2 m3/s.
La planta cuenta con un sistema de floculación hibrido de dos etapas, la primera es una
etapa de floculación con paletas de tipo horizontal (baja energía) y la segunda etapa de

61
paletas de tipo vertical (alta energía). La Figura 12 muestra las etapas del proceso de
tratamiento:
Figura 12: etapas de proceso en la PTAP evaluada
El control de proceso se realiza con equipos que han pasado por un proceso de calibración
por un ente externo, de manera que se pueda garantizar la confiabilidad de la información
de igual manera se realiza una verificación diaria de esta instrumentación con patrones a
través de una carta de control con amplitud de 6σ.
La turbiedad se mide a la entrada de la PTAP (agua cruda), a la salida de la unidad de
clarificación, a la salida de filtración y para cloro su concentración residual (mg/l) se evalúa
a la salida de la planta; se analizan muestras cada hora (para un total de 24 muestras
diarias en cada punto de muestreo), los 365 días del año.
Los equipos para estas variables consisten en un turbidímetro HACH 2100AN y para cloro
residual en un espectrofotómetro de luz visible HACH DR2500 utilizando DPD; Se siguen
los métodos estandarizados APHA-AWWA-WEF (Rice 2012).
Las frecuencias de muestreo cada hora de las unidades de sedimentación, filtración y
desinfección igualan o superan los recomendado por el RAS (Ministerio de Desarrollo
Económico 2000).
5.2 Valores de desempeño de: % de eficiencias, Cpk y Cpm
Para el desarrollo del caso de estudio se seleccionó información de 1 año de operación
con la cual se calcularon los índices a través de las ecuaciones 1 al 5 presentadas en el
capítulo 3. Se seleccionaron los dos meses extremos del conjunto de datos, es decir 1 mes
Coagulación
• Canaleta Parshal para bajos cudales
• Mezclador mecánico para caudales superiores a 600 lps
• Sulfato de aluminio
Floculación
• Mecanica: De flujo vertical y horizontal
• 10 unidades
• dos modulos
Sedimentación
• Acelerada: modulos tubulares
Filtración
• Filtro dual de arena y antracita.
• Lavado con aire y agua
Desinfección
• Cloro gaseoso
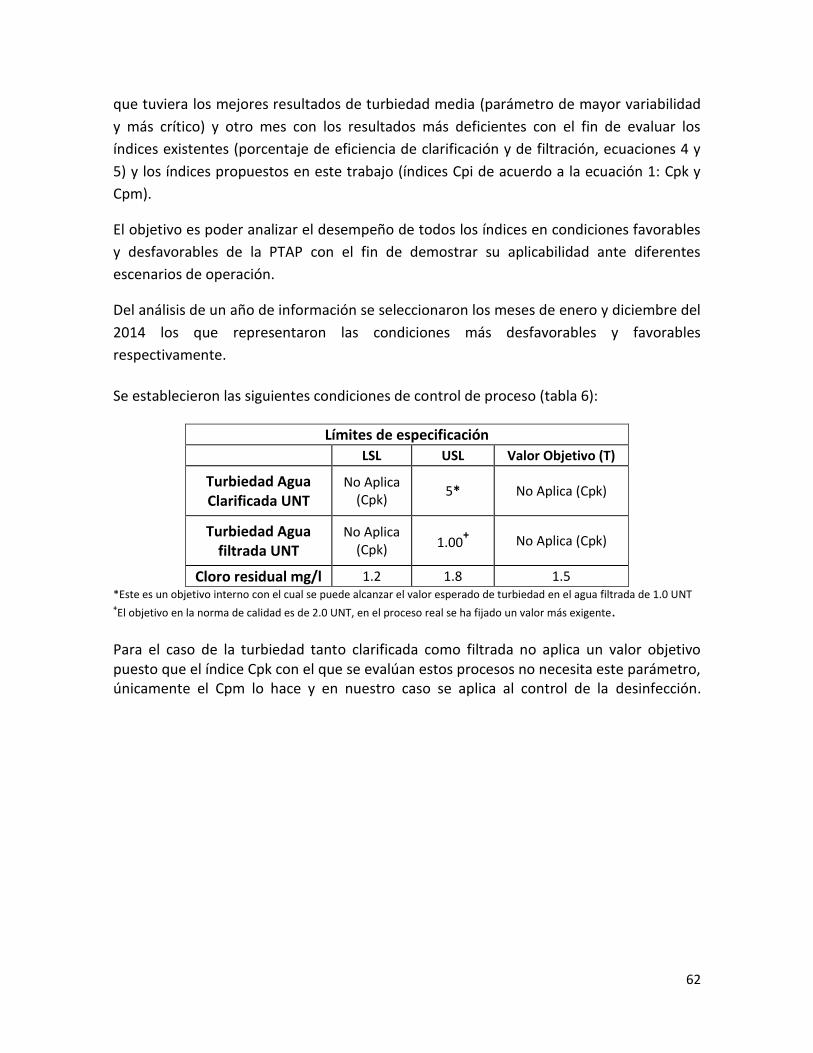
62
que tuviera los mejores resultados de turbiedad media (parámetro de mayor variabilidad
y más crítico) y otro mes con los resultados más deficientes con el fin de evaluar los
índices existentes (porcentaje de eficiencia de clarificación y de filtración, ecuaciones 4 y
5) y los índices propuestos en este trabajo (índices Cpi de acuerdo a la ecuación 1: Cpk y
Cpm).
El objetivo es poder analizar el desempeño de todos los índices en condiciones favorables
y desfavorables de la PTAP con el fin de demostrar su aplicabilidad ante diferentes
escenarios de operación.
Del análisis de un año de información se seleccionaron los meses de enero y diciembre del
2014 los que representaron las condiciones más desfavorables y favorables
respectivamente.
Se establecieron las siguientes condiciones de control de proceso (tabla 6):
Límites de especificación
LSL USL Valor Objetivo (T)
Turbiedad Agua Clarificada UNT
No Aplica (Cpk)
5* No Aplica (Cpk)
Turbiedad Agua filtrada UNT
No Aplica (Cpk) 1.00
+ No Aplica (Cpk)
Cloro residual mg/l 1.2 1.8 1.5 *Este es un objetivo interno con el cual se puede alcanzar el valor esperado de turbiedad en el agua filtrada de 1.0 UNT +El objetivo en la norma de calidad es de 2.0 UNT, en el proceso real se ha fijado un valor más exigente.
Para el caso de la turbiedad tanto clarificada como filtrada no aplica un valor objetivo puesto que el índice Cpk con el que se evalúan estos procesos no necesita este parámetro, únicamente el Cpm lo hace y en nuestro caso se aplica al control de la desinfección.

63

64
5.2.1 Identificación de variabilidad y ajuste a los límites establecidos para el
proceso
Habiéndose identificado a partir de la información de operación de planta posibles
situaciones que deben ser detectada a través de indicadores se evaluará la capacidad de
cada índice para arrojar información sobre el desempeño del proceso.
5.2.1.1 Turbiedad: Proceso de clarificación de agua potable
En las Gráfica 2 y Gráfica 3 se observa la turbiedad media del agua cruda y clarificada del
mes de enero (condiciones menos favorables) y diciembre (condiciones más favorables)
respectivamente:
Gráfica 2: Turbiedad del agua de entrada y salida de la unidad de sedimentación: Enero (desfavorable)
Gráfica 3: condiciones de turbiedad del agua de entrada y salida de la unidad de sedimentación: Diciembre (favorable)
En las Gráfica 2 y Gráfica 3 se observan picos en la turbiedad del agua producida
consecuencia de cambios en la turbiedad del agua cruda que ingresa a la planta para
periodos desfavorables y favorables, es decir mayor turbiedad final del agua clarificada.
Esto se debe a que al continuar la operación utilizando la misma tasa de sedimentación
con un aumento en la concentración de sólidos disminuye el rendimiento de la unidad de
clarificación.
Para el análisis del índice Cpk se utilizaron datos registrados hora a hora de manera diaria
con lo que se calculó la media y la desviación estándar de ese día de operación, la ventana
de tiempo para el cálculo de la información corresponde a las variaciones típicas de
consumo de agua de una población.
Las Gráfica 4 y Gráfica 5 permiten ver como el Cpk identifica adecuadamente
disminuciones en la calidad del efluente del sedimentador: a medida que la turbiedad del
0
20
40
60
80
100
120
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
0
1
2
3
4
5
6
Turb
ied
ad d
el a
gua
cru
da
(UN
T)
Turb
ied
ad d
el a
gua
clar
ific
ada
(UN
T)
Turbiedad agua clarificada Turbiedad agua cruda
0
10
20
30
40
50
60
1 4 7 10 13 16 19 22 25 28 31
0,0
0,5
1,0
1,5
2,0
Turb
ied
ad d
el a
gua
cru
da
(UN
T)
Turb
ied
ad d
el a
gua
clar
ific
ada
(UN
T)
Turbiedad agua clarificada
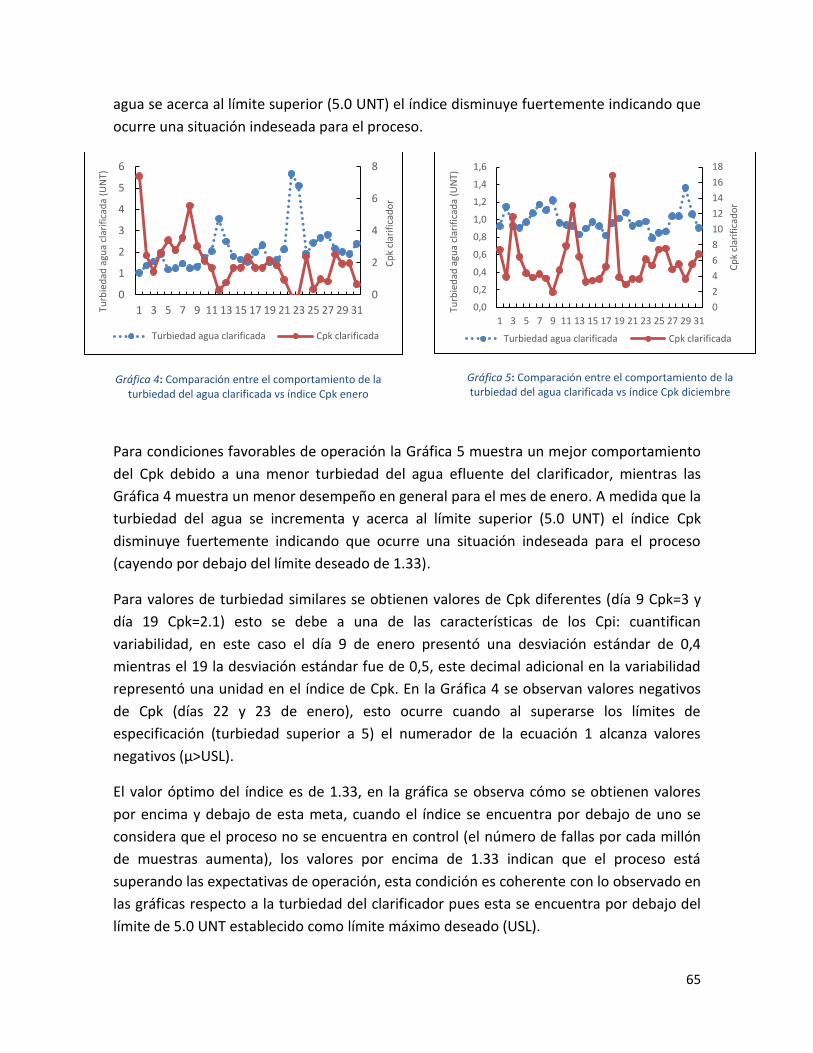
65
agua se acerca al límite superior (5.0 UNT) el índice disminuye fuertemente indicando que
ocurre una situación indeseada para el proceso.
Gráfica 4: Comparación entre el comportamiento de la turbiedad del agua clarificada vs índice Cpk enero
Gráfica 5: Comparación entre el comportamiento de la turbiedad del agua clarificada vs índice Cpk diciembre
Para condiciones favorables de operación la Gráfica 5 muestra un mejor comportamiento
del Cpk debido a una menor turbiedad del agua efluente del clarificador, mientras las
Gráfica 4 muestra un menor desempeño en general para el mes de enero. A medida que la
turbiedad del agua se incrementa y acerca al límite superior (5.0 UNT) el índice Cpk
disminuye fuertemente indicando que ocurre una situación indeseada para el proceso
(cayendo por debajo del límite deseado de 1.33).
Para valores de turbiedad similares se obtienen valores de Cpk diferentes (día 9 Cpk=3 y
día 19 Cpk=2.1) esto se debe a una de las características de los Cpi: cuantifican
variabilidad, en este caso el día 9 de enero presentó una desviación estándar de 0,4
mientras el 19 la desviación estándar fue de 0,5, este decimal adicional en la variabilidad
representó una unidad en el índice de Cpk. En la Gráfica 4 se observan valores negativos
de Cpk (días 22 y 23 de enero), esto ocurre cuando al superarse los límites de
especificación (turbiedad superior a 5) el numerador de la ecuación 1 alcanza valores
negativos (µ>USL).
El valor óptimo del índice es de 1.33, en la gráfica se observa cómo se obtienen valores
por encima y debajo de esta meta, cuando el índice se encuentra por debajo de uno se
considera que el proceso no se encuentra en control (el número de fallas por cada millón
de muestras aumenta), los valores por encima de 1.33 indican que el proceso está
superando las expectativas de operación, esta condición es coherente con lo observado en
las gráficas respecto a la turbiedad del clarificador pues esta se encuentra por debajo del
límite de 5.0 UNT establecido como límite máximo deseado (USL).
0
2
4
6
8
0
1
2
3
4
5
6
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
Cp
k cl
arif
icad
or
Turb
ied
ad a
gua
clar
ific
ada
(UN
T)
Turbiedad agua clarificada Cpk clarificada
0
2
4
6
8
10
12
14
16
18
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
Cp
k cl
arif
icad
or
Turb
ied
ad a
gua
clar
ific
ada
(UN
T)
Turbiedad agua clarificada Cpk clarificada

66
En general los valores de Cpk que se encuentran por debajo de 1.33 representan un riesgo
para el desempeño de los procesos posteriores (tanto de filtración como de desinfección),
como ejemplo se analizan los días 12 y 23 de enero que sobre salen por picos en los
valores de turbiedad media (turbiedades de 3.52 - 5.66 y 5.1 respectivamente), cayendo
estos valores de Cpk: 0.283 -0.054 y -0.012 respectivamente, nuevamente se presenta la
situación explicada anteriormente donde valores medios de turbiedad por encima de los
límites de especificación originan un valor negativo en el numerador de la ecuación 1.
En la Gráfica 6 se muestra el comportamiento de la turbiedad hora a hora durante los días
12 y 23 ilustrando mejor esta situación.
Gráfica 6: Comparación entre el comportamiento de la turbiedad del agua clarificada de dos días con altos valores de turbiedad del proceso de clarificación
Nótese la diferencia en la variabilidad de los datos y de los límites alcanzados, el caso del
día 23 es extremo por lo que se alcanzan valores negativos de Cpk inclusive, el valor de
turbiedad durante varias horas se encuentra por encima del límite establecido, también se
encuentra que se presentó tanto un valor de la media por encima del LSE así como una
alta desviación estándar (variabilidad de los datos) hora a hora (2.693 el día 23 respecto a
1.7 del día 12 de enero) resultando en un valor de Cpk negativo.
Las Gráfica 7 y Gráfica 8 muestran como la ecuación 4 (índice de porcentaje de eficiencia)
no puede evidenciar variaciones en la calidad del agua producida a pesar de una alto nivel
de variabilidad de la misma: enero desviación estándar de 0.914 frente a una turbiedad
media de 2.12 UNT y diciembre desviación estándar promedio de 0.28 y turbiedad media
0.98 UNT. Aparentemente se tienen valores de eficiencia adecuados para una unidad de
0
1
2
3
4
5
6
7
8
9
10
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19
Agu
a cl
arif
icad
a (U
NT)
Horas de opeación dia 12 dia 23 Límite máximo

67
sedimentación (superiores al 70%), no obstante se encuentra que el agua producida no
cumple las especificaciones del proceso.
Gráfica 7: Comparación entre la desviación estándar del agua clarificada y el % de eficiencia (RAS)
Gráfica 8: Comparación entre la desviación estándar del agua clarificada y el % de eficiencia (RAS)
Una alta variabilidad en la turbiedad de salida del agua clarificada impacta negativamente
al proceso siguiente (filtración), por ejemplo si la variación es muy alta (y sostenida)
pueden reducirse los tiempos de carrera de filtros esta variabilidad es una situación que
debe evitarse.
Gráfica 9: Comparación entre el comportamiento del índice Cpk y el % de eficiencia de la sedimentación durante enero
Gráfica 10: Comparación entre el comportamiento del índice Cpk y el % de eficiencia de la sedimentación durante diciembre
Nótese de las Gráfica 9 y Gráfica 10 que en el mes de enero cuando se presentan
condiciones más desfavorables y al mismo tiempo una menor calidad del agua efluente
del clarificador (83% eficiencia y 2.12 UNT) hay una eficiencia similar a la del mes de
0%
20%
40%
60%
80%
100%
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
% E
fici
enci
a
Des
viac
ión
est
ánd
ar
Desviación estándar Eficiencia clarificada (RAS)
0%
20%
40%
60%
80%
100%
120%
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
% E
fici
enci
a
Des
viac
ión
est
ánd
ar
Desviación estándar Eficiencia clarificada (RAS)
0%
20%
40%
60%
80%
100%
0
1
2
3
4
5
6
7
8
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
% E
fici
enci
a
Cp
k
Cpk clarificada Eficiencia clarificada (RAS)
0%
20%
40%
60%
80%
100%
120%
0
2
4
6
8
10
12
14
16
18
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
% E
fici
enci
a
Cp
k
Cpk clarificada Eficiencia clarificada (RAS)

68
diciembre con condiciones favorables y una mucho menor turbiedad del agua efluente
(86% eficiencia, 0.98 UNT).
Es decir el índice de % de eficiencia (ecuación 4) lleva a conclusiones erróneas cuando está
cambiando la calidad del agua cruda ingresando a la planta, por lo que puede concluirse
que éste índice no es aplicable a PTAPs que usen aguas superficiales cuya característica es
la alta variabilidad de su calidad.
Paradójicamente, se observa que la operación puede producir agua con turbiedad por
encima de los límites aceptados con un % de eficiencia de remoción (ecuación 4) con
valores superiores al 90% (Gráfica 9 y Gráfica 10) mostrando aparentemente un
subproceso de clarificación supremamente eficiente. Esta situación contrasta con la
información aportada por el índice Cpk el que muestra su capacidad para alertar sobre
situaciones que salen de la operación normal e indican una condición riesgosa. Se
considera esta situación la idónea para mostrar como el Cpk permite un análisis integral
en un solo indicador.
Las gráficas Gráfica 11 y Gráfica 12 muestran el valor del Cpk frente al desempeño de la
desviación estándar para enero y diciembre.
Gráfica 11: Comparación entre la desviación estándar producida por el clarificador y el índice Cpk Enero
Gráfica 12: Comparación entre la desviación estándar producida por el clarificador y el índice Cpk Diciembre
Estas Gráficas permiten observar cómo varía el indicador al aumentar o disminuir la
desviación estándar, para el día 22 de enero (Gráfica 11) se encuentra como una alta
desviación estándar influye en obtener un Cpk por debajo de 0.0 (días 18 y 25 con
comportamiento similar). De manera análoga se observa en el mes de diciembre como
una desviación estándar baja (día 18) contribuye a obtener un Cpk de más de 16 unidades.
-1
0
1
2
3
4
5
6
7
8
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
Cp
k cl
arif
icad
or
Des
viac
ión
est
ánd
ar
Desviación estándar Cpk clarificada
0
2
4
6
8
10
12
14
16
18
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
Cp
k cl
arif
icad
or
Des
viac
ión
est
ánd
ar
Desviación estándar Cpk clarificada

69
El índice Cpk es apto para condiciones de operación tanto favorables como desfavorables
y cualquier tipo de materia prima (en nuestro caso: agua cruda) esto es importante
porque es de esta forma en que se pueden detectar problemas de desempeño en la PTAP
que no están relacionados con la calidad del agua cruda: en ninguno de los casos
evaluados el agua cruda afluente a la planta superó los límites de tratabilidad de la misma
pues únicamente se registró variabilidad en su valor de turbiedad pero no por fuera de los
límites de operación global del proceso que para la planta en estudio se encuentra en
2000 a 3000 UNT (para el mes de enero la turbiedad promedio de entrada a la PTAP fue
de 19.9 UNT y para diciembre de 11.7 UNT).).
5.2.1.2 Impacto de la variación de la calidad del agua cruda en los diferentes índices
El índice de eficiencia de sedimentación ecuación 4 (índice de porcentaje de eficiencia)
tiene influencia de la turbiedad del agua cruda (variable Nt) que está ingresando,
aportando variabilidad en los procesos posteriores afectándose la eficiencia como se
observa en la Gráfica 13 y Gráfica 14:
Gráfica 13: Ruido aportado por la variación de turbiedad de entrada a la unidad de clarificación-Enero
Gráfica 14: Ruido aportado por la variación de turbiedad de entrada a la unidad de clarificación-Diciembre
Es clara la influencia del valor de entrada a la unidad (correspondiente a agua cruda),
llaman la atención por ejemplo los días 11 y 12 de enero (Gráfica 13), el primero tiene un
valor de turbiedad de entrada de 14 UNT y salida de 2UNT con una eficiencia del 85.6%
(según la ecuación 4), el día 12 tuvo una turbiedad de entrada (agua cruda) de 62 UNT y
de salida de 3.5UNT con una eficiencia del 94% según la formulación recomendada por el
Reglamento de Agua Potable y Saneamiento.
0
20
40
60
80
100
120
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
Turb
ied
ad e
ntr
ada
clar
ific
ado
r N
TU
% E
fici
enci
a
Eficiencia clarificada (RAS) Turbiedad Entrada
0
20
40
60
80
100
120
0%
20%
40%
60%
80%
100%
120%
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
Turb
ied
ad d
e en
trad
a al
cla
rifi
cad
or
NTU
% E
fici
enci
a
Eficiencia clarificada (RAS) Turbiedad Entrada

70
En la Gráfica 14 correspondiente al mes de diciembre se observa como al disminuir la
turbiedad de agua de entrada al sedimentador también disminuye la eficiencia del
proceso (68.9%) a pesar de que el agua producida es de muy alta calidad (0.98 UNT), se
observa la disminución de la eficiencia entre los días 22 al 29 del mes a pesar de que la
turbiedad de salida fue favorable (por debajo de 1.0UNT).
El indicador Cpk al no considerar el valor de turbiedad del agua cruda en su fórmula no
presenta este tipo de ruido.
5.2.2 Proceso de filtración
Las Gráfica 15 y Gráfica 16 muestran el comportamiento del indicador Cpk frente a la
calidad del agua producida por el filtro para los meses de enero (condiciones
desfavorables) y diciembre (condiciones favorables).
Gráfica 15: Comportamiento del Cpk frente a la turbiedad del agua producida-enero
Gráfica 16: Comportamiento del Cpk frente a la turbiedad del agua producida-diciembre
El valor medio de turbiedad tiene un mayor peso que la variabilidad, arrojando un Cpk
favorable frente a un aumento de los valores de turbiedad de salida de estos mismos días
12 y 22 de enero (este último mucho más fuerte y pronunciado con una mayor caída del
índice) Gráfica 15.
Se observa en las figuras anteriores que este indicador no se concentra únicamente
valores bajos de turbiedad (días del 5 al 9 por ejemplo) también incentiva el tener una
baja variabilidad (desviación estándar) en el agua producida lo que se puede apreciar
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
0,0
0,5
1,0
1,5
2,0
2,5
Agu
a fi
ltra
da
(UN
T)
Cp
k
Cpk Turbiedad agua salida (filtrada)
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0,35
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
18,0
20,0
Agu
a fi
ltra
da
(UN
T)
Cp
k
Cpk Turbiedad agua salida (filtrada)
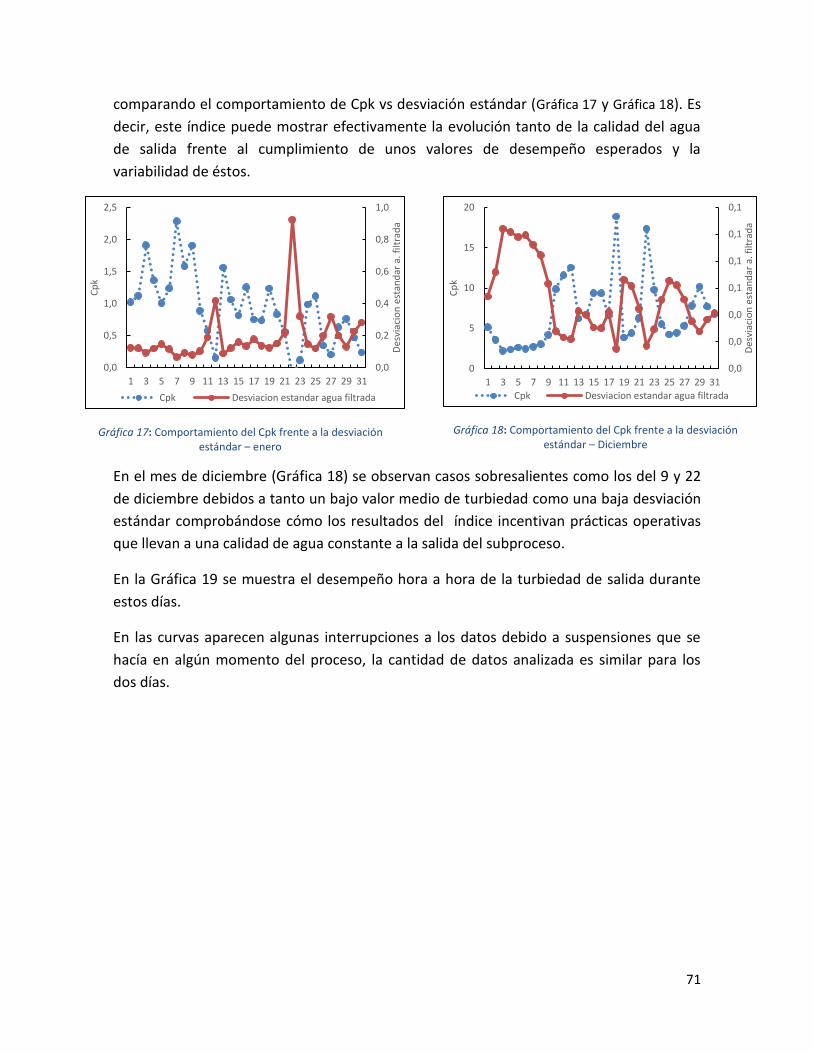
71
comparando el comportamiento de Cpk vs desviación estándar (Gráfica 17 y Gráfica 18). Es
decir, este índice puede mostrar efectivamente la evolución tanto de la calidad del agua
de salida frente al cumplimiento de unos valores de desempeño esperados y la
variabilidad de éstos.
Gráfica 17: Comportamiento del Cpk frente a la desviación estándar – enero
Gráfica 18: Comportamiento del Cpk frente a la desviación estándar – Diciembre
En el mes de diciembre (Gráfica 18) se observan casos sobresalientes como los del 9 y 22
de diciembre debidos a tanto un bajo valor medio de turbiedad como una baja desviación
estándar comprobándose cómo los resultados del índice incentivan prácticas operativas
que llevan a una calidad de agua constante a la salida del subproceso.
En la Gráfica 19 se muestra el desempeño hora a hora de la turbiedad de salida durante
estos días.
En las curvas aparecen algunas interrupciones a los datos debido a suspensiones que se
hacía en algún momento del proceso, la cantidad de datos analizada es similar para los
dos días.
0,0
0,2
0,4
0,6
0,8
1,0
0,0
0,5
1,0
1,5
2,0
2,5
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
Des
viac
ion
est
and
ar a
. filt
rad
a
Cp
k
Cpk Desviacion estandar agua filtrada
0,0
0,0
0,0
0,1
0,1
0,1
0,1
0
5
10
15
20
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
Des
viac
ion
est
and
ar a
. filt
rad
a
Cp
k
Cpk Desviacion estandar agua filtrada
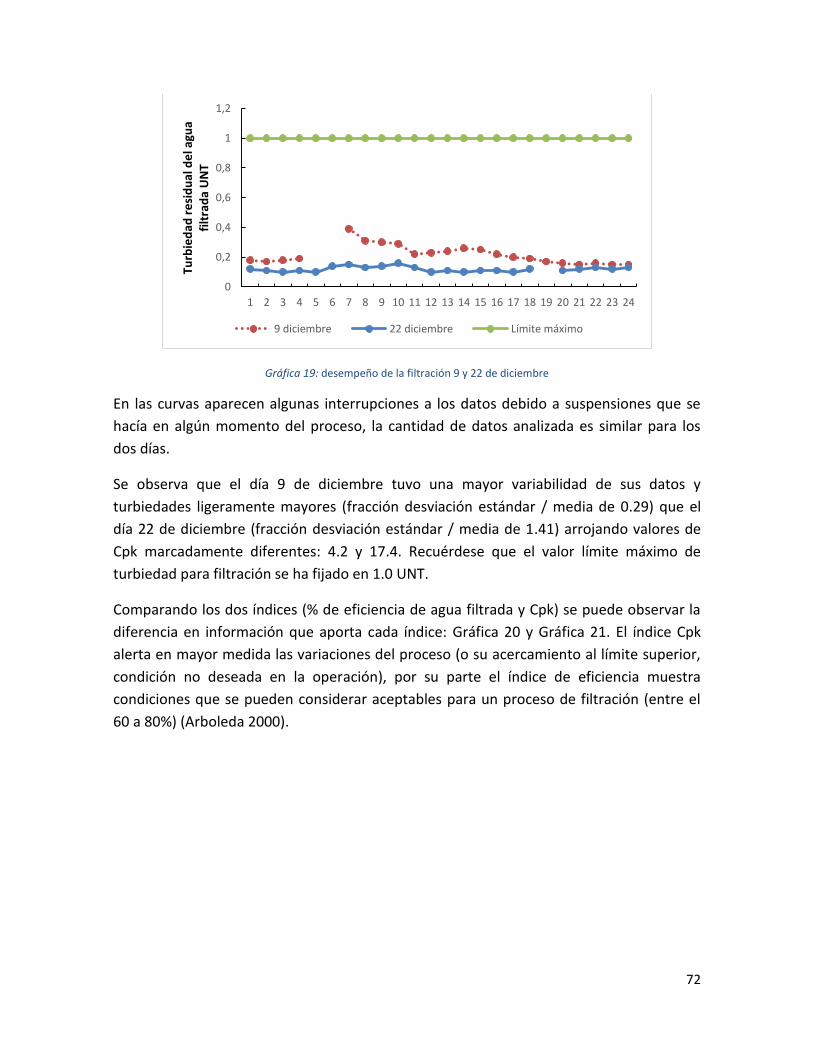
72
Gráfica 19: desempeño de la filtración 9 y 22 de diciembre
En las curvas aparecen algunas interrupciones a los datos debido a suspensiones que se
hacía en algún momento del proceso, la cantidad de datos analizada es similar para los
dos días.
Se observa que el día 9 de diciembre tuvo una mayor variabilidad de sus datos y
turbiedades ligeramente mayores (fracción desviación estándar / media de 0.29) que el
día 22 de diciembre (fracción desviación estándar / media de 1.41) arrojando valores de
Cpk marcadamente diferentes: 4.2 y 17.4. Recuérdese que el valor límite máximo de
turbiedad para filtración se ha fijado en 1.0 UNT.
Comparando los dos índices (% de eficiencia de agua filtrada y Cpk) se puede observar la
diferencia en información que aporta cada índice: Gráfica 20 y Gráfica 21. El índice Cpk
alerta en mayor medida las variaciones del proceso (o su acercamiento al límite superior,
condición no deseada en la operación), por su parte el índice de eficiencia muestra
condiciones que se pueden considerar aceptables para un proceso de filtración (entre el
60 a 80%) (Arboleda 2000).
0
0,2
0,4
0,6
0,8
1
1,2
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Turb
ied
ad r
esi
du
al d
el a
gua
filt
rad
a U
NT
9 diciembre 22 diciembre Límite máximo

73
Gráfica 20: desempeño de la eficiencia de filtración (RAS) frente al índice Cpk para el agua producida en el filtro – Enero
Gráfica 21: desempeño de la eficiencia de filtración (RAS) frente al índice Cpk para el agua producida en el filtro – Enero
El índice Cpk muestra una mayor variación (ya sea positiva o negativa) tanto en
condiciones favorables como desfavorables esto se debe a que es capaz de detectar
novedades en la turbiedad que el índice de eficiencia no puede: bajos niveles de
turbiedad, baja variabilidad en determinados momentos, cambios instantáneos de
turbiedad durante algunas horas de un mismo día de operación.
5.2.2.1 Influencia de la calidad del agua clarificada (de entrada al filtro) en el cálculo de
los índices
En las Gráfica 22 y Gráfica 23 se observa una alta influencia del valor de turbiedad de
entrada y de cómo se afecta el desempeño del indicador aun cuando se está produciendo
agua de calidad (a la salida del filtro), llama la atención el día 22 donde la eficiencia
aumenta al 77% a pesar que la calidad del agua de salida es deficiente (5.66 UNT), esto es
debido a que una turbiedad alta a la entrada introdujo ruido al indicador.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0,0
0,5
1,0
1,5
2,0
2,5
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
% E
fici
enci
a
Cp
k
Cpk Eficiencia Filtros (RAS)
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0
2
4
6
8
10
12
14
16
18
20
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
% E
fici
enci
a
Cp
k
Cpk Eficiencia Filtros (RAS)

74
Gráfica 22: desempeño de la eficiencia de filtración (RAS) frente a la turbiedad del agua de entrada al filtro – enero
Gráfica 23: desempeño de la eficiencia de filtración (RAS) frente a la turbiedad del agua de entrada al filtro – Diciembre
Las Gráfica 24 y Gráfica 25 muestran la ausencia variabilidad en el indicador Cpi para
turbiedad (Cpk) debido a la variación de la calidad del agua afluente al filtro.
Gráfica 24: Comportamiento del Cpk frente a la turbiedad del agua de entrada al filtro (o clarificada)-
enero
Gráfica 25: Comportamiento del Cpk frente a la turbiedad del agua de entrada al filtro (o clarificada)-
diciembre
Esta consecuencia es obvia al no considerarse la turbiedad de entrada al filtro en el cálculo
del Cpk (ecuación 1), no obstante en las Gráfica 24 y Gráfica 25 se muestra la manera en
que el indicador permite medir el proceso independientemente de las fluctuaciones del
agua de entrada a filtros.
Se observan algunas correspondencias (días 12 y 22 de enero) donde se presentan
mejores valores del índice como consecuencia de una mejor calidad del agua efluente
pero como se demuestra con la información del resto del mes no corresponde a la calidad
del agua de entrada (días del 5 al 9 por ejemplo). Para diciembre (Gráfica 25) se observa
un comportamiento similar que para enero: existen algunas correspondencias entre
0
1
2
3
4
5
6
0%
20%
40%
60%
80%
100%
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
Turb
ied
ad d
e en
trad
a a
filt
raci
on
N
TU
% E
fice
nci
a Fi
ltro
s (R
AS)
Eficiencia Filtros (RAS) Turbiedad Entrada
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
0%
20%
40%
60%
80%
100%
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
Turb
ied
ad d
e en
trad
a a
filt
raci
on
N
TU
% E
fice
nci
a Fi
ltro
s (R
AS)
Eficiencia Filtros (RAS) Turbiedad Entrada
0
1
2
3
4
5
6
-0,5
0,0
0,5
1,0
1,5
2,0
2,5
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
Turb
ied
ad a
gua
entr
ada
(UN
T)
Cp
k
Cpk Turbiedad agua entrada a filtros
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
18,0
20,0
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
Turb
ied
ad a
gua
entr
ada
(UN
T)
Cp
k
Cpk Turbiedad agua entrada a filtros

75
valores bajos de turbiedad del agua afluente al filtro, esto se debe a bajos valores de
variabilidad de la calidad en estos días al igual que una operación por debajo del límite de
especificación (en esta caso el USL) para la filtración.
5.3 Cloración: Control de la concentración de cloro residual (mg/l) mediante el
índice Cpm
Para esta variable se propone aplicar el índice Cpm en lugar del Cpk, pues este índice
(Cpm) permite no sólo conocer si la variable se encuentra dentro de los límites de
especificación (rango) también permite identificar qué tan alejada se encuentra de un
valor objetivo o punto óptimo de especificación.
5.3.1 Comparación de la aplicación de Cpk y Cpm en el control de la
concentración de cloro residual
Para el caso de la planta de tratamiento analizada en el presente estudio el LSL se fijó en
1.8 mg/l, el Límite Inferior de Especificación (LIE) en 1.2 mg/l y el punto óptimo o valor
objetivo en 1.5mg/l, para establecer estos límites se tuvieron en cuenta las condiciones
regulatorias fijando el LSE en 2.0 mg/l).
Deben tenerse en cuenta las condiciones de la red de distribución de manera que el LIE
permitiera mantener un residual de cloro libre en el agua en el último punto de uso
(donde está ubicado el usuario más alejado de la red) que para este caso es de 0.5 mg/l
aun cuando la regulación permite un valor de 0.3 mg/l en el punto más alejado de la red
se considera una buena práctica operativa proporcionar un factor de seguridad del 10%
del valor máximo permitido (2.0 mg/l) equivalente a 0.2 mg/l adicionales sobre el valor
mínimo permitido por la regulación nacional.
Para lograr esto debe contarse con un valor mínimo a la salida de la PTAP de 1.2 mg/l
como valor mínimo crítico, también se fijó como punto óptimo de 1.5 mg/l alrededor del
cual puede oscilar el valor de cloro residual el cual se obtiene a partir del análisis de los
valores históricos encontrados en la red de distribución.
En las Gráfica 26 y Gráfica 27 se muestra el desempeño de los dos índices frente al valor
de desviación estándar de la concentración de cloro residual (mg/l) medida en planta.

76
Gráfica 26: Comportamiento del Cpk y Cpm frente a la desviación estándar de los valores de concentración de cloro residual-enero
Gráfica 27: Comportamiento del Cpk y Cpm frente a la desviación estándar de los valores de concentración de cloro residual -
.Diciembre
Se observa en la Gráfica 26 y Gráfica 27 la influencia que tiene el cálculo al detectar la capacidad de mantenerse alrededor del valor objetivo que considera el Cpm, a diferencia del Cpk que no lo contiene como en el caso del 2 de diciembre donde con una medias y desviaciones estándar iguales (1.522 y 0.025 respectivamente) el valor de los índices es diferente, el aporte de este término adicional (valor objetivo) en la formulación del Cpm ha “descubierto” una diferencia negativa en las actividades de ajuste de la dosificación de cloro respecto que el índice Cpk no mostraba por carecer de éste elemento. En las Gráfica 28 y Gráfica 29 se muestra el valor residual de cloro hora a hora para estos
días (el valor objetivo es una concentración residual de 1.5 mg/l).
Gráfica 28: Comportamiento del cloro residual hora a hora durante los días 8, 15 y 19 de enero
Gráfica 29: Comportamiento del cloro residual hora a hora durante los días 2, 14 y 24 de diciembre
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
Des
viac
ión
Est
ánd
ar
Índ
ice
Cpk Cpm Desviación estándar
0,00
0,02
0,04
0,06
0,08
0,10
0,12
0,14
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
Des
viac
ión
Est
ánd
ar
Índ
ice
Cpk Cpm Desviación estándar
1,25
1,3
1,35
1,4
1,45
1,5
1,55
1,6
1,65
1,7
1,75
1 3 5 7 9 11 13 15 17 19 21 23
Clo
ro r
esid
ual
(m
g/l)
8 enero 15 enero 19 enero
1,25
1,3
1,35
1,4
1,45
1,5
1,55
1,6
1,65
1 3 5 7 9 11 13 15 17 19 21 23
Clo
ro r
esid
ual
(m
g/l)
2 diciembre 14 diciembre
77
En las gráficas 30 y 31 se corrobora cómo los dos índices se afectan negativamente por
aumentos en la desviación estándar aun cuando se encuentran en el valor objetivo (8 de
enero y 14 de diciembre como ejemplo) pues este término se encuentra en el
denominador.
Se puede contrastar la sensibilidad de los dos índices frente a diferentes operaciones de
control de la concentración de cloro en esos días: los índices altos se producen en días con
baja variabilidad y valores de cloro residual cercanos al valor objetivo, en cambio los
índices de menor valor se presentan cuando la variable se encontraba alejada del punto
de especificación o con alta variabilidad en su comportamiento (se observa por ejemplo
en los días 19 de enero o 24 de diciembre frente a los demás que presentan una mayor
variabilidad y valores por algunas horas alejados del valor objetivo).
5.3.2 Influencia de la magnitud de los datos sobre el Cpk y Cpm
En fuentes superficiales es común encontrar cambios en la turbiedad del agua cruda, que
de acuerdo al nivel de control del proceso pueden cambiar las condiciones finales del agua
que ingresa al proceso de desinfección variando la concentración de sustancias que oxidan
el cloro cambiando la demanda de manera constantemente.
De la misma manera variarán los índices Cpk y Cpm, a continuación se analiza su
comportamiento frente a diferentes momentos de operación.
En las Gráfica 30 y Gráfica 31 se observa como el índice Cpm está menos influenciado por
la concentración de cloro como se observa en el día 9 donde se obtiene un muy bajo valor
del índice frente al día 23 donde éste es alto (por arriba de 3), en su lugar este índice
“premia” con mejores resultados el hecho de que la media se encuentre cerca al valor
objetivo.
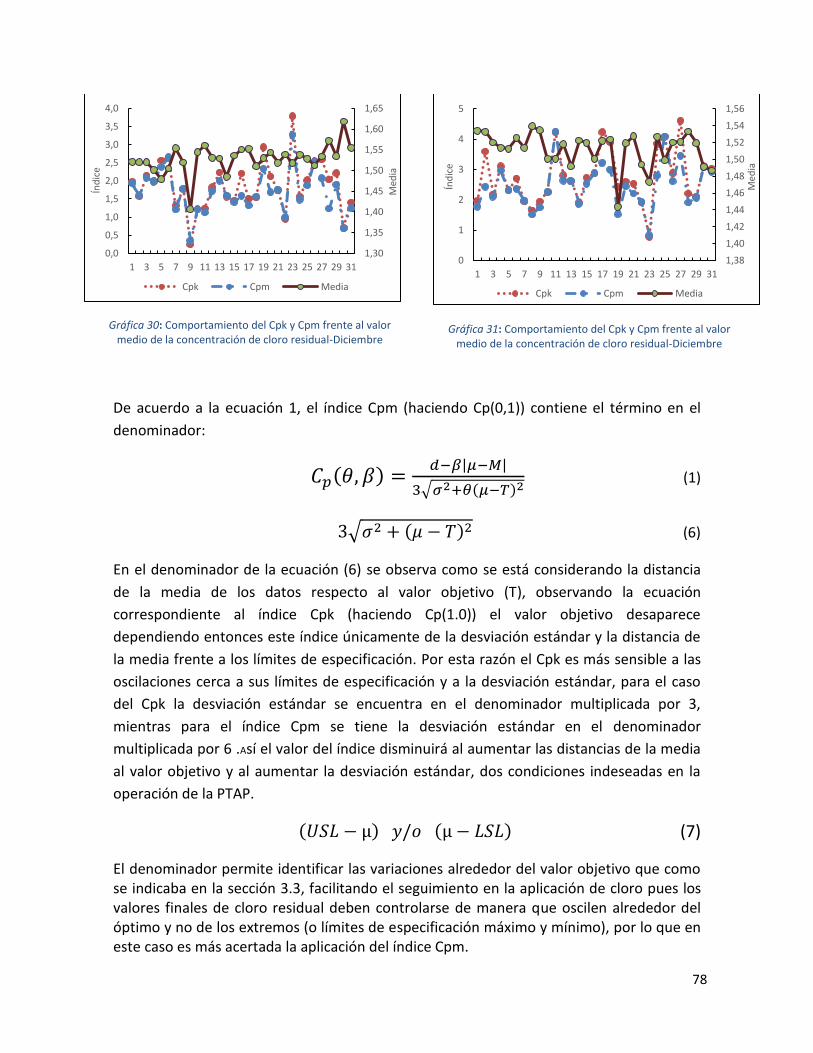
78
Gráfica 30: Comportamiento del Cpk y Cpm frente al valor medio de la concentración de cloro residual-Diciembre
Gráfica 31: Comportamiento del Cpk y Cpm frente al valor medio de la concentración de cloro residual-Diciembre
De acuerdo a la ecuación 1, el índice Cpm (haciendo Cp(0,1)) contiene el término en el
denominador:
𝐶𝑝(𝜃, 𝛽) =𝑑−𝛽|𝜇−𝑀|
3√𝜎2+𝜃(𝜇−𝑇)2 (1)
3√𝜎2 + (𝜇 − 𝑇)2 (6)
En el denominador de la ecuación (6) se observa como se está considerando la distancia
de la media de los datos respecto al valor objetivo (T), observando la ecuación
correspondiente al índice Cpk (haciendo Cp(1.0)) el valor objetivo desaparece
dependiendo entonces este índice únicamente de la desviación estándar y la distancia de
la media frente a los límites de especificación. Por esta razón el Cpk es más sensible a las
oscilaciones cerca a sus límites de especificación y a la desviación estándar, para el caso
del Cpk la desviación estándar se encuentra en el denominador multiplicada por 3,
mientras para el índice Cpm se tiene la desviación estándar en el denominador
multiplicada por 6 .Así el valor del índice disminuirá al aumentar las distancias de la media
al valor objetivo y al aumentar la desviación estándar, dos condiciones indeseadas en la
operación de la PTAP.
(𝑈𝑆𝐿 − µ) 𝑦/𝑜 (µ − 𝐿𝑆𝐿) (7)
El denominador permite identificar las variaciones alrededor del valor objetivo que como se indicaba en la sección 3.3, facilitando el seguimiento en la aplicación de cloro pues los valores finales de cloro residual deben controlarse de manera que oscilen alrededor del óptimo y no de los extremos (o límites de especificación máximo y mínimo), por lo que en este caso es más acertada la aplicación del índice Cpm.
1,30
1,35
1,40
1,45
1,50
1,55
1,60
1,65
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
Med
ia
Índ
ice
Cpk Cpm Media
1,38
1,40
1,42
1,44
1,46
1,48
1,50
1,52
1,54
1,56
0
1
2
3
4
5
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
Med
ia
Índ
ice
Cpk Cpm Media

79
Los índices de capacidad de proceso en todos los procesos muestran un mayor
desempeño al evaluar dos características importantes en el tratamiento de agua: la
variabilidad de la calidad del producto final y el cumplimiento de condiciones operativas
que garanticen la seguridad del agua.
5.4 Aplicación de criterios del Programa de Evaluación por Componentes (CCP)
El programa evalúa varios aspectos de la PTAP para determinar su nivel de desempeño y
catalogarla dentro de uno de 3 grupos de plantas de tratamiento: (EPA 1998):
1. Las unidades de proceso mayores son adecuadas
2. Las unidades de proceso mayores tienen un desempeño marginal
3. Las unidades de proceso mayores son inadecuadas
Durante esta evaluación se puede considerar el análisis de las condiciones de diseño
existentes frente a condiciones de diseño recomendadas así como la evaluación de las
condiciones de operación actuales frente a metas de desempeño (regulatorias por
ejemplo).
La metodología utiliza datos de turbiedad máxima diaria para el agua cruda, sedimentada
y filtrada se recomienda es conveniente evaluar un periodo de 1 año para considerar así
los cambios estacionales (Arboleda 2000; EPA 1998). En este trabajo de grado se tuvo en
cuenta 1 año de datos de los cuales se seleccionaron las condiciones más favorables y más
desfavorables.
Este análisis se complementa con la sección anterior donde se aplicaron los índices Cpi
para el análisis de datos de clarificación, filtración y desinfección.
5.4.1 Análisis de distribución de percentiles
Estas cartas dividen la información de proceso en segmentos permitiendo categorizar la
calidad del agua producida dentro de diferentes niveles de calidad y cantidad de datos en
cada segmento. La información completa se encuentra en el Anexo 2. Se han escogido
segmentos de calidad para el análisis por percentiles de acuerdo al objetivo de calidad
fijado en el proceso, que para clarificación corresponde a un valor menor a 3.0 UNT y para
filtración de 1.0 UNT.

80
Gráfica 32: Segmentos de calidad para el agua clarificada-Enero
Grafica 33: Segmentos de calidad para el agua clarificada-Diciembre
En las Gráfica 32 y Grafica 33: Segmentos de calidad para el agua clarificada-Diciembre
Se muestran los meses de enero y diciembre, durante el mes de enero (correspondiente a
la condición más desfavorable) se encuentra como era de esperarse valores de turbiedad
en los segmentos centrales es decir 2 y 3 (de 3 a 5 UNT y de 5 a 8 UNT), a diferencia del
mes de diciembre donde todos los datos se encuentran en el segmento bajo o de mejor
calidad del agua producida. Esto demuestra un muy buen control del proceso de
sedimentación, situación que puede contrastarse durante el cálculo de los índices de
capacidad de proceso que aportan una mayor cantidad de información que las cartas de
percentiles.
Las Gráfica 34 y Gráfica 35 muestran los segmentos de calidad del agua filtrada para enero
y diciembre.
Gráfica 34: Segmentos de calidad para el agua filtrada-enero
Gráfica 35: Segmentos de calidad para el agua filtrada-diciembre
En este caso, se encuentra que ocurrió una mayor variación de las condiciones de
operación produciendo una mayor distribución de la información a lo largo de los
0%
20%
40%
60%
80%
100%
% Tiempo en cada rango de calidad
<3 3<UNT<5 5<UNT<8 8<UNT<10 UNT>10
0%
20%
40%
60%
80%
100%
% Tiempo en cada rango de calidad
<3 3<UNT<5 5<UNT<8 8<UNT<10 UNT>10
0%
10%
20%
30%
40%
50%
60%
% Tiempo en cada rango de calidad
<0,3 0,3<=fe<0,5 0,5<=fe<=0,8 0,8<=fe<1,0 fe>=1,0
0%
20%
40%
60%
80%
% Tiempo en cada rango de calidad
<0,3 0,3<=fe<0,5 0,5<=fe<=0,8 0,8<=fe<1,0 fe>=1,0

81
percentiles. Por ejemplo se tiene que para las condiciones desfavorables (enero, Gráfica
34) la mayoría de los datos se desplazan al rango de turbiedad medio mientras que para el
mes de diciembre (Gráfica 35) estos se encuentran en los valores más bajos. La
variabilidad en la calidad del agua clarificada impacta al proceso de filtración ampliando el
rango de turbiedad del agua producida a lo largo del tiempo, el percentil 60 cambia (a
diferencia del mes de diciembre) hacia un valor medio de turbiedad, cuando el
comportamiento óptimo es el rango más bajo posible.
Este instrumento es muy útil para categorizar el desempeño de la planta respecto a
determinadas metas de desempeño. En el caso de la planta analizada se fijó como criterio
de desempeño en el proceso clarificación obtener una turbiedad inferior a 3.0 UNT a la
salida y en filtración una turbiedad inferior a 1.0UNT. Estas condiciones se cumplen en el
proceso evaluado. En el caso de que las cartas de percentiles muestren valores por encima
de los objetivos de desempeño se evidenciaría que existe la posibilidad de la
materialización del riesgo relacionado a la filtración: contaminación por patógenos.
Si estos problemas son repetitivos a lo largo del año se tienen sistemas de construcción
inapropiada o en su defecto un personal operativo tolerante con las fallas o falto de
habilidades, los administradores de la planta cumplen un rol importante en esta situación
(EPA 1998).
En muchos casos un análisis más profundo de la información revela deficiencias en el
seguimiento de proceso, por ejemplo no se registran las turbiedades pico (tanto en
sedimentación como en filtración) o peor aún ni siquiera hay registros de mediciones
periódicas.
5.4.2 Evaluación de condiciones de diseño
Un acercamiento adecuado para evaluar el desempeño de un proceso es analizar si este
puede responder adecuadamente en condiciones de caudal pico. El análisis se realiza a las
unidades principales de proceso que son: la floculación, sedimentación, filtración y
desinfección (EPA 1998).
Un subproceso como la mezcla rápida no se evalúa en la primera etapa del programa CCP,
se realiza de manera posterior, cuando luego de la evaluación se determina que esta
etapa podría limitar el cumplimiento de los objetivos.
La tabla 7 muestra criterios de diseños de diferentes fuentes. Debido a que los tipos de
procesos unitarios utilizados en el tratamiento de agua son muy diversos únicamente se

82
considerarán los criterios de diseño aplicable a los tipos de procesos unitarios usados en la
planta evaluada en el presente trabajo.
Es muy importante considerar si el tipo de floculador instalado corresponde al tipo de floculación que quiere lograrse en la planta, si se requiere una floculación de alta energía (filtración directa) es más recomendable utilizar un floculador de paleta vertical en cambio para el caso de una floculación de menor energía (donde se requiere un floc más uniforme) se recomienda el uso de floculadores de paleta horizontal, pues al utilizar agitación de alta energía para una floculación de barrido se requeriría utilizar una mayor dosis de coagulante con el fin de lograr un floc de mayor densidad (AWWA - ASCE 2000).
83
Con esta información se puede contrastar el diseño de la planta frente a diferentes
criterios de diseño, evaluando así las unidades mayores del proceso para el caudal pico al
que podría operar la planta, en la tabla 10. Se muestran los resultados.
En la tabla 9 se ha diferenciado el cumplimiento frente a cada criterio con los términos
“cumple” o “no cumple”, también se ha incluido una marca “ * “ (asterisco) para aquellos
criterios de diseño que muestran un cumplimento dentro o cerca de estos rangos pero
con consideraciones que deben tenerse en cuenta durante la operación de la planta de
tratamiento, estas consideraciones se explicarán en los puntos siguientes para cada
subproceso de la PTAP.
5.4.3 Resultados de la evaluación de unidades mayores de proceso
5.4.3.1 Floculación
La planta cuenta con dos etapas de floculación secuenciales, una de baja energía seguida
de otra de alta energía. Se cumple con la normativa de diseño individual de cada etapa de
floculación. Se tienen valores bajos de gradiente, pero se compensa con un tiempo de
floculación alto.
Contar con dos etapas de floculación diferentes es especialmente crítico (desventajoso en
este caso) debido a que un proceso de floculación de baja energía (etapa 1) produce un
floculo con un mayor grado de hidratación y mayor fragilidad ante el esfuerzo cortante
que encontrará posteriormente en la etapa de floculación de alta energía (floculación
vertical). De igual manera el desempeño de la floculación no depende únicamente del
gradiente de floculación también depende del tiempo del mismo el cual es adecuado
(Arboleda 2000).
No se define como una situación limitante del desempeño, no obstante se plantean
alternativas operacionales:
Alternativas
Debido a que existe el riesgo de que durante la operación a caudales pico pueda
presentarse rompimiento de floc en la segunda etapa, podría intentarse utilizar una dosis
de coagulante mayor al óptimo requerido cambiando la conformación interna del floculo
desarrollado en la etapa 1 (floculación de baja energía).

84
Si esta solución no permite conservar el floc intacto puede intentarse con una segunda
alternativa que consiste en incrementar la energía en la floculación de la primera etapa
buscando un floc de mayor densidad. Esta alternativa podría requerir la adición de
ayudantes de floculación (Arboleda 2000).
5.4.3.2 Sedimentación
Se procuran bajas velocidades de sedimentación de las partículas floculentas, en este
proceso las velocidades bajas no son un problema que afecten el desempeño (Arboleda
2000; AWWA - ASCE 2000; OPS/CEPIS 2004).
Se conserva la zona de recolección de 0,6 m con lo que se evitan líneas de flujo que
puedan extraer el floc ya retenido.
Se verifica que existe un régimen de baja energía (laminar) evitando la formación de
corrientes de flujo que puedan re-suspender el floculo precipitado por esta razón se
utilizan vertederos de pequeño caudal y baja velocidad distribuidos a lo largo de la unidad
procurando forman un flujo muy uniforme sobre toda el área del sedimentador.
5.4.3.3 Filtración
El fondo IMS (Integral Medium Support) utilizado supera las características básicas y
generales de los 3 criterios de diseño con grava (AWWA, OPS, RAS).
Aun cuando no se cuenta con mayor información acerca de la gravedad específica y la
longitud de la arena se cuenta con el tamaño efectivo, siendo este un parámetro que
influye tanto en la filtración como en el lavado.
Para la arena se tiene un coeficiente de uniformidad ligeramente por encima del criterio
en una proporción mínima por lo que se considera que no afecta el desempeño
La relación de volumen (o altura resultante) entre la arena y la antracita es muy baja (1.5),
esto provocaría una interfaz de mezcla mucho más amplia entre los materiales,
dificultando el lavado y acortando la carrera de filtración.
No se afecta el desempeño (entendido como el cumplimiento del objetivo de turbiedad en
el agua filtrada).
La tasa de filtración es alta pero ha sido compensada con una mayor profundidad del
lecho (1.0m) por lo que esta condición no afecta, podrían presentarse menores carreras
de filtración pero éste es un factor de economía del proceso.
85
Se encuentra que las velocidades de lavado son adecuadas para lograr la expansión del
lecho.
5.4.3.4 Desinfección
De acuerdo a las recomendaciones de la OPS y del RAS cumple los tiempos de manera
holgada, para el caso de las recomendaciones de EPA y AWWA existe una diferencia de 5
minutos (equivalente al 8% del tiempo total). Este no es un valor limitante de
desempeño.
Alternativas
No obstante puede aplicarse como una buena práctica operativa el disminuir el valor de
pH utilizado en la desinfección hasta 7,0 de manera que el CT (constante de
concentración por tiempo de reacción necesario para una adecuada desinfección)
requerido sea de 87 con la misma concentración de cloro residual de 1.5mg/l.
Reducir el valor de pH en lugar de aumentar el residual de cloro es una alternativa
apropiada desde el punto de vista económico y operativo.
5.4.4 Identificación de factores limitantes del desempeño
En esta sección se hace énfasis en la operación de la planta considerando factores
administrativos, operacionales y de mantenimiento.
Se pueden considerar factores de diseño pero estos fueron abordados ampliamente en la
sección 5.4.2 Evaluación de condiciones de diseño.
Para esta etapa la metodología CCP establece una serie de áreas en las que se debe
profundizar con el fin de identificar si la planta tiene factores que limiten su desempeño.
Usualmente se preguntan durante una entrevista con el personal encargado, para el
propósito de este trabajo de grado y dado que el autor tiene conocimiento suficiente de la
operación de la PTAP a evaluar se presentarán los resultados directamente.
86
5.4.4.1 Identificación de factores administrativos
El personal administrativo es aquel encargado de aplicar los instrumentos de gestión
operativa en la planta más no trabajan precisamente en la planta en una base diaria
(directores, líderes de proceso, etc.). Identificar factores administrativos que limiten el
desempeño es una tarea subjetiva y compleja (EPA 1998).
¿Durante la operación se le da prioridad a la calidad del agua?
Ocurre en algunas plantas de tratamiento donde se anteponen factores económicos como
el lograr un proceso a menor costo, dejándose de lado la calidad del agua producida
inclusive presionándose al personal de operativo a bajar costos a costa de la calidad (EPA
1998).
Buscando detectar esto se evalúan el tipo de indicadores con que se cuenta en la planta
bajo estudio, los que se encuentran divididos en tres categorías:
Desempeño de proceso y cumplimiento de objetivos de calidad: 14 indicadores
Continuidad de proceso: 1 indicador
Infraestructura: 1
El proceso se evalúa con el fin de garantizar la continuidad (procurando que se presenten
la menor cantidad de suspensiones posibles), el mantenimiento de la infraestructura y
capacidad del personal operativo para realizar a cabo la operación, y la producción de
agua tratada que cumpla con condiciones de calidad aptas para agua de consumo
humano, esta última condición de desempeño cuenta con la mayor cantidad de
indicadores.
¿Se permite la formación del personal operativo (entrenamiento, capacitación)?
Para la PTAP en estudio se tienen tres niveles de cargos en el personal operativo.
El primero de ellos más básico (enfocado en tareas que requieren principalmente esfuerzo
físico) no requiere algún nivel de profesionalización.
Los dos niveles siguientes en jerarquía requieren estudios específicos en el área, por
ejemplo el nivel II requiere estudios tecnológicos al igual que el nivel III, pero este último
requiere un mayor nivel de experiencia y está reservado a personas con trayectoria en la
operación de PTAPs.
87
El nivel II tiene dentro de sus labores las actividades de lavado filtros, purga de lodos y
recolección de muestras de las diferentes etapas de proceso.
Por otro lado, el nivel III realiza ensayos de tratabilidad del agua, seguimiento a las
variables durante la operación y toma de decisiones ante cambios de calidad del, por esta
razón está reservado a personal con experiencia y criterios acerca del proceso de
potabilización.
Se procura que por lo menos el 90% o más del personal que ejerce labores de operación
del proceso esté certificado en competencias laborales en tres normas principalmente que
comprenden las siguientes actividades:
Procurar la cantidad de agua suficiente para el proceso
Llevar a cabo la operación de los procesos de tratamiento
Realizar las pruebas de calidad al agua tratada
Cada proceso de certificación en competencias laborales otorgada por el Sistema Nacional
de Formación para el Trabajo (SENA-Colombia) tiene una validez de 3 años, con una
certificación intermedia cada año y medio.

88
¿Existen políticas o la ausencia de políticas desestimulan al personal administrativo de
realizar las actividades de operación, mantenimiento y decisiones para apoyar el
desempeño y sostenibilidad de la planta?
Las actividades necesarias para la operación del proceso se encuentran documentadas
dentro de un sistema de gestión de la calidad (ISO 9001:2008), este es un sistema que es
auditado 2 veces al año (una auditoria interna y una externa).
La operación se evalúa frente a indicadores, los cuales tienen una meta que debe
cumplirse, así como un registro histórico que permite conocer el desempeño del proceso a
lo largo del tiempo.
La documentación del sistema de gestión, así como el registro histórico de indicadores se
gestiona a través de un software de acceso a todos los miembros del equipo operativo (de
los tres niveles mencionados en la sección 5.4.4.1)
¿Los administradores conocen de primera mano las necesidades de la planta?
Se evalúa el contacto que tienen los administradores del proceso con el día a día de la
planta, para el caso de la PTAP evaluada los encargados de la operación tienen como lugar
de trabajo instalaciones dentro de la planta de tratamiento de manera que pueden
conocer y atender en una base diaria las situaciones que se presentan en el proceso.
De esta manera pueden orientar adecuadamente las necesidades de inversión pues han
podido evidenciar de primera mano las dificultades que se pueden estar presentando en
determinada etapa de proceso y su posible origen.
También de esta manera tienen contacto con el personal operativo, el cual por su
experiencia y contacto diario (respuestas que reciben del proceso a raíz de los cambios
que aplican en este) pueden aportar información cualitativa y cuantitativa que permita
afrontar mucho mejor las desviaciones del proceso.
5.4.4.2 Identificación de factores operacionales
Los métodos usados en el control de proceso pueden afectar significativamente el
desempeño de plantas que tienen instalaciones adecuadas (EPA 1998).

89
¿Existen limitaciones en los equipos de medición o su nivel de precisión limita el control
de proceso o sus ajustes?
La medición del caudal de entrada a una PTAP es clave pues esta es una de las variables
con que se calculará la adición de productos químicos en el proceso así como se regularán
las tasas de operación de los subprocesos.
En la PTAP evaluada se cuenta con medición de caudal a la entrada y la salida, se realiza
un balance hídrico para conocer las posibles pérdidas identificadas y no identificadas
entre las que se puede encontrar el error de medición de los equipos. También se realiza
una comparación de los equipos de medición ya sea con otros equipos o con métodos
volumétricos.
Por el momento no se han identificado limitaciones en la operación debida a problemas
en la medición de caudal.
¿El almacenamiento de productos químicos y dispositivos de dosificación limita el
desempeño de la planta?
Un incorrecto almacenamiento de los productos químicos pueden cambiar sus
características alterando la estabilidad en la rata de dosificación, esto es común en el caso
de dosificadores volumétricos: al presentarse aglomeración de partículas del producto
químico a utilizar (por ejemplo sulfato de aluminio solido), se presentan taponamientos en
los dosificadores o el paso a distinta velocidad del producto a través de estos dispositivos.
Para evitar esto se dispone de estibas en las salas de dosificación, éstas permanecen
cerradas. Una vez se reciben lotes nuevos de producto se marcan para ser almacenados
procurando un consumo del tipo Primero en Entrar Primero en Salir (FIFO), de manera que
se evita que el producto cumpla su vida útil mientras se encuentra aún almacenado.
También se toman muestras del producto para ser analizadas en la composición básica
esperada del producto.
¿Existe una mezcla adecuada de coagulante (coagulación)?
La coagulación es una etapa que influye seriamente en el desempeño de la planta, la
hidrólisis del sulfato de aluminio es una reacción rápida que necesita de una mezcla
adecuada y de un tiempo determinado de contacto (para el caso de floculación de barrido

90
que se aplica en la PTAP en estudio debe estar por debajo de los 10 segundos) (Arboleda
2000; AWWA - ASCE 2000; OPS/CEPIS 2004).
Con el fin de mantener un régimen de mezcla adecuado en la floculación para diferentes
caudales se implementaron dos tipos de mezcla: para caudales inferiores a 600 lps se
utiliza una canaleta Parshall diseñada para aplicar un gradiente de 1000s-1 y para 1.2 m3/s
se cuenta con dos mezcladores mecánicos de velocidad variable que pueden aplicar esta
cantidad de energía con una velocidad de giro de 228 R.P.M.
Al aplicar el coagulante se procura una relación de coagulante:agua de por lo menos 1 a 5
de manera que se favorezca la mezcla del coagulante en la corriente de agua cruda a su
paso por la canaleta Parshall.
¿El proceso de floculación tiene un tiempo de detención, equipo inadecuado o le faltan
etapas (compartimentalización) que puedan producir un floculo deficiente que afecte el
desempeño de la planta?
Varios aspectos afectarán la consistencia y densidad del flóculo formado, esto tendrá
influencia en la velocidad de sedimentación que se alcanzará en la unidad posterior de
clarificación. Por ejemplo el tiempo de floculación es importante para lograr una mayor
densidad de flóculo, así como la velocidad de agitación y el cálculo de la energía en los
canales de paso entre los diferentes compartimientos de la etapa de floculación.
En los diseños de la PTAP en estudio se calculó la energía producida procurando evitar el
rompimiento del flóculo formado debido a un cambio brusco del gradiente en la unidad.
Debe prestarse atención como se mostraba en la sección 5.4.3.1 al cambio de régimen de
floculación pues debido a la configuración existente de la planta y a las necesidades de
tratar un mayor caudal se implementaron dos tipos de floculación diferentes por lo que
deben variarse las condiciones operativas durante la operación a caudales pico, como se
mencionaba en ese aparte pueden utilizarse mayores dosis de coagulante como
alternativa.
91
¿La configuración del sedimentador o el equipo asociado pueden impactar negativamente
la remoción de sólidos?
A pesar de un buen proceso previo (coagulación, floculación), en la sedimentación puede
afectarse el flóculo formado, por un lado en la unidad se debe alcanzar la velocidad critica
de sedimentación (Vsc) de manera que la partícula pueda precipitarse asi como evitarse su
re-suspensión.
Lo primero se logra procurando tasas adecuadas de sedimentación, es decir una relación
de caudal/área suficiente para alcanzar esta Vsc del floculo o partícula formada en las
etapas previas. Lo segundo se logra al retirar el agua del clarificador con un régimen de
baja energía (laminar) evitando la formación de corrientes de flujo que puedan
resuspender el flóculo precipitado por esta razón se utilizan vertederos de pequeño
caudal y baja velocidad distribuidos a lo largo de la unidad procurando forman un flujo
muy uniforme sobre toda el área del sedimentador.
¿Las características del filtro o su diseño de lavado afectan el desempeño?
Dentro del análisis de las condiciones de diseño de la planta se encuentra que las tasas de
filtración son ligeramente altas, esto puede llevar al paso de partículas por el filtro debido
a rompimiento del floc lo que se reflejaría en un aumento de la turbiedad del efluente.
También se puede presentar un acortamiento de la carrera de filtración.
Debe prestársele atención a esta situación durante la operación y de detectarse se pueden
aplicar dos medidas, por un lado aumentar la dosificación de coagulante para de esta
forma tener un floc hidratado y por otro lado aumentar la velocidad de floculación para
obtener un floc más denso (Arboleda 2000).
El diseño de lavado de la etapa de filtración cuenta con aire y agua en dos etapas
consecutivas (no se consideró el lavado paralelo debido a limitaciones en la altura del
canal de agua de lavado), no obstante la aplicación secuencial de aire y agua han probado
ser muy efectivos en el lavado de filtros (Arboleda 2000).
Éste último aspecto no se considera que pueda ser un factor limitante del desempeño.
¿La ausencia de equipo de laboratorio adecuado limita el desempeño de la planta?
La resolución 2115 de 2007 (MPS - MVDT 2007) establece un indicador de equipamiento
del laboratorio de control de proceso, este indicador considera el seguimiento a
parámetros básicos relacionados con las variables a controlar:
92
Turbiedad
Color aparente
Cloro
pH
Adicional a estos parámetros se realiza el seguimiento de la conductividad en el agua
cruda y tratada como medida adicional de seguridad. La instrumentación de proceso se
calibra con un ente externo anualmente, se cuenta con verificación diaria del
funcionamiento de los equipos mediante patrones certificados registrándose esta
información en cartas de control de proceso con criterios de cumplimiento de 6σ.
Este aspecto no se considera limitante del desempeño.
¿La ausencia de fuentes de energía alternas podría causar problemas de confiabilidad del
proceso que afecten el desempeño?
El suministro de energía en una PTAP de este tipo es esencial no sólo para la operación del
proceso, sino también para su control y seguimiento. Por esta razón se tiene un generador
de energía alterno que funciona con ACPM, se encuentra conectado a un tablero de
transferencia automática que realiza el cambio de fuente de energía (eléctrica publica a
generador) sin intervención de algún operario.
Los equipos de cómputo y telemetría de la planta de tratamiento se encuentran
conectados a una unidad UPS por lo que se mantienen operando mientras se realiza la
transferencia automática que puede durar unos segundos durante el arranque del
generador de energía.
No se considera un aspecto limitante del desempeño.
¿Las instalaciones para la etapa de desinfección tienen limitaciones como tiempos
inadecuados de detención, mezcla inapropiada o problemas de dosificación afectan el
desempeño?
La mezcla se realiza en un vertedero por lo que se tiene una mezcla que disipe el
desinfectante en la masa de agua.
El tanque de desinfección cuenta con tabiques que permiten que aunque no se tiene un
flujo pistón, si se puede lograr un recorrido controlado a través del tanque durante el
periodo de reacción y desinfección.
93
No se considera un factor limitante del desempeño.
5.4.4.3 Identificación de factores de mantenimiento
¿La ausencia de un programa de mantenimiento preventivo (o correctivo) causa fallas
innecesarias de equipos o tiempos excesivos de suspensiones que puedan afectar el
desempeño de la planta?
El mantenimiento de los equipos de proceso se gestiona a través de un software por
medio del cual se reportan las necesidades de mantenimiento y se asignan a su vez las
órdenes de trabajo respectivas.
Este software también permite la programación de actividades de mantenimiento
preventivo de acuerdo a las especificaciones del equipo las cuales quedan consignadas en
la hoja de vida del mismo. Como actividades adicionales (con base anual) se programan
servicios externos de diagnóstico preventivo como la realización de termografías a los
motores y bombas del sistema.
Este no se considera un factor limitante del desempeño.
¿Existen materiales adecuados para las reparaciones y estas se realizan por personal
calificado?
Para las reparaciones se utilizan materiales originales o en el caso de aquellos que deben
fabricarse, estos son calculados y verificados una vez elaborados por un ingeniero
mecánico.
En el caso del personal todos los miembros operativos del equipo de mantenimiento
tienen formación tecnológica en instrumentación electrónica, electricidad o
mantenimiento mecánico. Se cuenta con dos ingenieros que supervisan y verifican las
reparaciones, uno electrónico y otro mecánico.
Los técnicos se encuentran certificados en normas de competencia laboral.
Este no se considera un factor limitante del desempeño.
¿Se cuenta con equipos de respaldo en los procesos esenciales de la planta?
94
Con el fin de evitar suspensiones en planta que llevarán a un racionamiento del servicio a
los usuarios se cuentan con equipos de respaldo en las siguientes etapas:
Medición de caudal: se cuenta con un equipo de ultrasonido principal y un método
análogo de medición de caudal. Se utilizan medidores análogos que producen una
señal de 4 a 20 mA que es enviada al sistema de adquisición de datos de la planta.
Coagulación/dosificación de productos químicos: se cuenta con dos dosificadores,
uno en operación y otro de respaldo.
Floculación: de acuerdo a la configuración de la etapa de floculación
(compartimentalización) se pueden suplir uno o más floculadores que deban salir
de operación con los otros restantes sin afectar la calidad del agua, únicamente
aplicando cambios en la configuración del proceso.
Sedimentación: se cuenta con dos unidades de sedimentación, aunque no se
puede reemplazar completamente una de estas unidades durante el caudal pico
del proceso si se puede redistribuir el caudal de manera que se disminuyan las
tasas de uso sobre la unidad que presenta problemas mientras es reparada.
Filtración: igual que para el caso anterior, aunque no se cuenta con unidades de
respaldo si se puede distribuir el caudal en la planta cambiando las tasas de uso de
la unidad temporalmente.
Desinfección: se cuenta con dosificador y cilindros de cloro de respaldo
A nivel del laboratorio de control de proceso se cuenta con las siguientes medidas de
contingencia:
Medición de turbiedad: se cuenta con un turbidímetro de respaldo
Medición de pH: se cuenta con un electrodo adaptable a otro equipo que permite
medición de pH, también se cuenta con un método químico mediante disco
comparador.
Medición de cloro: se cuenta con medición por espectrofotómetro de luz visible y
disco comparador.
Medición de color: el método utilizado es análogo y se cuenta con respaldo a
través de la medición con un espectrofotómetro.
No se considera un factor limitante del desempeño.

95
5.4.4.4 Identificación de factores de diseño
La identificación de factores de diseño se compone generalmente de dos componentes:
las limitaciones de las unidades mayores (evaluado en la sección 5.4.2) y el análisis de
información de desempeño de proceso que ya se realizó en la evaluación de la
distribución de percentiles (sección 7.5.1).
En el presente trabajo se amplió la evaluación realizada aplicando adicionalmente los
índices Cpk y Cpm en la sección 5.2 donde se evaluó el desempeño de la planta para
condiciones de operación favorable y desfavorable.
5.4.4.5 Clasificación de la planta dentro de los tres tipos de PTAP de acuerdo a criterios
CCP
De acuerdo al enfoque CCP se puede aplicar una clasificación de la planta de acuerdo al
nivel de desempeño encontrado, de acuerdo a la Figura 13
Figura 13: Clasificación de acuerdo a la evaluación de unidades mayores- adaptado de (EPA 1998)
Las plantas de tipo 1 muestran durante la evaluación del desempeño que no presentarán
mayores dificultades para cumplir con los objetivos del proceso, en nuestro caso los
límites establecidos en la tabla 6. Estas plantas cumplen con condiciones de diseño
adecuadas y los problemas de desempeño se deben a problemas de operación,
mantenimiento o administración. En este caso las mejoras que podrían aplicarse no son
constructivas sino de gestión del proceso. La Figura 14 muestra los limites de especificación
considerados.
Evaluación de
unidades mayores
de proceso
Tipo 1:
Unidades mayores de
proceso adecuadas
Tipo 2:
Unidades mayores de
proceso con
rendimiento marginal
Tipo 3:
Unidades mayores de
proceso inadecuadas

96
Límites de especificación
LSL USL Valor Objetivo (T)
Turbiedad Agua Clarificada UNT
No Aplica (Cpk)
5 No Aplica (Cpk)
Turbiedad Agua filtrada UNT
No Aplica (Cpk)
1.00 No Aplica (Cpk)
Cloro residual mg/l 1.2 1.8 1.5 Figura 14: Límites de especificación del proceso
Las plantas tipo 2 son aquellas donde existe una capacidad marginal en las unidades de
proceso para lograr los objetivos especificados, típicamente estas plantas son aquellas que
aunque presentan deficiencias éstas pueden manejarse en el día a día y no se requieren
mayores cambios constructivos, en su lugar se recomienda mejorar el control operativo o
eliminar otros factores a través de una evaluación más exhaustiva.
El tipo 3 corresponde a plantas donde sus unidades mayores de proceso están mal
proyectadas de manera que no pueden alcanzar la capacidad necesaria para los caudales
actuales de operación de la planta Para este tipo de plantas se requieren modificaciones
mayores para alcanzar las metas de desempeño, no obstante pueden existir otros factores
limitantes del desempeño como insuficiente capacitación o habilidad del operador, falta
de conocimiento de la administración con las necesidades de la planta. Se considera que
se necesitarían cambios físicos en los procesos principales de la planta para alcanzar las
metas.
De acuerdo a lo evaluado en este capítulo la PTAP evaluada se clasifica en el tipo 1: sin
mayores dificultades para alcanzar los objetivos de desempeño.
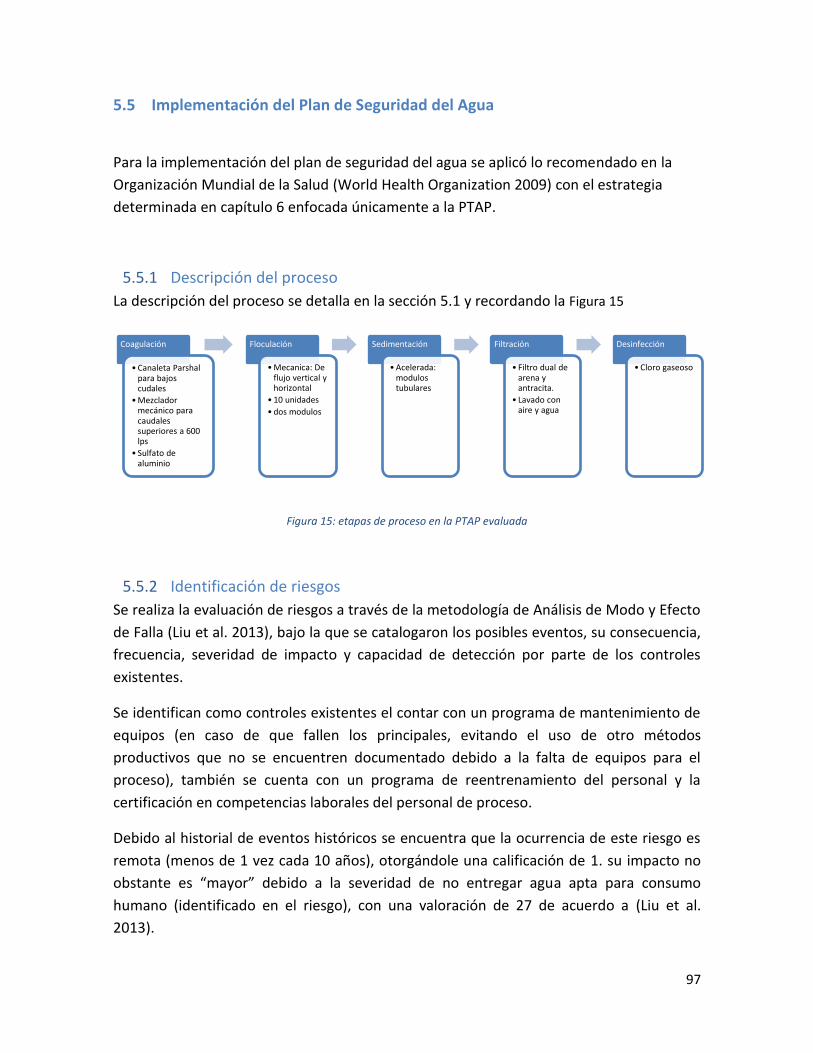
97
5.5 Implementación del Plan de Seguridad del Agua
Para la implementación del plan de seguridad del agua se aplicó lo recomendado en la
Organización Mundial de la Salud (World Health Organization 2009) con el estrategia
determinada en capítulo 6 enfocada únicamente a la PTAP.
5.5.1 Descripción del proceso
La descripción del proceso se detalla en la sección 5.1 y recordando la Figura 15
Figura 15: etapas de proceso en la PTAP evaluada
5.5.2 Identificación de riesgos
Se realiza la evaluación de riesgos a través de la metodología de Análisis de Modo y Efecto
de Falla (Liu et al. 2013), bajo la que se catalogaron los posibles eventos, su consecuencia,
frecuencia, severidad de impacto y capacidad de detección por parte de los controles
existentes.
Se identifican como controles existentes el contar con un programa de mantenimiento de
equipos (en caso de que fallen los principales, evitando el uso de otro métodos
productivos que no se encuentren documentado debido a la falta de equipos para el
proceso), también se cuenta con un programa de reentrenamiento del personal y la
certificación en competencias laborales del personal de proceso.
Debido al historial de eventos históricos se encuentra que la ocurrencia de este riesgo es
remota (menos de 1 vez cada 10 años), otorgándole una calificación de 1. su impacto no
obstante es “mayor” debido a la severidad de no entregar agua apta para consumo
humano (identificado en el riesgo), con una valoración de 27 de acuerdo a (Liu et al.
2013).
Coagulación
• Canaleta Parshal para bajos cudales
• Mezclador mecánico para caudales superiores a 600 lps
• Sulfato de aluminio
Floculación
• Mecanica: De flujo vertical y horizontal
• 10 unidades
• dos modulos
Sedimentación
• Acelerada: modulos tubulares
Filtración
• Filtro dual de arena y antracita.
• Lavado con aire y agua
Desinfección
• Cloro gaseoso
98
Se identifica el Número de Prioridad del Riesgo (NPR) con un valor de 27, calificándose
como un riesgo moderado requiriendo darle un tratamiento al riesgo como algo que debe
asumir la administración del acueducto.
El proceso de identificación de riesgos se hizo apoyado en el trabajo de Giraldo 2015,
realizado durante la ejecución de este proyecto de grado. Este trabajo recoge elementos
previos de la identificación de riesgos en la PTAP bajo estudio.
5.5.3 Planes complementarios transversales a todos los riesgos
Se recomienda establecer planes complementarios que soporten los controles
identificados (existentes y propuestos) para cada riesgo, en la PTAP evaluada se cuenta
con los siguientes programas:
Detección temprana de eventos de contaminación del proceso
La variedad de contaminantes que pueden afectar el suministro de agua en un acueducto
es amplia y diversa, existen de acuerdo a la ley a principios de buenas prácticas operativas
análisis rutinarios de variables específicas a monitorear en el agua cruda y tratada.
Debido a esto se recomienda el uso de indicadores biológicos, químicos y bioquímicos que
permitan un seguimiento a la calidad en un espectro más amplio, es por esta razón que se
desarrolla una metodología de seguimiento a nivel de planta y un protocolo de respuesta
ante eventos potenciales de contaminación en el agua a tratar en el proceso.
Se realizó la evaluación de varias alternativas para la detección de toxicidad encontrando
una combinación de pruebas biológicas, químicas y bioquímicas basadas en los siguientes
criterios:
Amplio espectro de detección
Facilidad de uso
Facilidad de mantenimiento de la instrumentación y reactivos
Disponibilidad de información sobre validación
Costo
99
5.5.4 Aplicación de resultados de la evaluación CCP junto al Plan de Seguridad del Agua
Contando con los resultados de las dos metodologías se complementará la matriz de
riesgos del PSA con la información encontrada durante la evaluación por componentes a
través de la metodología CCP.
La tabla 12 muestra un ejemplo de cómo se incluiría uno de los riesgos identificados en
eta matriz (mezcla de gradientes de alta y baja velocidad en un proceso de floculación).
5.5.5 Aplicación de Índices de Capacidad de Proceso en las metodologías de
CCP y PSA
Los índices Cpi aplicados a información de proceso (en este caso hora a hora) son
instrumentos para el seguimiento a los riesgos identificados a través de la evaluación de
variables críticas como turbiedad y concentración de cloro residual.
En la sección anterior se mostró cómo se puede utilizar la matriz de riesgos para integrar
los resultados de las dos metodologías de una manera práctica, condensada y sobre todo:
que sea posible comparar de los riesgos identificados a través de cada metodología.

100

101
COMENTARIO FINAL Y
CONCLUSIONES
La variedad de posibles riesgos presentes en el agua que pueden afectar la salud pública
de la población es muy amplia, en ocasiones éstos por su naturaleza son difícilmente
medibles en laboratorio o inclusive de controlar a nivel de proceso. En diferentes
documentos producidos por organismos de control de país se evidencia que una de las
grandes debilidades de los procesos de potabilización de agua es una deficiente operación
de estos sistemas, los cuales no están siendo controlados en muchas poblaciones. Es por
ello que cobra importancia reformular aspectos en la metodología de gestión de la
operación de las plantas de potabilización. Se hace necesario entonces un cambio en la
filosofía de monitoreo para el cumplimiento de las metas gubernamentales, hacia una
estrategia más robusta orientada a la identificación y control de riesgos que puedan
afectar la seguridad del agua suministrada a la población.
Cabe resaltar el carácter innovador de la propuesta presentada en este trabajo ya que el
análisis realizado del estado del arte mostró que no hay referencias de la aplicación de los
índices Cpk y Cpm para el monitoreo de plantas potabilizadoras. Por lo que el presente
trabajo también sirve de oportunidad para conocer el potencial de la aplicación de éstos
instrumentos en este tipo de procesos. La metodología requiere un alto nivel de conocimiento del sistema a evaluar, sus
particularidades y un buen fundamento teórico para comprender el origen de los riesgos
que afectan la seguridad del agua y pueden materializarse durante la operación, por lo
que en ocasiones la aplicación de la metodología puede requerir asesoramiento externo.
102
Objetivo: Investigar metodologías para la identificación de riesgos operativos en una
planta de potabilización de agua
Cuando se aplica el monitoreo de cumplimiento para el seguimiento y control de una
PTAP no se considera la variabilidad en el comportamiento de sus subprocesos ni el nivel
de ajuste. El objetivo de alcanzar la seguridad en el producto de un acueducto no se logra
a través del cumplimiento de los objetivos normativos, se requiere en su lugar un marco
que realice un análisis sistemático cuantitativo robusto de los riesgos a los que está sujeto
el acueducto. Para esto se requiere identificar las posibles amenazas y sus
manifestaciones (riesgos), establecer controles y realizar seguimiento de variables para
verificar la efectividad de las acciones emprendidas.
Producto de la experiencia del autor en la aplicación de metodologías para la
identificación de riegos, se propone en el presente trabajo una nueva estrategia hibrida
específica para plantas potabilizadoras. La estrategia propuesta se cimienta en los Planes
de Seguridad del Agua (PSA) de la OMS debido a sus fortalezas para la identificación y
gestión de riesgos. El PSA se complementa con la fuerte orientación técnica en la
evaluación del desempeño de los subprocesos en una planta de tratamiento de agua que
son propuestos por el programa CCP de la EPA (Composite Correction Program). Los
programas CCP y PSA tienen como elementos comunes el estar basados en objetivos
orientados a la salud, evaluación de las etapas de la cadena de suministro de agua, el
monitoreo operacional, la evaluación y priorización del riesgo, el establecimiento de
controles y verificación.
Esta metodología híbrida hace énfasis en el monitoreo y evaluación del desempeño de dos
variables fundamentales en el proceso de potabilización: la turbiedad y la concentración
de cloro residual, cuya relación con la salud pública de la población se encuentra bien
establecida y documentada. La estrategia orientada a riesgos propuesta utiliza como eje
central indicadores de capacidad de proceso para el monitoreo de las variables
fundamentales del sistema, los cuales fueron asociados con posibles riesgos a la calidad
del agua.
Objetivo: Determinar índices de control de proceso para el monitoreo del proceso de
potabilización de agua
Debido a la naturaleza aleatoria de las variables de control de un proceso, los indicadores
de seguimiento a éstas deben estar (por lo menos) en función de la desviación estándar y
la media, lo que se logra con la aplicación del índice Cpk para el caso de turbiedad y de
Cpm para el seguimiento de la concentración de cloro residual añadiendo un elemento
103
adicional de control denominado “valor objetivo” (T). La implementación de índices de
capacidad de proceso permite cuantificar la ubicación actual de la variable dentro de los
límites de control, lo cual facilita la búsqueda de soluciones a una posible desviación de la
variable.
Los índices de capacidad de proceso (Cpi) permiten conocer el desempeño del proceso
para producir un agua con características de calidad dentro de los límites de especificación
requeridos (turbiedad y cloro residual). Los Cpi son adimensionales lo que permite
compararlos entre si y priorizar en las actividades de control y mejoramiento de la PTAP
aquellos que se encuentran más alejados de su nivel óptimo. Generalmente los recursos
con que se disponen en un acueducto son limitados.
A diferencia del uso de indicadores de eficiencia (% de eficiencia en sedimentación y
filtración), los Cpi no se ven afectados por las condiciones del agua afluente en su lugar
estos índices se enfocan en la variabilidad del proceso y en la capacidad del proceso de
mantenerse dentro de los límites (rango) de especificación a pesar de las variaciones en el
afluente.
Los índices de eficiencia (RAS) al verse afectados por las condiciones del afluente dan una
falsa percepción de cumplimiento al momento de evaluar el desempeño del subproceso
(sedimentación, filtración o desinfección) pues están evaluando la calidad del agua
afluente que en realidad no depende de la unidad que está siendo analizada sino de la
anterior (para el caso de la filtración).
Los índices de eficiencia no perciben la variabilidad del proceso, es decir no aportan
información del impacto sobre el proceso de las variaciones del agua de entrada ni
tampoco de su capacidad para afrontar variaciones el agua que le está siendo alimentada.
Por lo anterior la información de desempeño que se obtiene con índices de eficiencia es
incompleta y no permite orientar adecuadamente planes de optimización y mejora en una
PTAP.
Durante el análisis de los índices, se encuentra que el índice Cpk considera el control de
una variable en un rango o intervalo, por lo que es adecuada para variables como la
turbiedad en el agua que tiene un límite máximo de especificación pero no un límite
mínimo.
El índice Cpm evalúa una variable no sólo dentro de un rango o intervalo (Cpk), también su
capacidad de mantenerse alrededor de un valor objetivo lo que la hace apta para el
seguimiento de variables como la concentración de cloro residual que tiene límites
máximo, mínimo y un valor objetivo central. En la PTAP analizada como caso de estudio se
encuentran algunas condiciones que podrían afectar el desempeño por la aplicación de las

104
metodologías PSA/CCP. La aplicación de los índices Cpi permiten evaluar el posible alcance
de estas limitaciones potenciales.
Objetivo: Evaluar la metodología de índices de control de proceso a través de un caso de
estudio
La metodología propuesta fue evaluada y comparada con lo establecido en el Reglamento
Técnico de Agua Potable y Saneamiento (RAS) usando como caso de estudio datos de una
planta real de tratamiento de agua potable (PTAP). Los resultados corroboran la debilidad
de los índices de porcentaje de eficiencia para detectar diferentes anomalías en una PTAP.
Se muestra que con la misma información de planta, los índices de capacidad de proceso
proveen una mayor información sobre el correcto desempeño de los procesos de
clarificación, filtración y desinfección.
Los índices para el análisis de la turbiedad y la concentración de cloro residual ofrecen
marcadas ventajas cuantitativas frente a los instrumentos convencionales de monitoreo
del desempeño de una PTAP existentes en la literatura. Por ende, los resultados son un
fuerte indicativo de que los índices de capacidad de proceso son una herramienta más
robusta que el índice de porcentaje de eficiencia para la identificación de situaciones de
riesgo. Esto permitiría tomar decisiones más oportunas para un posterior control
mediante medidas operativas o programas de mejora de la planta potabilizadora.
El uso de varias fuentes de criterios de diseño de PTAPs es necesaria en la evaluación bajo
las metodologías de identificación de riesgos, se comprueba en la presente tesis que se
requiere un enfoque amplio que no puede obtenerse con una sola fuente de criterios. En
este proyecto se utilizaron criterios de la OMS, RAS y AWWA evidenciándose como se
complementan entre ellos. Se evaluaron los procesos de clarificación, filtración y
desinfección pudiéndose encontrar que los índices aplicados pueden entregar información
valiosa de cada uno de estos procesos, los resultados dejan entrever el potencial de
aplicación de éstos índices en el control del proceso de una PTAP.
No es recomendable la aplicación de índices de eficiencia en el seguimiento de proceso de
una PTAP pues fallan al mostrar diferentes tipos de desviaciones como se comprueba en
el capítulo 0 donde se encontraba que ante la presencia de eventos potenciales de riesgo
para la seguridad del agua, los índices de eficiencia arrojaban valores sobresalientes. El
análisis utilizando indicadores de eficiencia está sujeto a las desviaciones aportadas por las
variaciones de calidad del agua de entrada a cada subproceso (clarificación y filtración),
ocultando eventos que realmente impactan la seguridad del agua suministrada.
El separar el análisis de los índices aplicados en una época favorable de operación y
desfavorable permite conocer la capacidad de los mismos para evidenciar desviaciones en

105
la operación en al menos dos momentos críticos del año de operación de la PTAP. El
análisis de los componentes administrativo, de mantenimiento y operacional aportado por
la metodología CCP permite considerar aspectos que aunque no son medibles
directamente por indicadores de desempeño de calidad del producto tienen influencia
sobre la continuidad y nivel de calidad del agua suministrada así como en la sostenibilidad
del acueducto en el tiempo.
Recomendaciones
Evaluar el potencial de la metodología para otro tamaño y capacidad
administrativa de PTAP’s
Metodologías como el PSA o CCP son estrategias para el análisis sistemático de los
riesgos que se aplican sobre acueductos existentes, es importante de ser posible
aplicar estrategias de análisis de riesgos en la etapa de diseño como la
metodología HAZOP, evitando trasladar al operador del sistema riesgos e
ineficiencias que podrían evitarse a un menor costo durante la concepción de la
PTAP.
Motivar a los acueductos para la identificación y gestión de riesgos en la
planeación de las actividades de una PTAP

106
107
BIBLIOGRAFÍA
Arboleda, J., 2000. Teoría y práctica de la purificación del agua, McGraw Hill.
AWWA - ASCE, 2000. Water Treatment Plant Design 4Th ed., McGraw-Hill.
Baum, R. et al., 2015. An examination of the potential added value of water safety plans to the United States national drinking water legislation. International journal of hygiene and environmental health, pp.1–9.
Baybutt, P., 2015. A critique of the Hazard and Operability (HAZOP) study. Journal of Loss Prevention in the Process Industries, 33, pp.52–58.
Canadian Council of Ministers of the Environment, 2004. From Source to Tap : Guidance on the Multi-Barrier Approach to Safe Drinking Water,
Codex Alimentarius Commission, 2003. General Principles of Food Hygiene. Codex Alimentarius - Basic Texts Food Hygiene.
Contraloría General de la Republica - Colombia, 2012. Estado de los recursos naturales y del ambiente: La calidad de agua para consumo humano en Colombia,
Damikouka, I., Katsiri, a. & Tzia, C., 2007. Application of HACCP principles in drinking water treatment. Desalination, 210, pp.138–145.
Davidson, A. et al., 2005. Water safety plans: Managing drinking-water quality from catchment to consumer. Journal of environmental health.
Defensoría del Pueblo - Colombia, 2007. Tercer diagnóstico sobre calidad de agua para consumo humano.
EPA, 2005. Comprehensive Surface Water Treatment Rules Quick Reference Guide,
EPA, 2006. Hazard Analysis Critical Control Point ( HACCP ) Strategies for Distribution System Monitoring , Hazard Assessment and Control,
EPA, 1989. National primary drinking water regulations; giardia lamblia, viruses, and legionella, maximum contaminant levels, and turbidity and heterotrophic bacteria
108
(Surface water treatment rule), Final rule, 43 FR 27486 - Vigente (consultado mayo de 2015).
EPA, 1998. Optimizing Water Treatment Plant Performance Using Composite Correction Program.
Giraldo, S., 2015. Implementación de la Metodología de Planes de Seguridad del Agua en Colombia. In 2° Congreso Internacional de Seguridad del Agua - Brasilia D.F., Brasil.
Gostin, L.O. et al., 2000. Water quality laws and waterborne diseases: Cryptosporidium and other emerging pathogens. American Journal of Public Health, 90(6), pp.847–853.
Hamilton, P.D., Gale, P. & Pollard, S.J.T., 2006. A commentary on recent water safety initiatives in the context of water utility risk management. Environment International, 32, pp.958–966.
Havelaar, a. H., 1994. Application of HACCP to drinking water supply. Food Control, 5(3), pp.145–152.
Health Canada, 2003. Public Health Initiatives Related to Drinking Water Quality in Canada.
Herrera, M. et al., 2015. A structural approach to the HAZOP – Hazard and operability technique in the biopharmaceutical industry. Journal of Loss Prevention in the Process Industries, 35, pp.1–11. Available at: http://linkinghub.elsevier.com/retrieve/pii/S0950423015000649.
Hoxie, N.J. et al., 1997. Cryptosporidiosis-associated mortality following a massive waterborne outbreak in Milwaukee, Wisconsin. American Journal of Public Health, 87(12), pp.2032–2035.
Hrudey, S.E., 2006. Fatal Disease Outbreak from Contaminated Drinking Water in Walkerton, Canada. AEESP Case Studies Compilation, pp.4–18.
Jovanovic, J., 2007. Approach of Implementation Balanced Scorecard. , 1(2), pp.124–130.
Kathy Martel et al, 2006. Application of HACCP for Distribution System Protection, AWWA - EPA - IWA.
Keswick, B.H. et al., 1985. Inactivation of Norwalk virus in drinking water by chlorine. Applied and Environmental Microbiology, 50(2), pp.261–264.

109
Kotek, L. & Tabas, M., 2012. HAZOP study with qualitative risk analysis for prioritization of corrective and preventive actions. Procedia Engineering, 42.
Liu, H.-C., Liu, L. & Liu, N., 2013. Risk evaluation approaches in failure mode and effects analysis: A literature review. Expert Systems with Applications, 40(2), pp.828–838.
Miao, R. et al., 2011. A conjugate bayesian approach for calculating process capability indices. Expert Systems with Applications, 38(7), pp.8099–8104.
Ministerio de Desarrollo Económico, 2000. Reglamento Técnico Del Sector De Agua Potable Y Saneamiento Basico Ras -2000.
Ministerio de Desarrollo Economico - Colombia, 2000. Decreto 1096 del 2000, Colombia.
MPS - MVDT, 2007. Resolución 2115 de 2007.
National Medical Health and Research Council & Nwqms, 2011. Australian Drinking Water Guidelines 6: Volume 1,
OPS/CEPIS, 2004. Tratamiento de agua para consumo humano Plantas de filtración rápida Manual II : Diseño de plantas de tecnología apropiada.
Pearn, W.L. & Kotz, S., 2006. Encyclopedia and Handbook of Process Capability Indices: A comprehensive Exposition of Quality Control Measures,
Pollard, S.J.T. et al., 2004. Risk Analysis and Management in the Water Utility Sector. Process Safety and Environmental Protection, 82(November), pp.453–462.
Process Quality Research Institute, 2014. Hazard & Operability Analysis ( HAZOP ). Risk management training guides.
Rausand, M., 2005. Hazard and Operability Study.
Renner, R.C. et al., 1993. Composite Correction Program Optimizes Performance at Water Plants. American Water Works Association, 85(6).
Rice, E.W., 2012. Standard Methods for the Examination of Water and Wastewater 22nd ed., American Public Health Association, American Water Works Association, Water Environment Federation.
Stoumbos, Z.G., 2002. Process capability indices: Overview and extensions. Nonlinear Analysis: Real World Applications, 3, pp.191–210.
World Health Organization, 2011. Guidelines for Drinking water Quality 4Th ed.,

110
World Health Organization, 2009. Manual para el Desarrollo de Planes de Seguridad del Agua,
World Health Organization, 2014. Water Safety in Distribution Systems.
Related Documents