High Efficiency Low Cost Electrochemical Ammonia Production Julie N. Renner, Steve Szymanski, Proton OnSite Lauren Greenlee, NIST/University of Arkansas Andrew Herring, Colorado School of Mines Douglas Tiffany, University of Minnesota NH3 Fuel Conference Chicago, IL September 22 nd 2015

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Julie N. Kadrmas and Julie C. Liu High Efficiency Low Cost
Electrochemical Ammonia Production
Julie N. Renner, Steve Szymanski, Proton OnSite Lauren Greenlee, NIST/University of Arkansas
Andrew Herring, Colorado School of Mines Douglas Tiffany, University of Minnesota
NH3 Fuel Conference
Chicago, IL September 22nd 2015
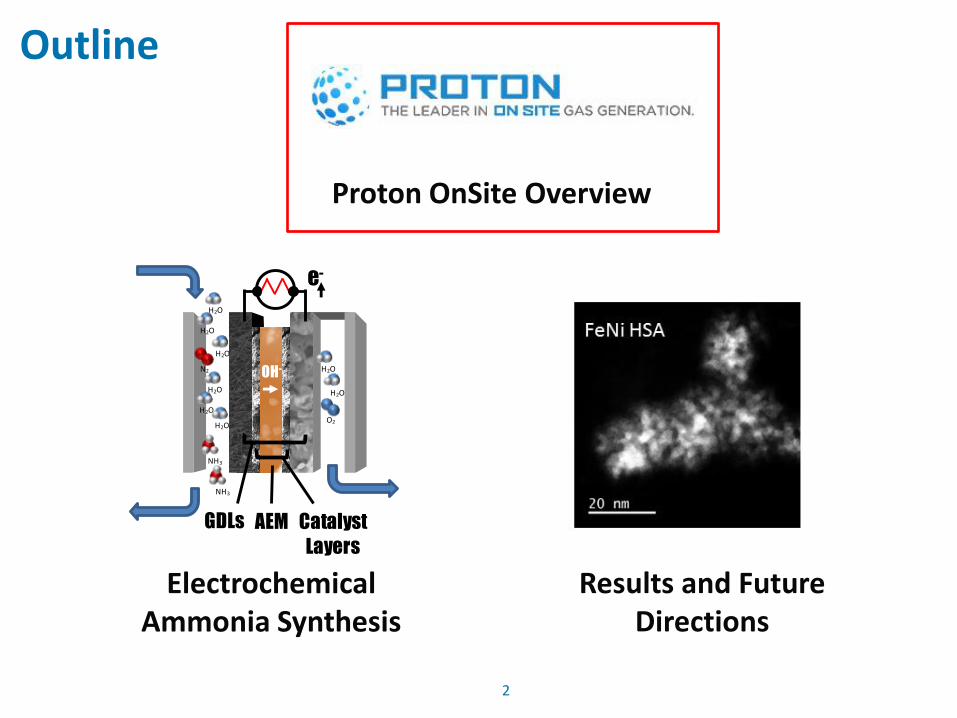
Outline
2
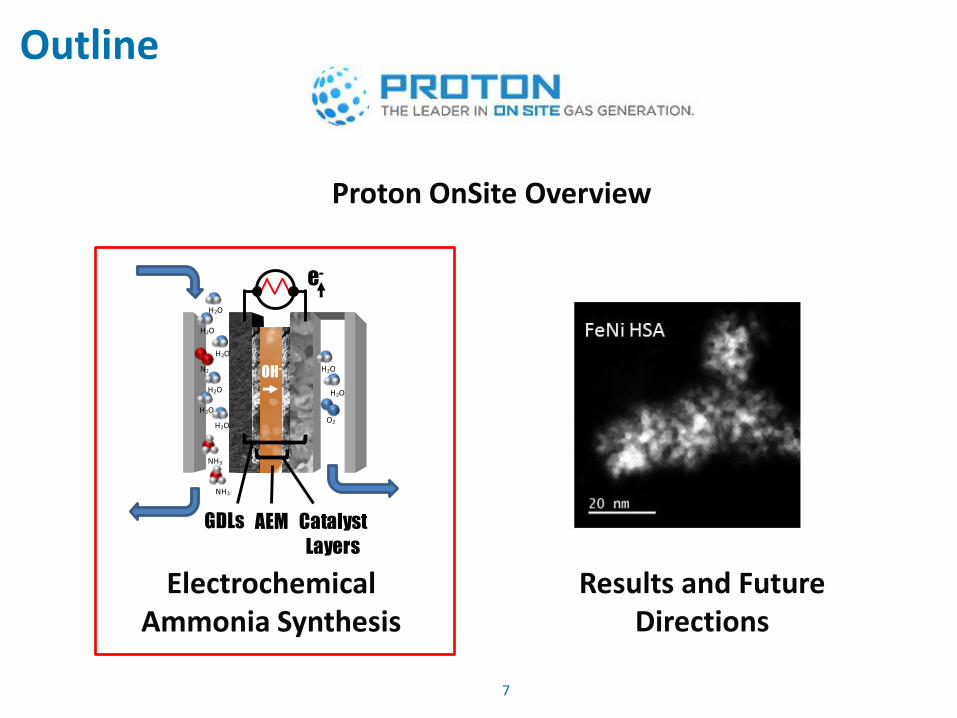
Proton OnSite Overview
Electrochemical Ammonia Synthesis
Results and Future Directions
0.00.51.01.52.02.53.03.54.04.55.0
Hour 1 Hour 2 Hour 3 Hour 4(after water
rinse)
Effi
cie
ncy
, % (
1.2
V)
Pt black
Fe-Ni LSA (1)
Fe-Ni LSA (2)
Fe-Ni HSA
Ni only
Fe only
Fe-Pt
0.00.51.01.52.02.53.03.54.04.55.0
Hour 1 Hour 2 Hour 3 Hour 4(after water
rinse)
Effi
cie
ncy
, % (
1.2
V)
Pt black
Fe-Ni LSA (1)
Fe-Ni LSA (2)
Fe-Ni HSA
Ni only
Fe only
Fe-Pt0.00.51.01.52.02.53.03.54.04.55.0
Hour 1 Hour 2 Hour 3 Hour 4(after water
rinse)
Effi
cie
ncy
, % (
1.2
V)
Pt black
Fe-Ni LSA (1)
Fe-Ni LSA (2)
Fe-Ni HSA
Ni only
Fe only
Fe-Pt0.00.51.01.52.02.53.03.54.04.55.0
Hour 1 Hour 2 Hour 3 Hour 4(after water
rinse)
Effi
cie
ncy
, % (
1.2
V)
Pt black
Fe-Ni LSA (1)
Fe-Ni LSA (2)
Fe-Ni HSA
Ni only
Fe only
Fe-Pt
H2O
H2O
O2
H2O
H2O
H2O
N2
H2O
H2O
H2O
NH3
NH3
AEM Catalyst
Layers
GDLs
OH-
e-
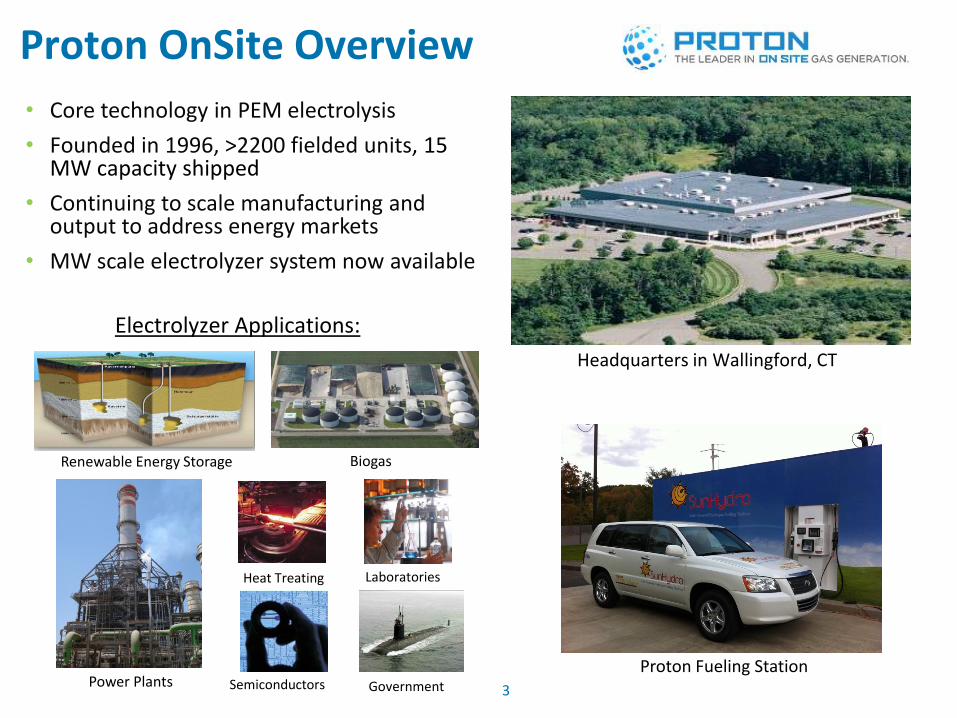
• Core technology in PEM electrolysis
• Founded in 1996, >2200 fielded units, 15 MW capacity shipped
• Continuing to scale manufacturing and output to address energy markets
• MW scale electrolyzer system now available
Proton OnSite Overview
Headquarters in Wallingford, CT
Electrolyzer Applications:
Power Plants Government
Heat Treating Laboratories
Semiconductors Proton Fueling Station
3
Renewable Energy Storage Biogas

Membrane-based Electrolysis
4
MembraneElectrode Assembly
Stack
• “PEM” electrode = Proton Exchange Membrane
• Reaction occurs across a thin MEA
• Assembled into compact stacks and systems
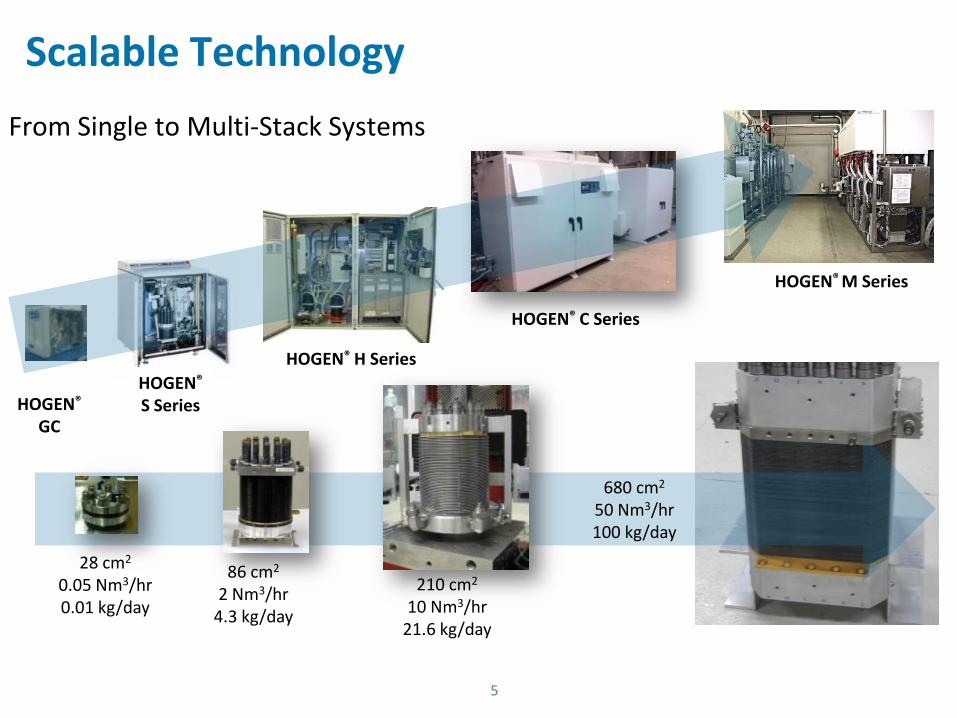
28 cm2
0.05 Nm3/hr 0.01 kg/day
86 cm2
2 Nm3/hr 4.3 kg/day
210 cm2
10 Nm3/hr 21.6 kg/day
680 cm2
50 Nm3/hr 100 kg/day
Up to three stacks per system
Scalable Technology
5
HOGEN® H Series
HOGEN® C Series
HOGEN® S Series HOGEN®
GC
From Single to Multi-Stack Systems
HOGEN® M Series
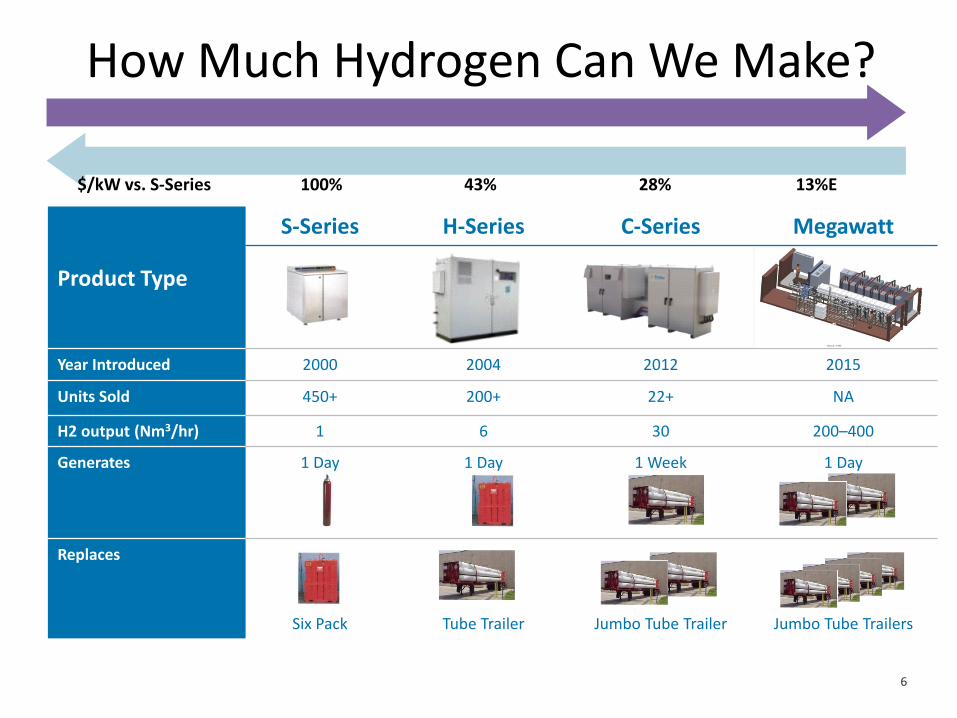
Product Type
S-Series H-Series C-Series Megawatt
Year Introduced 2000 2004 2012 2015
Units Sold 450+ 200+ 22+ NA
H2 output (Nm3/hr) 1 6 30 200–400
Generates 1 Day 1 Day 1 Week 1 Day
Replaces
Six Pack Tube Trailer Jumbo Tube Trailer Jumbo Tube Trailers
How Much Hydrogen Can We Make?
Input Power 6 kW 36 kW 180 kW 1 - 2 MW
$/kW vs. S-Series 100% 43% 28% 13%E
6
Outline
7
Proton OnSite Overview
Electrochemical Ammonia Synthesis
Results and Future Directions
0.00.51.01.52.02.53.03.54.04.55.0
Hour 1 Hour 2 Hour 3 Hour 4(after water
rinse)
Effi
cie
ncy
, % (
1.2
V)
Pt black
Fe-Ni LSA (1)
Fe-Ni LSA (2)
Fe-Ni HSA
Ni only
Fe only
Fe-Pt
0.00.51.01.52.02.53.03.54.04.55.0
Hour 1 Hour 2 Hour 3 Hour 4(after water
rinse)
Effi
cie
ncy
, % (
1.2
V)
Pt black
Fe-Ni LSA (1)
Fe-Ni LSA (2)
Fe-Ni HSA
Ni only
Fe only
Fe-Pt0.00.51.01.52.02.53.03.54.04.55.0
Hour 1 Hour 2 Hour 3 Hour 4(after water
rinse)
Effi
cie
ncy
, % (
1.2
V)
Pt black
Fe-Ni LSA (1)
Fe-Ni LSA (2)
Fe-Ni HSA
Ni only
Fe only
Fe-Pt0.00.51.01.52.02.53.03.54.04.55.0
Hour 1 Hour 2 Hour 3 Hour 4(after water
rinse)
Effi
cie
ncy
, % (
1.2
V)
Pt black
Fe-Ni LSA (1)
Fe-Ni LSA (2)
Fe-Ni HSA
Ni only
Fe only
Fe-Pt
H2O
H2O
O2
H2O
H2O
H2O
N2
H2O
H2O
H2O
NH3
NH3
AEM Catalyst
Layers
GDLs
OH-
e-
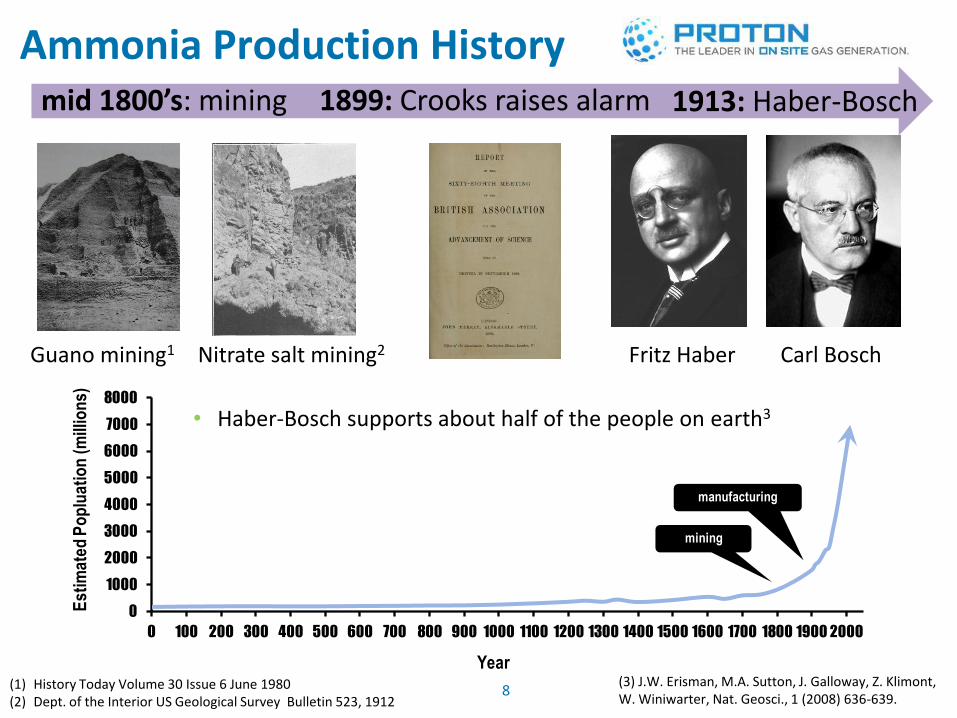
Ammonia Production History
8
0
1000
2000
3000
4000
5000
6000
7000
8000
0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 1900 2000
Est
imat
ed P
op
luat
ion
(m
illio
ns)
Year
mining
manufacturing
Fritz Haber Carl Bosch
mid 1800’s: mining
(1) History Today Volume 30 Issue 6 June 1980 (2) Dept. of the Interior US Geological Survey Bulletin 523, 1912
Guano mining1 Nitrate salt mining2
1899: Crooks raises alarm
1913: Haber-Bosch
• Haber-Bosch supports about half of the people on earth3
(3) J.W. Erisman, M.A. Sutton, J. Galloway, Z. Klimont, W. Winiwarter, Nat. Geosci., 1 (2008) 636-639.

Haber-Bosch (HB) Process
9
• H2 obtained from fossil fuels, high temp and high pressure, high capital cost
• Inefficient (consumes ~1% of the worlds energy)
• High-polluting (~3% GHG emissions) Ammonia Production: Moving Towards Maximum Efficiency and Lower GHG Emissions http://www.fertilizer.org/, 2014.
Feeding the Earth, International Fertilizer Industry Association, http://www.fertilizer.org/, 2009.
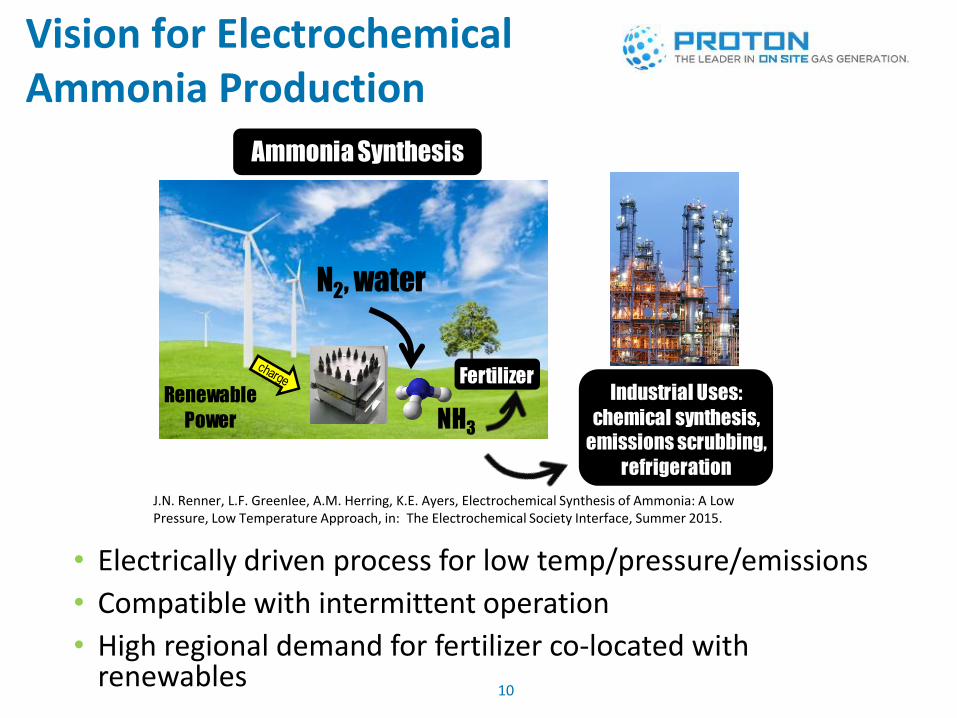
Vision for Electrochemical Ammonia Production
10
Ammonia Synthesis
Renewable
Power NH3
N2, water
Industrial Uses:
chemical synthesis,
emissions scrubbing,
refrigeration
Fertilizer
• Electrically driven process for low temp/pressure/emissions
• Compatible with intermittent operation
• High regional demand for fertilizer co-located with renewables
J.N. Renner, L.F. Greenlee, A.M. Herring, K.E. Ayers, Electrochemical Synthesis of Ammonia: A Low Pressure, Low Temperature Approach, in: The Electrochemical Society Interface, Summer 2015.

Wind to Ammonia Pilot Plant: University of Minnesota / Morris (West Central Research & Outreach Center)
Ammonia storage
Proton supplied H2 and N2 generation
Excess
RE
N2
Haber-Bosch reactor
NH3
Onsite wind power H2
H2 Toro fuel cell utility vehicle
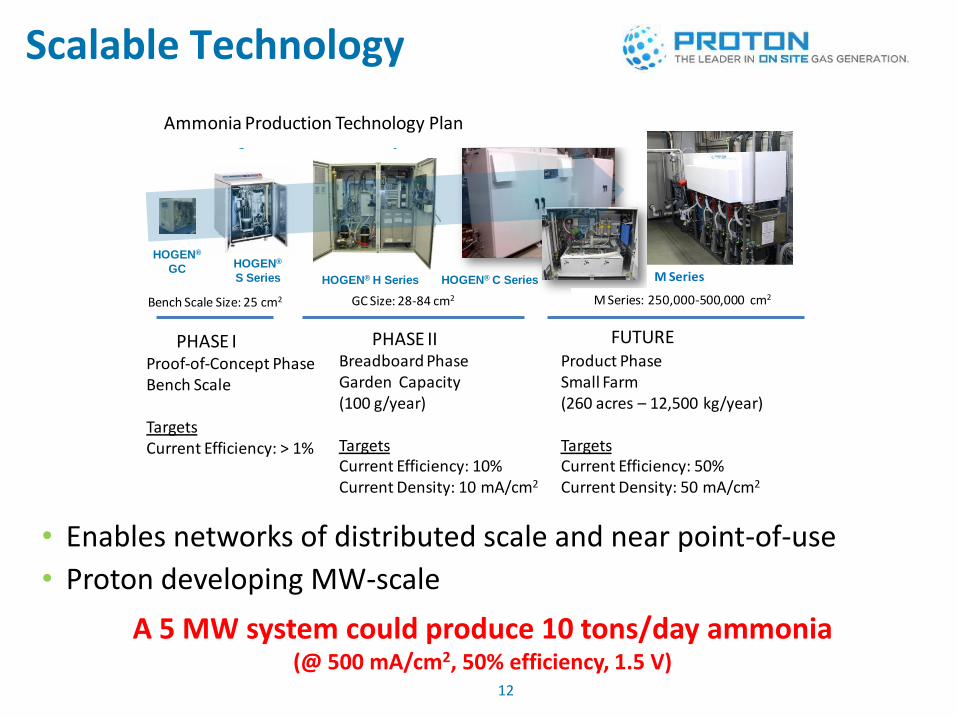
Scalable Technology
12
• Enables networks of distributed scale and near point-of-use
• Proton developing MW-scale
A 5 MW system could produce 10 tons/day ammonia (@ 500 mA/cm2, 50% efficiency, 1.5 V)
HOGEN® H Series HOGEN® C Series
Up to three stacks per systemHOGEN®
S Series
HOGEN®
GC
From Single to Multi-Stack SystemsAmmonia Production Technology Plan
PHASE I
Bench Scale Size: 25 cm2
Proof-of-Concept PhaseBench Scale
TargetsCurrent Efficiency: > 1%
PHASE II
GC Size: 28-84 cm2
Breadboard PhaseGarden Capacity (100 g/year)
TargetsCurrent Efficiency: 10%Current Density: 10 mA/cm2
FUTURE
M Series: 250,000-500,000 cm2
Product PhaseSmall Farm (260 acres – 12,500 kg/year)
TargetsCurrent Efficiency: 50%Current Density: 50 mA/cm2
M Series
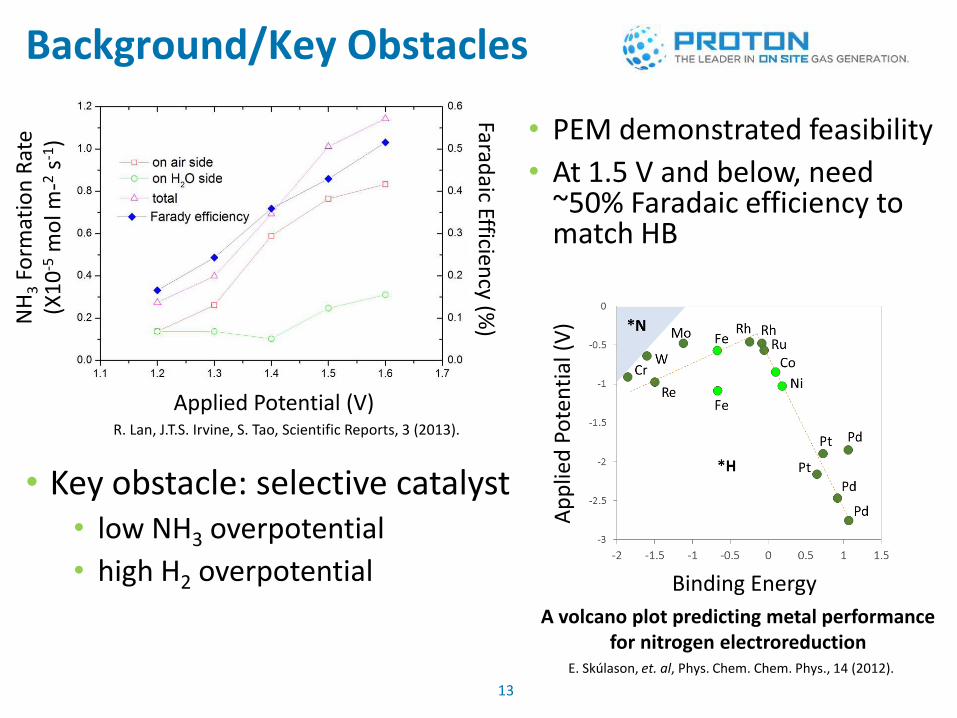
Background/Key Obstacles
13
• PEM demonstrated feasibility
• At 1.5 V and below, need ~50% Faradaic efficiency to match HB
• Key obstacle: selective catalyst • low NH3 overpotential
• high H2 overpotential
A volcano plot predicting metal performance for nitrogen electroreduction
Ap
plie
d P
ote
nti
al (
V)
Binding Energy
E. Skúlason, et. al, Phys. Chem. Chem. Phys., 14 (2012).
R. Lan, J.T.S. Irvine, S. Tao, Scientific Reports, 3 (2013).
Applied Potential (V)
Faradaic Efficien
cy (%)
NH
3 F
orm
atio
n R
ate
(X1
0-5
mo
l m-2
s-1
)

AEM-based Approach
14
• AEM enables wider range of efficient catalysts vs. PEM
• Lower cost materials of construction in alkaline environment
H2O
H2O
O2
Anode:
H2O
H2O
H2O
N2
H2O
H2O
H2O
NH3
NH3
12 OH- 3 O2 + 6 H2O + 12 e-
Cathode:
12 H2O + 2 N2 + 12 e- 4 NH3 + 12 OH-
AEM Catalyst
Layers
GDLs
OH-
e-
More Catalyst Options:
• Non-noble
• Blended metals
• Core-shell
• Ligands
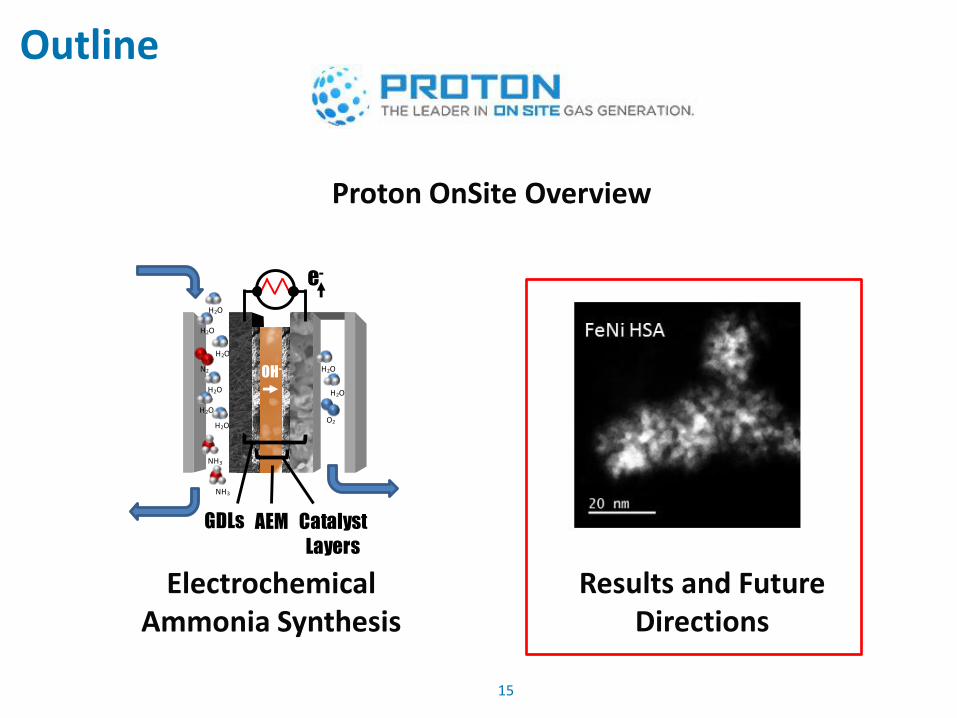
Outline
15
Proton OnSite Overview
Electrochemical Ammonia Synthesis
Results and Future Directions
0.00.51.01.52.02.53.03.54.04.55.0
Hour 1 Hour 2 Hour 3 Hour 4(after water
rinse)
Effi
cie
ncy
, % (
1.2
V)
Pt black
Fe-Ni LSA (1)
Fe-Ni LSA (2)
Fe-Ni HSA
Ni only
Fe only
Fe-Pt
0.00.51.01.52.02.53.03.54.04.55.0
Hour 1 Hour 2 Hour 3 Hour 4(after water
rinse)
Effi
cie
ncy
, % (
1.2
V)
Pt black
Fe-Ni LSA (1)
Fe-Ni LSA (2)
Fe-Ni HSA
Ni only
Fe only
Fe-Pt0.00.51.01.52.02.53.03.54.04.55.0
Hour 1 Hour 2 Hour 3 Hour 4(after water
rinse)
Effi
cie
ncy
, % (
1.2
V)
Pt black
Fe-Ni LSA (1)
Fe-Ni LSA (2)
Fe-Ni HSA
Ni only
Fe only
Fe-Pt0.00.51.01.52.02.53.03.54.04.55.0
Hour 1 Hour 2 Hour 3 Hour 4(after water
rinse)
Effi
cie
ncy
, % (
1.2
V)
Pt black
Fe-Ni LSA (1)
Fe-Ni LSA (2)
Fe-Ni HSA
Ni only
Fe only
Fe-Pt
H2O
H2O
O2
H2O
H2O
H2O
N2
H2O
H2O
H2O
NH3
NH3
AEM Catalyst
Layers
GDLs
OH-
e-
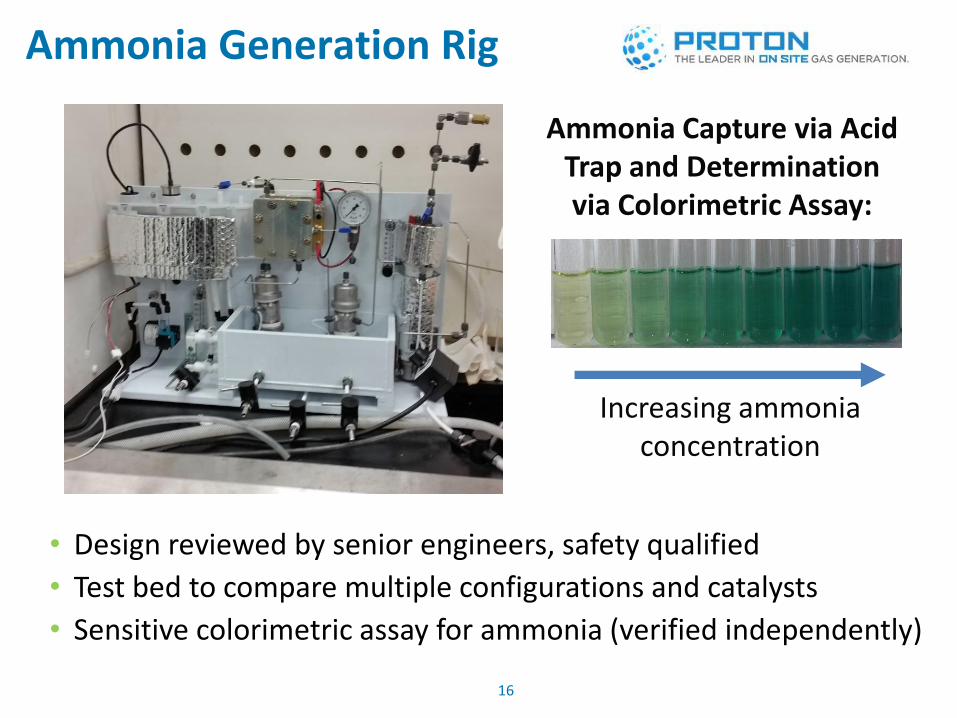
Ammonia Generation Rig
16
• Design reviewed by senior engineers, safety qualified
• Test bed to compare multiple configurations and catalysts
• Sensitive colorimetric assay for ammonia (verified independently)
Increasing ammonia concentration
Ammonia Capture via Acid Trap and Determination via Colorimetric Assay:
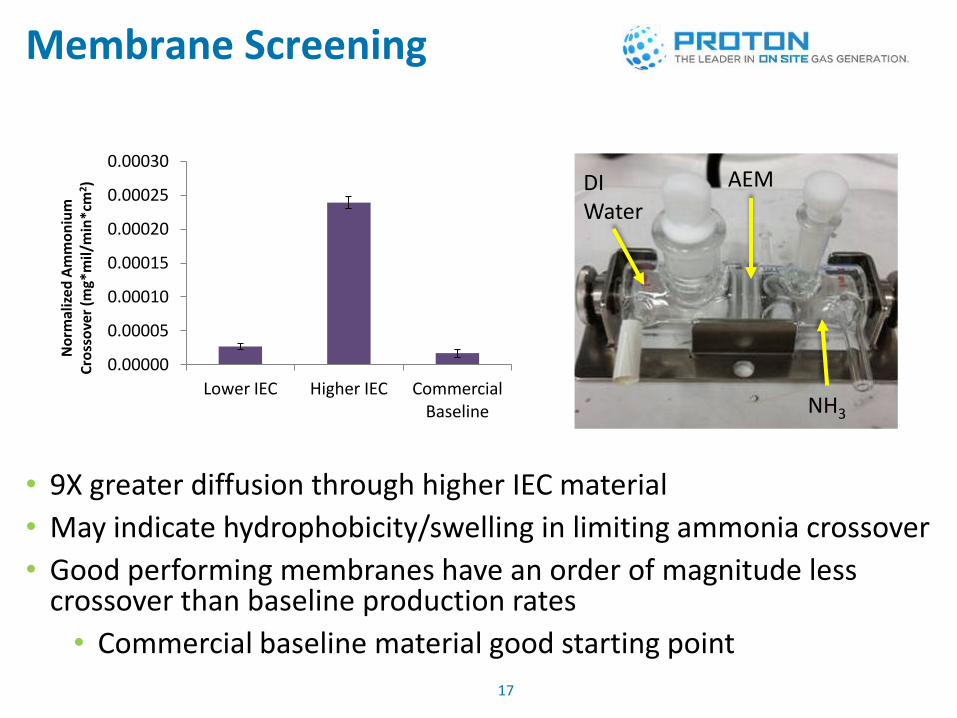
Membrane Screening
17
• 9X greater diffusion through higher IEC material
• May indicate hydrophobicity/swelling in limiting ammonia crossover
• Good performing membranes have an order of magnitude less crossover than baseline production rates
• Commercial baseline material good starting point
AEM
NH3
DI Water
0.00000
0.00005
0.00010
0.00015
0.00020
0.00025
0.00030
Lower IEC Higher IEC Commercial Baseline
No
rmal
ized
Am
mo
niu
m
Cro
sso
ver
(mg*
mil/
min
*cm
2)
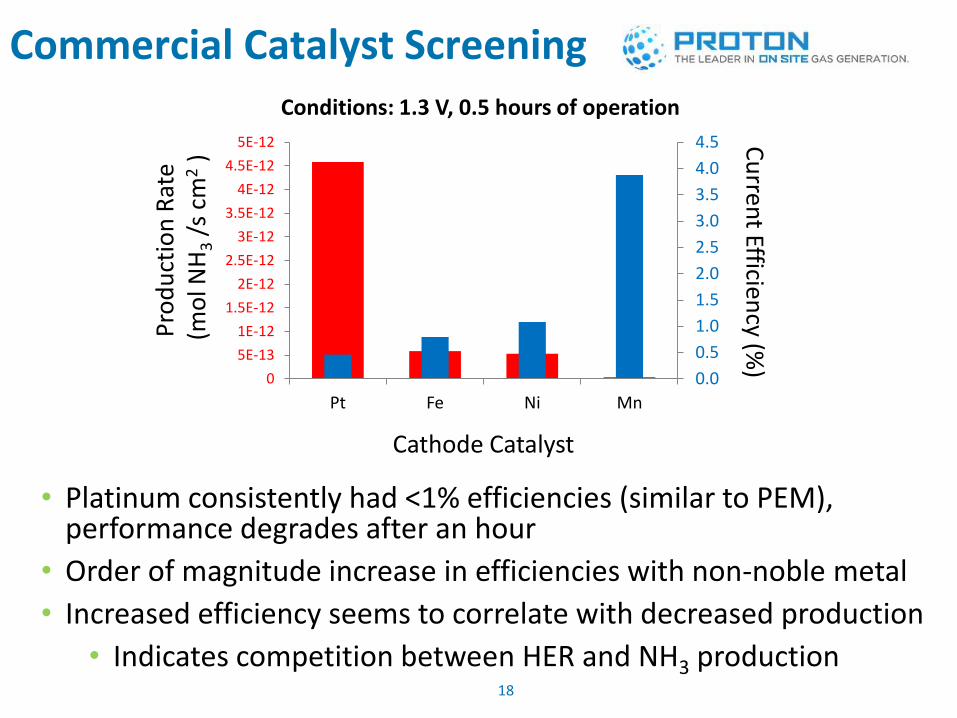
Commercial Catalyst Screening
18
• Platinum consistently had <1% efficiencies (similar to PEM), performance degrades after an hour
• Order of magnitude increase in efficiencies with non-noble metal
• Increased efficiency seems to correlate with decreased production
• Indicates competition between HER and NH3 production
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
0
5E-13
1E-12
1.5E-12
2E-12
2.5E-12
3E-12
3.5E-12
4E-12
4.5E-12
5E-12
Pt Fe Ni Mn
Cathode Catalyst
Pro
du
ctio
n R
ate
(m
ol N
H3 /
s cm
2 )
Cu
rrent Efficien
cy (%)
Conditions: 1.3 V, 0.5 hours of operation
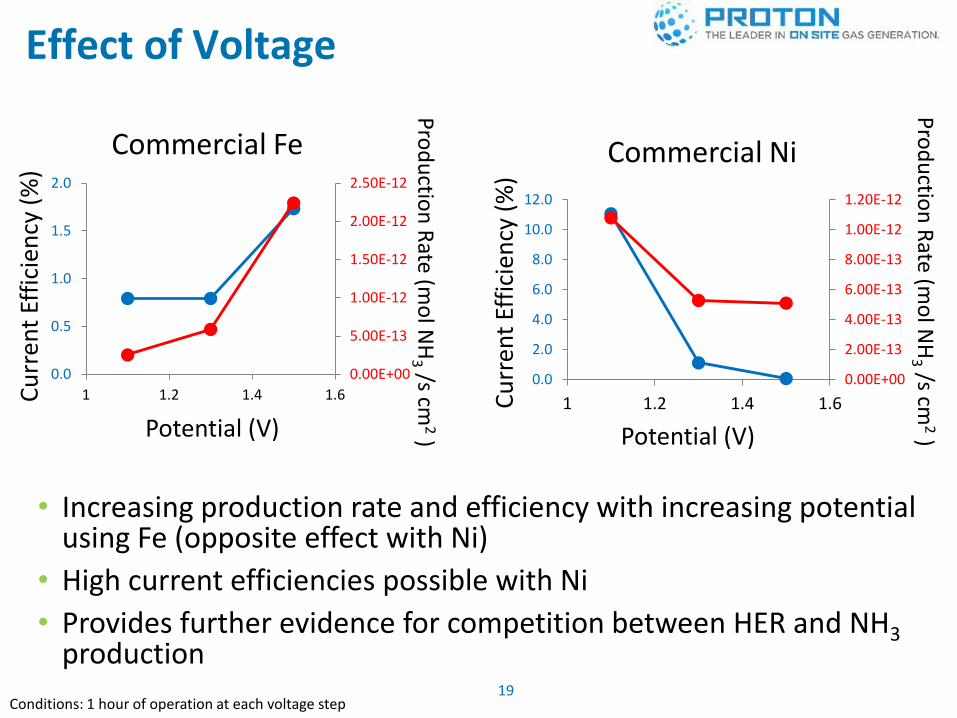
Effect of Voltage
19
• Increasing production rate and efficiency with increasing potential using Fe (opposite effect with Ni)
• High current efficiencies possible with Ni
• Provides further evidence for competition between HER and NH3 production
0.00E+00
5.00E-13
1.00E-12
1.50E-12
2.00E-12
2.50E-12
0.0
0.5
1.0
1.5
2.0
1 1.2 1.4 1.6
Potential (V)
Pro
du
ction
Rate (m
ol N
H3 /s cm
2 )
Cu
rren
t Ef
fici
ency
(%
)
Conditions: 1 hour of operation at each voltage step
0.00E+00
2.00E-13
4.00E-13
6.00E-13
8.00E-13
1.00E-12
1.20E-12
0.0
2.0
4.0
6.0
8.0
10.0
12.0
1 1.2 1.4 1.6
Potential (V)
Cu
rren
t Ef
fici
ency
(%
)
Pro
du
ction
Rate (m
ol N
H3 /s cm
2 )
Commercial Fe Commercial Ni

Catalyst Synthesis
20
FeNi Low SA
FeNi High SA
Large Fe-only Small Ni-only
• Exquisite control over nanoparticle morphologies for Ni and Fe compounds
• Compared to commercial Pt
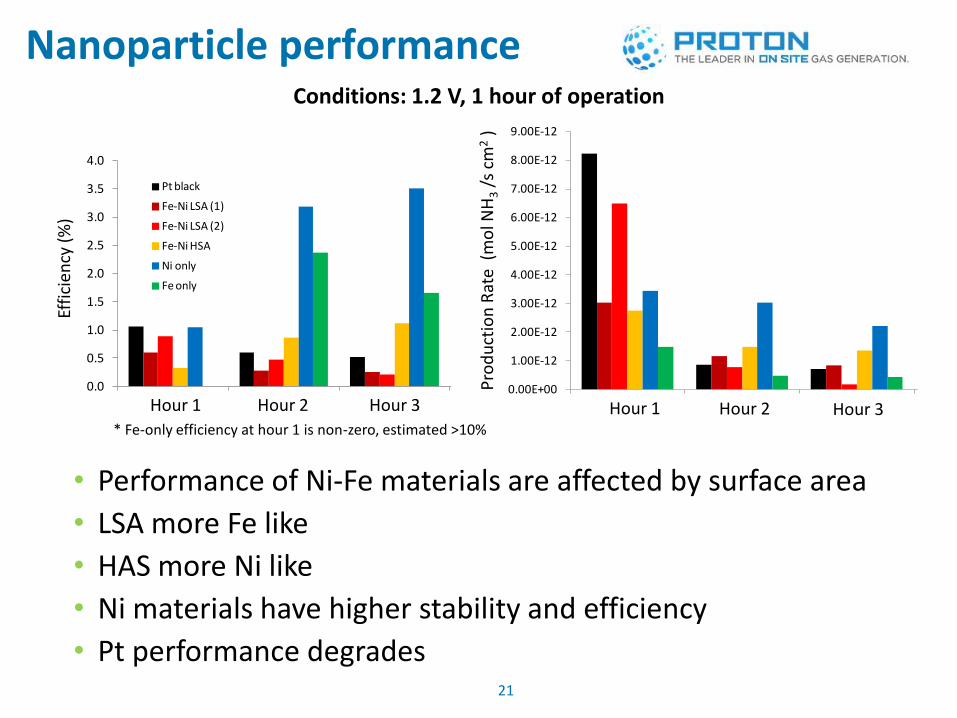
Nanoparticle performance
21
• Performance of Ni-Fe materials are affected by surface area
• LSA more Fe like
• HAS more Ni like
• Ni materials have higher stability and efficiency
• Pt performance degrades
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
Hour 1 Hour 2 Hour 3 Hour 4(after water rinse)
Effi
cie
ncy
, % (
1.2
V)
Pt black
Fe-Ni LSA (1)
Fe-Ni LSA (2)
Fe-Ni HSA
Ni only
Fe only
0.00E+00
1.00E-12
2.00E-12
3.00E-12
4.00E-12
5.00E-12
6.00E-12
7.00E-12
8.00E-12
9.00E-12
Hour 1 Hour 2 Hour 3 Hour 4(after water rinse)
Am
mo
nia
Pro
du
ctio
n R
ate
(m
ol c
m-2
s-1
)
Pt black
Fe-Ni LSA (1)
Fe-Ni LSA (2)
Fe-Ni HSA
Ni only
Fe only
* Fe-only efficiency at hour 1 is non-zero, estimated >10%
Conditions: 1.2 V, 1 hour of operation
Pro
du
ctio
n R
ate
(m
ol N
H3 /
s cm
2 )
Effi
cien
cy (
%)
Hour 1 Hour 1 Hour 2 Hour 3 Hour 2 Hour 3

Comparison
22
• Orders of magnitude increase in current efficiency compared to PEM
• Similar efficiencies at lower temperatures than molten hydroxide
• Production rates need to be increased
Process Catalyst
Energy
Consumption
(kwh/kg NH3)
Ammonia
Production Rate
(mol NH3/cm2s)
Faradaic
Efficiency
(%)
Cell
Potential
(V)
Temp
(°C)
Haber-Bosch1 Typically
Fe-based 13.2 N/A N/A N/A
300-
500
PEM
Electrochemical2 Pt 1600-3600
6.20 X 10-10 –
2.80 X 10-10 0.16-0.36 1.2-1.4 25
Mixed Electrolyte
Electrochemical3
perovskite
oxide 130 - 1140
3.1 X 10-11 –
1.71 X 10-10 0.5-4.5 1.2-1.4 400
Molten Hydroxide
Electrochemical4 Fe2O3 16 2.40 X 10-9 35 1.2 200
AEM
Electrochemical
Pt, Fe, Ni,
FeNi 14-520
1.33 X 10-12 –
3.80 X 10-12 1.1 - 41 1.2 50
(1) W. Leighty, The Leighty Foundation, Energy Storage with Anhydrous Ammonia: Comparison with other Energy Storage, October 2008.
(2) R. Lan, J.T.S. Irvine, S. Tao, Scientific Reports, 3 (2013)
(3) R. Lan, S.W. Tao, RSC Adv., 3 (2013) 18016-18021.
(4) S. Licht, B.C. Cui, B.H. Wang, F.F. Li, J. Lau, S.Z. Liu, Science, 345 (2014) 637-640.
Conclusions
23
• The developed system provided an adequate test bed
• Proof-of-concept was established for AEM-based ammonia generation
• An order of magnitude increase in efficiency was observed compared literature at similar conditions
H2O
H2O
O2
H2O
H2O
H2O
N2
H2O
H2O
H2O
NH3
NH3
AEM Catalyst
Layers
GDLs
OH-
e-
• AEM-based technology is promising for efficient ammonia production at low temperatures

How do we achieve our vision?
24
Ammonia Synthesis
Renewable
Power NH3
N2, water
Industrial Uses:
chemical synthesis,
emissions scrubbing,
refrigeration
Fertilizer
Phase II Work:
• New ammonia rig
• More detailed product analysis
• NiFe and other nanocatalysts
• Membrane/ionomer/electrode optimization
• Demonstrate increased current density and durability
• Technoeconomic analysis
Future Work:
• Fundamental studies on reaction mechanisms
• Bio-inspired catalysts for selectivity
• Purification and systems work
• Scale-up

Acknowledgements Proton OnSite:
• Kathy Ayers
• Nemanja Danilovic
• Luke Wiles (engineering asst.)
• Arie Havasov (co-op)
• Wolfgang Grassmann (co-op)
Collaborators:
• Lauren Greenlee NIST/Univ. of Arkansas
• Andrew Herring Colorado School of Mines
• Douglas Tiffany University of Minnesota

Questions and Discussion
Funding: •USDA Phase I/II SBIR
•NSF/ASEE Postdoctoral Fellowship
Related Documents











