19 HASIL DAN PEMBAHASAN 1. Alergen pada Bahan Baku dan Bahan Penolong Berdasarkan hasil identifikasi dari data sekunder berupa informasi dari pemasok meliputi data informasi produk, kuesioner dari pemasok diperoleh 56 bahan baku dari total 964 material yang aktif digunakan untuk memproduksi perisa bubuk dikategorikan sebagai alergen, mengacu pada kategorisasi berdasarkan FAO/WHO (CAC2010) seperti pada Gambar 4. Gambar 4 Distribusi alergen pada bahan baku hasil kategorisasi berdasarkan FAO/WHO. Analisa identifikasi alergen juga menunjukkan bahwa 7 bahan baku memiliki lebih dari 1(satu) kombinasi kategori alergen, seperti yang ditampilkan pada Gambar 5. Penanganan untuk bahan baku dan penolong yang memiliki lebih dari satu kategori alergen tidak berbeda dengan penanganan pada bahan alergen yang harus hanya memiliki satu alergen.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
19
HASIL DAN PEMBAHASAN
1. Alergen pada Bahan Baku dan Bahan Penolong
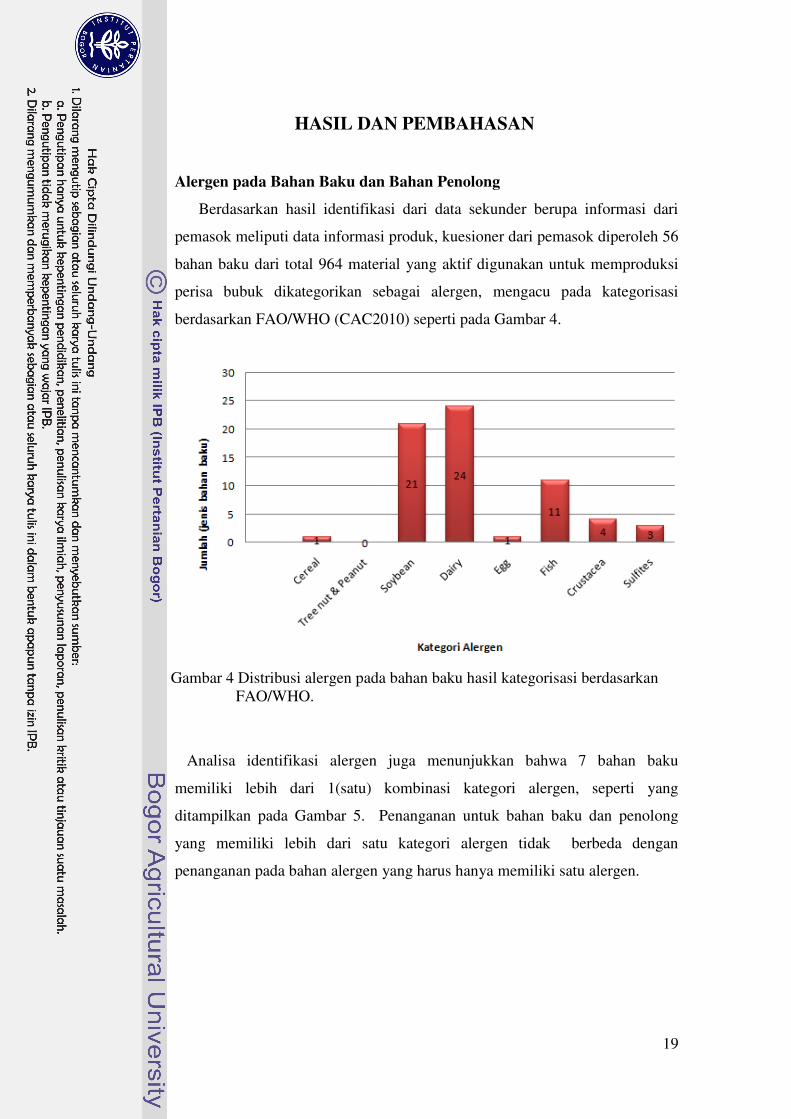
Berdasarkan hasil identifikasi dari data sekunder berupa informasi dari
pemasok meliputi data informasi produk, kuesioner dari pemasok diperoleh 56
bahan baku dari total 964 material yang aktif digunakan untuk memproduksi
perisa bubuk dikategorikan sebagai alergen, mengacu pada kategorisasi
berdasarkan FAO/WHO (CAC2010) seperti pada Gambar 4.
Gambar 4 Distribusi alergen pada bahan baku hasil kategorisasi berdasarkan
FAO/WHO.
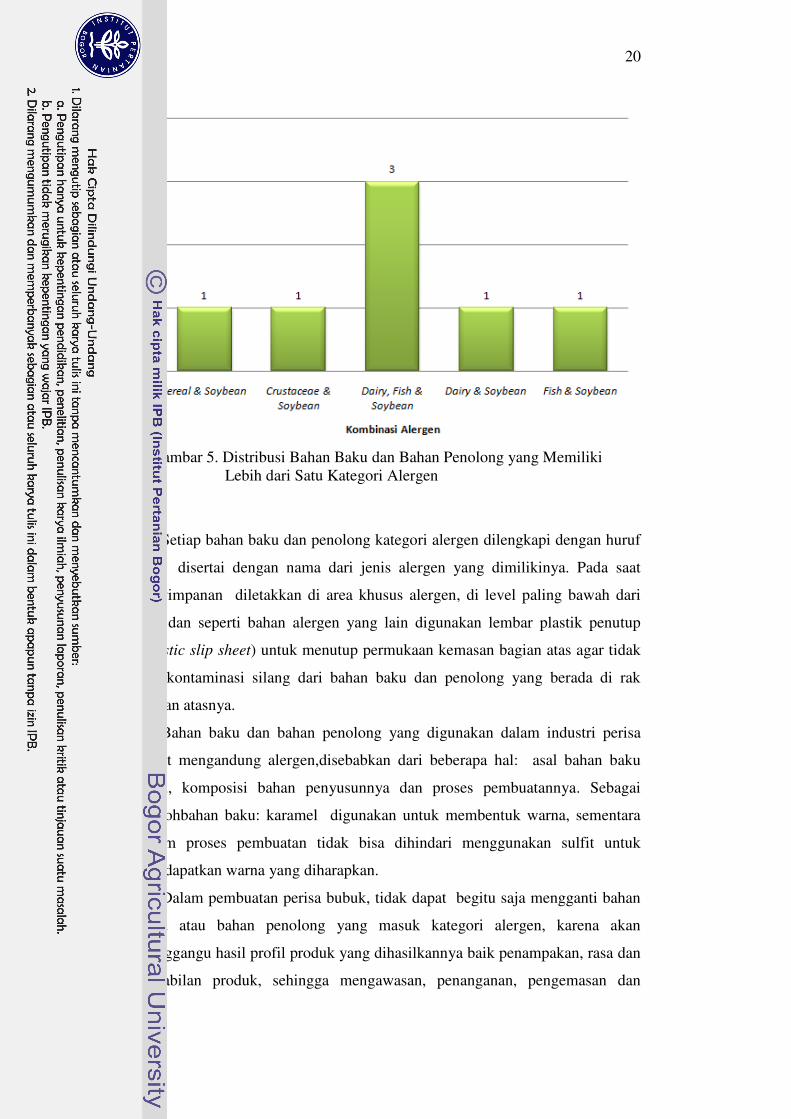
Analisa identifikasi alergen juga menunjukkan bahwa 7 bahan baku
memiliki lebih dari 1(satu) kombinasi kategori alergen, seperti yang
ditampilkan pada Gambar 5. Penanganan untuk bahan baku dan penolong
yang memiliki lebih dari satu kategori alergen tidak berbeda dengan
penanganan pada bahan alergen yang harus hanya memiliki satu alergen.
20
Gambar 5. Distribusi Bahan Baku dan Bahan Penolong yang Memiliki
Lebih dari Satu Kategori Alergen
Setiap bahan baku dan penolong kategori alergen dilengkapi dengan huruf
“A” disertai dengan nama dari jenis alergen yang dimilikinya. Pada saat
penyimpanan diletakkan di area khusus alergen, di level paling bawah dari
rak, dan seperti bahan alergen yang lain digunakan lembar plastik penutup
(plastic slip sheet) untuk menutup permukaan kemasan bagian atas agar tidak
ada kontaminasi silang dari bahan baku dan penolong yang berada di rak
bagian atasnya.
Bahan baku dan bahan penolong yang digunakan dalam industri perisa
dapat mengandung alergen,disebabkan dari beberapa hal: asal bahan baku
baku, komposisi bahan penyusunnya dan proses pembuatannya. Sebagai
contohbahan baku: karamel digunakan untuk membentuk warna, sementara
dalam proses pembuatan tidak bisa dihindari menggunakan sulfit untuk
mendapatkan warna yang diharapkan.
Dalam pembuatan perisa bubuk, tidak dapat begitu saja mengganti bahan
baku atau bahan penolong yang masuk kategori alergen, karena akan
menggangu hasil profil produk yang dihasilkannya baik penampakan, rasa dan
kestabilan produk, sehingga mengawasan, penanganan, pengemasan dan
21
penyimpanan produk berhubungan dengan alergen perlu diatur dalam suatu
sistem manajemen alergen yang tepat dan terpadu agar dapat memastikan
tidak terjadi kontaminasi silang.Dewasa ini pengendalian alergen sudah
merupakan hal yang biasa dan wajib untuk diterapkan sejalan dengan
semakin tingginya permintaan pasar terhadap penanganan masalah keamanan
panganterutama dalam perdagangan antar negara.
2. Peluang kontaminasi silang alergen pada proses pembuatan perisa
bubuk.
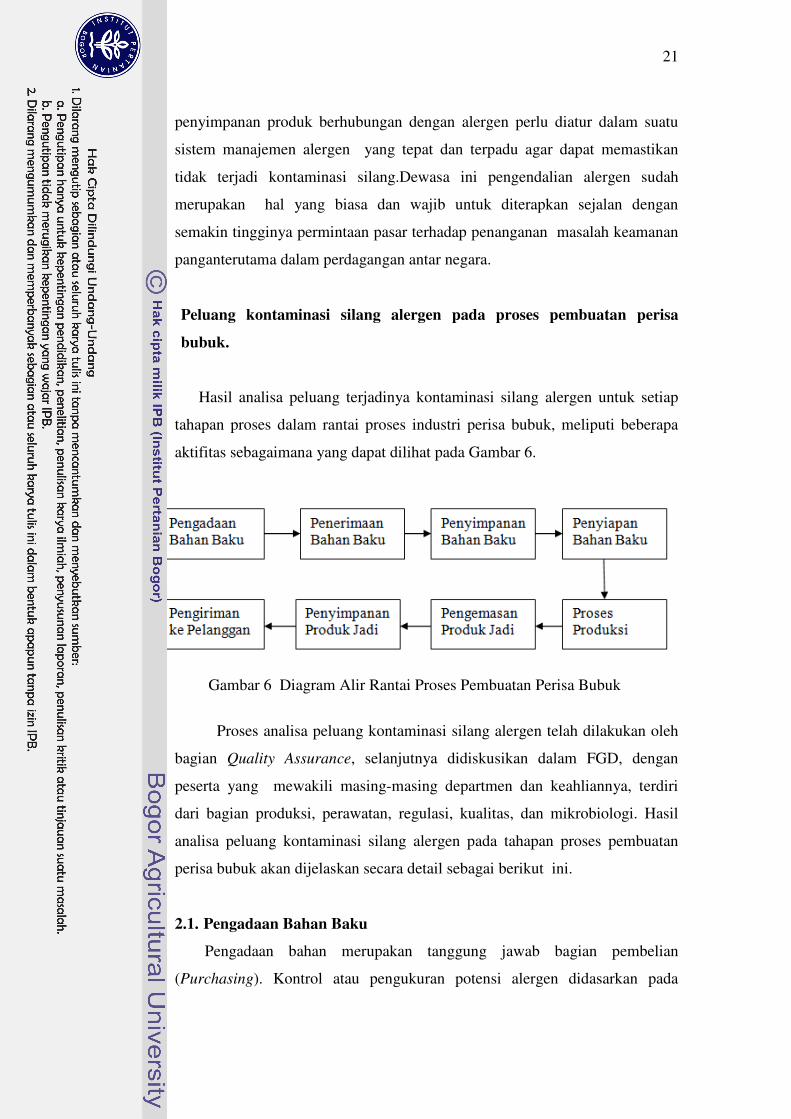
Hasil analisa peluang terjadinya kontaminasi silang alergen untuk setiap
tahapan proses dalam rantai proses industri perisa bubuk, meliputi beberapa
aktifitas sebagaimana yang dapat dilihat pada Gambar 6.
Gambar 6 Diagram Alir Rantai Proses Pembuatan Perisa Bubuk
Proses analisa peluang kontaminasi silang alergen telah dilakukan oleh
bagian Quality Assurance, selanjutnya didiskusikan dalam FGD, dengan
peserta yang mewakili masing-masing departmen dan keahliannya, terdiri
dari bagian produksi, perawatan, regulasi, kualitas, dan mikrobiologi. Hasil
analisa peluang kontaminasi silang alergen pada tahapan proses pembuatan
perisa bubuk akan dijelaskan secara detail sebagai berikut ini.
2.1. Pengadaan Bahan Baku
Pengadaan bahan merupakan tanggung jawab bagian pembelian
(Purchasing). Kontrol atau pengukuran potensi alergen didasarkan pada
22
kuesioner pemasok(Supplier Questionnaire) dengan informasi alergen sesuai
dengan bahan yang dipasok sebagaitarget dan toleransi(lampiran 1). Informasi
tersebut akan digunakan untuk memperbaharuiGlobal Regulatory Database.
Pada tahapan proses ini bagian pembelian akan mengacu pada database
tersebut untuk membuat purchase order kepada pemasok, bila terjadi
ketidaksesuaian informasi maka akan diteruskan ke Global Material
Management, bagian ini yang mengumpulkan semua informasi material
termasuk kuesioner.
Berdasarkan analisa bahaya alergen, proses pengadaan bahanbaku
memilki tingkat risiko 3dan tahapan proses ini bukan merupakan CCP karena
terdapat proses validasi terhadap kuesioner dari seluruh supplier oleh team
khusus (Global Ingredient Manajement) dan informasi ini akan digunakan
untuk mengidentifikasi jenis alergen untuk setiap bahan baku yang datang.
Pengendalian proses ini dapat dilakukan dengan memastikan bagian
pengadaan bahan baku selalu menggunakan pemasok yang telah diregistrasi
dan mendapat persetujuan sebagai pemasok bahan baku.
2.2. Penerimaan Bahan Baku
Proses penerimaan bahan baku merupakan tanggungjawab bagian
gudang. Saat kedatangan bahan baku akan dilakukan pengecekan terhadap alat
transportasi yang digunakan, termasuk kondisi kendaraan, jenis barang yang
diangkut, serta kelengkapan dokumen seperti surat jalan (delivery note),
sertifikat hasil analisa (Certificate of Analysis). Setiap jenis produk akan
diidentifikasi mengenai jenis alergen berdasarkan database informasi alergen
di dalam sistem SAP(System Application Product).Hasil identifikasi bahaya
pada proses penerimaan bahan baku dan bahan penolong diperoleh tingkat
risiko 3.
Berdasarkan analisa bahaya alergen, proses penerimaan bahan baku
memiliki tingkat bahaya 3 dan tahapan proses ini bukan merupakan CCP
karena pada proses penerimaan barang, informasi yang digunakan untuk
mengidentifikasi jenis alergen sudah ada di dalam sistem untuk setiap bahan
baku. Ada beberapa peluang yang dapat menyebabkan terjadinya kontaminasi
23
silang di area ini yaitu: (1) kerusakan kemasan produk karena penanganan
yang salah selama transportasi dari supplier ke gudang penerimaan dan(2)
informasi alergen pada label kemasan tidak ada atau tidak tercetak dengan
jelas. Tindakan pengendalian perlu dilakukan untuk memperkecil peluang
kontaminasi silang diatas dengan cara: melakukan inspeksi secara visual untuk
setiap kedatangan barang berkaitan dengan kondisi kemasan barang,
kebersihan kendaraan dari ceceran produk. Apabila terdapat kerusakan
kemasan produk harus segera dipisahkan untuk mengehindari kontaminasi
silang dan dibuatkan laporan/berita acara setiap terjadi ketidaksesuaian.
Kemasan bahan baku dan bahan penolong selanjutnya dilakukan pelabelan
dengan label internal yang berisi informasi: nama, kode, nomor batch, nomor
HU(Handling Unit), kondisi penyimpanan, tanggal kedaluwarsa, kode dan
jenis alergen serta simbol hazard untuk setiap bahan baku, dalam beberapa
kasus dapat terjadi informasi dalam label tersebut tidak muncul, hal ini
disebabkan kesalahan sistem atau data belum diperbaharui, sehingga perlu
dilakukan verifikasi dengan mencocokkan dengan daftar material yang
mengandung alergen.
2.3.Penyimpanan Bahan Baku
Bahan baku yang telah diterima bagian gudang akan diberi identitas
berupa label yang menginfomasikan: nama produk, nomor batch, nomor
HU(Handling Unit), tanggal kedaluwarsa, kondisi penyimpanan, berat bersih,
simbol bahan berbahaya dan informasi alergen. Informasi ini berupa symbol
“A” serta informasi kategori alergen yang dimiliki, contoh: cereals, soybean,
sulfites yang secara otomatis akan tercetak secara spesifik sesuai dengan kode
bahan yang diterima seperti pada Gambar 7.

24
Gambar 7 Label Bahan Baku (Raw Material) dengan Informasi Alergen
Berdasarkan analisa bahaya alergen, proses penyimpanan bahan baku
memiliki tingkat bahaya dengan rating 3. Peluang terjadinya kontaminasi pada
tahapan proses ini adalah: (1) kerusakan kemasan produk dikarenakan
kesalahan dalam penanganan sehingga terjadi ceceran produk yang berpotensi
terjadinya kontaminasi silang dan (2) penempatan produk alergan yang tidak
tepat, dimana tidak adanya pemisahan antara produk yang mengandung
alergen dan tidak alergen. Tahapan proses ini bukan merupakan CCP karena
pada proses penyimpanan barang, risiko kontaminasi silang alergen masih
dapat dicegah dengan adanya identifikasi alergen pada label produk,
pemisahan produk alergen , serta adanya prosedur penangan alergen.
Solusi untuk mengurangi potensi kontaminasi silang pada tahap
penyimpanan bahan baku adalah menyimpan produk pada rak yang telah
tersedia. Khusus untuk produk yang mengandung alergen, akan ditempatkan di
lokasi khusus pada rak paling bawah dan ditutup dengan plastik penutup, serta
melakukan pembersihan gudang secara rutin. Karyawan yang bekerja juga
perlu mendapatkan training penyegaran berkaitan dengan GMP dan keamanan
pangan khususnya untuk manajemen alergen.
2.4.Penyiapan Bahan Baku (Pre-batch)
Proses penyiapan bahan baku merupakan bagian dari proses produksi,
pada proses ini bahan baku dalam jumlah penggunaan sedikit akan ditimbang
dan dicampur menjadi produk setengah jadi (submixing).Hasil identifikasi
25
bahaya, untuk tahapan proses ini dapat dilihat pada Lampiran1. Tahapan
proses ini memiliki tingkat bahaya rating 6, dan bukan sebagai CCP namun
dengan tingkat bahaya rating 6 perlu dibuatkan prosedur operasi agar dapat
mempermudah bagi operator untuk selalu mengikuti prosedur penanganan
produk alergen.
Pada tahapan proses ini peluang terjadinya kontaminasi silang cukup
besar, diantaranya: (1) kontaminasi silang dari peralatan dan alat bantu yang
digunakan dan (2) kontaminasi silang dari sirkulasi udara akibat filter pada
AHU (Air Handling Unit) tidak berfungsi dengan baik. Solusi untuk
menangani peluang terjadinya kontaminasi tersebut dengan melakukan kontrol
terhadap terhadap peralatan.Peralatan untuk mengambilbahan baku diharuskan
teridentifikasi untuk setiap jenis alergen, serta penempatan bahan baku alergen
perlu ditempatkan di rak paling bawah dan dikemas dengan kondisi yang
tertutup untuk menghindari kontaminasi silang antara bahan baku alergen dan
non alergen ataupun antara tipe bahan baku alergen yang berbeda. Sirkulasi
udara ruang produksi juga perlu dipastikan berjalan dengan baik, terutama
filter pada alat AHU perlu mendapat perhatian khusus dengan melakukan
monitoring secara rutin dengan indicator tekanan, apabila tekanan udara
terbaca di alat monitor maka dipastikan filter udara perlu dibersihkan. Dalam
hal ini operator memegang peranan penting untuk memastikan proses
pendukung berjalan dengan baik sehingga kontaminasi silang selama proses
penyiapan material tidak terjadi, untuk ini diperlukan pemahaman yang cukup
dalam menangani produk alergen melalui pelatihan khusus seperti yang
tertuang dalam Prerequisite Programmes on Food Safety for Food
Manufacturing (PAS 220 2008).
.
2.5. Produksi Perisa Bubuk
Dalam tahapan proses produksi yang meliputi Charging, Dry Blending,
Sieving dan Filling memiliki kesamaan dalam peluang terjadinya kontaminasi
yakni: (1) kontaminasi silang dari peralatan yang digunakan,(2) kontaminasi
silang karena proses pembersihan yang kurang sempurna,(3) kontaminasi
silang dari kesalahan dalam menentukan urutan produk yang akan
26
diproduksi,dan (4) kontaminasi silang dari sirkulasi udara di area produksi
yang kurang baik.
Sebagai solusi untuk mengurangi peluang terjadinya kontaminasi silang
maka beberapa hal telah ditetapkan sebagai titik kendali untuk mengurangi
risiko tersebut diantaranya: pengaturan jadwal produksi, pencucian peralatan,
sirkulasi udara, dan operator. Pengaturan jadwal produksi memegang peranan
yang penting untuk mengurangi risiko kontaminasi silang. Produk yang tidak
mengandung bahan alergen akan mendapat prioritas untuk diproduksi lebih
awal. Pencucian basah perlu dilakukan setelah memproduksi produk yang
menggunakan bahanbakualergen serta dipastikan pencucian tersebut efektif
(Lampiran 3). Kondisi proses selama pembuatan perisa bubuk dicatat dalam
lembar produksi (Lampiran4). Verifikasi dilakukan pada air bilasannya
menggunakan alat Conductivity Meter dan melakukan validasi metoda
pembersihan allergen (Lampiran5) dengan mengambil dan
mengirimkansampel air bilasan ke pihak ketiga (eksternal laboratorium) untuk
pengukuran residu alergen (AFGC, 2007). Sirkulasi udara dalam ruang
produksi perlu dimonitor dan dipastikan udara yang masuk telah melalui
proses penyaringan dengan AHU(Air Handling Unit).
Berdasarkan hasil analisa bahaya dapat dilihat pada Lampiran 1 beberapa
tahapan dalam proses ini memiliki tingkat bahaya dengan rating 3 sampai
dengan 6, maka untuk memastikan bahwa potensi kontaminasi tersebut bisa
berkurang diperlukan SPO yang mencakup penggunaan peralatan dan alat
pendukung produksi, proses pembersihan, jadwal produksi, dan penyaringan
udara.
2.6.Pengemasan Produk Jadi
Peluang kontaminasi silang alergen pada tahapan proses pengemasan
produk perisa bubuk adalah kontaminasi silang dari ceceran pada bahan
pengemas yang berasal dari bahan baku ataupun produk jadi yang
mengandung alergen.Hasil analisis bahaya diperoleh dengan tingkat bahaya 3.
Solusi untuk menangani peluang kontaminasi ini dengan melakukan
pengecekan untuk setiap bahan pengemasan yang akan digunakan serta
27
melakukan perbersihan bila ditemukan ceceran dengan perlakukan fisik
menggunakan vacuum cleaner, bila tidak memungkinkan maka kemasan
tersebut tidak boleh digunakan. Pengamatan dan verifikasi untuk tindakan
koreksi ini dengan cara melakukan Audit GMP.
2.7.Penyimpanan Produk Jadi
Produk jadi akan dipindahkan dari area produksi ke area gudang dengan
alat bantu transportasi. Peluang terjadinya kontaminasi silang alergen
termasuk kecil, karena kondisi kemasan produk yang tertutup, hal ini juga
diperlihatkan pada hasil analisa bahaya dengan tingkat bahaya rating 3.Pada
proses pemindahan perlu dipastikan tidak ada ceceran bubuk yang disebabkan
karena kerusakan kemasan saat proses pemindahan barang. Saat penyimpanan
produk jadi perlu dipastikan bagian atas dari tumpukan produk diatas palet,
telah ditutup dengan plastik penutup agar mengurangi risiko terjadinya
kontaminasi silang ke produk lain selama penyimpanan.Pengamatan dan
verifikasi untuk tindakan koreksi ini dengan cara melakukan Audit GMP .
2.8.Pengiriman Produk Jadi ke Pelanggan
Proses pengiriman merupakan proses akhir yang perlu mendapat perhatian
sebelum barang diterima oleh pelanggan. Peluang terjadinya kontaminasi
silang alergen pada tahapan akhir ini tetap ada terutama disebabkan oleh
kerusakan kemasan selama proses pengiriman karena kesalahan dalam
penanganan produk. Hasil analisis bahayapada tahap proses pengiriman
dengan tingkat bahaya rating3 .Solusi untuk mengurangi peluang kontaminasi
yakni dengan melakukan pengawasan diantaranya: memastikan kondisi alat
transportasi dalam kondisi yang baik dan layak, pengecekan dokumen seperti
surat jalan (delivery note), certificate of analysis, serta penempatan produk di
kendaraan pengangkut. Semua titik kendali tersebut dicatat dalam laporan
inspeksi barang keluar, dimana akan berguna untuk telusur balik bila terjadi
ketidaksesuaian selama proses pengangkutan.
Pada setiap tahapan proses pembuatan perisa bubuk telah dilakukan
identifikasi peluang terjadinya kontaminasi alergen, tindakan perbaikan dan
pencegahan.Secara umum dari hasil identifikasi peluang kontaminasi alergen
28
serta analisa bahaya diperoleh bahwa area produksi merupakan area yang
memiliki peluang kontaminasi alergen yang lebih besar dengan tingkat bahaya
rating antara 3 sampai dengan 6, sehingga diperlukan pengendalian khusus
OPRP (Oprational Prerequisite Program) dituangkan dalam SPO untuk
dipantau yang menunjukkan bahwa OPRP diimplementasikan serta didukung
dengan instruksi kerja yang jelas apabila diperlukan. Sementara untuk area
lain masih dapat dikendalikan dengan PRP (Prerequisite Program) seperti
GMP.
3. Kebutuhan Standar Prosedur Operasi
Kebutuhan SPO pada tahapan pembuatan perisa bubuk diperoleh setelah
dilakukan analisapeluang terjadinya kontaminasi silang, dalam tahapan ini
telah ditentukan beberapa prosedur yang diperlukan untuk memastikan
bahaya kontaminasi silang alergen dapat dikendalikan atau
dihilangkan.Analisa ini dapat mengidentifikasi kebutuhan SPO untuk setiap
tahapan proses pembuatan perisa bubuk dari pengadaan bahan bahan baku
sampai pengiriman produk akhir ke pelanggan. Hasil review FGD adalah
diperlukan 6 SPO untuk memastikan pengendalian alergen dalam rantai
proses pembuatan perisa bubuk yang dapat diimplementasi dengan baik
sehingga potensi kontaminasi silang alergen dapat dikurangi dan dicegah.
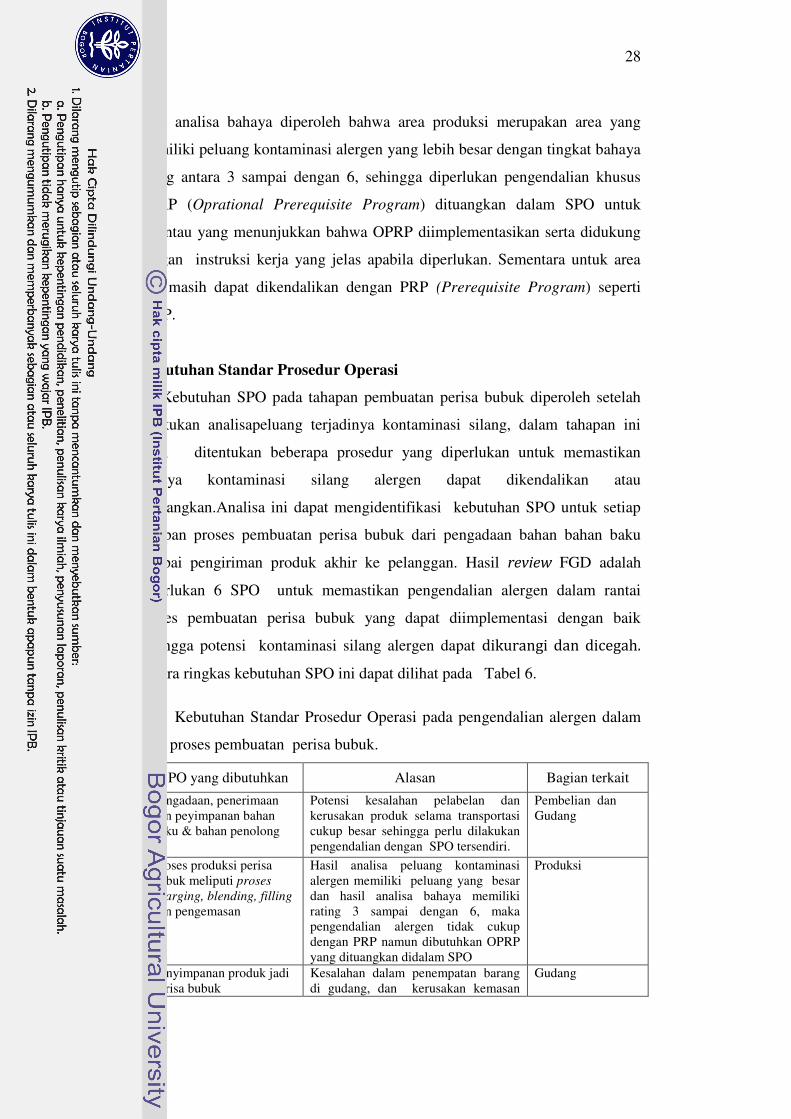
Secara ringkas kebutuhan SPO ini dapat dilihat pada Tabel 6.
Tabel 6 Kebutuhan Standar Prosedur Operasi pada pengendalian alergen dalam
proses pembuatan perisa bubuk.
No SPO yang dibutuhkan Alasan Bagian terkait
1 Pengadaan, penerimaan
dan peyimpanan bahan
baku & bahan penolong
Potensi kesalahan pelabelan dan
kerusakan produk selama transportasi
cukup besar sehingga perlu dilakukan
pengendalian dengan SPO tersendiri.
Pembelian dan
Gudang
2 Proses produksi perisa
bubuk meliputi proses
charging, blending, filling
dan pengemasan
Hasil analisa peluang kontaminasi
alergen memiliki peluang yang besar
dan hasil analisa bahaya memiliki
rating 3 sampai dengan 6, maka
pengendalian alergen tidak cukup
dengan PRP namun dibutuhkan OPRP
yang dituangkan didalam SPO
Produksi
3 Penyimpanan produk jadi
perisa bubuk
Kesalahan dalam penempatan barang
di gudang, dan kerusakan kemasan
Gudang

29
No SPO yang dibutuhkan Alasan Bagian terkait
produk dapat memicu terjadinya
kontaminasi silang.
4 Pengiriman produk jadi ke
pelanggan
Potensi kerusakan produk banyak
terjadi pada saat pengiriman barang
melalui sarana transportasi darat, laut
dan udara. Kerusakan barang tersebut
memiliki potensi kontaminasi silang
alergen,
Gudang,
Distribusi,
Customer Care
5 Kemampuan telusur
Sangat membantu dalam proses
penelusuran akar penyebab terjadinya
kontaminasi silang, dampak yang
ditimbulkan dan membantu
mempercepat pengambilan keputusan
untuk mengambil tindakan koreksi .
QM/QC/Regulatory
6 Pelatihan
Pengetahuan tentang alergen tidak
banyak diketahui oleh setiaporang
karena adanya kesenjangan informasi
dan tingkat pemahamannya sehingga
perlu dilakukan pelatihan.
Produksi
Gudang
Personalia
3.1. SPO Pengadaan,Peneriman dan Penyimpanan Bahan Baku dan
Penolong
Kebutuhan SPO untuk proses pengadaan,penerimaan dan penyimpanan
bahan baku dan penolong menjadi hal yang penting karena proses ini
merupakan awal pengendalian alergen yang akan mempengaruhi proses
pengendalian berikutnya. Pada SPO ini terdapat tiga proses yang disatukan
yakni proses pengadaan, penerimaan dan penyimpanan mengingat
keterkaitan satu dengan yang lain cukup besar. Barang yang masuk harus
melalui pemasok yang telah mendapat persetujuan atau ditunjuk oleh bagian
pengadaan melalui mekanisme pemilihan pemasok, selanjutnya akan diterima
oleh bagian gudang sesuai dengan order pembelian dan surat jalan dari
bagian pembelian.Setelah produk diidentifikasi, maka barang alan disimpan
sesuai dengan standar penyimpanan dan karakteristik bahan. SPO ini akan
diaplikasikan untuk mengatur aktivitas pengendaliaan alergen di area
pembelian dan gudang.
3.2. SPO Proses produksi perisa bubuk
Proses produksi memerlukan SPO karena pada tahapan ini, dari hasil
analisapeluang kontaminasiallergen,memiliki peluang terjadi kontaminasi
30
silang yang besar mengingat kondisi produk masih dalam kondisi yang
terbuka,dan diperkuat dengan hasil analisa bahaya yang memiliki rating 3
sampai dengan 6.Dengan hasil ini,dibutuhkan OPRP yang dituangkan
didalam SPO proses produksi perisa bubuk. Bagian produksi merupakan
bagian yang terkait langsung dalam implementasi SPO ini di lapangan.
3.3. SPO Penyimpanan produk jadi.
Produk jadi merupakan barang yang siap untuk dikirim ke pelanggan,
namun apabila dalam proses penaganannya tidak benar maka potensi
terjadinya kontaminasi alergen masih ada. Kesalahan dalam penempatan
barang di gudang,dan kerusakan kemasan produk dapat memicu terjadinya
kontaminasi silang. Hal ini pula yang menjadi alasan diperlukannya SPO di
area penyimpanan produk jadi. SPO ini akan diaplikasikan untuk membantu
bagian gudang dalam pengendalian alergen terhadap kontaminasi silang.
3.4. SPO Pengiriman produk jadi ke pelanggan
Kebutuhan SPO untuk proses pengiriman produk jadi ke pelanggan
menjadi penting karena potensi kerusakan produk banyak terjadi pada saat
pengiriman barang melalui sarana transportasi darat, laut dan udara.
Kerusakan barang tersebut memiliki potensi kontaminasi silang alergen, oleh
karena itu perlu ada SPO guna memberikan acuan bagi semua pihak yang
langsung ataupun tidak langsung menangani proses pengiriman produk jadi
kepada pelanggan seperti bagian gudang dan pihak transporter.
3.5. SPO Kemampuan telusur
Kontaminasi silang alergen dapat terjadi dari atau ke produk sehingga
kemampuan telusur menjadi hal yang sangat penting, untuk memastikan
apakah telah terjadi kontaminasi dan dari mana sumber kontaminasi tersebut.
Kemampuan telusurini meliputi kemampuan telusur ke belakang (backward)
dari produk akhir sampai ke supplier pemasok bahan baku dan penolong,
sertakemampuan telusur ke depan (forward) dari pemasok hingga ke
pelanggan yang mengkonsumsi produk. SPO kemampuan telusur akan sangat
31
membantu bagi pihak yang terlibat dalam proses penelusuran akar penyebab
terjadinya kontaminasi silang.Bagian Quality Management, Quality Control,
dan Regulatory akan dapat menggunakan SPO ini dengan tujuan dapat
mencari akar penyebab kontaminasi, dan mengetahui seberapa besar dan luas
kontaminasi yang terjadi tersebut, sehingga dapat segera mengambil tindakan
untuk perbaikan secara cepat dan tepat.
3.6. SPO Pelatihan
Pemahaman tentang alergen tidak banyak diketahui oleh banyak orang,
sehingga diperlukan pelatihan dasar pengenalan allergen, namun tujuan, aspek
penting dan sasaran pelatihan tersebut belum dibakukan.Hal ini menjadi
alasan bahwa penting dibuatkan SPO pelatihan khusus dalam penanganan
bahaya alergen kepada bagian pembelian, distribusi, gudang, produksi,
pengawasan kualitas, dan transportasi.
4. Pembuatan Standar Prosedur Operasi Manajemen Alergen
Beberapa SPO yang dibutuhkan dalam pengendalian kontaminasi silang
alergen telah ditetapkan berdasarkan hasil tinjauan yang dilakukan oleh tim
FGD.Selanjutnya untuk memastikan bahwa SPO tersebut dapat
diimplementasikan dan efektif dalam mengendalikan potensi kontaminasi
silang di dalam rantai proses pembuatan perisa bubuk, maka diperlukan
rancangan SPO yang sistematis dan telah mencakup beberapa hal penting
diantaranya: (1) tujuan SPO tersebut dibuat, (2) cakupan dari obyek yang
dikendalikan, (3) penanggungjawab dalam pelaksanaan SPO. Ringkasan
rancangan SPO dapat dilihat pada Tabel 6.
Rancangan SPO Pengadaan, penerimaan dan penyimpanan bahan baku
dan penolong (Lampiran 6)menekankan pada pentingnya data informasi
alergen dari pemasok yang akan digunakan sebagai identifikasi bahan alergen
pada tahapan proses berikutnya, jika pada tahap ini tidak dikendalikan maka
kesalahan dapat terjadi sehingga potensiterjadinya kontaminasi alergen lebih
besar. SPO inimenekankan pada pentingnya identifikasi produk dengan
32
informasi alergen pada label dan pengaturan posisi saat penyimpanan di dalam
gudang agar mengurangi potensi terjadinya kontaminasi silang
Rancangan SPO proses produksi perisa bubuk (Lampiran 7), disusun
berdasarkan alur proses produksi dari perencanaan jadwal produksi, persiapan
bahan baku yang akan digunakan untuk pembuatan perisa bubuk, proses
pencampuran dan pengadukan sampai pengemasan produk jadi. SPO ini perlu
didukung dengan beberapa instruksi kerja(IK) seperti: IK produksi perisa
bubuk, IK pencucian blender, dan IK validasi prosespencucian. Rancangan
SPO ini juga menekankan pentingnya pengendalian kontaminasi silang yang
bersumber dari peralatan dan sirkulasi udara.
Penyimpanan dan pengiriman produk jadi diatur dengan SPO tersendiri
dengan tujuan agarperisa bubuk yang telah diproduksi tidak mengalami
kontaminasi silang saat penyimpanan produk jadi dan pengiriman ke
pelanggan.Aspek penting yang ditekankan dalam SPO ini adalah penempatan
produk, kebersihan gudang, pengawasan melalui inspeksi dilapangan, dan
pencatatan untuk setiap adanya ketidaksesuaian di lapangan agar dapat
ditindaklanjuti untuk tindakan perbaikan (Lampiran 8 dan 9).
Rancangan SPO pelatihan menekankan pada peningkatan pengetahuan
mengenai alergen melalui informasi yang diberikan pada pelatihan
tersebut.Materi yang diberikan dalam pelatihan telah diatur dalam SPO ini,
dan untuk mengukur tingkat pemahaman dari peserta pelatihan maka
dilakukan evaluasi pelatihan seperti yang diatur dalam SPO (Lampiran 10).
Kemampuan telusur dalam sistem manajemen alergen sangat diperlukan
dalam menghadapi kondisi kritis seperti penarikan produk (product recall).
Rancangan SPO kemampuan telusur akan memberikan arahan dalam
menangani kondisi kritis tersebut melalui langkah penelusuran seperti pada
simulasi yang dipaparkan dalam rancangan SPO (Lampiran 11).
33
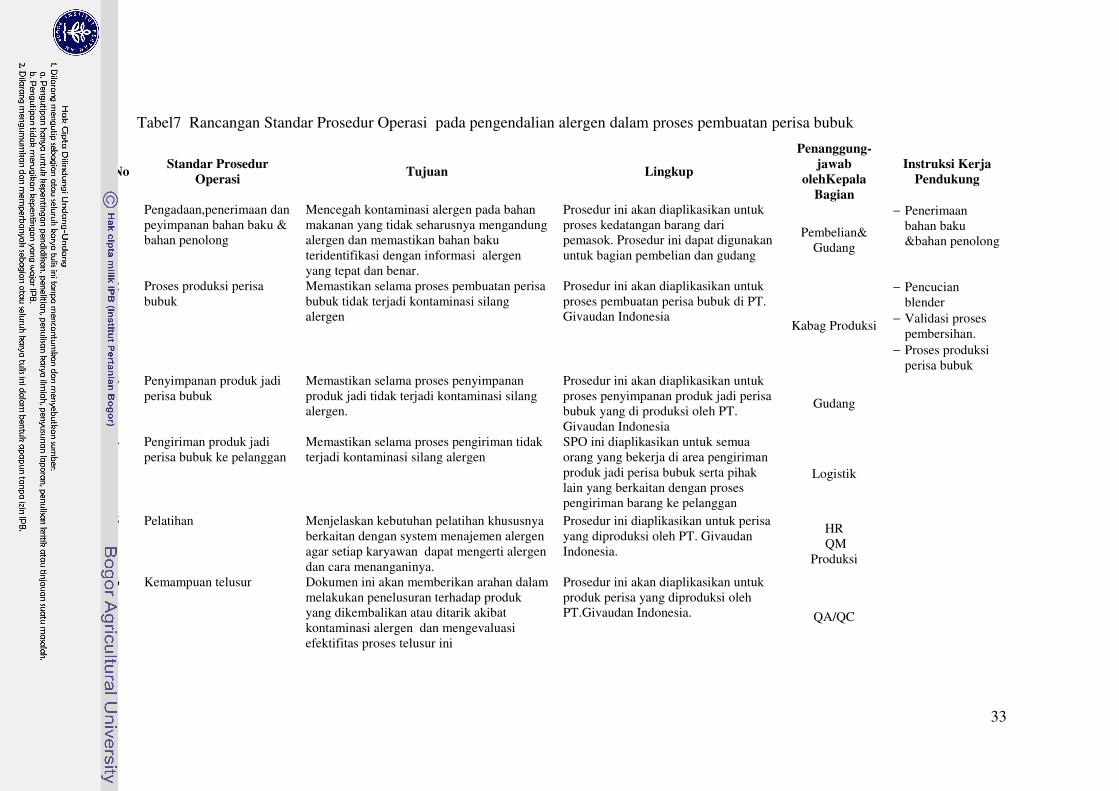
Tabel7 Rancangan Standar Prosedur Operasi pada pengendalian alergen dalam proses pembuatan perisa bubuk
No Standar Prosedur
Operasi Tujuan Lingkup
Penanggung-
jawab
olehKepala
Bagian
Instruksi Kerja
Pendukung
1 Pengadaan,penerimaan dan
peyimpanan bahan baku &
bahan penolong
Mencegah kontaminasi alergen pada bahan
makanan yang tidak seharusnya mengandung
alergen dan memastikan bahan baku
teridentifikasi dengan informasi alergen
yang tepat dan benar.
Prosedur ini akan diaplikasikan untuk
proses kedatangan barang dari
pemasok. Prosedur ini dapat digunakan
untuk bagian pembelian dan gudang
Pembelian&
Gudang
− Penerimaan
bahan baku
&bahan penolong
2 Proses produksi perisa
bubuk
Memastikan selama proses pembuatan perisa
bubuk tidak terjadi kontaminasi silang
alergen
Prosedur ini akan diaplikasikan untuk
proses pembuatan perisa bubuk di PT.
Givaudan Indonesia Kabag Produksi
− Pencucian
blender
− Validasi proses
pembersihan.
− Proses produksi
perisa bubuk
3 Penyimpanan produk jadi
perisa bubuk
Memastikan selama proses penyimpanan
produk jadi tidak terjadi kontaminasi silang
alergen.
Prosedur ini akan diaplikasikan untuk
proses penyimpanan produk jadi perisa
bubuk yang di produksi oleh PT.
Givaudan Indonesia
Gudang
4 Pengiriman produk jadi
perisa bubuk ke pelanggan
Memastikan selama proses pengiriman tidak
terjadi kontaminasi silang alergen
SPO ini diaplikasikan untuk semua
orang yang bekerja di area pengiriman
produk jadi perisa bubuk serta pihak
lain yang berkaitan dengan proses
pengiriman barang ke pelanggan
Logistik
5 Pelatihan Menjelaskan kebutuhan pelatihan khususnya
berkaitan dengan system menajemen alergen
agar setiap karyawan dapat mengerti alergen
dan cara menanganinya.
Prosedur ini diaplikasikan untuk perisa
yang diproduksi oleh PT. Givaudan
Indonesia.
HR
QM
Produksi
6 Kemampuan telusur Dokumen ini akan memberikan arahan dalam
melakukan penelusuran terhadap produk
yang dikembalikan atau ditarik akibat
kontaminasi alergen dan mengevaluasi
efektifitas proses telusur ini
Prosedur ini akan diaplikasikan untuk
produk perisa yang diproduksi oleh
PT.Givaudan Indonesia. QA/QC

34
Rekomendasi untuk Perusahaan dan Industri Perisa Bubuk
Berdasarkan hasil kajian yang sudah dijelaskan di atas, dapat diberikan
rekomendasi kepada perusahaan khususnya dan industri perisa bubuk umumnya
dengan rekomendasi berikut. Pada pengendalian kontaminasi alergen dengan
pendekatan analisis bahaya dapat menggunakan alat bantu HACCP dan GMP, dimana
diperoleh 6 rancangan SPO untuk mengendalikan peluang terjadinnya kontaminasi
silang di setiap tahapan proses. Pada pendekatan analisis bahaya ini masih banyak
menggunakan data dan putusan yang bersifat kualitatif baik dari pengumpulan data
sekunder ataupun putusan yang diambil dari FGD, oleh karena itu rancangan SPO
tersebut perlu dilakukan validasi prosedur saat diimplementasikan di lapangan, dengan
mengukur efektifitas penerapan SPO dalam mengendalikan potensi kontaminasi silang
alergen.
Berdasarkan EFSA (European Foods Safety Autority), masing-masing orang
memiliki perbedaan tingkat toleran terhadap alergen, hal ini pula yang menjadi alasan
perlunya dilakukan analisis risiko yang lebih dalam menggunakan data kuantitatif yang
diperoleh dengan dukungan kemajuan teknologi analisa menggunakan metoda ELISA,
PCR dan Mass Spectrometry, agar dapat memonitor dan mengetahui jumlah alergen
apabila terjadi kontaminasi. Pada akhirnya dapat dipastikan tingkat risiko terhadap
keamanan pangan.
Related Documents


![› sites › default › files › food-process-analytics-guidebook-volume... Jilid 3: Pemeriksaan produk Akhirperangkat, dan aksesori perangkat laboratorium [5, 9]. Sumber kontaminasi](https://static.cupdf.com/doc/110x72/5e5bf024d4492869222feb86/a-sites-a-default-a-files-a-food-process-analytics-guidebook-volume-jilid.jpg)