UNIVERSIDAD DE ORIENTE NÚCLEO DE ANZOÁTEGUI ESCUELA DE INGENIERÍA Y CIENCIAS APLICADAS DEPARTAMENTO DE INGENIERÍA QUÍMICA ÁREAS ESPECIALES DE GRADO DISEÑO PRELIMINAR DE UN SISTEMA PARA LA REMOCIÓN DE POSIBLES CONDENSADOS DE UNA CORRIENTE DE GAS NATURAL DESTINADA A UN SISTEMA DE GAS COMBUSTIBLE Realizado por: RAMÍREZ VELIZ, KENNY ALEXANDER SANCHEZ NIETO, FRANNY DE JESUS Trabajo Especial de Grado presentado ante la Universidad de Oriente como requisito parcial para optar por el Título de: INGENIERO QUÍMICO Puerto La Cruz, Septiembre de 2014

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

UNIVERSIDAD DE ORIENTE
NÚCLEO DE ANZOÁTEGUI
ESCUELA DE INGENIERÍA Y CIENCIAS APLICADAS
DEPARTAMENTO DE INGENIERÍA QUÍMICA
ÁREAS ESPECIALES DE GRADO
DISEÑO PRELIMINAR DE UN SISTEMA PARA LA REMOCIÓN DE POSIBLES
CONDENSADOS DE UNA CORRIENTE DE GAS NATURAL DESTINADA A UN
SISTEMA DE GAS COMBUSTIBLE
Realizado por:
RAMÍREZ VELIZ, KENNY ALEXANDER
SANCHEZ NIETO, FRANNY DE JESUS
Trabajo Especial de Grado presentado ante la Universidad de Oriente como requisito
parcial para optar por el Título de:
INGENIERO QUÍMICO
Puerto La Cruz, Septiembre de 2014

UNIVERSIDAD DE ORIENTE
NÚCLEO DE ANZOÁTEGUI
ESCUELA DE INGENIERÍA Y CIENCIAS APLICADAS
DEPARTAMENTO DE INGENIERÍA QUÍMICA
ÁREAS ESPECIALES DE GRADO
DISEÑO PRELIMINAR DE UN SISTEMA PARA LA REMOCIÓN DE POSIBLES
CONDENSADOS DE UNA CORRIENTE DE GAS NATURAL DESTINADA A UN
SISTEMA DE GAS COMBUSTIBLE
Realizado por:
Ramírez Veliz, Kenny Alexander Sánchez Nieto, Franny de Jesús
Revisado y Aprobado por:
Ing. José Rondón (M.Sc)
Asesor Académico
Puerto La Cruz, Septiembre de 2014

UNIVERSIDAD DE ORIENTE
NÚCLEO DE ANZOÁTEGUI
ESCUELA DE INGENIERÍA Y CIENCIAS APLICADAS
DEPARTAMENTO DE INGENIERÍA QUÍMICA
ÁREAS ESPECIALES DE GRADO
DISEÑO PRELIMINAR DE UN SISTEMA PARA LA REMOCIÓN DE POSIBLES
CONDENSADOS DE UNA CORRIENTE DE GAS NATURAL DESTINADA A UN
SISTEMA DE GAS COMBUSTIBLE
Jurado Calificador:
Ing. Isvelia Avendaño
Jurado Principal
Ing. Gustavo Franceschi
Jurado Principal
Puerto La Cruz, Septiembre de 2014

iv
RESOLUCIÓN
De acuerdo con el artículo 41 del reglamento de trabajos de grado de la Universidad de
Oriente:
“LOS TRABAJOS DE GRADO SON PROPIEDAD DE LA UNIVERSIDAD DE ORIENTE Y
SOLO PODRÁN SER UTILIZADOS PARA OTROS FINES CON EL CONSENTIMIENTO
DEL CONSEJO DE NÚCLEO RESPECTIVO, EL CUAL PARTICIPARÁ AL CONSEJO
UNIVERSITARIO”

v
DEDICATORIA
A mi madre Deyanira por su apoyo incondicional y por ser la fuerza que me impulsa a ser
mejor cada día, éste logro es tan tuyo como mío.
A mi abuela Esther por brindarme su cariño y apoyo en todo momento.
A mi abuelo Antonio, porque sé que desde el cielo siempre me has guiado y
protegido.
Franny Sánchez

vi
DEDICATORIA
Por compartir conmigo esta etapa de vida brindándome su cariño y apoyo, rindo
homenaje a mi padre y a mi madre, porque lo han dado todo porque logre alcanzar esta
meta.
A mi abuela María y en especial a mi abuela Narcisa (†) esto es para ti, te amo.
A mis hermanas Yenny y Keydelyn.
A mis sobrinos Keynner y Vanessa, y a mis ahijados Paola, Fabián y Fernando
que esto les sirva de ejemplo y motivación para alcanzar sus metas, con dedicación,
constancia, perseverancia y paciencia se puede alcanzar lo que nos propongamos.
Porque este logro lleva mi nombre pero sin duda alguna esto lo comparto con
ustedes…
Ramírez V. Kenny A.

vii
AGRADECIMIENTOS
A Dios Todopoderoso por darme salud, sabiduría, fuerza y entereza para vencer todos
aquellos obstáculos que se me presentaron a lo largo de mi carrera y seguir adelante a
pesar de las dificultades.
A mi madre Deyanira por todo el amor que me ha dado y ser mi ejemplo a seguir,
por siempre creer en mí y acompañarme en los momentos más difíciles, por sus
palabras de aliento y sus regaños, todo lo que he logrado es por ti y para ti, te amo.
A mi abuela Esther por ser parte tan importante de mi existencia, por otorgarme
siempre su amor y apoyo incondicional.
A mis tías Clarisa y Diana por todo su cariño y por siempre tenerme presente en sus
oraciones.
A Emil y Alfredo por ser los mejores compañeros de grupo, por haber compartido
conmigo tantos momentos de angustia y alegría a lo largo de la carrera, por no dejarme
morir y por permitirme contar con su apoyo y cariño, por convertirse en mis colegas y
hermanos.
A mi madrina Isabel, Keyla, Arturo, Bárbara y Natalia por todo el cariño y las alegrías
que me han brindado, por estar a mi lado siempre y ser parte de mi familia, los quiero
mucho.
A mis compañeros de carrera, Campo, Manuel, Daniela Peña, Génesis, Michael,
Gregorina, Milagro, Héctor, Evelyn, Yura, por las experiencias que vivimos juntos. A
Carmen Cedeño por brindarme su amistad y apoyo en todo momento y su colaboración
durante la elaboración de éste proyecto.
viii
A todos mis compañeros de Áreas por los buenos y malos momentos que
compartimos durante esta experiencia, en especial a Kenny y Ana por ser integrantes
fundamentales para el desarrollo de éste proyecto.
A los profesores de las Áreas Isvelia Avendaño, Jairo Uricare y nuestro Tutor
Académico José Rondón por todo el conocimiento impartido, por su paciencia y
colaboración en el transcurso de las áreas.
A la Universidad de Oriente por darme la oportunidad de alcanzar mi meta de
formarme como profesional en “La Casa más Alta”.
A todas aquellas personas que de una u otra forma contribuyeron al logro de uno de
mis más grandes sueños.
Franny Sánchez

ix
AGRADECIMIENTOS
Primeramente gracias a DIOS, por ser mi guía en este camino y darme la oportunidad
de alcanzar mis metas.
A la Universidad de Oriente por brindarme la oportunidad de formarme
académicamente, y además de servir como escuela de vida durante estos años,
GRACIAS!
A mi familia por el cariño, compresión y apoyo brindado en todo momento a lo largo
de la carrera, se les quiero mucho.
A mis abuelas, tíos, primos y en especial a mis tías (Blanca y Eglee) que a pesar de
la distancia siempre estuvieron pendiente de mí, por apoyarme en todo momento, y
confiar en que podría lograrlo, siempre agradecido por su cariño.
Agradecerle a Franny Sánchez y Ana Espinoza compañeras en este proyecto por
la paciencia y dedicación, lo logramos!
Al dpto. de Ingeniería Química de la Universidad de Oriente, desde el personal
obrero hasta el Jefe de Departamento (Alexis Cova), sin pasar por alto a los
profesores (Ana Rita, Frank Parra, Francisco García, Luis Moreno, Hernán Raven,
Lucas Álvarez, Fidelina Moncada, Yaneis Obando, Ronald Arias, Petra Martínez, Arturo
Rodulfo, Iraima Salas) que día a día están formando nuevos profesionales, agradecido
con cada uno por cada aprendizaje.
Gracias a los profesores de las áreas de grado (Isvelia Avendaño, Jairo Uricare y
nuestro tutor académico Jose Rondón) por esta experiencia.
Gracias mis compañeras del liceo Pamela Compadre, Silvia González y Luxmary
Marín gracias por su apoyo y formar parte de mi vida, son muchos los años que hemos

x
compartidos, momentos buenos y malos, ustedes también forma parte de esto, las
quiero mucho.
Gracias a Angelys Méndez, Daniela Brito fueron de las primeras personas al
conocer al inicio de la carrera hoy en día a pesar de elegir carreras diferentes, vemos
materializado nuestras metas. A ti también Dra. Andrea Sánchez mi compañera de
estudio de los primeros semestre, orgulloso de lo que has alcanzado, te quiero.
Sin duda alguna agradecer a personas que llegaron a mi vida y se convirtieron en
mis hermanos de vida, a ti Rashad Elneser sin duda un ejemplo para mi, agradecido
por los años de amistad y apoyo incondicional; a Fabiana Fericelli y Luis Arias
gracias por compartir este viaje llamado “La UDO”, los quiero muchos colegas.
GRACIAS!
A ustedes Manuela Carreras, Karline Clemantt, Jesús Velázquez, Yaneska
Macero, Antonio Bejarano, Gabriela Rodríguez, Mafe Kammoun, Mariana Molina,
Javier Díaz, Nahir Torres, Marybeth Torrealba, Ma. Fernanda Guevara, Luis
Blanco, Carlos Delgado, Edgar Laborde, Moira Rodríguez, Sonia Beltre, Fergie
Fernández, Roberth Fajardo, Pedro Amer y Diego Páez; amigos y ejemplos a seguir,
GRACIAS por tantos momentos compartidos, los amigos son la familia que uno elige y
sin duda alguna ustedes lo son, los quiero a todos.
Y también aquellas personas que forman fueron compañeros de clases, de estudio,
de congresos y rumbas, lo mejor es poder tener el gusto de llamarlos colegas y
desearle el mejor de los éxitos en sus vidas Barbará Gil, Ma. Gaby Salazar, Laura
Cheng, Karlin Hurtado, Rubén Mieses, Jeyfel Salazar, Elyan Rondón, Yura Chung,
Leslie Cañas, Lee Badell, Ghinna Rodríguez, Daniela Peña, Nayua Salazar, Jeni
Bolívar, Elio Aray, Beatriz González, Karen Corrales, Nairovy Blanco, Durga
Rojas, Francilda Hernández, Yoselin Marcano, Ana Medina, Bronnys Bront,
Luisanny López, Mónica Rodríguez, Nayandu Tovar, Aileen Bello, Verónica
Moreno, Katheryn Zelaya, Lolimar Goya, Jessie Velázquez, Nicolás Cortes.
xi
Gracias a ustedes por sus consejos y momentos compartidos Iván Figuera,
Fernando Toro, Cesar Cayamo, Valmore Marcano, Jose Alfonzo, Toni Sucre,
Francisco Lunar, Luisanna Chacón, Gabriela D´urzo, Iraida Dolande, Joselyne
Fajardo, Yesenia Amundarain, Cecilia Díaz.
Y a todas aquellas personas que me falto nombrar, pero de una u otra forma hicieron
de la universidad la mejor experiencia de vida. GRACIAS!
Ramírez V. Kenny A.

xii
RESUMEN
En la presente investigación se realizó el diseño preliminar de un sistema para la
remoción de posibles condensados de una corriente de gas natural destinada a un
sistema de gas combustible a partir del enfriamiento de la corriente de gas de entrada,
utilizando una corriente de enfriamiento adicional a la entrada de la planta. Este diseño
se basó en el dimensionamiento de equipos de transferencia de calor, separadores y
tuberías de proceso siguiendo las normas estándar de diseño y las normas PDVSA.
Para este diseño se instaló un intercambiador de calor tubo y coraza con 67 tubos de 20
pie de longitud y 1 pulgada de diámetro externo, con un diámetro de la coraza de 13,25
pulgadas, dos paso por los tubos y con un área de transferencia de calor 347,287 pie2.
También aguas abajo en el diseño es necesario colocar un separador vertical el cual fue
diseñado para obtener la corriente de gas libre del condensado producido, (0,0903 bpd
de líquido y 0,2031 MMscfd de gas), resultando en un separador de 16 pulgadas de
diámetro y 71 pulgadas de longitud. También se diseñaron las tuberías tanto para gas y
líquido obteniéndose unos diámetros de 2 pulgadas para las mismas. Se estimó el costo
de este sistema, el cual no incluye transporte, instalación y mantenimiento, este se
determinó utilizando el método de Guthrie, obteniéndose como resultado que el costo del
sistema completo, compuesto por el intercambiador y el separador es de
698.186,9742Bs.
xiii
INTRODUCCIÓN
El gas natural formado por una mezcla de gases ligeros que se encuentra en
yacimientos de petróleo, disuelto o asociado con el petróleo es una de las fuentes de
energía no renovables más utilizada en el mundo ya que es un combustible más
versátil, que se puede utilizar en sistemas de generación más eficientes como el ciclo
combinado o la producción de hidrógeno y su obtención es más sencilla en comparación
con otros combustible.
Cuando se extrae el gas natural de los yacimientos subterráneos, este contiene otros
materiales y componentes que deben ser eliminados antes para su posterior uso, como
por ejemplo, azufre, corrosivo a equipos, dióxido de carbono que se solidifica en las
condiciones de licuefacción, y mercurio, que puede depositarse en instrumentos y
falsificar las mediciones; agua, que al enfriar el gas se congelaría formando hielo o bien
hidratos que provocarían bloqueos en el equipo si no se eliminaran; y también ,
hidrocarburos pesados, llamados condensados, que pueden congelarse al igual que el
agua y producir bloqueos del equipo y problemas en la combustión del gas.
La combustión es la fuente de energía más importante provista por la naturaleza.
Sus aplicaciones en motores de combustión interna, refinación de metales o cocción de
alimentos, entre otros, hacen de ella un elemento esencial en la eficiencia de algunos
procesos. Es por ello que es de vital importancia que la remoción de etano, propano y
otros hidrocarburos esté controlada mediante una unidad de remoción de líquidos para
de esta manera controlar el poder calorífico del gas. Una de las maneras de remover los
hidrocarburos pesados en el gas natural es mediante la condensación de estos mediante
el enfriamiento de la corriente de gas natural.

CAPÍTULO I
EL PROBLEMA
1.1 Planteamiento del problema
El gas natural, es una mezcla gaseosa y combustible que se encuentra en las
profundidades de la tierra y es extraído para ser utilizado en hogares e industrias y de
uso secundario como materia prima en la fabricación de fármacos y tintes entre otras
cosas. Sus componentes comprenden el metano (CH4), etano (C2H6), propano (C3H8),
butano normal (C4H10), iso-butano (C4H10,) pentano normal (C5H12), iso-pentano (C5H12),
hexanos (C6H14), heptanos y algunos componentes más pesados (C7+).
El gas natural es una energía eficaz y rentable por sus precios competitivos, además
es considerado como uno de los combustibles fósiles más limpios y respetuosos con el
medio ambiente, ya que en su combustión produce de un 40 a un 45% menos dióxido de
carbono que el carbón, y entre un 20 y un 30% menos que los productos derivados del
petróleo.
De acuerdo a sus propiedades y composición la manipulación del gas natural como
combustible en un sistema de combustión generalmente es difícil de controlar, desde su
ingreso a planta hasta el momento mismo de su ignición, ya que en caso de variaciones
en la presión y/o temperatura de operación se puede provocar que las fracciones más
pesadas del hidrocarburo se licúen, formando condensados. La alteración del estado
físico del combustible afecta la velocidad de la combustión, influyendo en el desarrollo y
la estabilidad de la misma, originando que la cantidad de calor que pueda ser transferido
por radiación resulte muy pobre. Por lo tanto se tiene previsto el acondicionamiento del
gas natural para su empleo como combustible.
Debido a esto se propone el diseño preliminar de un sistema que se encargue de
enfriar la corriente de gas natural para alcanzar el punto de rocío de sus compuestos
más pesados facilitando la condensación de los mismos para su posterior remoción. El
gas una vez ya separado del condensado producido será transportado hacia la
alimentación del sistema de combustión.

15
El alcance a ser desarrollado en este trabajo consiste en el diseño conceptual de las
infraestructuras necesarias, generando un diagrama de flujo de proceso preliminar. Se
contempla comenzar definiendo las propiedades de las corrientes; posteriormente se
generara el balance de materia y energía, luego con base a lo establecido en guías de
diseño y el uso de simuladores de procesos se realizaran los dimensionamientos
requeridos, para finalmente realizar un estimado de costo del proyecto.
La realización de este proyecto es importante porque permite establecer las
condiciones de diseño para el dimensionamiento de tuberías y equipos para la remoción
de condensados en el gas natural lo que asegura el acondicionamiento óptimo del gas
como combustible para alcanzar el funcionamiento eficiente del sistema de combustión.
16
1.2 Objetivos
1.2.1 Objetivo general
Diseñar preliminarmente un sistema para la de remoción de posibles condensados de
una corriente de gas natural destinada a un sistema de gas combustible.
1.2.2 Objetivos específicos
1. Realizar el diagrama de flujo del sistema para la remoción de posibles
condensados de una corriente de gas natural destinada a un sistema de gas
combustible.
2. Efectuar balances de materia y energía del sistema para la remoción de posibles
condensados de una corriente de gas natural destinada a un sistema de gas
combustible empleando el simulador Hysys.
3. Diseñar los equipos necesarios del sistema para la remoción de posibles
condensados de una corriente de gas natural destinada a un sistema de gas
combustible.
4. Elaborar un estimado de costo clase V del proyecto.

CAPITULO II
MARCO TEÓRICO
2.1 Antecedentes
Barrios, A. & López, M. 2010, evaluaron el dimensionamiento y especificación de los
intercambiadores de calor del tren “c” de la planta de fraccionamiento de JOSE;
elaboraron una guía para el diseño de un intercambiador de tubo y coroza y para evaluar
el dimensionamiento de un rehervidor termosifón horizontal, adicional a esto lograron
simular el proceso de fraccionamiento para verificar que estos estén operando dentro de
los rangos, cumplan con los criterios básicos de diseño y que los productos finales
salgan en las especificaciones correspondientes.
Rondón, E. 2013, realizo el desarrollo de la ingeniería conceptual de las facilidades de
superficies para la producción de crudo en las macollas E2, E3, E4 y F2, ubicadas en el
bloque Junín 4 de la faja petrolífera del Orinoco; debido a que el crudo proveniente de
los pozos es pesado realizo el diseño de una red de distribución de diluente (nafta)
haciendo más fácil el transporte y el almacenamiento del mismo, para esto genero un
diagrama de flujo de proceso preliminar, definió las propiedades de las corrientes (pozo y
diluentes), permitiéndose así generar el balance de materia y energía de cada una de las
macollas, luego en base a lo establecido en las guías de diseño y el uso de simuladores
de procesos realizo el diseño de los equipos requeridos. Por último realizo un estimado
de costo de la infraestructura involucrada.
Martínez, O. 2010, realizo el desarrollo de la ingeniería conceptual para el enfriamiento
de una corriente de gas a través de un tren de refrigeración mecánica existente; para
disminuir la temperatura de una corriente de gas adicional a la entrada de una planta de
extracción de líquidos. El diseño de baso en el dimensionamiento de equipos de
transferencia de calor, siguiendo las normas estándar de diseño y el manual de la GPSA.
Y por ultimo hizo una evaluación económica preliminar de los equipos adicionales.
Blanco, N. & Cedeño, C. 2013, realizaron el diseño preliminar de una planta de
almacenamiento y despacho de gas licuado de petróleo (GLP); para esto elaboraron un
diagrama de flujo de procesos a través del cual se podría visualizar como estaría
estructurada la planta en cuando a la cantidad y tipos de equipos a utilizar, de la misma
forma se mostraron los diagramas de tuberías e instrumentación de los equipos principales
de la planta tales como la esfera y tanque estacionario donde se muestran las diferentes
válvulas de seguridad y los diferentes tipos de controladores que intervienen en estos
dispositivos de almacenamiento. Por último, establecieron el pre-establecimiento de líneas
para la selección de equipos principales en cumplimiento con las normas PDVSA N°
90616.1.024 y IR-M-01.
2.2 El gas natural
Es un combustible que se obtiene de rocas porosas del interior de la corteza terrestre y
se encuentra mezclado con el petróleo crudo cerca de los yacimientos. Como se trata de
gas, puede encontrarse solo en yacimientos separados. La manera más común en que
se encuentra este combustible es atrapado entre el petróleo y una capa rocosa
impermeable. (PDVSA)
2.3 Características del gas natural
El gas natural extraído de los yacimientos, es un producto incoloro e inodoro, no toxico y
más ligero que el aire. Procede de la descomposición de los sedimentos de materia
orgánica atrapada entre estratos rocosos y es una mezcla de hidrocarburos ligeros en la
que el metano (CH4) se encuentra en grandes proporciones, acompañado de otros
hidrocarburos y gases cuya concentración depende de la localización del yacimiento. El
gas natural es una energía eficaz, rentable y limpia, y por sus precios competitivos y su
eficiencia como combustible, permite alcanzar una economía prospera en el negocio. Por
ser el combustible más limpio de origen fósil, contribuye decisivamente en la lucha contra
la contaminación atmosférica, y es una alternativa energética que destacará en el siglo
XXI por su creciente participación en los mercados mundiales. (PDVSA)
2.4 Componentes del gas natural
No existe una composición o mezcla que se pueda tomar para generalizar la
composición del gas natural. Cada gas tiene su propia composición, de hecho dos pozos
de un mismo yacimiento pueden tener una composición diferente entre sí. También la
composición del gas varia conforme el yacimiento va siendo explotado, es por eso que
se deberá hacer un análisis periódico al gas que es extraído, para adecuar los equipos
de explotación a la nueva composición y evitar problemas operacionales. Cuando el gas

natural es extraído de los yacimientos presenta impurezas las cuales hay que eliminar ya
que pueden provocar daños al ambiente, corrosión en equipos o disminuir el valor
comercial del gas. El gas natural está formado por una mezcla de hidrocarburos en
estado gaseoso por los miembros más volátiles de la serie parafinita de hidrocarburos
(CnH
2n+2) desde Metano (CH
4 o C
1) hasta el heptano y componentes más pesados
(C7H
16
+
o C7
+
). Además, el gas natural puede contener componentes no hidrocarburos
(impurezas como el CO2, H
2S, N
2, He, vapor de agua y otros gases inertes). Otros
contaminantes son arenas y sales en estado sólido y parafinas y asfáltenos.
Generalmente contiene fracciones pesadas de propano y más pesados que generan
condensados a condiciones de presión y temperatura favorables.
Mediante su procesamiento y tratamiento las impurezas son eliminadas y se separa
el metano de los otros componentes: etano, propano, butanos, pentano y gasolina
natural. El gas natural tal como se obtiene en la salida de los yacimientos presenta
algunas características que dificultan su uso tanto domestico como industrial, siendo el
caso de que todo gas proveniente de los yacimientos está acompañado por una cantidad
importante de agua que suele estar en estado gaseoso junto con los componentes que
integran la mezcla de hidrocarburos. En la Tabla 2.1 se muestra los componentes del
gas natural. (DCG “Gas natural”, 2005)
Tabla 2.1. Componentes del Gas Natural (DCG “Gas natural”, 2005)
CLASE COMPONENTE FORMULA
Hidrocarburos
Metano CH4
Etano C2H6
Propano C3H8
i-Butano iC4H10
n-Butano nC4H10
i-Pentano iC5H12
n-Pentano nC5H12

Ciclopentano C5H10
Hexano y Pesados C6H14+
Gases Inertes
Nitrogeno, Helio N2, He
Argon, Hidrogeno Ar, H2
Oxigeno O2
Gases Acidos
Acido Sulfhídrico H2S
Dióxido de Carbono CO2
Compuesto de Azufre
Mercaptanos R-SH
Sulfuros R-S-R
Bisulfuros R-S-S-R
Otros Vapor de Agua -
2.5 Productos del gas natural
2.5.1 Gas metano (comercial)
El gas metano es un producto refinado, proveniente del procesamiento del gas natural,
compuesto en más de un 70% por el metano (CH4), además de etano, propano, butano
y otros en menor cuantía. El gas metano es separado de los líquidos y se comercializa
vía gasoductos. Entre los usos más comunes del gas metano está el de combustible
para la generación de electricidad, en la fabricación de aluminio, productos siderúrgicos,
cemento y materiales de construcción, papel, cartón, textiles, vidrio, alimentos, etc.
Además como combustible de uso domestico y comercial. También como insumo por la
industria petroquímica para la obtención de amoniaco, acido nítrico, urea, sulfato de
nitrato de amonio y fertilizantes, en las industrias usado para obtener el hidrogeno
requerido para la reducción del mineral de hierro en las plantas. (DCG “Gas natural”,
2005)
2.5.2 Gas natural licuado (GNL)
Es el gas residual formado por metano en estado líquido, esto se logra a menos -162°C y
presión atmosférica. Bajo estas condiciones el metano ocupa un volumen seiscientas

(600) veces menor que en forma gaseosa lo cual permite su transporte en barcos
especialmente acondicionados llamados metaneros. El gas natural licuado se regasifica
en los puertos de resección mediante la aplicación de calor en vaporizadores para su
posterior transporte hacia los centros de consumo industrial, comercial y domestico.
(PDVSA)
2.5.3 Gas natural comprimido (GNC)
Otra de las formas de comercialización es por vía de su almacenamiento, una vez
comprimido, en tanques especiales bajo presiones de alrededor de 3500 lb/pie2. Esta
modalidad permite transportar con mayor facilidad el gas y no requiere de sistemas de
revaporización, su mercado varía desde el uso automotriz hasta clientes industriales con
el uso de tanques estacionarios con consumos moderados y que no tengan accesos a
redes de gas. (PDVSA)
2.5.4 Gas licuado de petróleo (GLP)
El gas licuado del petróleo es una mezcla de hidrocarburos en estado líquido formados
esencialmente por dos componentes del gas natural, propano y butano, los cuales
permanecen en estado líquido a presiones moderadas y temperatura ambiente. El GLP
se almacena y transporta en estado líquido. Posee mayor poder calorífico que el GNL,
siendo sus vapores más pesados que el aire, por lo que tienden a acumularse en las
zonas más bajas, contrario a lo que ocurre con el gas natural o metano que es más
liviano que el aire. (PDVSA)
2.5.5 Fracciones licuables del gas natural
Las fracciones licuables del gas natural como son: etano, propano, butano y gasolinas
naturales en forma líquida, son condensados en plantas de fraccionamiento que están
formadas por torres de separación vertical, donde el producto de fondo de una torre es la
alimentación de la siguiente.
El proceso de fraccionamiento comienza con la torres desetanizadora que recibe una
mezcla de amplio rango de ebullición de etano, propano, butano y gasolinas naturales
donde el producto condensado es el etano, luego sigue la despropanizadora de donde
se extrae el propano, la torre siguiente es la desbutanizadora donde el producto tope son

los butanos que alimentan a la separadora de butanos y el producto de fondo son las
gasolinas naturales y finalmente se encuentra la fraccionadora de gasolina donde el
producto de tope es la gasolina y el producto de fondo es un corte de residuos pesados.
Estos productos son de gran utilidad en la industria petroquímica el etano y el
propano en la producción de etileno y propileno para la producción de plásticos y
resinas: los butanos, en la producción de metil-terbutil-eter. (PDVSA)
2.6 Características de combustión y llamas del gas natural
Las características de formación de llama permiten explicar el comportamiento de la
combustión de mezclas de gases combustibles aire en cuanto al encendido, el desarrollo
y la estabilidad de la combustión, lo cual resulta de particular importancia en las
aplicaciones industriales de gas natural.
2.6.1 Limites de inflamabilidad
En la tabla 2.2 se muestra los límites de inflamabilidad de mezclas gas - aire a 20° C y
presión atmosférica.
Tabla 2.2. Limites de inflamabilidad
COMPONENTE %VOLUMEN EN AIRE
Límite Inferior Límite Superior
Monóxido de Carbono (CO) 12.5 74
Hidrogeno (H2) 4.1 74
Metano (CH4) 5.3 14
Etileno (C2H4) 3 29
Etano (C2H6) 3.2 12.5
Propano (C3H8) 2.4 9.5
Butano (C4H10) 1.9 8.4
Pentano (C5H12) 1.4 7.8
Benceno (C6H6) 1.4 6.7
Gas Natural 4.8 13.5

En una atmósfera homogénea de gas metano en aire, solo se dan condiciones de
inflamabilidad si la proporción de metano se encuentra entre 5 y 15%.
El rango inflamable del gas natural (metano) resulta relativamente estrecho en
comparación con el de otros gases, por lo cual deberá controlarse el nivel de exceso de
aire para evitar problemas en el encendido.
La presencia de nitrógeno y vapor de agua en la zona de inflamación puede
restringir estos valores.
2.6.2 Temperatura de inflamación
En la tabla 2.3 se muestran las temperaturas de autoinflamación de algunos gases y
vapores determinados según Ensayo DIN 51794 a presión atmosférica.
Tabla 2.3. Temperaturas de autoinflamación
COMBUSTIBLE TEMPERATURA °C
Monóxido de Carbono (CO) 605
Hidrogeno (H2) 400
Metano (CH4) 537
Etano (C2H6) 515
Propano (C3H8) 450
nPentano (nC5H12) 260
iOctano (iC8H18) 210
Benceno (C6H6) 6.7
La temperatura de autoinflamación del gas natural resulta relativamente alta y se
explica por constituir el metano una molécula perfecta que requiere un esfuerzo notable
para disociarse antes de reaccionar y desencadenar la ignición.

2.7 Componentes para un sistema de recuperación de líquidos de una corriente de
gas natural
2.7.1 Separador
Son equipos usados para separar mezclas de dos o más fases, las cuales pueden están
formadas por: una fase vapor y una liquida; una fase vapor y una solida; dos fases
liquidas inmiscibles (aceite-agua); una fase vapor y dos liquidas o alguna otra
combinación de las anteriores. A un separador también se le conoce con el nombre de
depurador, decantador o deshidratador. Usualmente en la industria se requiere de algún
tipo de separación de fases, es por ello que los separadores juegan un papel muy
importante y por lo que un diseño apropiado es de suma importancia, debido a que estos
tipos de recipiente son normalmente los equipos iniciales en muchos procesos. (PDVSA
“Compresores, principios básicos”, 1996)
2.7.1.1 Principios de la separación
En el diseño de separadores es necesario tomar en cuenta los diferentes estados en que
pueden encontrarse los fluidos y el efecto que sobre éstos puedan tener las diferentes
fuerzas o principios físicos.
Los principios fundamentalmente considerados para realizar la separación física de
vapor, líquidos o sólidos son: el momentum o cantidad de movimiento, la fuerza de
gravedad y la coalescencia. Toda separación puede emplear uno o más de estos
principios, pero siempre las fases de los fluidos deben ser inmiscibles y de diferentes
densidades para que ocurra la separación.
2.7.1.2 Parámetros que intervienen en el diseño de un separador
A título de ejemplo, supóngase el diseño con un separador vertical. Además de lo que se
ha mencionado, anteriormente es necesario conocer lo siguiente:
Características y cantidad de gas que se producirá por el tope de la unidad.
Características y cantidad de líquido que maneja el separador.
Con estos parámetros se suelen calcular el diámetro del recipiente, con capacidad
para manejar la cantidad de gas que habrá de producirse en las peores condiciones. Ello

corresponde al fluido más liviano, a la presión más baja y a la más alta temperatura que
eventualmente pueda producirse durante la vida útil de la unidad.
Dependiendo del tipo de fluido que permanecerá en el fondo del recipiente,
teóricamente 30 segundos deberían ser suficientes para que la espuma que se forma por
agitación se reduzca al mínimo, de tal manera que ese lapso debería ser suficientes para
considerar que el gas se ha separado de los líquidos. En la práctica las normativas
vigentes aplican condiciones más seguras.
De acuerdo a prácticas de campo se considera que para relaciones de gas-liquido
menores a 800, el diseño del separador será horizontal.
Con la gravedad API o densidad de los fluidos, se selecciona un tiempo de retención
que deba tener el líquido, para garantizar la separación. Fluidos livianos (por encima de
40 °API) tendrán 1,5 minutos como tiempo de residencia; para aquellos por debajo de 25
°API o para los petróleos espumosos, indistintamente de su densidad, se reservan 5
minutos de tiempo de retención y, minuto y medio para los que están en el centro de la
clasificación (entre 25 y 40 °API). Al dividir el volumen retenido entre el área
correspondiente al diámetro seleccionado se tendrá la altura teórica que se debe
reservar para el almacenamiento de los líquidos. (Aguirre, 2009)
2.7.1.3 Dimensionamiento de la unidad de separación
Una vez que se conoce el diámetro del recipiente, se debe seleccionar el diámetro
comercial y calcular la longitud del equipo. Una serie de normas perfectamente
establecidas le sirven de guía al diseñador para seleccionar la altura de cada una de las
partes que configuran el recipiente: altura de la zona líquida, espacio entre el nivel de
líquido y la boquilla de entrada, diámetro de la boquilla de entrada de los fluidos, altura
entre el tope de la boquilla y el extractor de niebla, espacio libre requerido para instalar el
extractor de niebla y la zona inmediata superior hasta la costura del separador. Al sumar
estas longitudes se debe obtener una razón de esbeltez (altura / diámetro) que, de
acuerdo con las diferentes normas puede oscilar entre 2 y 6. Los constructores de
equipos utilizan razones de esbeltez que, en ocasiones, se salen de las normas.
2.7.1.4 Velocidad critica
La velocidad crítica es una velocidad de vapor calculada empíricamente que se utiliza
para asegurar que la velocidad superficial de vapor, a través del tambor separador, sea
lo suficientemente baja para prevenir un arrastre excesivo de líquido. Tal velocidad no
está relacionada con la velocidad sónica.
2.7.1.5 Clasificación y descripción de los separadores
Se clasifican de la siguiente manera:
2.7.1.5.1 Según su forma en:
Separadores cilíndricos:
Separadores verticales
Separadores horizontales
Separadores esféricos
Separadores de dos barriles
Los separadores cilíndricos pueden clasificarse según su orientación:
Separadores verticales
En estos equipos, la fase pesada decanta en dirección opuesta al flujo vertical de la fase
liviana. Por consiguiente, si la velocidad de flujo de la fase liviana excede levemente la
velocidad de decantación de la fase pesada, no se producirá la separación de fases, a
menos que esta fase pesada coalesca en una gota más grande (ver figura 2.1). Entre
las ventajas y desventajas del separador vertical están:
Ventajas
Normalmente empleados cuando la relación gas o vapor–líquido es alta y/o cuando se
esperan grandes variaciones en el flujo de vapor/gas.
Mayor facilidad, que un tambor horizontal, para el control del nivel del líquido, y para la
instalación física de la instrumentación de control, alarmas e interruptores.
Ocupa poco espacio horizontal
La capacidad de separación de la fase liviana no se afecta por variaciones en el nivel
de la fase pesada.
Facilidad en remoción de sólidos acumulados.

Desventajas
El manejo de grandes cantidades de líquido, fuertes variaciones en la entrada de
líquido, o separación líquido–líquido, obliga a tener excesivos tamaños de recipientes,
cuando se selecciona esta configuración.
Requieren mayor diámetro, que un tambor horizontal, para una capacidad dada de
gas.
Requieren de mucho espacio vertical para su instalación
Fundaciones más costosas cuando se comparan con tambores horizontales
equivalentes.
Cuando hay formación de espuma, o quiere desgasificarse líquido ya recolectado, se
requieren grandes volúmenes de líquido y, por lo tanto, tamaños grandes de tambores
verticales.
Figura 2.1. Separador Vertical

Separador horizontal
En estos equipos, la fase pesada decanta perpendicularmente a la dirección horizontal
de flujo de la fase liviana, permitiendo que la fase liviana continua pueda viajar a una
velocidad superior a la velocidad de decantación de la fase pesada discontinua (hasta un
cierto límite), ver figura 2.2. Entre las ventajas y desventajas de este tipo de
separadores están:
Ventajas
Normalmente empleados cuando la relación gas o vapor–líquido es baja.
Requieren de poco espacio vertical para su instalación.
Fundaciones más económicas que las de un tambor vertical equivalente.
Por lo general, son más económicos.
Requieren menor diámetro, que un tambor vertical, para una capacidad dada de gas.
Manejan grandes cantidades de líquido, fuertes variaciones en la entrada de líquido, y
son capaces de separar líquido–líquido.
Los volúmenes de retención facilitan la desgasificación de líquido y el manejo de
espuma, si se forma.
Desventajas
Variaciones de nivel de la fase pesada afectan la separación de la fase liviana.
Ocupan mucho espacio horizontal.
Difícil remoción de sólidos acumulados (Necesidad de inclinar el recipiente o añadir
internos como tuberías de lavado).

Figura 2.2. Separador Horizontal
2.7.1.5.2 Según su función
Las tres configuraciones de separadores (cilíndricos, esféricos y de dos barriles), están
disponibles para operación bifásica y trifásica. En las unidades bifásicas el gas es
separado del líquido con el gas y el líquido descargados de manera separada. En los
separadores trifásicos, el fluido es separado en petróleo, gas y agua, y son descargados
de manera separada. (Contreras, 2004)
2.7.1.5.3 Según la presión de operación
Los separadores de petróleo y gas pueden operar a presiones que van desde un alto
vacío hasta 4.000 o 5.000 psi. La mayoría de los separadores de gas y petróleo operan
en el rango de operación de 20 a 1.500 psi.
Los separadores pueden ser referidos como de baja, de media, o de alta presión.
Los separadores de baja presión usualmente operan a presiones que están en el rango
de 10 a 20 psi hasta 180 a 225 psi. Los separadores de presión media usualmente
operan a una presión de 230 a 250 psi hasta 600 a 700 psi. Los separadores de alta

presión generalmente operan en un amplio rango de presión que va desde 750 a 1.500
psi. (Contreras, 2004)
2.7.1.5.4 Según su aplicación
Separador de prueba
Un separador de prueba es utilizado para separar y medir los fluidos de un pozo,
generalmente definido como un probador o verificador de pozo. Los separadores de
prueba pueden ser verticales, horizontales o esféricos, bifásicos o trifásicos;
permanentemente instalados o portátiles. Los separadores de prueba son equipados con
varios tipos de medidores para medir el petróleo, gas, y/o agua para pruebas de
potencial, de producción periódicas, de pozos marginales, entre otras pruebas.
(Contreras, 2004)
Separador de producción
Un separador de producción es utilizado para separar el fluido producido por un pozo, un
grupo de pozos, o una localización sobre una base diaria o continua. Estos separadores
pueden ser verticales, horizontales o esféricos, bifásicos o trifásicos. El rango en tamaño
va desde 12 pulgadas hasta 15 pie en diámetro, siendo común unidades que van desde
30 pulgadas hasta 10 pie en diámetro. El rango de longitud desde 6 a 70 pie y
comúnmente de 10 a 40 pie de largo. (Contreras, 2004)
Separador de baja temperatura
Un separador de baja temperatura es aquel donde el fluido del pozo a alta presión es
introducido en el recipiente a través de un estrangulador o válvula reductora de presión
de tal manera que la temperatura del separador es reducida apreciablemente por debajo
de la temperatura del fluido del pozo. La temperatura más baja en el separador causa la
condensación de vapores que de otra manera saldrían del separador en estado de
vapor. Los líquidos recuperados requieren la estabilización para prevenir la evaporación
excesiva en los tanques de almacenamiento.

Separador de medición
La separación de los fluidos del pozo en petróleo, gas y agua, y la medición de los
líquidos es llevado a cabo en un recipiente. Estos recipientes comúnmente son referidos
como separadores de medición y están para operación bifásica y trifásica. Estas
unidades están en modelos especiales que los hacen adecuados para la medición
precisa de crudos espumosos y pesados. La medición del líquido es normalmente
llevada a cabo por acumulación, aislamiento, y descarga de volúmenes dados en un
compartimiento de medición ubicado en la parte más baja del recipiente.
Separador elevado
Los separadores son instalados sobre plataformas en o cerca de patio de tanques o
sobre plataformas costa afuera de tal forma que el líquido pueda fluir desde el separador
hacia almacenamiento o a recipientes aguas abajo por gravedad, lo que permite operar
el separador a la más baja presión posible para capturar la máxima cantidad de líquido
que minimiza la pérdida de gas y vapor hacia la atmósfera o hacia el sistema de gas a
baja presión. (Contreras, 2004)
Separador por etapas
Cuando el fluido producido es pasado a través de varios separadores en serie, éstos son
referidos como separadores por etapa.
2.7.2 Intercambiadores de calor
El proceso de intercambio de calor entre dos fluidos que se encuentran a diferentes
temperaturas y separados por una pared solida, ocurre en muchas aplicaciones de la
ingeniería. El equipo que se debe usar para llevar a cabo dicho proceso se denomina
intercambiador de calor. Los rangos de temperatura, las fases de los fluidos, la cantidad
de energía térmica que se deberá transferir y la caída de presión permitida para los
fluidos caliente y frio, son algunas de las variables que determinan la configuración del
intercambiador de calor para una aplicación dada. (Karlekar, 1985)
Los intercambiadores de calor normalmente se clasifican de acuerdo con el arreglo
del flujo y el tipo de construcción. Existen diferentes configuraciones geométricas de flujo
posibles en un intercambiador de calor, las más importantes son las siguientes:
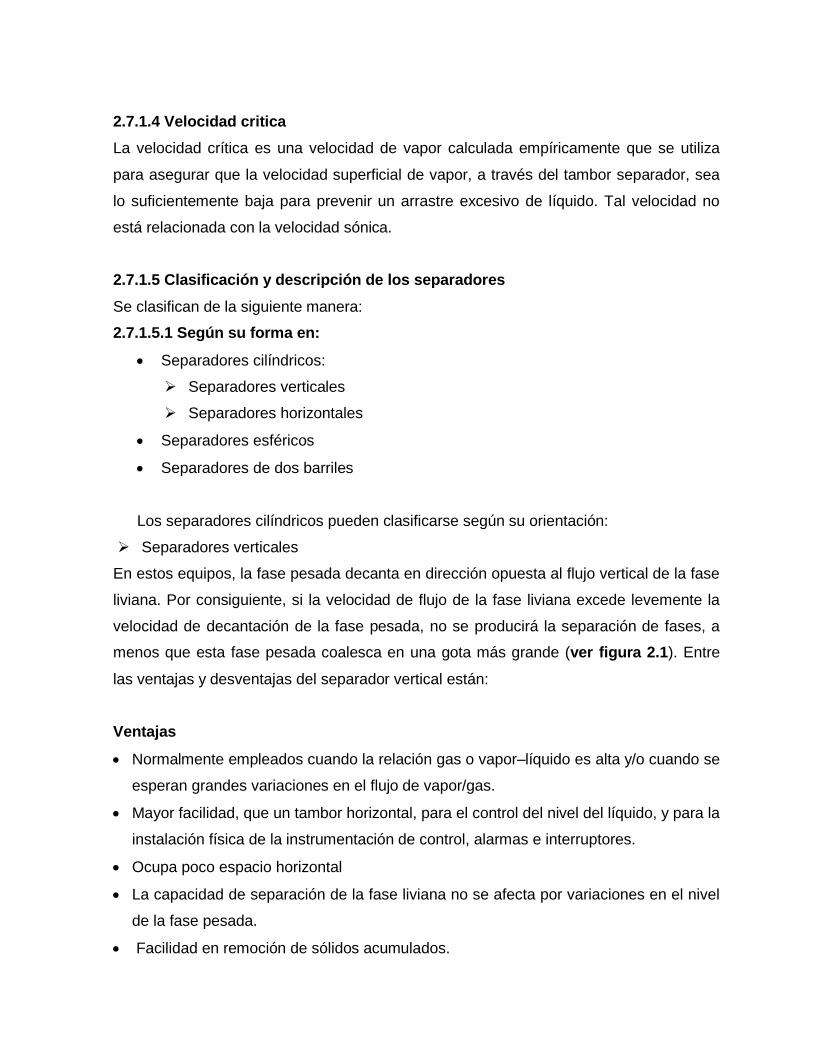
Según el arreglo de flujo se clasifican en:
Flujo paralelo: en este tipo de arreglo los fluidos frio y caliente entran por el mismo
extremo, fluyen en la misma dirección y salen por el extremo opuesto. (Ver figura 2.3)
Figura 2.3. Arreglo de flujo paralelo
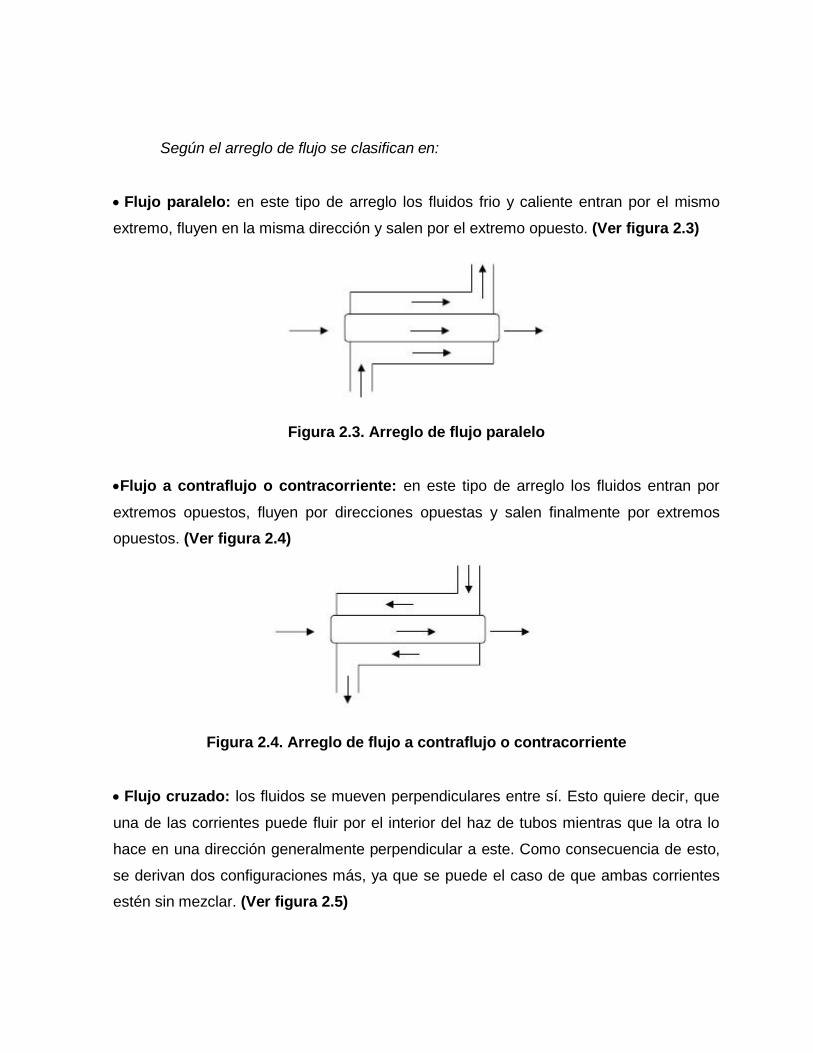
Flujo a contraflujo o contracorriente: en este tipo de arreglo los fluidos entran por
extremos opuestos, fluyen por direcciones opuestas y salen finalmente por extremos
opuestos. (Ver figura 2.4)
Figura 2.4. Arreglo de flujo a contraflujo o contracorriente
Flujo cruzado: los fluidos se mueven perpendiculares entre sí. Esto quiere decir, que
una de las corrientes puede fluir por el interior del haz de tubos mientras que la otra lo
hace en una dirección generalmente perpendicular a este. Como consecuencia de esto,
se derivan dos configuraciones más, ya que se puede el caso de que ambas corrientes
estén sin mezclar. (Ver figura 2.5)

Figura 2.5. Dos corrientes en flujo cruzado, corrientes sin mezclar
Según el tipo de construcción:
Intercambiadores de tubo y coraza: constituyen la parte más importante de los
equipos de transferencia de calor sin combustión en las plantas de procesos químicos.
Es recomendado cuando se requieren grandes superficies para la transferencia de calor
en forma económica y practica. Consiste de un haz de tubos paralelos encerrados en un
estuche cilíndrico llamado coraza. Las formas específicas difieren con el número de
pasos de tubos y coraza, y el tipo más sencillo recibe el nombre de intercambiador de
calor de tubería doble. (Perry, 1992)
Figura 2.6. Intercambiador de tubo y coraza.
2.7.2.1 Partes de un intercambiador de tubo y coraza
La mayoría de los intercambiadores que utilizan agua de enfriamiento son del tipo tubo y
coraza, debido a su elevada área de transferencia, versatilidad operacional y costo.
Estas razones justifican el estudio de este tipo de intercambiador, a su vez, las
condiciones de diseño recomendadas por sus fabricantes. A continuación se describen
las partes más importantes de un intercambiador de tubo y coraza como lo son: la
coraza, los tubos, los deflectores, chapa de tubos y el haz tubular.
Corazas: son las estructuras cilíndricas en las que se instalan las otras piezas del
intercambiador. La disponibilidad de distintos diseños de coraza aumenta al máximo la
superficie eficaz de transferencia de calor. Las corazas están hechas de tuberías de
acero con diámetro nominal por encima de 30 hasta 60 cm, el diámetro exterior real y el
diámetro nominal de la tubería son los mismos. El espesor normal de las paredes para
corazas es de 0,95 cm que es satisfactorio para presiones de operación del lado de la
coraza hasta 20 kgf/cm2, sin embargo, se pueden lograr mayores espesores de pared
para mayores presiones. (Ondeo-Degrémont, 2000)
Tubos: son los conductores finos ubicados dentro de la coraza que transporta uno de
los dos medios de intercambio de calor. Los tubos de un intercambiador de calor también
se denominan tubos de condensador y no deben confundirse con tuberías de acero. El
diámetro exterior de los tubos de un intercambiador es el diámetro real dentro de una
tolerancia. Estos pueden ser distintas clases de metal como acero, cobre, admiralty,
metal Muntz, latón, cobre/níquel (70/30), bronce de aluminio, aluminio y acero inoxidable.
(Powell, 1992)
Deflectores: consisten en tabiques verticales que hacen que los fluidos cambien de
dirección al circular por la coraza de un intercambiador de calor. En algunos casos,
dependiendo del servicio, los deflectores también pueden ser horizontales o
longitudinales. Para inducir la turbulencia fuera de los tubos es habitual usar deflectores
que hagan que el líquido circule por la coraza perpendicularmente a los ejes de los
tubos. Esto produce una turbulencia considerable, incluso cuando circula una pequeña
cantidad de fluido por la coraza. (NALCO, 1980)
Chapa de tubos: es la pieza de metal ubicada en el externo de un haz de tubos que
sujeta los extremos de los tubos, e impide totalmente el paso de fluidos o gases excepto
por los tubos. (Contreras, 2010)
Haz de tubos: es un grupo montado de tubos y deflectores fabricados en forma de
conjuntos separados que se encuentran dentro de la coraza. Los cabezales de los
canales son los extremos de los intercambiares de calor (a veces forman parte de la

coraza misma y a veces están sujetos por medio de pernos al extremo de la coraza) que
tiene la función de dirigir el fluido del lado de los tubos hacia la tapa del equipo. Un
tabique o deflector de canales es simplemente un deflector con un corte instalado en el
canal de un intercambiador antes de que salga del mismo. El empleo de más de un
tabique o deflector de canales puede hacer que el medio del lado de los tubos haga una
serie de pasadas hacia arriba y hacia abajo del haz de tubos antes de salir del
intercambiador. Hay intercambiadores de hasta 8 a 10 pasos, por los más comunes son
los de 4 a 6 pasos. No siempre es posible tener un número igual de tubos por cada paso
aunque en los intercambiadores grandes de desproporción normalmente no es mayor al
5%. (Snoeyink. & Jenkis, 1987)
2.7.2.2 Análisis de los intercambiadores de calor
Para diseñar o predecir el rendimiento de un intercambiador de calor, es esencial
relacionar la transferencia de calor con cantidades tales como las temperaturas de
entrada y salida del fluido, el coeficiente global de transferencia de calor, y el área
superficial total para la transferencia de calor. (Incropera & Dewitt, 1999)
Figura 2.7. Representación de los fluidos caliente y frio de un intercambiador de
calor.
2.8 Flujo de fluidos en tuberías
El teorema de Bernoulli es una forma de expresión de la aplicación de la ley de la
conservación de la energía al flujo de fluidos en una tubería, el cual establece que la
energía total en un punto cualquiera por encima de un plano horizontal arbitrario fijado
como referencia, es igual a la suma de la altura geométrica, la altura debida a la presión
y la altura debida a la velocidad. (PDVSA)

(Ec. 2.1)
donde:
V: Velocidad del fluido
g: Constante de gravedad
ρ: Densidad del fluido
h: Altura geométrica
P: Presión
La fórmula de Darcy–Weisbach usada con los factores de fricción de Moody y un
valor preciso de rugosidad absoluta, se considera la expresión más fundamental para el
cálculo de pérdida de presión para el flujo de líquidos y gases en tuberías.
Ésta es una ecuación empírica que relaciona la pérdida de carga hidraúlica (o
pérdida de presión) debido a la fricción a lo largo de una tubería dada con la velocidad
media del flujo del fluido.
(Ec. 2.2)
dónde:
hf = pérdida de carga debida a la fricción (m).
f = factor de fricción de Darcy (adim).
L = longitud de la tubería (m).
D = diámetro de la tubería (m).
v = velocidad promedio del fluido (m/s).
g = aceleración de la gravedad: g = 9,81 m/s2
El uso de las fórmulas de Panhandle o Weymouth, para calcular la pérdida total de
presión de tubería para gases, es a la vez más conveniente y de igual precisión que la
fórmula de Darcy–Weisbach, para pérdidas de presión que excedan el diez por ciento de
la presión de entrada. (PDVSA)
g
V
D
Lfh f
2
2
constghPV
2
2

La ecuación de Weymouth contempla flujos completamente turbulentos y en
diámetros menores a 12”.
(Ec. 2.3)
donde:
Q = Tasa de Flujo, pies cúbicos por hora a Tb y Pb. (Pie3/h)
Tb = Temperatura base o de contrato (°R) normalmente 520 °R.
Pb = Presión base o de contrato, lpca.
P1 = Presión de entrada al sistema considerado, lpca.
P2 = Presión de salida del sistema, lpca.
d = Diámetro interno de la tubería (pulg).
γ = Gravedad especifica del gas (adimensional)
Tf = Temperatura promedio del gas en el sistema en condiciones de flujo (°R).
L = Longitud de la tubería, millas.
La ecuación de Panhandle presentada a continuación aplica satisfactoriamente en
tuberías comerciales de 6 a 24 pulgadas bajo números de Reynolds entre 5x106 a
14x106.
:
6182.2
5394.0
4606.0
2
2
2
1
07881.1
****
**87,435 DZLT
PPE
Pb
TbQ
p
(Ec. 2.4)
donde:
Q = Caudal, m3/día.
D = Diámetro, (cm).
P1 y P2 = Presión, Kg/cm2 (abs).
γ = Gravedad especifica del gas (adimensional)
Tf = Temperatura del fluido (°C)
L = Longitud (Km).

E = Eficiencia de tubería, factor de experiencia (Adim).
Z = Factor de Compresibilidad del Gas.
Pb y Tb = Presión Base y Temperatura Base respectivamente (°R)
2.9 Estimado de costos
Es un pronóstico de los costos que conforman un proyecto de alcance y estrategia de
ejecución definidos que respalda la toma de decisiones en cada una de las fases de un
proyecto, el cual varía desde una estimación preliminar basada en una información
gruesa de las dimensiones del proyecto propuesto, hasta una estimación detallada
basada en planos y especificaciones completos. Entre estos dos extremos de estimación
de inversión de capital, pueden existir muchas otras clases de estimaciones, cuya
exactitud varía de acuerdo con el grado de desarrollo del proyecto. (PDVSA, 1999)
Todas las plantas e instalaciones son diseñadas para adecuarse a las condiciones
normales de operación, pero deben ser capaces de soportar alteraciones previsibles,
aunque sean ocasionales, sin generar daños. La seguridad de una instalación de
proceso debe iniciarse en la fase de diseño, seleccionando los debidos componentes e
instalándolos bajo normas y con rigurosos controles de calidad.
Los beneficios de la estimación de costos se resumen a continuación:
Beneficios desde el punto de vista económico
Visión temprana de alcance, costo, beneficios del proyecto.
Visión de costo durante la ingeniería de diseño, lo que permite hacer cambios al
alcance original garantizado calidad.
Contratación de obras a precios más justos (ahorros).
Base para comprar reclamos de obras contratistas.
Beneficios desde el punto de vista de la planificación
Permite la planificación de desembolsos a mediano y largo plazo.
Permite estimar de forma más efectiva los fondos en el presupuesto de inversiones.
Beneficios desde el punto de vista de control
Herramienta fundamental para un seguimiento de costos y avances de obras.

De acuerdo al grado de avance de la ingeniería y al método empleado los estimados
se clasifican en:
2.9.1 Clase V
Sé ha determinado la necesidad de un bien y servicio y/o se ha iniciado su
conceptualización. Existe una definición global a "grosso modo" del proyecto y de sus
principales unidades de proceso, donde la información disponible se limita esencialmente
a trabajos de laboratorio, tamaño o capacidad propuesta, ubicación geográfica, etc. La
probabilidad de que los costos finales resulten, dentro de más o menos 10% del
estimado, es del 15%.
2.9.2 Clase IV
Estimado con ingeniería conceptual completada, y se ha avanzado en las
especificaciones del diseño básico. Se han concluido los estudios para la preselección el
tipo y tamaño de los equipos mayores, así como también se han preparado los
diagramas principales de flujo y los requerimientos de servicios profesionales. La
probabilidad de que los costos finales resulten, dentro de más o menos 10% del
estimado, es un 30%.
2.9.3 Clase III
Es un pronóstico realizado después que la "base del diseño" del proyecto se ha
completado el 60 % de la ingeniería básica. Se han concluido también los estudios para
seleccionar el tipo, tamaño y parámetros de diseño para las plantas de procesamiento y
otras unidades y se ha comenzado el trabajo de diseño de equipos básicos incluyendo
las especificaciones de diseño. La probabilidad de que los costos finales resulten, dentro
de más o menos 10% del estimado, es del 60%.
2.9.4 Clase II
Es un pronóstico basado en especificaciones de diseño completadas (ingeniería básica),
las cuales son de un alcance suficiente como para definir íntegramente el proyecto para
el diseño y la ingeniería de detalle subsiguiente. Los principales componentes de
equipos, edificios, requerimientos de almacenaje, entre otros, han sido completamente

especificados en lo referente a tamaño, detalles críticos de diseño, materiales de
construcción, distribución física, entre otros. La probabilidad de que los costos finales
resulten, dentro de más o menos 10% del estimado, es del 80%.
2.9.5 Clase I
Es un estimado para contratación de obras y/o servicio acompañado de un pronóstico de
desembolsos, y que es realizado cuando el avance de la ingeniería de detalle es tal que
se dispone del diseño completo de fundaciones, estructuras, despliegues de líneas y
tuberías y se conocen cómputos métricos de los materiales de construcción. La
probabilidad de que los costos finales resulten dentro de más o menos el 10% del
estimado es del 90%. (PDVSA, 1983)
2.9.6 Estructura del estimado de costos
Los estimados de costos están estructurados de la siguiente forma:
Costo de ingeniería
Costo de los honorarios profesionales y costos asociados para el desarrollo de las
ingenierías conceptual, básica y detalle y apoyo a la procura. Incluye costo de
supervisión y aseguramiento de calidad.
Costo de procura
Costo de los materiales, equipos mayores y menores necesarios para la ejecución del
proyecto, así como también los costos asociados tales como: seguros, fletes,
nacionalización, transporte nacional, inspección en talleres y representantes de
vendedores, entre otros.
Costo de construcción
Costos de todos los materiales suministrados por la contratista, equipos de construcción
y mano de obra requeridos para llevar a cabo la ejecución de la obra, incluyendo los
costos de administración y utilidad del contratista. Así mismo, incluye los costos de
supervisión de construcción y aseguramiento de calidad de la obra.

Costo de gestión
Costos asociados a la gerencia del proyecto, incluyen tanto los honorarios profesionales
como los gastos reembolsables.
Costo de arranque
Costos asociados a asistencia técnica para el arranque, cuadrillas de arranque, químicos
y entrenamiento al personal de operación.
2.10 Descripciones del programa de simulación
Los programas utilizados en Ingeniería y muchos simuladores de procesos, reflejan el
avance tecnológico que ha tenido en los últimos años, la ingeniería de sistemas, la
informática y la computación. Estos paquetes permiten resolver de una forma rápida y
sencilla, infinidad de cálculos que continuamente realiza el ingeniero de procesos para el
análisis, evaluación y diseños de muchos equipos, además de cálculos de las
propiedades fisicoquímicas y termodinámicas de las corrientes involucradas, que de otra
forma llevarían semanas enteras de trabajo, se obtienen fácilmente en pocos minutos.
(Luque. S & Vega. A, 2005)
2.10.1 Hysys
El programa Hysys es un simulador desarrollado por la empresa Hyprotech, que permite
predecir las propiedades de los fluidos en diferentes plantas de procesos, donde puede
estar involucrados gran variedad de equipos tales como separadores, intercambiadores
de calor, compresores, bombas, entre otros. El programa realiza los cálculos en estado
estacionario y permite predecir las propiedades termodinámicas y variables de acuerdo a
la composición química de los fluidos involucrados.
Una buena elección del método termodinámico a emplear en la simulación es de
suma importancia para obtener resultados correctos. Los métodos termodinámicos
usados son las ecuaciones de estado, las cuales son expresiones matemáticas que
relacionan la densidad, temperatura, presión y composición. De una ecuación de estado
se puede calcular tanto el equilibrio de los componentes como sus entalpias y entropías.
Dicho simulador funciona como una estructura modular no secuencial, lo cual permite
introducir la información de una manera fácil en el orden en que el usuario lo requiera,

haciéndolo de esta manera interactiva. Hysys tiene la ventaja que reconoce cuando tiene
suficiente para realizar un cálculo y es consciente de los grados de libertad; por eso
cuando no se puede realizar una operación, quiere decir que no se dispone de la mínima
información necesaria. Cuando se realiza un cambio en alguna corriente u operación,
Hysys recalcula el proceso automáticamente, lo cual permite que el usuario enfoque su
atención en el plan conceptual de su problema y dejar los cálculos al simulador, que es
para lo que fue diseñado originalmente.
El programa HYSYS es una extensión de un simulador denominado HYSIM
desarrollado por Hyprotech para simular procesos de gas natural, refino de petróleo,
petroquímica y combustibles sintéticos el cual estaba inicialmente desarrollado sólo para
llevar a cabo modelización en estado estacionario. Empleando HYSYS es posible llevar
a cabo una simulación en estado estacionario, posteriormente adicionar controladores y
activar el integrador para llevar a cabo una simulación dinámica. Es un simulador
completamente interactivo que se diferencia de otros simuladores (por ejemplo, ASPEN
PLUS, PRO/II o CHEMCAD) en dos aspectos característicos: interpreta interactivamente
los comandos, desde el momento en que éstos se introducen, mientras que la mayoría
de los simuladores comerciales requieren que se pulse la tecla “Run” una vez que se ha
finalizado la introducción de datos. Además, pese a que -al igual que otros programas de
simulación utiliza subrutinas o procedimientos para modelizar las unidades de proceso,
es capaz propagar la información hacia adelante o hacia atrás a través de una operación
unitaria. Esto hace que en muchos casos sean innecesarios cálculos iterativos. Cuando
se suministra cualquier información nueva, el programa determina automáticamente qué
nueva información puede calcularse. (Aguilar. J, 2006)

CAPITULO III
DESARROLLO DEL PROYECTO
Para la realización de este trabajo y así cumplir con los objetivos trazados se llevó a
cabo la siguiente metodología:
3.1 Diagrama de flujo del sistema para la remoción de posibles condensados de
una corriente de gas natural destinada a un sistema de gas combustible.
Para elaborar este tipo de diagrama es necesario tomar en consideración lo estipulado
por las normas PDVSA N° L-TP 1.1 “Preparación de Diagramas de proceso”, PDVSA N°
L-TP 1.2 “Simbología para Planos de Proceso” las cuales explican de forma detallada los
pasos a seguir y los diferentes parámetros a considerar para su elaboración.
El diagrama representativo del sistema para la remoción de posibles condensados
de una corriente de gas natural destinada a un sistema de gas combustible se realizara
por medio del uso del programa Microsoft Office Visio 2007 el cual posee diferentes
categorías a seleccionar para la elaboración de todo tipo de diagramas de oficina,
diagramas de bases de datos, diagramas de flujo de programas, Diagramas de
Ingeniería entre otros.
En primer lugar el programa nos muestra una ventana en el que nos permite
seleccionar la categoría a utilizar, para este caso se selecciona la categoría de ingeniería
donde muestra los diferentes diagramas que nos ofrece el programa.
Se selecciona el diagrama de flujo de procesos que ofrece la categoría para
proceder a elaborar el diagrama.
Una vez que se ingresa a la sección de creación de diagrama, el programa muestra
una barra de herramientas que permite seleccionar los equipos que se pueden utilizar
para la elaboración del diagrama tales como intercambiadores, recipientes, válvulas,
accesorios y los canalizadores que nos permitirán realizar la interconexión entre los
equipos a utilizar.
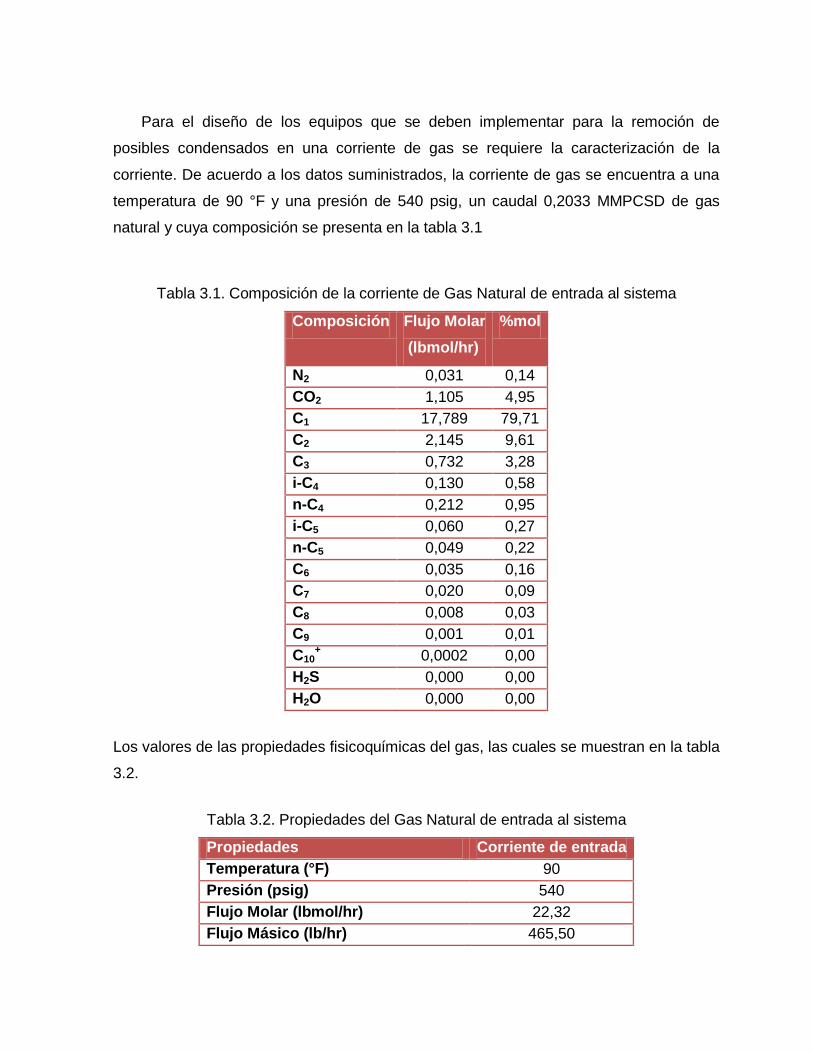
Para el diseño de los equipos que se deben implementar para la remoción de
posibles condensados en una corriente de gas se requiere la caracterización de la
corriente. De acuerdo a los datos suministrados, la corriente de gas se encuentra a una
temperatura de 90 °F y una presión de 540 psig, un caudal 0,2033 MMPCSD de gas
natural y cuya composición se presenta en la tabla 3.1
Tabla 3.1. Composición de la corriente de Gas Natural de entrada al sistema
Composición Flujo Molar
(lbmol/hr)
%mol
N2 0,031 0,14
CO2 1,105 4,95
C1 17,789 79,71
C2 2,145 9,61
C3 0,732 3,28
i-C4 0,130 0,58
n-C4 0,212 0,95
i-C5 0,060 0,27
n-C5 0,049 0,22
C6 0,035 0,16
C7 0,020 0,09
C8 0,008 0,03
C9 0,001 0,01
C10+ 0,0002 0,00
H2S 0,000 0,00
H2O 0,000 0,00
Los valores de las propiedades fisicoquímicas del gas, las cuales se muestran en la tabla
3.2.
Tabla 3.2. Propiedades del Gas Natural de entrada al sistema
Propiedades Corriente de entrada
Temperatura (°F) 90
Presión (psig) 540
Flujo Molar (lbmol/hr) 22,32
Flujo Másico (lb/hr) 465,50

Flujo volumétrico del gas (MMscfd) 0,2033
Viscosidad (cP) 0,01
Densidad (lb/pie³) 2,22
Capacidad Calorífica (Btu/lb ⁰F) 0,54
Entalpia (MBtu/hr) -0,91
Peso Molecular (lb/lbmol) 20,86
Gravedad Específica 0,7201
Z 0,8849
Como medio de enfriamiento en el intercambiador de calor se encuentra disponible
una corriente de gas con una temperatura de 68 °F, una presión de 484 psig y un flujo
volumétrico de 1,8 MMPCSD. La composición de dicha corriente se presenta en la tabla
3.3
Tabla 3.3. Composición de la corriente de gas de enfriamiento
Composición %mol
N2 0,025945514
CO2 0,0532880950
C1 0,8228719689
C2 0,1181518810
C3 0,0028939228
i-C4 0,0000997904
n-C4 0,0000997904
i-C5 0,0000000000
n-C5 0,0000000000
C6 0,0000000000
C7 0,0000000000
C8 0,0000000000
C9 0,0000000000
C10+ 0,0000000000
H2S 0,0000000000
H2O 0,0000000000

3.2 Balances de materia y energía del sistema para la remoción de posibles
condensados de una corriente de gas natural destinada a un sistema de gas
combustible empleando el simulador Hysys.
Los simuladores de procesos permiten la realización de balances rigurosos de materia y
energía para una amplia gama de procesos químicos y petroquímicos. Se utilizan en el
diseño de nuevos procesos, optimización de procesos existentes, evaluación del efecto
de cambios en las condiciones de operación.
Inicialmente en el simulador fue seleccionada como paquete termodinámico la
ecuación de estado Peng-Robinson
Se introdujo la corriente de entrada de Gas Natural y de gas de enfriamiento
utilizando valores de composición y condiciones de operación mostrados en las tablas
3.1, 3.2 y 3.3 respectivamente
Se realizó el diagrama de la simulación conectando las corrientes de entrada y
salida las cuales se ubicaron de acuerdo al diagrama de flujo de proceso.
Una vez introducido los datos necesarios se obtienen los valores de las
propiedades y condiciones de las corrientes salientes e intermedias del proceso cuyos
resultados se muestran en la tabla 4.1

Figura 3.1. Diagrama del sistema para la remoción de posibles condensados de una
corriente de gas natural
3.3 Diseño de los equipos necesarios del sistema para la remoción de posibles
condensados de una corriente de gas natural destinada a un sistema de gas
combustible
3.3.1 Dimensionamiento de las tuberías de proceso
Para dimensionar las tuberías del proceso, se utiliza el flujo del fluido correspondiente a
las condiciones de diseño.
Todas las tuberías se dimensionan considerando la velocidad máxima permitida
desde el punto de vista de vibración, ruido y erosión. Para cumplir con éstos
requerimientos se utilizan criterios de diseño PDVSA, los cuáles se basan en las
ecuaciones fundamentales de flujo de fluidos (ecuaciones 2.1, 2.2, 2.3, y 2.4) y facilitan
la metodología que se va a llevar a cabo.
El espesor estándar más común para tuberías es el derivado del American
Petroleum Institute (API), dónde las tuberías se clasifican según el espesor de pared de
tubería, llamado Schedule. Estos están relacionados con la presión nominal de la tubería
y son un total de once, comenzando por 5 y seguido de 10, 20, 30, 40, 60, 80, 100, 120,
140 y 160. Para tuberías de diámetro nominal de 6 pulgadas y menores, el Schedule 40
(denominado a veces ‘standard weight’) es el más ligero. Además este cubre la gama
completa de medidas nominales desde ½ hasta 24 pulgadas, lo que representa una fácil
disponibilidad a la hora de seleccionar el diámetro nominal.
Para evitar que ocurra taponamiento por ensuciamiento ante la posible presencia de
sólidos suspendidos en el flujo que transita por las tuberías, el diámetro nominal elegido
para dichas tuberías no debe ser menor a 2 pulgadas.
Los cálculos de las tuberías de líquido y gas del proceso se sustentan en los
flujos mostrados en la tabla 3.4.

Tabla 3.4 Flujos de las corrientes del proceso
3.3.1.1 Cálculos para el dimensionamiento de la tubería de líquido
El dimensionamiento de la tubería de descarga de condensado del separador se efectúa
principalmente a partir de la velocidad del flujo, por tal motivo se aplicaron los criterios de
diseño para la caída de presión y velocidad de acuerdo a la norma PDVSA 90616.1.0.24
“Dimensionamiento de tuberías de procesos” que se muestran en las tablas 3.5 y 3.6
respectivamente.
Tabla 3.5 Caídas de presiones recomendadas para tuberías de líquido (PDVSA
90616.1.0.24 Dimensionamiento de tuberías de procesos)
Servicio Perdida friccional de
carga hidrostática (pie
de líquido/ 100 pie de
tubería)
Notas
Agua 1-2
Hidrocarburo 1-3
Bomba centrifuga Verifique el
NPSH: 6 pie/s
velocidad
máxima
Succión 1-3
Descarga 2-4
Flujo Volumétrico
MMscfd Bpd
Gas Natural de
entrada
0,2033 -
Corriente al
Separador
0,2031 0,0903
Gas Natural hacia
combustión
0,2031 -
Condensado - 0,0903

Tabla 3.6 Criterios de velocidad (PDVSA 90616.1.0.24 Dimensionamiento de tuberías de
procesos)
Criterios de velocidad para hidrocarburos líquidos
Diámetro nominal (pulg)
2 o menor 3 a 10 10 a 20
Descripción Velocidad (pie/s)
Succión de bomba 1,5 a 2,5 2 a 4 3 a 6
Cabezal de descarga (largo) 2,5 a 3,5 3 a 5 4 a 7
Conexiones de descarga (corta) 4 a 9 5 a 12 8 a 15
Drenajes 3 a 4 3 a 5 -
Diámetro de línea de condensado
Se efectúa el cálculo de diámetro preliminar aplicando los criterios para
dimensionamiento de líneas de líquidos y la ecuación de continuidad la cual se
muestra a continuación:
(Ec. 3.1)
dónde:
Dmin=diámetro mínimo de la tubería en pulg.
Q= caudal de líquido en pie3/s.
V = velocidad del fluido en pie/s.
Los diámetros nominales de las tuberías seleccionadas son iguales al
inmediato superior calculado y que sea comercial.
De acuerdo a la tabla 3.4 el caudal de líquido es de 0,0903 bpd (5,9x10-6
pie3/s). De
la tabla 3.6 se define que la velocidad permitida en líneas con diámetros igual o menor a
2 pulgadas para hidrocarburos líquidos, debe estar en un rango de 2,5 a 3,5 pie/s para
cabezal de descarga largo.
De acuerdo a la Ec. 3.1 el diámetro mínimo es:

Dmin=0,0014 pie= 0,0168 pulg
El diámetro nominal que cumple con el mínimo requerido es la tubería de 2 pulgadas
“Schedule” 40 (DI= 2,07)
Una vez obtenido el diámetro de la tubería se calcula la velocidad del fluido, la cual
se despeja de la ecuación 3.1 quedando de la siguiente manera:
(Ec. 3.2)
Utilizando la Ec. 3.2 se calcula la velocidad del fluido
3.3.1.2 Cálculo para el dimensionamiento de las tuberías de gas
Se considera como criterios de diseño que las velocidades del gas no superen la
velocidad de erosión de las tuberías.
La velocidad máxima en las tuberías no debe superar el 80 % de la
velocidad de erosión, dada por la siguiente ecuación:
(Ec. 3.3)
Dónde:
Ve= velocidad de erosión en pie/s.
ρ= densidad del fluido en lb/pie3

De acuerdo a la norma PDVSA L-TP 1.5 “Cálculo hidráulico de tuberías”, los
criterios hidráulicos para gases y vapores (no vapor de agua) son los siguientes:
Tabla 3.7. Criterios de caída de presión por unidad de longitud para gases y vapores
Tipo de servicio
P (psi/100 pie)
Nivel de presión, psig
P > 500 ≤2
200 < P ≤500 ≤1,5
150 < P ≤200 ≤0,6
50 < P ≤150 ≤0,3
0 < P ≤50 ≤0,15
Subatmosférica ≤0,1
Gas dentro de los límites de batería ≤0,5
Diámetro de línea de Gas Natural de Entrada
Para el cálculo de la tubería de gas se debe llevar el flujo de gas a las
condiciones de operación con la siguiente ecuación:
(Ec.3.4)
dónde:
Qop= caudal de gas en pie3/s.
T= temperatura de operación en °R.
Z= factor de compresibilidad de los gases adimensional.
P= presión de operación en psia.
Qg= flujo volumétrico del gas en MMscfd
Se sustituye los valores de la tabla 3.2, arrojando el siguiente valor:

Para obtener la velocidad máxima se calcula el 80% de la velocidad de erosión con
la ecuación 3.3 sustituyendo los valores de la tabla 3.2 dando el siguiente resultado:
Una vez obtenido la velocidad y el caudal de gas se calcula el diámetro de la
tubería con la ecuación análoga a la 3.1 pero en este caso para el gas.
Dmin=0,037 pie= 0,444 pulg
El diámetro nominal que cumple con el mínimo requerido es la tubería de 2 pulgadas
“Schedule” 40 (DI= 2,07)
Una vez obtenido el diámetro de la tubería se calcula la velocidad del fluido, con la
ecuación 3.2
El cálculo de la tubería de Gas Natural hacia el sistema de combustión fue realizado
con la misma metodología sustituyendo los datos de la tabla 4.1.
Los resultados arrojados se muestran en la tabla 4.2
3.3.1.3 Cálculo para el dimensionamiento de la tubería de flujo multifásico
Los criterios dados por separado para las fases líquidas y vapor se pueden
aplicar al flujo bifásico en tuberías horizontales, como se indica a continuación:
Para flujos donde el líquido es dominante (Rl ≥ 0,7) se pueden usar los criterios
dados para líneas de líquido.

Para flujos donde el gas es dominante (Rl ≤ 0,0001) se pueden usar los
criterios dados para líneas de gas.
Para flujos bifásicos con valores intermedios de Rl se deben satisfacer los criterios
tanto del vapor como del líquido.
Rl se define como la resistencia real del líquido dentro de la tubería, y está dado por
la expresión:
(Ec. 3.5)
Dónde:
Ql= flujo volumétrico del líquido en bpd.
Qg= flujo volumétrico del gas en bpd.
Para el cálculo RI se debe llevar el flujo volumétrico del gas de la corriente al
separador a bpd con la siguiente ecuación:
(Ec.3.6)
Dónde:
Q= flujo volumétrico de la fase gas en bpd
Qop= caudal de la fase gas en pie3/s.
El caudal de la fase gas en pie3/s se calcula con la ecuación 3.4, sustituyendo de
valores de la fase gas de la corriente al separador mostrados en la tabla 4.1, obteniendo
el siguiente valor:
Una vez obtenido caudal de la fase gas en pie3/s se obtiene el flujo volumétrico de la
fase gas en bpd con la ecuación 3.6
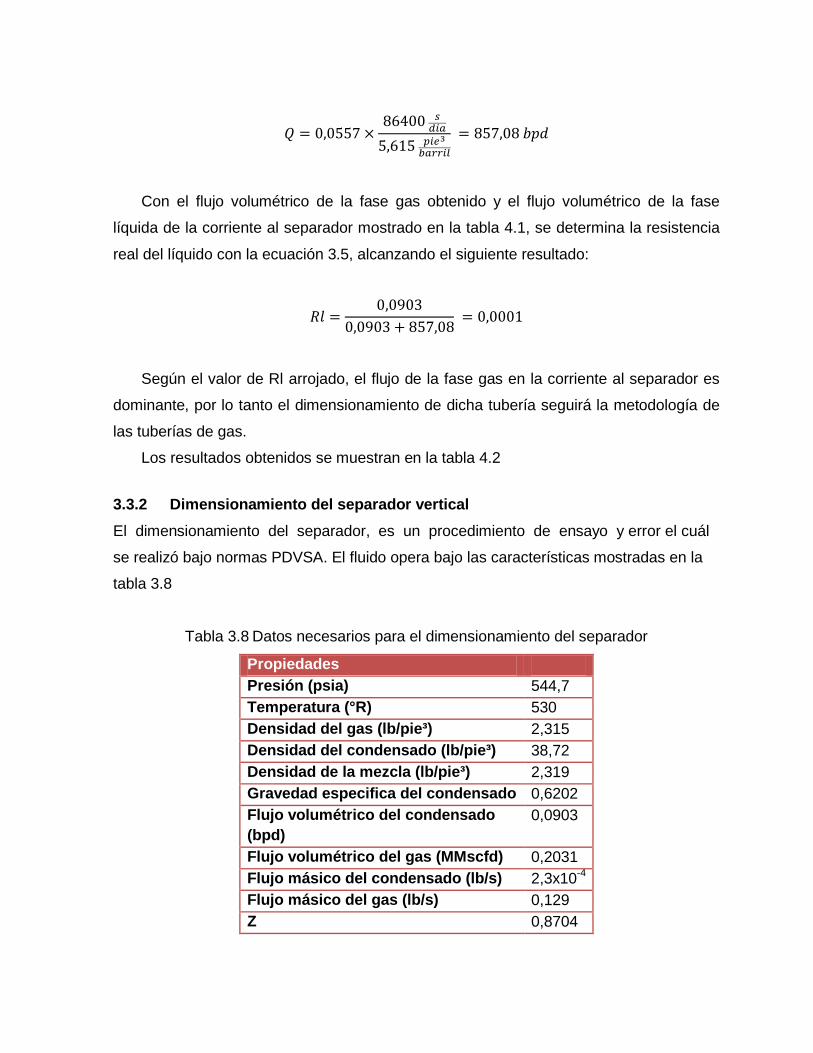
Con el flujo volumétrico de la fase gas obtenido y el flujo volumétrico de la fase
líquida de la corriente al separador mostrado en la tabla 4.1, se determina la resistencia
real del líquido con la ecuación 3.5, alcanzando el siguiente resultado:
Según el valor de Rl arrojado, el flujo de la fase gas en la corriente al separador es
dominante, por lo tanto el dimensionamiento de dicha tubería seguirá la metodología de
las tuberías de gas.
Los resultados obtenidos se muestran en la tabla 4.2
3.3.2 Dimensionamiento del separador vertical
El dimensionamiento del separador, es un procedimiento de ensayo y error el cuál
se realizó bajo normas PDVSA. El fluido opera bajo las características mostradas en la
tabla 3.8
Tabla 3.8 Datos necesarios para el dimensionamiento del separador
Propiedades
Presión (psia) 544,7
Temperatura (°R) 530
Densidad del gas (lb/pie³) 2,315
Densidad del condensado (lb/pie³) 38,72
Densidad de la mezcla (lb/pie³) 2,319
Gravedad especifica del condensado 0,6202
Flujo volumétrico del condensado
(bpd)
0,0903
Flujo volumétrico del gas (MMscfd) 0,2031
Flujo másico del condensado (lb/s) 2,3x10-4
Flujo másico del gas (lb/s) 0,129
Z 0,8704

3.3.2.1 Diámetro del separador
Como primer paso para determinar el diámetro del separador se debe determinar el flujo
volumétrico a condiciones operacionales del gas con la ecuación 3.4 y del condensado
despejando la ecuación 3.6 obteniendo los siguientes resultados.
Para el gas:
Para el condensado:
Seguidamente debe estimarse la velocidad del gas (Vg) utilizando la siguiente
ecuación:
(Ec. 3.7)
dónde:
K= constante de Souders Brown (eliminador de niebla) en pie/s.
ρl= densidad del condensado en lb/pie³.
ρg= densidad del gas en lb/pie³
La constante de Sounders Brown se determina aplicando el siguiente criterio:

dónde:
Wl= Flujo másico del condensador en
Wg= Flujo másico del gas en lb/s
Sustituyendo los términos de flujo másico mostrados en la tabla 3.8
Como 0,1 el valor del factor K a utilizar es 0,35
Introduciendo los valores en la ecuación 3.7
Una vez obtenida la velocidad del gas se procede a calcular el diámetro del
separador haciendo uso de la siguiente ecuación:
(Ec. 3.8)
Sustituyendo los términos en la ecuación 3.8
Diámetro mínimo es igual a 3 pulgadas.
El diámetro comercial para el separador que cumple con el diámetro mínimo
requerido es de 12 pulgadas.

3.3.2.2 Diámetro de las boquillas del separador
Para el cálculo de las boquillas se utiliza la siguiente ecuación:
(Ec. 3.9)
dónde:
DB=diámetro de la boquilla en pie
VB= velocidad en la boquilla (pie/s)
Q= caudal del fluido (pie³/s)
Con la finalidad de tener un régimen de flujo adecuado, para el cálculo de la
velocidad del flujo que circula por la boquilla se utiliza la siguiente relación:
(Ec. 3.10)
dónde:
ρ= densidad del fluido en lb/pie³
Cálculo de la boquilla de entrada
El flujo que circula por la boquilla de entrada comprende gas y condensado, por lo tanto
en las ecuaciones 3.9 y 3.10 se utilizaran las propiedades de la mezcla.
Introduciendo la densidad de la mezcla mostrada en la tabla 3.8 en la ecuación 3.10
se determina la velocidad en la boquilla de entrada.
El caudal de la mezcla viene dado por la siguiente ecuación:
(Ec. 3.11)

dónde:
Qm= caudal de la mezcla en pie3/s.
Qopc= caudal de condensado en pie3/s.
Qopg= caudal de gas en pie3/s.
Sustituyendo en la ecuación 3.11
Una vez obtenido el caudal de la mezcla se sustituyen los valores en la ecuación 3.9
El diámetro comercial que cumple con el mínimo requerido para la boquilla de entrada es
de 2 pulgadas
Cálculo de la boquilla de salida de gas
El flujo que circula por la boquilla comprende solo gas, por lo tanto en las ecuaciones 3.9
y 3.10 se utilizaran las propiedades del gas.
Introduciendo la densidad del gas mostrada en la tabla 3.8 en la ecuación 3.10 se
determina la velocidad en la boquilla de salida de gas.
Se sustituyen los valores en la ecuación 3.9

El diámetro comercial que cumple con el mínimo requerido para la boquilla de salida
de gas es de 2 pulgadas
Cálculo de la boquilla de salida de condensado
Para la velocidad de la boquilla de salida de condensado el valor se escoge de un rango
de 3 a 3,3 pie/s, para evitar que se origine erosión y/o deposición.
El valor seleccionado fue 3,15 y se introduce en la ecuación 3.9
El diámetro comercial que cumple con el mínimo requerido para la boquilla de salida de
condensado es de 2 pulgadas.
3.3.2.3 Altura del separador
La altura total del separador se calcula con la siguiente ecuación:
(Ec. 3.12)
dónde:
ht= Altura del separador (pulg)
h1= Distancia entre la línea tangente superior y el demister (pulg)
h2= Altura del demister o extractor de niebla (pulg)
h3= Distancia entre el demister y la boquilla de entrada (pulg)
h4= Diámetro de la boquilla de entrada (pulg)
h5= Distancia entre la boquilla de entrada y el nivel de liquido (pulg)
h6= Nivel de líquido (pulg)

Cálculo de h1
Se hace uso de la siguiente ecuación para el cálculo de la distancia h1:
(Ec. 3.13)
dónde:
dsep= Diámetro comercial del separador (pulg)
dBG= Diámetro comercial de la boquilla de salida de gas (pulg)
h0= Distancia de la boquilla de salida de gas a la línea tangente superior (pulg)
La distancia h0 se determina con la siguiente relación:
(Ec. 3.14)
Sustituyendo el valor en la ecuación 3.14
Una vez obtenido h0 se introducen los valores en la ecuación 3.13
Cálculo de h2
La altura del extractor de niebla tiene un valor de 6 pulgadas, por lo tanto la distancia h2
tendrá siempre el mismo valor.
Cálculo de h3
La distancia h3 es el 60% del diámetro del separador y se obtiene con la ecuación a
continuación
(Ec. 3.15)

Sustituyendo el valor en la ecuación 3.15
El valor mínimo permitido para la distancia h3 es de 36 pulgadas, por lo tanto no se
utiliza el valor calculado.
Cálculo de h4
La distancia h4 representa el diámetro de la boquilla de entrada cuyo valor es 2
pulgadas.
Cálculo de h5
La distancia h5 es el 30% del diámetro del separador y se obtiene con la ecuación a
continuación
(Ec. 3.16)
Sustituyendo el valor en la ecuación 3.16
El valor mínimo permitido para la distancia h5 es de 24 pulgadas, por lo tanto no se
utiliza el valor calculado.
Cálculo de h6
Se hace uso de la siguiente ecuación para el cálculo de la distancia h6:
(Ec. 3.17)
dónde:
Vl= Volumen de retención de líquido en pie3
Al= Área ocupada de líquido en el recipiente en pie2
El volumen de retención de líquido se determina utilizando la siguiente ecuación:
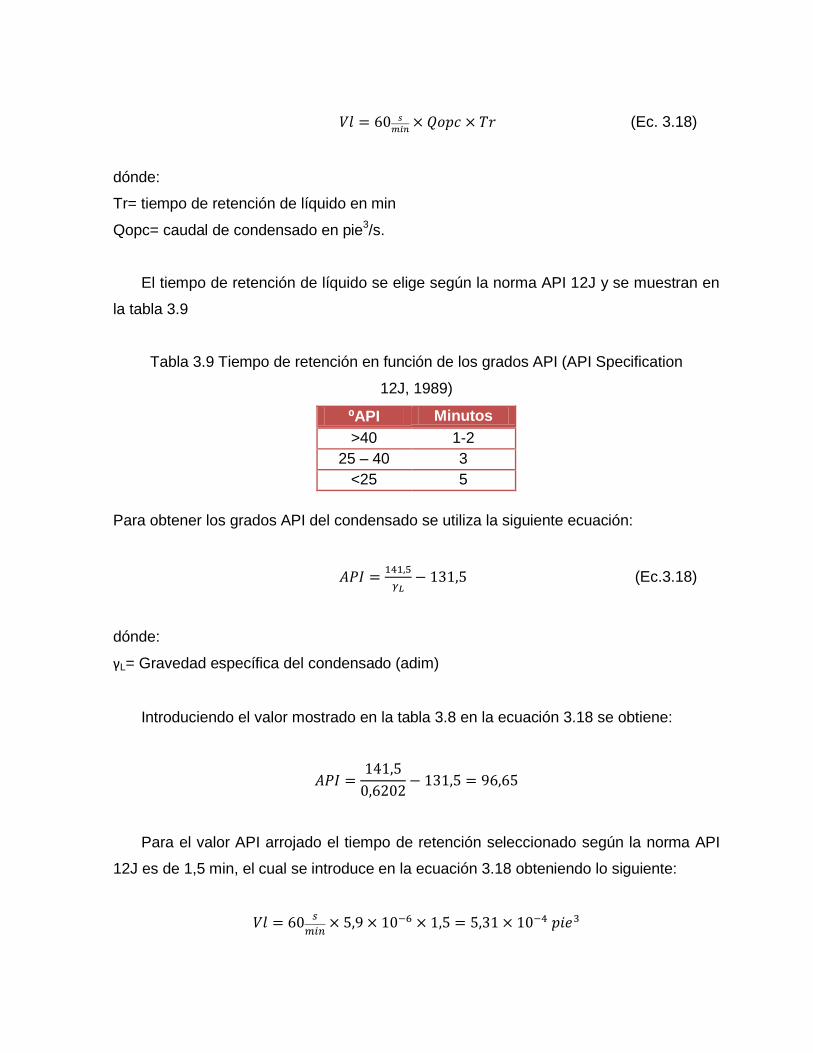
(Ec. 3.18)
dónde:
Tr= tiempo de retención de líquido en min
Qopc= caudal de condensado en pie3/s.
El tiempo de retención de líquido se elige según la norma API 12J y se muestran en
la tabla 3.9
Tabla 3.9 Tiempo de retención en función de los grados API (API Specification
12J, 1989)
⁰API Minutos
>40 1-2
25 – 40 3
<25 5
Para obtener los grados API del condensado se utiliza la siguiente ecuación:
(Ec.3.18)
dónde:
γL= Gravedad específica del condensado (adim)
Introduciendo el valor mostrado en la tabla 3.8 en la ecuación 3.18 se obtiene:
Para el valor API arrojado el tiempo de retención seleccionado según la norma API
12J es de 1,5 min, el cual se introduce en la ecuación 3.18 obteniendo lo siguiente:

El área ocupada de líquido se determina utilizando la siguiente ecuación:
(Ec. 3.19)
dónde:
dsep= Diámetro comercial del separador (pie)
Introduciendo el diámetro en la ecuación 3.19 se obtiene:
Sustituyendo los términos en la ecuación 3.17
Finalmente una vez obtenidos las distancias h1-6, se introducen en la ecuación 3.12
para determinar la altura del separador
Por último se tiene como criterio de diseño la relación de esbeltez del separador.
Según PDVSA para separadores verticales está en un rango de 3 a 5, por lo tanto éste
fue el rango seleccionado.

La relación de esbeltez para el separador se calcula con la siguiente ecuación
(Ec. 3.20)
dónde:
L/D = Relación de Esbeltez
dsep= Diámetro comercial del separador (pulg)
ht= Altura del separador (pulg)
Sustituyendo los valores en la ecuación 3.20
La relación de esbeltez obtenida no cumple con el rango de diseño seleccionado, por
lo tanto se debe reemplazar el diámetro comercial con el inmediato superior y realizar
nuevamente los cálculos de las distancias h0, h1, h3, h5 y h6 hasta que se cumpla con el
criterio. Los resultados de las iteraciones se muestran en la tabla 3.10
Tabla 3.10 Iteraciones de la Relación de esbeltez
dsep
(pulg)
h0(pulg) h1(pulg) h3(pulg) h5(pulg) A
(pie2)
h6(pulg) ht(pulg) L/D
12 3 2 36 24 0,7854 8,11x10-3
70,1 5,8
16 4 3 36 24 1,3963 4,56x10-3
71 4,4
3.3.3 Dimensionamiento del intercambiador de calor
Utilizando el programa de simulación Hysys se determinaron las propiedades físicas de
las corrientes de entrada y salida del intercambiador, del lado de los tubos y del lado de
la coraza, y se presentan en la tabla 3.11.

Tabla 3.11 Condiciones de operación y propiedades físicas de los fluidos en el
intercambiador.
Lado Tubos Lado Carcaza
Entrada Salida Promedio Entrada Salida Promedio
Temperatura (°F) 90 70 80 68 69,78 68,89
Peso Molecular 20,86 20,86 20,86 19,31 19,31 19,31
Densidad (lb/pie3) 2,217 2,319 2,268 1,891 1,840 1,8655
Cond. térmica
(BTU/h.pie2°F)
0,0199 0,0191 0,0195 0,0192 0,0192 0,0192
Capacidad Calorífica
(Btu/lb ⁰F)
0,5418 0,5435 0,5427 0,5337 0,5321 0,5329
Viscosidad (cP) 0,0125 0,0122 0,0124 0,0119 0,0119 0,0119
Flujo Másico Lb/hr 465,50 3816,8
Gravedad Específica 0,7201 0,7193 0,7197 0,6667
Coeficiente de
transferencia de calor
total
1,156 BTU/h pie2°F
3.3.3.1 Cálculo del calor perdido por el gas en el intercambiador de calor
Para realizar el cálculo del calor perdido se empleó la siguiente ecuación.
(Ec. 3.21)
Dónde:
Q: calor perdido (Btu/h)
mg: masa del gas natural (lb/h)
cp: capacidad calorífica (Btu/lb.°F)
T1: temperatura de entrada de la carcaza del intercambiador (°F)
T2: temperatura de salida de la carcaza del intercambiador (°F)
Se usan las propiedades físicas promedio del gas, encontradas en la tabla 3.11 y se
sustituye en la ecuación 3.21. Para un flujo de gas de 465,50 lb/h:
= 𝑚 𝐶 ( 1 2)
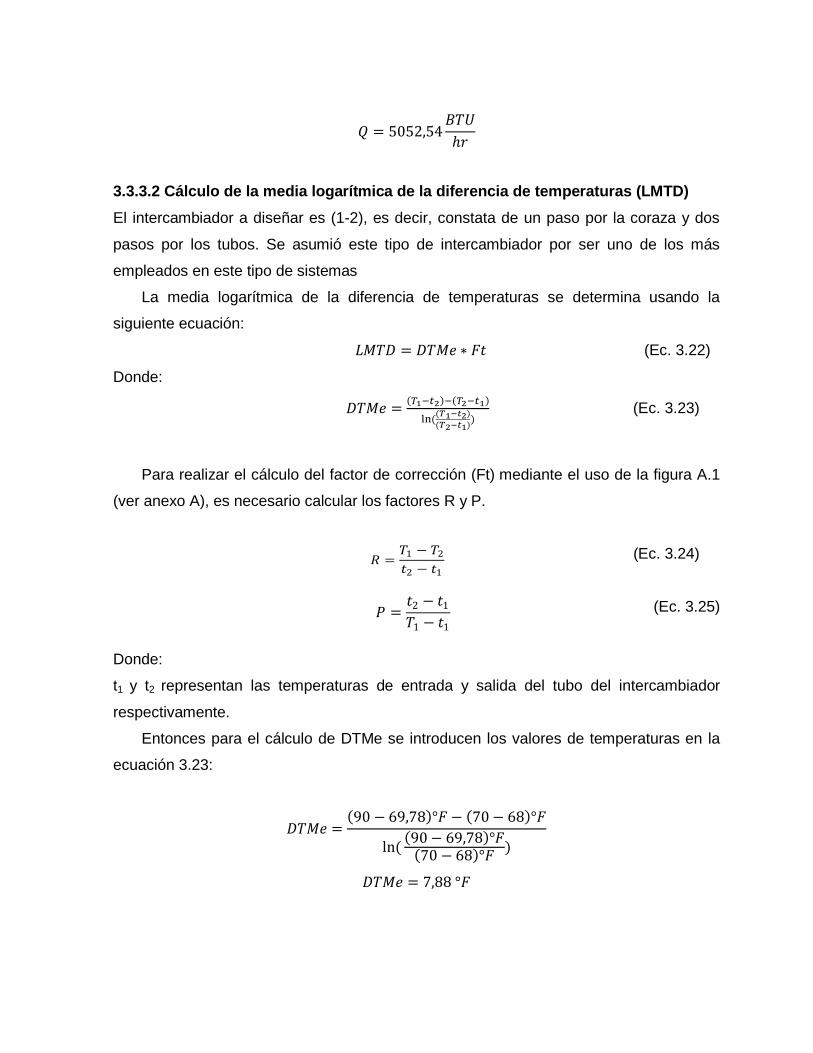
3.3.3.2 Cálculo de la media logarítmica de la diferencia de temperaturas (LMTD)
El intercambiador a diseñar es (1-2), es decir, constata de un paso por la coraza y dos
pasos por los tubos. Se asumió este tipo de intercambiador por ser uno de los más
empleados en este tipo de sistemas
La media logarítmica de la diferencia de temperaturas se determina usando la
siguiente ecuación:
(Ec. 3.22)
Donde:
(Ec. 3.23)
Para realizar el cálculo del factor de corrección (Ft) mediante el uso de la figura A.1
(ver anexo A), es necesario calcular los factores R y P.
(Ec. 3.24)
(Ec. 3.25)
Donde:
t1 y t2 representan las temperaturas de entrada y salida del tubo del intercambiador
respectivamente.
Entonces para el cálculo de DTMe se introducen los valores de temperaturas en la
ecuación 3.23:
= 1 2
2 1
= 2 1
1 1

Para determinar el factor de corrección Ft se utilizan las ecuaciones 3.24 y 3.25 para
calcular los parámetros R y P:
Con estos dos valores se lee de la figura A.1. (Ver anexo A) correspondiente a un
intercambiador (1-2) y se lee el factor Ft.
Introduciendo el valor de Ft y DTMe en la ecuación. 3.22
3.3.3.3 Cálculo de la superficie requerida
El área de transferencia de calor en el intercambiador se determina mediante el uso de la
siguiente ecuación:
(Ec.3.26)
Donde los valores Q y LMTD en la ecuación se obtuvieron anteriormente. Por lo
tanto para obtener el área de transferencia de calor (Ax), se necesita evaluar solamente
el coeficiente de transferencia de calor total U.
3.3.3.4 Calculo del coeficiente de transferencia de calor total
Para realizar este cálculo se necesita realizar una serie de iteraciones partiendo de un
coeficiente de transferencia de calor total supuesto obtenido mediante el simulador
𝑥 =

HYSYS, el cual se encuentra en los valores de la tabla 3.11. El valor en la tabla es de
1,156 BTU/h pie2°F y luego de un proceso de iteraciones, se llegó a un valor de:
Sustituyendo los valores correspondientes de la media logarítmica y el calor en la
ecuación 3.26 se obtiene el área de transferencia de calor:
𝑥
𝑥
3.3.3.5 Longitud requerida para la transferencia de calor
De acuerdo a las bibliografías se decide utilizar tubos de acero al carbono BWG 18 de 1
pulg de diámetro. Se sabe que:
(Ec. 3.27)
En donde a partir de la ecuación 3.27, despejando L:
(Ec. 3.28)
Sustituyendo valores correspondientes en la ecuación 3.28 se tiene una longitud
total de:
3.3.3.6 Números de tubos del intercambiador
=
12

La selección de la longitud de los tubos es afectada por la disponibilidad y el costo del
mismo, los tubos de 20 pie de longitud es la medida comúnmente preferida en las
industrias petroleras, petroquímicas y carboníferas nacional (IPPCN).
(Ec.3.29)
Utilizando la ecuación 3.29 y sustituyendo los valores correspondientes se tiene:
Aproximando el valor obtenido se tiene:
3.3.3.7 Cálculo del coeficiente de transferencia de calor convectivo en los tubos
3.3.3.7.1 Cálculo del área de flujo en los tubos
Para realizar este cálculo utiliza la ecuación:
(Ec. 3.30)
Donde el área de flujo de cada tubo (At) es de 0,639 pulg2 para tubos de BWG 18 de
1 pulg de diámetro externo según la figura A.2 (ver anexo A). Sustituyendo los valores
correspondientes en la ecuación 3.30 se obtiene que:
3.3.3.7.2 Cálculo de la velocidad másica en los tubos
Se utilizó la siguiente ecuación:
(Ec. 3.31)
= 𝑞
á
=
144
𝐺 =𝑚

Sustituyendo los valores respectivos en la ecuación 3.31.
𝐺
𝐺
3.3.3.7.3 Cálculo del número de Reynolds
El número de Reynolds para el lado de los tubos se determinó usando esta ecuación:
(Ec. 3.32)
Para realizar los cálculos se transforma la viscosidad promedio del gas de cP de la
tabla 3.11 a lb/hpie y el diámetro interno se transforma a pie.
Para modelo de tubos BWG 18 de 1 pulg de diámetro externo, se tiene un diámetro
interno de 0,902 pulg según la figura A.2 (Ver anexo A). Sustituyendo los valores
correspondientes en la ecuación 3.32 se tiene:
3.3.3.7.4 Coeficiente de transferencia de calor convectivo en los tubos
Se tiene la siguiente ecuación:
= 𝐺
µ

(Ec. 3.33)
El factor de transferencia de calor JHt se lee de la figura A.3 (ver anexo A), utilizando
el número de Reynolds e interceptando en la gráfica, se obtiene un valor de:
El valor del factor φg para gases, vapores de hidrocarburos y agua es 1. Estos
valores y los valores promedio de las propiedades físicas del gas tomadas de la tabla
3.11 se sustituyen en la ecuación 3.33:
3.3.3.8 Cálculo del coeficiente de transferencia de calor convectivo en la carcaza
3.3.3.8.1 Diámetro de la carcaza
Para el diseño de un intercambiador de 67 tubos de 1 pulg de diámetro con arreglo
triangular, con un espaciamiento de 1 1/4 pulg y 2 pasos del gas por los tubos. Utilizando
la figura A.4 (ver anexo A) e interpolando se obtiene un diámetro de la carcaza de 13,25
pulgadas.
3.3.3.8.2 Cálculo del área de flujo en la carcaza
El área de flujo en la carcaza se determinó con la ecuación:
(Ec. 3.34)
Para el cálculo del factor C’ se utilizó la Ec.
𝐶 (Ec. 3.35)
= 𝐻 ∅
( 𝐶 µ
)
13
= 𝐶′
144
El espaciado de deflectores (B), utilizado para mantener una buena distribución de
flujo, y se fijó como el 32% del diámetro interno de la carcaza, el cual se muestra en la
ecuación.
(Ec. 3.36)
Donde Pt se determinó usando la figura A.5 (ver anexo A) para un arreglo triangular
y diámetro del tubo igual a 1 pulgada
Sustituyendo los valores correspondientes en la ecuación 3.35:
𝐶
𝐶
El espaciado de deflectores se determinó con la ecuación 3.36
Sustituyendo los valores correspondientes en la ecuación 3.34 se tiene:
3.3.3.8.3 Cálculo de la velocidad másica en la carcaza
Para el cálculo de la velocidad másica en la carcaza se utilizó la ecuación:
(Ec. 3.37)
𝐺 =𝑚𝑤
= 4 (
12 0,86 1
2 2
412
)
Mediante el uso del simulador, se puede observar en la tabla 3.11 que la cantidad de
gas que circula por la carcaza es de 3816,8 lb/h.
Utilizando la ecuación 3.37 y sustituyendo los valores correspondiente se tiene:
𝐺
𝐺
3.3.3.8.4 Cálculo del número de Reynolds
De igual manera se utilizó la ecuación 3.32, pero en este caso se usa el diámetro
equivalente, el cual se obtiene con la siguiente ecuación:
(Ec. 3.38)
Donde:
RH= área de flujo/perímetro húmedo
(Ec. 3.39)
Sustituyendo la ecuación 3.39 en la ecuación 3.38 se tiene:
(Ec. 3.40)
Se sustituyen los valores correspondientes en la ecuación 3.40 y se obtiene:
𝐻 =
12 0,86 1
2 2
412

Convirtiendo este valor a pies se tiene:
De igual forma que para el lado de los tubos, se transforma la viscosidad promedio
del gas de cP a lb/hpie:
Sustituyendo los valores correspondientes en la ecuación 3.32:
3.3.3.8.5 Coeficiente de transferencia de calor convectivo en la carcaza
Se utiliza la siguiente ecuación:
(Ec. 3.41)
El factor de transferencia de calor para la carcasa (JHs) se lee de la figura A.6 (ver
anexo A), utilizando el número de Reynolds e interceptando en la figura se tiene:
El valor del factor φw según la figura para hidrocarburos líquidos es 0.96. Estos
valores, junto con los promedios de las propiedades físicas del gas, tomadas de la tabla
3.11 se sustituyen en la ecuación 3.41
= 𝐻 ∅ 𝑘
(𝐶 µ
𝑘)
13
3.3.3.8.6 Corrección del coeficiente de transferencia de calor convectivo en los
tubos
Para realizar el cálculo de la corrección del coeficiente de transferencia de calor
convectivo en los tubos se usa la siguiente ecuación:
(Ec. 3.42)
Sustituyendo tenemos en la ecuación 3.42 tenemos:
3.3.3.8.7 Cálculo del coeficiente de transferencia de calor total limpio
Para determinar el coeficiente de transferencia de calor limpio se utiliza la ecuación:
(Ec. 3.43)
Sustituyendo los valores correspondientes en la ecuación 3.43 se tiene:
El coeficiente de transferencia de calor total calculado es parecido al supuesto, lo
que implica que el área de transferencia de calor calculada es la correcta, entonces se
prosigue a calcular la caída de presión en el intercambiador de calor.
=
=
+

3.3.3.9 Caída de presión en el intercambiador de calor
La caída de presión en un intercambiador de calor es producto de tres tipos de perdidas:
las perdidas por fricción debido al fluido, las pérdidas debido a cambios en la dirección
del flujo y las pérdidas causadas por la expansión y contracción en las entradas y salidas
de las boquillas y tubos.
La caída de presión máxima permitida en el lado de los tubos es 10 lb/pulg² y en la
carcaza hasta 20 lb/pulg²
3.3.3.9.1 Caída de presión en el lado de la carcaza
La caída de presión en la carcaza se determina con la ecuación:
(Ec. 3.44)
Para calcular el número de cruces del fluido en la carcaza se utilizó la ecuación
(Ec.3.45)
De la tabla 3.11 se tiene el valor de la gravedad específica del gas:
El factor de fricción leído de la figura A.7 (ver anexo A), utilizando el número de
Reynolds arroja un valor de:
Con la ecuación 3.45 el número de cruces del fluido en la carcaza es:
Sustituyendo los valores en la ecuación 3.44 se tiene:
∆ = 𝐺
2 ( + 1)
5,22 1010 ∅
+ 1 = 12

∆
∆
3.3.3.9.2 Caída de presión en los tubos
La caída de presión total del lado de los tubos se calculó con la ecuación:
(Ec. 3.46)
La gravedad específica del gas del lado tubo se tiene en la tabla:
El factor de fricción para el lado de los tubos se lee de la figura A.8 (ver anexo A):
Los factores Y y B se leen de la figura A.9 (ver anexo A) utilizando la velocidad
másica en los tubos:
Sustituyendo valores en la ecuación 3.46 se obtiene:
∆
∆
Las caídas de presión calculadas en los tubos y en la carcaza son menores a las
permitidas, por lo que se establece que es un diseño aceptable.
∆ =
∅+

3.4 Estimación de costos de materiales y equipos
Esta etapa comprendió la elaboración del estimado de costo según la clase, magnitud,
características, alcance del proyecto. La metodología consiste en una estimación
preliminar, la cual solo se basara en el costo de materiales y equipos mayores del
proyecto.
3.4.1 Estimación de costos del intercambiador de calor
La estimación del costo del intercambiador de calor se realiza mediante el Método de
Guthrie, el cual consiste en lo siguiente:
3.4.1.1 Costo base
Primeramente se determina un costo base utilizando la Fig.B.1 (ver anexo B). Para un
área calculada de 347,287 pie2 se tiene un costo para el año 1968 de:
Cb= 4300 $
3.4.1.2 Ajuste del costo
El costo base por efecto de la geometría requerida para el equipo y el material de
construcción se ajusta utilizando la siguiente ecuación:
𝐶 𝐶 (Ec. 3.47)
dónde:
Cfob= costo base ajustado ($)
Cb= costo base de Guthrie ($)
Fp= factor de corrección de presión
Fd= factor de corrección por geometría
Fm= factor de corrección por material de construcción
De la figura B.2, los factores de ajuste de acuerdo al tipo de intercambiador y a la
presión de diseño son:

Para intercambiador de calor de cabezal flotante, Fd= 1
Para presiones entre 800 psia, Fp= 0,52
De la Fig.B.3 (ver anexo B), el factor de ajuste para el tipo de material de la carcaza
y los tubos es:
Para la carcaza y los tubos de acero al carbono, Fm= 1
Sustituyendo estos valores en la ecuación 3.47:
𝐶
3.4.1.3 Costo del módulo
Viene dado por la siguiente ecuación:
𝐶 𝐶 (Ec. 3.48)
dónde:
Cmd= costo de modulo ($)
Fmd= factor de modulo
Para intercambiadores de calor, de la Fig. B.4 (ver anexo B):
Fmd= 3,39
Sustituyendo los valores en la ecuación 3.48:
𝐶
3.4.1.4 Ajuste del costo del módulo
Viene dado por la siguiente ecuación:
𝐶 𝐶 𝐶 𝐶 (Ec. 3.49)

Dónde:
Cmda= costo de modulo ajustado ($)
Sustituyendo los valores de los costos del modulo, costo base y costo base ajustado
en ecuación 3.49 se tiene:
𝐶
3.4.1.5 Costo actual
Para determinar el costo actual del equipo se utilizan los índices de costos para el año
1968 y el actual.
Se calcula con la ecuación a continuación:
𝐶 𝐶
(Ec. 3.50)
dónde:
Ca= costo actual ($)
Ia= índice de costo para el año 1968
Ip= índice de costo para el año actual
Los índices de costos obtenidos de la revista Chemical Engineering son:
Ip= 113,7 (para el año 1968)
Ia= 567,3 (para el año 2013)
Sustituyendo los valores correspondientes en la ecuación (3.50):
𝐶
3.4.1.6 Costo total del equipo

Finalmente para obtener el Costo total del equipo, se añade un 15% de contingencia
(recomendado por Guthrie) al costo actual.
Se determina a partir de la siguiente ecuación:
𝐶 𝐶 (Ec. 3.51)
dónde:
Ct= costo total del equipo ($)
Introduciendo el término en la ecuación 3.51:
𝐶
3.4.2 Estimación de costos del separador
De igual forma que el intercambiador de calor la estimación del costo del separador se
realiza mediante el Método de Guthrie
3.4.2.1 Costo base
Se determina un costo base utilizando la Fig.B.5 (ver anexo B). Para un recipiente
vertical con un diámetro de 1,3 pie y una longitud de 5,9 pie se tiene un costo para el año
1968 de:
Cb= 500 $
3.4.2.2 Ajuste del costo
El costo base para el equipo por efecto de la presión y el material de construcción se
ajusta utilizando la siguiente ecuación:
𝐶 𝐶 (Ec. 3.52)
dónde:
Cfob= costo base ajustado ($)
Cb= costo base de Guthrie ($)
Fp= factor de corrección de presión
Fm= factor de corrección por material de construcción
De la figura B.6, el factor de ajuste de acuerdo a la presión de diseño es:
Para una presión de 600 psia, Fp= 1,60
De la Fig.B.7 (ver anexo B), el factor de ajuste para el tipo de material de
recubrimiento es:
Acero al carbono, Fm= 1
Sustituyendo estos valores en la ecuación 3.52:
𝐶
3.4.2.3 Costo del módulo
Se determina con la ecuación 3.48
Para recipientes verticales, de la Fig. B.4 (ver anexo B):
Fmd= 4,34
Sustituyendo los valores en la ecuación 3.48
𝐶
3.4.2.4 Ajuste del costo del módulo
Viene dado por la siguiente ecuación 3.49
Sustituyendo los valores de los costos del modulo, costo base y costo base ajustada
en dicha ecuación se tiene:
𝐶
3.4.2.5 Costo actual
Se calcula con la ecuación 3.50.

Sustituyendo índices de costo de la revista Chemical Engineering el costo de modulo
ajustado correspondiente en la ecuación
𝐶
3.4.2.6 Costo total del equipo
Utilizando la ecuación 3.51 se introduce el término correspondiente y se tiene:
𝐶
Para completar estimación de costos se determinó los costos de las tuberías de proceso
mediante ofertas presentadas por empresas de procura. En la tabla 3.47 que se muestra
a continuación se presentan los precios unitarios de dichas tuberías y el costo total
calculado para los equipos mayores.
Tabla. 3.12 Especificación de costos de materiales y equipos del proyecto
Descripción Unidad Cantidad Precio Unitario ($)
Total (BsF)
Intercambiador de Calor
Unidad 1 96470,6872 607.765,3294
Separador Unidad 1 14172,5211 89.286,8829
Tuberías
Tubería Ø 2” STD
m 4 45,0302 1.134,7619
Costo total (BsF) 698.186,9742
Costo total ($) 110.823,3292

CAPÍTULO IV
DISCUSIÓN DE RESULTADOS, CONCLUSIONES Y RECOMENDACIONES
4.1 Discusión de Resultados
4.1.1 Diagrama de flujo del sistema para la remoción de posibles condensados de
una corriente de gas natural destinada a un sistema de gas combustible.
Los diagramas de flujos de procesos son una representación grafica del proceso. Estos
diagramas utilizan símbolos con significados definidos que representan los pasos del
algoritmo, y el flujo de ejecución mediante flechas que conectan los puntos de inicio y de
fin de proceso. El uso de este tipo de diagramas favorece la comprensión del proceso al
mostrarlo como un dibujo. Un buen diagrama de flujo reemplaza varias páginas de texto.
El diagrama debe incluir los números y nombres de identificación del equipo, las
presiones y temperaturas, flujo másico/volumétricos de las corrientes seleccionadas del
proceso.
Se empleó la simbología típica que se utiliza para nombrar ciertos equipos,
identificación de los equipos según la primera letra de Tag, tabla de balances e
identificación de las corrientes y las características de los diferentes equipos utilizados
los cuales son colocados en la parte superior de dicho diagrama, tal como lo establecen
las normas PDVSA N° L-TP 1.1 “Preparación de Diagramas de proceso”, PDVSA N° L-
TP 1.2 “Simbología para Planos de Proceso”.

85
Figura 4.1 Diagrama de flujo del sistema de para la remoción de posibles condensados de una corriente de gas natural
destinada a un sistema de gas combustible.

86
4.1.2 Balances de materia y energía del sistema para la remoción de posibles
condensados de una corriente de gas natural destinada a un sistema de gas
combustible empleando el simulador Hysys.
El sistema propuesto para la remoción de posibles condensado en una corriente de gas
natural fue simulado con el software Hysys 3.2. Con la información suministrada se
evidenció que mediante el enfriamiento de dicha corriente se presenta la formación de
los condensados. Por lo tanto a partir de los valores recopilados del simulador se
procedió al dimensionamiento de los equipos requeridos en el sistema.
A continuación se presentan los resultados arrojados por el simulador Hysys del
balance de masa y energía
Tabla 4.1. Propiedades de las corrientes del proceso
Propiedades Unidad Corriente al
Separador
GN hacia
combustión
Temperatura °F 70 70
Presión Psig 535 535
Peso Molecular lb/lbmol 20,86 20,83
Densidad lb/pie³ 2,319 2,315
Fase
Vapor
Fase
Líquida
Flujo volumétrico
del gas
MMscfd 0,2031 - 0,2031
BPD - 0,0903 -
Densidad de cada
fase
lb/pie³ 2,315 38,72 -
Flujo Másico lb/hr 464,7 0,8262 464,7
Capacidad
Calorífica
Btu/lb⁰F 0,5435 0,5390 0,5435
Viscosidad cP 0,0122 0,2347 0,0122
Gravedad
Específica
0,7193 0,6202 0,7193
Z 0,8704 0,1710 0,8704

87
Tabla 4.1. Propiedades de las corrientes del proceso (continuación)
4.1.3 Diseño de los equipos necesarios del sistema para la remoción de posibles
condensados de una corriente de gas natural destinada a un sistema de gas
combustible
4.1.3.1. Dimensionamiento de las tuberías de proceso
Para la tubería de condensado se obtuvo un diámetro mínimo de 0,0168 por lo tanto el
diámetro nominal utilizado fue de 2 pulgadas cuyo diámetro interno se muestra en la
tabla 4.2 y permite que el fluido transite sin ningún inconveniente ya que es mayor al
diámetro requerido.
Propiedades Unidad Condensado Entrada Gas
Enfriamiento
Salida Gas
enfriamiento
Temperatura °F 70 68 69,78
Presión Psig 530 484 474
Peso Molecular lb/lbmol 68,45 19,31 19,31
Densidad lb/pie³ 38,72 1,891 1,840
Flujo
volumétrico del
gas
MMscfd - 1,8 1,8
BPD 0,0903 - -
Densidad de
cada fase
lb/pie³ - - -
Flujo Másico lb/hr 0,8262 3816,8 3816,8
Capacidad
Calorífica
Btu/lb⁰F 0,5390 0,5337 0,5321
Viscosidad cP 0,2347 0,0119 0,0119
Gravedad
Específica
0,6202 0,6667 0,6667
Z 0,1710 0,8995 0,9025
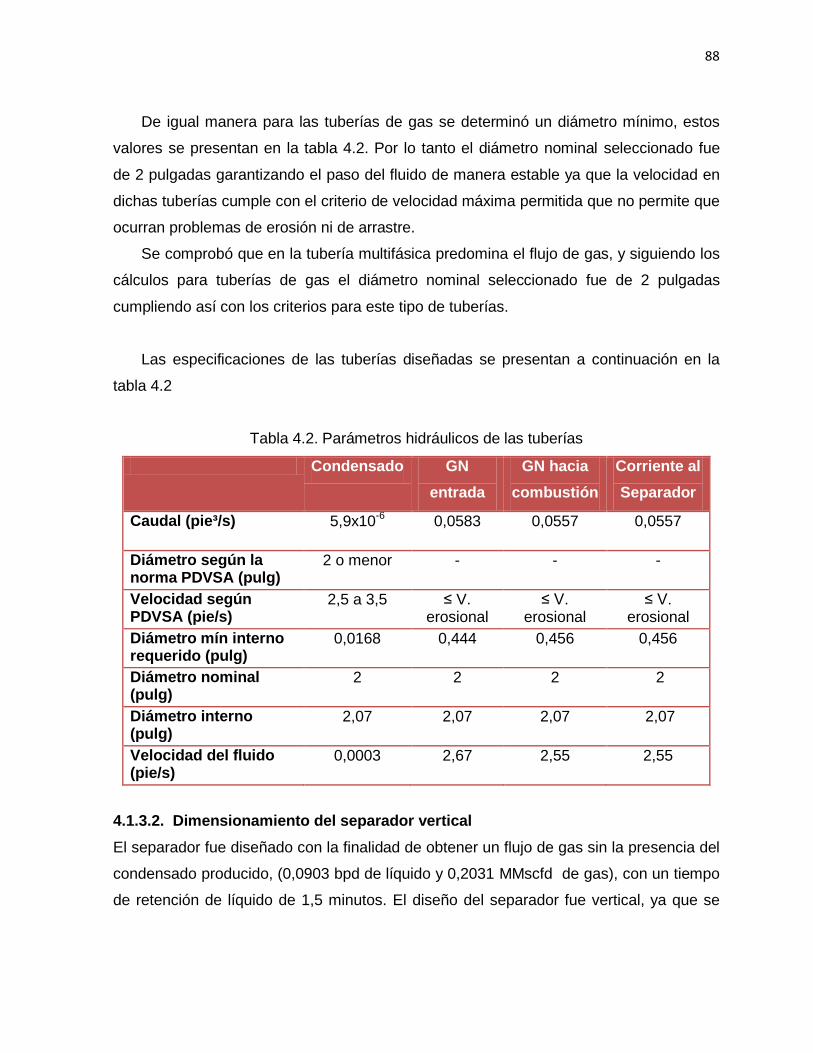
88
De igual manera para las tuberías de gas se determinó un diámetro mínimo, estos
valores se presentan en la tabla 4.2. Por lo tanto el diámetro nominal seleccionado fue
de 2 pulgadas garantizando el paso del fluido de manera estable ya que la velocidad en
dichas tuberías cumple con el criterio de velocidad máxima permitida que no permite que
ocurran problemas de erosión ni de arrastre.
Se comprobó que en la tubería multifásica predomina el flujo de gas, y siguiendo los
cálculos para tuberías de gas el diámetro nominal seleccionado fue de 2 pulgadas
cumpliendo así con los criterios para este tipo de tuberías.
Las especificaciones de las tuberías diseñadas se presentan a continuación en la
tabla 4.2
Tabla 4.2. Parámetros hidráulicos de las tuberías
Condensado GN
entrada
GN hacia
combustión
Corriente al
Separador
Caudal (pie³/s) 5,9x10-6
0,0583 0,0557 0,0557
Diámetro según la norma PDVSA (pulg)
2 o menor - - -
Velocidad según PDVSA (pie/s)
2,5 a 3,5 ≤ V. erosional
≤ V. erosional
≤ V. erosional
Diámetro mín interno requerido (pulg)
0,0168 0,444 0,456 0,456
Diámetro nominal (pulg)
2 2 2 2
Diámetro interno (pulg)
2,07 2,07 2,07 2,07
Velocidad del fluido (pie/s)
0,0003 2,67 2,55 2,55
4.1.3.2. Dimensionamiento del separador vertical
El separador fue diseñado con la finalidad de obtener un flujo de gas sin la presencia del
condensado producido, (0,0903 bpd de líquido y 0,2031 MMscfd de gas), con un tiempo
de retención de líquido de 1,5 minutos. El diseño del separador fue vertical, ya que se

89
recomienda este tipo de separador para corrientes gas-liquido cuando la relación es alta
(>800RGP).
Para poder manejar la corriente proveniente del intercambiador de calor el separador
debe poseer un diámetro comercial de 12 pulgadas y una longitud de 70,01 pulgadas,
dimensiones con las cuales la velocidad del gas será menor a la velocidad crítica,
evitando así que ocurra arrastre de líquido.
Sin embargo para que se cumpla la relación L/D, que se encuentra entre 3 y 5, se
seleccionó un diámetro comercial de 16 pulgadas obteniendo una longitud costura-
costura de 71 pulgadas.
El diámetro comercial seleccionado para las boquillas de alimentación, salida de gas
y salida de líquido fue de 2 pulgadas el cual es mayor a los diámetros mínimos
requeridos para cada una de ellas mostrados en la tabla 4.3.
Las especificaciones del separador diseñado se presentan a continuación en la tabla
4.3
Tabla 4.3. Especificaciones de diseño del separador
Diámetro mínimo requerido (pulg)
Separador 3
Boquilla de alimentación 0,0051
Boquilla de salida de gas 0,51
Boquilla de salida de líquido 0,01
Diámetro comercial (pulg)
Separador 16
Boquilla de alimentación 2
Boquilla de salida de gas 2
Boquilla de salida de líquido 2
Longitud costura-costura (pulg) 71
Relación L/D 4,4

90
4.3.1.3 Dimensionamiento del intercambiador de calor
El intercambiador fue diseñado siguiendo las normas estándares de diseño, el cual se
realiza mediante una serie de cálculos bajo un proceso iterativo. Al realizar los cálculos
térmicos en el intercambiador se obtiene que el calor transferido de 5052,54 BTU/h, el
área de transferencia de calor requerida es de 347,287 pie2 para una longitud de
1326,54 pie, como se observa en la Tabla 4.4.
Se requieren 67 tubos en el interior de la carcaza del intercambiador ya que la
longitud estandarizada para los tubos en los intercambiadores de calor es 20 pie según
las industrias petroleras, petroquímica y carboníferas nacional (IPPCN), con un
espaciamiento de 11/4 pulgadas y 2 pasos por los tubos, debido a que el factor de
ensuciamiento es prácticamente nulo se puede utilizar el arreglo triangular de 60° que
permite una mayor transferencia de calor por pie2, que un arreglo en cuadro.
La caída de presión en un intercambiador de calor es producto de tres tipos de
perdidas: las perdidas por fricción debido al fluido, las pérdidas debido a cambios en la
dirección del flujo y las pérdidas causadas por la expansión y contracción en las entradas
y salidas de las boquillas y tubos, por lo que la potencia de bombeo y la razón de
transferencia de calor están muy relacionadas, ya que controla las velocidades de flujo y,
por lo tanto, la razón de flujo de masa y los coeficientes de transferencia de calor
convectivo, por lo que para un coeficiente de transferencia de calor limpio de 2,075
(BTU/h pie2ºF) la caída de presión tanto en la coraza como en los tubos no excede la
permitida logrando tener un diseño aceptable.
Tabla 4.4. Especificaciones de diseño del intercambiador
Calor transferido (BTU/h) 5052,54
Área de transferencia de calor (pie2
) 347,287
Temperatura de entrada del gas lado tubo(°F) 90
Temperatura de salida del gas lado tubo (°F) 70
Temperatura de entrada del gas lado coraza (°F) 68
Temperatura de salida del gas lado coraza (°F) 69,78
Longitud requerida (pie) 1326,54

91
Longitud estándar (pie) 20
Numero de tubos 67
Diámetro externo de los tubos (pulg) 1
Diámetro interno de la carcaza (pulg) 13,25
Coef.transf de calor total (BTU/h pie2
⁰F) 2,0754
Numero de pasos por los tubos 2
Área de flujo en los tubos (pie2
) 0,149
Área de flujo en la carcaza (pie2
) 0,078
Velocidad másica en los tubos (lb/h pie2
) 3124,16
Velocidad másica en la carcaza (lb/h pie2
) 48933,333
Coef.convec en los tubos (BTU/h pie2
ºF) 5,4089
Coef.convec en la carcaza (BTU/h pie2
ºF) 3,612
Coef.transf.de calor limpio (BTU/h pie2
ºF) 2,075
Caída de presión en los tubos (psi) 1,612
Caída de presión en la carcaza (psi) 1,651
4.1.4 Estimado de costos de materiales y equipos
Para la elaboración del estimado de costo de materiales y equipos se realizó una hoja de
cálculo, en el cual se incluye la lista preliminar de materiales y equipos y el precio para
cada renglón. Se tomaron como base los análisis de precios unitarios de obras similares
a este proyecto y cotizaciones de diferentes empresas para el caso de las tuberías.
El separador y el intercambiador de calor son seleccionados como equipos mayores
por lo que la estimación de costo se realizo utilizando el método de Guthrie,
obteniéndose como resultado que el intercambiador tendría un costo de 607.765,3294
Bs. y el separador tendría un costo de 89.286,8829 Bs.
Para el diseño preliminar de un sistema para la remoción de posibles condensados
de una corriente de gas natural destinada a gas combustible el costo obtenido de
procura a un dólar preferencial de 6,3 Bs es de 698.186,9742 Bs.
92
4.2 Conclusiones
1. El diagrama de flujo de proceso elaborado del sistema para la remoción de
posibles condensados de una corriente de gas natural incluye solo el diseño
general.
2. La información relativa a los balances de masa y energía desarrollados con
el simulador Hysys fue satisfactoria para el dimensionamiento óptimo de los
equipos.
3. El diámetro nominal seleccionado en la tuberías de proceso para la línea de gas
de alimentación, la corriente multifásica hacia el separador, el gas hacia el
sistema de combustión y la línea de condensado es de 2 pulgadas.
4. El separador tiene como dimensiones un diámetro interno 16 pulg, longitud entre
costura de 71 pulg y boquillas de entrada, salida de gas y salida de líquido de 2
pulg.
5. En el intercambiador el calor transferido es de 5052,54 BTU/h y el área de
transferencia de calor requerida es de 347,287 pie2 para una longitud de 1326,54
pie.
6. Los costos asociados a este proyecto suman un total de 698.186,9742 Bs,
correspondiente a procura.
7. En la línea de tubería de gas de alimentación se obtuvo una velocidad de 2,67
pie/s y un diámetro mínimo de 0,444 pulg.
8. En la línea de tubería de gas hacia el separador se obtuvo una velocidad de 2,55
pie/s y un diámetro mínimo de 0,456 pulg.
9. En la línea de tubería de gas hacia el sistema de combustión se obtuvo una
velocidad de 2,55 pie/s y un diámetro mínimo de 0,456 pulg.

93
10. En la línea de tubería de condensado se obtuvo una velocidad de 0,0003 pie/s y
un diámetro mínimo de 0,0168 pulg.
11. El coeficiente de transferencia de calor limpio del intercambiador es de 2,075
(BTU/h pie2ºF)
12. La caída de presión calculada en los tubos fue 1,612 psi y en la carcaza fue de
1,651 psi.

94
4.3 Recomendaciones
Ejecutar el proyecto en un corto lapso de tiempo con el fin de evitar el incremento de
los costos de los materiales y equipos a utilizar.
Dimensionar y seleccionar las válvulas y accesorios necesarios para el control
adecuado del proceso.
.En la ejecución de proyectos similares realizar estudios más avanzados del gas
natural de entrada para considerar el reemplazo del intercambiador de calor para el
enfriamiento por una válvula de estrangulamiento del fluido.

BIBLIOGRAFÍA
Aguirre E. (2009), “Facilidades de superficie en la industria petrolera”. Informe
técnico. Caracas, Venezuela.
API Specification 12J, (1989), “Specification for oil and gas separators”.
Barrios, A. & López, M. 2(010). Evaluación del dimensionamiento y especificación de
los intercambiadores de calor del tren “c” de la planta de fraccionamiento de JOSE.
Trabajo de grado, Departamento de Ingeniería Química. Universidad de Oriente,
Núcleo de Anzoátegui, Venezuela.
Blanco, N. & Cedeño, C. (2013). Diseño preliminar de una planta de almacenamiento
y despacho de gas licuado de petróleo (GLP). Trabajo de grado, Departamento de
Ingeniería Química. Universidad de Oriente, Núcleo de Anzoátegui, Venezuela.
Chemical Engineering “Economic Indicators”, Disponible: http://www.che.com, Agosto
2014.
Contreras M. (2004), Evaluar y diagnosticar las condiciones de operación de la
estación de la estación de tratamiento de crudo Bared-10 Distrito San Tome. Informe
de pasantía. Universidad Rafael Urdaneta, Maracaibo, Venezuela.
Dcg “Dimensionamiento de intercambiadores de calor tubulares”. Disponible:
http://www.webdelprofesor.ula.ve/ingenieria/mabel/GuiaIntercambiadores.doc.htm,
2005.
Dcg “Dimensionamiento de equipos de transferencia de calor”, Disponible:
http://www. webdelprofesor.ula.ve/ingenieria/jesusf/OP2-001Def.pdf.htm, 2005
Dcg “Gas natural”, Disponible: http://www.dcgasextremadura.es/gas.htm, 2005.
96
Gutiérrez, A.J. (2003). “Diseño de procesos en Ingeniería Química”. Editorial Reverté,
S. A. México.
Incropera, F. & Dewitt, D. (1999). “Fundamentos de Transferencia de Calor”. (4ta
Ed.). Editorial Prentice. México.
José Aguilar “Simulación de Procesos con Hysys”, Segunda Edición 2006
Karlekar, B. V. (1985). “Transferencia de Calor”. (2ª Ed.). Editorial Hispanoamérica.
México.
Luque Susana & Vega Aurelio “Simulación y Optimización Avanzadas en la Industria
Química y de Procesos” HYSYS Primera Edición 2005
Manual de Ingenieria de Diseño Volumen 15 Especificacion de Ingenieria. PDVSA Nº
L-TP 1.2 Titulada "Simbologia para Planos de Proceso". (2009).
Manual de Ingenieria de Diseño Volumen 15 Procedimiento de Ingenieria. PDVSA Nº
L-TP 1.1 Titulada "Preparacion de Diagramas de Proceso". (2009).
Martínez, O. (2010). Desarrollo de la ingeniería conceptual para el enfriamiento de
una corriente de gas a través de un tren de refrigeración mecánica existente. Trabajo
de grado, Departamento de Ingeniería Química. Universidad de Oriente, Núcleo de
Anzoátegui, Venezuela.
NALCO. (1980) “Manual técnico de agua de enfriamiento (Value Added
Troubleshooting)”, Sección 1 y 3, Naperville Illinois.
Ondeo-Degrémont. (2000). “Manual de tratamiento de aguas”. Francia.
97
PDVSA “Compresores, principios básicos”, Manual de diseño de Procesos
Documento N-MDC/02/k/02. (1996).
PDVSA. (1999), “Estimación de costos”. Manual de Diseño de Proceso. Venezuela
PDVSA “Petróleos de Venezuela”, Disponible: http//www.pdvsa.com/gasnat.com
PDVSA “Intercambiadores de calor”, Manual de diseño de Procesos, Documento N-
MIC/04/I/02. Venezuela (1996).
PDVSA (1993), 90616.1.0.24 “Dimensionamiento de tuberías de procesos” Manual
de Diseño de Proceso. Venezuela
PDVSA “Flujo de fluidos”, Manual de Diseño de Proceso, Documento MDP-02-FF-
02. Venezuela (1996)
Perry, J. (1992). “Manual del Ingeniero Químico”. (6ta Ed.). Tomo I. Editorial Mc Graw-
Hill. México.
Powell, S. (1992). “Manual de aguas para usos industriales”. Tomo I, Editorial
LIMUSA. México.
Rondón, E. (2013). Desarrollo de la ingeniería conceptual de las facilidades de
superficies para la producción de crudo en las macollas E2, E3, E4 y F2, ubicadas en
el bloque Junín 4 de la faja petrolífera del orinoco. Trabajo de grado, Departamento
de Ingeniería Química. Universidad de Oriente, Núcleo de Anzoátegui, Venezuela.
Snoeyink, V. & Jenkis, D. (1987). “Química del agua”. Editorial LIMUSA. México.

ANEXOS
Anexos A figuras necesarias para realización de cálculos del intercambiador
A.1 Grafico la determinación del factor de corrección Ft
A.2 Características de los tubos de intercambiadores de calor
A.3 Grafico para la determinación del Factor jh para el lado tubo en sistema internacional.
A.4 Configuraciones comerciales de carcasa y tubos, 1 pase por carcasa, n pases de tubos (conteo de tubos).
A.5 Dimensiones típicas de tubos de intercambiadores.
A.6 Grafico para la determinación Factor Jh lado coraza en sistema internacional
A.7 Grafico para la determinación del Factor de fricción del lado coraza
A.8 Grafico para la determinación del Factor de fricción del lado tubo
A.9 Grafico para la determinación de los factores B y Y
Anexos B figuras necesarias para los cálculos de los costos del proyecto
B.1 Gráfico para determinar el costo base de intercambiadores de calor
B.2 Tabla de factores de ajuste de acuerdo a la presión y geometría del intercambiador
B.3 Tabla de factores de ajuste de acuerdo al material de construcción del intercambiador
B.4 Tabla de factores de módulo
B.5 Gráfico para determinar el costo base de recipientes de proceso
B.6 Tabla de factores de ajuste de acuerdo a la presión del recipiente de proceso
B.7 Tabla de factores de ajuste de acuerdo al material del recipiente de proceso

Figura A.1 Grafico la determinación del factor de corrección Ft

Figura A.2 Características de los tubos de intercambiadores de calor

Figura A.3 Grafico para la determinación del Factor jh para el lado tubo en
sistema internacional.

Figura A.4 Configuraciones comerciales de carcasa y tubos, 1 pase por carcasa,
n pases de tubos (conteo de tubos).

Figura A.5 Tabla de dimensiones típicas de tubos de intercambiadores.
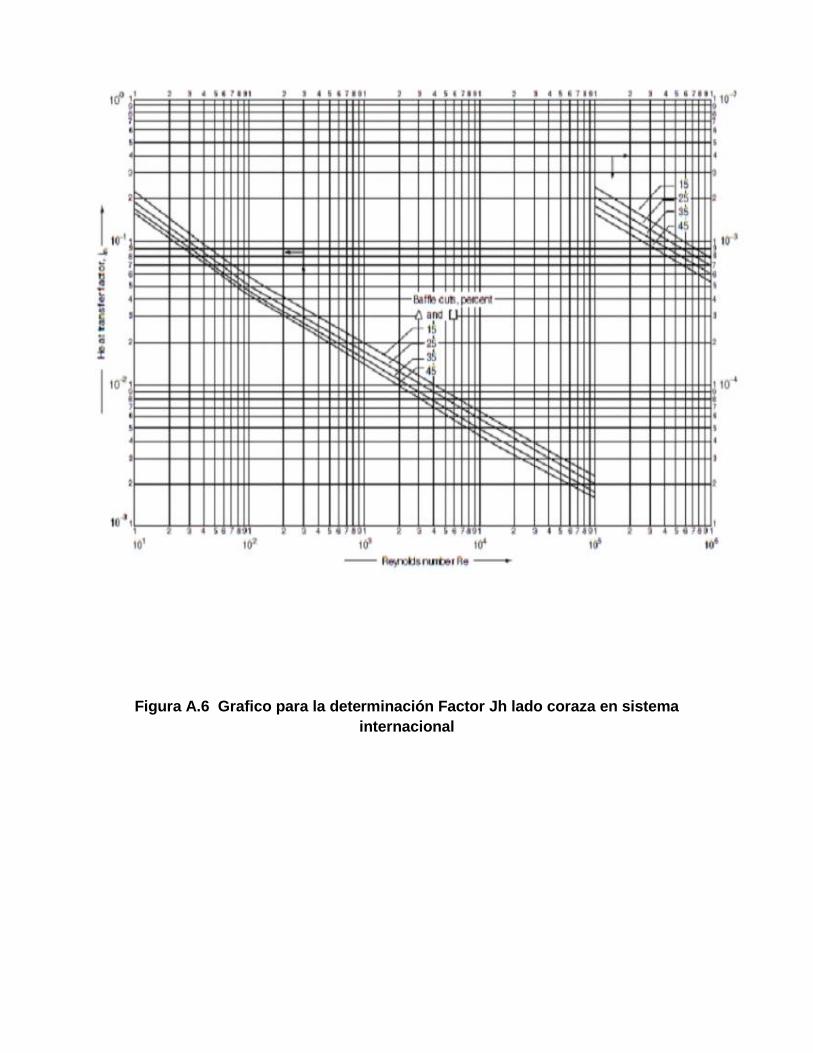
Figura A.6 Grafico para la determinación Factor Jh lado coraza en sistema
internacional
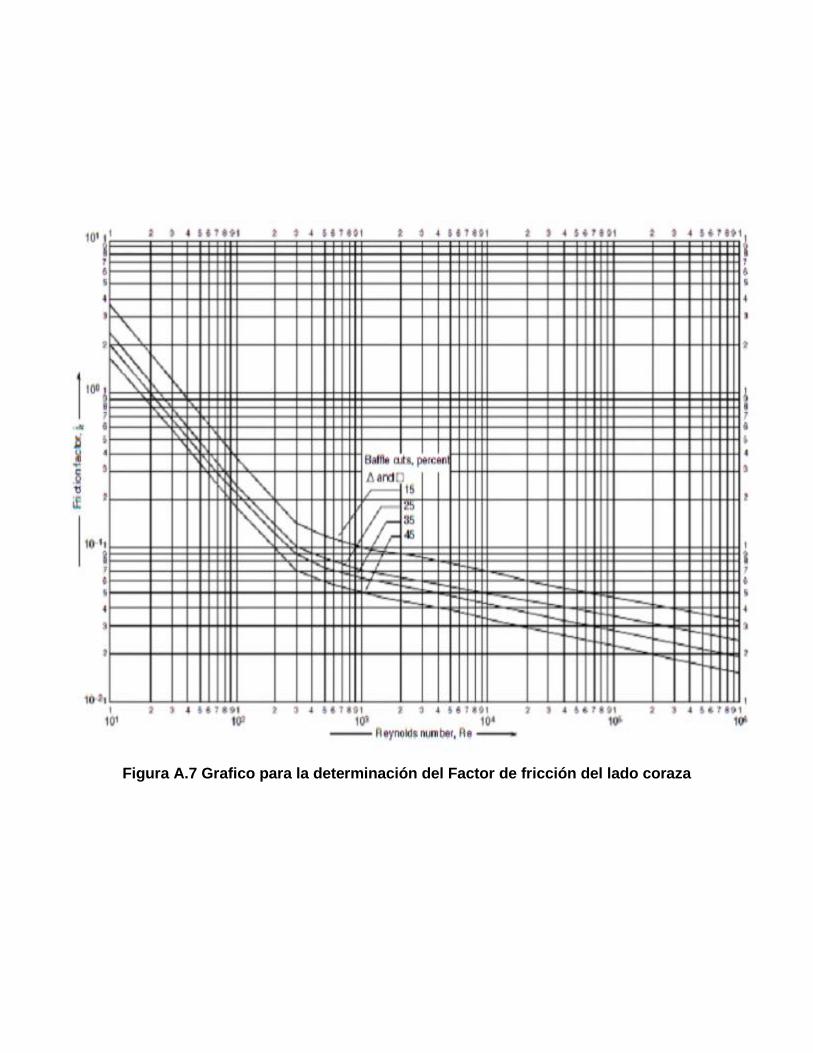
Figura A.7 Grafico para la determinación del Factor de fricción del lado coraza

Figura A.8 Grafico para la determinación del Factor de fricción del lado tubo

Figura A.9 Grafico para la determinación de los factores B y Y

B.1 Gráfico para determinar el costo base de intercambiadores de calor
B.2 Tabla de factores de ajuste de acuerdo a la presión y geometría del intercambiador

B.3 Tabla de factores de ajuste de acuerdo al material de construcción del intercambiador
B.4 Tabla de factores de módulo

B.5 Gráfico para determinar el costo base de recipientes de proceso

B.6 Tabla de factores de ajuste de acuerdo a la presión del recipiente de proceso
B.7 Tabla de factores de ajuste de acuerdo al material del recipiente de proceso

Universidad de Oriente
Núcleo de Anzoátegui
Escuela de Ingeniería y Ciencias Aplicadas
Áreas Especiales de Grado
INFORME TÉCNICO
DETERMINACIÓN DE LA INFLUENCIA DE LAS PROPIEDADES DE LOS
HIDROCARBUROS EN LOS RIESGOS INHERENTES EN LAS PLANTAS DE
RECEPCIÓN, ALMACENAMIENTO Y REGASIFICACIÓN DEL GAS NATURAL
LICUADO (GNL)
Barcelona, Junio de 2014
Realizado Por:
Espinoza, Ana C.I: 21.079.365
Sánchez, Franny C.I: 19.184.587
Ramírez, Kenny C.I: 18.512.545
Profesora:
Avendaño, Isvelia
Capitulo I: Introducción
1.1 Planteamiento del Problema
El Gas Natural constituye una de las principales fuentes de energía limpia y es
utilizado en centros urbanos y como materia prima en distintas industrias, por lo tanto
este debe ser transportado desde el yacimiento de producción hasta los centros de
consumo.
La conversión de gas natural a gas natural licuado (GNL), facilita el almacén y
transporte del mismo a través de grandes distancias que separan a las regiones
consumidoras de las regiones productoras.
Para la operación y el manejo adecuado del GNL desde su recepción hacia los
puntos de consumo se constituyen un conjunto de instalaciones y equipos
conformando las plantas de recepción, almacenamiento y gasificación, las cuales
conllevan un riesgo característico debido a la naturaleza del gas.
Existen ciertos riesgos asociados con las operaciones cotidianas en cualquier
tipo de industria, así como riesgos definidos relacionados con la construcción de
instalaciones. Por ende es importante comprender las propiedades del GNL y las
condiciones que deben existir para que ocurran daños específicos en dichas
instalaciones con el fin de aplicar criterios estrictos en el diseño de los equipos
involucrados y la óptima operación de los mismos, así como también las medidas de
seguridad adecuadas para mitigar posibles accidentes.
Capitulo I: Introducción
1.2 Objetivos
Objetivo General
Determinar la influencia de las propiedades de los hidrocarburos en los riesgos
inherentes en las plantas de recepción, almacenamiento y regasificación del gas
natural licuado (GNL)
Objetivos Específicos
1. Caracterizar el gas natural licuado (GNL)
2. Identificar los tipos de riesgos asociados con el gas natural licuado (GNL)
3. Detallar las instalaciones de plantas de recepción, almacenamiento y
regasificación del gas natural licuado.
4. Indicar las propiedades y condiciones que conduzcan a una perturbación en las
plantas de recepción, almacenamiento y regasificación del gas natural licuado
(GNL).

Capitulo II: Desarrollo
2.1 Gas Natural
Es una mezcla gaseosa que se extrae asociada con el petróleo o de los yacimientos
que son únicamente de gas. Sus componentes principales en orden decreciente de
cantidad son el metano (CH4), etano (C2H6), propano (C3H8), butanos (C4H10),
pentanos (C5H12), y hexano (C6H14). Cuando se extrae de los pozos, generalmente
contiene ácido sulfhídrico (H2S), mercaptanos, Dióxido de carbono (CO2) y vapor de
agua como impurezas.
Las impurezas se eliminan en las plantas de tratamiento de gas mediante el uso
de solventes o absorbentes. Para poderse comprimir y transportar a grandes
distancias es conveniente separar los componentes más pesados, como el hexano,
pentano, butanos y propano y en ocasiones el etano.
2.2 Gas Natural Licuado
El componente principal del gas natural licuado (GNL) es el metano, generalmente un
mínimo del 90%.
El proceso de licuefacción requiere de un tratamiento inicial al flujo de gas natural
para remover impurezas como el agua, nitrógeno, anhídrido carbónico, sulfhídrico y
otros compuestos del azufre. Al remover dichas impurezas, no se pueden formar
sólidos cuando se refrigera el gas. En ese momento el producto satisface las
especificaciones de calidad para los usuarios finales de GNL.
El gas natural previamente tratado se licua a una temperatura de
aproximadamente -256˚F (-160˚C) y queda listo para ser almacenado o transportado.
El GNL solo ocupa 1/600 parte del volumen que se requiere para una cantidad
comparable de gas natural a temperatura ambiente y presión atmosférica normal.
Dado que el GNL es un líquido extremadamente frío resultado de la refrigeración, no
se almacena bajo presión. La percepción equivocada común es que el GNL es una
sustancia bajo presión, y esto ha contribuido a la creencia de que es una sustancia
peligrosa.

Capitulo II: Desarrollo
Bajo condiciones de presión atmosférica normal, el GNL es un líquido
criogénico claro, no corrosivo y no tóxico. Es inodoro, de hecho para poder detectar
derrames de gas natural provenientes de los calentadores de agua y otros equipos de
gas natural, se le deben añadir odorantes al metano antes de que el GNL sea
entregado a los distribuidores locales de gas. El gas natural (metano) no es toxico, sin
embargo, al igual que cualquier otro material gaseoso que no sea el aire o el oxígeno,
el gas natural vaporizado de GNL puede causar asfixia debido a la falta de oxigeno
cuando se extiende en forma concentrada en áreas cerradas y sin ventilación.
La densidad de GNL es de aproximadamente 3.9 libras por galón, comparado
con la densidad del agua, que es de aproximadamente 8.3 libras por galón. Por tanto,
debido a que es más liviano que el agua, al derramarse sobre el agua, éste flota y se
vaporiza rápidamente.
El nivel de inflamabilidad es el rango entre las concentraciones mínimas y
máximas de vapor (porcentaje por volumen) en el cual el aire y los vapores de GNL
forman una mezcla inflamable que puede alcanzar el punto de ignición. Los límites
superiores e inferiores de inflamabilidad del metano, el componente dominante del
vapor de GNL, son del 5 y 15 % por volumen respectivamente. Cuando la
concentración del fluido excede su límite superior de inflamabilidad, no podrá
quemarse debido a que no hay suficiente oxígeno y cuando la concentración del fluido
es menor que el límite inferior de inflamabilidad, no podrá quemarse debido a que no
hay suficiente metano
La temperatura de auto ignición es la temperatura más baja en la que el vapor
de gas inflamable puede arder de forma espontánea sin necesidad de una fuente de
ignición después de varios minutos de exposición a una fuente de calor. La
temperatura de auto ignición queda por arriba de los 1000˚F (540˚C) en cuanto a los
vapores del metano derivados de GNL y una mezcla de combustible y aire de
aproximadamente el 10% de metano en el aire a presión atmosférica.

Capitulo II: Desarrollo
Tabla 1. Propiedades del Gas Natural Licuado (GNL)
2.3 Cadena de Valor de GNL
Producción de gas natural: proceso de exploración y producción de gas natural
para su entrega a una planta procesadora.
Licuefacción: conversión de gas natural a un estado líquido para su transporte
por medio de buques tanque.
Transportación: envío de GNL en buques especializados para su entrega a los
mercados.
Regasificación: conversión de GNL a su fase gaseosa y el paso del líquido
criogénico por los vaporizadores.
Distribución y entrega de gas natural a través del sistema de ductos de gas del
país y su distribución a los usuarios finales.

Capitulo II: Desarrollo
Figura 1. Cadena de Valor de GNL
2.4 Tipos de Riesgos Asociados con el GNL
2.4.1 Explosión
Puede ocurrir una explosión cuando una sustancia cambia de estado químico
rápidamente, es decir, cuando prenda fuego o cuando en su estado presurizado haya
derrames que no se puedan controlar, y para que ocurra un derrame incontrolable
debe existir una falla estructural, por ejemplo, una perforación en el contenedor o una
rotura dentro del contenedor. Los tanques de GNL almacenan el líquido a
temperaturas muy bajas de aproximadamente -256˚ (-160˚C) y por tanto, no requiere
presión para mantener su condición líquida. Los sistemas sofisticados de contención
no permiten que el líquido entre en contacto con fuentes de ignición. Debido a que el
GNL se almacena a presión atmosférica, o sea sin presión, no podría ocurrir una
explosión inmediata si se llegara a perforar el contenedor.
2.4.2 Nubes de Vapor
Al dejar el contenedor de temperatura controlada, el GNL comienza a calentarse y
regresa a su estado gaseoso. Inicialmente el gas es más frío y más pesado que el aire
que lo rodea, y esto crea una neblina o nube de vapor sobre el líquido liberado.
Conforme se calienta el gas, se mezcla con el aire y comienza a dispersarse.
La nube de vapor prenderá fuego únicamente si se encuentra con una fuente de
ignición mientras guarda su concentración dentro del rango de inflamabilidad.
Capitulo II: Desarrollo
2.4.3 Líquido Congelante
De llegar a liberarse el GNL, el contacto humano directo con el líquido criogénico
congelaría el punto de contacto. Por tanto, los sistemas de contención que rodean los
tanques de almacenamiento de GNL son diseñados para contener hasta el 110 por
ciento del contenido del tanque, y los sistemas de contención separan al tanque de
otros equipos. Asimismo, antes de entrar en áreas de riesgo potencial, todo el
personal de la instalación debe utilizar guantes, máscaras y demás ropa de seguridad
para protegerse del líquido congelado. Como resultado, cualquier riesgo potencial
quedaría restringido dentro de los límites de la instalación y no afectaría a las
comunidades vecinas.
2.4.4 Rollover
Cuando múltiples suministros de diferentes densidades de GNL se cargan a un
tanque, inicialmente no se mezclan, por lo contrario se acomodan en capas o estratos
inestables dentro del tanque. Después de un tiempo estos estratos podrían cambiar
de posición espontáneamente para tratar de estabilizar el líquido en el tanque.
Cuando la capa inferior de GNL se calienta como consecuencia del
calentamiento normal cambia de densidad hasta hacerse más liviana que la primera
capa. En ese momento ocurre el fenómeno de “rollover”. El volumen del líquido y la
regasificación repentina de GNL podrían ser tan grandes como para no poder
liberarse a través de las válvulas de escape de un tanque normal. El exceso de
presión podría resultar en roturas u otras fallas estructurales del tanque.
2.4.5 Fase de Transición Acelerada
Debido a que es menos denso que el agua, al ser liberado sobre el agua, el GNL flota
y se vaporiza. Si se liberan grandes volúmenes de GNL sobre el agua podría
vaporizarse muy rápidamente, causando así una fase de transición acelerada (RPT
por sus siglas en inglés). La temperatura del agua y la presencia de una sustancia que
no sea el metano también podrían causar un posible RPT, mismo que ocurre
únicamente cuando se mezcla el GNL con el agua. Los RPT varían en intensidad,
desde un pequeño “pop” hasta ráfagas importantes con potencial para dañar

Capitulo II: Desarrollo
estructuras ligeras. Otros líquidos que cuentan con grandes diferencias de
temperatura y puntos de ebullición pueden crear incidentes similares cuando se
mezclan entre sí.
2.5 Instalaciones en plantas de recepción, almacenamiento y regasificación
Un terminal receptor y de regasificación típico de GNL en tierra consisten de
instalaciones marítimas (1), instalaciones de recepción y de almacenamiento (2) e
instalaciones para la regasificación del GNL (3).
Figura 2. Terminal Típica de Recepción de GNL/Planta de Regasificación
2.5.1 Instalaciones Marítimas.
Las instalaciones de muelle son diseñadas para el atraque y descarga de los buques
de GNL. Los remolcadores proporcionan asistencia durante el atraque. Los muelles
son diseñados para recibir buques de GNL de tamaños específicos.
2.5.2 Instalación de Recepción y Almacenaje de GNL.
Una vez que el buque de GNL se encuentre atracado en el muelle y se hayan
conectado las tuberías de descarga, las bombas del buque transfieren el GNL a los
tanques de almacenamiento de GNL en tierra.

Capitulo II: Desarrollo
Dependiendo del volumen de la carga, la maniobra de descarga toma
aproximadamente 12 horas. Los tanques de doble pared almacenan el GNL bajo
presión atmosférica. El GNL es un fluido criogénico, y no se almacena a alta presión.
Por tanto, una explosión causada por alta presión no es un riesgo potencial. Tanto a
las instalaciones de licuefacción como a las de regasificación cuentan con el mismo
diseño.
2.5.2.1 Tipos de Tanques de Almacenamiento de GNL
El GNL típicamente se almacena bajo presión atmosférica en tanques de doble pared.
El tanque de almacenamiento es un tanque dentro de otro tanque con aislantes entre
las paredes de ambos tanques.
Figura 3. Diseño Conceptual de los Tanques de Almacenamiento
2.5.2.1.1 Tanques sobre tierra
Los tanques sobre tierra han sido los de mayor aceptación y los que más se utilizan
para almacenar el GNL principalmente porque, comparados con los tanques
subterráneos, su construcción es menos costosa y su mantenimiento es más fácil.
Existen más de 200 tanques sobre tierra en el mundo, variando en tamaño desde
45,000 barriles a 1,000,000 de barriles (7,000 m3 a 160,000 m
3).

Capitulo II: Desarrollo
2.5.2.1.2 Tanque de Almacenamiento de GNL Subterráneo
Los tanques subterráneos se entierran completamente bajo tierra y tienen capas de
concreto. Este diseño no sólo minimiza los riesgos, sino que permite embellecer el
paisaje para mejorar los aspectos estéticos en el área.
Figura 4. Tanque de GNL Subterráneo: el tanque T-2 en la estación Fukukita de
la Saibu Gas Co., Ltd.
2.5.2.1.3 Tanque de almacenamiento de GNL en Pozo.
El tanque cuenta con una cubierta metálica doble, un tanque interno y otro externo. El
tanque interno está compuesto de metal de alta resistencia a bajas temperaturas.
Aislante adicional de materiales térmicos y gas nitrógeno seco llena el espacio
intermedio entre los tanques internos y externos.
Figura 5. Tanque de Almacenamiento de GNL en Pozo

Capitulo II: Desarrollo
2.5.3 Instalaciones de Regasificación de GNL
Cada tanque de almacenamiento de GNL contiene bombas para transferir el GNL a
los vaporizadores. Se puede usar el aire del medio ambiente, agua de mar a
aproximadamente 59˚F (15˚C) u otros medios como el agua caliente para permitir la
conversión de GNL frío (por medio de un intercambiador térmico) a gas. Los tipos de
vaporizadores más comúnmente usados son: el Tablero Abierto (ORV) y el de
combustión sumergida (SCV).
Otros tipos de vaporizadores incluyen el intercambiador de cubierta y tubo
(STV), el vaporizador de doble tubo (DTV), los vaporizadores de placa (PFV) y de aire
(AFV)
El vaporizador de Tablero Abierto (ORV) utiliza el agua de mar como fuente de
calor. El agua de mar corre hacia abajo sobre la superficie externa del intercambiador
térmico que es de aluminio o de acero inoxidable. Los ORV tienen las siguientes
características:
• Construcción sencilla y mantenimiento fácil;
• Alta confiabilidad y seguridad
Los Vaporizadores de Combustión Sumergidos (SCV) utilizan agua calentada
por un mechero sumergido que vaporiza el GNL dentro de un tubo inoxidable de
intercambio térmico. El Vaporizador de Combustión Sumergido tiene las siguientes
características:
• Bajo costo de instalación;
• Arranque rápido;
• Permite fluctuaciones de carga.

Capitulo II: Desarrollo
2.6 Riesgos en las plantas de recepción, almacenamiento y regasificación del
gas natural licuado (GNL)
Figura 6. Riesgo asociados a las instalaciones recepción, almacenamiento y
regasificación de GNL
Escenario 1: Fuga en el colector de descarga de buques al tanque de
almacenamiento de GNL
Escenario 2: Disparo de las PSV por sobrepresión en el tanque de almacenamiento
de GNL
Escenario 3: Fuga en el colector de las bombas primarias
Escenario 4: Fuga en la línea de fondo del relicuador
Escenario 5: Fuga en el colector de descarga de las bombas de envío
Escenario 6: Fuga en la línea de salida de los compresores de gas de boíl-off
Escenario 7: Fuga de gas natural en el colector de gas de envío
Escenario 8: Rotura/desconexión del brazo de descarga de GNL en el pantalán

Capitulo II: Desarrollo
2.7 Seguridad en la industria de GNL
Se logra por medio de cuatro elementos que proporcionan múltiples capas de
protección, tanto en relación con la seguridad de los trabajadores de la industria de
GNL como la seguridad de las poblaciones vecinas a las instalaciones de GNL.
La Contención Primaria es el primero y el más importante de los requisitos con
respecto a la contención de GNL. Esta primera capa de protección requiere el uso de
materiales apropiados para las instalaciones de GNL, el diseño de ingeniería
apropiada para los tanques de almacenamiento en tierra y en los buques tanque de
GNL, así como en otras partes.
La Contención Secundaria asegura que cuando ocurran derrames en una
instalación de GNL en tierra, éstos podrán contenerse y aislarse totalmente del
público.
Los Sistemas de Seguridad ofrecen una tercera capa de protección. El objetivo
es el de minimizar la frecuencia y el volumen de las fugas de GNL, tanto en tierra
como costa afuera, previniendo así los daños por riesgos asociados tales como
incendios. Por último incluir una distancia de separación entre las instalaciones en
tierra, las poblaciones y otras áreas públicas, así como zonas de seguridad que
rodeen los buques tanque de GNL.
2.7.1 Sistemas de Seguridad
Todas las instalaciones de GNL son diseñadas para cumplir con los requerimientos de
contención de derrames. Cuentan con sistemas de seguridad capaces de detectar
derrames de GNL por medio de un número de detectores de gas (para el metano),
detectores ultravioleta o infrarrojo de incendio, detectores de humo o productos de
combustión, detectores de temperaturas bajas y otros detectores que miden los
niveles de GNL y las presiones de su vapor.
Los sistemas de televisión de circuito cerrado vigilan todos los sitios críticos de
las instalaciones de GNL. Los sistemas de paro en emergencias se activan al detectar
un derrame o vapor de gas.
Capitulo II: Desarrollo
Los censores de detección de incendios activan una alarma, y el proceso de
paro comienza de inmediato, dispersando espuma química seca y/o agua desde los
sistemas de combate al incendio. De existir una fuente de ignición, se crea una laguna
de fuego en el punto de liberación de GNL líquido. Cuando el vapor de GNL se quema
despide muy poco humo y se evapora rápidamente a consecuencia de las flamas y el
calor del entorno. Si el derrame de GNL no prende fuego por un tiempo, entonces se
puede formar una nube de vapor, misma que al prenderse regresa a su fuente. La
velocidad de la quema depende de ciertas condiciones, como el volumen de la
liberación y las condiciones climatológicas.
Los buques de GNL cuentan con diseños especiales de doble casco, y este
diseño proporciona protección óptima para guardar la integridad de la carga en casos
de colisión o encallamiento, y también cuentan con un lastre aparte. Además del
diseño del casco, los buques de GNL están previstos con equipo de seguridad que
facilita el manejo del buque, así como el manejo del sistema de carga. Las
características del equipo de seguridad para el manejo del buque incluyen sistemas
sofisticados de radar y posicionamiento que permiten que la tripulación supervise la
posición del buque, el tráfico y los riesgos próximos al buque.
El sistema global de socorro marítimo automáticamente transmite señales
cuando ocurre una emergencia a bordo que requiera de asistencia externa. Las
características de seguridad del sistema de carga incluyen un paquete de
instrumentación para parar el sistema con seguridad cuando éste opere fuera de los
parámetros predeterminados. Asimismo, los buques poseen sistemas de detección de
gas e incendios y sistemas para purgar el nitrógeno.
Los buques de GNL utilizan medidores de velocidad de acercamiento al
atracadero, asegurando así que no se exceda la velocidad de impacto prescrita para
las defensas de los atracaderos, y cuando se encuentran atracados, una línea
automática de atraque proporciona líneas individuales de carga que guardan la
seguridad durante ese proceso. Al conectarse con el sistema en tierra, los sistemas
de instrumentos y de transferencia de GNL de costa a buque actúan como un solo
sistema, permitiendo paros de emergencia del sistema completo desde el buque y
desde la costa.
Capitulo II: Desarrollo
Con respecto a las normas ambientales, todas las instalaciones de GNL están
sujetas a los reglamentos en materia de aire, agua y otras protecciones a la salud y el
medio ambiente. Las propuestas para nuevas instalaciones de GNL deben incorporar
estudios ambientales que ayuden a determinar el impacto general de la instalación y
sus operaciones.
2.8 Normas de seguridad
Para poder certificar la seguridad en diseño, construcción y operación y
mantenimiento es necesario el apego al reglamento, los códigos y prácticas de
operación logrando que las probabilidades de accidentes relacionados con algún
riesgo sean extremadamente bajas.
2.8.1 Códigos y normas de diseño
UNE-EN 1473. Instalaciones y equipos para gas natural. Diseño de las instalaciones
terrestres
UNE-EN 1474. Instalaciones y equipos para gas natural licuado. Diseño y ensayo de
los brazos de carga descarga.
UNE-EN 1160. Instalaciones y equipos para gas natural licuado. Características
generales del gas natural licuado.
UNE-EN 1532. Instalaciones y equipos para gas natural licuado. Interfaz entre buque
y tierra.
NFPA-59 A. Norma para la producción, almacenamiento y manipulación de GNL.
Capitulo III: Discusión de Resultados
Los riesgos potenciales que más preocupan a los operadores de instalaciones de
GNL surgen de las propiedades básicas de gas natural.
Debido a las características del GNL, los riesgos potenciales asociados con el mismo
incluyen la radiación de calor asociado con un incendio de GNL y la exposición directa
de la piel o de un equipo a una sustancia criogénica.
En su forma líquida el riesgo de que el GNL explote dentro de los tanques de
almacenamiento no es probable debido a que se almacena -260°F y a presión
atmosférica. No puede haber explosión sin presión, confinamiento o nubes de vapor
altamente obstruidas.
Aunque el GNL presenta pocos peligros siempre que se contenga en tanques
de almacenamiento, ductos y equipos diseñados para soportar la condición criogénica
de GNL, siempre habrá la posibilidad que se presenten los escenarios que conduzcan
a situaciones de alto riesgo asociados directamente a las instalaciones de recepción,
almacenamiento y regasificación. Dentro de estos escenarios la posibilidad de
derrame o fuga constituye la más alarmante, ya que el GNL cuando se derrama sobre
la tierra o el agua éste se calienta, se eleva y se dispersa en la atmósfera debido a
que por naturaleza es un gas más liviano que el aire. Sin embargo los posibles
vapores derivados de GNL que resulten de un derrame incontrolable pueden ser
peligrosos al punto de causar un incendio solo si se encuentra dentro de los límites de
las propiedades claves de GNL y sus vapores, el rango de inflamabilidad y el contacto
con fuentes de ignición.
De igual manera, de no manejarse adecuadamente conforme a los sistemas de
seguridad, al regresar a su fase de gas durante el proceso de regasificación, los
vapores emitidos por el GNL pueden ser inflamables y explosivos, pero sólo bajo las
condiciones que ya son bien conocidas.
Los riesgos y peligros asociados con el GNL y las instalaciones industriales de
GNL son manejables debido principalmente a que la seguridad del GNL se encuentra
en las propiedades del mismo, las tecnologías y prácticas de operación desarrolladas
en base al conocimiento de dichas propiedades, así como en los requerimientos
regulatorios, por lo tanto las consecuencias de la mayoría de los riesgos de incidentes
potenciales pueden ser contenidas en el propio sitio y manejarse antes de causar
daños significativos.

Capitulo IV: Conclusiones
1. El GNL debido a sus propiedades físicas y químicas, es tan seguro como
otros combustibles disponibles actualmente.
2. Las propiedades del GNL permiten establecer normas precisas para el
diseño adecuado de las instalaciones de recepción, almacenamiento y
regasificación.
3. La probabilidad de ocurrencia de un accidente serio en una planta de
recepción, almacenamiento y regasificación es baja.
4. Las zonas más sensibles a accidentes en las instalaciones de recepción,
almacenamiento y regasificación son los sitios de conexión.

Universidad de Oriente
Núcleo de Anzoátegui
Escuela de Ingeniería y Ciencias Aplicadas
Áreas Especiales de Grado
INFORME TÉCNICO
ESTUDIO DEL FUNCIONAMIENTO DEL SISTEMA DE SUSPERVISIÓN Y
CONTROL AUTOMATIZADO INDUSTRIAL (SCADA) EN EL TRANSPORTE Y
DISTRIBUCIÓN DE GAS METANO DESTINADO A LA VENTA EN VENEZUELA.
Barcelona, Junio de 2014
Realizado Por:
Espinoza, Ana C.I: 21.079.365
Sánchez, Franny C.I: 19.184.587
Ramírez, Kenny C.I: 18.512.545
Profesora:
Avendaño, Isvelia
Capitulo I: Introducción
1.1 Planteamiento del Problema
Hoy en día, podemos contar con los sistemas de automatización industrial cuyo
objetivo principal consiste en gobernar la actividad y la evolución de los procesos sin
la intervención continua de un operador humano. Es por ello que el sistema de
automatización industrial denominado SCADA, permite supervisar y controlar, las
distintas variables que se encuentran en un proceso o planta determinada.
Actualmente un tercio de la producción de de gas es destinada a venta para el
sector industrial no petrolero, el sector comercial y el residencial, de hecho, la
demanda de este combustible se ha incrementado progresivamente en los últimos
años y es por ello que PDVSA GAS viene desarrollando diversos proyectos para
ampliar su red de distribución y transporte de gas natural con la finalidad de masificar
su uso y reducir el consumo de otros combustibles derivados del petróleo; conforme
se ha incrementado, la empresa se ha visto en la necesidad de implementar medidas
para optimizar la infraestructura existente y dentro de estas medidas de optimización
se encuentra la revisión de ciertos aspectos que permiten monitorear parámetros tan
importantes como la presión, temperatura, caudal, dispositivos de seguridad, entre
otros.
El sistema de control utilizado por PDVSA Gas es el SISUGAS (Sistema de
Supervisión de la Red de Gas), basado en un sistema SCADA (Sistema de Control y
Adquisición de Datos). Los criterios de control más importantes de este sistema son la
presión, la temperatura, el flujo y la calidad del gas entregado a los clientes. De igual
forma, este sistema incluye un plan de mantenimiento tanto preventivo, para
garantizar la integridad del sistema a lo largo del tiempo, como correctivo en caso de
incidentes que puedan comprometer la seguridad del mismo o del medio que lo rodea.
En el presente trabajo se realizara un breve estudio del funcionamiento de un
sistema de supervisión y control automatizado industrial SCADA, su aplicación en la
distribución y venta gas metano en Venezuela. He allí la importancia de que éste sea
revisado periódicamente para corroborar su óptimo funcionamiento de acuerdo a las
necesidades actuales.
Capitulo I: Introducción
1.2. Objetivos
Objetivo General
Estudiar el funcionamiento del sistema de supervisión y control automatizado
industrial (SCADA) en el transporte y distribución de gas metano destinado a la venta
en Venezuela.
Objetivos Específicos
1. Conocer el sistema de control supervisión y adquisición de datos (SCADA).
2. Describir el sistema de transporte y distribución de gas metano destinado a la venta
en Venezuela.
3. Identificar las variables críticas e instrumentos de control asociados al
funcionamiento del sistema de transporte y distribución de gas metano en Venezuela.
Capitulo II: Marco Teórico
2.1 Sistemas de control
Un sistema de control puede describirse como un conjunto de componentes o bloques
que se encargan de controlar una condición, o sea, una salida variable, a través, de
elementos de control y procesos. Un sistema de control está asociado a la presencia
de una serie de elementos que se encargan de modificar la entrada de un sistema,
para obtener un resultado predefinido.
2.1.1 Clasificación de los sistemas de control según su comportamiento
2.1.1.1 Sistemas de control de lazo abierto.
Es aquel sistema en el que la acción de control está muy relacionada con la entrada,
pero su efecto es independiente de la salida. Estos sistemas se caracterizan por tener
la capacidad para poder establecer una relación entre la entrada y la salida con el fin
de lograr la exactitud deseada y por no tener problemas de inestabilidad.
2.1.1.2 Sistemas de control de lazo cerrado.
Se caracterizan por la existencia de medidores de las variables de salida y permiten
corregir las deficiencias de los sistemas de lazo abierto. En estos sistemas la acción
de control es muy dependiente de la salida. La acción de control se calcula en función
del error medido entre la variable controlada y la consigna deseada. Las
perturbaciones, aunque sean desconocidas son consideradas indirectamente
mediante sus efectos sobre la variable de salida. La mayoría de los sistemas de
control que se desarrollan en la actualidad son de lazo cerrado.
Una ventaja del sistema de control en lazo cerrado es la estabilidad, esta
propiedad puede conducir a corregir errores que producen oscilaciones de amplitud
constante o cambiante. Cabe destacar que para los sistemas en los que se conocen
con anticipación las entradas y en los cuales no hay perturbaciones, es aconsejable
emplear un control de lazo abierto. Los sistemas de control de lazo cerrado tienen
ventaja cuando se presentan perturbaciones impredecibles y/o variaciones
impredecibles en los componentes del sistema.

Capitulo II: Marco Teórico
La valoración de la energía de salida determina en forma parcial el costo, el
peso y el tamaño de un sistema de control. La cantidad de componentes usados en
un sistema de control de lazo cerrado es mayor que la que se emplea para un sistema
de control equivalente de lazo abierto. Por tanto, el sistema de control en lazo cerrado
suele tener costos y requerimiento de potencia más elevados. Para disminuir la
energía requerida por un sistema se emplea un control de lazo abierto cuando puede
aplicarse; por lo general una combinación adecuada de controles de lazo abierto y de
lazo cerrado es menos costosa y ofrecerá un desempeño satisfactorio del sistema en
general.
2.2 Variables de control
Cada sistema y subsistema contiene un proceso interno que se desarrolla sobre la
base de acción, interacción y reacción de distintos elementos que deben conocerse
necesariamente. Dado que dicho proceso es dinámico, suele denominarse como
variable a cada elemento que compone o existe dentro de los sistemas y subsistemas.
No todas las variables tienen el mismo comportamiento sino que por el contrario,
según el proceso y las características del mismo, asumen comportamientos diferentes
dentro del mismo proceso de acuerdo al momento y las circunstancias que las rodean.
Para el análisis del comportamiento de las variables de sistemas, es necesario tomar
en consideración los siguientes aspectos:
Variable: es una característica (magnitud, vector o número) que puede ser
medida, adoptando diferentes valores en cada uno de los casos de un estudio.
Parámetro: es cuando una variable no tiene cambios ante alguna circunstancia
específica, no quiere decir que la variable es estática ni mucho menos, ya que
sólo permanece inactiva o estática frente a una situación determinada.
Operadores: son las variables que activan a las demás y logran influir
decisivamente en el proceso para que este se ponga en marcha. Se puede
decir que estas variables actúan como líderes de las restantes y por
consiguiente son privilegiadas respecto a las demás variables.

Capitulo II: Marco Teórico
Retroalimentación: la retroalimentación se produce cuando las salidas del
sistema o la influencia de las salidas de los sistemas en el contexto, vuelven a
ingresar al sistema como recurso o información. Es una característica
importante de los sistemas de control de lazo cerrado. Representa una relación
secuencial de causas y efectos entre las variables del sistema; dependiendo
de la acción correctiva que tome el sistema, éste puede apoyar o no una
decisión, cuando en el sistema se produce un retorno se dice que hay una
retroalimentación negativa; si el sistema apoya la decisión inicial se dice que
hay una retroalimentación positiva.

Capitulo III: Desarrollo
3.1 Conocer el sistema de control supervisión y adquisición de datos (SCADA).
3.1.1 Sistema SCADA
SCADA es el acrónimo de Supervisory Control And Data Acquisition (control y
adquisición de datos de supervisión). Los sistemas SCADA utilizan computadoras y
tecnologías de comunicación para automatizar el monitoreo y control de procesos
industriales. Estos sistemas son partes integrales de la mayoría de los ambientes
industriales complejos o geográficamente muy dispersos, ya que pueden recoger la
información de una gran cantidad de fuentes muy rápidamente, y la presentan a un
operador en una forma amigable. Los sistemas SCADA mejoran la eficacia del
proceso de monitoreo y control proporcionando la información oportuna para poder
tomar decisiones operacionales apropiadas.
Un sistema industrial de mediciones y control, consiste en una computadora
principal o master (comunmente llamada Estación Principal, Master, Terminal Unit o
MTU); donde, una o más unidades de control obtienen datos de campo provenientes
de estaciones remotas; y una colección de software estándar y/o a medida, usado
para monitorear y controlar remotamente los dispositivos de campo. Los sistemas
SCADA contemporáneos exhiben predominantemente características de control a
lazo abierto y utilizan comunicaciones que en su mayoría son interurbanas, aunque
algunos elementos de control a lazo cerrado y/o de comunicaciones de corta distancia
pueden también estar presentes.
Para alcanzar un nivel aceptable de tolerancia de fallas con estos sistemas, es
común tener ordenadores SCADA redundantes operando en paralelo en el centro
primario del control, y un sistema de reserva del mismo situado en un área
geográficamente distante. Esta arquitectura proporciona la transferencia automática
de la responsabilidad del control de cualquier ordenador que pueda llegar a ser
inasequible por cualquier razón, a una computadora de reserva en línea, sin
interrupción significativa de las operaciones.

Capitulo III: Desarrollo
La incorporación de un SCADA en un proceso industrial permite al usuario
conocer el estado de las instalaciones bajo su responsabilidad y coordinar
eficazmente las labores de producción y mantenimiento en el campo, supervisando y
controlando operaciones críticas y proporcionando los recursos para recibir la
información en forma dinámica y en tiempo real.
Dentro de las funciones básicas realizadas por un sistema SCADA están las
siguientes:
Recabar, almacenar y mostrar información, en forma continua y confiable,
correspondiente a la señalización de campo: estados de dispositivos,
mediciones, alarmas, entre otros.
Ejecutar acciones de control iniciadas por el operador, tales como: abrir o
cerrar válvulas, arrancar o parar bombas, entre otros.
Alertar al operador de cambios detectados en la planta, tanto aquellos que no
se consideren normales (alarmas) como cambios que se produzcan en la
operación diaria de la planta (eventos). Estos cambios son almacenados en el
sistema para su posterior análisis.
Aplicaciones en general, basadas en la información obtenida por el sistema,
tales como: reportes, gráficos de tendencia, historia de variables, cálculos,
predicciones, detección de fugas, entre otros.
3.1.2 Filosofía Operacional del SCADA
En vez de confiar en la intervención del operador o en la automatización de la
estación maestra, los RTU pueden ahora ser requeridos para operar ellos mismos,
realizando su propio control sobre todo por temas de seguridad. El software de la
estación maestra requiere hacer más análisis de datos antes de ser presentados a los
operadores, incluyendo análisis históricos y análisis asociados con los requerimientos
de la industria particular. Los requerimientos de seguridad están siendo aplicados en
los sistemas como un todo, incluso el software de la estación maestra debe
implementar los estándares más fuertes de seguridad en ciertos mercados, ya que
para algunas instalaciones, los costos que pueden derivar de los fallos de un sistema
Capitulo III: Desarrollo
de control es extremadamente alto, incluso puede haber riesgo de daños al personal o
a terceros.
El hardware del sistema SCADA es generalmente lo suficientemente robusto
para resistir condiciones de temperatura, humedad, vibración y voltajes extremos pero
en estas instalaciones es común aumentar la fiabilidad mediante hardware redundante
y varios canales de comunicación. Una parte que falla puede ser fácilmente
identificada y su funcionalidad puede ser automáticamente desarrollada por un
hardware de respaldo (backup). Si una parte que falla puede ser reemplazada sin
interrumpir el proceso. La confianza en cada sistema puede ser calculado
estadísticamente y este estado es el significado de tiempo medio entre fallos, el cual
es una variable que acumula tiempos entre fallas. El resultado calculado significa que
el tiempo medio entre fallos de sistemas de alta fiabilidad puede ser de siglos.
Para evaluar si un sistema SCADA es necesario para manejar una instalación
dada, el proceso a controlar debe cumplir las siguientes características:
a. El número de variables del proceso que se necesita monitorear es alto.
b. El proceso está geográficamente distribuido. Esta condición no es limitativa, ya que
puede instalarse un SCADA para la supervisión y control de un proceso concentrado
en una localidad.
c. Las información del proceso se necesita en el momento en que los cambios se
producen en el mismo, o en otras palabras, la información se requiere en tiempo
real.
d. La necesidad de optimizar y facilitar las operaciones de la planta, así como la toma
de decisiones, tanto gerenciales como operativas.
e. Los beneficios obtenidos en el proceso justifican la inversión en un sistema SCADA.
Estos beneficios pueden reflejarse como aumento de la efectividad de la
producción y de los niveles de seguridad.
f. La complejidad y velocidad del proceso permiten que la mayoría de las acciones de
control sean iniciadas por un operador. En caso contrario, se requerirá de un
sistema de control automático, el cual lo puede constituir un sistema de control.

Capitulo III: Desarrollo
3.1.3 Infraestructura y medios de comunicación de un SCADA
Los sistemas SCADA tienen tradicionalmente una combinación de radios y señales
directas seriales o conexiones de módem para conocer los requerimientos de
comunicaciones, incluso Ethernet e IP sobre SONET (fibra óptica) es también
frecuentemente usada en sitios muy grandes como ferrocarriles y estaciones de
energía eléctrica. Es más, los métodos de conexión entre sistemas puede incluso que
sea a través de comunicación wireless (por ejemplo para enviar la señal a una
computadora portátil, PDA o a un teléfono móvil), sin tener que emplear cables.
3.1.4 Arquitectura del hardware
La arquitectura del hardware del sistema de control es totalmente distribuida.
Consistirá en nodos llamados unidades de control locales (LCU) con capacidad de
proceso en tiempo real conectados directamente a dispositivos físicos. Estas
conexiones serán capaces de usar un conjunto variado de buses de control (como por
ejemplo: CAN bus, GPIB, Bitbus). Los nodos de alto nivel llevarán a cabo funciones
de coordinación y ofrecerán servicios críticos al resto de los nodos (envío de eventos,
monitorización, planificación, entre otros). Ambas, LCU y las unidades de
coordinación, serán conectadas por medio de uno o más nodos, para formar la
llamada red de control. Esta arquitectura permitirá una configuración dinámica del
tráfico del tal forma que cada nodo tendrá un ancho de banda adecuado a sus
necesidades. En las circunstancias en las que el ancho de banda es muy grande,
serán usados otros interfaces como SCI o Fiber Channel, sin embargo, cuando el
ancho de banda no sea problema, se podrían usar interfaces más baratos como
Ethernet o Fast-Ethernet.
El "centro" de SCADA consiste típicamente en una colección de computadoras
conectadas vía LAN (o LAN redundante). Cada máquina realiza una tarea
especializada. La responsabilidad de la colección de datos básicamente puede residir
en una de ellas (con un sistema espejo), las visualizaciones pueden ser manejadas
por una segunda computadora, y así sucesivamente.
Una función asignada típicamente a una computadora separada es la interfaz a
la red de comunicaciones. Ésta manejará toda la interconexión especializada a los
Capitulo III: Desarrollo
canales de comunicaciones, y en muchos casos realizará la conversión del protocolo
de modo que el sistema principal pueda contar con datos entrantes en un formato
estándar.
El flujo de la información en los sistemas SCADA es como se describe a
continuación: el fenómeno físico lo constituye la variable que deseamos medir.
Dependiendo del proceso, la naturaleza del fenómeno es muy diversa: presión,
temperatura, flujo, potencia, intensidad de corriente, voltaje, pH, densidad, etc. Este
fenómeno debe traducirse a una variable que sea inteligible para el sistema SCADA,
es decir, en una variable eléctrica. Para ello, se utilizan los sensores o transductores.
Los sensores o transductores convierten las variaciones del fenómeno físico en
variaciones proporcionales de una variable eléctrica. Las variables eléctricas más
utilizadas son: voltaje, corriente, carga, resistencia o capacitancia. Una vez
acondicionada la señal, la misma se convierte en un valor digital equivalente en el
bloque de conversión de datos, generalmente esta función es llevada a cabo por un
circuito de conversión analógico/digital. El computador almacena esta información, la
cual es utilizada para su análisis y para la toma de decisiones, simultáneamente se
muestra la información al usuario del sistema, en tiempo real. Basado en la
información, el operador puede tomar la decisión de realizar una acción de control
sobre el proceso. El operador indica al computador la acción a realizar, y de nuevo
debe convertirse la información digital a una señal eléctrica que será transmitida,
procesada y finalmente ejecutada.
3.1.5 Arquitectura del software
La arquitectura del sistema de control consistirá en un conjunto altamente integrado
de sistemas distribuidos por medio de redes en una organización jerárquica. Esta
jerarquía será organizada siguiendo el modelo cliente-servidor. El sistema de control
operará en tiempo real (real time), con una jerarquía de niveles de control y
comunicaciones entre procesos. Habrá un gran número de puntos de control y por lo
tanto, de procesos para controlarlos. Al igual que en otros dominios (aviación,
telecomunicaciones, multimedia), garantía de tiempo real es necesaria en el sistema
de control de las redes de comunicación, en los sistemas operativos y en los
Capitulo III: Desarrollo
componentes subyacentes, con el objetivo de satisfacer la calidad de servicio
requerida.
3.1.5.1 Protocolos de comunicación
Un protocolo es un conjunto de reglas de comunicaciones entre dispositivos (como
por ejemplo: computadoras, teléfonos, enrutadores, switchs, etc). Los protocolos
gobiernan el formato, sincronización, secuencia y control de errores. Los progresos
recientes han considerado la aparición de un número apreciable de protocolos
"abiertos". IEC870/5, DNP3, MMS son algunos de éstos.
En la actualidad, los mejores protocolos son los multicapa completamente
"encapsulados", y los sistemas SCADA que utilizan éstos pueden confiar en ellos para
garantizar la salida de un mensaje y el arribo a destino. Un número de compañías
ofrece los códigos fuente de estos protocolos, y otras ofrecen conjuntos de datos de
prueba para testear la implementación del mismo. Por medio de estos progresos está
llegando a ser factible, por lo menos a este nivel, considerar la interoperabilidad del
equipamiento de diversos fabricantes.
SCADA tiende a utilizar la mayoría de las redes de comunicación disponibles.
Los sistemas SCADA basados en transmisión radial son probablemente los más
comunes. Éstos evolucionaron con el tiempo, y lo más básico es el uso de FSK
(frequency shift keying - codificación por conmutación de frecuencia) sobre canales de
radio analógicos. Esto significa que aquellos 0 y 1 son representados por dos diversas
frecuencias (1.800 y 2.100 hertzios son comunes). Estas frecuencias se pueden
sintetizar y enviar sobre una radio de audio normal. Velocidades de hasta 1.200
baudios son posibles.
También son frecuentes los servicios basados en satélites. Hay muchos de
éstos, pero la mayoría son muy costosos, pero hay situaciones donde no hay
alternativas. No obstante, existe un servicio basado en satélites que es económico: los
sistemas VSAT (Very Small Aperture Terminal). Con VSAT, se alquila un segmento
del espacio (64k o más), y los datos se envían de un sitio remoto a un hub vía satélite.
Existen dos tipos de hubs (concentradores), el primero es un sistema proporcionado
típicamente por un proveedor de servicios de VSAT, la ventaja es un costo fijo para
los datos aunque su implementación puede tener un costo elevado. El otro tipo de

Capitulo III: Desarrollo
sistema utiliza un hub pequeño (los clásicos de LAN estructuradas) que se puede
instalar con el Master. Este es más económico, pero la administración del hub es
responsabilidad exclusiva del propietario de SCADA. La interfaz a cualquier tipo de
sistema de VSAT implica el uso de protocolos utilizados por el sistema de VSAT,
quizás TCP/IP. Otro de los protocolos de comunicaciones es el Modbus, desarrollado
para el uso de las conexiones por cable. Aunque los proyectos procuran con
frecuencia utilizar Modbus sobre radio, éste está trayendo problemas,
fundamentalmente con los temporizadores. En cualquier caso, Modbus es incompleto
como un protocolo para SCADA, y existen alternativas mejores tales como DNP3.
Modbus tiene su campo de aplicación en comunicaciones con PLC's sobre una
conexión por cable.
3.2 Describir el sistema de transporte y distribución de gas metano destinado a
la venta en Venezuela.
El gas seco o gas metano proveniente del distrito gas Anaco es enviado en primer
lugar a la Estación Principal Anaco (EPA), desde donde se distribuye hacia los
principales centros de consumo, incluyendo las plantas y refinerías de la empresa
estatal petrolera (PDVSA), y a los clientes de PDVSA Gas en las regiones del centro,
occidente y oriente del país.
La red nacional de gasoductos operada por PDVSA-Gas está integrada por
varios sistemas formados por tuberías de recolección y tuberías para transporte y
distribución cuyos diámetros varían entre 4 y 36 pulgadas, con una longitud que
supera los 5.700 km y una capacidad de transmisión de aproximadamente 2.200
MMPCD.
La red nacional de transporte y distribución de gas, comprende dos regiones:
La región Centro – Oriente, que satisface el 78% de la demanda nacional y está
integrada por los sistemas: Anaco – Jose – Puerto La Cruz, Anaco – Puerto Ordaz,
Anaco – Barquisimeto, La Toscana – San Vicente; y la región Occidente, que suple el
22% de la demanda y está conformado por los sistemas: Ulé – Amuay (ICO Fase I),
Morón – Rio Seco (ICO Fase II) y el gasoducto transoceánico: Ballenas – Maracaibo,
que atraviesa territorio colombiano y territorio venezolano.
Capitulo III: Desarrollo
3.3 Identificar las variables críticas e instrumentos de control asociados al
funcionamiento del sistema de transporte y distribución de gas metano en
Venezuela.
3.3.1 Identificación de las variables críticas e instrumentos de control.
Para el desarrollo de este objetivo, se recopiló toda la información concerniente al
sistema de control utilizado por PDVSA Gas para monitorear la red de transmisión de
gas y los instrumentos que permiten medir las variables críticas a fin de manipularlas,
bien sea de manera automática o manual, hasta obtener el resultado deseado. A
continuación se describe dicho sistema y los instrumentos más importantes que
intervienen en el transporte y distribución del gas metano.
3.3.1.1 Sistema de Supervisión de Gas (SISUGAS)
El sistema de supervisión y control de la red de gasoductos que se maneja
actualmente en PDVSA Gas está basado en la tecnología SCADA, es un sistema
supervisor centralizado, conformado por una estación maestra ubicada en Caracas
(Distrito Capital), la cual está integrada a una sala de control, encargada de
monitorear las operaciones y procesos, a través del análisis de toda la información
recibida vía enlace de comunicaciones desde las estaciones remotas. Como medida
de seguridad, existen dos estaciones espejo (una en Anaco y otra en Buena Vista),
pero en la actualidad estas estaciones no están registrando los datos en tiempo real.
En la figura 1 se muestra un esquema general de la arquitectura del
SISUGAS, dividido en tres bloques; el primer bloque constituye el punto de
concentración y procesamiento de toda la información proveniente de campo,
información intercambiada entre la central y las remotas, mediante medios de
comunicación (segundo bloque) previstos para tal fin. El tercer bloque está constituido
por las estaciones remotas, las cuales recolectan la información de toda la
instrumentación conectada al proceso para enviarla a la estación central cada vez que
lo requiera. El computador central recibe la información de campo y la procesa
adecuadamente, lo cual incluye cálculos, flujos instantáneos, volúmenes transmitidos
y gas empacado. Toda esta información se refleja en reportes horarios, diarios y
mensuales, impreso anteriormente o cada vez que lo requiera el operador. Todas las

Capitulo III: Desarrollo
variables procesadas tienen valores límites predefinidos, de forma tal que, en caso de
anormalidad en el comportamiento de alguna de estas variables, la programación
asociada genera mensajes de alerta al operador para que tome la acción pertinente.
Algunas de estas acciones pueden tomarse a través del sistema de computación,
tales como cambios de punto de ajuste de equipos que así lo requieran y emisión de
comandos.
Figura 1 Arquitectura del SISUGAS
A continuación, en las figuras 1.1-a y 1.1-b, se pueden apreciar algunas de las
pantallas arrojadas por el sistema. En la primera imagen se observa el mapa general
con las estaciones que se encuentran en línea marcadas en color verde y las que no
lo están en color gris. En la segunda imagen se muestran un diagrama de flujo con
algunas variables, como: presión, flujo, contenido de CO2, entre otros.

Capitulo III: Desarrollo
Figura 1.1-a Pantalla General del SISUGAS
Figura 1.2-b Pantalla General del SISUGAS

Capitulo III: Desarrollo
El departamento Despacho de Gas, tanto en Caracas como en Anaco, es
atendido continuamente por un Analista de Gas. Trabajan las 24 horas del día en tres
turnos, durante el turno diurno, en días hábiles regulares, el despacho además de
contar con los operadores también es atendido por un Supervisor. Es responsabilidad
del Despacho Central mantener la transmisión de los sistemas en forma balanceada,
lo cual significa que el volumen de gas recibido debe ser similar al entregado a los
usuarios del servicio. Así mismo se debe aprovechar las horas de bajo consumo para
empacar gas en las líneas, manteniendo el sistema dentro de los valores máximos
permitidos.
El sistema de supervisión, utiliza unidades remotas digitales para recolectar
información proveniente de la instrumentación de campo y transmitirlas a la estación
central, a través del sistema de comunicación. Además se dispone de un programa
que permite simular el comportamiento de la red, pudiendo así predecir tendencias del
sistema de transmisión de gas, hacer balances y definir según ciertas condiciones de
operación, un ejemplo de ello son las tendencias de presión que se muestran en la
figura 1.2.
Figura 1.2 Pantalla de Reporte del SISUGAS

Capitulo III: Desarrollo
La salida de los equipos de campo pueden ser de dos tipos: Analógica
(presión, temperatura, entre otras) o discretas (algunas señales de estado que indican
posición de válvulas abierta-cerrada), paso de unidades de limpieza interna de
gasoductos (pasó - no pasó), condición de suministro de energía eléctrica a la remota
(normal-falla).
La base de datos del Despacho Central, incluye los puntos de calibración y
establecimiento de alarmas. Estos valores aparecen en las tablas de la sección de
datos. Los puntos de calibración para las presiones reguladas de los clientes
principales sin características de control remoto o telemetría, también están incluidos
en las tablas. Si un valor de medición está fuera de un rango permisible, se activará
una alarma en la pantalla del despacho y la impresora de alarma imprimirá el nombre
de la estación en cuestión, el valor, el tipo de alarma y la hora en que ocurrió la falla.
Alguno de los casos generales que se pueden presentar son:
Alarma de alta presión en sección regulada: Se revisa el punto de control
remoto, si tiene variación respecto al ajuste establecido, se envía un comando
a objeto de verificar el funcionamiento del control electrónico, en caso negativo
se notificará al personal de operaciones.
Alarma de baja presión en sección no regulada: Igual a la anterior, se debe
verificar la presión aguas arriba y una posible falla en el suministro de gas,
procediendo a aumentar el punto de ajuste y chequear la respuesta del
regulador, esta operación la realiza el personal de operaciones del área
afectada.
Alarma de alta presión en línea de transmisión: Se revisa las condiciones
de presión en la estación y la presión de entrega. Si la condición alcanza el
máximo permitido, se indica al personal del área operacional sobre la
necesidad de disminuir la presión de entrega.
Alarma de baja presión en línea de transmisión: Se verifica la situación en
la fuente de suministro, de ser normal las condiciones, se notificará al personal
de operaciones del área a objeto de que realicen inspecciones en el sector que
ha sido afectado, con el fin de detectar y corregir la anormalidad.

Capitulo III: Desarrollo
3.3.1.2 Variables críticas de control
Las principales variables que se monitorean en el sistema de transporte y distribución
de gas metano a nivel nacional tenemos: la presión, la temperatura, el flujo y la
composición o calidad del gas. Este monitoreo se hace con la finalidad de evitar
posibles fallas o irregularidades en el sistema, así como también cumplir con las
normas y leyes que rigen el negocio de los hidrocarburos.
3.3.1.2.1 Presión.
Es La variable más importante en el sistema de distribución y transporte de gas; de
hecho, antes de diseñar un gasoducto o una red de tuberías es necesario conocer los
limites de presión máxima de trabajo para poder seleccionar el espesor o calibre de la
tubería a utilizar, materiales de construcción, forma en que esta manufacturada la
tubería, entre otras; todo ello con la finalidad de prevenir problemas en las
instalaciones como los estallidos producto de que el espesor del tubo no soporta la
presión suministrada, es decir la presión de operación supera la presión de diseño.
3.3.1.2.2 Temperatura.
Es otra de las variables que se controlan en el sistema, ya que el incremento o la
disminución de la misma puede ocasionar ciertos problemas operacionales, tales
como la formación de hidratos y la condensación de líquidos en la tubería.
3.3.1.2.3 Composición.
La calidad del gas es sumamente importante puesto que forma parte de los
requerimientos de los clientes y porque la presencia de componentes no deseados
también puede generar problemas operacionales como corrosión, obstrucciones,
fallas de los equipos, entre otros.
3.3.1.2.4 Flujo.
Esta variable es monitoreada constantemente debido a que también forma parte de
los requerimientos de los clientes y porque varía en función de la producción. Si los
valores del flujo no se mantienen dentro del rango previsto se presentan fallas en los

Capitulo III: Desarrollo
equipos compresores, las calderas y demás maquinarias que están diseñados para
trabajar con un determinado volumen de gas.
3.3.1.2.5 Mantenimiento.
Este parámetro es administrado por el sistema de control dado que las diversas
situaciones que impliquen una disminución de la presión o interrupción del flujo
requieren ser monitoreadas. De manera que el sistema está en la capacidad de
procesar información que puede conducir a la implementación de algún plan de
servicio preventivo o correctivo, como por ejemplo la limpieza de las tuberías
mediante el paso de herramientas internas (PIG), la revisión de la protección catódica
que se utiliza para minimizar los efectos de la corrosión y el reemplazo de cualquier
dispositivo de medición o control que pudiera estar proporcionando datos
incongruentes.
3.3.2 Aplicación del sistema SCADA en el transporte y distribución de gas
metano destinado a la venta en Venezuela.
3.3.2.1 Instrumentos de control del sistema
A lo largo de toda red de transporte y distribución de gas, existen diversos dispositivos
que cumplen las funciones de medir y controlar las variables críticas descritas
anteriormente; En la tabla 1, se muestran los principales equipos e instrumentos
empleados en el sistema actual.
Tabla 1 Instrumentos de medición y control de la red de transporte y distribución de
gas.

Capitulo III: Desarrollo
Tabla 1 Instrumentos de medición y control de la red de transporte y distribución de
gas. (Continuación)

Capitulo III: Desarrollo
Tabla 1 Instrumentos de medición y control de la red de transporte y
distribución de gas. (Continuación)
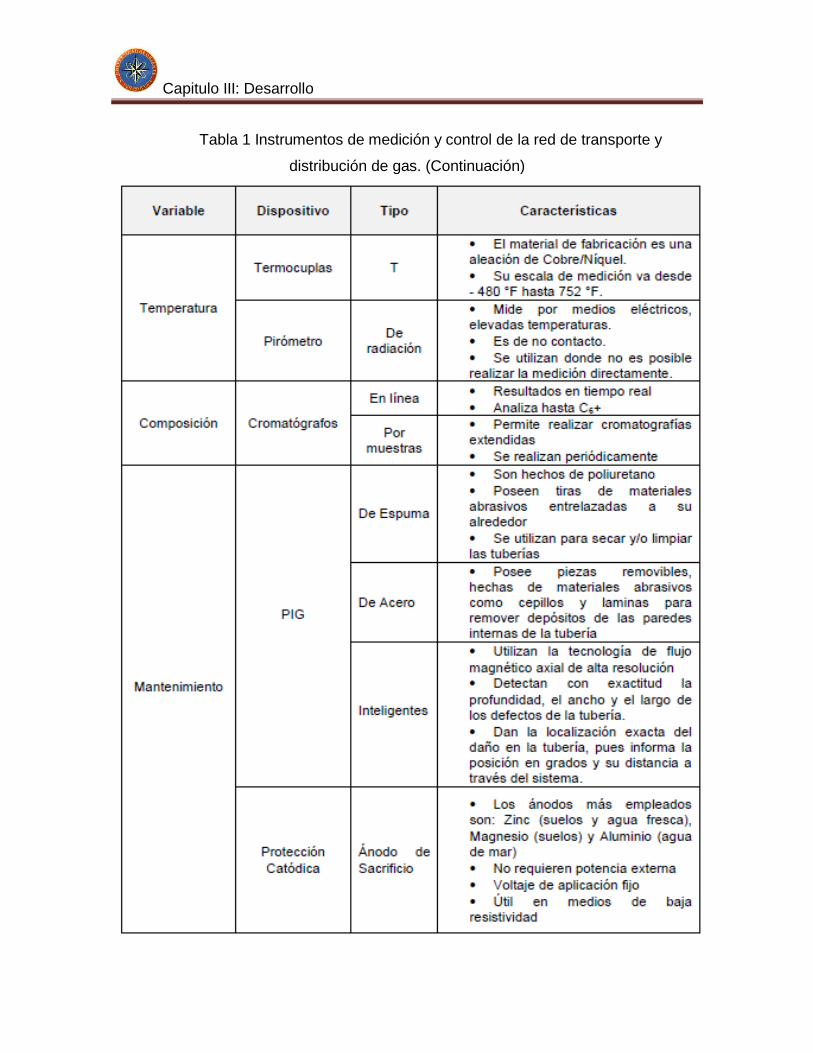
Capitulo III: Desarrollo
Tabla 1 Instrumentos de medición y control de la red de transporte y
distribución de gas. (Continuación)

Capitulo III: Desarrollo
Tabla 1 Instrumentos de medición y control de la red de transporte y
distribución de gas. (Continuación)
Otros dispositivos que forman parte del sistema de control son los
transductores y los transmisores, los cuales se encargan de captar las variables del
proceso y transmitirlas a distancia a instrumentos indicadores o controladores; la
función primordial de estos dispositivos es tomar cualquier señal para convertirla en
una señal estándar adecuada para el instrumento receptor. En general, los
transductores están integrados en los instrumentos que se utilizan en las mediciones
de temperatura, presión, nivel, flujo, velocidad, corriente, potencia, entre otros.
Existen varios tipos de señales de transmisión: neumáticas, electrónicas,
digitales, hidráulicas y telemétricas. Las más empleadas en la industria son las tres
primeras, las señales hidráulicas se utilizan ocasionalmente cuando se necesita una
gran potencia y las señales telemétricas se emplean cuando hay una distancia de
varios kilómetros entre el transmisor y el receptor como es el caso del SISUGAS.
Capitulo IV: Discusión de Resultados
4.1 Análisis de resultados.
4.1.1 Sistema de control supervisión y adquisición de datos (SCADA).
Un sistema SCADA es una aplicación o conjunto de aplicaciones software
especialmente diseñada para funcionar sobre ordenadores de control de producción,
con acceso a la planta mediante la comunicación digital con los instrumentos y
actuadores, e interfaz gráfica de alto nivel con el usuario (pantallas táctiles, ratones o
cursores, lápices ópticos, etc.). Aunque inicialmente solo era un programa que
permitía la supervisión y adquisición de datos en procesos de control, en los últimos
tiempos han ido surgiendo una serie de productos hardware y buses especialmente
diseñados o adaptados para éste tipo de sistemas. La interconexión de los sistemas
SCADA también es propia, se realiza una interfaz del PC a la planta centralizada,
cerrando el lazo sobre el ordenador principal de supervisión.
Sistemas de control hay muchos y muy variados y todos, bien aplicados,
ofrecen soluciones óptimas en entornos industriales. Lo que hace de los sistemas
SCADA una herramienta diferenciativa es la característica de control supervisado. En
consecuencia, supervisamos el control de la planta y no solamente monitorizamos las
variables que en un momento determinado están actuando sobre la planta; esto es,
podemos actuar y variar las variables de control en tiempo real, algo que pocos
sistemas permiten con la facilidad intuitiva que dan los sistemas SCADA.
4.1.2 Sistema de transporte y distribución de gas metano destinado a la venta en
Venezuela y sus variables críticas.
Para conocer el sistema de transporte y distribución de gas metano en Venezuela se
identificaron cada uno de los gasoductos que lo componen en las diferentes regiones
del país (Oriente, Centro y Occidente), así como también el tramo perteneciente al
gasoducto transoceánico que llega hasta el país vecino (Colombia). Con la
descripción de estos gasoductos se pudo constatar que el sistema es bastante
extenso y que comprende un gran número de subtramos de diferentes diámetros y
longitudes, debido a la diversidad topográfica que atraviesan y a lo distante que se
encuentran los clientes de la principal fuente de producción, que actualmente está en
Capitulo IV: Discusión de Resultados
Anaco, razón por la cual se encuentran instaladas 3 plantas compresoras a lo largo
del sistema.
4.1.2.1 Variables críticas e instrumentos de control asociados al funcionamiento
del sistema.
Para identificar las variables críticas del sistema en estudio, fue necesario conocer el
sistema de control que se encarga de supervisar dichas variables. En las entrevistas
realizadas al personal que labora en la sala maestra de control de PDVSA Gas se
obtuvo información que permitió visualizar el modo en que este sistema recopila y
procesa los datos provenientes de las estaciones remotas. Se conoció que la
plataforma trabaja bajo la filosofía del SCADA, recibe valores de presión, temperatura,
flujo, empaque de las líneas, composición del gas, estado de ciertas válvulas (abiertas
o cerradas) y otros parámetros de seguridad de las estaciones de telemetría que
están localizadas en diversos puntos de la red de transporte de gas; de la gran gama
de datos que maneja el sistema, la presión es la variable más crítica, obviamente por
ser un criterio de diseño en las tuberías y en los equipos, y porque constituye la causa
más probable de accidentes catastróficos.
La transmisión de datos se efectúa vía radio, cables de fibra óptica y satélites, por
medio de protocolos de comunicación que permiten codificar y decodificar la
información. Los datos recibidos son analizados por el software del SISUGAS y
presentados a los operadores en forma de pantallas; dependiendo de los resultados,
estos deciden las acciones a tomar, cabe destacar que para que este esquema sea
eficiente, es necesaria que la información sea recibida de manera oportuna, lo cual no
siempre sucede. En cuanto a los instrumentos de control asociados al sistema, la
variedad también es muy amplia y por razones obvias, en este trabajo sólo se
describen los más relevantes, entre los cuales destacan los medidores de presión y
las válvulas de alivio, que son los más importantes a la hora de prevenir incidentes en
las tuberías. También se pudo observar que, de acuerdo a lo reportado por el
SISUGAS, muchos de los instrumentos están dañados o descalibrados, en algunos
casos por falta de mantenimiento, en otros porque ya cumplieron su tiempo de vida
útil o simplemente porque están ausentes.

Capitulo V: Conclusiones y Recomendaciones
5.1 Conclusiones
El objetivo principal de la automatización industrial consiste en gobernar la
actividad y la evolución de los procesos sin la intervención continua de un
operador humano.
La principal características de los sistemas SCADA es el control
supervisado.
El sistema de transporte y distribución de gas metano en Venezuela es
bastante complejo debido a su gran magnitud (aproximadamente 5.700 Km de
tubería).
Las variables críticas asociadas al sistema de control son: la presión, la
temperatura, el flujo y el mantenimiento de los equipos e instrumentos.
El óptimo funcionamiento del SCADA como sistema de control está sujeto a
diferentes factores, como: el uso de las tecnologías adecuadas, el cumplimento
de los planes de mantenimiento de la infraestructura, la capacitación del personal
que lo opera, entre otros. Algunos de estos factores presentan fallas en el
SISUGAS y ameritan una evaluación más profunda.

Capitulo V: Conclusiones y Recomendaciones
5.2 Recomendaciones
Diseñar un plan de supervisión y control de las operaciones de manejo de
gas en Venezuela, que involucre al ente regulador (ENAGAS) a fin de que se
verifique el cumplimiento de las normas en cada una de las etapas que conforman
el negocio del gas.
Evaluar los programas de mantenimiento de los equipos e instrumentos
asociados a la red de transporte y distribución de gas metano, con el objeto de
verificar su cumplimiento y adaptarlos a los requerimientos actuales del sistema.
Reforzar y actualizar la infraestructura de la red de gas, procurando el
reemplazo de los equipos obsoletos o que se encuentran fuera de servicio, así
como los medios de comunicación y los protocolos del SCADA.
UNIVERSIDAD DE ORIENTE
NÚCLEO DE ANZOÁTEGUI
ESCUELA DE INGENIERÍA Y CIENCIAS APLICADAS
ÁREAS ESPECIALES DE GRADO
INGENIERÍA DE YACIMIENTOS DE GAS
INFORME TÉCNICO
DETERMINACIÓN DE LAS RESERVAS GAS Y LÍQUIDO EN YACIMIENTOS DE
GAS CONDENSADO MEDIANTE EL MÉTODO DE HAVLENA Y ODEH
Realizado por:
Br. Espinoza, Ana. C.I: 21.079.365
Br. Ramírez, Kenny. C.I: 18.512.545
Br. Sánchez, Franny. C.I: 19.184.587
Profesor;
Uricare, Jairo
Barcelona, Junio de 2014

Capítulo I: Introducción
1.1 Planteamiento del Problema
Gran parte de la energía empleada en el mundo proviene de los hidrocarburos y sus
derivados. Una de estas fuentes de energía es el gas natural, en especial el gas
condensado el cual se encuentra en los yacimientos de gas condensado. Para la
utilización de este gas primero se debe realizar la explotación del mismo y esto lleva a
tener en cuentas varias consideraciones la primera de ellas es conocer exactamente
que volumen de gas existe originalmente en ese yacimiento y cuanto de ese volumen
se puede producir realmente, es decir cuál es el factor de recobro de dicho
yacimiento.
Para obtener el volumen gas condensado original en sitio (GCOES) se requiere
información obtenida de los pozos perforados. Existen varios métodos utilizados como
la estimación volumétrica, sin embargo la veracidad de esta dependerá de los valores
ponderados utilizados para producirlas, tampoco los resultados volumétricos
obtenidos para GCOES indican qué tipo de mecanismo de producción tiene el
yacimiento de gas. Para saber exactamente cuáles son los mecanismos se emplea la
Ecuación de Balance de Materiales (EBM), la cual se ha desarrollado en base al
balance del volumen original, balance del volumen de poros disponibles y balance
molecular para diferentes tipos de yacimientos. La ecuación de balance de materiales
de Schilthuis ha sido considerada por muchos ingenieros únicamente como de interés
histórico. Es por tanto interesante mencionar que a finales de 1963 Havlena y Odeh
presentaron dos interesantes papers que describían una técnica de interpretación de
la EBM como una ecuación lineal, el primero de ellos describía la técnica y el segundo
ilustraba la aplicación y casos históricos de yacimientos, demostrando que en
diferentes casos la EBM puede ser interpretada como una función lineal, haciendo
mucho más fácil su entendimiento y aplicación.
En el siguiente trabajo se mostrará como la técnica de Havlena y Odeh es usada
para determinar el GCOES, las reservas de gas y de líquido, la intrusión de agua
mediante la ecuación de balance de materiales, la solución simultánea de la ecuación
de Van Everdingen y Hurts y la ecuación de Pote mediante el diseño de una hoja de
cálculo en Microsoft Excel 2007.

Capítulo I: Introducción
1.2 OBJETIVOS
Objetivo General
Determinar las reservas de gas y líquido en yacimientos de gas condensado
mediante el método de Havlena y Odeh.
Objetivos Específicos
1 Reconocer el tipo de acuífero asociado a un yacimiento de gas condensado
mediante el grafico de Cole.
2 Determinar la intrusión de agua en un yacimiento de gas condensado mediante la
solución de la ecuación de Van Everdingen y Hurst.
3 Determinar la intrusión de agua en un yacimiento de gas condensado mediante la
ecuación de Pote.
4 Describir la técnica de Havlena y Odeh para yacimientos de gas condensado con
empuje hidráulico.

Capitulo II: Desarrollo
2.1 Gráfico de Cole.
El gráfico de Cole es una herramienta utilizada para distinguir en una forma cualitativa
la presencia de un acuífero asociado a un yacimiento de gas y la intensidad de dicho
acuífero. Parte de la ecuación de balance de materiales, Y que después de cierto
arreglo se obtiene lo siguiente:
Et
WeG
Et
F (Ec. 2.1)
Dónde:
F: Fluidos producidos
Et: Mecanismos de producción
G: Gas original en sitio
We: Intrusión de agua
Cole propone graficar el término del primer miembro F/Et en el eje de las
ordenadas y la producción acumulada Gp, en el eje de las abscisas tal y como se
muestra en la figura 2.1.
Figura 2.1. Gráfico de Cole
La gráfica mostrada en la figura 1, puede ser interpretada de la siguiente manera:
Si el yacimiento es volumétrico la intrusión de agua (We=0), se obtiene una
línea recta horizontal, donde el intercepto en el eje de las abscisas, es igual al
gas original en sitio (GOES).
Si existe la presencia de un acuífero débil asociado al yacimiento, se obtiene
una curva con pendiente negativa.
Cuando el acuífero es moderado la curva muestra inicialmente una pendiente
positiva y al final una pendiente negativa.
Si el acuífero es fuerte (infinito) la curva muestra una pendiente positiva todo el
tiempo. Al final se puede observar un comportamiento lineal.
Capitulo II: Desarrollo
2.3 Ecuación de Van Everdingen y Hurts
Estudios del mecanismo de intrusión de agua dentro de un yacimiento han mostrado
que en general es un proceso transitorio (no continuo o estabilizado). Sin embargo
cuando la actividad del acuífero es poca (acuíferos pequeños, rd<2), la tasa de flujo
de agua es pequeño y se puede considerar que el influjo de agua es continuo y sigue
la ecuación de estado estacionario de Shilthuis.
Para yacimientos de gas con empuje activo de agua, el uso de la ecuación de
Shiltius no arroja resultados confiables para predecir el comportamiento del
yacimiento y es necesario considerar flujo transitorio ya que cuando ocurre una
caidade presión, el agua expandida no se mueve dentro del yacimiento a la misma
tasa de drenaje del gas.
Van Everdingen y Hurts desarrollaron un método matemático para calcular la
entrada de agua a un yacimiento considerando flujo radial transitorio.
Ecuaciones:
La intrusión de agua provocada por una sola caída de presión ΔP durante un
tiempo t viene dada por:
𝐶 ∆ (Ec.2.2)
Dónde:
We: intrusión de agua, By
C: constante del acuífero By/lpc
ΔP: Caída de presión a un tiempo t, lpc
Qtd: influjo adimensional a un tiempo t
Para yacimientos circulares completamente rodeados por un acuífero:
𝐶 𝐶 (Ec. 2.3)
Para yacimientos radiales no circulares:
𝐶 𝐶 (Ec.2.4)
Dónde:
ɸ: porosidad, fracción
Ce= Cw+Cf: compresibilidad efectiva del acuífero, lpc-1
RR: radio del yacimiento, pies
h: espesor del acuífero, pies
f: fracción del perímetro del yacimiento en contacto con el acuífero.
Van Everdingen y Hurts presentaron tablas para calcular Qtd en función de td y rD
para acuíferos finitos e infinitos.

Capitulo II: Desarrollo
(Ec.2.5)
(Ec.2.6)
Dónde:
tD: tiempo adimensional
rD: radio adimensional
K: permeabilidad del acuífero, md
µw: viscosidad del agua a condiciones de yacimiento, cp
t: tiempo, días
rA: radio del acuífero, pies
rR: radio del yacimiento, pies
Bird y Cols de la Exxon realizaron un ajuste matemático de las tablas de Van
Everdingen y Hurts que puede ser programado fácilmente. El ajuste tiene la siguiente
forma para valores de rD<100:
(Ec.2.7)
(Ec.2.8)
(Ec.2.9)
(Ec.2.10)
(Ec.2.11)
(Ec.2.12)
Para calcular la intrusión de agua correspondiente a una declinación continua de
presión en el CAG (contacto agua-gas) es necesario dividir la declinación continua en
una serie escalonada de caídas de presión como se observa en la figura 2.2. La
intrusión de agua correspondiente a cada ΔP se puede calcular por medio de la
ecuación 2 y el acumulado través de los diferentes intervalos de caída de presión, se
puede estimar aplicando el principio de superposición en tiempo. Las presiones
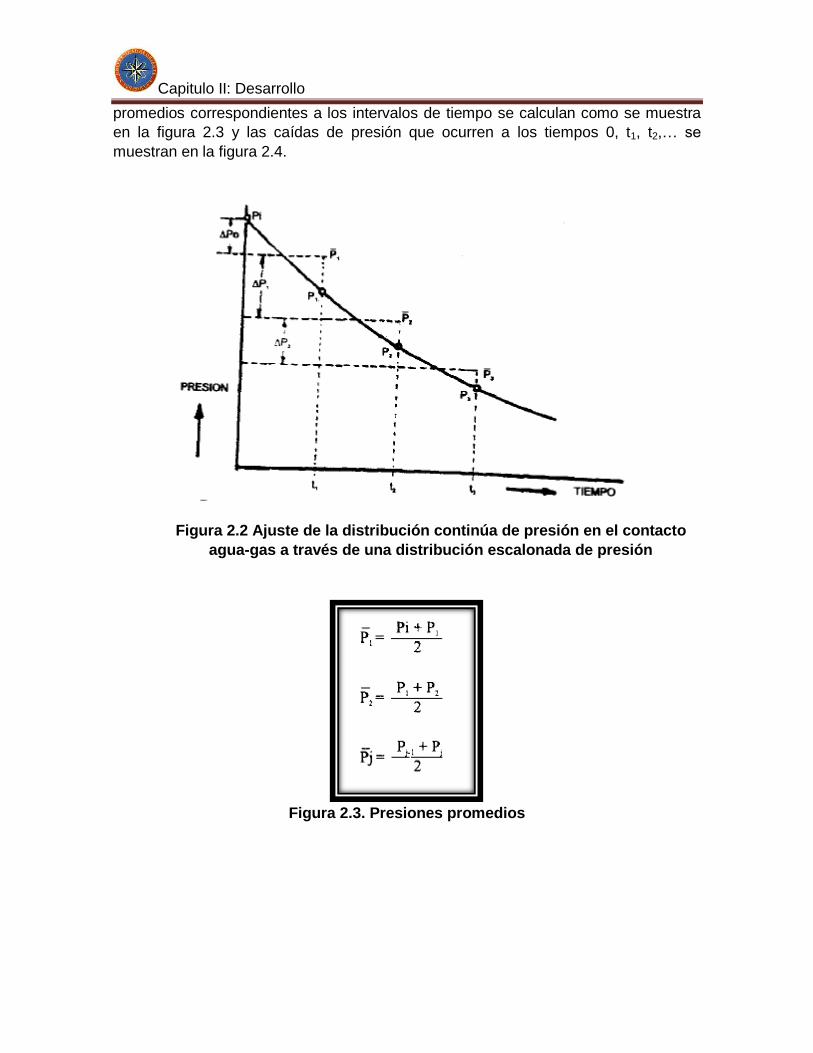
Capitulo II: Desarrollo
promedios correspondientes a los intervalos de tiempo se calculan como se muestra
en la figura 2.3 y las caídas de presión que ocurren a los tiempos 0, t1, t2,… se
muestran en la figura 2.4.
Figura 2.2 Ajuste de la distribución continúa de presión en el contacto
agua-gas a través de una distribución escalonada de presión
Figura 2.3. Presiones promedios

Capitulo II: Desarrollo
Figura 2.4. Caídas de presiones
De esta manera para calcular el volumen de agua acumulada que entra al
yacimiento, We, durante un tiempo t (Correspondiente al final del intervalo n) se aplica
el principio de superposición en la forma siguiente:
𝐶 (Ec.2.13)
2.4 Ecuación Pote
Si el acuífero es pequeño, en buena comunicación con la zona de gas y las
permeabilidades son altas, puede representarse con el modelo de “acuífero Pote”.
Este tipo de modelo puede aplicarse en yacimientos de alta permeabilidad, fallados,
donde las zonas de petróleo y/o gas están en contacto con pequeños acuíferos como
es el caso de muchos yacimientos del Oriente de Venezuela y de la Costa del Golfo.
En estos casos, una pequeña caída de presión ΔP es transmitida instantáneamente a
todo el acuífero y genera una instrucción de agua, We, por expansión del agua del
acuífero.
𝐶𝑤 𝐶 (Ec.2.14)
Dónde:
W: volumen de agua original en el acuífero, By
Las unidades de las demás variables fueron definidas anteriormente.

Capitulo II: Desarrollo
2.5 Método de Havlena y Odeh para yacimiento de gas condensado con
intrusión de agua.
La ecuación de balance de materiales para un yacimiento de gas condensado con
empuje hidráulico es como se mostró anteriormente:
(Ec.2. 15)
Donde G representa el gas condensado original en sitio, y B2f y B2fi vienen dados
por las siguientes expresiones:
P
TfZfB
20054,02
Pi
TfiZfiB
20054,02
(Ec.2.16)
Donde Z2f representa el factor de compresibilidad bifásico.
La técnica de Havlena y Odeh escribe de la siguiente manera:
(Ec.2.17)
Donde el volumen de fluidos producidos F viene dado bajo la siguiente expresión:
(Ec.2.18)
Y el término Egc para el caso de gas condensado es representado por la siguiente
ecuación:
)22( fiBfBEgc (Ec.2.19)
El término de Gpt se calcula de la siguiente manera:
𝐺 𝐺
(Ec.2.20)
Donde:
9,5º
6084
APIMc
WePPiSwi
CfSwiCwfiBGfiBfBGBwWpfBGpt
)(
1
)()2()22()()2(
WeEfwEgcGF )(
)()2( BwWpfBGptF

Capitulo II: Desarrollo
APIc
º5,131
5,141
En este caso el gráfico de Cole consiste en graficar lo siguiente:
vsGptEfwEgc
F
Y la técnica de Havlena y Odeh define el gráfico de la siguiente manera:
EfwEgc
Wevs
EfwEgc
F
La cual representa una línea recta cuyo intercepto con el eje “y” representará el gas
condensado original en sitio (GCOES).
Finalmente al obtener el Gcoes se puede obtener el Coes y Goes con las siguientes
relaciones:
𝐶
(Ec.2. 21)
𝐺 𝐺 𝐶 (Ec.2.22)
Donde:
(Ec.2.23)
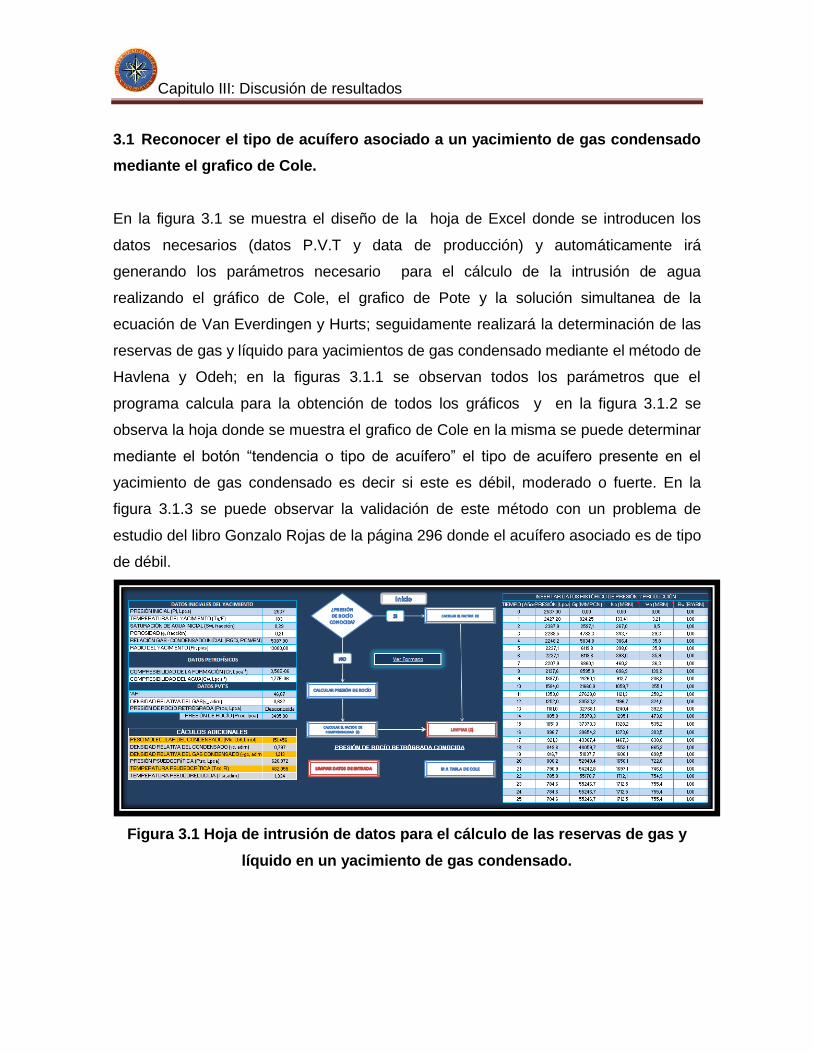
Capitulo III: Discusión de resultados
3.1 Reconocer el tipo de acuífero asociado a un yacimiento de gas condensado
mediante el grafico de Cole.
En la figura 3.1 se muestra el diseño de la hoja de Excel donde se introducen los
datos necesarios (datos P.V.T y data de producción) y automáticamente irá
generando los parámetros necesario para el cálculo de la intrusión de agua
realizando el gráfico de Cole, el grafico de Pote y la solución simultanea de la
ecuación de Van Everdingen y Hurts; seguidamente realizará la determinación de las
reservas de gas y líquido para yacimientos de gas condensado mediante el método de
Havlena y Odeh; en la figuras 3.1.1 se observan todos los parámetros que el
programa calcula para la obtención de todos los gráficos y en la figura 3.1.2 se
observa la hoja donde se muestra el grafico de Cole en la misma se puede determinar
mediante el botón “tendencia o tipo de acuífero” el tipo de acuífero presente en el
yacimiento de gas condensado es decir si este es débil, moderado o fuerte. En la
figura 3.1.3 se puede observar la validación de este método con un problema de
estudio del libro Gonzalo Rojas de la página 296 donde el acuífero asociado es de tipo
de débil.
Figura 3.1 Hoja de intrusión de datos para el cálculo de las reservas de gas y
líquido en un yacimiento de gas condensado.

Capitulo III: Discusión de resultados
Figura 3.1.1 Tabla de valores para realizar el grafico de Cole
Figura 3.1.2 Grafico de Cole
Figura 3.1.3 Grafico de Cole del Problema de estudio del Gonzalo Rojas
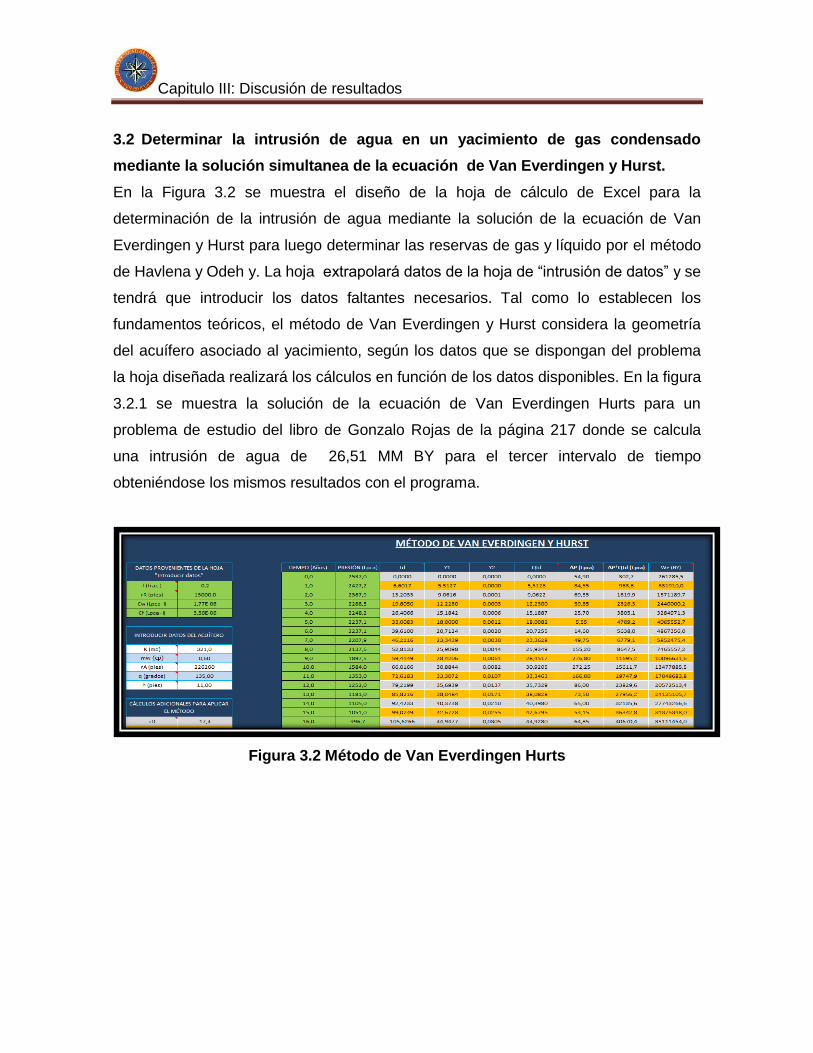
Capitulo III: Discusión de resultados
3.2 Determinar la intrusión de agua en un yacimiento de gas condensado
mediante la solución simultanea de la ecuación de Van Everdingen y Hurst.
En la Figura 3.2 se muestra el diseño de la hoja de cálculo de Excel para la
determinación de la intrusión de agua mediante la solución de la ecuación de Van
Everdingen y Hurst para luego determinar las reservas de gas y líquido por el método
de Havlena y Odeh y. La hoja extrapolará datos de la hoja de “intrusión de datos” y se
tendrá que introducir los datos faltantes necesarios. Tal como lo establecen los
fundamentos teóricos, el método de Van Everdingen y Hurst considera la geometría
del acuífero asociado al yacimiento, según los datos que se dispongan del problema
la hoja diseñada realizará los cálculos en función de los datos disponibles. En la figura
3.2.1 se muestra la solución de la ecuación de Van Everdingen Hurts para un
problema de estudio del libro de Gonzalo Rojas de la página 217 donde se calcula
una intrusión de agua de 26,51 MM BY para el tercer intervalo de tiempo
obteniéndose los mismos resultados con el programa.
Figura 3.2 Método de Van Everdingen Hurts
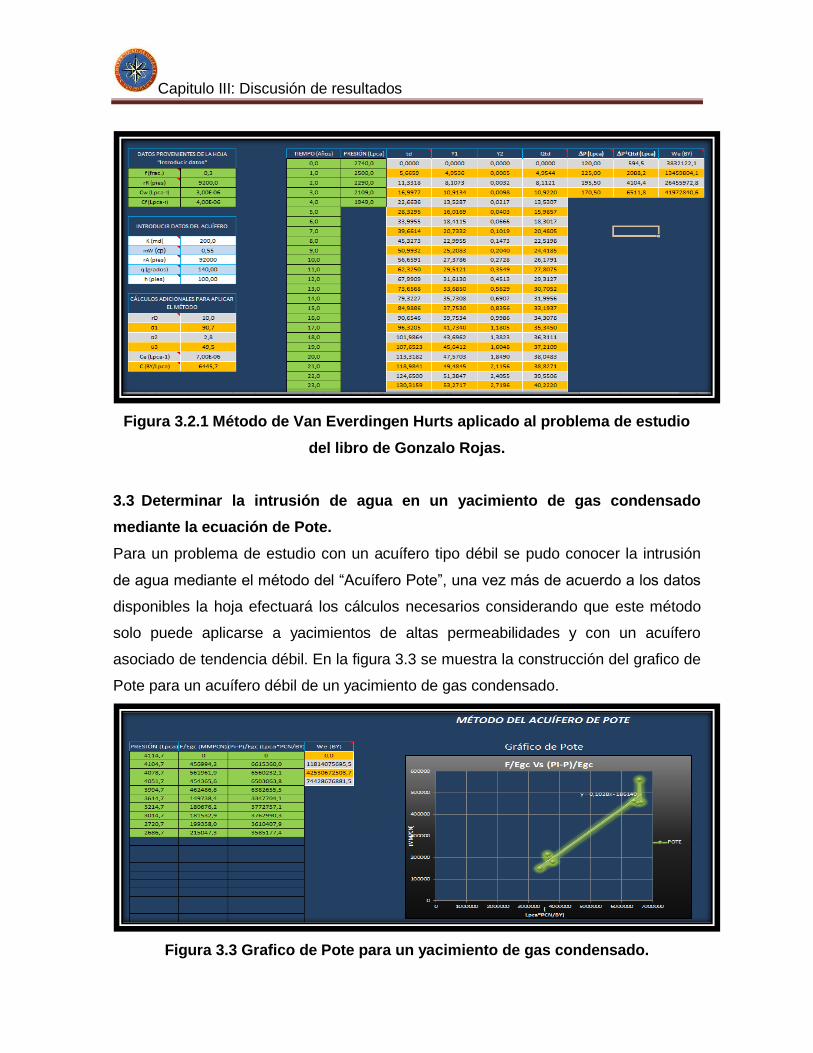
Capitulo III: Discusión de resultados
Figura 3.2.1 Método de Van Everdingen Hurts aplicado al problema de estudio
del libro de Gonzalo Rojas.
3.3 Determinar la intrusión de agua en un yacimiento de gas condensado
mediante la ecuación de Pote.
Para un problema de estudio con un acuífero tipo débil se pudo conocer la intrusión
de agua mediante el método del “Acuífero Pote”, una vez más de acuerdo a los datos
disponibles la hoja efectuará los cálculos necesarios considerando que este método
solo puede aplicarse a yacimientos de altas permeabilidades y con un acuífero
asociado de tendencia débil. En la figura 3.3 se muestra la construcción del grafico de
Pote para un acuífero débil de un yacimiento de gas condensado.
Figura 3.3 Grafico de Pote para un yacimiento de gas condensado.

Capitulo III: Discusión de resultados
3.4 Describir la técnica de Havlena y Odeh para yacimientos de gas condensado
con empuje hidráulico.
Una vez calculada la intrusión de agua para cada uno de los tiempos dados mediante
los diferentes métodos la hoja automáticamente procede a realizar el grafico de
Havlena y Odeh para yacimientos de gas condensado y de este modo calcular el gas
condensado original en sitio (GCOES) y las reservas de gas y liquido como se
muestran en las figuras 3.4 y 3.4.1. En las figuras 3.4.2 y 3.4.3 se muestran los
resultados que arroja la hoja de cálculo al estudiar un problema presentado en el libro
de Gonzalo Rojas en la página 296 donde el GCOES estimado es de 120 MMMPCN,
la hoja arroja un resultado de 140 MMMPCN teniendo una pequeña diferencia, sin
embargo este resultado es considerado favorable ya que estas diferencias son debido
al comportamiento inestable del acuífero lo que dificulta una correcta extrapolación
por parte del programa, para ello se debe solo tomar en cuenta los puntos en el
grafico que más se alineen.
Figura 3.4 Método de Havlena y Odeh
Figura 3.4.1 Reservas de Gas y Líquido para un yacimiento de Gas condensado
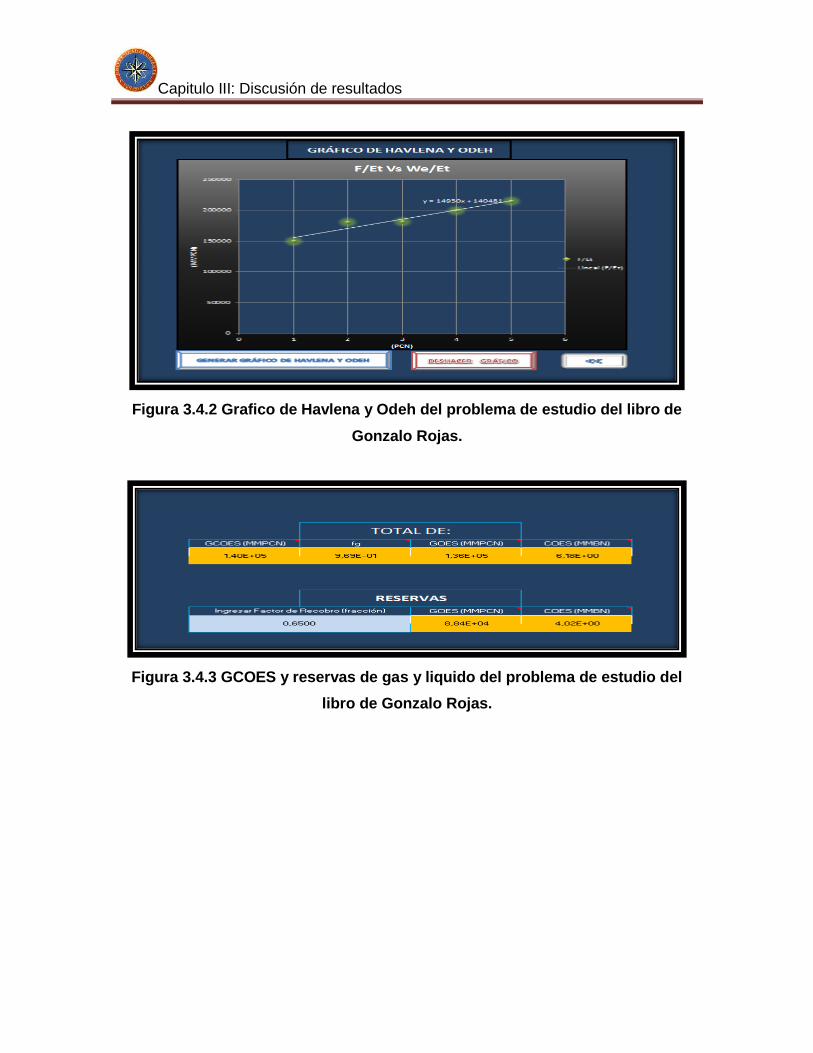
Capitulo III: Discusión de resultados
Figura 3.4.2 Grafico de Havlena y Odeh del problema de estudio del libro de
Gonzalo Rojas.
Figura 3.4.3 GCOES y reservas de gas y liquido del problema de estudio del
libro de Gonzalo Rojas.

Capitulo IV: Conclusiones
1 El gráfico de Cole permite determinar en forma cualitativa la presencia de un acuífero
asociado a un yacimiento de gas condensado además de distinguir la tendencia y la
intensidad del mismo.
2 El método de Van Everdingen y Hurts permite determinar la intrusión de agua cuando
el acuífero es de tipo fuerte.
3 El método de “Acuífero de Pote” es adecuado para yacimientos con acuíferos
asociados de tipo débil.
4 El método de Havlena y Odeh puede ser aplicado a yacimientos de gas condensado
con empuje hidráulico.
Related Documents











