FMDS Training to Suppliers Supplier Advancement Engineer Karen Stapleton Yuri Garcia B August 2018

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

FMDSTraining to Suppliers
Supplier Advancement EngineerKaren Stapleton
Yuri Garcia B
August 2018
2
Agenda
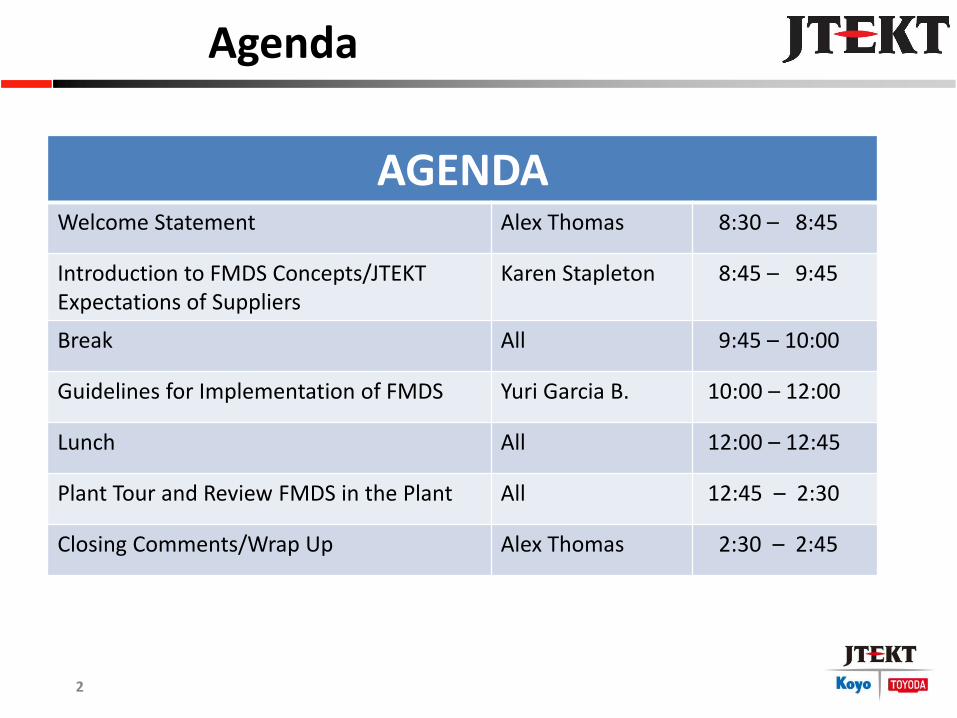
AGENDAWelcome Statement Alex Thomas 8:30 – 8:45
Introduction to FMDS Concepts/JTEKT Expectations of Suppliers
Karen Stapleton 8:45 – 9:45
Break All 9:45 – 10:00
Guidelines for Implementation of FMDS Yuri Garcia B. 10:00 – 12:00
Lunch All 12:00 – 12:45
Plant Tour and Review FMDS in the Plant All 12:45 – 2:30
Closing Comments/Wrap Up Alex Thomas 2:30 – 2:45

FMDS CONCEPT AND SUPPLIER EXPECTATIONS
Supplier Advancement EngineerKaren Stapleton
Yuri Garcia B
4
Introduction to FMDS
What is FMDS
Floor Management Development System“Toyota ideal shop floor management method and concept are organized and put into words.”
Through OJD (On the Job
Development)
Develop team members into leaders with the ability to:
Promote a kaizen work environment
Improve work quality
Solve problems

5
Introduction to FMDS
Toyota based FMDS
What is the mission of the Production Shop Floor?
To produce better, quality products at lower cost, on-time, and safely.
What are the production methods to achieve the mission?
TPS (Toyota Production System)
TPM (Total Productive Maintenance)
What is the control method including visualization?
Abnormality Control

6
FMDS
TPS
People Development Visualization 5S
Problem Solving
4M Change Point
Control
Abnormality
Control
TPM
Availability Performance Quality
FMDS Structure
7
Leaders -Teamwork
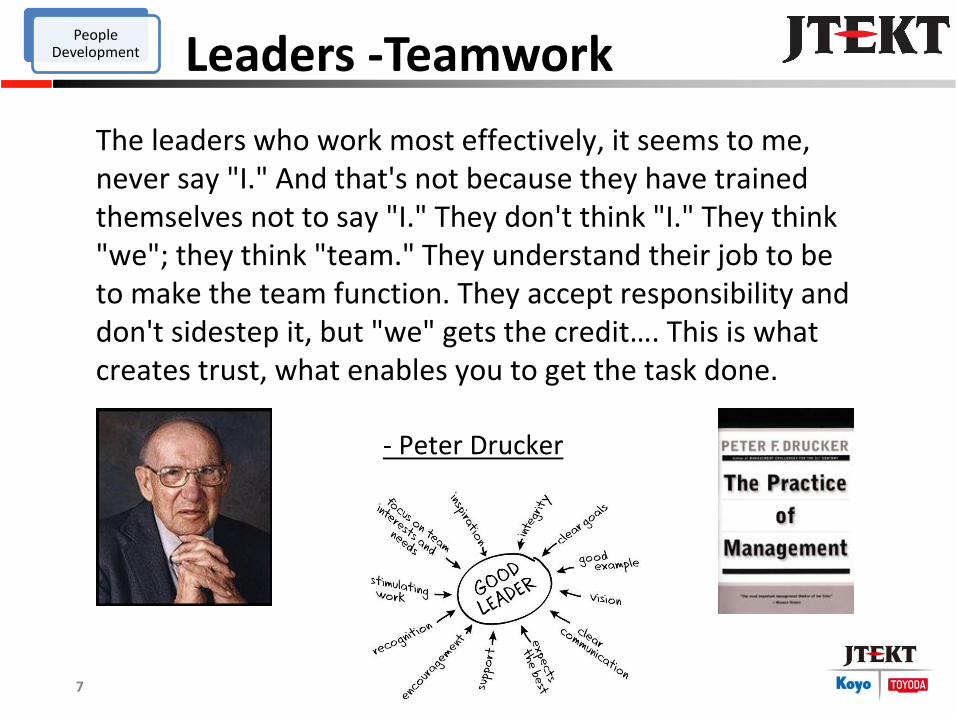
The leaders who work most effectively, it seems to me, never say "I." And that's not because they have trained themselves not to say "I." They don't think "I." They think "we"; they think "team." They understand their job to be to make the team function. They accept responsibility and don't sidestep it, but "we" gets the credit…. This is what creates trust, what enables you to get the task done.
- Peter Drucker
People Development

8
FMDS for Visual WorkplaceVisualization
Current SituationTarget Situation

9
FMDS Visual Control ExerciseVisualization

10
FMDS Visual Workplace Objectives
ALERTSUS TO
ABNORMALITY
WORKERAUTONOMY
ELIMINATIONOF WASTE
CONTINUOUSIMPROVEMENT
ZERO
DEFEC
TS
FMDSSHARING
INFORMATION
Visualization
11
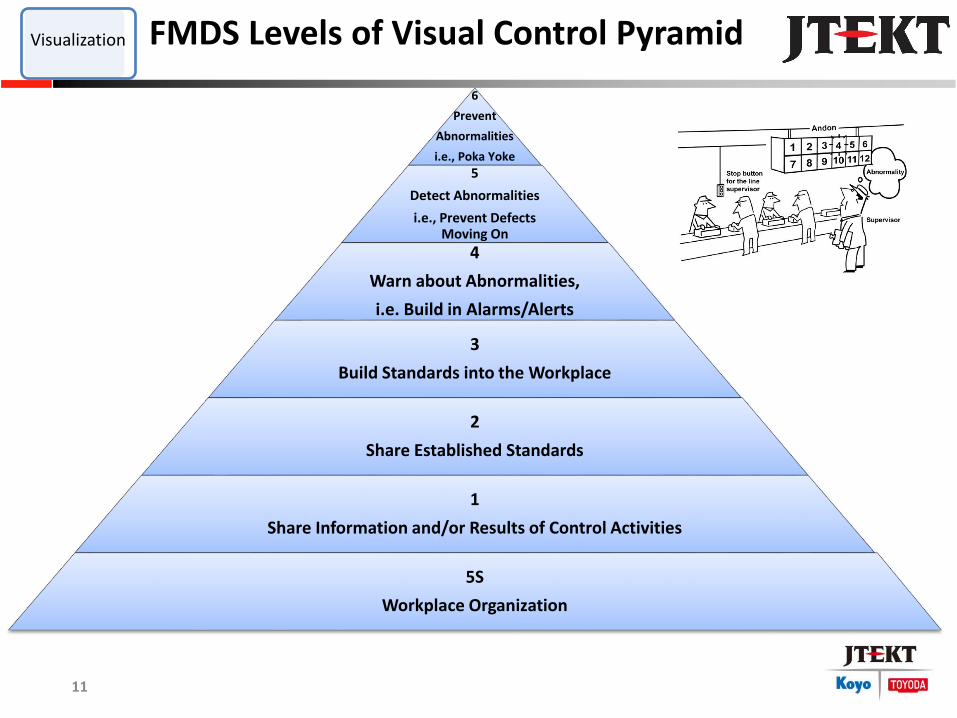
FMDS Levels of Visual Control Pyramid
6
Prevent
Abnormalities
i.e., Poka Yoke
5
Detect Abnormalities
i.e., Prevent Defects Moving On
4
Warn about Abnormalities,
i.e. Build in Alarms/Alerts
3
Build Standards into the Workplace
2
Share Established Standards
1
Share Information and/or Results of Control Activities
5S
Workplace Organization
Visualization
12
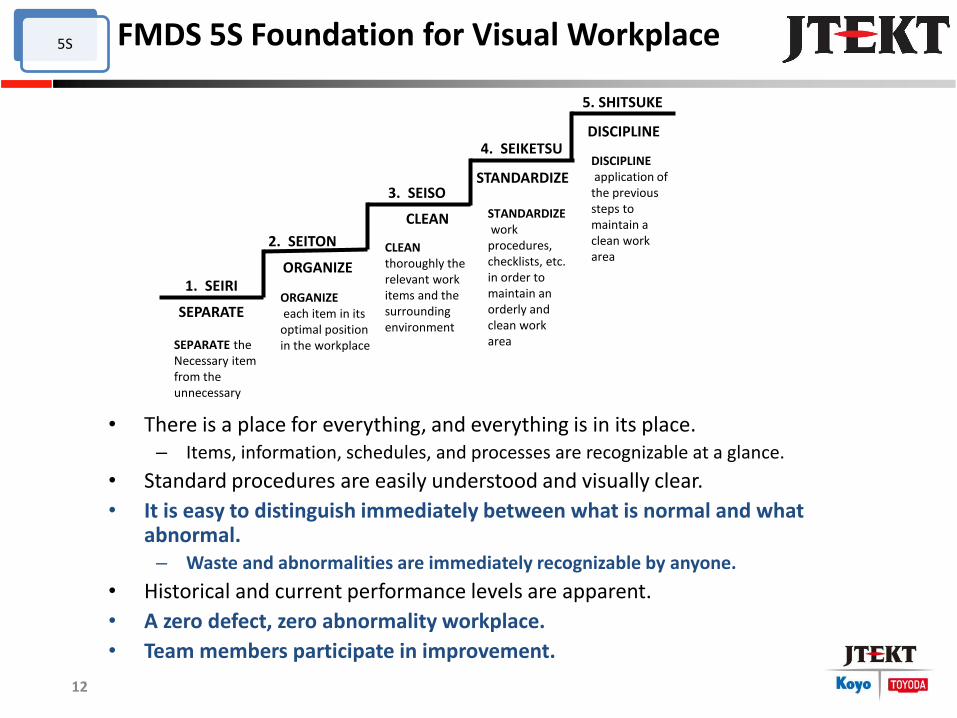
FMDS 5S Foundation for Visual Workplace
STANDARDIZEwork
procedures, checklists, etc. in order to maintain an orderly and clean work area
1. SEIRI
SEPARATE
SEPARATE theNecessary item from the unnecessary
2. SEITON
ORGANIZE
ORGANIZEeach item in its
optimal position in the workplace
3. SEISO
CLEAN
CLEANthoroughly the relevant work items and the surrounding environment
4. SEIKETSU
STANDARDIZE
5. SHITSUKE
DISCIPLINE
DISCIPLINEapplication of
the previous steps to maintain a clean work area
• There is a place for everything, and everything is in its place.– Items, information, schedules, and processes are recognizable at a glance.
• Standard procedures are easily understood and visually clear.
• It is easy to distinguish immediately between what is normal and what abnormal.– Waste and abnormalities are immediately recognizable by anyone.
• Historical and current performance levels are apparent.
• A zero defect, zero abnormality workplace.
• Team members participate in improvement.
5S
13
FMDS Problem Solving
Problem Solving Techniques:
Fishbone Diagram (Ishikawa)
5 Whys
8D – A3
Other
Problem Solving
14
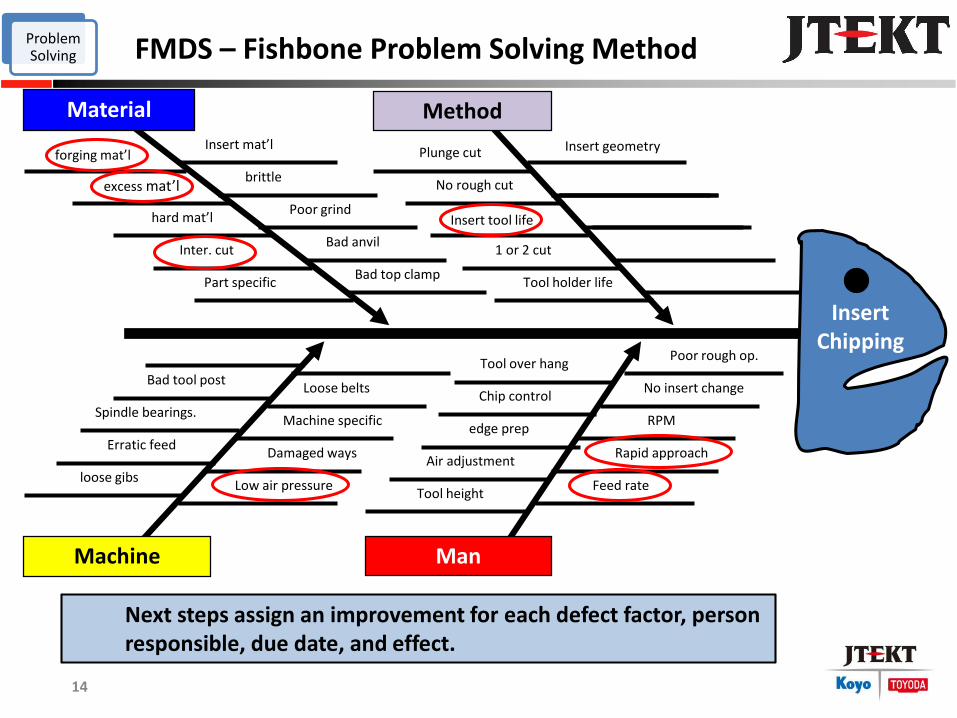
Method
ManMachine
Material
Insert Chipping
Poor grind
Bad anvil
Bad top clamp
Poor rough op.
Loose belts
1 or 2 cut
Tool holder life
Plunge cutInsert mat’l
Insert tool life
forging mat’l
brittleNo rough cut
Insert geometry
excess mat’l
Machine specific
hard mat’l
Inter. cut
Damaged ways
Bad tool post
loose gibs
Erratic feed
Spindle bearings.Chip control
Low air pressure
Rapid approach
edge prepRPM
No insert change
Tool height
Air adjustment
Feed rate
Part specific
Tool over hang
FMDS – Fishbone Problem Solving Method
Next steps assign an improvement for each defect factor, person responsible, due date, and effect.
Problem Solving
15
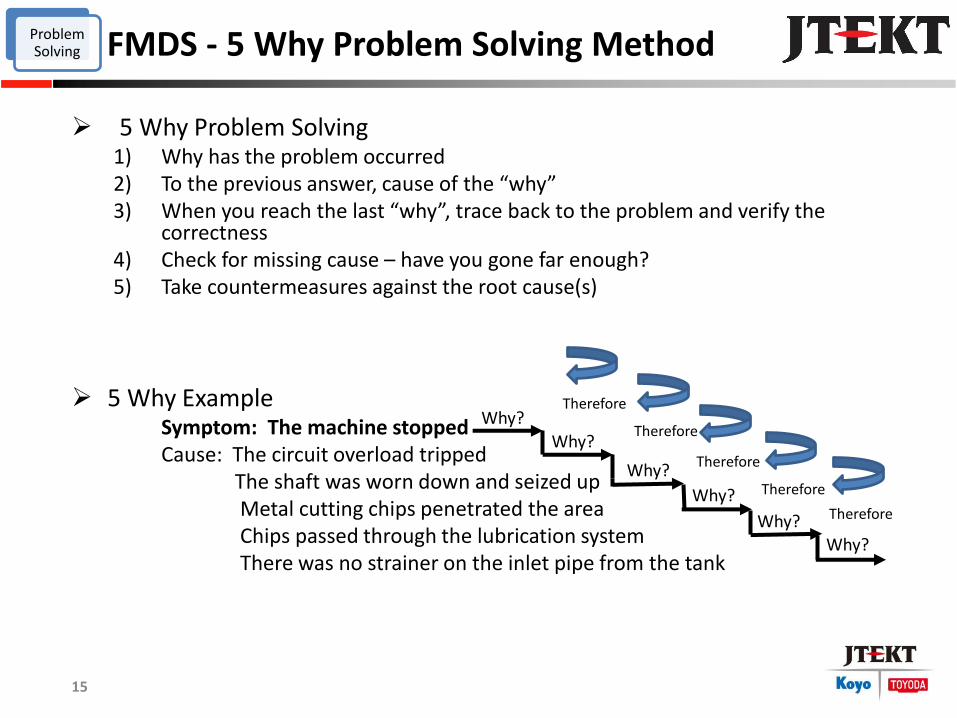
5 Why Problem Solving1) Why has the problem occurred2) To the previous answer, cause of the “why”3) When you reach the last “why”, trace back to the problem and verify the
correctness4) Check for missing cause – have you gone far enough?5) Take countermeasures against the root cause(s)
5 Why ExampleSymptom: The machine stoppedCause: The circuit overload tripped
The shaft was worn down and seized upMetal cutting chips penetrated the areaChips passed through the lubrication systemThere was no strainer on the inlet pipe from the tank
FMDS - 5 Why Problem Solving Method
Why?
Why?
Why?
Why?
Why?Why?
Therefore
Therefore
Therefore
Therefore
Therefore
Problem Solving
16
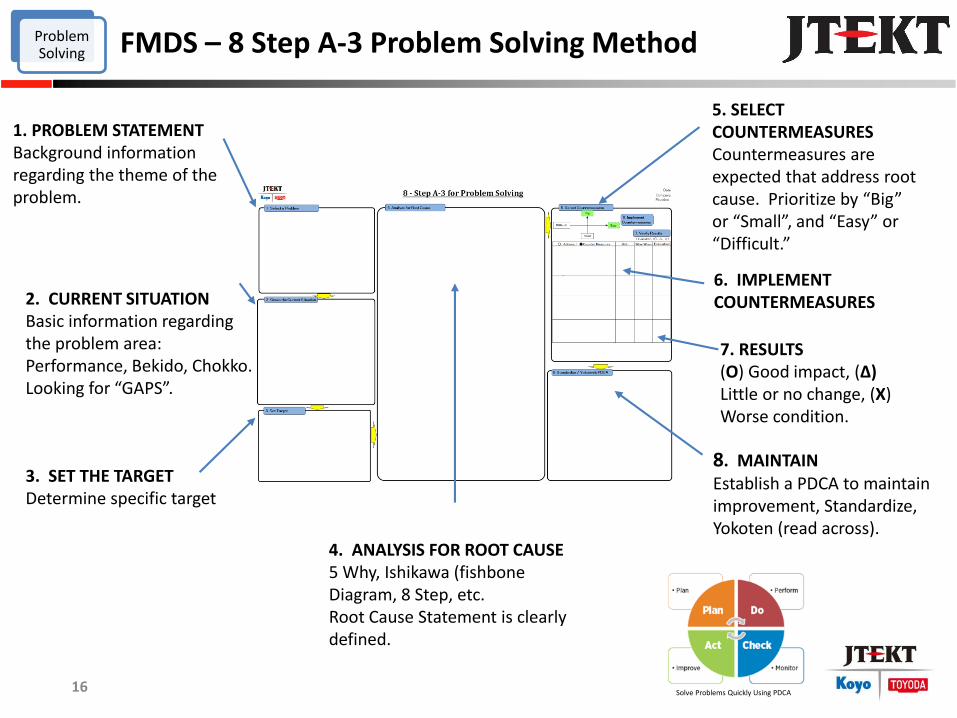
FMDS – 8 Step A-3 Problem Solving Method
8. MAINTAIN Establish a PDCA to maintain improvement, Standardize, Yokoten (read across).
1. PROBLEM STATEMENTBackground information regarding the theme of the problem.
2. CURRENT SITUATIONBasic information regarding the problem area: Performance, Bekido, Chokko. Looking for “GAPS”.
3. SET THE TARGETDetermine specific target
4. ANALYSIS FOR ROOT CAUSE5 Why, Ishikawa (fishbone Diagram, 8 Step, etc. Root Cause Statement is clearly defined.
5. SELECT COUNTERMEASURESCountermeasures are expected that address root cause. Prioritize by “Big” or “Small”, and “Easy” or “Difficult.”
6. IMPLEMENT COUNTERMEASURES
Solve Problems Quickly Using PDCA
7. RESULTS(O) Good impact, (Δ)Little or no change, (X) Worse condition.
Problem Solving
17
FMDS Total Productive Maintenance
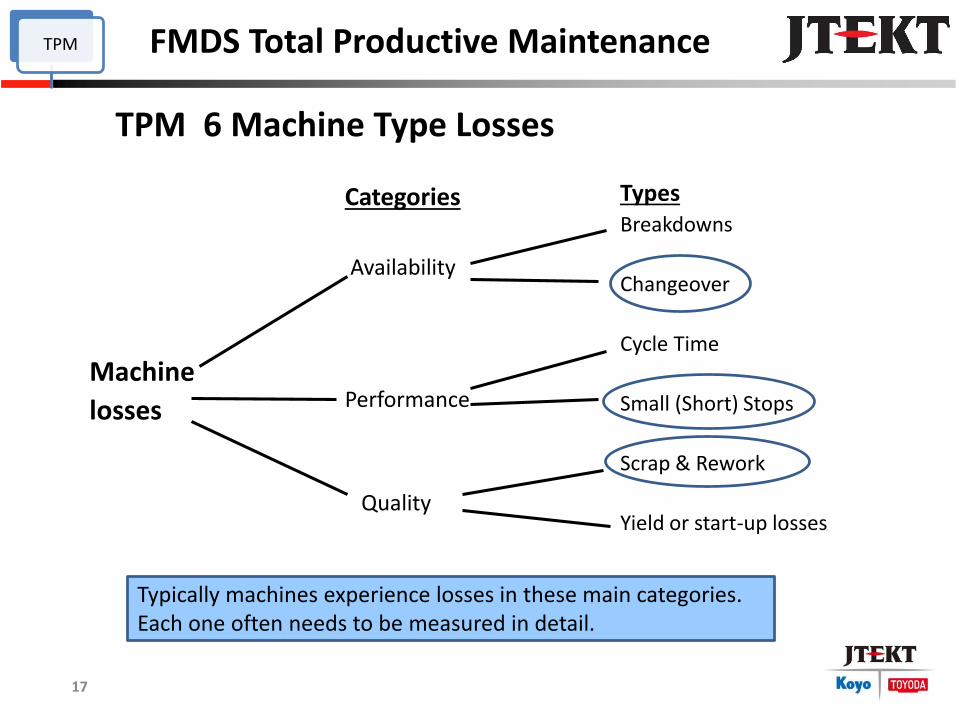
Categories
Availability
Performance
Quality
TypesBreakdowns
Changeover
Cycle Time
Small (Short) Stops
Scrap & Rework
Yield or start-up losses
Machine
losses
TPM 6 Machine Type Losses
TPM
Typically machines experience losses in these main categories. Each one often needs to be measured in detail.

18
FMDS – TERMS
Terms
A3 CL PDCA
8D GL Poke Yoke
Abnormality FMDS 5S
Bekido Gemba Standard Work
Non-Bekido Ishikawa Tanzaku
Bekido Cycle Kaizen Value Add
Bottleneck Kitaichi Non Value Add
Change Point KPI Visual Management
Chokko Morning Market Yarijimai
8 Kinds of Waste Muda Yokoten
4M Change Point Obeya Meeting

19
FMDS – JTEKT Term Bekido
Bekido:
• The rate at which the bottleneck (longest process) or a line performs.
• (MCT = Man + Auto)
Bekido rate = Σ(quality goods × Neck MCT)Working Hours
× 100%
20
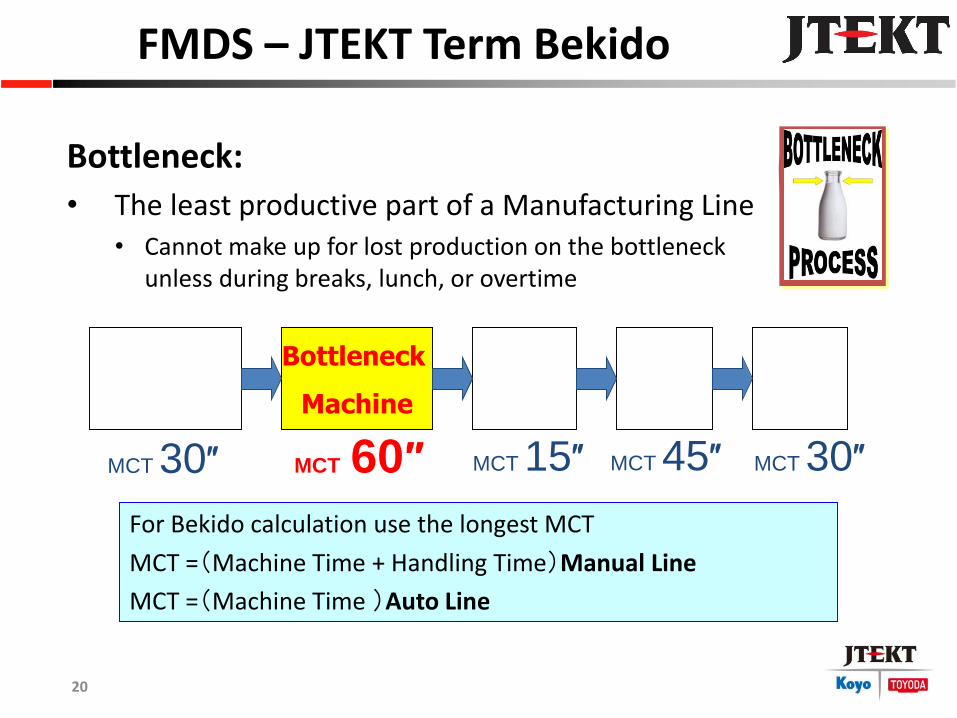
FMDS – JTEKT Term Bekido
Bottleneck:
• The least productive part of a Manufacturing Line• Cannot make up for lost production on the bottleneck
unless during breaks, lunch, or overtime
Bottleneck
Machine
MCT 30″ MCT 60″ MCT 15″ MCT 30″MCT 45″
For Bekido calculation use the longest MCT
MCT =(Machine Time + Handling Time)Manual Line
MCT =(Machine Time )Auto Line

21
FMDS – JTEKT Term Chokko
Chokko:
• The ratio of finish products exiting a line to total products entering the line.
Chokko =Total “Good” parts
x 100%Σ(No Good + Good Parts)

22
FMDS – Keys to Success
Schedule daily meeting involving plant leadership and support.
Cross functional approach, understood by management to shop floor.
Led by Team/Group Leader.
Buy in and ownership from shop floor and management!
Problem Solving to Determine Root CauseFind, expose, and control what is hidden problems and not visual.
True root cause determination – Does it pass the 5-Why test?The same type of rigor that is used in “quality” problems should be
applied to “machine breakdown“ problem solving.
Corrective actions must address the “root cause” and be “permanent and irreversible”.
Dynamic process that’s reviewed and modified.
Establish method that forces Yokoten “read across” to all systems and processes.
23
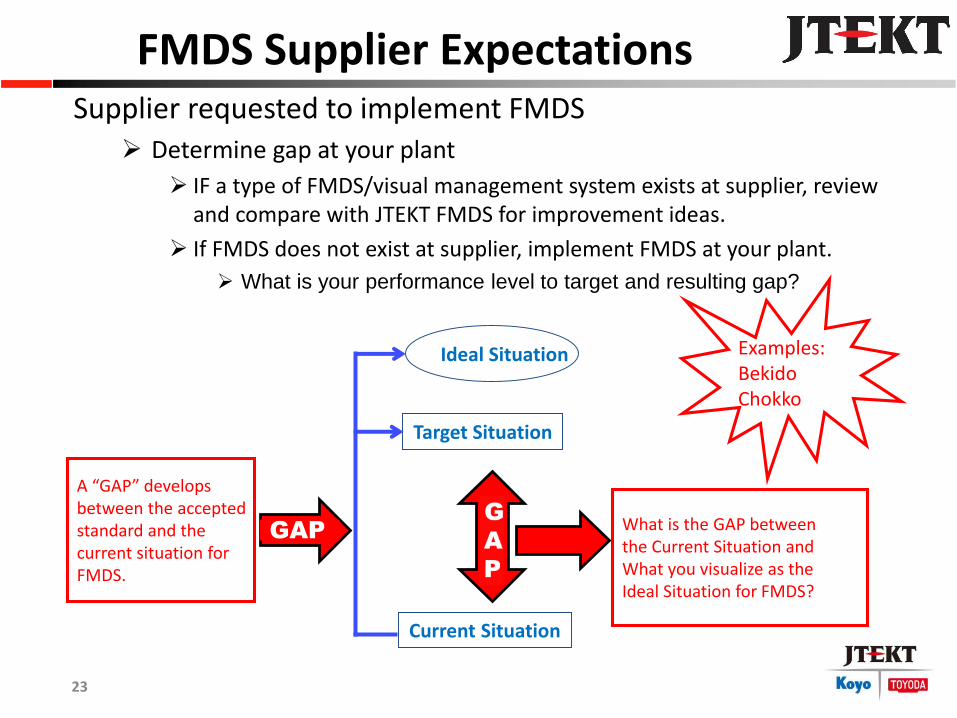
FMDS Supplier ExpectationsSupplier requested to implement FMDS
Determine gap at your plant
IF a type of FMDS/visual management system exists at supplier, review and compare with JTEKT FMDS for improvement ideas.
If FMDS does not exist at supplier, implement FMDS at your plant.
What is your performance level to target and resulting gap?
What is the GAP between the Current Situation andWhat you visualize as theIdeal Situation for FMDS?
Examples:BekidoChokko
A “GAP” develops between the acceptedstandard and the current situation forFMDS.
Current Situation
Target Situation
Ideal Situation
GAP
24
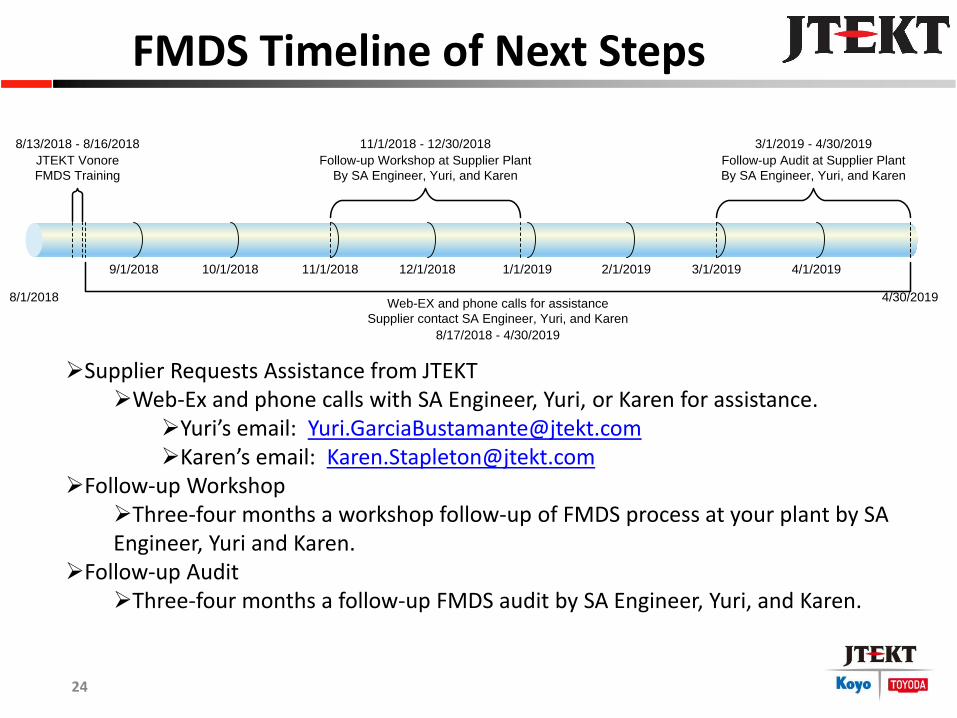
FMDS Timeline of Next Steps
Supplier Requests Assistance from JTEKTWeb-Ex and phone calls with SA Engineer, Yuri, or Karen for assistance.
Yuri’s email: [email protected]’s email: [email protected]
Follow-up WorkshopThree-four months a workshop follow-up of FMDS process at your plant by SA Engineer, Yuri and Karen.
Follow-up AuditThree-four months a follow-up FMDS audit by SA Engineer, Yuri, and Karen.
8/1/2018 4/30/2019
9/1/2018 10/1/2018 11/1/2018 12/1/2018 1/1/2019 2/1/2019 3/1/2019 4/1/2019
8/13/2018 - 8/16/2018
JTEKT Vonore
FMDS Training
11/1/2018 - 12/30/2018
Follow-up Workshop at Supplier Plant
By SA Engineer, Yuri, and Karen
3/1/2019 - 4/30/2019
Follow-up Audit at Supplier Plant
By SA Engineer, Yuri, and Karen
8/17/2018 - 4/30/2019
Web-EX and phone calls for assistance
Supplier contact SA Engineer, Yuri, and Karen

25
JATV FMDS BoardKPI’s
Countermeasures For KPI’s
4M Change point control:Planned,Change Point,Abnormality
Daily productionreports
Bekido & ChokkoCharts
Tanzaku
Safety
Quality
Delivery
Please standby for the next session to review the key elements 4M control and abnormality log.
26
Q AND A
Related Documents







![TPM Manual básico de Entrenamiento TPM[1]](https://static.cupdf.com/doc/110x72/55cf9ad3550346d033a3957d/tpm-manual-basico-de-entrenamiento-tpm1.jpg)



