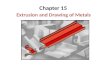
2 Surface Roughness (Ra) Surface Roughness (Ra) (a) "Smooth" (b) "Rough" Pick-up COMALCO EXTRUSION GUIDES FOR 6000 SERIES ALLOYS 1 Problem Poor surface finish in terms of heavy die lines and/or small tears. The product is unsuitable for architectural or trim finishes. Identification Pick-up appears as small score lines aligned in the extrusion direction which end in a build-up of aluminium debris. A comet tail appearance is common for pick-up, Figure 1. Die lines are a series of peaks and troughs running in the extrusion direction. Although micro die lines are found on quality surface finishes, poor surfaces contain heavy die lines usually combined with pick-up, Figure 2. POOR SURFACE FINISH OF 6000 SERIES EXTRUSIONS Figure 1 : (left) Extrusion surface exhibiting pick-up. Figure 2: (below) Photos of extrusions showing die lines and their corresponding surface roughness profiles.

Extrusion Guides 02
Sep 24, 2015
extrusion defects
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
-
2Surface Roughness (Ra) Surface Roughness (Ra)
(a) "Smooth" (b) "Rough"
Pick-up
C O M A L C O E X T R U S I O N G U I D E S F O R 6 0 0 0 S E R I E S A L L O Y S 1
ProblemPoor surface finish in terms of heavy die lines and/or small tears. The product is unsuitable for architectural or trim finishes.
IdentificationPick-up appears as small score lines aligned in the extrusion direction which end in a build-up of aluminium debris. A comet tail appearance is common for pick-up, Figure 1.
Die lines are a series of peaks and troughs running in the extrusion direction. Although micro die lines are found on quality surface finishes, poor surfaces contain heavy die lines usually combined with pick-up, Figure 2.
POOR SURFACE FINISH OF 6000 SERIES
EXTRUSIONS
Figure 1 : (left) Extrusion surface exhibiting pick-up.Figure 2: (below) Photos of extrusions showing die lines and their corresponding surface roughness profiles.
-
2C O M A L C O E X T R U S I O N G U I D E S F O R 6 0 0 0 S E R I E S A L L O Y S
1. EXTRUSION TEMPERATURE AND SPEEDCause
Excessive extrusion temperatures and/or speeds can resultin an increased rate of aluminium build-up on the die bearing. This is accompanied by an increase in pick-up, die lines andin some cases, localised melting which causes surface tearing.
Two types of surface tearing may occur during extrusion. One type occurs at around 550C and is due to coarseMg2Si present in the alloy. The presence of coarse Mg2Siresults in localised or incipient melting. A simplified reactionfor the process may be written as:
The other type of tearing occurs at around 580C and is attributed to frictional forces between die and extrudate surface. At the higher temperature the aluminium matrix itself tears due to the high strain at the surface.
Prevention
Optimise the extrusion speeds and temperatures for different categories of extruded sections. Sections fitting into similar categories (shape, extrusion ratio, etc ...) should perform in an almost equal manner.It is recommended that the extruder use correctly homogenised billet and avoid delays in preheating billet prior to extrusion. These measures will ensure that fine, evenly dispersed Mg2Si precipitates are contained in the billet at time of extrusion and will result in optimum mechanical properties without surface tearing. If the Mg2Si precipitates are in solution, the above mentioned reaction producing tearing will not occur.
Maintaining extrusion exit temperatures below 580C should prevent surface tearing due to friction between extrudate and die bearing in dilute 6000 series alloys.
It should be noted that while surface tearing may be avoided at exit temperatures up to 580C, other factors such as surface roughness, pick-up and shape control may limit the extrusion process to lower exit temperatures.
2. BILLET QUALITYCause
Poor billet quality resulting from either poor melt or homogenisation practices will increase the severity of extrusion pick-up and die lines. High iron and non-metallic inclusions (e.g. oxides, small refractory particles and TiB2 agglomerates) more commonly found in remelt billet can have a detrimental effect due to their abrasive nature. These particles will abrade the die bearing, increasing die wear and the rate of aluminium build up. This creates increased pick-up and die lines.
SUMMARY OF CAUSESBoth pick-up and die lines are caused by the interaction between the extrudate and die bearing.Factors that contribute to pick and die lines are;1. Extrusion temperature and speed,2. Billet quality,3. Die quality.
Al + Mg2Si + Si + AlFeSi ( or ) Liquid.[This reaction results in surface tearing].
-
3C O M A L C O E X T R U S I O N G U I D E S F O R 6 0 0 0 S E R I E S A L L O Y S
Unhomogenised or incorrectly homogenised billet can contain coarse Mg2Si precipitates and-AlFeSi intermetallics. The coarse Mg2Si precipitates can cause surface tearing, as mentioned previously. The -AlFeSi intermetallics are brittle, needle-like intermetallics that are transformed into the more spherical -AlFeSi intermetallics during correct homogenisation. Brittle, acicular-AlFeSi intermetallics will abrade the die bearing more rapidly than -AlFeSi intermetallics, and so will increase pick-up and die lines.
Remelt billet is more likely to have a higher iron (Fe) content than billet produced from a primary aluminium source. The higher Fe content will promote the formation of a larger number of AlFeSi intermetallics which in turn may cause increased pick-up and die lines ( as well as die wear).Prevention
Use a high quality billet that has the following features :
1. The metal should be treated during casting to remove damaging non-metallic inclusions (oxide, TiB2 agglomerates etc ...).
2. The billet must be adequately homogenised to transform -AlFeSi to -AlFeSi.
3. Post homogenisation cooling should be rapid enough to avoid the formation of coarse Mg2Si precipitates.
4. The billet should, ideally, be produced from a primary aluminium source or at least from a "clean" scrap source that is similar in Fe content to primary sources.
3. DIE QUALITYCause
Die lines and pick-up will be induced by rough die bearing surfaces that promote rapid rates of aluminium build-up on the die bearing. Poor quality tool steels used in die manufacture can make the maintenance of smooth die bearings difficult. This is certainly the case if the die has been softened by over-tempering. Although poor quality die material may not always affect extrusion surface finish, it will most certainly reduce die life.
Aluminium readily adheres to steel at temperatures used during extrusion . This aluminium builds up on the die bearing during the extrusion process causing die lines. Eventually particles of aluminium build up become detached from the bearing and are embedded in the extrudate as pick-up.
Prevention
Use high quality tool steel for die manufacture and correctly temper dies . Also, regularly maintain dies by polishing to ensure consistent high quality surface finishes on die bearings
Nitrided steel layers are not as susceptible to adhesion with aluminium under extrusion conditions. So, nitriding die bearings reduces aluminium build-up and thus decreases pick-up and die lines. Die wear is also reduced and die life extended. Figure 3 shows a nitrided layer and hardness profile.
-
"Important Disclaimer"
This brochure has not been prepared with any particular reader in mind and therefore, although we believe that the advice and information herein is accurate and reliable, no warranty of accuracy, reliability or completeness is given and (except insofar as liability under any statute cannot be excluded) no responsibility arising in any other way for errors or omissions or in negligence is accepted by the company or any director, employee or agent of the company.
Figure 3 : Nitrided layer and hardness profile.
0 2 00 400 600 800 1,000 1,200400
500
600
700
800
900
1,0 00
1,1 00
1,2 00
DISTANCE FROM BEARING SURFACE (um)
HA
RD
NES
S (H
V)
NITRIDEDLAYER
DIE BULK
C O M A L C O E X T R U S I O N G U I D E S F O R 6 0 0 0 S E R I E S A L L O Y S 4
Nitriding is one of a number of surface hardening techniques used with steel tools. In this case the die bearing is surface hardened by heat treating the die in the presence of an ammonia gas atmosphere. Nitrogen is transferred from the ammonia gas into the steel surface producing hard nitride compounds which aid in resisting wear.
As an aid to further understanding of the information in this brochure it is recommended that the reader refer to the Comalco brochure entitled "THE BASIC METALLURGY OF 6000 SERIES EXTRUSION ALLOYS".
Related Documents







![Extrusion - donar.messe.dedonar.messe.de/exhibitor/hannovermesse/2017/G284411/extrusion-ger... · Extrusion Lösungen aus Kunststoff Technische Lösungen [Entwicklung] [Spritzguss]](https://static.cupdf.com/doc/110x72/5c74d0f309d3f2123b8c609e/extrusion-donarmesse-extrusion-loesungen-aus-kunststoff-technische-loesungen.jpg)


