Environmental Impact Assessment Report Molasses Based 30 KLPD Distillery of Shree Rameshwar Sahakari Sakhar Karkhana Limited At village Raosahebnagar, Post Sipora Bazar, Taluka Bhokardan, District Jalana ,Maharashtra Prepared By VASANTDADA SUGAR INSTITUTE * Manjari (Bk), Pune, Maharashtra 412 307 Telephone: (020) 26902100, 26902343/7/6 Fax (020) 26902244 Web Site: www.vsisugar.com *Accredited by QCI/NABET (Provisional) for EIA consultancy services and Recognized R & D Center by Department of Scientific and Industrial Research DSIR), Ministry of Science and Technology, Government of India and P.G. Center by ‘University of Pune March 2013

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Environmental Impact Assessment Report Molasses Based 30 KLPD Distillery of
Shree Rameshwar Sahakari Sakhar Karkhana
Limited
At village Raosahebnagar, Post Sipora Bazar, Taluka Bhokardan,
District Jalana ,Maharashtra
Prepared By
VASANTDADA SUGAR INSTITUTE
*
Manjari (Bk), Pune, Maharashtra 412 307
Telephone: (020) 26902100, 26902343/7/6 Fax (020) 26902244
Web Site: www.vsisugar.com
*Accredited by QCI/NABET (Provisional) for EIA consultancy services and Recognized R & D Center by Department of Scientific and Industrial Research DSIR), Ministry of Science and
Technology, Government of India and P.G. Center by ‘University of Pune
March 2013

Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
i
CONTENT OF REPORT
CHAPTER PARTICULARS PAGE NO
I INTRODUCTION
1.1 Purpose of the study and report 1.1
1.2 Rational of the study 1.1
1.3 Project and project proponent 1.2
1.4 Project site 1.2
1.5 Import ants of the project 1.4
1.5.1 Project and it’s important to the country and region 1.5
1.6 Demand for alcohol 1.7
1.6.1 Industrial alcohol 1.7
1.6.2 Potable alcohol 1.7
1.6.3 Demand and supply gap 1.8
1.7 Structure of the report 1.8
II PROJECT DESCRIPTION
2.1 Introduction 2.1
2.2 Project justification 2.1
2.2.1 Location 2.2
2.3 Technology and process description 2.6
2.3.1 Continuous process 2.6
2.3.2 Pressure vacuum distillation 2.9
2.3.3 Product details 2.11
2.3.4 Raw material-molasses 2.13
2.3.5 Steam 2.15
2.3.6 Water requirement 2.16
2.3.7 Power 2.17
2.3.8 Human resources 2.18
2.4 Effluent treatment 2.21
2.4.1 Spentwash 2.21
2.5 Green belt development 2.33
III BASELINE ENVIRONMENTAL STUDY
3.1 Introduction 3.1
3.2 Methodology of baseline study 3.1
3.3 Description of study area 3.4

Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
ii
3.3.1 Geographical features surrounding the site 3.4
3.3.2 Land use pattern 3.4
3.4 Sampling / monitoring location 3.5
3.5 Baseline environmental condition 3.6
3.5.1 Climate and meteorology 3.6
3.5.2 Geology, hydrology and hydrogeology 3.8
3.5.3 Air environment 3.11
3.5.4 Noise environment 3.18
3.5.5 Water environment 3.21
3.5.6 Soil environment 3.24
3.5.7 Ecology 3.27
3.6 Social economic development 3.39
3.6.1 Introduction 3.39
3.6.2 Methodology 3.39
3.6.3 Sources of information 3.39
3.6.4 Social profile 3.39
3.6.5 Settlement pattern 3.40
3.6.6 Economic profile 3.43
3.6.7 Social initiatives by the industry 3.42
3.7 Other important aspects 3.42
3.7.1 Archeology, historical sits 3.45
3.7.2 Seismic zone 3.46
IV POLLUTION SOURCES AND CHARACTERISTICS
4.1 Introduction 4.1
4.2 Air pollution 4.2
4.2.1 Boiler emission 4.2
4.2.2 Ash generation estimates for the proposed project 4.3
4.2.3 Emissions of SO2 4.4
4.2.4 Other emissions from process 4.5
4.2.5 Pollution due to transportation activity 4.5
4.3 Noise environment 4.6
4.4 Effluent treatment 4.7
4.4.1 Spent less 4.9
4.4.2 Blow down water 4.10
4.4.3 Floor washing 4.10

Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
iii
4.5 Land/soil environment 4.10
4.6 Solid waste sources 4.11
4.7 Hazardous waste 4.11
4.8 Biological aspects 4.11
4.9 Socio-economics 4.12
V ENVIRONMENTAL IMPACT ASSESSMENT
5.1 Introduction 5.1
5.2 Impact assessment: construction phase 5.1
5.2.1 Land transformation 5.1
5.2.2 Air quality 5.2
5.2.3 Water 5.3
5.2.4 Ecology 5.4
5.2.5 Socio-economic aspect 5.4
5.3 Impact assessment: operational phase 5.4
5.3.1 Impact on air quality 5.4
5.3.2 Water environment: impact on water resources 5.8
5.3.3 Land environment: impact of effluent discharge 5.9
5.3.4 Solid waste 5.10
5.3.5 Noise environment 5.10
5.3.6 Ecology 5.11
5.3.7 Socio-economic environment 5.12
5.3.8 Impact on physiography and drainage 5.13
5.3.9 Other impact: traffic 5.13
5.4 Summary 5.14
VI ANALYSIS OF ALTERNATIVE TECHNOLOGY
6.1 Introduction 6.1
6.2 Treatment and utilization options 6.2
6.2.1 Reboiler 6.2
6.2.2 Bio-methanation 6.3
6.2.3 Reverse osmosis 6.4
6.2.4 Multiple effect evaporator 6.5
6.2.5 Mist evaporator 6.5
6.3 Selection of alternative 6.7

Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
iv
VII ENVIRONMENTAL MANAGEMENT PLAN
7.1 Overview 7.1
7.2 EMP for construction phase 7.1
7.3 EMP for operation phase 7.5
7.3.1 Air environment 7.5
7.3.2 Noise environment 7.5
7.3.3 Water environment 7.6
7.3.4 Land environment 7.13
7.4 Green belt development 7.13
7.5 Rain water harvesting 7.16
7.6 Safety, occupational health management 7.17
7.8 Environment monitoring program 7.18
7.8.1 Environment management cell 7.19
7.8.2 Water environment 7.19
VIII RISK ASSESSMENT AND RISK MANAGEMENT
8.1 Introduction 8.1
8.2 The risk equation 8.2
8.3 Hazard identification 8.2
8.3.1 Mechanical hazard 8.2
8.3.2 Electrical hazard 8.3
8.3.3 Thermal hazard 8.3
8.3.4 Hazard generated by noise 8.3
8.3.5 Hazard generated by vibration 8.4
8.3.6 Hazard generated by material /substances 8.4
8.3.7 Preliminary Hazard Analysis (PHA) 8.4
8.4 Probable risk factor 8.4
8.4.1 Fire 8.4
8.5 Qualitative risk assessment 8.9
8.6 Risk assessment: health 8.16
8.6.1 General assessment 8.16
8.6.2 Acute ecological effect 8.17
8.6.3 Chronic ecological effects 8.17
8.6.4 Recommended risk-reduction measures 8.18
8.6.5 Other methods to reduce exposure 8.19
8.7 Risk assessment: environment 8.20

Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
v
8.7.1 General assessment 8.20
8.7.2 Acute ecological effect 8.20
8.7.3 Chronic ecological effect 8.20
8.7.4 Persistent in the environment 8.21
8.7.5 Bio-accumulation in aquatic organisms 8.21
8.7.6 Recommended risk – reduction measures 8.21
8.8 Risk assessment: business 8.22
8.8.1 General assessment 8.22
IX DISASTER MANAGEMENT PLAN
9.1 Introduction 9.1
9.2 Scope 9.1
9.3 Objectives of the disaster management plan (DMP) 9.2
9.4 Requirement for effective DMP 9.3
9.5 Identification / assessment of situation 9.5
9.5.1 Action plan 9.5
9.5.2 Emergency shutdown of various sections 9.7
9.5.3 Evacuation of personnel 9.8
9.5.4 Accounting of personnel 9.8
9.5.5 Controlling the disaster 9.8
9.5.6 Implements for repairs and safety gears 9.9
9.5.7 Arrangements for medical treatment 9.9
9.5.8 Training and rehearsals 9.9
9.5.9 Law and order 9.9
9.5.10 All clear signal 9.10
9.6 On-site emergency management plan 9.10
9.6.1 Plant emergency organization 9.10
9.6.2 Plant risk evaluation 9.11
9.6.3 Properties of the material 9.11
9.6.4 Special handling requirement 9.13
9.6.5 Fire fighting requirement 9.13
9.6.6 Area of risk evaluation 9.17
9.6.7 Notification procedures & communication systems 9.17
9.6.8 Emergency equipment and facilities 9.17
9.6.9 Training and drill 9.18

Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
vi
9.7 Off-site emergency management plan 9.19
9.7.1 Information to local authorities 9.19
X PROJECT BENEFIT ANALYSIS
10.1 Project benefit 10.1
10.1.1 Alcohol as a fuel 10.1
10.2 Improvement in the social infrastructure 10.2
10.3 Environmental benefit analysis 10.3
10.3.1 Advantages 10.3
10.3.2 Benefits of wastewater (spentwash) treatment 10.3
10.4 Employment generation 10.3
XI DISCLOSURE OF CONSULTANTS
11.1 Consultant 11.1
11.2 The Project Team OF EIA Study 11.2
LIST OF TABLES
TABLE
NO.
DESCRIPTION PAGE
NO.
CHAPTER I
1.1 Capacities ff Some Ethanol Based Chemicals In India 1.5
1.2 The state wise number of distilleries in India with their annual
licensed and installed capacity
1.6
CHAPTER II
2.1 Land Utilization details 2.3
2.2 Silent features of the project 2.4
2.3 Project details 2.12
2.4 Schedule for approval and implementation of project 2.12
2.5 Raw materials 2.13
2.6 Performance of the factory for last five years 2.14
2.7 Projection on performance of the factory for next five year 2.14
2.8 List of molasses / press mud providing sugar factory 2.14
2.9 Boiler details 2.15
2.10 Water requirement (cum/day) 2.16
2.11 Electricity consumption 2.18
2.12 Estimated project cost 2.18

Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
vii
2.13 Capital investment on Environment Management Plan 2.19
2.14 Overview of environment management process 2.19
2.15 The composting techniques 2.27
2.16 Mass balance (bio-compost) 2.27
2.17 General characteristics of bio-compost 2.28
2.18 Details of Existing Green belt Around Industrial Complex 2.34
2.19 List Of Species Recommended For Green-Belt Development 2.34
2.20 Flowering and foliage shrubs proposed for green belt 2.36
CHAPTER III
3.1 Classification of environment component in used in EIA 3.2
3.2 Environment settlings in brief 3.2
3.3 Land use details in Jalana district 3.4
3.4 Environment Monitoring Locations 3.5
3.5 Annual rainfall of Bhokardhan taluka 3.6
3.6 Salient features of ground water exploration of Bhokardhan 3.10
3.7 Baseline Air Quality: PM10 3.14
3.8 Baseline Air Quality: PM 2.5 3.15
3.9 Baseline Air Quality: SO2 3.16
3.10 Baseline Air Quality: NOx 3.17
3.11 Noise monitoring location 3.19
3.12 Noise Monitoring Results 3.20
3.13 Results of ground water and surface water analysis 3.23
3.14 Soil type 3.25
3.15 Results of soil analysis 3.26
3.16 List of plant observed in study zone 3.28
3.17 Fauna: of the region 3.37
3.18 Other faunal element 3.39
3.19 Demography 3.40
3.20 Demography of the Jalana district 3.40
3.21 District profile on infrastructure and various other
socioeconomic aspects
3.41
3.22 Irrigation facility in the district 3.44
CHAPTER IV
4.1 Summary of probable pollution sources and characteristics 4.1
4.2 Details of bagasse analysis 4.3

Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
viii
4.3 General characteristics of raw spentwash 4.8
4.4 Quality and characteristics of process waste water 4.9
4.5 Characteristics of waste water from cooling tower and boiler
blow down
4.10
CHAPTER V
5.1 Model Input Data 5.5
5.2 Resultant concentrations due to incremental GLC's 5.6
5.3 Road connectivity status 5.14
5.4 Estimated incremental traffic 5.14
5.5 Summary of traffic flow in percentage, percent and future stage 5.11
5.6 Impact definition 5.15
5.7 Matrix environmental impact associated with proposed project 5.17
CHAPTER VI
6.1 Merits and demerits of each alternative 6.7
CHAPTER VII
7.1 Summary of emp for: operation phase 7.3
7.2 Guidelines, formulated by central pollution control board
(CPCB) new delhi, for bio-composting plants
7.8
7.3 Characteristics of untreated and treated composite effluent 7.11
7.4 List of species recommended for greenbelt development 7.15
7.5 Flowering and foliage shrubs recommended for greenbelt 7.16
7.6 Human resources for environment management cell 7.19
7.7 Analysis of environmental parameters and its reporting
schedule
7.20
7.8 Suggested schedule for maintenance of wastewater treatment
unit
7.20
7.9 Format for water consumption reporting schedule 7.21
7.10 Estimated capital and recurring expenses for environment
management program
7.22
CHAPTER VIII
8.1 NEPA (National Fire Protection Association) rating 8.5
8.2 Qualitative risk assessment 8.9
8.3 Severity – Impact Intensity 8.9
8.4 Hazard warning information for ethyl alcohol 8.12
8.5 Summary of risk assessment and damage control 8.24

Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
ix
CHAPTER IX
9.1 Emergency Cupboard Items 9.17
9.2 Emergency Action Code 9.20
LIST OF FIGURES, IMAGES AND MAPS
NUMBER DESCRIPTION PAGE NO.
CHAPTER I
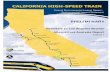
Figure 1.1 Site Location Map 1.3
Figure1.2 Chemicals Obtained from Alcohol 1.4
CHAPTER II
Figure 2.1 Location map 2.5
Figure 2.2 Factory layout 2.6
Figure 2.3 Schematic of manufacturing process of alcohol 2.8
Figure 2.4 Block diagram of distillery process 2.5
Figure 2.5 Process water balance 2.17
Figure 2.6 Block diagram of polishing unit: to treat spent lees
and miscellaneous streams
2.21
Figure 2.7 Holding tank details 2.29
Figure 2.8 Compost yard 2.30
Figure 2.5 The schematic for complete compost process 2.32
CHAPTER III
Image 3.1 Satellite imagery showing proposed project site and
surrounding land use pattern
3.5
Figure 3.1 Wind -rose diagram 3.8
Figure 3.2 Hydrological features of jalana district 3.10
Figure 3.3 Air monitoring locations 3.12
Figure 3.4 Noise monitoring locations 3.19
Figure 3.5 Water sampling locations 3.22
Figure 3.6 Soil map 3.24
Figure 3.7 Soil sampling location 3.25
Figure 3.8 Indian seismic zone map as per is:1893 (part 1)-
2002
3.46

Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
x
CHAPTER V
Figure 5.1 Short term 24 hourly GLCs of SPM 5.7
Figure 5.2 Short term 24 hourly GLCs of So2 5.7
LIST OF PHOTOGRAPHS
NUMBER DESCRIPTION PAGE NO
CHAPTER II
1 Land for proposed distillery site and compost site 2.37
2 Existing sugar factory ETP and green Belt 2.38
LIST OF ABBREVIATIONS
Abbreviation Full Form
BOD Biological Oxygen Demand
BP Back Pressure
COD Chemical Oxygen Demand
CPCB Central Pollution Control Board
CREP Corporate Responsibility For Environmental Protection
DG Diesel Generator
DO Dissolved Oxygen
EC Environmental Clearance
EIA Environmental Impact Assessment
EMP Environment Management Plan
ENA Extra Neutral Alcohol
EHV Extra High Voltage
EPA Environmental Protection Act
GLC Ground Level Concentration
SHE Safety, Health and Environment

Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
xi
Abbreviation Full Form
HWMH Hazardous Waste (Management & Handling) Rules
ID Induced Draft
IMD Indian Meteorological Department
IMFL Indian Made Foreign Liquor
IS Indian Standard
KLD Kilo Liter Per Day
MINAS Minimal National Standards
MoEF Ministry Of Environment And Forests
MSDS Material Safety Datasheet
MTD Metric Ton Per Day
OSHA Occupational Safety And Health Administration
PEL Permissible Exposure Limit
PPE Personal Protective Equipments
RO Reverse Osmosis
RS Rectified Spirit
SPCB State Pollution Control Board
SPL Sound Pressure Level
SPM Suspended Particulate Matter
SS Suspended Solids
TCD Ton Crush per Day
TDS Total Dissolve Solid
TLV Threshold Limit Value
TPH Tons Per Hour
VSI Vasantdada Sugar Institute

Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
xii
LIST OF ANNEXURE
Number Description
I Site location
II 10 km study zone around proposed distillery site
III Layout of distillery
IV NOC for proposed project by village gram-panchayat
V 7/12 document of proposed site
VI Permission of irrigation department
VII Consent to operate of existing sugar factory
VIII Factory licen
IX Letter of intent from nearby sugar factories for the supply of molasses and pressmud
X Approved terms of references

Chapter I
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
1-1
CHAPTER I
INTRODUCTION
1.1 PURPOSE OF THE STUDY AND REPORT
The prime objective of any EIA exercise is to identify and assess the adverse
impact of a project before its implementation; so that necessary measures to
prevent, mitigate or minimize adverse impact can be planned early and cost-
effectively. In view of this, the specific objectives of this EIA study report are -
1. To review the current environmental status of the area within 10 K.M. radius
of the proposed distillery site- collection of baseline data on the
environmental elements including air, noise, water, land, ecological, hydro-
geological climate and socio-economic environments.
2. To study in-depth and understand know-how of the project and to identify
the probable sources of pollution that may arise from each stage of the
process.
3. To estimate the impact of the proposed activity on the surrounding
environment.
4. To prepare a comprehensive Environmental Management Plan (EMP) for the
proposed project and to ensure that the environmental quality of the
surrounding region would be preserved.
5. To formulate a strategy for effective monitoring and identify any deviations
in the environmental quality after the project is in operation, which would
help in evolving measures to counter these.
1.2 RATIONALE OF THE STUDY
According to the notification SO-1533, issued by the Ministry of Environment
and Forests (MoEF), Government of India, in September 2006, the installation of
molasses based distillery is placed under category ‘A’ and requires
Environmental Clearance (EC) from MoEF. Hence for the preparation of EIA and
development of EMP, the management of Shre Rameshwar SSKL has entrusted
the job to Vasantdada Sugar Institute (VSI), Manjari (Bk.), Pune. VSI is a
renowned institute, providing research, technical, and consultancy services to
the sugar and distillery industries, since 1975.

Chapter I
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
1-2
Shree Rameshwar Sahakari Sakhar Karkhana Ltd., Bhokardan, is always
concerned about the environment. The industry is also determined to implement
the Environmental Management Plan (EMP) as suggested in the study. The
industry shall comply the norms and regulations stipulated by the Central &
State Pollution Control Board and Ministry of Environment and Forests (MoEF),
New Delhi.
1.3 PROJECT AND PROJECT PROPONENT
M/s. Shree Rameshwar Sahakari Sakhar Karkhana Limited (SRSSKL) is one
of the progressive cooperative sugar factories from north Maharashtra. It is
registered under the Government of Maharashtra Co-operative Societies Act as
JLA/JBD/PRG/(A)/S-54/1994 dated 18-4-1994. The initial installed crushing
capacity of the sugar factory was 2500 T.C.D. Its first crushing season was in the
year of 2001-02. The management of the sugar factory is intending to install a
molasses based distillery unit of 30KLPD.
The factory is always exploring different avenues to generate more revenue, for
the benefit and development of the Karkhana, its shareholder farmers and the
society as well. Therefore, the management has decided to establish a molasses
based distillery on latest technology from molasses.
1.4 PROJECT SITE
Nature of the Project: New molasses based distillery
Size of the Project: 30 kilo litres per day (30KLPD)
Location of the Project: Within existing sugar factory at Raosaheb nagar,
Post Sipora Bazar, Taluka -Bhokardan, District -Jalna, Maharashtra
Geographical
Location
750 51’12.00’’ E and 200 15’18.68” N.
Altitude 581 m above MSL
Nearest City/Town Bhokardan town 9 Km
Road Bhokardan -Jaffarabad state highway No.178 just a 0.9km
Railway Station Jalna 45 km
Air Port Aurangabad 80 km

Chapter I
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
1-3
Figure 1.1: Site Location Map

Chapter I
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
1-4
1.5 IMPORTANCE OF THE PROJECT
Alcohol has assumed a very important place in the country’s economy. It is a
vital raw material for a number of chemicals (Refer figure 1.2 and table 1.1). It
has been a source of revenue by way of excise duty levied by the State
Government on alcoholic liquors. It has a potential as fuel in the form of power
alcohol for blending with petrol in the ratio of 20:80. Alcohol by fermentation
process has a great demand in countries like Japan, United States, Canada, Sri
Lanka etc. The synthetic alcohol produced by these countries from Naphtha or
petroleum crude is not useful for beverages. Large quantities of alcohol have
been exported out of country during last few years.
Figure 1.2: Chemicals Obtained from Alcohol
CRACKING
Oxidation Dehydrogenation
Vinyl
Acetate
Acetate
Esters
Acetic
Anhydrid
e
Vinyl
Acetate N-Butanol
Ethylene
Glycol Acetic Acid
Butyraldehyde Ethyl
Hexan
ol
Ethyl Alcohol Ethylene Butadiene
Vinyl
Chloride
Styrene Acetone
Fermentation &
Distillation
Acetaldehyde
Pyridine
Acetaldehyde
Ethylene
Oxide
Oxidation
dehydrogenation
Cracking
Vinyl
Acetate

Chapter I
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
1-5
Table 1.1: Capacities of Some Ethanol Based Chemicals In India
Sr.
No Product
Capacity
(TPA)
Sr.
No. Product Capacity (TPA)
1. Acetic acid 4,00,000 11 Ethyl Amines 10000
2. Acetaldehyde 2,40,000 12 Ethyl Acetate 90000
3. Acetic Anhydride 70,00 0 13 Ethyl Vanillin 500
4. Pentaerithritol 27,000 14 Di-ethyl Sulphate 5000
5. Glyoxal 8,000 15 DDT ( Pesticide) 9000
6. Mono Chloro Acetic
acid 30,000 16 2,4 D ( Pesticide) 1500
7. Vinyl Acetate
monomer 42,000 17 Crotonaldehyde 1000
8. Poly Vinyl Acetate 9,500 18 Acetanilide 19000
9. Poly Vinyl Alcohol
Ethyl/Butyl/2Ethyl 4000 19 Di-Ethyl Oxalate 10000
10 Hexyl
Acetate 50000 20
Pyridines/
Picolines 5000
(Source – World Ethanol 2002 Conference – UK)
1.5.1 Project and its importance to the country and region
In the present scenario sugar industry is forced to explore the alternatives so as
to attain financial viability while producing sugar. Distillery is one of such
alternative, because of availability of molasses as a raw material, bagasse as a
fuel, own power generation ability and availability of the steam energy from own
sugar factory. Therefore, the management of the factory has planned to establish
a 30KLPD molasses based distillery within existing sugar factory premises.
In India, alcohol produced is mainly of three types, rectified spirit (RS), extra
neutral alcohol (ENA) and Anhydrous alcohol (AA). Of these, RS is used for large
number of industrial, scientific, laboratory, medical and many other applications.
Thus demand for the same is immense and it is ever increasing. ENA is used for
making liquors and other alcoholic beverages. AA is a fuel alcohol; it is used for
blending with petrol in the ratio of maximum 26:7
Jalna district is one of the seventh districts of Aurangabad Administrative Region.
It has been declared as one of the backward districts of Maharashtra State.

Chapter I
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
1-6
Earlier, The geographical area of Jalna district comprises of 2.53% of the area of
Maharashtra State. The majority of its population is engaged in agricultural
occupations and there is little industrial development in the district. In order to
make rapid industrialisation possible and with a view to de-centralising the
location of industries, the Govt. has made available a number of special
concessions and incentives for the Jalna district.
Table 1.2: State wise numbers of Distilleries in India during 2008-09
Sr. No
.
State Number of Distilleries
Annual licensed Cap. (KL)
Annual installed cap. (KL)
Total Attached with sugar factories
Total Attached with sugar factories
Total Attached with sugar factories
1 A. P. 25 12 162,068 79,009 157032 84902 2 Assam 1 1 1620 1,620 1620 1620 3 Bihar 13 3 95,020 33,900 99425 33900 4 Daman, Diu 6 -- 20,600 -- 26100 --
5 Goa 1 -- 336 -- 336 -- 6 Gujarat 10 5 155,900 85,100 146800 76000 8 H.P, J & K 8 -- 54,910 -- 56025 -- 7 Haryana 6 1 62,125 9,100 62125 9100 9 Karnataka 30 6 350,264 88,369 338944 88369
10 Kerala 8 2 28,328 4,418 25230 5520 11 M.P. 21 1 641,226 7,500 788726 7500 12 Maharashtr
a 69 53 10,84,38
2 69,3745 1040642 673610
13 Nagaland 1 -- 1,350 -- 1350 -- 14 Orissa 8 3 26,277 13,720 25850 13720 15 Pondicherr
y 3 -- 11,350 -- 11872 --
16 Punjab 7 3 149,620 19,200 134422 19200 17 Rajasthan 6 2 40,400 10,400 34900 10400 18 Sikkim 1 -- 4,600 -- 6400 -- 19 Tamil Nadu 22 11 339,300 204,950 324605 196225 20 U.P. 49 26 11,09,34
2 649,910 956947 553010
21 Uttarakhand
2 1 18,800 15,000 18800 15000
22 West Bengal
6 -- 64,052 -- 21937 --
All India 303 130 44,21,870
19,15,941 42,80,088
1788076

Chapter I
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
1-7
(Source – Cooperative Sugar, June 2011, Vol. 42, No. 10, Page No. 92)
1.6 DEMAND FOR ALCOHOL
Ethyl alcohol is basically used for three purposes i.e. Industrial alcohol for
production of downstream chemicals, potable alcohol for manufacture of
alcoholic beverages, country liquor and IMFL, and fuel ethanol, or anhydrous
alcohol, for blending with petrol.
1.6.1 Industrial Alcohol
Ethyl alcohol is an important feedstock for the manufacture of chemicals. These
chemicals are primarily the basic carbon based products like Acetic Acid,
Butanol, Butadiene, Acetic Anhydride, Vinyl acetate, PVC etc. Figure 1.1 shows
the different important chemicals that could be made out of alcohol. The existing
plants such as synthetic rubber requiring large quantities of alcohol will grow to
a larger capacity. Acetic acid and Butanol needed in pharmaceuticals, paints and
in other industries are important as they are value added products.
The shortage of alcohol is widespread and it has hit most of the chemical, drugs,
and other industries. The drug industry is also influenced by the scarcity of
industrial alcohol. Producers of insulin, antibiotics, tonics and several other
essential bulk drugs and finished formulations are unable to obtain their quota of
industrial alcohol at cheaper rate which is a vital raw material for them. Thus it
follows that the supply of industrial alcohol to chemical and drug units in the
country will remain below normal for some more time. In order to maintain
proper rate of growth of industries, production of alcohol must be increased.
Table 1.1 presents the projected demand for alcohol for production of chemicals
in the country.
1.6.2 Potable Alcohol
The use of alcohol for the purpose of potable liquor is as higher as its use for
industrial purposes. Alcohol is used for manufacture of country liquor consumed
by common masses. This is manufactured by diluting Rectified spirit with water
to different grades of 250 U.P strength. Different varieties are produced by
addition of flavors and are called spiced liquors.
Good quality liquors are manufactured in a synthetic way to imitate Foreign
Liquors like Whisky, Brandy, Rum and Gin, which are called as Indian-Made-

Chapter I
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
1-8
Foreign liquors (IMFL). It requires alcohol of high purity. For this purpose,
separate distillation plant to redistill and purify Rectified Spirit is necessary. This
alcohol is called as Extra-Neutral-Alcohol (ENA). It is also useful for manufacture
of cosmetics and perfumes. As a source of income to the Government, the potable
liquor units get an assured quota of alcohol.
1.6.3 Demand and Supply Gap
There are more than 300 distilleries in the country with a total installed capacity
of 4,200 million liters per annum. However, it is discouraging to note that in spite
of such abundant licensed and installed capacity alcohol production in the
country has been lagging behind and is varying only around 2,000 million liters
per annum. Thus, it is not with-standing the great demand for alcohol both for
chemical industry and for potable purpose, The target of alcohol demand as
projected in the perspective plan for Chemical Industry; Department of Chemical
& Petrochemicals, Government of India is >3,000 million liters per annum.
The finished products viz. Rectified Spirit, Extra Neutral Alcohol, and Anhydrous
Alcohol is having excellent export potential.
1.7 STRUCTURE OF THE REPORT
The report is comprised of 11 chapters, and the relevant supporting documents
are in the form of annexure. Executive Summary in English & Marathi is prepared
and bound separately.
Chapter I: Introduction
Chapter II: Project Description
Chapter III: Baseline Environment Study
Chapter IV: Pollution Sources and Characteristics
Chapter V: Environment Impact Assessment
Chapter VI: Analysis of Alternative Technologies
Chapter VII: Environment Management Plan
Chapter VIII: Risk Assessment and Risk Management
Chapter IX: Disaster Management Plan
Chapter X: Project Benefit Analysis
Chapter XI: Disclosure of Consultants
Annexure

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 1
CHAPTER II
PROJECT DESCRIPTION
2.1 INTRODUCTION
India is one of the largest producers of alcohol in the world and there has been a steady
increase in its production over the last 15 years. According to fresh statistics there are
more than 300 distilleries in India, mostly concentrated in Maharashtra, Uttar Pradesh,
Andhra Pradesh, Karnataka, Tamil Nadu, Gujarat and Madhya Pradesh.
Maharashtra has total 192 sugar factories out of which 165 are in cooperative sector. In
the year 2008-09, sugarcane crushed in Maharashtra was 400 Lac MT and sugar
produced was 46.00 Lac MT at average recovery of 11.50%. The estimated molasses
production in Maharashtra in the year 2008-09 was about 16.00 Lac MT. About 143
factories were in operation during the year 2008-09.
M/s. Shree Rameshwar Sahakari Sakhar Karkhana Limited (SRSSKL) is one of the
progressive cooperative sugar factories from north Maharashtra. The initial installed
crushing capacity of the sugar factory was 2500 TCD. Its first crushing season was in the
year of 2001-02. The management of the sugar factory is intent to install a molasses
based distillery unit of 30KLPD.
In distillery industry, presently continuous fermentation technology is preferred,
because of reduction in the spentwash generation per liter of alcohol production. The
overall process of manufacturing spirit (alcohol) is simple and takes place in two stages.
In first stage, molasses is fermented into alcohol, and in second stage it is separated by
distillation in a multistage distillation/pressure vacuum column, system. This chapter
describes the material and resources requirements, manufacturing process as well as the
mechanism of pollution control.
2.2 PROJECT JUSTIFICATION
In the present scenario sugar industry in Maharashtra is forced to explore the
alternatives so as to attain financial viability while producing sugar. Distillery is one of
such alternative, because of
availability of molasses which is a raw material for distillery
bagasse as a fuel,
own power generation ability (captive power)

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 2
Availability of steam energy from own sugar unit
Therefore, the management of the factory has planned to establish a 30KLPD molasses
based distillery unit within existing sugar factory premises.
In India, alcohol produced is mainly of three types, rectified spirit (RS), extra neutral
alcohol (ENA) and Anhydrous alcohol (AA) Of these, RS is used for large number of
industrial, scientific, laboratory, medical and many other applications. Thus demand for
the same is immense and it is ever increasing. ENA is used for making liquors and other
alcoholic beverages. AA is a fuel alcohol; it is used for blending with petrol in the ratio of
maximum 26:7
2.2.1 Location
2.2.1.1 Selection of Site
The selection of site was mainly based on the following factors.
a. Proximity of raw material i.e. molasses bagasse and pressmud (useful for
composting activity)
b. The existing sugar factory site comply the guidelines for site selection of an
industry prescribed by Ministry of Environment and Forest (MoEF); i.e. the site
is at safe distance from river, highway, railway, ecologically sensitive sites,
forest reserves, etc.
c. Adequate land is available with the factory for proposed distillery and its
ancillary units such as spent wash storage tanks, compost yard, effluent
treatment plant, etc.
d. Availability of infrastructure/facilities from own sugar unit such as steam, and
electricity
e. Other infrastructure and facilities such as road, rail connectivity,
communication and transport facilities, education, health centers, banks, etc.
are available and adequate to cater the needs due to the proposed development
f. Availability of technically skilled human resource
g. Ease of control over sugar as well as distillery unit by one management and
sharing common facilities like workshop etc.

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 3
2.2.1.2 Specific location
The proposed distillery unit will be within the existing sugar factory premises, which is
located at Raosahebnagar, Post- Sipora Bazar, Tal – Bhokardan Dist-Jalna. Bhokardan
tahesil is located in the north of the Jalna district. The site is located ~1km off
Bhokardan-Jaffrabad state highway. Jalna is nearest railway station 45 km away and
Aurangabad is nearest air port ~85km from the site. Geographical location of the site is
750 51’12.00’’ E and 200 15’18.68” N. altitude 581 above MSL.
The sugar factory has total 165 acres of land out of which 18.5 acres will be utilized for
distillery, its ancillary units as well as greenbelt.
Table 2.1: Land utilization details
Sr.
No
Particulars of land utilization
Area
(in Acres)
A) Area utilized for sugar unit
1 Industrial Use 32.30
2 ETP 3.30
3 Cane yard 17.4
4 Existing Green belt ~ 17.5
5 Internal roads 3.6
Total area for sugar unit 92.63
B) Area allocation for proposed Distillery
1 For distillery, Bio-methanation , storage
lagoon 4
2 Bio-compost (including yard* + storage) 10
3 Green Belt 4.6
Total area for distillery unit 18.6
Total land available with the sugar
factory 165
Land utilized for sugar and distillery
units (A + B) 111.2
Land available with the factory for future
developments 53.87
*Actual compost yard area may vary subject to type of machine to be used, the
mentioned figure indicates provisions

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 4
Table 2.2: Salient feature of the project
Project New Molasses Based Distillery Unit of 30 KLPD
Proponent Co-operative Industry
Project Concept
a) Qualitative Standards of Product
Rectified Spirit (RS) ISI Grade-I, 323 (1959)
Extra Neutral Alcohol (ENA) ISI Grade-I, 6613 (1972)
Head Spirit ISI-Grade - II, 323 (1959)
b) Products and Estimated Production
Rectified Spirit
Impure Spirit OR
28.5 KLPD
1.5 KLPD
Extra Neutral Alcohol (ENA)
Impure spirit OR
28.2 KLPD
1.8 KLPD
Anhydrous Alcohol
Impure Spirit
27.05 KLPD
1.5 KLPD
c) Effluent Treatment System Biogas (biomethanation) followed by Bio-composting
d) Annual Operational Days 270
e) Spent wash generation (Annual) (@300m3/day)
81,000 m3
f) Annual Press mud requirement
32,400MT(Consumption ratio 1:2.5 (Pressmud to Spentwash)) and 45 day cycle
Infrastructure prostitute
a) Raw Material Molasses 30,000MT per annum
b) Steam requirement Max. 110MT/day
c) Bagasse (Fuel) Max. 48 MT/day
d) Water requirement 460m3/day (Joe medium scale irrigation project, permission for the same has been given by the Jalna Small Scale irrigation division Jalna)
e) Electricity Max. 725KW/hr
f) Land
165 acres of land available with sugar factory of which 18.6 acres will be used for distillery and ancillary units as well as greenbelt Distillery unit –five acres
For distillery, Bio-methanation, storage lagoon
4 acres
Bio-composting unit 10 acres

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 5
Project New Molasses Based Distillery Unit of 30 KLPD
For green belt development 4.6 acres
g) Employment opportunities for 95 persons
Financial Aspect
Total Project Cost Rs 3852.5 lakhs
Capital Expenses on Environment Management Rs 963.00 Lakhs
Figure 2.1: Location map

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 6
Figure 2.2: Factory layout 2.3 TECHNOLOGY AND PROCESS DESCRIPTION
In India, alcohol is generally manufactured by two processes
Batch process
Continuous process
Proposed distillery unit is designed for continuous fermentation process.
2.3.1 Continuous Process
In this process fermentation and distillation is coupled to get a continuous supply of
fermented beer for the distillation column. Yeast is recycled. The advantage of the
process is highly active yeast cells initiates the fermentation rapidly and the alcohol yield
is also much higher compared to the batch process.
Molasses is the chief raw material used for production of alcohol. Molasses contains
about 50% total sugars, of which 30 to 33% are cane sugar and the rest are reducing
sugar. During the fermentation, yeast strains of the species Saccharomyces Cerevisiae, a
microorganism belonging to class fungi converts sugar present in the molasses such as

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 7
sucrose or glucose into alcohol. Chemically this transformation for sucrose to alcohol can
be approximated by the equation.
Thus, 180g of sugars on reaction gives 92g of alcohol. Therefore, 1MT of sugar gives
511.1 kg of alcohol. The specific gravity of alcohol is 0.7934 hence; 511.1 kg of alcohol is
equivalent to 511.1/0.7934 = 644.19 liters. During fermentation other by-products like
glycerin, Succinic acids etc. are also formed from sugars. Therefore, actually 94.5% total
fermentable sugars are available for alcohol conversion. Thus, one MT of fermentable
sugar will give only 644 x 0.945 = 608.6 liters of alcohol, under ideal condition
theoretically. Normally, only 88 to 90% efficiencies are realized in Continuous type
plant. Molasses containing 47% fermentable sugars gave an alcoholic yield of 283 liters
per MT. Molasses, diluted with water to a desired concentration is supplied continuously
to the fermenter. Additives like urea and de-foaming oil are also introduced in the
fermenter as required. There is an automatic foam level sensing and dosing system for
de-foaming oil. Every kilogram of alcohol generates, about 290 kilocalories of heat. This
excess heat is removed by continuous circulation of fermented wash through an external
plate heat exchanger called the fermenter cooler. The fermenter temperature is always
maintained between 32-34oC, the range optimum for efficient fermentation. The yeast
for the fermentation is initially developed in the propagation section. Once propagated,
yeast recycling and continuous aeration of the fermenter maintain a viable cell
population of about 350 to 500 million cells/ml. Fluctuations in the yeast count of +/-
20% have little effect on the overall fermenter productivity. Yeast cell vitality, which is
usually above 70% in times of stress drop to 50% without affecting the fermentation.
Invertase I) C12H22O11 + H2 2C6H12O6
Cane Sugar Glucose + Fructose II) C6H12O6 Zymase 2C2H5OH + 2 CO2
180 2 x 46 + 2 x 44
Glucose/Fructose Ethyl alcohol Carbon dioxide

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 8
Figure 2.3: Schematic of manufacturing process of alcohol 2.3.1.1 Propagation
The propagation section is a feeder unit to the Fermenter. Yeast, either Saccharomyees
cereviseae or Schizosaccharomyees pombe (the choice being determined by other process
parameters, mainly the downstream effluent treatment system) is grown in three stages.
The first two stages are designed for aseptic growth. Propagation vessel III develops the
inoculums using pasteurized molasses solution as the medium. This vessel has a dual
function. During propagation, it serves for inoculums build-up. When the fermenter
enters the continuous production mode, propagation vessel III is used as an intermediate
wash tank. Propagation is carried out only to start up the process initially or after very
long shutdowns during which the fermenter is emptied.
2.3.1.2 CO2 Scrubber and Recovery
The carbon dioxide produced during fermentation is scrubbed with water in packed-bed
scrubber, to recover alcohol. The water from the scrubber is returned to the fermenter.
In some industries, carbon-di-oxide is captured by, scrubbing the fermenter off gas. A
part of the wash is drawn into a separate vessel and is aerated there. This external
aeration allows the recovery of CO2 un-contaminated with air.
2.3.1.3 Yeast Recycling
The yeast in the fermenter wash is removed as 45 to 55% v/v slurry, and is returned to
the fermenter. This feature ensures that a high yeast cell concentration is achieved and
maintained in the fermenter. Mature active yeast will be recycled so as to reduce the

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 9
excess consumption of sugar by growing yeast. Thus, it make available for ethanol
production and ensuring high process efficiency.
2.3.1.4 Fermentation Parameters (Typical)
The pH of the fermenter is maintained within 4.0 to 4.8 usually by addition of any acid.
The alcohol concentration is maintained between 7.0 to 8.5 % v/v, unless a highly
concentrate effluent is to be produced.
Conversion of sugar to ethanol is instantaneous and the residual sugar concentration is
maintained below 0.2% w/w as glucose. This usually corresponds to a residual reducing
substances concentration of 2.0 to 2.5 % w/w in wash.
Weak Wash /Spent wash Recycling (Optional - depends upon yeast strain)
Recycling of weak wash helps to maintain the desired level of dissolved solids in the
fermenter, so that an adequately high osmotic pressure is achieved. Osmotic pressure
and the concentration of alcohol in the fermenter, together keep off infections and
minimize sugar losses. Weak wash recycling also reduces the quantity of effluent spent
wash and reduces the process water requirement of the plant.
2.3.2 Pressure Vacuum Distillation
Vacuum distillation system consists of three to four distillation columns namely –
Analyzer column – Operated under vacuum.
Pre rectifier column – Operated under Vacuum
Rectifier cum Exhaust Column – Operated under pressure
Fusel oil concentration column may be added to improve quality of alcohol further.
Fermented wash is preheated in fermented wash pre-heater and fed at the top of the
Analyzer column, Analyzer column is fitted with thermosyphon reboiler. Top vapors of
analyzer column are sent to pre-rectifier column. Rest of the fermented wash flows
down and is taken as spent wash from analyzer column bottom. Pre-rectifier bottom
liquid is preheated with spent-lees and fed to rectifier cum exhaust column.
Low boiling impurities are concentrated in the pre-rectifier column. A top draw is taken
out as impure alcohol from the pre-rectifier column. The bottom of pre-rectifier column
is sent to rectifier feed tank. Rectifier exhaust is operated under pressure and heats
analyzer column through reboiler. Alcohol is enriched towards the top and is drawn out
as Rectified spirit (RS). Fusel oil build-up is avoided in the Rectifier column by
withdrawing outside streams of fuel oil. These are sent to fuel oil concentration column

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 10
from where the fuel oil is sent to decanter for further separation. The fuel oil wash water
is recycled back to the column. A top draw is taken out as impure alcohol from the top of
fuel oil column & pre-rectifier column.
Figure 2.4: Block diagram of distillery process 2.3.2.1 Benefits of Pressure Vacuum Distillation
The technology advantages are as follows.
Since the analyzer column operates under vacuum, the formation of by-products
such as ‘acetyl’ may minimize there by improvement in quality of alcohol.
Pre-rectification column ensure removal of unwanted substances and also
reduces load of lower boiling volatile compounds passing on to Rectifier cum
exhaust column.
The chances of scaling due to invert solubility of certain precipitating inorganic
salts are minimized in vacuum distillation.
Vacuum distillation requires low steam consumption i.e. 2 Kg/lit. for Recited
Spirit and around 3.2 Kg/lit. for export quality ENA.

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 11
2.3.2.2 Process of Manufacture of Extra Neutral Alcohol (ENA)
Extra Neutral Alcohol is manufactured from Rectified Spirit. The impurities in Rectified
Spirit are reduced to considerable extent by properly diluting and redistilling the spirit.
The impurities like aldehydes, acids, Esters, higher alcohol's are minimized by controlled
condition and tapping impurities at appropriate points during distillation.
The main stages in the manufacture of Extra Neutral Alcohol are -Dilution of Rectified
Spirit with filtered soft water in the ratio 1:3 to 1:4.The diluted spirit may be treated with
potassium permanganate. Separation of low boiling impurities takes place in purifying
column, separation of esters and other volatile impurities in Rectifying column and
concentration of alcohol. Removal of excess water takes place at exhaust column.
Concentration of fuel oil & their removal takes place in the fuel oil concentration column.
Concentration of low boiling impurities & their removal takes place in the head
concentration column.
The design of the re-distillation plant is made in such a way that the Extra Neutral
Alcohol quality and the production do not get disturbed due to varying quality of
rectified spirit. The plant may be preferably in copper. As the plant deals with the
rectified spirit, there is no risk of corrosion and the quality of spirit produced will be
superior.
2.3.3 Product detail
Production of Rectified Spirit (RS) conforming to Indian Standards 323/1959, Grade-I
will be minimum 90 % of total and impure alcohol will be maximum 10%. The impure
alcohol is also marketable as such in the form of ordinary denatured spirit. It can be
disposed off by blending it with Grade–I, Rectified Spirit in a proportion, which will give
Grade–II spirit. This can be sold as special denatured Industrial Alcohol. Consumes of
alcohol for potable purpose require pure Grade- I Rectified Spirit. For export purpose
alcohol of 96 % v/v is required. During the process of distillation, a by-product known as
fusel oil separates out. It is a mixture of higher alcohols. The production of fusel oil is in
the range of 0.2 – 0.3 % of alcohol production depending upon quality of molasses and
fermentation operations.
Table 2.3: Product details Sr. No. Particulars Production per (KL/Day)
1. Rectified Spirit 28.5 KLPD

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 12
Impure Sprit OR 1.5 KLPD
2. E.N.A. 28.2 KLPD
Technical alcohol 1.8 KLPD
And Anhydrous alcohol 27.05 KLPD
Impure Spirit 1.5 KLPD
Table 2.4: Schedule for approval and implementation of project
Table 2.5: Raw material
Sr.
No.
Particulars Consumption/
Production (per
day)
Remarks
A. Raw Materials, Consumption
1. Molasses, MT 111MT Basis 47% of F.S.
Source: Attached Sugar Factory
B. Chemicals, Consumption
1. Nutrients (N,P) 15 kg Stored in Fermentation House
Source: Local Market at Sipora
bazar/ Bhokardan /Sillod
2. Turkey Red Oil 27kg Source: Local Market
Sr. No Project Activity Proposed time
1. Initial application submitted to MoEF for TOR
and resubmission in
Dec. 2011
March 2012
2. Environmental monitoring work Dec. 2011 to March 2012
3. Approval of TOR from MoEF New Delhi. 12 May 2012
4. Submission of Draft EIA and public hearing. Dec 2012
5. Submission EIA to MoEF New Delhi for
environmental clearance.
April 2013
6. Environmental clearance from MoEF New Delhi May 2013
7. Commencement project construction work.
Commencement of commissioning and trial
production.
June 2013

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 13
(TRO))
Local market at Bhokardan /Sillod/
Jalna
C. Utilities, Consumption
1. Fuel: Bagasse Max. 48MT Source: Attached Sugar Factory
2. Water 460m3 Source: Joe medium scale reservoir
with permission from Irrigation Dept;
Govt of Maharashtra
3. Steam, MT 2.2 to 3.5 MT/hr
Max. 96 MT/day
Source: Attached Sugar Factory
(during season)
4. Power Max. 725KW/hr Source: Attached Sugar Factory
2.3.4 Raw material: Molasses
The total quantity of molasses required per annum is around 30,000 MT. While
estimating the requirement fermentable sugar of 47% was considered; this usually
yields about 280L of spirit per MT of molasses. The factory will have its own molasses to
the extent of 14,000–17,000 MT. Remaining quantity of molasses of about 13,000-16,000
MT will be procured from nearby sugar factories. The factory has received letter of intent
from five nearby sugar factories regarding the supply of molasses and pressmud. The
molasses storage will be as per the CPCB guidelines.
At present, the factory is having of three mild steel tanks for molasses storage. Each is
having capacity of 4,000 MT. The factory has decided to install one more MS tanks of
6,000MT capacity. Thus capacity of molasses storage will be 18,000MT.
Table 2.6: Performance of the factory for last five years
Sr. No.
Particulars Season
2006-07 2007-08 2008-09 2009-10 2010-11
1 Cane Crushed
( Lac MT)
4.46 2.99 0.51 1.80 3.21
2 Sugar production
(Lac Qtls.)
4.72 3.39 0.47 1.76 3.20
3 Recovery % Cane 10.58 11.35 09.35 09.75 09.97
4 Molasses Production
( MT)
19,695 13,148 2,315 8,294 14,735
5 Press-mud Production (MT)
14,600 9,720 1,755 6,600 9,900

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 14
Table 2.7: Projections on performance of the factory for next five years
Table 2.8: List of molasses/pressmud providing sugar factories
# Name of Sugar Factory Distance
(km)
Capacity
(TCD)
Status about Distillery Set-up
(Yes/No)
1 Chhatrapati Sambhaji Raje Sakhar Udyog Ltd, Dist-Sambhajinagar(Aurangabad.)
110 2500 NO
2 Vaidyanath-Sant Eknath Sakhar Udyog Dist. Aurangabad
140 1250 NO
3 Mukteshwar Sugar Mills Ltd
Dist. Aurangabad
125 1250 NO
4 Jijamata Sugar Pvt. Ltd Dist. Buldhana 100 1250 NO
5 Sharangdhar Sugar Mills Ltd Dist. Buldhana
110 1250 NO
6. Shri Sant Eknath SSKL Dist. Auransabad
140 1250 NO
7. SiddheshwarS SK Ltd, (Sillod) Dist.
Aurangabad
30 2000 Yes
8. Deogiri SSK, Ltd. Dist. Auraneabad 63 2500 NO
9. Jalna SSKL, Dist. Jalna 50 1250 NO
10. SagarS . S.K. Ltd. GhansawangDi ist. Jalna
120 2500 NO
Five sugar factories have confirmed in writing about their interest for supply of molasses
and pressmud for the proposed distillery of Shree Rameshwar SSKL. Therefore, shortfall
# Particulars Season
2011-12 2012-13
2013-14
2014-15
2015-16
1 Cane to be Crushed
(Lac MT)
4.25 4.40 4.50 4.55 4.75
2 Sugar to be produced (Lac Qts.)
4.46 4.84 5.06 5.14 5.46
3 Recovery % Cane 10.50 11.00 11.25 11.30 11.50
4 Molasses to be produced(MT)
17000 17600 18000 18200 19000
5 Pressmud to be produced(MT)
17000 18000 18000 18200 19000

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 15
of molasses and pressmud will be overcome through this purchase. Hence, the sugar
factory is assured of smooth operation of proposed unit at its full capacity.
2.3.5 Steam
The steam requirement of the proposed distillery depending on the final product will
vary between 2.2 to 3.2 MT/h steam (for Multi-pressure option). At present the factory
is having two boilers, with total steam generation capacity of 32 MT/h and having 32
kg/cm2 (g) pressures. The sugar factory has decided to install an independent boiler of
10MT/h (45kg/cm2 (g)) for distillery operations. If required, additional DM water plant
will also be installed for supplying soft water for distillery boiler. Necessary
arrangement for reducing the steam pressure & de-superheating
will be made. Multi-Pressure Vacuum Distillation
a. F. Wash to rectified spirit (RS)-2.2 Kg/liter
b. F. Wash to ENA- 3.2 Kg/liter
Table 2.9: Boiler details
2.3.6 Water Requirement
The fresh water requirement at the startup will be approx 750 m3/day, which will be
reduced to around 460 m3 per day by recycling 290 m3 of treated water. Source of water
is Joe medium scale irrigation project; permission for the same has been given by the
Jalna small scale irrigation division Jalna. Water storage facility is available with the
sugar factory. Existing water storage tank capacity is 9000m3. Thus, sufficient quantity of
water can be made available to the distillery from the water reservoir.
To achieve better efficiency and maintain the plant and machinery in good condition, it is
necessary to have proper water treatment system. By having proper water supply
system such as clear water pumps etc, the distillery can have good water supply
arrangement. The breakup of water requirement is given below.
Table 2.10: Water Requirement (in Cum/day)
Boiler number Steam Fuel
MT/h Kg/ cm2(g) Material MT/day
Existing two Boiler total capacity (during season)
32 32 Bagasse 300
Additional boiler (during off-season)
10 45 Bagasse 48

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 16
Particulars Intake Consumption And Losses
Generated Effluent
Recycle and Reuse
Daily Net requirement
Industrial Process
330 00 300 30 300
Cooling tower
300 150 150 150 150
Boiler feed 115 00 05 110 05
Domestic 05 01 04 00 05
Other 00 00 00 00 00
Total 750 151 459 290 460
Figure 2.5: Process water balance
Molasses 77m3
Dilution Water 240m3
Steam 110MT
CO2 37m3
ENA + IS = 30 KL
Soft water 90m3
Spent wash 300m3 Polishing unit
Press mud
WATER BALANCE FOR PROCESS
CT blow down 150+ lees 30 m3
Steam loss 150m3
Cooling water 300m3/h

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 17
2.3.7 Power
Total power requirement for Fermentation, Distillation, ENA section, Cooling Tower,
Storage and Boiler Biomethanation, Bio-composting, & Plant Yard lightning is 725KW/h.
The sugar factory is having one STG of 2.5MW capacity. The factory has proposed to
supply power to distillery unit from the existing STG
Table 2.11: Electricity Consumption
2.3.8 Human Resource
The distillery will be under administrative control of ‘Managing Director’ of the sugar
factory. The Manager of distillery unit will be responsible for day to day operations of the
distillery and effluent treatment system. There will be independent staff for office work
under the Distillery Manager for various routine work.
The requirement of an employee will be about 95, out of which 55 will be skilled and 40
will be semi skilled or unskilled. Existing technical and non-technical staff of the sugar
factory could also provide services to the distillery in case of necessity. The installation
of distillery within sugar factory premises is advantageous from the point of security
also.
Table 2.12: Estimated Project cost
Sr. No. Particulars Amount
(Rs. in Lakhs)
1. Land Development 41.00
2. Civil work and building 563.60
3. Plant and machinery 2695.70
4. Miscellaneous fixed assets for distillery and ETP 387.50
5. Preliminary, pre-operative and other expenses 114.00
Section Operating (KW/h)
(At peak load)
Fermentation, Distillation, Cooling Tower, Storage 425
Absolute alcohol Plant 50
Boiler 150
Bio-methanation, Bio-composting, & Plant Yard lightning
100
Total 725

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 18
Sr. No. Particulars Amount
(Rs. in Lakhs)
6. Machinery stores, spares 05.00
7. Contingency @3% 82.00
8. Margin Money 10.00
TOTAL 3898.80
Table 2.13: Capital investment on environment management
Sr.
No.
Particulars Amount
(Rs. in Lakhs)
1. Spent wash cooling and holding tank 85.00
2. Compost yard with PCC top finish 175.00
3. Leachate management system 15.00
4. Laboratory shed and its glassware, equipments, etc. 15.00
5. Polishing units for condensate treatment 100.00
6. Biomethanation Unit 360.00
7. Biocomposting machinery, pipeline and other 70.00
8. Fire fighting equipments and other 25.00
9. Tree plantation and bore well for composting 8.00
10. Wet Scrubber 110.00
TOTAL 963.00
Recurring Expenses/annum
1. Salaries and wages 09.00
2. Operation and maintenance of all pollution control
devices, motors, pumps, pipelines, etc.
3.50
3. Fuel (composting activity) and Electricity (in case of
diesel generator operation)
1.50
4. Fire protection, greenbelt, other waste management 2.00
5. Transportation 1.00
TOTAL 17.00

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 19
Table 2.14: Overview of environment management processes
Sr.
No
Waste product and source Treatment and disposal
1. Waste water
Spentwash Biomethanation followed by bio-composting
Other effluent:
steam condensate, Blow
down from bowler, cooling
tower, Pump Sealing, floor
washing and other cleaning
activities
Effluent will sent to pH correction and polishing
unit and reused as a cooling tower make-up,
dilution water for molasses or gardening
Sewage: Domestic
wastewater
As local acceptable practice, by septic tank and
soak pit system
2. Gaseous emission
Flue gasses from boilers
Due to burning of bagasse
and biogas
Particulate emissions will be controlled by Wet
scrubber and then vented through a common
chimney of height 60m
Bagasse is carbon neutral fuel, contains sulfur in
trace amount
No loose bagasse, it will be in bar(block) form
hence fugitive dust will get controlled
Since, the distillery is proposed within sugar
factory premises, hence handling and
transportation of various material will be
nominal. It will help to control fugitive dust.
Greenbelt of 33% of the plot area i.e. 6.5 acres
Biocomposting CH4; H2S Fully auto spraying and aerobic composting
Diesel generators It will be operational only when captive as well as
grid power supply failure, hence emissions
anticipated to be less frequent and minor
Fermentation unit: CO2
Fermenteres are covered, CO2 scrubbed in water
3 Solid waste
Boiler ash Bagasse ash contains soil nutrients such as potash
and phosphates. It will be mixed with bio-
compost and sold to farmers for use in agriculture
lands.

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 20
Fermented sludge: Yeast
sludge, Polishing unit sludge
The sludge from fermenter contains organic
nutrient and micro elements. It will be mixed with
bio-compost.
Figure 2.6: Block diagram of polishing unit: to treat spent lees and miscellaneous streams
2.4 EFFLUENT TREATMENT 2.4.1 Spentwash
2.4.1.1 Biomethanation
In recent years, due to escalation of energy costs and environmental concerns there is an
increase in the installation of anaerobic treatment units for distillery-spent wash. The
anaerobic method of spentwash treatment offers number of significant advantages with
some drawbacks over other treatment methods.
Aeration unit
Sludge drying beds

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 21
The biochemistry and microbiology of anaerobic processes is much more complicated
than that of aerobic ones. As a result many pathways are available for an anaerobic
process. These pathways and microorganisms responsible for the reactions are not
known in great detail but during the last 10-15 years a broad outline of the processes
have been established.
2.4.1.2 Microbiology & Biochemistry Of Biomethanation Process
Basically the anaerobic degradation is performed by two groups of bacteria.
Acid producing bacteria : Acid forming bacteria (butyric & propionic acid) Acetogenic
bacteria (acetic acid & hydrogen)
1) Methane producing bacteria : Acetoacetic methane bacteria (acetophilic) Methane
bacteria (hydrogenophilic)
2.4.1.3 Steps of Reaction
The anaerobic metabolism of a complex substrate, including suspended organic matter,
can be regarded in a three-step process
Step I: Hydrolysis of suspended and soluble organic of high molecular weight
Step II: Degradation of small organic molecules to various volatile fatty acids,
ultimately acetic acid.
Benefits Limitations
Production of methane as a fuel, it is
renewable source of energy and helps in
reducing direct emission of methane into
atmosphere
It contains sulfur in minor quantity
(less than 2%), which causes damage
to boiler; act as a source for SOx
emissions
Low production of waste biological solids Relatively long periods of time are
required to start up the process
Low nutrient and power requirement It is a pre-treatment method. Hence,
some of the parameters such as BOD,
COD, colour, TDS, etc. requires
adequate treatment for its safe
disposal.
Very high loading rates can be achieved -----------
Active-anaerobic sludge can be preserved
unified for many months
-----------

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 22
Step III: Production of methane, primarily from acetic acid, also from hydrogen
and carbon dioxide
Out of three steps, the second one is rather quick, while the two others are slow. This
accounts for many instability problems encountered in anaerobic processes. However,
the anaerobic processes are not more unstable than aerobic. One of the reasons why this
is a rather rare view is that engineering design practice for anaerobic processes through
the years have been operating with rather small safety factors and a very poor process
control.
Hydrolysis of organic matter is a rather slow process brought about by extra cellular
enzymes. Factors like pH and cell residence time play an important role with respect to
reaction rate.
During start-up of the anaerobic process the volatile acid concentration should be kept
reasonably low (1-1.5 Kg HAC/m3) and can be used to control the slow loading. The
hydrogen partial pressure (or redox potential) regulates the production of the various
acids. For digesters, operating at very short solids retention time the concentration of
propionic acid and hydrogen is increased. This fits well into the general picture, and can
also explain the increased propionic acid concentrations under unsteady state or varying
load conditions. Propionic acid is an indicator of instability and has been generally
accepted as a process control parameter all though not used much in practice.
If, the acid production rate is high as compared to the methane production rate, which
means that a sudden increase in easily degradable (soluble) organic will result in
increased acid production with subsequent accumulation of the acids. This might inhibit
the next step of the process the methane generation step. Parallel to the acid production
ammonia is released by the degradation of proteins and amino acids. The ammonia
concentrations thus established would generally not be of a magnitude that will inhibit
the anaerobic process but nitrogen rich wastes, treated in highly loaded processes,
ammonia inhibition could occur.
Methane production is a slow process, in general the rate-limiting step of anaerobic
degradation. Methane is produced from acetic acid or from hydrogen and carbon
dioxide. About one third of the methane has its origin in molecular hydrogen. Small
amounts of methane can be produced from methane and formic acid, but these reactions

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 23
have little practical importance. The bacteria producing methane from hydrogen and
carbon dioxide are fast growing ones as compared with the acetic acid utilizing bacteria.
2.4.1.4 Utilization of Biogas
Biogas generated in the bio-methanation process will be utilized as a fuel for sugar
factory boiler. Flare unit will be installed as an alternative, in case of non-consumption of
biogas in boiler. There are some alternative available for the use of biogas. It can be
upgraded /purified into methane and compressed. This is used for higher commercial
applications such as fuel for vehicles or for generation of electricity. However,
considering the investment and other economics, these options could be useful in near
future.
2.4.1.2 Bio-Composting
Bio-compost is prepared by mixing spentwash and pressmud (filter cake produced
during sugar manufacturing, having 50-70% moisture) in an optimum proportion of 3:1.
The activity is carried out with the help of excavator- cum –loader for mixing, turning,
loading and unloading of compost material. It is observed that in the first five days,
fungal activity is predominant and in subsequent days bacterial activity continues until
stabilization of organic matter into humus is accomplished.
2.4.1.2.1 Composting Process
The composting site will accommodate the required number of windrows of filler
material. The windrow size (width & height) will depend upon the type of aeration
mixing and turning machine as well as area of yard to be used. The filler material will
comprise of filter cake, screened/half decomposed bagasse, bagacillo, boiler ash, sludge
from biomethanation unit as well as ETP etc. The windrows will be inoculated with
certified microbial culture to enhance the composting process. The filler material will be
homogenised with mixing/turning and aeration machine. The machine traverse
windrows, thoroughly aerating and agitating the composting mixture and grinding
shredding of lumps to uniform size. Spent wash will be sprinkled on windrows in a
controlled manner at specific intervals so as to maintain the moisture content of
windrows around 50 to 60 percent. The spraying of the spent wash will be strictly
controlled so as to avoid seepage problem and avoiding anaerobic condition. The
windrows will reach a temperature of 65-70oC automatically and within a period of a

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 24
week followed by a turning. This will now require more spent wash for maintaining the
moisture. The composting cycle will be of minimum six weeks.
2.4.1.2.2 Operational Details
A Composting cycle can be divided into two stages i.e. 40 days of windrow composting
(Aerobic process) and 4-5 days for curing in heaps. Thus, one cycle takes about 45 day’s
period.
Compost process can be divided into the following stages –
Active Stage
It is a stage when the maturation is just initiated. During this period there is a rise
in temperature, which continues for first 10-15 days of process after formation of
windrows and spraying of inoculum.
Maturation Stage
This stage includes the greater part of maturation and extends to and beyond the
period of temperature decline. It consists of the 14 days when the temperature is
maintained and the next 10 days when the temperature starts to decline.
Ripening or Curing Stage
This stage allows compost to age for four weeks, until the moisture stabilizes at
30% to 35%.
2.4.1.2.3 Windrow
Recommended windrow Size = 3.0 x 1.5 m (Width x Height- subject to available area)
Distance between two windrows = 1m
Press-mud should be formed in windrow size of 3.0 x 1.5m. The windrows should be
formed straight and have correct size.
2.4.1.2.4 Culture Inoculation
After running the machine for a day, spray inoculum. Inoculum acts both as an odor
reducing agent and an activator to hasten the process of raising the temperature.
Normally for every MT of press-mud 0.5kg of inoculum is applied. It is diluted 100 times
with effluent and sprayed on the windrows spreading over 3 days for effective results (in
the 3rd, 5th and 10th day) Immediately after the application of inoculum, windrow should
be aerated with mixing machine to spread the Inoculum uniformly to all parts of
windrow.

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 25
2.4.1.2.5 Aeration
Normally mixing machine is used for mixing up the windrow, loosen the same and create
a situation congenial for natural aeration. When the moisture content reduces below
50% an addition of effluent should restore it to 65%. If the press-mud is wet (more than
70% moisture) there is lower supply of oxygen. Moisture content should be brought
down to about 50% by giving proper aeration. Microorganisms make use of nitrogen and
carbon for their metabolic activities. The energy required for this process is derived by
aerobic decomposition.
Aeration is given to raise the compost temperature and establish aerobic condition. The
temperature should be 60-650C in the windrow. Continue spraying and aeration till the
completion of composting cycle.
2.4.1.2.6 Effluent Spraying
Spraying is done before aeration. The quantity of effluent applied is strictly controlled so
that the windrows always have moisture content, which is optimum for aerobic
composting.
2.4.1.2.7 Merging of Windrows
Once the hard material or lumps is broken by the mixing machine and is loosened, it gets
compacted and the windrow height gets reduced due to proper degradation of organic
matter with proper aeration.
After about 15 days of initial composting the windrow height is likely to be reduced to
about 0.5 meter. At this point it is required to merge 2 windrows into one and continue
further processing.
2.4.1.2.8 Curing in Heaps
After completing the spraying, windrow is aerated for 2 or 3 days without spraying
effluent. After reducing the moisture to about 30% to 35% heap the compost in the
corner to a height of about 2 meter to have anaerobic process for about 15 days and also
to make the space free for fresh windrow formation.
A distinctive black loamy, free flowing and ready to use compost, which has a pleasant
earthy smell and moisture content of 30-35 % is produced.
The salient features of Bio-compost process are:
1. Zero Pollution

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 26
2. No odour or fly nuisance. The finished product is entirely free from any repulsive
odour
3. High product value – quick payback
4. Product is usually dry, easy to handle, bagged and transport
Table 2.15: The Composting Technique: Working Data
Sugar Factory
1. Crushing rate (present – in MT crushed / day) 2,500
2. Projected Crushing rate (average) 425,000 MT
3. Annual Pressmud production @4% 17,000 MT
4. Moisture content of Pressmud 50 - 70 %
Distillery
5. Capacity (liter /day) 30 KLPD
6. Days of operation 270
7. Spent wash production/annum 81,000MT
8. Ratio Press mud: Spentwash, (45 days cycle) 1:2.5
9. Pressmud requirement (in MT per annum) 32,400
10. Culture Required prescribed proportion
Quantity required/year (270days)
1Kg/MT of pressmud
32,400 Kg
11. Yard area, Approx. 7.6 acres
Table 2. 16: Mass Balance (Bio-compost)
Sr.
No.
Description Solids
Content %
Quantity Total Solids
MT
1. Annual Raw Material
a) Press mud*
b) Spentwash
30
05
32,400 MT
81,000 MT
9,720
4,050
Total 1,13,400 13,770*
2. Annual Compost 65 8,950 MT**
Compost
Annual Compost Production: approx 8,950 MT
* *Assuming loss in weight as CO2 and moisture content of approx. 35 %

Chapter II
Shree Rameshwar SSKL, Dist. Jalna, Maharashtra
2- 27
Table 2.17: General Characteristics of Bio-compost
Parameter Percentage
Organic Carbon 20 - 25%
Nitrogen 1.5 – 2%
Phosphorous 1.0 – 2%
Potassium 2 – 3.5%
C:N Ratio <17:1
2.4.1.3 Requirements for composting
The proposed molasses based distillery will produce average 300m3/day of spent wash
for treatment. The factory has proposed to adopt biomethanation followed by Bio-
composting process. It has allocated about 18.5 acres of land. For distillery process units,
biomethanation, storage lagoons is up to four acres, for composting yard 8.4 acres and
greenbelt 6.1 acres. 2.4.1.3.1 Holding of Spentwash
Spentwash will be transported through closed conduct, HDPE/RCC pipes. It will be
stored in impervious tank/lagoons. An impervious storage tank of 30 days and five day
holding capacities will be constructed to store spentwash prior to biocomposting
treatment. Spentwash storage tanks will duly lined with 200 mm thick black cotton soil
(40%) + murum (60%), 250 micron HDPE sheet, pitched by stone/bricks with SRC
mortar and SRC plaster 50 mm thick to prevent leachate. The sectional view of
spentwash holding tank is given in fig. 2.4.

Chapter II
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
2-28
PITCHING 2.00 M
SLOPE 1:2 1 m
SLOPE 1:1.5
PITCHING WITH STONE
G.L. 23.00 CM THICK
3.00 M
1 M
MURUM 1 M
IMPERVIOUS SOIL SOIL
250 μ HDPE SHEET
Figure 2.7: Holding Tank Details
30 CM THICK IMPERVIOUS
SOIL COMPACTING AND
20 CM THICK HARD MURUM
AND
COMPACTING
PITCHING WITH
STONE
23 CM THICK

Chapter II
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
2-29
Figure 2.8: Compost Yard

Chapter II
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
2-30
2.4.4.2 Compost Site Preparation
The aerobic biocomposting process will be carried out wherein thermophilic activity of
microorganism will be involved for fast degradation of BOD and COD values in spent
wash surface. The compost site will be prepared as per the norms specified by Central
Pollution Control Board (CPCB), New Delhi. The details of which are furnished in the
chapter Environment Management Plan.
A separate Environmental cell will be constituted and it will monitor this entire
operation. Bore wells will be set up towards the downstream side of the compost site to
check the seepage; if any. The results shall be recorded for the perusal of the regulatory
authorities.
The schematic indicating the tentative layout for complete composting process including
storage tanks, windrows, and chamber is shown in Fig. 2.9.
2.4.4.3 Molasses Storage Tank
At present, the factory is having three mild steel (MS) tanks each of 4,000 MT capacity.
Thus, total molasses storage capacity 12,000 MT. The factory has proposed to install
one more tank of 6,000MT capacity.
Proper care should be taken by the sugar factory to cool down molasses before it goes
to molasses storage tank. The molasses storage tank should have a suitable pump for
recirculation of molasses. A two months stored molasses is ideal for fermentation. The
molasses can be pumped through pipeline, which can be laid down from the sugar
factory storage tank to the distillery day molasses tank.

Chapter II
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
2-31
Figure 2.9: The Schematic for Complete Compost Process

Chapter II
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
2-32
2.5 GREEN-BELT DEVELOPMENT
Usually, a greenbelt is developed with an objective of attenuation or mitigation of
pollution. However, the importance of the greenbelt should not confined for pollution
control because it offers many other advantages such as -
Create an aesthetic
Helps to enhance bio-diversity to some extent and thus supports ecosystem
Controls temperature
Maintains micro-climatic conditions
Helps to hold water and restore ground water
Prevent soil erosion & surface run off
The sugar factory has developed a greenbelt present around the fencing of the premises.
It has also developed greenbelt around guest house and small housing colony near the
factory. Details of existing greenbelt are mentioned in table 2.18. In case of the proposed
activity, greenbelt developed around manufacturing unit will consist of tall and medium
size trees. These trees will be developed in 2-3 raw curtain, depending upon space
availability. Ornamental shrubs, herbs including lawn will be developed at selective
locations.
Greenbelt will also be developed around the waste disposal areas, such as ETP, compost
yard, spentwash storage lagoon, etc. This will be mainly for beautification. Since, the soil
around industry is combination of clay and loam, water holding capacity of the same is
around 50%, which is significant. This factor is considered while estimating the water
requirement, which is around 74m3per day. Treated effluent from sugar factory will be
used for watering plants. While suggesting species for greenbelt developments following
factors are predominantly considered.
Climatic conditions such as rainfall, temperature, humidity, etc.
Soil conditions
Species endemic or native to the region
Species supporting and enhancing biodiversity
Enhancing aesthetics of the site
Availability of species in the nearby nurseries
Schematic of greenbelt development for proposed unit is represented in Fig. 2.10.

Chapter II
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
2-33
Table 2.18: Details of existing greenbelt around Industrial Complex
Name of species Individual Location
Mango (Mangifera indica) 1,000 Around fencing, near guest house and housing colony
Neem (Melia azadiracta) 1,000 Internal road side, around fencing
Tectona grandis (Sag) 1,000 other open areas, internal road side
Dalbargia sisso (Shisam) 1000 Around fencing as well as other open areas
Peltoforum pterocarpum 100 Garden areas, Along internal road side, around fencing, near housing colony
Gulmohor 1000 Garden areas, internal road side, around fencing, near housing colony
Polyalthia longifolia (Ashok) 1000 Around fencing, near guest house and housing colony
Terminalia cattapa (Desi Badam)
500 Around fencing, Along internal road side, near housing colony
Suru 500 Around fencing, near housing colony
Avala 3000 Around fencing as well as other open areas
Zyzyphous (ber) 3000 Around fencing as well as other open areas
Chinch 3000 Around fencing as well as other open areas
Jambhul 1000 Around fencing as well as other open areas
Nilgiri 500
Total 17600
Table 2.19: List of Species Recommended For Greenery Development
* T=Tall, M=Medium, S=Size
S
No.
Name Size* Climatic
condition
(Rainfall)
Feature/remark
1. Acacia nilotica sub
species indica and
tomentosa
T 250-500 mm Dust tolerant, very common in
the region
2. Acacia leucophloea T 500-1000 mm Tolerant to air pollution, very
common in the region
3. Aegal marmalose M/T 500-1000 mm Tolerant to air pollution,
common in the region
4. Albizia saman M 500-1000 mm Tolerant of CO2

Chapter II
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
2-34
S
No.
Name Size* Climatic
condition
(Rainfall)
Feature/remark
5. Anona squamosa T 250-500 mm Fly ash tolerant
6. Anthocephalus
kadamba
T 500-1000 mm Dust tolerant
7. Azadiracta indica T 500-1000 mm Fly ash tolerant ,Tolerant of
alkaline and Saline soil,
common in the area
8. Bauhinia purpurea T 500-1000 mm Dust tolerant, cultivated near
residential areas
9. Bauhinia variegata T/M 500-1000mm Soluble sodium 1.0 to 2.0
10. Butea monosperma T 500-1000 mm -
11. Cassia fistula M 500-1000 mm pH 7.5 to 8.4, cultivated near
residential areas
12. Cassia siamea M/T 500-1000 mm Soluble sodium 1.0 to 2.0,
cultivated near residential
areas
13. Casurina equisetifolia T 500-1000mm Tolerant of sandy soil
14. Cordia spp. M 500-1000mm Dust tolerant
15. Delonix regia T 250-500 mm Fly ash tolerant
16. Emblica officinalis M 500-1000 mm -
17. Erythrina indica T 500-1000 mm Tolerant of CO2
18. Eucalyptus species T 500-1000 mm Tolerant of sandy soil, SO2
19. Ficus bengalensis T 500-1000 mm Fluoride tolerant, common
20. Ficus glomerata T 500-1000 mm Tolerant of CO2 common
21. Ficus religiosa T 500-1000 mm Tolerant of CO2 common
22. Nerium odoratum S 500-1000 mm Tolerant of SO2 common
23. Tamarindus indica T 250-500 mm Tolerant of acidic soil
24. Terminalia arjuna T 500-1000mm Tolerant of alkaline/Saline soil
25. Derris indica M/T 500-1000mm Tolerant to air pollution,
common in the region
26. Dalbargia sissoo Tolerant to air pollution,
common in the region

Chapter II
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
2-35
Table 2.20: Flowering and foliage shrubs proposed for greenbelt
It is advised to the factory to initiate greeb belt development along with construction activity
so that plants specially trees will get establish and grow well by the time construction activity
will get over (Considering construction phase of 20-24 months)
# Flowering plant (Shrubs) # Foliage plant (Shrubs/Under
tree)
1 Hibiscus 1 Duranta species
2 Shankasur (Ceasalpinia spp.) 2 Dracena
3 Ixora 3 Euphorbia pulcherima
4 Tagar 4 Muscanda
5 Cassia biflora 5 Maranta bicolor
6 Powder puff 6 Agave
7 Nerium 7 Palm spp.
8 Alamanda 8 Croton
9 Chitrak (Plumbago)
10 Hemalia petans
11 Vinca rosea
12 Ratrani
13 Gardenia
14 Canna
16 Chrysanthemum

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-1
CHAPTER III
BASELINE ENVIRONMENTAL STUDY
3.1 Introduction
Generally, the baseline environmental study is carried out by collecting data on
attributes such as air, noise, water, soil, flora, fauna and overall ecosystems. In
addition, data for meteorology, topography and drainage, hydrology, geology, socio-
economy together form an appropriate baseline data. All these elements together
describe the prevailing conditions and facts about local environment. The major
purposes of describing the environmental settings of the study area are,
• To understand the environmental characteristics of the area
• To assess the existing environmental quality, and on the basis of which predict
the environmental impact of the proposed developments being planned
• To identify environmental or geographical factors that could preclude any future
developments
3.2 Methodology of baseline study
The guiding factors for the present baseline study are the general Terms of
references (ToR) issued by Ministry of Environment and Forestry (MoEF) and the
Environmental Impact Assessment notification Sep. 2006.
The baseline environmental conditions are established through field
studies/monitoring (Primary data) and Secondary data such as reports and survey
records published by authentic agencies. In addition, information on the location of
metropolitan cities, national parks, wildlife sanctuaries and ecologically sensitive
areas like tropical forests, important lakes, biosphere reserves, ecological resources,
archaeologically important sites/monuments, etc. within a 10 km. radius of the plant
is also furnished. For present study the field monitoring was carried out in Winter
season Dec 2011 to Feb 2012. Data was sufficient to develop a clear understanding
of the nature and magnitude of potential impacts of the project. The studies were
conducted by considering the following.

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-2
Table 3.1: Classification of environment component used in EIA
Physical Environment • Climate and Meteorology
• Geology, hydrology and hydrogeology
• Air environment
• Noise environment,
• Water environment,
• Soil environment
Biological Environment Ecology: Existing Flora and Fauna in study
area
Socio-economic • Social profile,
• Settlement pattern
• Demography
• Availability of infrastructure
• Economic profile
• Social Initiatives by the industry
Table 3.2: Environment setting in brief
Sr. No Particulars Description
1. Project site At Raosahebnagar, Post- Sipora Bazar, Tal -
Bhokardan, Dist - Jalna in Maharashtra
2. Geographical
coordinates
Latitude: 200 15’18.68” N
Longitude: 750 51’12.00’’ E.
Elevation: 581.5m
3. Nearest villages East Mahora 7.5 km
South east – Assaye 3.5km
South Dautput 2.5km
WSW Babhulgaon 2.5km
West Bhokardan 09km
North west Viregaon 5km
North Nimbola 4km
North east - Sipora bazaar 1.5KM, Borgaon
2.5km
4. Climate and meteorology

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-3
5. Temperature Annual Max Temp (Avg.): 410C
Annual Min Temp (Avg.) : 200C
6. Precipitation annual average for Bhokardan Taluka 650 mm
7. Wind Predominant wind direction from East to west
8. Land Within in existing sugar factory premises
9. Nearest town Bhokardan town 9Km
10. Nearest Highway /Road ~ 1km off State highway -178
11. Airport Aurangabad ~ 80 Km from the site
12. Nearest railway station 45 km away
13. Water body • River Jui– 2.5 km north-east
• River Kelna – 5 km, south
14. Soil Type 3 Types; Light, medium and deep soil.
15. Ecologically sensitive
areas (National
Parks/Wildlife
sanctuaries/bio-sphere
reserves)
There are no tropical forest, biosphere reserve,
national park, wildlife sanctuary, coral
formation, defense installations, recreational
sites, holiday resorts, pilgrimage site,
historically important structures, monuments,
etc. in 10 km radius study area
• Gautala sanctuary – 90 km, west
• Lonar sanctuary 100 km east
16. Archaeologically
important places
Ajanta caves - 45 km, south west
17. Reserved/Protected
forests within 10 km
radius
No
18. Nearest place of tourist/
Religious importance
Ajanta caves - 45 km, south-west
19. Topography of proposed
site
Flat surface
20. Main Agricultural crop in
the District
Jawar, Bajra, Wheat, Pulses, Groundnuts, Cotton,
Sugarcane
21. List of Industries Mini industrial area is proposed at Bhokardan
There are 24 large and medium scale industries
in Jalna district, out of which 3 are sugar
factories & Shree Rameshwar SSKL is one of

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-4
them
3.3 Description of study area
3.3.1 Geographical features of the site
The proposed cogeneration plant is located at Raosahebnagar, Post- Sipora Bazar, Tal
– Bhokardan, Dist – Jalna in Maharashtra.. The geographical coordinates of the site
are 200 15’18.68” N and 750 51’12.00’’E. The northwestern part of the district is
comprised of the eastern slopes of the Ajanta Plateau. The Satmala hill ranges (943 m
amsl) throws an offshoot in south-eastern direction through Jafrabad taluka which
forms the western edge of the Buldhana plateau. Eastern offshoot of the Ajanta or
Satmala hill ranges comprising flat topped hills form divides between Purna and
Girija rivers and between Girja and Dudhna rivers. The southeastern offshoot of
Ellora hills comprising a series of dissected flat topped hills reach upto Ambad town.
Apart from these, hilly regions are occurring in northern and western parts of
Jafrabad, Bhokardan and Ambad talukas. Most of the southern and central parts of
the district comprise undulating plains. Elevations of the plains from 450 to 600 m
amsl. Generally ground slope in the district is towards east and southeast. There are
34villages in the study area (10km radius) which indicates scattered settlements
over the study area.
3.3.2 Land use pattern It was observed from the satellite imagery that, the project surrounding land is
mainly used for agricultural purpose followed by waste uncultivable land. The most
significant part of the Jalna district is that about 85 % of the geographical area is
under agricultural use. Out of the total 761,200 Hectares of the geographical area,
651,553 hectare of land is under agricultural use.
The details of the land use in Jalna district are given in below tables.
Table 3.3: Land use details of Jalana district
Land use / cover Category Area (in Ha.) Geographical area (%)
Built up land 2,381 0.28
Agriculture land 6,51,553 85.56
Forest land 12,600 1.65
Waste land 80,035 10.51
Water bodies & River 6,371 0.85

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-5
Others 8,260 1.15
Image 3.1: Satellite image of the site and surrounding
3.4 Sampling/monitoring locations
Primary data collection was carried out in study area comprises of villages within 10
km radius from the site
Table 3.4: Details of sampling location
Parameter Location
Ambient Air Factory main gate, Davatpur, Lingewadi, Borgaon, Asai, Bhaydi,
Kolegaon, Danapur, Talni, Virgaon, Kodali, Wadshed
Noise Housing colony of factory, Lingewadi, Borgaon
Water
Khodli, Jui Dam, Viregaon, Sipora Bazar, Borgaon, Asai, Davatpur
Kolegaon Bhaydi, Talni, Shiv Sable, Wadshed
Soil Factory site, Lingewadi, Davatpur, Boregaon, Asai, Bhyadi, Kolegaon ,
Talni, Virgaon, kodali, Wadshed

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-6
3.5 Baseline Environmental Conditions
3.5.1 Climate and Meteorology
The district has dry and tropical climate with very hot summer and mild winter with
humid SW monsoon season of moderate rainfall. The bulk of rainfall is received from
the southwest monsoon, between June to September. The average annual rainfall of
the Bhokardan ranges between 650 to 750 mm. The district often experiences
drought with rainfall recording as low as 400 to 450 mm. The rainy season is
followed by winter, which last up to February, during which the minimum
temperature ranges between 9 to 100 c and maximum temperature ranges between
30 & 310 C. The winter is followed by hot summer, which continues up to June. The
maximum day temperature ranges between 42 & 430C during summer.
3.5.1.1. Rainfall
The rainfall record shows that the district has two regions on the rainfall pattern. The
first comprises Bhokardan, Jafrabad and Jalna talukas with rainfall of about 700 mm
favorable for Khariff cropping. The second region comprises Ambad and Partur
talukas with rainfall of about 800 mm or more favorable for rabi cropping. Rainfall is
not uniform in all parts of the district as assured rainfall area are Jalna and Ambad
talukas and the area of moderate rainfall of 625 to 700mm is Bhokardan and Jafrabad
talukas. The average annual rainfall in the area is 725.80mm. About 83% of the
rainfall occurs during June to September and July is the rainiest month. The rainfall
for the period 1998-2007 of Bhokardhan taluka is given in Table 3.5.
Table 3.5: Annual Rainfall of Bhokardhan taluka (1998-2007) (in mm)
Year Rainfall(mm)
1998 889.5
1999 673.5
2000 436.2
2001 658.6
2002 646.0
2003 657.0
2004 541.5
2005 630.2
2006 988.0
2007 521.3

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-7
Year Rainfall(mm)
Average 664.18
3.5.1.2 Temperature
Temperature is observed to be increasing steadily after February. April and May are
generally the hottest months. During May and June nights are comparatively warmer
than in April. On individual days during the summer season the temperature rises to
41oC or even more. Temperature during rainy season ranges from 21°C to 30°C. In
winter season temperature fall appreciably and range from 10°C to 25°C. In nights
temperature range is 20°C to 25°C with privilege of cool breeze.
3.5.1.3 Humidity
The air is generally dry over the district except during the southwest monsoon when
the relative humidity is high. The summer months are the driest when the relative
humidity is generally between 20°C and 25% in the afternoon.
3.5.1.4 Cloudiness
The cloudiness is recorded in Oktas i.e. in one-eighth of the sky covered. The sky is
mostly heavily clouded or overcast during the southwest monsoon period. But
cloudiness decreases in the post-monsoon period i.e. October and November. The sky
is generally clear or lightly clouded during the period from December to February.
Cloudiness increases from April onwards and generally it is cloudier in the late
afternoon/evening.
3.5.1.5 Wind Winds are generally light to moderate with increase in speed during the latter half of
the hot season and in monsoon season. The winds blow predominantly from
directions between west and north during the hot season. They are mostly from
directions between southwest and northwest during the southwest monsoon season
3.5.1.6 Micro-Meteorology
The meteorological data recorded during monitoring period was very useful for
proper interpretation of the baseline information as well as for inputs for predictive
modeling for air dispersion. Meteorological information was collected from
meteorological department. Various parameters were recorded during the study

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-8
period of Dec 2011 to Feb 2012. This was done to understand the wind pattern,
temperature variations, relative humidity etc.
3.5.1.7 Wind Speed and Wind Direction
The predominant wind direction observed during the study period was from east
direction, with 8.1 %. Southeast directions follow this with 6.4%. Calm conditions
constituted about 33.7 % of the total time observed. A wind rose diagram giving the
details of the wind pattern for the study period at the site is given in fig. 3.1.
Figure 3.1: Windrose Diagram 3.5.2 Geology, hydrology and hydrogeology
3.5.2.1 Geology
The entire district is occupied by basaltic lava flows of the Deccan traps of upper
cretaceous to Eocene age. The lava flows are piled over one another. The individual
flow thickness ranges between 20 to 30m The individual flow has two distinct units.
The upper part is vesicular in nature and vesicles are filled with secondary minerals
like zeolite and quartz (e.g. Moss Agate, Zebra Agate and Green Agate) which is often
called as zeolitic trap. The lower part of the lava flow forms the massive basalt, and
often called as massive trap. Alluvial deposits along the major rivers overlie the

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-9
Deccan traps. The alluvium consists of clay, silt and sand. The thickness ranges
between 10 to 20m. The alluvium forms a very fertile land.
3.5.2.2 Hydrology
The district is well drained by river systems, which are dendritic type and have
matured valleys. There are two main drainage systems viz; Godavari River and the
Purna and Dudhna rivers. The Godavari River forms the entire southern boundary of
the district in Ambad and Partur talukas. It is one of the most important river of
Deccan plateau and entire Jalna district falls in its great basin. The direct tributaries
of the river are Shivbhadra, Yellohadrs, Galhati and Musa rivers. All these tributaries
rise from the Ajanta and Ellora plateau and flow south and eastwards to join the
Godavari River. While most of the smaller streams dry up in summer, the major
rivers are perennial. Purna River rise from near Mehun about 8km NE of Satmala
hills and at a height of about 725m amsl. It is most important river after Godavari and
drains entire area of Jafrabad. Bhokardan and parts of Jalna talukas. Its tributaries
are Charna, Khelna, Jui, Dhamna, Anjan, Girja, Jivrakha and Dudhna rivers.
3.5.2.3 Hydro-Geology
Groundwater occurrence and movement in the area is influenced by its rock
formations. Groundwater potentially depends upon porosity and permeability (both
primary and secondary) of rock formations. Jalna district is underlain by basaltic lava
flows and alluvium only. Water bearing properties of these rocks are described
below and the map depicting hydrogeological features is shown as Figure 3.2

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-10
Figure 3.2: Hydrogeological feature of Jalana district
3.5.2.4 Ground water potential
Central Ground Water Board and Ground Water Survey and Development Agency
(GSDA) have jointly estimated the ground water resources of Jalna district based on
GEC-97 methodology. Ground water resources estimation was carried out for
8042.59 sq. km. area out of which 542.99 sq. km. is under command and 7499.60 sq.
km. is non-command. The aquifers in the district are poor to moderately yielding
having low storage capacity. Therefore, ground water development should be
permitted very carefully in difficult and scarcity areas only.
Table 3. 6: Salient features of ground water exploration of Bhokardhan
1. BW’s Drilled 5
2. Depth (m bgl) 200.20
3. SWL (m bgl) 50.00
4. Discharge (lps) 0.38

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-11
Ground Water Resources (March 2004)
Taluka Area Net Annual
Ground
water
Availability
(ham/y)
Existing
Gross
Groundwater
Draft for
Irrigation
(ham/y)
Existing Gross
Groundwater
Draft for
Domestic &
Industrial water
Supply (ham/y)
Existing
Gross
Groundwater
Draft for All
uses
(ham/y)
Allocation for
domestic &
industrial
requirement
supply upto nest
25 years (ham/y)
Net
Groundwater
Availability for
future irrigation
development
(ham/y)
Stage of
Groundwater
Development
(%)
Bhokardhan
C 1227.19
368.35 15.30 383.65 4.13 160.46 31.26
NC 13532.67
7800.11 68.94 7869.05 159.89 5919.65
58.15
Total
14516.78
8254.58 80.76 8335.34 165.87 6107.62
57.42
C- Command, NC- Non-Command
3.5.3 Air environment
The ambient air quality status was monitored in the study area of the site. Baseline
values of the same were used to calculate incremental air pollution load with respect
to monitored locations. Thus, it helped in predicting the impacts due to the proposed
activity on the air environment of the study area.
3.5.3.1 Methodology of monitoring
The ambient air quality monitoring has been conducted during the months of Dec
2011 to Feb 2012 (winter season). Monitoring has been conducted twice a week
continuously for 24 hours during the study period
The high volume air samplers (HVS) have been used to monitor the environmental
parameters. Spectrophotometer has been used to analyze NOx and filter paper has
been used to collect the SPM (PM 10) and RSPM (PM 2.5).
Ambient air quality of the study area has been assessed through a network of twelve
ambient air quality stations keeping in view the wind pattern in the study area. The
monitoring locations are shown in figure 3.3. Other factors such as the influence of

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-12
the existing sources are predominant villages in the study area also have been
considered. The details of the sampling station are given in below mentioned table.
Figure 3.3: Ambient Air Monitoring Locations

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-13
# Site/Location Distance
(km)
Direction
1. Factory main Gate 0 -
2. Lingewadi 5 SW
3. Davatpur 3 SE
4. Borgaon 2.5 NE
5. Asai 4 E
6. Bhaydi 5 NW
7. Kolegaon 7 NE
8. Babhulgaon 2.5 WSW
9. Talni 8 NW
10. Viregaon 5 WNW
11. Kodoli 5 S
12. Wadshed 5 N

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-14
Table 3.7: Baseline air quality: PM10 (Avg. in µg/m3) Week Location
1 2 3 4 5 6 7 8 9 10 11 12
1 75 60 65 61 59 61 59 67 62 66 61 62
2 73 55 52 58 50 55 54 61 58 59 61 58
3 80 50 45 55 52 50 46 65 56 58 60 60
4 78 60 58 60 55 60 58 68 61 55 62 58
5 83 58 55 56 60 58 45 59 58 58 58 62
6 79 49 52 50 58 49 52 58 62 54 60 59
7 77 54 50 55 55 54 54 63 57 62 54 55
8 82 56 55 50 54 56 51 56 56 56 60 60
9 84 60 52 61 60 60 45 60 60 60 58 66
10 78 58 57 60 55 58 60 57 56 54 55 55
11 80 64 60 62 60 64 54 62 54 55 50 64
12 77 66 62 65 62 66 53 56 50 56 60 66
Avg. 78.8 57.5 55.2 57.7 56.7 57.6 52.6 61 57.5 57.7 58.2 60.4
STD 100 100 100 100 100 100 100 100 100 100 100 100

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-15
Table 3.8: Baseline air quality: PM2.5 (Avg. in µg/m3)
Week Location
1 2 3 4 5 6 7 8 9 10 11 12
1 45 26 31 38 33 44 28 34 30 27 22 24
2 43 22 28 32 30 29 37 28 25 25 24 30
3 38 20 25 39 25 24 29 35 22 24 25 26
4 42 25 30 34 31 28 25 30 17 26 29 31
5 41 23 32 30 33 27 30 29 20 31 32 27
6 35 26 25 32 35 21 26 32 25 34 30 25
7 37 31 24 31 33 26 23 35 30 32 32 29
8 39 27 32 35 28 29 26 39 24 38 28 25
9 40 25 27 33 32 26 24 37 27 30 24 32
10 39 33 30 29 29 24 25 30 29 32 32 28
11 42 28 25 32 36 25 23 32 23 35 34 25
12 36 34 29 28 30 30 29 33 28 27 25 24
Avg. 39.7 26.7 28.2 32.7 31.2 27.75 27.1 32.8 25 30.1 28.1 27.2
STD 60 60 60 60 60 60 60 60 60 60 60 60

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-16
Table 3.9: Baseline air quality: SO2 (Avg. in µg/m3)
Week Location
1 2 3 4 5 6 7 8 9 10 11 12
1 17 12 10 13 12 12 9 10 11 10 12 12
2 18 11 10 12 12 11 11 13 10 13 10 11
3 16 10 10 10 13 11 11 12 11 12 11 10
4 17 10 9 10 12 12 10 10 11 13 12 12
5 16 9 9 9 13 11 10 13 10 11 14 12
6 16 10 10 12 12 11 10 13 12 9 10 11
7 15 11 10 11 12 11 11 12 9 13 11 10
8 16 11 9 10 13 12 10 12 13 10 9 12
9 16 10 8 10 11 12 9 13 10 10 10 13
10 17 9 9 11 11 10 7 11 12 13 12 12
11 18 9 10 9 12 11 9 12 11 10 11 10
12 18 10 10 12 13 11 10 12 12 9 10 11
Avg. 16.67 10.17 09.50 10.75 12.17 11.25 9.75 11.92 11.00 11.08 11.00 11.33
STD 80 80 80 80 80 80 80 80 80 80 80 80

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-17
Table 3.10: Baseline air quality: NOx (Avg. in µg/m3)
Week Location
1 2 3 4 5 6 7 8 9 10 11 12
1 18 14 10 12 14 10 9 11 13 9 9 10 2 17 13 9 10 14 11 11 13 11 9 9 11
3 18 14 11 10 13 10 11 14 10 11 11 9
4 19 13 10 9 12 10 10 11 12 12 10 10
5 15 10 10 10 13 11 10 12 10 10 11 11
6 18 13 10 11 12 11 10 13 11 12 12 9
7 19 12 9 10 13 11 11 11 11 10 12 12
8 17 12 9 11 11 10 10 12 10 9 10 12
9 18 13 10 10 12 10 11 10 9 9 9 9
10 19 11 9 9 12 10 10 11 10 10 12 10
11 17 12 10 9 14 11 11 11 10 11 13 11
12 19 11 9 10 14 11 10 13 11 11 10 11
Avg. 17.83 12.33 9.67 10.08 12.83 10.50 10.33 11.83 10.67 10.25 10.67 10.42
STD 80 80 80 80 80 80 80 80 80 80 80 80

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-18
3.5.3.2 Ambient air quality observations
The maximum concentration of pollutants such as PM 10, PM 2.5 as well as SO2 and
NO2 were recorded at the factory site. However, the concentrations recorded at all
locations were well within new National Ambient Air Quality (NAAQ) Standards
(November 2009).
3.5.4 Noise environment
Noise in general, is sound which is composed of many frequency components of
various loudness, distributed over the audible frequency range or Noise can be
defined as an unwanted sound. It interferes with speech and hearing. If intense
enough, it can damage hearing, or is otherwise annoying. The definition of noise as
unwanted sound implies that it has an adverse effect on human beings and their
environment. Noise can also disturb natural wildlife and ecological system.
The most common and universally accepted scale for noise measurement is the
weighted scale which is termed as dB. This is more suitable for audible range of 20-
20,000 Hz and has been designed to weigh various components of noise according to
the response of a human ear. The environmental impact assessment of a noise from
the industrial activity, vehicular traffic can be undertaken by taking into
consideration various factors like potential damage to hearing, physiological
responses, annoyance and general community responses which have several effects
varying from rise Noise Induced Hearing Loss (NIHL) etc.
Noise levels were measured using a sound level meter. Noise survey has been
conducted in the study area to assess the background noise levels in different zones
viz. residential, and Industrial zones. A total of ten noise sampling locations were
identified and are depicted in Fig. 3.3

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-19
Figure 3.4: Noise monitoring locations
Table 3.11Noise monitoring location
Location number Location
1. Factory guest house
2. Lingewadi
3. Davatpur
4. Asai
5 Kolegaon
6 Borgaon
7 Bhaydi
8 Bhokardan
9 Talni
10 Danapur
3.5.4 .1 Method of Monitoring

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-20
Sound pressure level (SPL) measurements were undertaken at above locations, for a
period of 10 seconds, at an interval of 30 minutes per hour for 24 hours. The day
noise level has been monitored for 6 am to 10 pm and night levels during 10pm to
6am at all monitored locations. The results of the noise monitoring at the places
monitored are given in Table 3.12
A reconnaissance survey was undertaken to identify the major noise generating
sources in the area. The noise from different sources have been identified which are
the industrial activities, commercial activities at very minor scale, traffic, etc. The
noise monitoring has been conducted at all the identified location in the study area
during the study period. Measured noise levels, displayed, as a function of time, is
useful for describing the acoustical climate of the community. Noise levels recorded
at each station with a time interval of about 30 minutes are computed for equivalent
noise levels. Equivalent noise level is a single number descriptor for describing time
varying noise levels. The equivalent noise level is defined mathematically as
Leq = 10 Log L / T∑ (10Ln/10)
Where, L = Sound pressure level at function of time dB (A)
T = Time interval of observation
Noise levels during the night time generally drop, therefore to compute equivalent
noise levels for the night time, noise levels are increased by 10 dB (A) as the night
time high noise levels are judged more annoying compared to the day time.
Table 3.12: Noise monitoring results (dB A) Location Avg. level day
time
Avg. level
night time
Standard
Day
time
Night
time
Factory guest house
(Industrial area)
70 63 75 70
Lingewadi
(Rural residential area)
45 40 55 45
Davatpur(Rural residential
area)
49 41 55 45
Asai (Rural residential
area)
46 40 55 45
Kolegaon (Rural
residential area)
44 40 55 45

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-21
Borgaon (Rural residential
area)
47 41 55 45
Bhaydi (Rural residential
area)
54 45 55 45
Bhokardan market
(commercial area)
62 42 54 55
Talni(Rural residential
area)
50 41 55 45
Danapur (Rural residential
area)
47 40 55 45
3.5.5 Water Environment
Understanding the water quality is essential in preparing the EIA and identification
of critical issues with a view to suggest appropriate mitigation methods for
implementation.
The purpose of the study was
• To determine the water quality of the resources in the study area:
• To assess the potential impact on water quality due to the proposed activity in
the study area,
Assessment of base line data on water environment includes
• Identification of surface water sources, ground water sources
• Collection of water sample
• Analyzing collected water samples for mainly physical and chemical parameters
Twelve water samples (includes surface & ground water samples) from various
location of the study area were collected and analyzed.
All the basic precaution and care were taken during the sampling to avoid
contamination. Spot tests were done as per statutory requirements. Collection and
analysis of water samples were carried out as per standard methods and a procedure
prescribed by CPCB. Relevant IS and APHA standard methods were used for the
analysis.
3.5.5.1 Observations of surface and ground water sampling
The summary of results of the parameters analyzed is given in Table 3.13

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-22
Figure 3.5: Water Sampling Locations
1 Khodli, 7 Davatpur
2 Jui Dam 8 Kolegaon
3 Viregaon 9 Bhaydi
4 Sipora Bazar 10 Talni
5 Borgaon 11 Shiv Sable
6 Asai 12 Wadshed

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-23
Table 3.13: Result of ground water and surface water analysis
Parameters 1 2 3 4 5 6 7 8 9 10 11 12
pH
7.8 8.4 8.4 8.5 7.7 8.7 7.8 7.9 7.6 8.7 8.3 8.3
EC (m-S)
3.5 1.1 0.9 0.5 3.8 1.7 1.9 3.2 3.6 0.4 1.9 2.9
Total Hardness 650 374 320 136 650 370 660 670 700 160 400 424
Calcium Hardness
550 190 230 100 400 150 240 520 550 60 330 240
Magnesium Hardness
100 184 90 36 250 220 420 150 150 100 70 184
Chloride 312 224 240 180 232 150 340 230 380 32 260 336
Alkalinity 589.3 96.7 89.5 28.4 596.4 292.5 284 53.9 717.1 25.5 198.8 244.2
Sulphate
254 205 115 43 207 192 176 250 255 35 129 343
Phosphate 0.65 0.14 0.40 0.91 0.08 0.17 0.48 0.30 0.26 0.78 0.71 1.05
TDS 1500 770 630 350 1000 990 1100 1500 1200 280 950 1200
ote – All parameters are in mg/lit. Except pH and EC

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-24
3.5.6 Soil Environment
The soils of the district are derived from the basaltic lava flows. Thickness of the soil
cover is less in northern and western region where ground elevations are higher.
Soils in central, southern and eastern regions of the district near the banks of
Godavari and Dudhna rivers are thicker. Profile description and analytical data of
some typical soils are as follows
a) Light soils occur along hills, rugged regions, plateau and elevated plains. These
soils are brown to grey in colour, less fertile as plant nutrients are less and range
in depth from 0-15 cm. They comprise grains of basalt, quartz and clays with
calcareous nodules and gravels.
b) Medium soils occur along undulating plains, depressions in hilly regions etc. These
are dark brown in colour and contain more plant nutrients. The soil range in
thickness from 15 to 40 cms and comprises clays with some silica and lie over
murum at 40 to 100 cm depth.
c) Deep soils occur along plains of lower elevation, depressions and along river
banks. These are dark black cotton soils, plastic, sticky, rich in plant nutrients and
are very fertile. The soils range in thickness from 50 to 200 cm and lie over murum
at 2 to 4 meters depth comprising clays, loam, lime etc.
Figure 3.6: Soil map

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-25
Table3.14: soil type
For study purpose, soil was collected at 7 locations in the study area as shown in Fig.
3.5. These areas are selected so as to cover different land-use-patterns; the results of
the soil sampling and analysis are given in Table 3.15
Figure 3.7: Soil Sample Location
1. Lingewadi 7. Kolegaon
2. Factory premises 8. Talni
3. Davatpur 9. Virgaon
4. Boregaon 10. Bhokargao
5. Asai 11. kodali
6. Bhyadi 12. Vadshied
Major Soils types Percent ( % ) of total geographical area
Daeep black soils 13.37
Medium deep soils 21.36
Shallow soils 65.27

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-26
Table3.15: Results of soil analysis
Parameter 1 2 3 4 5 6 7 8 9 10 11 12
pH 8.71 8.56 8.60 8.60 8.60 8.58 8.39 8.76 8.76 8.42 8.42 8.54
EC 0.657 0.220 0.255 0.573 0.199 0.269 0.208 0.313 0.215 0.223 0.272 0.268
Texture
Light
brown
coarse
Light
brown
coarse
Brown,
mediu
m
coarse
Dark
brown,
fine
Brown,
coarse
Light
brown,
coarse
Light
brown,
coarse
Brown,
mediu
m
coarse
Light
brown
coarse
Light
brown,
coarse
Light
brown,
coarse
Brown,
coarse
Calcareous matter % 4 5 6 5 6 4 5 6 5 6 4 6
Available P2O5 kg/Ha
in 17cms plough
layer
19 17 25 24 22 20 15 16 16 17 20 15
Available N kg/Ha in
17cms plough layer 180 220 210 225 222 190 194 186 195 185 210 205
Available K2O kg/Ha
in 17cms plough
layer
280 215 250 268 275 280 276 282 288 295 269 300

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-27
3.5.7 Ecology
3.5.7.1 Flora: The plant life of the region
The wild vegetation in the study area consists of semi-aired with significant thorny
species. The climate of Marathwada region is generally hot and dry. It receives low
rainfall. Due to the lack of adequate rainfall, vegetation cover shows its diversified
nature. Mainly agricultural (cultivated) vegetation is dominant in the study zone. No
wildlife sanctuary or national park or biosphere reserve exists within the 10 km
radius area of the site. There are no ecologically sensitive sites or rare or endangered
floral or faunal species recorded in the 10 km radius zone.

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-28
Table 3.16: List of plant observed in the study zone Location No. 1 = factory premises, 2 = Babhulgaon; 3 = Kedar Kheda, 4 = Danapur, 5 = Mohora , 6 Pimpalgaon Kad, 7 = Varud Kd; 8 =
Varanjala(Sable) 9 =; Nimbola; 10 = wadshed
NO. NAME OF PLANTS FAMILY HABIT VERNACULAR NAME
1 2 3 4 5 6 7 8 9 10
1. Abelmoschus ficulneus (L.)
Wt & Am
Malvaceae S Ran-bhendi - - - - + + - - - -
2. Acacia catechu Willd Mimosaceae T Khair + - - + + - - + + -
3. Acacia ferruginea Mimosaceae T Pandhara Khair + - - + + - - - - -
4. Acacia leucophloea (Roxb.) Willd
Mimosaceae T Hivar + + + + + + + + + +
5. Acacia nilotica (L.) Del. sub species indica
Mimosaceae T Babhul + + + + + + + + + +
6. Acacia nilotica sub species tomentosa
Mimosaceae T Ramkathi + - + + + - - - + +
7. Aegle marmelos (L.) Corr.Serr.
Rutaceae T Bel - + + - + - - - - -
8. Ageratum conyzoides Linn.
Asteraceae H Sahadevi + + + + + + + + + +
9. Ailanthus excelsa Simarubacea T Mharukh - - - - + - - - - -
10. Annona reticulate Annonaceae T Ramphal - - - - + - - + - +
11. Annona squamosa L. Annonaceae T Sitaphal + + - + + - + - - +
12. Aporosa lindleyana (Wt.) Bail
Euphorbiaceae T Salai - - - - - + + - - -
13. Argemone maxicana Linn. Papaveraceae H Piwala Dhotra + + + - - - - + - -
14. Azadirachta indica A. Juss Meliacea T Limb + + + - + + - + + -
15. Bambusa arundinacea (Retz.) Roxb.
Poaceae Bamboo
Kalak - - + + + - + - -

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-29
NO. NAME OF PLANTS FAMILY HABIT VERNACULAR NAME
1 2 3 4 5 6 7 8 9 10
16. Bauhinia recemosa Lamk. Caesalpiniaceae T Apta + - - - + - + - - -
17. Begonia crenata Dryand. Begoniaceae H Ambati - - - + - + - - - -
18. Blumea lacera (Clarke) Hook. f.
Asteraceae H Bhamrut - - - - - - - + - -
19. Bombax ceiba L. Bombacaceae T Sawari, Sawar - - + - + - + - + -
20. Bougainvillea spectabilis Willd
Nyctaginaceae CS Bogan wel + - - + + - - + - -
21. Bridelia squamosa (Lamk.) Geh.
Euphorbiaceae T Asana - - - + + - - - - -
22. Butea monosperma (Lamk.) Jaub.
Fabaceae T Palas - - + - + - - - - -
23. Calatropis gigantea (L.) R. Br.
Asclepiadaceae S Ruhi + + + - + + - - + +
24. Calotropis procera (Ait) R. Br.
Asclepiadaceae S Mandar - - + + + - + + - +
25. Canna indica (L.) Cannaceae H Kardal - - - + + - - - - -
26. Carica papaya L. Carricaceae T Papaya - - - + + - - - + -
27. Casuarina equisetifolia (L.)
Casuarinaceae T Suru + - + + + - - - - +
28. Celosia argentea L. Amarantheceae H Kurdu + + + + + + - - + +
29. Citrus karna Raf. Rutaceae S Idlimbu - - + + + - + - + -
30. Citrus limetta Risso Rutaceae T Mosambi - - + + + - + - + +
31. Clematis heynei MA Rao Ranunculaceae C Morwel - - + + - - - + + +
32. Clerodendrum multiflorum (Burm. F.) O Kize
Verbenaceae S Takli - - - - + + - - + -
33. Colocasia esculenta (L) Araceae H Alu - + - - - + - - + +

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-30
NO. NAME OF PLANTS FAMILY HABIT VERNACULAR NAME
1 2 3 4 5 6 7 8 9 10
Schott. 34. Cordia dichotoma Boraginacea T - - + - + - - - - +
35. Dalbergia sissoo Roxb Fabaceae T Shisav + - - - + - - - - -
36. Dalbergia Sissoo Roxb. Fabacea T Shisav + + - + - + + + - +
37. Dalbergia sympathetica Nimmo.
Fabaceae C Katyacha Vel - - + + - - - + - -
38. Delonix regia (Boj.) Raf. Caesalpiniaceae T Gulmohar + + - + + - + - + +
39. Derris indica (Lam.) Bennett.
Fabaceae T Karanj + + + + + + + + + +
40. Duranta rapens L. Verbenaceae H Dhuranda + - - + + - - - + +
41. Eclipta alba (L) Hassk Asteraceae H Maka - + + - + - - + + +
42. Emblic officinalis Euphorbiaceae T Avla - - - - + - - - - +
43. Eragrostis unioloides (Retz.) Nees
Poaceae H Chimniche Pohe + + + + + + + + + +
44. Erythrina indica L. Fabaceae T Pangara, Paranga - - - + + - - + - +
45. Eucalyptus tereticornis Sm.
Myrtaceae T Nilgiri + + + + + - - + + +
46. Euphorbia nerifolia L. Euphorbiaceae S Nivdunga - + + - + - + + - +
47. Feronia elephantum Rutacea T Kavath - + + - + + + - + +
48. Ficus benghalensis L. Moraceae T Wad + + + + + + + + + +
49. Ficus recemosa L. Moraceae T Umbar - - + - - + - - + -
50. Ficus religiosa L. Moraceae T Pimpal - + + - + - - - + -
51. Ipomoea carnea Jacq. Convolvulaceae C Besharam + + + + + + + + + +
52. Ixora coccinea L. Rubiaceae S Devhari + - - + - - - - + -

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-31
NO. NAME OF PLANTS FAMILY HABIT VERNACULAR NAME
1 2 3 4 5 6 7 8 9 10
53. Jatropha curcas L. Euphorbiaceae S Mogli Erand + + - - + + + - +
54. Lantana camara Var. aculeata (L.) Mold.
Verbenaceae S Ghaneri, + + + + + + + - + +
55. Launaea procumbens (Roxb) Rammayya & Rajgopal
Asteracea H Pathri - + + - + + - + + +
56. Leonotis nepetifolia (L) R.Br.
Lamiaceae H Deepmal - - + + + - - + + +
57. Mangifera indica (L.) Anacardiaceae T Aamba + - + + + - + + + +
58. Melia azaderach (L.) Meliaceae T Bakan-limb + + + + + + + - + +
59. Moringa pterigosperma Gaert.
Moringaceae T Shevga - - + - + - + + + +
60. Musa superba Musaceae T Ran Kel - + - + + - + + + +
61. Nerium indicum Mill. Apocynaceae S Kanher + - + + + - + + + +
62. Nyctanthus arbor-tristis L. Oleaceae T Parijatak, Prajakta - + - + + - - + - +
63. Opuntia delenica Euphorbiaceae S Nivdung - - - - + - - + - -
64. Oxalis corniculata L. Oxalidaceae H + + - - - + - + - -
65. Oxyteranthera monostigma
Poaceae Bamboo
Bundhi - - - + - - + - - -
66. Peltophorum pterocarpum DC.
Caesalpiniaceae T Tamrashingi + - + + + - + + - +
67. Plumeraia alba Linn. Apocynaceae T Dev Chapha, Pandhara Chapha
- + - + + + + - + +
68. Plumeria rubra Linn. Apocynaceae T Son Chapha + - - + - + - - + +
69. Polyalthia longifolia Benth. & Hook. f.
Annonaceae T Ashoka + + + + + + + + + +

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
3-32
NO. NAME OF PLANTS FAMILY HABIT VERNACULAR NAME
1 2 3 4 5 6 7 8 9 10
70. Prosopis cineraria Fabaceae T Vedi Babhul + + - + + + + - - +
71. Punica granatum (L.) Lythraceae T Dalimb - - - + + - + - + +
72. Sesbania bispinosa (Jacq.) Weight
Fabaceae H Dhencha - + - + + - + + + +
73. Smithea conferta J.E. Sm. Fabaceae H + + + + + + + + + +
74. Solanum virginianum (L.) Solanaceae H Bhui Ringani + - + + + - - + + +
75. Sterculia urens Sterculiaceae T Khavis - - - + + - - - + +
76. Syzygium cumini (L.) Skeels
Myrtaceae T Jambhul + - + + + + - + + +
77. Tabernaemontana citrifolia (L.)
Apocynaceae S Tagar - - + - + - + + + +
78. Tamarindus indica L Caesalpiniaceae T Chinch + + - + + - + + + -
79. Tectona grandis (L.) Verbenaceae T Saag - - - - + - - + - -
80. Terminalia catapa (L.) Combretaceae T Jangli Badam - + - - + - - + - -
81. Thespesia populnia (L.) Sol. ex Correa
Malvaceae T Ran Bhend - - + + - - + - + +
82. Tridax procumbens L. Asteraceae H Ekdandi + + + + + + + + + +
83. Triumfetta pentandra A. Tiliaceae H Chota-landga - + + + + + + + +
84. Urena lobata L. Malvaceae H + + + + + + + + + +
85. Vitex negundo L. Verbenaceae T Nigdi, Nirgudi - - - + - - - - + +
86. Xanthium strumarium L. Asteraceae H Dhatura + + + + + + +
87. Ziziphus jujuba Gaertn. Rhamnaceae T Bor + - + + - + + + + +
88. Zizyphus Mauritian Lamk. Rhamnaceae S Bor + + + + + - + - + +

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 3-33
C. Agricultural crops
S. No Common Name Botanical Name
Bajari Pennisetum typhoides
Chavali Vigna sinensis
Mirchi (Chilli) Capsicum annuum var. longum
Kapus (Cotton) Gossypium hirsutum
Erand Ricinus communis
Chana (Gram) Cicer arietinum
Shengdana (Groundnut) Arachis hypogaca
Hulaga Dholichos biflorus
Jawar Sorghum vulgare
Karadai Carthamus tinctorius
Karale Guizotia abyssinica
Maka Zea mays
Mug Phaseolus aureus
Oos (Sugarcane) Saccharum officinaraum
Til Sesamum indicum
Tomato Lycopersicon lycopersicum
Tur Cajanus cajan
Udid Phaseolus mungo
Watana Pisum sativum
Gahu (Wheat ) Triticum sativum
Table 3.17: Fauna: of the region
S. No Species Name Scientific Name
1 Pond Heron or Paddy Bird Ardeola grayii
2 Cattle Egret Bulbulcus ibis
3 Little Egret Egretta garzetta
4 Blackeared or Large Indian Kite Milvus lineatus
5 Ring Dove Streptopelia decaocto
6 Spotted Dove Streptopelia chinensis
7 Koel Eudynamys scolopacea

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 3-34
S. No Species Name Scientific Name
8 Crow Pheasant Centropus sinensis
9 Small or Common Blue Kingfisher Alcedo atthis
10 White Breasted kingfisher Halcyon snyrensis
11 Small Green Bee-eater Merops orientalis
12 Large Green Barbet Megalaima zeylancia
13 Small Green Barbet Megalaima viridis
14 Grey Shrike Lanius excubitor
15 Golden Oriole Oriolus oriolus
16 Black Drongo Dicrurus adsimilis
17 Common Myna Acridotheres tristis
18 Jungle Myna Acridotheres fuscus
19 House Crow Corvus splendens
20 Jungle Crow Corvus macrorhynchos
21 Redwhiskered Bulbul Pycnonotus jocosus
22 Redvented Bulbul Pycnonotus cafer
23 Spotted Babbler Pellorneum ruficeps
24 Magpie Robin Copsychus saularis
25 Indian Robin Saxicoloides fulicata
26 Blue Rock Thrush Monticola solitarius
27 Grey Wagtail Motacilla capsica
28 Purple Sunbird Nectarinia asiatica
29 House Sparrow Passer domesticus
Mammals
S No Species Name Scientific Name
1 Rabbit Oryctolagus cuniculus

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 3-35
S No Species Name Scientific Name
2 House rat Rattus rattus
3 Dog Canis familiaris
4 Mongoose Herpestes auro punctatus
5 Domestic cat Felis domesticus
6 Cow Bos indicus
7 Buffalo Bubulus bubales
8 Sheep Ovis
9 Squirrel Funanbulus pennanti
10 Goat Capra sp
11 Indian hare Lepus nigricollis
12 Common bat Scotophilus heathi
Table 3. 18: Other Faunal elements
S No Name Zoological name
1 Common bull frog Rana Tigrina
2 Cobra (King) Naja naja
3 Rattle snake Crotalus horoidus
Common Fish Sr. Family/ Species Local Name
Cyprinidae
1 Rasbora daniconious (Hamilton, 1822) Kanheri
2 Labeo rohita (Hamilton, 1822) Rohu
3 Catla catla (Hamilton, 1822) Catla
4 Ctenopharyngodon idella (Steindachner, 1866) Gawatya
5 Cirrhina mrigala (Hamilton, 1822) Mrigal
Saccobranchidae
6 Wallago attu (Schlegel, 1839) Lachi
Clariidae
7 Clarias batrachus (Linnaeus, 1758) Magur
Ophiocephalidae (Channidae)
8 Channa striatus (Bloch, 1793) Morrul
9 Channa marulius (Bloch, 1793) Murrel

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 3-36
10 Channa gachua (Bloch, 1793) Dheri Dhok
11 Channa punctatus (Bloch, 1793) Phool Dhok
3.8 SOCIO- ECONOMIC ENVIRONMENT
3.8.1 Introduction
Socio- economic status of the population is an indicator for the development of the
region. Developmental project of any magnitude will have a bearing on the living
conditions and on the economy of the region as a whole. Similarly, the proposed
industry will have its share of socio-economic influence in the study area. The section
delineates the overall appraisal of society relevant attributes. The data collection, for
evaluation of impact of industrialization on socio-economic aspects in the study area,
has been done through the analysis of secondary data available for study area.
3. 8.2 Methodology
The methodology adopted in assessment of socio-economic condition is as follows
• To evaluate the parameters defining socio-economic conditions of the
population.
• Analysis of the identified social attributes like population distribution, etc
• Availability of public utilities etc. through web site of Census of India
3. 8.3 Sources of information
As per the scope of this study, the information on socio-economic aspects has been
gathered and compiled from several secondary sources. These include Taluka Office,
official web site of the district, Agriculture Department, Irrigation Department, etc. The
demographic data has mainly been compiled from the web site of Census of India and
official web site of the district and taluka (http://jalna.nic.in)
3. 8.4 Social profile
Sociological aspects include human settlement, demographic and socio-economic
aspects and infrastructure facilities available in the study area. The economic aspects
include agriculture and occupational structure of workers.
3.8.5 Settlement pattern
The demographic details Jalana District are as follows.

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 3-37
Table 3.19: Demography
Population 2001 2011 Bhokardan(2001)
Total 16.12 Lac 19.58 Lac 16950
Men 8.26 10.15 53%
Women 7.86 9.43 47%
Density 209/km 255/km
Female/Male Ratio
952/1000 929/1000
Literacy 2001 2011 2001
Total 64.52 % 73.61% 62%
Male 79.17 85.25 70%
Female 49.25 61.28 54%
http://jalna.nic.in/html/atglance.html
Table 3.20: Demography of Jalana district
State Maharashtra
District Jalna
Population 256191
Female Population 124859
Male Population 131332
Literacy 63.6%
Literacy Male 79.78%
Literacy Female 46.77%
SC Population 11.48%
ST Population 3.83%
Sex Ratio 951
No. of Household 48097
Population under age-group 0-642403
Sex Ratio under age-group 0-6897
total Workers 118866
Non Workers 137325

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 3-38
http://www.biondmaps.com:8070/mediawiki-1.16.0/index.php/Bhokardan_Tehsil Table 3.21: District Profile on infrastructure and various other socio-economic aspects
Animal Husbandry (Livestock Census 1997)
Livestock 1650,000
Co-operation 2001-2002
All types of co-operative Societies 4409
Primary Agriculture Co-operative Credit Societies 718
Number of member of Primary Agriculture Co-operative
Credit Societies 380,000
Irrigation (Irrigation projects completed by the end of June 2002 and command area)
Major Irrigation Project 3
Medium Irrigation Project 16
Minor Irrigation Project -
Industry (End of 2001)
Registered factories 112
Registered factories in working condition 110
Co-operative sugar factories 2001-2002 7
Production of Co-operative sugar factories (2002) 205,000 Mt. Tones
Cotton Mills 7
Electricity (31.3.2002)
Village electrified 1269
Pump sets energized 88 In Thousand
Public Health Service 2001-2002
Hospitals 11
Dispensaries 27
Primary Health Centers 47
Primary Health Units 2

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 3-39
Education 2001-2002
Primary Schools 2011
Number of student per teacher 40
Technical and Vocational Education (2001-2002)
Industrial Training Institutes 15
Government Industrial Training Institutes 10
Non-Government Industrial Training Institutes 5
Intake capacity of the Government and Non-Government
Industrial Training Institutes 1636
Degree level technical Institutes 0
Their intake capacity for the first year 0
Diploma level Technical Institutes 0
Their intake capacity for the first year 0
Vocational Education Institutes (Up to 31.3.2000) 54
Transport and Communication
(Up to 31st March, 2002)
Village linked with roads
Perennial 1145
Seasonal 45
Total Road length (surfaced) 9685 Km.
National Highways 79 Km.
State Highways 1267 Km.
Major District Roads 1627 Km.
Other District Roads 1589 Km.
Village Roads 5123 Km.
Integrated Rural Development Programme
Families below poverty line (Survey-1997-98) 0.95 In Lakh

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 3-40
Welfare Scheme 2001-2002
Adivasi Ashram Schools 2
Civil Supply
Fair Price Shops (2001-2002) 1975
Drinking Water: Drinking water supply through tap is made available by Maharashtra
Jeevan Pradhikaran to most of the villages. However, due to scarcity of rain, many of the
villages get water by tankers during summer.
3.8.6 Economic profile
• The Economy of the Jalna district is based on Agriculture and Agrio-
industries, as the 85 % of the geographical area is under agricultural use. Out of the
total 7, 61,200 Hectares of the geographical area, 6, 51,553 Hectare of land is under
agricultural use.
• As per the Directorate of Economics & Statistics, Govt. Of Maharashtra, The
Estimate Income of the Jalna district from 2004-05 to 2009-10 is as below.
Type Prices 2008-09 2009-10
District Income
(Rs.in lac)
Current 687450 802243
Const. 544995 584626
Per Capita Income (in Rs.) Current 38990 45021
• Agriculture: About 75 % area is under Kharif crops, which about 40 % of
lands are under rabbi crops. The Jawar, Wheat, are the major cereals grown in the
district. The area under cotton is also very entrancing. The area under double crops
is just 15 % while area under irrigation is only 7.8% which is far below the state
average.

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 3-41
Table 3.22: Irrigation Facility in the district
Sr.No Name of Project Irrigated
Land
Total Irrigated
Land
1 Large Project [Jaikwadi-1] 36,000
2 Medium Projects
i. Upper Dhudhna 3,401
ii. Dhamna 1,788
iii. Jui 2,163
iv. Kalyangirja 1,996
v. Jivrekha 1,299
vi. Pirkalyan 1,999
vii. Khelna 1,133
viii. Galhati 2,196 15,975
3 Minor Irrigation [Local & State-20] 9,650
4 Upsa Projects [20 nos] 1,544
5 Well 841 nos] 36,641
Total Irrigation capacity in Hectors 1,02,030
3.8.7 Social Initiatives by the Industry
The foremost objective of Rameshwar SSKL, is to serve as a centre for all round
development of cane growers, peasants and workers in villages of economically
backward of district.
In addition to industrial growth in the area, the factory also involved in several socio-
economic developmental activities to help member farmers and workers of factory
Factory has provided cane seed of improved varieties to cane growers
through the agricultural set up at concessional rate.
Factory has improved the internal roads in the area of operation.
Factory has been supplying bio-compost made from press mud and distillery
effluent to farmers at concessional rate.

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 3-42
Factory is regularly providing technical guidance for cane development
programme at farmer’s field.
Factory has provided canteen, sports club, reading room, library as welfare
activities.
Factory has established “Sakhar shala” for children of cane harvesting
workers.
Factory has provided hospital facility for the employees and cane growers in
the area of operation and Karkhana also conducting eye treatment cum
operation camp with the help of lion’s club of Phaltan.
Factory is arranging cultural programs and sports tournaments for
employees and cane growers of area of operation.
Factory has provided employees credit co- operative society.
From last two years, the factory has started providing Rs. 20,000 per acre as
loan without interest to the member farmers from Bank to promote cane
cultivation in the region. The interest burden on account of the loan is being
born by the factory
3.9 Other important aspects
3.9.1 Archeology, historical sites
Ajanta is world famous historical monument recognized by UNESCO located 45 km
from the site and 105kms from Aurangabad City of Maharashtra, India. There are no
tropical forest, biosphere reserve, national park, wildlife sanctuary, coral formation,
defense installations, recreational sites, holiday resorts, pilgrimage site, historically
important structures, monuments, etc. in 10 km study area.
3.7.2 Seismic zone

Chapter III
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 3-43
Figure 3.7: Seismic zone map: Maharashtra
With reference to the above seismic zone map, Jalana district is located in seismic zone
II, where the earthquake could be observed up to 5 Richter scale.

Chapter IV
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 4-1
CHAPTER IV
POLLUTION SOURCES AND CHARACTERISTICS
4.1 Introduction
This chapter illustrates the probable pollution sources and its characteristics due to the
proposed project with reference to the prominent environmental attribute. Usually
distilleries are well known for its highly polluted wastewater in the form of “spent
wash”. It is the major pollutant produced by the industry. It causes heavy pollution, in
the receiving water bodies as well as due to land application. Other pollution aspects
such as air, noise, etc. are comparatively less significant in case of the distilleries.
4.2 Air pollution
4.2.1 Boiler Emissions
In case of the proposed project, chief sources of gaseous emissions will be the flue gases
due to burning of fuel in the boiler and diesel generator. During crushing season the
sugar factory will be operating its existing boiler of 32 TPH capacity to produce steam,
This steam will be firstly supplied to steam turbine generator (STG) so as to produce
electricity and exhaust steam from the same will be used for sugar factory as well as
distillery operations. The factory has made a provision of 10 TPH boiler, which will be
used during off-seasonal operations of the distillery. Existing as well as proposed boilers
will be operated on bagasse (as a fuel). In addition, the distillery will be installing a bio-
methanation unit to produce biogas. This will also be used as fuel for boiler. Pollutants
likely to be generated due to this activity could be anticipated by analyzing the fuel.
Table 4.1: Details of Bagasse Analysis
* bagasse of ~50% moisture is used as fuel in sugar factories
Parameter Value
Sulphur (%) Trace (<0.01)
Nitrogen (%) Trace (<0.2)
Carbon (%) 44-46
Hydrogen (%) 5-6
Oxygen (%) 45-46
Ash contain (%) Max. 2.00
Calorific value* 2250 kcal/kg

Chapter IV
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 4-2
This analysis reveals that, probable pollutant due to burning of bagasse (as a fuel) will
be suspended particles in the form of ash. Emissions of SOx will be in traces since sulfur
content of bagasse itself in trace quantity.
Similarly, elemental Nitrogen is also present in traces to produce NOx/NO2. Moisture
content of bagasse (~50%) also helps in restricting the furnace temperature around
900-1,000degree C. This temperature is low enough to prevent formation of NOx from
the nitrogen present in the air supplied for combustion of bagasse. Thus, the emission of
particulate matter is anticipated as a major pollutant due to project process.
The sugar factory has a diesel generator of 320KVA as a backup arrangement. It is use
only when captive power generation is not in operation. During off-seasonal operation
of distillery the sugar factory has a planned to take power supply from state electricity
department and use DG as a backup. Thus emissions from DG due to burning of diesel
will be very minor and for short interval.
4.2.2 Ash generation estimates for the proposed project
Steam requirement = 110MT/day (max @4.5MT/h)
Bagasse Requirement = 48 MT/day
Ash content (max.) = 2.00 %.
Total Ash generated = 960 Kg /day (40 kg/h)
Out of this about 60% will be bottom ash while 40% will be fly ash, which will be
emitted through stack. However, by installing wet scrubber system before stack this fly
ash will be entrapped and collected at bottom as wet ash.
The quantities are
1. Bottom Ash = 24 Kg/h
2. Fly Ash = 16 Kg/h
3. Fly Ash collected = 15.68 Kg/h (Wet Scrubber Efficiency 98%)
4. Fly Ash emission = 0.32 Kg/h = 0.089 g/sec
Another source of particulate matter is fugitive emissions due to handling of ash and bagasse, its loading/unloading and transfer as well as opening and leaks in dust collection facility.
4.2.3 Estimation of SO2
Sulphur content of bagasse is in trace quantity. Hence, formation of sulphur dioxide
(SO2) due to burning of bagasse could be very negligible. However, the sulphur dioxide
could get generated due to combustion of biogas (produced from bio-methanation unit

Chapter IV
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 4-3
for the disposal of spentwash) could lead to generation of some amount of sulphur
dioxide.
2H2S + 3O2 2SO2 + 2H2O ------------------ (Equation 1)
2(2+32) + 3(16x2) 2(32+32) + 2(2+16)
68 + 96 128 + 36
Estimated Biogas production (Considering COD 120,000 mg/liters) = ~11,000 m3/day
1.) General composition of biogas produced by using distillery molasses are
Methane (CH4) 64-65%
Carbon dioxide CO2 34%
Hydrogen sulfide (H2S) max: 02%
Amount of H2S from 11,000 m3 Biogas = 220 m
3/day
(Considering the density of H2S =1.363 kg/m3) = 299.86
As per equation I - 68g of H2S combustion required 96g of oxygen i.e. 142% of total volume
299.86 x 1.42 = 318.26 kg oxygen required
Since the amount of Oxygen required = amount of SO2 generated
Total SO2 produced = 425.80 kg/day
Thus, SO2 Emission will be 4.93 g/s
The emission rates for SPM & SO2 were considered for determining the Ground Level
Concentration (GLC) using a mathematical model based software Aermod/ISCST 3
dispersion model. The details of dispersion modeling study are given in Chapter V i.e.
Environment Impact Assessment
4.2.4 Other emissions from process
Carbon Dioxide (CO2): The process of fermentation takes place by producing Carbon
dioxide (CO2) and energy. The gaseous CO2 generated in the fermenter carries traces of
alcohol vapors. Hence, CO2 gas along with vapors is scrubbed with water.
Sugar- and starch-based fermentation processes include a similar fermentation process
in which yeast is added to convert glucose, a six-carbon sugar, to ethanol and CO2. One
mole of glucose is converted into two moles of ethanol and two moles of CO2 through
the following chemical reaction:
C6H12O6 + yeast = 2 C2H5OH + 2 CO2
1 glucose + yeast = 2 ethanol + 2 carbon dioxide

Chapter IV
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 4-4
Since one pound = 453.6g and
One gallon (US) = 3.785L
Equation 4.2 can be written as CO2 emission = 22,613kg/30KL or 22.613MT/day
4.2.5 Pollution due to transportation activity In case of the proposed project transportation requirements are identified for following
Transportation of pressmud (filter cake) from sugar factory to the compost site,
travel distance of 1 to 1.5km. The pressmud is transported in lot/bulk at the
beginning of compost cycle. Each composting cycle is carried out for 45days.
Approx 7,000MT of pressmud will be transported in each lot. Tractor trolleys
and dumpers will be used for the transport. A tractor trolley could carry approx.
15MT of load at a time. Hence, this transport could be carried out in 2-3 days
with the help of 4-5 tractor trolleys or dumpers. Since pressmud contains approx
65% of moisture, it helps in reducing the generation of fugitive particulate
matter. End product of compost process is manure which also contains 35% of
moisture. It will be sold to nearby farmers. Thus, its transportation will be
minimal (maximum in 25-30km radius area). Considering this fugitive dust
pollution could be negligible.
Molasses will be transported through pipeline from storage tanks at sugar
factory to the distillery unit, hence vehicular pollution is not anticipated for this
transport. However, the factory needs to import approx 10,000 to 12,000MT
(@111MT/day = 77cum) of molasses for operating distillery for the period of

Chapter IV
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 4-5
270days a year. Molasses will be transported from nearby sugar factories which
are in the radius of 100-125km. Therefore, daily 6-7 tankers of 15,000L size
could able to transport the required molasses to the factory.
Usually rectified spirit or ENA is sold in bulk, hence the transportation of finished
product will take place at periodic interval only. The product will be transported
through tankers.
Considering the and type as well as number of vehicles estimated for transportation,
extent of transportation activities are of limited, It will be at intervals and for short
distances. Therefore, vehicular emissions considered as minor source of air pollution
during transportation activity.
4.3 Noise environment
The chief sources of noise in the project will be
Boiler and conveyers
Rotating machinery
Ash and bagasse handling system
Diesel generator is presumed to be minor source since it will be rarely used only
in case of total power failure
Noise levels observed in potentially high noise level work places
Source Noise Level dB(A)
Boiler* 80-83
Turbine* 98-100
Fermentation unit 63-65
Distillation unit 70-72
Composting machinery * 72-75
Note: levels at source
The sound level falls with increasing distance from the source. The principal reason is
the wave from spreading and for a point source the “inverse square law” applies —
doubling the distance from a point source produces a reduction in sound level of 6dB.
Most industrial sources will be point sources. However, if the source is a long one, such
as a conveyor

Chapter IV
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 4-6
or a line of roof fans, the line source reductions will apply. In these cases, sound is
dissipated over a cylinder, rather than a hemisphere. If the distance from the source
doubles, then the sound pressure halves, that is, 3dB per doubling of distance
Natural attenuation
Sound passes through the air as a pressure wave. In open space the amplitude of that
pressure wave will naturally reduce as it moves from source to receiver through three
principal mechanisms:
spherical spreading — the natural dilution of the sound energy as it is spread
over a widening area
absorption by the air
absorption by the ground
Artificial attenuation by
Structures
Barriers
Estimates for noise levels at the proposed site based on following situations
The proposed distillery will be using existing boilers and turbines of sugar
factory during the crushing season, hence existing levels in these two places
anticipated to remain unchanged
Ash and bagasse handling will be carried out at sugar factory site (during
crushing season) hence, it will not add to any additional noise at distillery site
Natural and artificial attenuation measures will help in controlling the noise
levels on site as well as off-site
Therefore, the noise levels due to proposed activity may cause minor negative
impact at some work place areas. However, overall noise levels in the project
boundary are anticipated to be within prescribed standards.
4.4 Effluent treatment
The main effluent sources in molasses based distilleries are as follows
Spentwash and spentlees from distillation unit
Effluent from water treatment plant
Blow down from the cooling tower
Steam generation blow down (Boiler blow down)
Cleaning in place

Chapter IV
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 4-7
Sewage
The industry proposed to adopt a continuous fermentation based technology for the
production of alcohol. The distinct advantages of this process are-
1. Spentwash produced per liter of alcohol is less compared to conventional
process. The quantity of Spentwash produced from the continuous fermentation
is around 9-10 liters per liter of alcohol produced.
2. The yeast is recycled to the process and the de-yeasted wash is distilled and
hence the spentwash does not contain any yeast.
4.4.1 Spentwash
Spentwash generation is estimated to be around 300m3/day from the process i.e. before
bimethanation. Spentwash is considered to be a major pollutant from distillery industry
because of its highly acidic nature, high temperature, unpleasant colour & odour, It also
contains high percentage of dissolved organic & inorganic matter; hence its BOD and
COD are also significantly high. The general qualitative characteristics of spentwash
(raw) are highlighted below.
Table 4.2: General Characteristics of Raw Spentwash
# Parameter Continuous Fermentation
Process
Unit
1. Volume, Liters/Liter of Alcohol 9-10 ----
2. Colour Dark brown -----
3. pH 4.0-4.3 ------
Temperature 0C
4. COD 1,10,000-1,30,000 mg/L 5. BOD 55,000-65,000 mg/L
6. Solids – Total Solids Total Volatile Inorganic dissolved
1,30,000-1,60,000
60,000-75,000 35,000-45,000
mg/L
7. Chlorides 6,000-7,500 mg/L
8. Sulphates 4,500-8,500 mg/L
9. Total nitrogen 1,000-1,400 mg/L
10 Potassium 10,000-14,000 mg/L
11 Phosphorus 300-500 mg/L
12 Sodium 1,400-1,500 mg/L

Chapter IV
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 4-8
# Parameter Continuous Fermentation
Process
Unit
13 Calcium 4,500-6,000 mg/L
Spentwash is considered to be one of the difficult effluents to treat. Similarly its
handling, storage, transport, treatment and disposal are need to be carried out with
utmost care. It is mainly due to its abovementioned characteristics. Its high temperature
and pH imposes a need of safe handling and transportation. Presences of various salts
make its storage impervious. Its colouring compounds are the most difficult part to
degrade/treat and dispose. Considering pollution potential of spentwash, Central
Pollution Control Board (CPCB) has prescribed a guidelines for safe handling, treatment
and disposal of distillery effluent. These guidelines are well known as CREP guidelines
(i.e. Corporate Responsibility for Environment Protection). According to these
guidelines the distillery has to achieve ‘Zero Liquid Discharge’ (ZLD).
Table 4.3: Quantity and characteristics of process waste water
Sr no Sources Quantity Type of flow
1. Spentwash 300 Continues
2. Spent less 30 Continues
3. Boiler blow and cooling tower blow down 150 Intermediate
5. Floor washing and other 4 Intermediate
4.4.2 Spentlees
Spentlees is another important source of effluent. Compared to spentwash it could be
considered as mild to moderate in pollution characteristics. It could be treated easily
and economically using existing mechanical treatment options. Spentlees generation
varies with products (i.e. RS, ENA or AA). Some of the spentlees is usually recycled back
to process. Considering this spentlees generation estimates to around 30m3/day.
spentlees is acidic nature which is the main cause of a pollution. It will have a pH in the
range of 3 – 4. The spentlees will be properly treated and reused for cooling tower
makeup as well as gardening type of activities in the factory area only.
4.4.3 Blow down water
Blow down water will be from cooling tower and boiler. Usually the important polluting
factors of the blow down are pH, temperature and dissolved solids. The pH could be in

Chapter IV
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 4-9
rang of 8 -10.3 and temperature of blow-down water presumes to be about 1000C. The
quantity of blow-down water is minor and hence, it is proposed to put the blow-down
for cooling and leave it in the effluent pond.
Table 4.4: Characteristic of wastewater from cooling tower and boiler blow down
# Parameter Unit
1. Quantity 150 m3/day
2. Total Dissolved Solids 2,000 ppm (max)
3. pH 8-9
4.4.4 Floor Washing
Other wastes originate from washing of the floor, fermentation, vats and other
equipments. The quantity of floor washing is generally about 4-5 m3/day. Fermentor
wash water is usually recycled back to the fermentor itself. Other wash water is mild
polluted mainly by suspended particles (dust).
4.5 Land/soil environment
The potential sources of land or soil pollution could be the handling, storage,
transportation, and disposal of spentwash. As described earlier the spentwash could
cause an impact on soil due to percolation and leaching. Similarly, runoff from bio-
compost yard could lead to the formation of leachates and could pollute the soil.
Accidental spillages of spentwash could be one of the soil pollution source.
The project requires about 14 acres (four acres for distillery and 10 acres for
composting activity) area for various units including compost yard. This area will be
covered by various structures of distillery. Thus, assuming 56,0000 sq.m. of area will be
excavated at various depth for construction and top 30cm (0.30m) of soil layer as fertile
layer, 16,000sq.m. of soil will be available for greenbelt. about, 900 sq.m. of land will get
excavated for spentwash storage lagoon. This soil will be used for -
internal road development;
Parking area
Plinth work of office, distillation tower unit, storage area, etc.
Generally, industrial waste/ solid waste are considered to be one of the major sources of
soil pollution. However, this factor is insignificant in case of sugar and distilleries. It is
mainly due to the agro-based nature of raw material and fuel, which forms non–

Chapter IV
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 4-10
hazardous, decomposable waste. Hence, it could be used as soil enriching matter.
Therefore, the soil/land pollution due to solid waste is presumed to be insignificant in
this case.
4.6 Solid waste sources Ash generated from fuel, sludge generated from fermentation process as well as
biomethanation and ETP units will be the main sources of solid wastes. Unlike other
chemical distillations, there is no distillation residue in alcohol production. Estimated
ash generation from the distillery unit will be 40Kg/h or 960Kg/day. It will be in the
form of bottom as well as fly ash. Estimate for fermented sludge is of 5-6 m3/day and
sludge from Biogas unit is approx 8-10m3/day. These solid wastes are non-hazardous
and easily decomposable due to its organic nature. Hence, these could be used in the
compost process.
4.7 Hazardous waste
The only hazardous waste likely to be generated in this project is the scrap oil from DG.
This spent oil is produced from generator diesel engines. Since, the power source for the
proposed distillery is captive hence generators will be used only during emergency and
of failure of regular power supply. Therefore, spent oil generation is difficult to quantify
in volume however it is anticipated to be in very minor quantity. Another minor source
of hazardous waste could be the waste lubricating oil and grease generated from gears
and other equipments. Like spent oil, lubricating waste is also anticipated to be in minor
quantities. One of the easiest and safe way to dispose it, is to burn it in furnace along
with fuel. If the quantity of the waste is sizable enough, then it has to be sent to
hazardous waste disposal facilities.
4.8 Biological aspects
Generally, the industrial projects cause impact on surrounding eco-systems and
biological factors due to various activities, such as –
Habitat destruction due to change in the land use
Cutting of trees/grasses
Discharge of solid, liquid and gaseous pollutants into the environment
Activities such as transportation, blasting or similar that leads to generation of
noise and vibrations

Chapter IV
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 4-11
In case of the proposed project, land use change is insignificant since, the land is within
sugar factory premises. The land is barren, flat and covered by seasonal weeds and
grasses. Hence, habitat destruction or large scale tree cutting, etc. are insignificant
issues. The industrial activities, pollution aspects linked with it and transportation may
cause minor impact on biotic and abiotic factors in the immediate surroundings of the
site. However, considering the adequacy of environment management plan overall
impact on ecology and biodiversity of the region is anticipated to be negligible.
Nearest wildlife sanctuaries are more than 50km from the site. There are no endanger
tree/animal/bird/butterflies/ reptiles/ other etc species recorded in the study zone. The
site is not located in the corridors of any wildlife or in the routes of migratory birds.
4.9 Socio-economics
The project is going to generate around 100 direct employment and large number of
indirect employment. This requirement could be easily get fulfilled from local skilled
and semi-skilled youths, (technical education institutes are available in nearby areas).
Hence, probabilities of large scale migration of population to the surrounding areas are
assumed insignificant. Important infrastructures such as schools, colleges, roads,
medical facilities etc. are available in the region. There is no adverse impacts attribute to
physical displacement because of proposed factory. The project is proposed on open
land, under the possession of the proponents; hence, no rehabilitation is necessary.
Positive impact generate through direct and indirect employment generation and other
social initiative by sugar factory like providing guidance to farmers, good quality seed
material and fertilizers, other welfare programs. Thus, significant positive impact is
anticipated on the socio-economic environment by the project.
Table 4.5: Summary of probable pollution sources and characteristics
# Activity Probable Pollution
source/Impact on
environment
Comment/Remark
Project
Location
Impact on natural resources
present in the vicinity
Habitat destruction or
biodiversity loss
Site complies the MoEF guidelines
The project within the existing sugar
factory premises; land is flat, barren
and open; no tree felling is required
No rehabilitation/ restoration issues
Nearest protected areas are more
than 50km away

Chapter IV
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 4-12
Regular Operation
Gaseous
emissions
Boiler
Emission
Fermentation
Air
Particulate Matter (SPM)
Formation of SO2, NOx
H2S from Biogas
Carbon dioxide due to
fermentation process
Odour
Wet scrubber proposed as air
pollution control equipment
Stack height 60m
CO2 scrubber
Mechanical handling of bagasse and
ash
Bagasse contains traces of S & N,
hence generation of SOX and NOX
anticipated to be limited
Bagasse is a renewable sources of
energy & carbon neutral fuel
Greenbelt around factory
Storage,
handling of
material and
process
Water
Molasses storage
Spentwash: 300 m3/day
Spentlees:30 m3/day
Process condensate: 110 m3
Molasses storage in MS tanks
Biomethanation followed by bio-
composting for spentwash
Spentwash storage and compost
yard preparation as per CREP
guidelines
Polishing unit for spentlees, CIP and
blow down water
Recycling of process condensate
Recycling of treated water
Waste
generated
from process
Land
Boiler Ash total Ash 40
kg/h
Fermented sludge and
sludge from biodigestors
and ETP
Scrap oil from diesel
generator
Bagasse ash is non toxic, rich in
potash; hence mixed with bio-
compost
Sludge – Organic & biodegradable,
mixed with compost
Use of DG set in very limited due to
captive power, hence scrap oil
generation in negligible quantity,
safely disposed by burning it into
boiler
Process
operations
and
transportation
Noise
Boiler, STG, process
operations
Transportation
Artificial noise attenuation by
placing boilers, turbines, machine
under roof (covered)
No major transportation involved;
leveled roads, adequate parking
proximity of state highway

Chapter V
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
5-1
CHAPTER V
ENVIRONMENTAL IMPACT ASSESSMENT
5.1 Introduction
This chapter gives the details of the anticipated environmental impacts due to the
proposed project. “Environmental Impact’’ refers to the alteration of environmental
conditions or creation of a new set of environmental conditions, adverse or beneficial,
caused or induced by the action or set of actions under consideration.
5.2 Impact assessment: construction phase
The construction activity involves installation of various units of distillery such as
storage tanks for raw material as well as finished products, boilers, air pollution control
device, distillation towers,, treatment units such as bio-digesters and development of
compost yard, etc.
The major activities during the construction phase of the project will be:
Preparation / processing of construction material
Loading / unloading of construction material
Excavation work as per requirement for installation of various structures
Transportation of the material and workers to & from the proposed project
location
Installations of various units
Disposal of the liquid and solid waste generated by the temporary work force
employed for construction
5.2.1 Land Transformation
Shree Rameshwar SSK Ltd has made a provision of land within its existing sugar factory
premises. Therefore, the proposed land is already allocated for industrial use. Hence, change in
the land use may not be recorded in the present case. However, the proposed open, flat and
barren land will be utilized for the erection/installation of various units of distillery. The
proposed construction could take place by minor leveling activity. Hence, no major
transformation in the topography is anticipated due to the proposed project.
While undertaking the construction activities following impacts are anticipated

Chapter V
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
5-2
Removal of upper layer of soil; usually this layer is fertile and considering soil formation
process, the fertile layer of soil is precious resource
Excavation is carried out so as to construct foundation and pillars. These activity
generates debris in the form of soil, stones, etc. If this waste material generates in
excessive amount, it disposal could cause some impact
Another probable impact could be due to runoff from the construction site. The runoff
may carry construction debris with it and leads to water and some extent soil pollution
Since, the selected site is open land, however, for the construction of approach road or
waste disposal site if and removal of bushes may be required. If required, such removal
may cause negligible impact
Control measures
The upper soil layer is productive part of the landscape; hence it should be carefully
removed and preserved for future use. If these soil piles are dry it needs to be covered
with tarpaulin or similar material. This soil could be reused for the development of
greenbelt.
The excess of excavated soil could be used for greenbelt by adding adequate amount of
manure, organic fertilizers to it. The material like stones shall be used within the project
site, mainly for minor leveling activities
The runoff from the construction site will be controlled by ditches and shall not allowed
to percolate in the surrounding land
Transplantation/re-plantation of trees/bushes, if required
Thus, overall the construction activity anticipated to cause minor negative impact on
land environment.
5.2.2 Air Quality
In case of the proposed project, construction of internal roads and various structures of
the proposed industrial unit are the main activity. It involves use/operation of various
construction machines and equipment. Hence, it could cause noise and dust generation.
Some emissions are also anticipated due to diesel operated machineries and from
vehicles.
Control measures
Barricading the dust generating or high noise generating areas

Chapter V
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
5-3
Sprinkling of water on roads under construction and other dust generating
sources
Sprinkling of water while loading/unloading the dust generating material
Storage of cement under roof in closed area
To reduce air and noise emissions, use electrically operated machinery (wherever
feasible), instead of diesel operated
The construction activity will be for short period; hence the negative impact will be
temporary. It could be further reduced by, adopting the mitigation measures mentioned
above.
5.2.3 Water
During the construction phase, surface water quality can deteriorate due to run-off of
loose exposed soil and sanitary wastes of labour force. Construction activity and the
labour colony requires considerable amount of water. Hence, the probable impact of
construction activity on water environment could be use of large volume of water for
construction, generation of wastewater and pollution due to it.
Control measures
Restrict excessive use of water by good supervision and thus minimize the wastage
of water
Proper precaution to prevent the runoff from construction site, restricting it from
mixing into the nearby surface or ground water resource
Employ local labours up to maximum extent, so as to minimize the sanitary waste
Allow construction workers to utilize toilet/wash room facilities available in sugar
factory premises
Total prohibition on dumping/throwing any solid waste from construction activity
into any of the water bodies
Thus, proper implementation of control measures could help to minimize the negative
impact of construction activity on water environment considerably.
5.2.4 Ecology
The proposed site is within industrial premises. It is flat, barren and doesn’t require any
tree cutting. Some wild bushy vegetation present close to the waste disposal site. The

Chapter V
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
5-4
vegetation is mainly species such as Ipomea, calotropis, etc. These species are observed
very frequently in the area. Hence, it may not cause loss of any floral species or loss of
habitat for the faunal species. No migratory route of terrestrial macro-fauna exists
around the project site. Hence, the anticipated impact on flora and fauna could be
insignificant.
5.2.5 Socio-Economic Aspects
The project is proposed on open land, which is under the possession of the proponents.
Hence, no rehabilitation is involved in the project.
The construction phase will generate different employment opportunities for the local
population. Installation of distillery and its ancillary units involves work related to civil
and mechanical aspects. Civil work will provide employment to labours, especially to
the illiterate/semi-literate, unskilled persons. Installation of mechanical units requires
skilled, trained, and qualified persons. Transportation of various construction material
and mechanical units of the distillery could provide employment to many locals. Thus,
minor positive impact is anticipated on the socio-economic environment by the project.
5.3 Impact assessment: operation phase
The industry proposes to manufacture Rectified Spirit/Extra Neutral Alcohol using
molasses from its own sugar factory. The potential impact of the activities and measures
to prevent, control & mitigate the potential adverse impacts on the environmental
attributes are discussed here.
5.3.1 Impact on Air Quality
Generally, in industries the major air pollution is due to burning of fuel. In distilleries
also fuel bagasse is burnt to produce steam from water. During sugar factory operation
period i.e. crushing season, this steam will be generated in sugar factory boilers. During
off-season an independent boiler of 10TPH will be employed for the said purpose.
Bagasse analysis data reveals that sulfur is present below detectable limits, hence
particulate matter is the only probable pollutant, due to burning of bagasse in the
boiler/furnace will get release along with flue gases through stack, which is 60m in
height in the present case. This stack height has been determined on the basis of CPCB
guidelines. Wet Scrubber is proposed as an air pollution control (APC) equipment.

Chapter V
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
5-5
Often, the dispersion of air pollutants and its resultant ground level concentration/s are
predicted using various mathematical models. In the present study, a software based
model used to perform the said task, and detail thereof are discussed here.
5.3.1.1 Dispersion Modeling Study In the present study, Industrial Source Complex-Short Term [ISCST3] software has
been used for dispersion modeling purpose. This software is based on steady state
gaussian plume dispersion, designed for multiple point sources for short term. It is
developed by United States Environmental Protection Agency [USEPA] has been used for
simulations from point sources.
Table 5.1: Model Input
Parameters Unit Stack Attached to Boiler
Stack height m 60
Stack diameter at exit / top m 4.0
Stack exit gas velocity m/s 5.4
Stack gas temperature at exit Deg. C 150
Bagasse requirement TPD 48
Emission rate of SPM g/s 0.09*
Emission rate of SO2 g/s 3.68#
* Ash content 2% and Wet scrubber efficiency 98%
# Sulphur content 0.05% Modeling has been done considering boilers as source at the center of grid for prediction.
Hourly meteorological data of winter season has been used as an input data. For the
site-specific mixing heights CPCB document PROBES/88/2002-2003 is followed.
The simulation is made to evaluate SPM and SO2 incremental short-term concentrations
due to proposed operation of boiler. In the short-term simulations, the incremental
concentrations were estimated to obtain an optimum description of variations in
concentrations within 10 km radius.

Chapter V
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
5-6
5.3.1.2 Prediction The predicted results with baseline concentrations are tabulated below in Table 5-2
while incremental dispersion trend is shown as isopleths in Figure 5-1 & 5-2.
Table 5.2: Resultant Concentrations Due To Incremental GLC's
Particulate SPM SO2
Incremental concentration, towards Nearest Downwind Site* g/m3 0.06 0.35
Baseline concentration**, g/m3 61 11.9
Resultant concentration#, g/m3 61.06 12.25
CPCB Limit for residential & Rural Areas, g/m3 100 80
*Nearest Downwind site village Babhulgaon 2.5 km- towards WSW direction
**Baseline Concentration – average - at village Babhulgaon
# Resultant Concentration at nearest down wind direction

Chapter V
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
5-7
. -10000 -8000 -6000 -4000 -2000 0 2000 4000 6000 8000 10000-10000
-9000
-8000
-7000
-6000
-5000
-4000
-3000
-2000
-1000
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
0.01
0.01
0.02
0.02
0.02
0.03
0.03
0.03
0.03
0.04
0.04
0.04
0.05
0.05
0.05
0.05
0.06
Figure 5.1: Short Term 24 Hourly GLCs of SPM
-10000 -8000 -6000 -4000 -2000 0 2000 4000 6000 8000 10000-10000
-9000
-8000
-7000
-6000
-5000
-4000
-3000
-2000
-1000
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
0.10
0.12
0.14
0.16
0.18
0.20
0.22
0.24
0.26
0.28
0.30
0.32
0.34
Figure 5.2: Short Term 24 Hourly GLCs of SO2
BOILER
BOILER

Chapter V
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
5-8
5.3.1.3 Observations
Based on the input data such as met data, wind data, flue gas generation, velocity,
discharge, the mathematical model has determined the resultant ground level
concentrations of SPM and SO2. The result of the study shows that, during
operation phase of the proposed project, the ambient concentration of SPM and
SOx could increase by 0.06 & 0.35 micro grams respectively. However, the
incremental concentrations may negligibly affect the quality of ambient air in the
surrounding area.
During crushing season, the predominant wind direction was from E, ENE, NE
and ESE. There are sparsely placed villages towards predominant downwind
direction. There is no residential area (except small housing colony of the
factory) in 2.5km towards wsw of the site where dispersion could be maximum.
Composting activity is also planned away from settlement areas.
Thus, there could be a fractional increase in the concentrations of PM10 and SOx; but
this increase may not cause severe impact on environment as well as human health.
5.3.2 Water Environment - Impact on water resource
The proposed distillery will be using water from Jui medium scale water reservoir. The
factory has permission for the same. Thus, the project may not cause adverse impact on
other users. Similarly, the project may not be affecting any ground water resource.
Reducing fresh water consumption as well as reducing generation of wastewater is a
strategy of the factory. Thus, it is going to employ methods of recycle and reuse in the
proposed unit. Recycling of mild polluted stream without treatment or just cooling
treatment and moderately polluted streams by treating it properly could help in
achieving the expected results.
Impact due to Effluent Discharge
Highly polluted wastewater from the distillery is called spentwash. It is characterized by
highly colored appearance with acidic pH, high BOD, COD as well as solids etc. More
upon, the spentwash is hot with temperature of about 50oC when separate out from the
process. Since the waste contains high BOD, it putrefies rapidly giving rise to offensive
odors. The brown, colour is aesthetically objectionable and affects photosynthesis. Due
to these characteristics handling, storage and disposal of spentwash is carried out very

Chapter V
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
5-9
carefully, according to the guidelines of CPCB/MoEF. The proposed distillery has
determined to implement these guidelines, so as to achieve ‘Zero Liquid Discharge’.
Thus the management has decided to adopt bio-methanation followed by
biocomposting scheme for the safe disposal of spentwash. These processes are
discussed in details in chapter VII – Environment Management Plan.
Apart from spentwash, the molasses based distillery produces wastewater in the form
of spentlees, blowdown from cooling tower, as well as boiler and water from cleaning
activities. These wastewater streams will be properly treated so as to comply the
standard prescribed for use of the water for irrigation. It will be reused for greenbelt
development as well as for cooling tower makeup. The proposed project is in rural area.
Hence, as a local accepted practice, septic tank, soak pit systems are used for the
disposal of sewage. The same will be used for proposed distillery for the disposal of
sewage.
Proper implementation of the proposed measures will help to reduce the negative
impact of waste water on environment.
5.3.3 Land Environment: Impact of Effluent Discharge
The anticipated impact due to project activity on land environment could be because of
spentwash, if it is discharged on the land directly, it damages the soil by
Affecting the soil porosity and thus oxygen transfer, it leads to development of
anaerobic conditions
It could change soil micro-organism composition
Acidic nature of spenwash affects soil pH
Leachate formation
Degradation of organics in soil depletes nitrogen
These factors cause germination disorders in seeds that are planted. .
Other damages caused by effluent discharge on land/vegetation are:
Charring of vegetables and crops
Accumulation of salts
Increase in cropping period

Chapter V
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
5-10
Increase in the electrical conductivity
The other waste material such as ash generated due to burning of bagasse, is rich in
potash. Hence, it could act as soil enriching matter. Similarly, the sludge generated from
various units such as fermentation, bio-digesters and wastewater treatment are organic
in nature, and they are usually mixed with bio-compost, before supplied to the soil.
Thus, spentwash is the factor which needs proper care so as to control impact on
land/soil environment. Method of storage and safe disposal of spentwash i.e.
biomethanation followed by biocomposting is discussed in detail in Chapter VII of the
report. Considering these measures, the overall impact on land environment is
envisaged to be minor negative.
5.3.4 Solid Waste
As discussed earlier, the solid waste sources such as ash and sludge could be mixed with
bio-compost. Thus, it is anticipated that the solid waste from the proposed project will
have minor negative impact on environmental due to odour and decomposition, but
positive impact on soil environment since the compost will enhance the quality of the
soil.
5.3.5 Noise Environment
For the proposed project, principle source of noise is boiler. Operations carried out in
the process contribute little to the noise levels. Since, during crushing season the boilers
of sugar factory will be used to supply the steam to the distillery. Hence, noise due to
boiler operation during off-season period is the only concern. Boiler/s in sugar factory
are placed under covered area, hence noise get confined to the place. In case of the
independent boiler for distillery, it will also be placed under covered area. Thus, noise
levels are anticipated to remain within prescribed limits at work place.
Transportation and handling of bagasse could also contribute to increase in noise levels.
However, in case of proposed industry the transportation movement could be very
marginal i.e. 30-35 four wheelers including heavy vehicles per day and around 100-120
two wheelers per day. Vehicular movement will be maximum during start and closing of
duty hours. These sources are line sources and noise generation is also for a short

Chapter V
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
5-11
period. Hence, impact of noise could be observed in parking areas during the shift
change periods for duration of 15-30 minutes.
Another potential impact of vehicles on noise could be due to traffic congestion. This
mainly happens when roads and parking areas are inadequate. However, for the
proposed project, well defined parking areas will be provided for administrative as well
as goods vehicles. Leveled tar roads of adequate width will be developed internally.
Speed limit of 20kmph will be maintained for all goods vehicles, inside the premises.
Internal roads will be illuminated at 30m distance and safety sign boards will be placed
at strategic locations. Honking will be strictly restricted inside the project premises.
Authorized transport services will be used for goods. Maintaining all the goods vehicles
in good condition will be one of the term of contract with such service provider. All
these measures could help in controlling the noise level below the prescribed standards,
hence, minor negative impact is anticipated due to noise on surrounding environment.
5.3.6 Ecology
The potential impact on flora, fauna, and thus on ecosystem is mainly due to the
pollutants. Amongst air pollutants SPM and SO2 levels are likely to increase. The results
predicted by mathematical modeling study shows that, there could be minor increase in
the ambient concentration of these gases. However, the resulting concentrations for
these gases may not exceed the limits prescribed for national ambient air quality
standards prescribed in Nov. 2009. The SPM concentration may cause negligible impact
on terrestrial flora.
Noise generated in the project could disturb some of the faunal elements such as birds.
This could be observed where noise levels are likely to be high. Noise levels at project
boundaries are anticipated to be within limit, since no high noise sources are involved
in the project. Hence, noise could cause minor impact on avi fauna, within premises.
Accidental discharge of spentwash and other wastewater from distillery directly into
nearby water bodies or on land could damage the aquatic or terrestrial eco-system.
Spentwash due to its dark colour, strong odour, high BOD/COD and acidic pH could
damage aquatic flora and fauna considerably. The spentwash handling/storage is also
need to be carried out carefully, otherwise it could affect ground water aquifer.

Chapter V
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
5-12
Therefore, Ministry of Environment and Forest (MoEF)/CPCB has prescribed CREP
(corporate Responsibility for Environment Protection) guidelines for storage and safe
disposal of distillery effluent. According to these guidelines it is mandatory for
distilleries to achieve ‘Zero Liquid Discharge’. Hence, the proposed distillery has
planned for Biomethanation followed by biocomposting process for the safe disposal of
spentwash. Implementation of CREP guidelines could reduce the threats to the
surrounding ecosystem considerably. Hence, minor negative impact is anticipated on
surrounding terrestrial as well as aquatic ecosystems mainly due to accidental spillages
and leakages.
Spentwash will be safely disposed through a process of biocomposting, where it will be
mixed with pressmud (filter cake generated from sugar industry). Solid waste material
such as ash, sludge generated from fermentor, biodigester and wastewater treatment
unit will be mixed with biocompost. Thus, compost enriched with nitrogen and potash
will be produced through this activity. This bio-compost will be sold to local farmers;
hence it will help in recycle of soil nutrients. Another benefit is it will reduce the usage
of synthetic fertilizers up to some extent. Thus, the negative impact due to use of such
synthetic fertilizers will get minimized. This bio-compost will help in re-establishing
and maintaining soil micro-flora. Thus, it will help in improving agro-ecosystem.
Therefore, bio-compost process for the disposal of spentwash could cause positive
impact.
5.3.7 Socio-Economic Environment
While analyzing the impact of proposed project on socio-economic environment,
following factors were considered.
Project is proposed in an area where employment is mainly from agriculture
sector and the district is economically weak, compared to other districts of the
state
Project is proposed by cooperative sugar factory and member farmer are share
holder of the factory, hence these cane cultivators will be benefited by the
project

Chapter V
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
5-13
The project could be vertical integration so as to utilize the available resources
such as molasses, steam, bagasse, electricity, land and man power up to some
extent
Production of alcohol will generate large amount of revenue by way of excise
duties
Proposed distillery will generate about 90-100 direct employment opportunities;
similarly it will stimulate large number of indirect employment opportunities
The sugar factory already had initiated several programmes for the benefit of its
share holder farmers, employees as well as for the society
Therefore, a positive impact is anticipated on the regional economy due to the proposed
project. The project could also help in maintaining and developing the infrastructure
required by the society.
5.3.8 Impact on Physiography and Drainage
The land is already under the custody of sugar factory. Therefore there will not be any
additional land acquisition. The physiography of the soil will get altered by, the
installation of the project units.
The project will not be disturbing or changing or altering any natural drainage system.
Proper storm water drainage system will be developed at the site. Hence, the project
will not contribute for water logging or flooding in the rainy season.
Very minor negative impact is envisaged on change in physiography and negligible
impact on drainage of the region.
5.3.9 Other Impact: Traffic
The project is going to add approximately 30-35 four wheeler and about 100-120 two
wheeler per day. Considering the availability of 10m wide state highway close to the
site, this nominal increase may not cause any traffic congestion in the vicinity. Apart
from that, adequate Zilla Parishad road infrastructure is available in the area, due to
which the probability of traffic congestion becomes insignificant. Road Infrastructure:
The site is well connected with other areas, for easier transportation of finished goods
and in case of import of molasses and press mud.

Chapter V
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
5-14
Table 5.3: Road Connectivity Status
# Station Distance (km) Importance
1 Bhokardan 9 Nearest town
2 State Highway No. 178 1 Nearest Road
3 Jalna 45 Railway Station
4 Aurangabad 80 Air port
Traffic Movement –
This is a small unit occupying small area with only one raw material and one product.
Table 5.4: Estimated Incremental Traffic (per day)
# Vehicle carrying No./d PCU*
1. Alcohol tankers 2-3 10
2. 4 wheelers (staff and visitors) 15-20 15-20
3. 2 wheelers (staff and visitors) 100-120 25-30
Total 117-143 60
(*PCU= passenger car units)
* Peak flow traffic on approach Road is about 25Vehicles/hour.
Traffic management measures
Present condition of approach road is good. It will be maintained.
Topography is level and rains are not problematic, culverts will be maintained
Village roads connecting are of good surface, it will be maintained.
The internal roads will be constructed wide with illumination at 30 m spacing
All vehicles to have back red light
All gates manned by trained security 24x7
Trees on sides
5.4 Summary
The use of continuous fermentation technology for the alcohol production adopted by
the distillery not only improves the process, but also will help in minimizing the effluent
quantity. It also helps in the yeast recycling which reduces the generation of yeast
sludge.

Chapter V
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
5-15
Setting up of a distillery unit in a sugar complex will be an added advantage as the
distillery can utilize the by-products such as molasses, bagasse, pressmud of the sugar
unit. Also it shares resources such as land, steam & water up to some extent with sugar
factory.
Adverse environmental impact of the project could be prevented, controlled and/or
mitigated by proper implementation of Environmental Management Plan. Considering,
overall benefits of the project it could achieve environmental sustainability.
Table 5.6: Impact Definitions
Likelihood (L)
Code No.
1 Rare Event may occur but only under exceptional
circumstances.
2 Unlikely Event could occur at some time.
3 Possible Event should occur at some time.
4 Likely Event will probably occur in most circumstances.
5 Almost certain Event expected to occur in most circumstances.
Consequence (C)
1 Negligible No detectable effect on or off site
2 Minor Detectable effects with minimal impact on site
3 Moderate Effects on and off site requiring attention
4 Major Sizable effects warranting immediate attention
5 Critical Sizable effects with a large impact warranting immediate
attention
Impact Level (L+C)
2 - 4 Negligible
5 Minor
6 Moderate
6+ High (Key issues)
B Benefits resulting from the proposed modifications are identified with a
“B” and will be addressed further.

5-16
Table 5.7: Matrix environmental impacts associated with proposed project Environmenta
l
Issue
Activity/
Process
Environmental Impact L
(1-5)
C
(1-5)
I
(L-H)
Comment
Air Quality Burning of
bagasse and
biogas for
steam
generation
Emission of SPM, SOx, NOx
minor impact
Reduction in green house
gasses
4
1 5 Wet scrubber as pollution control equipment
Stack height 60m
Adequate greenery development
Bagasse and ash
handling
Fugitive dust 4
1 5 Ash and bagasse handling system
Adequate greenery development
Composting
activity
odour 4
1 5 residential area towards predominant
downwind direction of composting site are
considerably away
Mechanized handling so as to provide
adequate air and avoid anaerobic
conditions
Greenbelt development
Transportation Dust and smoke due to vehicle
movement and/or traffic
congestion
4
1 5 No need of raw material transportation
Finished product transportation will be
minor; separate provision of parking for
administrative and goods vehicles; well
maintained tar roads internally with
adequate illumination and safety sign
boards

5-17
Noise Plant and
machinery
operations
Noise generated during the
operations of the machinery
2 2 4 Minor increase in noise level
Therefore this issue is considered to be a
low environmental issue
Water Quality Wastewater Contamination of surface &/or
ground water
Soil Contamination
2 3 5 Wastewater from distillery will be treated
by biomethanation followed by bio-
composting
Spent lees and miscellaneous waste water
will be treated in polishing unit, treated
water will be recycled in to the distillery
cooling tower as a make up water.
Water
Resource
Consumption of
Water
Depletion of resource 2 2 4 Water conservation is aimed thro’
recycling and reusing of treated water for
cooling tower make-up requirement
Terrestrial
Flora and
Fauna
Cutting of trees
or destruction
of habitat
Destruction of flora or fauna 1 1 2 Since, the project will be commissioned in
the existing sugar factory premises, and
the land is barren and open, flat land no
tree felling is required
Aquatic Flora
and
Fauna
Wastewater Impact due to contamination of
water bodies.
2 2 4 ‘Zero Discharge’, therefore no wastewater
will be released into surrounding water
bodies
Hazard and
Risk
Assessment
Storage of raw
material and
finished
products of
Negative impact only in case of
accidents, leakages, etc.
2 3 5 Safety norms shall be strictly followed

5-18
distillery
Socio-
Economic
Impacts
Temporary and
Permanent
workforce
associated with
the project
Construction and operation
phase of this project will
require an additional
temporary and permanent
workforce as outlined in the
original development
application.
B Beneficial impact due to generation of
employment
Traffic and
Transportatio
n
Traffic
congestion
Impact of air quality and noise
level
3 1 4 Minor impact during construction phase
and negligible during the operation phase

Chapter VI
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
6-1
CHAPTER VI
ANALYSIS OF ALTERNATIVE TECHNOLOGY
6.1 INTRODUCTION
The charter on Corporate Responsibility for Environmental Protection (CREP) was
formulated to obtain commitment from major polluting industries for compliance with
the existing standards in a time bound manner. Further, it was envisaged that the
industries would take initiative to explore and adopt cleaner technologies and improve
management practices to reduce generation of pollutants.
The spent wash from sugarcane molasses based distilleries is among the most
polluting effluents. Distilleries using batch fermentation process generate 9-10
Liters spent wash per Liter alcohol production. It has a biochemical oxygen
demand (BOD) of 45,000 - 50,000mg/L, chemical oxygen demand (COD) 1,
10,000 - 1,30,000 mg/L and total inorganic dissolved solids (TDS) 30,000-40,000
mg/L. It is highly acidic, pH 3.5-4.5, odorous and has a persistent dark brown
colour. Often it is discharged without any heat recovery at 85 to 95°C.
Traditionally, the spent wash is used for irrigation of crops and for composting
with press mud from sugar mills, as filler material. At several places in the
country, it is spread on land in an uncontrolled fashion resulting in destruction of
agricultural land and pollution of ground water. When it is not possible to use it
on land, it is often discharged in surface waters affecting the riparian rights of
other users of the water body.
The new recommendations of CPCB/MoEF have imposed a restriction on such
utilization, of spentwash on agricultural land. Therefore, it has become necessary
to look for technologies to reduce the volume and concentrate the spentwash, so
that it can be handled effective without damaging the environment.
6.2 Treatment And Utilization Options
There are various ways of utilizing and disposing the spent wash. These are as
follows.

Chapter VI
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
6-2
Treatment Options for Raw Spent Wash
6.2.1 Reboiler
Reboilers are in use in distilleries for concentrating raw spentwash and
simultaneously recovering heat and water. Depending upon the input spentwash
quality and the reboiler design, the spentwash volume can be reduced to 75 to
85% of the original volume.
When the spentwash is to be used for composting and the rate of production of
spentwash is more than 10 m3 per KL of alcohol production, in volume through
heating and evaporation of water in a reboiler results in a corresponding
increase in the concentration of BOD, COD, nitrogen and TDS. The volumetric
application rate of spentwash on land for irrigation is regulated by the loading
rates of these constituents. Therefore, in case the spentwash is also utilized for
irrigation, the extent of volume reduction should be decided keeping in view
their prescribed limits for irrigation. Further, the efficiency of conversion of
organic matter (BOD) to biogas in the biomethanation step may also decrease
when a more concentrated spentwash is treated.
Spentwash
Biomethanation Bio-compost
Bio-
composting
Concentration
Multiple effect
evaporation
Reverse
osmosis
Concentration
Mist
evaporatio
n
Dilution Tertiary
treatment
Surface water
discharge
Irrigation

Chapter VI
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
6-3
At present there is no prescribed recommendation regarding the quality of
spentwash to be used for preparation of compost. In order to achieve 'Zero
Discharge', many distilleries are concentrating their spentwash using reverse
osmosis (RO) process also. The effect of such salt laden spentwash, which also
would be containing a higher concentration of organic matter, on the process of
composting and the quality of compost, is not known.
6.2.2 Biomethanation
Biomethanation is now a well-established process. Many types of reactor
systems are commonly used, namely, up or down-flow fixed film reactor, up-flow
partly fluidized bed reactor, commonly known as up-flow anaerobic sludge
blanket (UASB) reactor and slurry reactor. Each system may have different
variations of reactor configuration, effluent and sludge recirculation and mixing.
One variation employs two-stage decomposition in two slurry reactors in series.
The bio-methanation reactors when properly designed and operated are capable
of treating spentwash having BOD in the range of 40,000 - 50,000 mg/L with an
efficiency of 90% thus producing an effluent having a BOD in the range of 4,000 -
5,000 mg/L. There is also some reduction in the TDS content of the spent wash.
Sulphate is reduced to hydrogen sulphide, which escapes with the biogas, and
there is a corresponding increase in the carbonate alkalinity. This in turn results
in precipitation of some calcium. The TDS of the spent wash may decrease to
15,000 - 25,000 mg/L. pH of spentwash, after bio-methanation increase up to 7
or 8. Some reactor designs may require the raw spent wash to be diluted before
it can be treated. This is particularly when the distillery uses continuous
fermentation process for production of alcohol in which case the COD of raw
spent wash may be in the range of 100,000 to 120,000 mg/L. Central Pollution
Control Board has recommended that the dilution water should not be more than
30% of the original volume of the spent wash.
Depending upon the fuel, which the biogas replaces, (i.e. bagasse, coal or furnace
oil) the cost of the biomethanation reactor is recovered in 2 to 4 years

Chapter VI
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
6-4
6.2.3 Reverse Osmosis (RO)
In the past reverse osmosis (RO) has been used commonly as the final step in
tertiary treatment of wastewaters to remove dissolved inorganic solids and some
recalcitrant compounds. It is used to recover good quality water from grossly
polluted wastes. This has been made possible due to development of new
membranes and the membrane module configuration, which allows easy
accessibility for cleaning and replacement of membranes.
In any RO system, the preliminary treatment of wastewater is extremely
important. Adjustment of pH and temperature of the waste, which is compatible
with the material of the membrane, increases the membrane life and prior
removal of total suspended solids (TSS) decreases the rate of membrane fouling.
Further, the flux of the dissolved substances in permeate is lower if it is removed
before hand to the possible extent by conventional methods. It also allows
operation of the system at comparatively lower pressure, hence results in
savings in operational and maintenance costs. With a poor quality of the feed
water, the quality of the permeate may be maintained only at the expense of
recovery.
Pre-treatment usually comprises pH correction, pressure sand filtration
followed by cartridge filtration. The effluent is then pressurized and passed
through RO modules. The vendor of the RO system usually supplies the pre-
treatment units also.
Effluent permeate from the RO plants contains carbon dioxide and sulphides. Its
quality can be improved and stabilized by stripping with compressed air in a
packed column to increase the scope of its utilization. In case there is a premium
on the recovery water, the reject from the RO plant is further treated through a
secondary RO system or nano-filtration, which uses a more 'open textured'
membrane. This step produces a permeate having 22,000-25,000 mg/L TDS,
3,500-4,500 mg/L COD and 1,000-1,200 mg/L BOD. The permeate recovery is
11-14% of the first stage feed.
The operation of the RO plant requires skilled personnel. The spares for regular
maintenance may also not be available in the open market. The Membrane
required to be imported. The fouling could be a problem. Running of the plant

Chapter VI
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
6-5
therefore should be entrusted to the supplier to ensure efficient and continuous
operation.
6.2.4 Multiple Effect Evaporators
Though evaporation is an established unit operation in chemical engineering
practice, its use for concentration of spentwash is recent. With improvements in
design and materials and the willingness of the alcohol industry to spent more on
pollution control equipment, some distilleries are in the process of installing
evaporation and drying plants.
Biomethanated effluent can be input to the multiple effect evaporators. However,
both biomethanated and raw SW can be fed to the evaporators. Steam used in the
evaporation process and the evaporated water from the SW feed form the
condensate or the recovered water. The condensate has a slightly acidic pH and
BOD and COD of about 10 and 100 mg/L, respectively.
The biomethanated feed containing about 4% solids is concentrated to 30-33%
solids content. The concentrated SW can be either used for the preparation of
compost or further dried in a spray dryer to yield a solid powder containing
about 4-5% moisture. The calorific value of the powder is 2500 kcal/kg and it
can be burnt for production of steam. The ash obtained from the combustion of
the powder is saleable for its potash content. The dry powder also has a market
value of about Rs.750 / T, as a soil additive rich in organic matter and potash.
The concentrated spentwash after evaporation can also be used directly as an
auxiliary fuel along with other fuel for generation of steam.
From a 450m3/d plant treating biomethanated spentwash about 930 kg/hr
effluent powder is generated, which when burnt yields 190 kg/hr ash.
The ash contains about 21% potash. In case raw spentwash containing 10%
solids is concentrated the yield of effluent powder and ash is 1875 kg/hr and 394
kg/hr, respectively.
6.2.5 Mist Evaporator
As the name implies the mist evaporator creates a mist of small droplets by
pumping spentwash through small diameter nozzles placed around the
periphery of a duct through which air is blown. The unit is placed at the edge of a

Chapter VI
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
6-6
lagoon and the spentwash is pumped. The resulting mist forms a trajectory
reaching as high as 18 m and going up to 55 m in the horizontal direction. The
large surface area of the mist results in evaporation of water and a concentrated
SW falls back in the lagoon. The rate of evaporation depends on temperature,
humidity and wind speed.
Experience with the mist evaporator in the country is limited. It is in use only at
one location for a distillery of 30 KL/d capacities. The manufacturers of the
evaporator claim that for the yearly average ambient conditions 3 units, each of
30 KW would be required to evaporate 450 m3/d of spentwash. The three units
will require a 100 m x 100 m lagoon.
The setting up of the unit is easy and requires minimal supervision and
maintenance compared to other concentration methods. However, it will operate
with varying efficiency during the year. In the rainy season or in humid weather,
there will be little or no evaporation and the spentwash will have to be stored.
Since, the wind direction is likely to change a number of times for short periods
over a day, there is likelihood of the mist spray falling outside the lagoon. A more
definite comment can be made after the unit is operated for more time and
systematic data regarding the solids balance are available.
The concentrated or thickened spentwash will have to be properly disposed. At
present, composting seems to be a possible alternative.
Table 6.2: Merits and Demerits of Each Alternative
# Technology Merits Demerits
1. Concentration
Reduction in volume.
Energy generation
after combustion.
Start-up and restart-up is a problem
Scaling problem.
2. Biomethanation Energy generation.
Increase in volume.
Higher initial cost. It is a primary
treatment only
3. Biocomposting
Zero pollution can be
achieved.
Production of good
quality manure.
Large area required
Problem of smell
Operation in rainy season not
possible.
Availability of filler material is a

Chapter VI
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
6-7
# Technology Merits Demerits
problem.
4. R.O. System Recovery of water
Reduction in volume.
Higher initial and operational cost
Fouling problem
Membranes are not indigenously
available
6.3 SELECTION OF ALTERNATIVE
Considering all available technological options, the industry has planned to implement
biomethanation followed by bio composting for the safe disposal of spent wash. It is
base on the volume of spentwash to be disposed, availability of land, press mud for
biocomposting and the cost involved for the technology.
The proposed option will be able to achieve the aim of “zero discharge” of effluent. The
Spentwash will be utilized for bio-compost using press mud cake (PMK) from sugar
factory.

Chapter VII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
7-1
CHAPTER VII
ENVIRONMENT MANAGEMENT PLAN
7.1 OVERVIEW
The Environmental Management Plan (EMP) aims to identify and address the
requirements for successfully mitigating the probable adverse environmental
impacts of the project at various stages of project formulation and execution. It
also identifies the post project monitoring requirements needed for the
successful implementation of the suggested measures.
EMP framework is a site specific document for the project, to ensure that the
project can be implemented in an environmentally sustainable manner and
where all concerned persons of the industry as well as contractors, understand
the potential environmental impact arising from the proposed project and take
appropriate actions to properly manage such impact.
The objectives of EMP
Overall conservation of environment and thereby promote sustainable
development
Minimization of waste generation and thus pollution
Judicious use of natural resources and water
Safety, welfare and good health of work force and populace
Ensure effective operation of all control measures
Vigilance against probable disasters and accidents
Monitoring of cumulative and long time impacts
Ensure effective operation of all control measures
7.2 EMP FOR CONSTRUCTION PHASE
The construction activity involves installation of various units of distillery such
as storage tanks for raw material as well as finished products, boilers, air
pollution control device, distillation towers, treatment units such as bio-
digesters and development of compost yard, etc.
Thus, the major activities involved for construction phase would be:
Preparation / processing of construction material
Loading / unloading of construction material

Chapter VII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
7-2
Excavation work as per requirement for installation of various
structures
Transportation of the material and workers to & from the proposed
project location
Installations of various units
Disposal of the liquid and solid waste generated by the temporary
work force employed for construction
Considering the various types of pollution associate with the construction
activities, recommended mitigation measures are as follows.
Fugitive dust emission due to transportation activities can be controlled by
water sprinkling on dust generative surfaces as well as material such as
soil, sand, etc. while loading/unloading
The upper soil layer is productive part of the landscape; hence it should be carefully
removed and preserved for future use. If these soil piles are dry it needs to be
covered with tarpaulin or similar material. This soil could be reused for the
development of greenbelt.
The excess of excavated soil could be used for greenbelt by adding adequate amount
of manure, organic fertilizers to it. The material like stones shall be used within the
project site, mainly for minor leveling activities/internal roads, etc
The runoff from the construction site will be controlled by ditches and shall not
allowed to percolate in the surrounding land
The contractor should employ maximum local labour. Thus, the local
people will get an employment opportunity. It will also help in reducing
the problems associated with accommodation/housing of the labour, thus
it will help in reducing linked issues such as as demand for water,
sanitation and hygiene at the labour colony, etc. However, he should
provide the basic sanitation facility at the work site by using septic tanks
and soak pits.
The activities generating noise should be restricted to daytime only
Run-off of loose soil should be prevented by means of compacting the soil

Chapter VII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
7-3
Transport contractors should be instructed to maintain their vehicles
properly so as to minimize the exhaust emissions, reduce the noise and
prevent the oil leakages from vehicles
Table 7.1: Summary of EMP for Operation Phase
Activity Impact factors Mitigation Measure Assessment
Steam
Generation
thro’ boiler
(emissions
from stack),
transportation,
process of
fermentation
Particulate Matter
(SPM)
Formation of SO2,
NOx
H2S from Biogas
Carbon dioxide due
to fermentation
process
Odour
Wet scrubber to
control ash emission
through stack
Stack height 60m
Proper ash and
bagasse handling
system
Development of
greenbelt
Use of biogas as fuel
Installation of CO2
scrubber
Mechanical handling
of bagasse and ash
Bagasse contains
traces of S & N, hence
generation of SOX and
NOX anticipated to be
limited
Bagasse is a
renewable sources of
energy & carbon
neutral fuel
Minor Negative
impact on air
quality and
ecology of
immediate site
surrounding
Process and
effluent
storage,
disposal
Effluent from
processes,
cleaning, blow
down water, &
condensate
Storage of
spentwash and its
disposal
Zero discharge will
be achieved by
Adopting
Biomethanation
followed by
biocomposting
Treating other
effluents in
polishing unit and
reusing the
treated water
Storage of
Minor negative
impact
anticipate
mainly due to
accidental
spillages or
leakages and
thereby
contamination
of water,
ground water
or soil

Chapter VII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
7-4
Activity Impact factors Mitigation Measure Assessment
spentwash and
construction of
compost yard will
be strictly as per
CREP guidelines
Treated water
will be reused for
process &/or
irrigation
Fresh water
requirement will
be reduced by
recycling of water
Bore well, in
downstream area
of bio-compost to
monitor ground
water quality
Use of biogas as
fuel
Provision of flare
unit Rain water
harvesting
Generation of
ash and solid
waste
Ash Utilized in the process
of bio-composting
Greenbelt
development
Minor negative
impact on air
quality
No negative
impact on soil
Fermented sludge
and sludge from
Bio-digesters
Utilized in the process
of bio-composting
Positive impact
on soil

Chapter VII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
7-5
Activity Impact factors Mitigation Measure Assessment
Transportation Vehicular
emissions,
emissions & noise
due to traffic
congestions
Regular maintenance
of factory vehicles
Separate provisions of
parking for goods and
other vehicles is
adequate
Leveled, illuminated
and well maintained
internal roads and
proximity of state
highway
Safety sign boards at
strategic locations
Provision of Adequate
personal protective
equipments
Transportation
requirement is
limited, hence it
will help to
control the
gaseous
pollutants and
maintain
ambient air
quality
Minor increase
in noise level
particularly at
work is
anticipated
7.3 EMP: OPERATION PHASE 7.3.1 Air Environment Management
Air Emissions: As discussed in previous chapter, the sources of air pollution are
emissions due to combustion of fuel i.e. bagasse and biogas in the boiler furnace,
fugitive dust due to handling of bagasse, processes such as fermentation, bio-
compost, etc. Emissions from diesel generator and vehicles are anticipated as a
minor sources. Considering this following management plan is proposed.
Installation of Wet scrubber as air pollution control equipment (PCE), to
arrest fly ash emissions
Criteria for the design of wet scrubber will be mainly based on the
characteristics of fuel, its quantity, generation of pollutant, estimated
volume of flue gas, etc.
Flue gases will be released through existing stack of 60 meter height
Preventive maintenance and regular checking of wet scrubber
Fermentor – covered; CO2 scrubber will be installed
Installation of ash and bagasse handling system
Proper maintenance of internal roads

Chapter VII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
7-6
Biogas produced from the biomethanation process will be utilized as a
fuel. In a rare case if it is unutilized, it will be burnt through flare unit;
but in any circumstances it will not be freely released in the atmosphere
Disposal of potash rich ash by mixing it with compost
Composting process will be carried out in aerobic conditions, by using
modern machines for rotation operations/supply of oxygen
Development of lawn on open areas with plantation of ornamental
shrubs/trees in between so as to reduce the dust generation from open
areas and improve aesthetics
Greenbelt of minimum three tiers in the periphery of the project
Monitoring of stack emissions and ambient air quality at regular interval
Compliance of other regulatory norms such as health, safety, etc.
7.3.2 Noise Environment
In case of distilleries the main processes are fermentation and distillation. In
these processes, there are no major noise sources involved. Hence, simple
measures such, as maintenance of machines, equipments & vehicles, needs to be
implemented. Addition measures includes
The noise management practices could be in following sequences
Prevent generation of noise at source by good design and
maintenance
Minimise or contain noise at source by observing good operational
techniques and management practice
Use physical barriers or enclosures to prevent transmission to other
media e.g. for boiler, STG, DG room
Increase the distance between the source and receiver
Sympathetic timing and control of unavoidably noisy operations;
Job rotation for workers placed at high noise areas.
Greenbelt development with suitable species for noise attenuation
7.3.3 Water Environment
As understood in Chapter IV, that spentwash is a highly polluting element, which
is potentially a major threat to environment. Thus, it is imperative to manage it
properly. Considering the pollution potential of spentwash, the Ministry of

Chapter VII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
7-7
Environment and Forests (MoEF), has recommended a guideline through
Corporate Responsibility for Environment Protection (CREP), charter. According
to these guidelines, it is mandatory for the distillery to achieve ‘Zero Liquid
Discharge’ (ZLD). The project proponent has developed a plan to achieve ZLD
and has made necessary financial provisions towards the planned activities.
The other wastewater sources such as spent lees, steam condensate and blow-
down water will be treated by the way of pH correction, and passing it through
polishing unit, so as to use it for cooling tower make-up water, soft water for the
process, water for the gardening/irrigation activity. Steam condensate will be
recycled back as a boiler feed water. Thus, the industry is determined to put its
sincere efforts for the recycle/reuse of water.
7.3.3.1 CREP guidelines for molasses based distilleries
The industry has opted for Bio-methanation as primary treatment followed by
bio composting for the safe disposal of spent wash. The guidelines recommended
through CREP, which will be implemented by the project proponent, are as
follows.
Spentwash storage lagoon of ≤30 days capacity
The lagoons must be impervious, constructed leak-proof, lined with
HDPE sheets and protected by brick lining
The compost yard lined with HDPE sheets and protected with brick/
concrete/ Bituminous Macadam
Provisions for leachate collection gutter and sump well
A) Land Preparation for Compost Yard Basic
1. While designing and preparing compost yard, its foundation need to be
constructed with utmost care. Therefore, preparation of the ground &
proper compaction plays very important role in the development of
compost yard.
2. Therefore, it is to ensure that-
The land is leveled and compacted properly
Soft soil cushion is essential to lay a 250 micron thick HDPE sheet

Chapter VII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
7-8
Further, another layer of soft soil/soft sand needs to be provided
over the 250 micron thick HDPE sheet before proceeding with the
top finish
Provision of underground spentwash spraying network for auto
spraying
Provision of leachate management system as per guidelines
There are few options for top finish of compost yard, they are -
Brick on-edge gaps filled with dry sand/soft local soil
Providing Plain Cement Concrete (PCC) 1:3:6 in bays & scaling the
joints with bitumen.
Bituminous asphalting
Providing and laying interlocking concrete paving blocks
The project proponent has opted an impervious compost yard lined with HDPE
sheet and top finish of PCC (1:3:6)
B) Operations & Maintenance Guidelines for Composting
i) Rainy Season
It is not possible to run the aerobic composting process at least for two-
three months during rainy season. The reasons are:
Freshly sprayed spentwash that is yet to be decomposed may give some
colored leachate after rain and will contaminate the soil
Due to rain, the composting material in windrows may have moisture
content of 70%, which can result in anaerobiosis
It is not possible to run the composting machine during rainy season
Heavy rains can wash off the press mud
Precautions to be taken before onset of rainy season
The composting area must be vacated before start of rains
As far as possible, all the compost on the site should be sold out before
start of rain. The compost, which remains unsold, should be properly
bagged and kept in godown/covered area
After harvesting the last batch of compost a 2 cm layer of pressmud
should be scrapped over the surface layer of compost yard and this
scrapped material shall be kept covered for blending with compost.

Chapter VII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
7-9
After cleaning the scrapped area, fresh windrow of pressmud shall be
formed only after rainy season.
ii) Unseasonal Rains
Precaution to be taken, if there is unseasonal rain during composting cycle
In order to avoid the leaching of spentwash, which is yet to decompose
all the windrows on the yard should be covered with polyethylene
sheets/pullover covers
Stop spraying spentwash, temporarily when it is raining. Spraying can
be resumed when the sky becomes clear.
The provision of the trenches towards slopping side should be made to
collect the runoff from windrow area. This runoff should be collected in
leachate collection pit. It should be pumped back to 30 days storage
lagoon.
The run off of outside compost yard should be suitably diverted so that
it does not enter the compost yard.
In order to achieve ‘Zero Liquid Discharge’ the industry will be adopting
biomethnation followed by Biocomposting process. Impervious lagoons will be
constructed for storage of spent wash and impervious compost yard (1:3:6
PCC) with HDPE lining as per CREP norms.
Table 7.2: Guidelines, Formulated By Central Pollution Control Board
(CPCB) New Delhi, For Bio-Composting Plants
# Description Requirement as
per C.P.C.B. Norms
Actual Design
and
Provisions
1. Working days of Distillery
(Rainy season shall be avoided
and the entire compost area shall
be kept dry before starting of the
rainy period)
270 days
270 days
2. Spentwash storage tank capacity
(duly lined with 250 micron HDPE
sheet and pitched by stone/bricks
with cement mortar to prevent
leachate).
30 days of
generation
30 days
3. Pressmud: Spentwash ratio 1: 2.5-3.5 1:2.5

Chapter VII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
7-10
# Description Requirement as
per C.P.C.B. Norms
Actual Design
and
Provisions
4. No. of days required to complete
one composting operation cycle
45days/60 days 45 days
5. Land required for compost plant
Construction of compost yard as
under (with arrangement of
leachate collection and surface
runoff and its pumping to holding
lagoon and laying of pipe net
work for automatic spraying of
spentwash)
I) Compaction of soil
II) 5 cm sand cushion (top)
III) 250 micron HDPE sheet
IV) 5cm sand cushion (bottom)
V) PCC top
In case the coefficient of
permeability is less than 10-8
cm/sec (as in black cotton soil),
30 cm depth of impervious soil,
compacted with 30 cm depth of
murum at the top may also be
used.
850 MT/acre/cycle 850
MT/acre/cycle
6. Maximum allowable cycle/annum 1) Five cycles in
case of 45 days
composting
period
2) Four Cycles in
case of 60 days
composting
period
Five Cycles
7. Pressmud storage on compost site
during monsoon season after
taking due care for protection by
using HDPE sheets etc.
Equivalent to one
cycle
NIL
8. Land required for storage of
ready compost.
It should be raised
12 inch above
ground level and
quantity equivalent
to 33% of the total
Compliance as
per required
norms would
be done

Chapter VII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
7-11
# Description Requirement as
per C.P.C.B. Norms
Actual Design
and
Provisions
compost should be
stored
9. Compost quality specification Moisture: < 35%
Organic Carbon:20-
25%
C:N ratio : <17:1
Nitrogen: 1.5-2%
Phosphorous:1.5-
2%
Potassium: 2-3.5%
Total Volatile
Solids: 50-60% on
dry wt. basis
Compliance as
per required
norms would
be done
7.3.3.2 Spent Lees Treatment Unit (Polishing Unit)
The proposed system is designed for treatment of spent lees and other
minor effluent of proposed distillery. The treated water will be recycled to the
distillery cooling tower as make-up water thereby reducing the requirement of
fresh water as well as solving the wastewater disposal to some extent. The
system is based on following principle operations.
i) Cooling & Neutralization
ii) Recycle of treated streams back to Cooling tower make up
A) Description of Unit Operation and Process
i) Equalization Tank
Spent lees (30m3/day) from the distillation will be collected in a
equalization tank, where the stream will get mixed with other minor
effluents (cleaning, CT blowdown, etc)
iii) Effluent Cooler
Hot effluent from the equalization tank will be pumped using priming
pump via plate heat exchanger, where it will be cooled to ambient
temperature before entering to neutralization tank.
iii) pH Correction

Chapter VII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
7-12
The cooled effluent will be then sent to a static mixer, where it will
neutralized using caustic solution. Caustic solution will be dosed using a
dosing system consisting of dosing tank and dosing pumps. Dosing will be
controlled by, using pH sensor installed on downstream of the static
mixer.
Neutralized effluent then sent to aeration tank provided to reduce BOD &
COD.
iv) Aeration Tank
The neutralized effluent will be treated in aeration tank to reduce BOD &
COD and to increase the dissolved oxygen.
v) Clarifier Treated effluent from aeration tank sent to the clarifier for removal of
suspended particle. The separated sludge will be utilized in composting
process.
vi) Holding Tank The clear treated water coming from clarifier will be stored in holding tank.
vii) Filter Media
Clear effluent from holding tank will be filtered through Sand filters or Activated
Carbon Filter (ACF) to minimize odour and suspended solids.
viii) Water Softener
The treated water from filtration unit will be passed through water softener, to
reduce the TDS. Thus, the clear treated water will be recycled to distillery
cooling tower as makeup water.
Table 7.3: Characteristics of Untreated & Treated Composite effluent
Sr.
No.
Parameters Composite Effluent
Untreated Treated
1. Quantity 185 m3/day 185 m3/day
2. Temperature 650C ambient
3. Chemical Oxygen Demand (COD) 2500 – 2700 mg/Lit < 250 mg/L
4. Biochemical Oxygen Demand 1200 - 1400 mg/lit. < 30 mg/L

Chapter VII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
7-13
(BOD)
5. Total Dissolved Solids (TDS) 400 – 500 mg/lit. 5 mg/L
6. pH 6.2 – 6.5 6.9 – 7.2
7.3.3.3 Important aspect a. Spentwash: Its transportation to the treatment site by laying suitable and
protected pipeline of HDPE or similar material
b. Electricity: Provision of diesel/electricity required for carrying the
mixing turning aeration machine is must at the composting site. Three
phase, 440 V electricity cable is to be provided and laid down by factory
to the inlet of isolation switch of MCC
c. Compost: Arrangement for transports of compost from composting site
(compost pit/ windrows) will be performed by the sugar factory
d. Press-mud, boiler ash and sludge as a filler material in required quantity
and proportion will be made available by the sugar factory and it will be
transported by them up to the composting site
e. Other Infrastructure: Tree plantation (As a greenbelt development) will
be done by the sugar factory
f. Water required for plantation / drinking etc. will be made available by the
sugar factory
Precautionary Measures Cooling ponds shall be constructed of masonary/brick work with
impervious one using PVC lining duly finished and sulphate resistant
cement shall be used. Since the spent wash is highly acidic in nature, the
corrosive resistant epoxy coatings shall be made.
Storage tanks of 30 days and five days capacity shall be constructed by
providing and laying leak-proof tar-felt coating and waterproofing
primer for joints
Surface windrows should be constructed as described earlier
Bore well towards the downstream of the compost site to check the
ground water quality regularly
Provision to cover the windrows with HDPE sheets, in case of rains

Chapter VII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
7-14
Provision of lined garland drains around the surface compost pits to
collect run-off.
7.3.3.4 Operation and Maintenance of Other Pollution Control System
All the pollution control system such as, Bio-methanation, air pollution
control (APC) equipment and any other system provided by the industry
should be operated and maintained strictly as per the operational
manual. The record related to this should be maintained and kept ready
for inspection.
The preventive maintenance of all the plant and machinery including
civil/mechanical structure shall be carried out as per the prescribed
scheduled.
Housekeeping in and around plant/pollution control system should be
maintained properly.
7.3.4 LAND ENVIRONMENT As discussed in previous chapters, the major threat to land environment is
due to percolation of spentwash / untreated effluent into the soil or disposal of
the same by land application etc. Change in land topography due to installation of
various distillery units is another permanent impact.
Zero Liquid Discharge (ZLD) is aimed for the proposed project and
the scheme recommended for storage, disposal of spentwash and
other effluent will comply CREP guidelines; hence these measures
will help to reduce the land pollution due to spent wash and effluent
Generally, solid & hazardous waste becomes a cause of concern for
land environment; however, in proposed case the solid waste such as
sludge generated from polishing unit, fermentation, bio-digestion
activity is degradable, hence it will be mixed with bio-compost,
Greenbelt development could help in improving aesthetics of the site
Bio-compost could help in improving soil fertility
Recycling of potash could be achieved through mixing of bagasse ash
in bio-compost
7.4 GREENBELT DEVELOPMENT

Chapter VII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
7-15
Development of greenbelt in and around an industrial complex is an effective
way to attenuate air pollution. The degree of pollution attenuation is depends
upon height, width, foliage, surface area of leaf and density of species, etc.
The Major objectives of the proposed green belt development will be –
Mitigate impact due to fugitive emissions
Create an aesthetic environment
Enhance the bio-diversity of the vicinity
Help to restore the ground water table
Prevent soil erosion and surface run-off
While planning and designing greenbelt, its various functions will be considered:
They are-
Spatio-visual separation of larger parts of the premises
Entrance and roadside greenery helps in separating the main industrial
structures
Provision of greenery along all interior pedestrian network
Provision of (smaller) resting areas for the workforce during breaks (park
benches, etc,)
Provision of reserve sites eventually becoming necessary at a later
development stage.
Selection of plant species will be based on their following characteristics Fast growing
Thick canopy cover
Perennial and ever green
Large leaf area
Preferably Indigenous
Resistant to pollutants and should maintain ecological balance for soil and
geo-hydrological conditions of the region.
Trees
interspacing
tree
density per
100m2
Size/type Location
3 x 3m 25 Shrubs, small and
medium trees
Boundary of sugar and
cogeneration,
Garden/landscape areas
5 x 5m 09 medium to large size
trees
Boundary of plot area –

Chapter VII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
7-16
20-25m 04-05 Large size trees Road side large size
trees
Since, the greenery development will be done as per the requirement i.e. type of
activity performed at a particular area/block/plot, thus the tree spacing will vary
from plot to plot. Therefore, >4,500 plants (including shrubs and trees) are
proposed for the greenbelt development.
Table 7.4: List of Species Recommended For Greenbelt Development * T=Tall, M=Medium, S=Size
S
No.
Name Size* Climatic
condition
(Rainfall)
Feature/remark
27. Acacia nilotica sub
species indica and
tomentosa
T 250-500 mm Dust tolerant, very
common in the region
28. Acacia leucophloea T 500-1000
mm
Tolerant to air pollution,
very common in the
region
29. Aegal marmalose M/T 500-1000
mm
Tolerant to air pollution,
common in the region
30. Albizia saman M 500-1000
mm
Tolerant of CO2
31. Anona squamosa T 250-500 mm Fly ash tolerant
32. Anthocephalus kadamba T 500-1000
mm
Dust tolerant
33. Azadiracta indica T 500-1000
mm
Fly ash tolerant
,Tolerant of alkaline and
Saline soil, common in
the area
34. Bauhinia purpurea T 500-1000
mm
Dust tolerant, cultivated
near residential areas
35. Bauhinia variegata T/M 500-1000mm Soluble sodium 1.0 to
2.0
36. Butea monosperma T 500-1000
mm
-
37. Cassia fistula M 500-1000
mm
pH 7.5 to 8.4, cultivated
near residential areas
38. Cassia siamea M/T 500-1000
mm
Soluble sodium 1.0 to
2.0, cultivated near
residential areas

Chapter VII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
7-17
S
No.
Name Size* Climatic
condition
(Rainfall)
Feature/remark
39. Casurina equisetifolia T 500-1000mm Tolerant of sandy soil
40. Cordia spp. M 500-1000mm Dust tolerant
41. Delonix regia T 250-500 mm Fly ash tolerant
42. Emblica officinalis M 500-1000
mm
-
43. Erythrina indica T 500-1000
mm
Tolerant of CO2
44. Eucalyptus species T 500-1000
mm
Tolerant of sandy soil,
SO2
45. Ficus benghalensis T 500-1000
mm
Fluoride tolerant,
common
46. Ficus glomerata T 500-1000
mm
Tolerant of CO2 common
47. Ficus religiosa T 500-1000
mm
Tolerant of CO2 common
48. Nerium odoratum S 500-1000
mm
Tolerant of SO2 common
49. Tamarindus indica T 250-500 mm Tolerant of acidic soil
50. Terminalia arjuna T 500-1000mm Tolerant of
alkaline/Saline soil
51. Derris indica M/T 500-1000mm Tolerant to air pollution,
common in the region
52. Dalbargia sissoo Tolerant to air pollution,
common in the region

Chapter VII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
7-18
Table 7.5: Flowering and foliage shrubs recommended for greenbelt
7.5 RAIN WATER HARVESTING
Rain water is one of the purest sources of water for improving the water table
and water quality in the sub-soil. Rain water which is otherwise wasted has to be
recharged in to the soil. This can be adopted either using traditional way or by
modern technologies. The various types of rain harvesting schemes are, diverting
rain water collection through proper channels to the nearest pond or open wells
and run off from built in areas mainly roofs are diverted to storm water drains,
which is again taken to the nearest lake / pond.
The other method of rain water harvesting is ground water recharging. In this
option the recharging structures should be prepared in scientific way.
Recharging pits of size approx. 2x2 m and 3m depth need to be constructed and
filled with pebbles/rubbles of sizes more than 2”. At the center of this structure
6” or 8” pipe is driven to the depth of approx.10m, with perforation of 1or2”.
Such structures can be built at pre-defined places (minimum 4 or 5 places,
depending up on the site situation) so that maximum quantity of rain water
within the premises of sugar factory can be collected. The water diverted
through channels, from roof tops and other means can be collected in this
recharge structure, which will definitely improve the water table as well as
quality of the water and feed water to the plant during drought season.
# Flowering plant (Shrubs) # Foliage plant (Shrubs/Under tree)
1 Hibiscus 1 Duranta species
2 Shankasur (Ceasalpinia spp.) 2 Dracena 3 Ixora 3 Euphorbia pulcherima
4 Tagar 4 Muscanda
5 Cassia biflora 5 Maranta bicolor 6 Powder puff 6 Agave
7 Nerium 7 Palm spp. 8 Alamanda 8 Croton
9 Chitrak (Plumbago) 10 Hemalia petans
11 Vinca rosea
12 Ratrani 13 Gardenia
14 Canna 16 Chrysanthemum

Chapter VII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
7-19
The industry has planned to implement the rainwater-harvesting project. It will
appoint a special consultant, under his guidance the project will be designed and
implemented.
7.6 SAFETY, OCCUPATIONAL HEALTH MANAGEMENT
In this project, aspects of Safety and Occupational Health are given with the
due consideration, over and above applicable legislations such as Factories Act
1948. Extra attention is paid to provide measures for ensuring safety and health
of workers as well as integrity of the unit.
Following applicable national or international standards shall be followed
Use of flameproof electrics
Suitable operating procedures shall be adhered to ensure all Safety, Health
and Environment
Provision of safety gears to workers
Workers working in high noise/ high risk areas must be rotated to other
areas
Smoking and other igniting activities should be strictly prohibited in the
distillery, biogas as well as bio-compost area
In exceptional case, when biogas couldn’t be consumed as a fuel in the boiler
then as a safety measure a flare unit shall be installed
The plant and buildings meet the corresponding provisions of statutes
regarding inter-distances, exits, ventilation, illumination, etc. Fire fighting
arrangements shall be provided as per the required statutes as well as
corresponding standards
Plan of evaluation of health of workers
By pre designed format during pre placement and periodical
examinations.
Proper schedule will be devised and followed with help of occupational
health experts and doctors.
Health effects of metals used and health hazard plans based on monthly
correlation of these metal related diseases and people affected.
Schedule of medical check-up during operational phase
Comprehensive Pre-employment medical checkup for all employees

Chapter VII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
7-20
General check up of all employees once every year
Medical examination of employees after retirement is recommended for a
period of 5 years
Local hospitals and Govt. health monitoring system will be engaged
Dispensary and ESI facility will be provided to all workers as applicable
All safety gears will be provided to workers and care will be taken by EMC
that these are used properly by them. All safety norms will be followed
7.7 EMP FOR SOCIAL ENVIRONMENT
While offering the employment local candidates will be preferred, unless suitable
candidate is not available locally. The indirect employment opportunities will be
plenty and again it will support to the local economy. The industry will be using
infrastructure and resources with social responsibility and it will try to maintain
the same. The sugar factory has already taken several initiatives for the social
development of the region. It will continue its activities in the areas of health,
education, culture, and in addition it will take activities related to women and
child welfare. The industry shall ensure that farmers, workers and all the society
in general get benefit by the project.
7.8 ENVIRONMENT MONITORING PROGRAMME
In order to maintain the environmental quality within the standards, regular
monitoring network to maintain, environmental quality will be implemented.
The sugar factory is already having a monitoring program for various attributes
and also has a full-fledged laboratory and technical manpower for the pollution
matters. The same can be extended to the distillery and ETP since the distillery
is proposed to be within the sugar factory complex. The existing laboratory
needs to be upgraded so as to serve the proposed project requirement.
7.8.1 Environment Management Cell
It is recommended to constitute, a separate Environment Management Cell by
including following personnel of existing staff. It should be established to
monitor and control the environmental quality in and around the industrial
complex. Members of the Cell should be well qualified and experienced in the
concerned field.
Table 7.6: Human Resource for Environment Management Cell

Chapter VII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
7-21
General Manager/Production Manager One
Bio-compost/ETP I/c. One
Laboratory Chemist One
Environmental Chemist /biodigester
supervisor
One
Safety Officer One
Supporting Staff Two to five
7.8.2 WATER ENVIRONMENT
Water samples from bore well/s located towards downstream of
compost yard should be collected and analysed periodically
The characteristics of biomethanated spentwash, should be collected
and analysed periodically
Water Cess should be submitted to Pollution Control Board as per the
schedule
Environment Statement Reports also to be filed as per the schedule
prescribed by Pollution Control Board
Some of the routine tests of wastewater such as pH, solids, temperature, etc.
could be carried out in the laboratory of sugar factory. However, for additional
tests of water, wastewater, soil, air etc. services of reputed laboratories approved
by Ministry of Environment and Forest (MoEF), New Delhi - under EPA 1986,
could be hired.
Table 7.7: Analysis of environmental parameters and its reporting
schedule
Sr. No. Particulars Parameter Frequency#
1 Stack Emissions SPM, SO2, NOx Monthly
2 Ambient Air Quality SPM (PM10), RSPM (PM2.5), SO2,
NOx
Monthly
3 inlet and outlet of
polishing unit
pH, BOD, COD, SS, TDS, Oil &
Grease etc.
Monthly
4 Bore well /ground pH, COD, BOD, Total solids, Quarterly

Chapter VII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
7-22
water sample
nearer to compost
yard
Chlorides, Sulphate, Phosphates,
and Calcium.
/monthly
5 Noise monitoring Noise Levels measurement at high
noise generating places as well as
sensitive receptors in the vicinity
Monthly
6 Analysis of ready
bio-compost
Moisture, Organic Carbon, and C:N
ratio, Nitrogen, Phosphorous,
Potassium, etc.
Each batch
of compost
7 Occupational health health and fitness checkup of
employees get exposed to various
hazards
All other staff (except above)
Quarterly
Twice a
year
# if consent conditions are different than recommended frequency then
follow the consent conditions
Periodical Analysis of raw and biomethanated spent wash
Table 7.8: Suggested schedule for maintenance of wastewater treatment
unit
# Part See (*) Frequency
1 Bearings See temperature Daily
Change grease bi-monthly
2 Gland Change packing bi-monthly/as
required
3 Indicators Pressure gauge, vacuum
gauge calibration of
tri-monthly
4 All type valves Change packing six-monthly
5 Impellor Check all blades, sleeves,
bearing, impel nut check
Yearly, change if
required
6 Electric motor Open side doors, blow dust,
check air gap
Monthly
7 Motor winding Blow off dust, test bi- Yearly

Chapter VII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
7-23
insulation
8 All hand carts,
wheel barrows
Grease wheels Monthly
Change rubber tyres six-monthly if reqd
9 Gear box Oil level Check every week,
replenish tri-monthly
10 Scraper shoe Tighten nut bolts, change
broken-bent members,
change leather-rubber
shoes
tri-monthly
11 Central turn table See oil level Weekly
Check chain of sprocket,
steel balls, gear
Yearly
12 Aerator See oil and grease Weekly
Painting-coating blades Yearly
(*)As applicable to the unit
7.8.3 Flow Measurement
Water required for distillery process, boiler, cooling, cleaning and
domestic purpose needs to be measured by installing flow meter at source.
Quantity of spent wash generated is also need to be measured with the help of V-
notch or flow meter.
Table 7.9: Format for Water Consumption Reporting Schedule
# Particulars m3/hr m3/D m3/A
1. Dilution of Molasses
2. Distillation process, dilution for ENA
3. Cooling tower (CT) make-up for distillery
4. CT make-up for cooling spentwash for biogas plant
5. Boiler make-up
6. Floor washings sterilize
7. Sanitary Requirement
8. Domestic Use for Colony
Total

Chapter VII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
7-24
9. Water consumption per KL of alcohol production
10. Power consumption for water lifting, KWH
11. Expenses for
Electricity (Rs.)
Water Cess (Rs.)
Water Bills (Rs.)
12. Total Expenses (Rs.)
13. Expenses on water per liter of alcohol
Table 7.10: Estimated Capital & Recurring Expenses for Environmental
Management Program
Sr. No. Particulars Amount (Rs. in Lakhs)
11. Spent wash cooling and holding tank 85.00
12. Compost yard with PCC top finish 175.00
13. Leachate management system 15.00
14. Laboratory shed and its glassware, equipments, etc. 15.00
15. Polishing units for condensate treatment 100.00
16. Biomethanation Unit 360.00
17. Biocomposting machinery, pipeline and other 70.00
18. Fire fighting equipments and other 25.00
19. Tree plantation and bore well for composting 8.00
20. Wet Scrubber 110.00
TOTAL 963.00
Recurring Expenses/annum 6. Salaries and wages 09.00
7. Operation and maintenance of all pollution control
devices, motors, pumps, pipelines, etc.
3.50
8. Fuel (composting activity) and Electricity (in case of
diesel generator operation)
1.50
9. Contingency and miscellaneous 1.0
TOTAL 15.00

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-1
CHAPTER VIII
RISK ASSESSMENT AND MANAGEMENT
8.1 INTRODUCTION
Risk associated with the use of hazardous chemicals can be assessed and managed in
terms of their effect on human health, environmental health, and business operations, in
general. When discussing a particular chemical substance, each of these categories
should be examined to ensure a comprehensive understanding of a total risk and to
provide the basis for an acceptable risk management programme.
The uses of simple presence in a chemical commodity in the work place or the
environment in general, present some level of risk. Assessing the nature or severity of
this risk is dependent upon a number of factors, all of which focus on one common
element: exposure. In assessing a risk a questions of exposures must consistently be
asked. Are personnel being exposed? Is there an exposure to the environment? What is
the risk to continue success in business operations if there is an exposure to personnel
and/or the environment? Therefore, risk assessment, which is the basis for risk
management, is partially contingent upon an understanding of term ‘Exposure’.
However, an exposure to chemical doesn’t always mean that the results will be
detrimental. If such exposure occurs (i.e. those with no detrimental or adverse effect to
human health, the environment or business operation) then additional question must
be asked – what is the nature of the risk associated with such exposure? Are these
exposures hazardous or toxic? Hence, it is not always enough to have experienced an
exposure to a chemical to accurately assess the risk posed by such. One must determine
(assess) if the exposure was also hazardous before the level or nature of risk can be
properly identified. In other words, the specific hazardous of an exposure that present
risk to a person and/ or the environment must be examined. It becomes clear that the
risk assessor or risk manager must understand the principals of hazard, exposure, and
risk.

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-2
8.2 THE RISK EQUATION
Risk is the probability that the hazard will occur (i.e. that an adverse effect or/event will
result from a given set of exposure condition). Since the risk is typically expressed as a
mathematical probability, the range of risk can be stated as zero (having no possibility
of adverse effect or event). One (having a certainty that an adverse effect or event will
result) having established this, it is important to note that risk is the mathematical
product of hazard and exposure. This relationship can, be expressed in the following
simple formula.
Risk = Hazard x Exposure
Simple Math’s tells us that, multiplying any number by zero forces a product of zero.
Therefore, the above equation means that an extremely hazardous substance can be
present with little risk of adverse effect if it is handled with safe and proper conditions
(i.e. when the exposure component of the risk equation is driven towards zero).
Similarly, risk can be reduced towards zero by driving the hazard component of the
equation towards zero (e.g. changing the process design, substituting less hazardous
commodity, using a lesser amount of a chemical, etc.), even if there is still a high
probability of exposure. Of course, the ultimate risk management solution would be
driving both the exposure and the hazard components of the equation to as low
probability as possible. Such measures would virtually guarantee a low or no risk
scenario; however, in the real world of everybody, operations, it is not always practical,
feasible, or possible to reduce the elements of risk to zero level or probability. For this
reason, risk assessment and risk management have become extremely vital element to
successful business operations in recent years. More importantly, the proper
assessment and management of risks, which may be pose by the use, transport, storage,
or disposal of hazardous chemical can be laterally save lives, prevent illness and injury
and preserve the precious environmental resources.
8.3 Hazard Identification
8.3.1 Mechanical Hazard
It mainly involves properties of machine parts or work pieces, such as:
a. Shape: It may cause injury to workman
b. Relative location: Confined location during repairs & maintenance

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-3
c. Mass and stability: May cause physical Injury
d. Inadequacy of mechanical strength
e. Accumulation of energy inside the equipment: steam/ air /water pressure cause injury
to workman
f. During commissioning, Operation and Maintenance of plant Crushing hazard, shearing
hazard, Cutting or severing hazard, Friction or abrasion hazard and High pressure fluid
injection or ejection hazard can not ruled out
8.3.2 Electrical Hazard
Probable incidences for electrical hazards, could be
a. Contact of persons with live parts (direct contact),
b. Contact of persons with parts which have become live under faulty conditions
(indirect contact),
c. Approach to live parts under high voltage,
d. Electrostatic phenomena,
e. Thermal radiation or other phenomena such as the projection of any particles and
chemical;
f. Effect of short circuits, overloads, etc identified during construction, production and
maintenance
8.3.3 Thermal Hazard
Probable causes of thermal hazards could be -
a. Burns, scalds and other injuries by a possible contact of persons with objects or
materials with an extreme high or low temperature, by flames or explosions and also
by radiation of heat sources
b. Damage to health by hot or cold working environment
c. Thermodynamic Hazard such as over/under pressure, over/under-temperature need
to be avoided by providing system management
8.3.4 Hazard generated by noise
In the proposed project probable source of noise are – boiler, motors and pumps,
etc. Usually prolong exposure to high noise level, results into
1. hearing loss (deafness), other physiological disorder (e.g., loss of balance, loss of
awareness)
2. Interference with speech communication, acoustic signals, etc.
8.3.5 Hazard generated by Vibration
In the proposed project the hazard due to vibrations could be due to -

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-4
1. Use of hand-held machines resulting in a variety of neurological and vascular disorders
2. Whole body vibration, particularly when combined with poor postures
8.3.6 Hazards generated by materials/substances
1. Hazards from contact with or inhalation of harmful fluids such as: Anti rusting
chemicals, Cleaning agents/acids/organic solvents gases, Superheated steam through
leaks, bagasse dust, etc.
2. Fire hazard — dry bagasse, alcohol and molasses storage area, furnace
3. Biological or microbiological (viral or bacterial) hazards:-Workplace exposure to dusts
from the processing of bagasse can cause the chronic lung condition pulmonary fibrosis.
8.3.7 Preliminary Hazard Analysis (PHA)
Preliminary hazard analysis (PHA) is a semi-quantitative analysis that is performed to
identify all potential hazards and accidental events that may lead to an accident, rank
the identified accidental events according to their severity, and identify required hazard
controls and follow-up actions. This tool analysis is based on applying prior experience
or knowledge of hazard to identify future hazards, hazardous situation. This can be used
for product, process and facility design. This can be used in early development of a
project where there is little information in detail is available.
8.4 Probable Risk Factors
Following scenarios feel under Maximum Credible Accident Scenario
• Fire in fuel yard (bagasse yard) or storage yard (molasses and alcohol storage
tanks)
• Fire due to short circuits
• Injury to body and body parts (mechanical)
8.4.1 Fire: This is the most common accident known to occur in any plant, while
storing and handling fuel. Since such incident takes sufficient time to get widespread,
enough response time gets available for plant personnel to get away to safer distance.
An elaborate fire hydrant network and fire fighting system comprising of trained crew
and facilities will mitigate the risk of such incidents. In addition, as per requirement fire
alarm system and smoke detectors will be installed.
Table 8.1: NFPA (NATIONAL FIRE PROTECTION ASSOCIATION) RATING
Chemical NFPA Ratings
Health Hazard Fire Reactivity

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-5
Ethanol 0 3 0
NFPA Classifications
Health Hazard Definition
4 Materials which on very short exposure could cause death or major
residual injury even though prompt medical treatment were given
3 Materials which on short exposure could cause serious temporary or
residual injury even though prompt medical treatment were given
2 Materials which on intense or continued exposure could cause
temporary incapacitation or possible residual injury unless prompt
medical treatment is given
1 Materials which on exposure would cause irritation but only minor
residual injury even if no treatment is given
0 Materials which on exposure under fire conditions would offer no
hazard beyond that of ordinary combustible material
Flammability Definition
4 Materials which will rapidly or completely vaporise at atmospheric
pressure and normal ambient temperature, or which are readily
dispersed in air and which will burn readily
3 Liquids and solids that can be ignited under almost all ambient
temperature conditions.
2 Materials that must be moderately heated or exposed to relatively
high ambient temperatures before ignition can occur
1 Materials that must be preheated before ignition can occur
0 Materials that will not burn
Reactivity Definition
4 Materials which in themselves are readily capable of detonation or of
explosive decomposition or reaction at normal temperatures and
pressures
3 Materials which in themselves are capable of detonation or explosive
reaction bur require a strong initiating source or which must be
heated under confinement before initiation or which must be heated

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-6
under confinement before initiation or which react explosively with
water.
2 Materials which in themselves are normally unstable and readily
undergo violent chemical change but do not detonate. Also materials
which may react violently with water or which may form potentially
explosive mixtures with water
1 Materials which in themselves are normally stable, but which can
become unstable at elevated temperatures and pressures or which
may react with water with some release of energy but not violently
0 Materials which in themselves are normally stable, even under fire
exposure conditions, and which are not reactive with water
MITIGATION MEASURES FOR FIRE HAZARDS
A. Storage
Alcohol (RS, ENA or AA) and molasses will be stored in leak-proof MS tanks, gauges
of MOC will be strictly as per IS or relevant standards;
Storage area will be well ventilated with adequate spacing between units
Provision of alcohol vapor condensation system
Strictly declare as ‘No Smoking Zone’ and prohibiting use of any ignitable material
(e.g. even cell phones, etc.)
Use Electrical fittings of good quality that comply national or international
standards
B. Provisions of Fire fighting System will be as follows
a. Guidelines of OISD-STD-117 will be implemented
b. The fixed water spray system will be provided on all tanks, fire water flow rate will
be calculated at a rate of 20.4 lpm/m2 as per OISD-STD-117
c. Fire water system will be designed for a minimum residual pressure of 7 kg/cm2(g)
at hydraulically remotest point in the installation considering single largest risk
scenario
d. Water for the fire fighting will be stored in easily accessible surface or underground
tanks of RCC/steel with minimum four hours aggregate rated capacity of pumps.
There will be one or two standby diesel engine driven pumps of the same type,

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-7
capacity & head as the main pumps will be provided; Jackey pump (one in number -
AC motor driven) for maintaining pressure
e. Hydrant system covering the entire plant including all important auxiliaries and
buildings is proposed. The system will be complete with piping, valves
instrumentation, hoses, nozzles and hydrants, valves etc.
f. High velocity water spray system near storage tanks
g. Portable extinguisher such as pressurized water type, carbon dioxide type
and foam type will be located at strategic locations throughout the plant
h. The diesel engines will be quick starting type with the help of push buttons
located on or near the pumps or located at a remote location.
i. Portable foam and/or water-cum-foam monitors will be provided for
suppression of pool fire in tank farm area.
j. Fire water pumps & storage will be located at 30 m (minimum) away from
equipment or where hydrocarbons are handled or stored.
k. Fire water pumps will be exclusively used for firefighting purpose only
l. Fire water mains, hydrant & monitor stand posts, risers of water spray system will
be painted with “Fire Red” paint as per IS: 5.
m. Hose boxes, water monitors and hydrant outlets will be painted with “Luminous
Yellow” paint as per IS: 5
n. Electric audible fire siren will be to the farthest distance in the installation and also
in the surrounding area up to 1 km from the periphery of the installation which wills
different sound with respect to shift alarm with continuous power supply
o. Communication system like Telephone, Public Address System, etc. should be
provided in non-hazardous areas of the installation
C. Boiler Operations
1. Provision of adequate sets of Personnel protective equipment's
2. Pilot lights will be provided on electrical panel boards
3. Provision of hand operable fire fighting cylinders at strategic locations
D. Fire Fighting Strategy
1. In case of small fire the fire can be extinguished with the help of DCP followed by
water to prevent re-ignition.

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-8
2. If it is a major fire, cordon the area and restrict entry of any unauthorized
personnel
3. Keep a safe distance if there is any possibility of explosion
4. In the event of any threat to the neighbouring residents, besides alerting those on
the incident ensure that necessary precautions have been taken by them with the
help of Civil Administration Authorities.
5. Mutual aid to be activated and district authorities shall be contacted for
activating off site emergency preparedness.
6. Proper safety equipment should be used & back up of fire fighting/rescuing team
to be provided.
7. Keep constant vigil on that particular spot and as well as on the neighbouring
area.
8. Avoid directing heavy streams of water on the roof to avoid water stagnation.
9. Follow the instruction of Man-In-Charge during the entire fire fighting exercise.
10. Cooling water streams should be applied to the top of tank (excluding floating
roof tank) so that the run-off down the sides of the tank will reduce the heat
input to the tank.
11. Water must be applied on tank appurtenances, un-insulated supports and any
porting of the tank shell above the liquid level where there is direct flame contact.
12. If the flames from vents are discharging onto the top of the shell of the tank,
water must be directed on that area to keep it cool.
13. Cooling of tanks usually in needless unless there is direct flame contact or
sufficient radiant heat to scorch the paint.
14. As a rule, ground fires around the tanks must be controlled or extinguished
before attempting to extinguish the fire in the tank.
Mechanical injury to body parts
In an industry there are several places where workers are likely to be involved with accidents
resulting in injury to body parts. The places are workshop, during mechanical repair work in
different units, during construction work, road accidents due to vehicular movement, etc
Workers exposed to mechanical accident-prone areas will be given personal protective
equipment. The non-respiratory PPE includes tight rubber goggles, safety helmets,
welders hand shields and welding helmets, plastic face shields, ear plugs, ear muffs,
rubber aprons, rubber gloves, shoes with non-skid soles, gum boots, safety shoe with
toe protection.

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-9
All safety and health codes prescribed by the BIS will be implemented. Fire hydrants
will be located at all convenient and strategic points along the major drains and checked
for water availability on regular basis. Fire extinguishing equipment, sand buckets,
water sprinklers, and water hoses will be provided at all convenient point. Fire, heat,
smoke, and hydrocarbon detection alarms will be installed.
8.5 Qualitative Risk Assessment
Table8.2: Probability of occurrence of hazard Probability No Causes/ Incident
1 Very unlikely Once per 1000 years or more seldom
2 Remote Once per 100 years
3 Occasional Once per 10 years
4 Probable Once per year
5 Frequent Once per month or more often
Table 8.3: Severity - Impact Intensity 1 Minor-Failure results in minor system damage but does not cause injury to
personnel, allow any kind of exposure to operational or service personnel or
allow any release of chemicals into the environment
2 Major-Failure results in a low level of exposure to personnel, or activates facility
alarm system.
3 Critical --Failure results in minor injury to personnel, personnel exposure to
harmful chemicals or radiation, fire or release of chemical to the environment
4 Catastrophic Failure results in major injury or death of personnel

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-10
Sr. No Hazard Probability Severity Mitigation Measure
Mechanical Hazard 1. Physical injury
to hand/legs during process
Frequent Once per month or more often
Minor
Use PPE/PPA
2. Boiler Explosion
Remote
Catastrophic
Layers of Protection area(LOPA)
3. Fingers nipping in between moving part. E g Belt
Probable Once per year
Major
Fixed /Movable Guards at probable sites
4. Steam pipe leakages
Frequent Once per month or more often
Major
Proactive Maintenance/PPE
5. Working on height Impact /falling down
Probable Once per year
Critical Work permit system Life belts/Helmet
6. Water feeder pump failure
Occasional Once per 10 years
Critical Alarming/communication arrangements
Electrical Hazard 7. Contact of
persons with parts which have
Occasional Once per 10 years
Major PPE/PPA/Permits

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-11
Sr. No Hazard Probability Severity Mitigation Measure
become live under faulty conditions (indirect contact)
8. Approach to live parts under high voltage
Occasional Once per 10 years
Catastrophic
Guards/ authorization Enter Restriction
9. Electrostatic phenomena
Remote Major Earthling, avoid Dust Explosion
10.
Thermal radiation or other Short circuits, overloads, etc.
Probable Once per year
Major PPE/Checking /Inspection
Thermal Hazard
11. Burns, scalds and other injuries by steam
Occasional Once per 10 years
Major Safe working distance/PPA/protective dress code
12.
Damage to health by hot working environment
Frequent Once per month or more often
Critical Minimum exposure Ventilation /Humidity control
Hazard generated by Noise
13. Belt movement. Pump/Motor Turbo generator
Frequent
Critical
Confinement of source Use Ear Muff/Plugs
Hazard generated by Vibration
14. Whole body vibration, during working on feeder platform
Remote Major Engineering solutions
*Severity - Minor, Major, Critical, Catastrophic
Table 8.4: Hazard Warning Information for Ethyl Alcohol
SECTION I
PRODUCT NAME Ethyl Alcohol,
SYNONYMS Anhydrous Ethyl Alcohol, Dehydrated Alcohol
CHEMICAL FAMILY Alcohol

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-12
MOLECULAR WEIGHT 46.07
FORMULA C2H5OH
Health
Fire Reactive
Other
Degree of Hazard
Colour Coding Other Codes
0 3 0 - 0 = Minimum
1 = Slight
2 = Moderate
3 = Serious
4 = severe
Health = Blue
Fire = Red
Reactivity = Yellow
Other = White
Ox = Oxidiser
Acid = Acid
Alk = Alkaline
COR = Corrosive
W = No use water
SECTION II – INGREDIENTS
COMPOSITION CAS RN. NOMINAL WT/WT%
PEL/TLV HAZARD
Ethyl Alcohol 64-17-5 100.0 1000 ppm Flammable/Nervous System Depressant
PEL = Personal Exposure Limit
TLV = Threshold Limit Value
SECTION III – HEALTH INFORMATION
INHALATION Exposure to over 1000 ppm may cause headache, drowsiness, and lassitude, loss of appetite, and inability to concentrate. Irritation of the throat.
INGESTION Can cause depression of central nervous system, nausea, vomiting, and diarrhea.
EYE CONTACT Liquid or vapor may cause irritation.
SKIN CONTACT May cause irritation and de-fatting of skin on prolonged contact
SECTION IV – OCCUPATIONAL EXPOSURE LIMITS
PEL (OSHA Permissible Exposure Limit): Mixture
See Section II
TLV (ACGIH Threshold Limit Value): Mixture
See Section II
SECTION V – EMERGENCY FIRST AID PROCEDURE

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-13
FOR OVEREXPOSURE BY
SWALLOWING
If victim is conscious and able to swallow, have victim
drink water or milk to dilute. Never give anything by
mouth if victim is unconscious or having convulsions.
CALL A PHYSICIAN OR CHEM-TREC (POISON
CONTROL) IMMEDIATELY. Induce vomiting only if
advised by physician (Poison Control)
INHALATION Immediately remove victim to fresh air. If victim has
stopped breathing, give artificial respiration, preferably
mouth-to-mouth. GET MEDICAL ATTENTION
IMMEDIATELY
CONTACT WITH
EYES OR SKIN
Immediately flush affected area with plenty of cool water.
Eyes should be flushed for at least 15 minutes. Remove
and wash contaminated clothing before reuse. GET
MEDICAL ATTENTION IMMEDIATELY
SECTION VI – PHYSICAL DATA
BOILING POINT 173° F (78 0C)
MELTING POINT -173° F (-114 0C)
VAPOR PRESSURE 44.6 mm Hg @ 68° F (20 0C)
SPECIFIC GRAVITY 0.7940 @ 60°/60° F
VAPOR DENSITY (AIR = 1)
1.59
SOLUBILITY IN WATER Complete in water, chloroform, acetone, ether, benzene and methanol
APPEARANCE AND COLOR
Clear and colorless, volatile liquid with a weak, vinous, alcohol odour and bitter taste. Odour threshold = 84 ppm
SECTION VII – FIRE AND EXPLOSIVE HAZARDS
FLASH POINT 56° F ASTM D-56 (Tag Closed Cup)
AUTO-IGNITION TEMPERATURE
685° F
FLAMMABLE LIMITS IN AIR, % BY VOLUME
LOWER: 3.3 UPPER: 19
NFPA (National Fire Protection Association)
HEALTH (0) FIRE (3) REACTIVITY (0)

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-14
RATING
FIRE FIGHTING PROCEDURES (Note: Individuals should perform only those fire-
fighting procedures for which they have been
trained.) Use dry chemical, “alcohol” foam, or carbon
dioxide; water may be ineffective, but water should
be used to keep fire-exposed containers cool. If a leak
or spill has not ignited, use water spray to disperse
the vapors and to protect men attempting to stop a
leak. Water spray may be used to flush spills away
from exposures and to dilute spills to nonflammable
mixtures.
Firefighters should wear self-contained breathing
apparatuses in the positive pressure mode with a
full-face piece when there is a possibility of exposure
to smoke, fumes, or hazardous decomposition
products.
SECTION VIII – REACTIVITY
STABILITY Generally stable.
HAZARDOUS POLYMERIZATION
Not likely.
CONDITIONS & MATERIALS TO AVOID
Contact with acetyl chloride and a wide range of
oxidizing agents may react violently.
SECTION IX – EMPLOYEE PROTECTION
CONTROL MEASURES Handle in the presence of adequate ventilation.
RESPIRATORY PROTECTION Where exposure is likely to exceed acceptable
criteria, use NIOSH/MSHA approved respiratory
protection equipment. Respirators should be selected
based on the form and concentration of contaminant
in air and in accordance with OSHA (29 CFR
1910.134).

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-15
PROTECTIVE CLOTHING Wear gloves and protective clothing, which are
impervious to the product for the duration of the
anticipated exposure if there is potential for
prolonged or repeated skin contact.
EYE PROTECTION Wear safety glasses meeting the specifications of
ANSI Standard Z87.1 where no contact with the eye is
anticipated. Chemical safety goggles meeting the
specifications of ANSI Standard Z87.1 should be worn
whenever there is the possibility of splashing or
other contact with the eyes.
SECTION X – ENVIRONMENTAL PROTECTION
ENVIRONMENTAL PRECAUTIONS
Avoid uncontrolled releases of this material.
Where spills are possible, a comprehensive spill
response plan should be developed and
implemented.
SPILL OR LEAK PROCEDURES Wear appropriate respiratory protection and
protective clothing as described in Section IX. Contain
spilled material. Transfer to secure containers.
Where necessary, collect using absorbent media. In
the event of an uncontrolled release of this material,
the user should determine if the release is reportable
under applicable laws and regulations.
WASTE DISPOSAL All recovered material should be packaged, labeled,
transported, and disposed off, or reclaimed in
conformance with applicable laws and regulations
and in conformance with good engineering practices.
SECTION XI HANDLING AND STORAGE

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-16
Precautions
Keep locked up. Keep away from heat. Keep away from sources of ignition. Ground all
equipment containing material. Do not ingest. Do not breathe gas/fumes/ vapor/spray.
Wear suitable protective clothing. In case of insufficient ventilation, wear suitable
respiratory equipment. If ingested, seek medical advice immediately and show the
container or the label. Avoid contact with skin and eyes. Keep away from incompatibles
such as oxidizing agents, acids, alkalis, and moisture.
Storage
Store in a segregated and approved area. Keep container in a cool, well-ventilated area.
Keep container tightly closed and sealed until ready for use. Avoid all possible sources
of ignition (spark or flame). Do not store above 23°C (73.4°F).
8.6 RISK ASSESSMENT HEALTH
8.6.1 General Assessment
The toxicity of ethyl alcohol is much lower in comparison to methanol or propanol.
Ethyl alcohol is primarily toxic to humans by ingestion. While inhalation of its vapors
can produce some toxic effects, its ability to enhance the effects of other chemicals
poses a greater health risk for inhalation. Skin contact can cause topical damage and
absorption is, therefore, not likely. It should be noted that most manufacturers of ethyl
alcohol for use in industrial applications would normally mix it with a denaturant (a
substance added to make it un desirable to drink). These include gasoline, acetone,
formaldehyde, or methyl alcohol. Therefore, industrial exposures resulting from
ingestion are very unlikely.
Inhalation can cause irritation of the eyes, nose, throat, upper respiratory tract, and
associated mucosa. There may be headache, nervousness, tremors, dizziness, tearing,
fatigue, nausea, somnolence, and narcosis with stupor and loss of consciousness. There
are no reports of cirrhosis occurring as a result of inhalation exposures. However,
chronic exposure to ethyl alcohol vapors caused brain damage in mice. Vapor exposure
can also increase the toxic effects of other chemicals being inhaled. Also, the toxicity of
ethyl alcohol is enhanced with the presence of compounds such as barbiturates, carbon
monoxide, and methyl mercury.

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-17
Liquid contact with the eyes causes immediate burning and stinging with lachrymator
and reflex closure of the lids. There may be injury to the corn epithelium and possible
hyperemia (excessive blood) the conjunctiva. Skin contact results in drying cracking,
which can lead to secondary infections dermatitis.
Ingestion of ethyl alcohol is not likely to occur in the industrial environment. However,
if it does, symptoms can include sleep disorders, hallucinations, distorted perceptions,
ataxia, motor function changes, convulsions and tremors, coma, headaches, pulmonary
changes, alteration of gastric secretions, menstrual cycle changes, glandular changes,
nausea or vomiting, and decrease in body temperature.
8.6.2 Acute Health Effects
The following acute (short-term) health effects occur immediately or shortly after
exposure to alcohol.
Skin Causes dryness and cracking leading to dermatitis and possible
infection.
Eye Severe irritation with burning and possible damage to the cornea
and conjunctiva.
Lung Irritation of the eyes, nose, throat, and respiratory tract.
Central Nervous
System (CNS)
High concentrations can cause depression the CNS with
symptoms of sleepiness and I of concentration.
8.6.3 Chronic Health Effects
The following chronic (long-term) health effects occur at some time after exposure to
ethyl alcohol can last for months or even years:
Cancer Hazards: Ethyl alcohol is known to cause liver cancer in humans,
primarily due to ingestion. Industrial exposures through
ingestion are not likely but are certainly possible.
Reproduction: According to the references, ethyl alcohol can affect human
reproduction by ingestion. It causes changes in the female
fertility index. Effects on newborns include changes in the apgar

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-18
score, neonatal measures or effects, and drug dependence.
Other Chronic
Effects:
Very high or prolonged expo- sure may result in mucous
membrane irritation, head- ache, and depression of the CNS with
symptoms of somnolence and lack of concentration. Prolonged
skin contact can cause dermatitis.
8.6.4 Recommended Risk-Reduction Measures
Even though ethyl alcohol is a known carcinogen, this effect is primarily the result of
ingesting large amounts of alcoholic beverages. Industrial exposures by this route are
not likely to occur. The best risk reduction measure is to use a less toxic chemical as a
substitute for an ethyl alcohol. However, based upon the fact that ethyl alcohol is one of
the most widely used industrial solvents, substitution is usually not an alternative.
Therefore, engineering controls are the most effective methods of reducing exposures.
The best protection is to enclose operations' and/or provide local exhaust ventilation at
the site of chemical release. While not always operationally feasible, isolating operations
can also reduce exposure risk.
Using respiratory protection is less effective than the controls mentioned above, but is
still advisable whenever working with or around ethyl alcohol. For concentrations over
the Permissible Exposure Limit (PEL i.e. 1000 ppm), an air-purifying respirator with an
organic vapor cartridge will suffice. For higher exposures, a supplied-air respirator with
full face piece operated in positive pressure mode, or a self-contained breathing
apparatus (SCBA) with full face piece and operated in pressure demand mode are the
recommended respiratory protection methods of choice. If a full face piece is not
available, then chemical goggles should be worn to protect the eyes. Whenever a
chemical splash hazard exists, a face shield and a protective apron should be worn. To
pre- vent hand and skin exposures, impervious gloves should be used.
Administrative controls should also be in place to minimize the potential for human
exposures. These may include written procedures or policies, which specify the
methods and techniques that will be practiced whenever personnel are to work with
ethyl alcohol.

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-19
All personnel should receive training on- the use, hazards, protective measures,
emergency actions, and other precautions per 29 CFR 1910.1200 (Hazard
Communication), prior to the first assignment in an area where ethyl alcohol is used or
stored. If symptoms develop or overexposure is suspected, the following medical tests
are recommended
1. Liver function tests;
2. Skin testing with dilutes ethyl alcohol to help diagnose allergy (performed by a
qualified allergist).
Any medical evaluation should include a careful history of past and present symptoms
with an examination. Medical tests that look for existing damage are not a substitute for
controlling exposures. Also, since consuming large quantities of alcoholic beverages can
lead to liver dysfunction and even cancer, persons with alcohol addiction who arc
exposed to ethyl alcohol on the job may develop symptoms much quicker and with
greater intensity than those who do not drink under identical exposure conditions.
Prudent risk management requires careful consideration of all possible factors that may
be causing the appearance of exposure symptoms.
8.6.5 Other Methods to Reduce Exposure
1. Where possible, enclose operations and use local exhaust ventilation at the site
of chemical release. If local exhaust ventilation or enclosure is not used,
respiratory protection should be mandatory.
2. Always ensure that proper protective clothing is worn when using chemical
substances.
3. Wash thoroughly immediately after exposure to ethyl alcohol and at the end of
the work shift or before eating, drinking, or smoking.
4. Hazard warning information should be posted in the work area. In addition, as
part of an on-going education and training program, all information on the health
and safety hazards of ethyl alcohol should be communicated to all potentially
exposed workers.
8.7 RISK ASSESSMENT: ENVIRONMENT
8.7.1 General Assessment
The environment is at risk of exposure during transportation, storage, disposal, or
destruction of ethyl alcohol. In almost every scenario, the threat of environmental

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-20
exposure is contingent upon the proper handling of the chemical substance. Accidental
spills, large or small, can result in fire, explosion, and possible contamination of the
surrounding environmental mediums (water, soil, and air).
Ethyl alcohol is considered a class IB flammable liquid (according to OSHA 29 CFR
1910.106). Its low flash point and relatively low boiling point present a serious fire and
explosion hazard concern. Also, because it is incompatible with a number of common
materials, especially strong oxidizers and many metal nitrates, contact can result in
violent and explosive reactions. It can form explosive mixtures in air and can ignite on
contact with heat, fire, or sparks. It will react and then explode in contact with acetic
anhydride + sodium hydrogen sulfate. It also reacts violently with acetyl bromide
(evolves hydrogen bromide). These characteristics require special consideration during
any emergency situation involving a leak or spill of ethyl alcohol.
Ethyl alcohol can enter the environment through unchecked industrial discharges into
effluents and through spills.
8.7.2 Acute Ecological Effects
Acute (short-term) toxic effects may include the death of animals, birds, or fish, and
death or low growth rate in plants. Acute effects are seen 2 to 4 days after animals or
plants are exposed to ethyl alcohol. This chemical has moderate acute toxicity to aquatic
life. Insufficient data are available to evaluate or predict the short-term effects of ethyl
alcohol to plants, birds, or terrestrial animals.
8.7.3 Chronic Ecological Effects
Chronic toxic effects may include shortened life span, reproductive problems, lower
fertility, and changes in appearance or behavior in exposed animals. These effects can
be seen long after first exposure(s) to toxic chemicals. Ethyl alcohol has moderate
chronic toxicity to aquatic life. Insufficient data are available to evaluate or predict the
long-term effects of ethyl alcohol to plants, birds, or land animals.
Water Solubility: Ethyl alcohol is highly soluble in water. Concentrations of 1000
milligrams and more can be expected to mix with a liter of water.
8.7.4 Persistence in the Environment

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-21
Ethyl alcohol is slightly persistent in water, with a half- life of between 2 to 20 days. The
half-Life of a pollutant is the amount of time it takes for one-half of the chemical to be
degraded. About 90% of ethyl alcohol will eventually end up in the air; the remainder will
end up in water.
8.7.5 Bioaccumulation in Aquatic Organisms
Some substances increase in concentration, or bioaccumulate, in living organisms as
they breathe contaminated air, drink contaminated water, or eat contaminated food.
These chemicals can become concentrated in the tissues and internal organs of animals
as well as humans. The concentration of ethyl alcohol found in fish tissues is expected to
be about the same as the average concentration of ethyl alcohol in water from which the
fish was taken.
8.7.6 Recommended Risk-Reduction Measures
Proper training of all transporters will reduce the likelihood of a mishap or accident
resulting in a leak or spill to the environment. The correct labeling while transportation on
all transporting vehicles should be enable emergency responders to react properly and
quickly to any disaster thereby reducing the potential risk to the environment and to
personnel.
Storage of ethyl alcohol should be segregated from incompatible chemicals to minimize
the risk of cross contamination or contact. Buildings designated for storage should be
equipped with appropriate fire protection systems (alarms, sprinklers, emergency
lighting, portable extinguishers). Equipment should be designed to meet explosion-
proof standards.
If a spill or leak to the environment has occurred, fire department, emergency response,
and/or hazardous materials spill personnel should be notified immediately. Cleanup
should be attempted only by those trained in proper spill containment procedures.
Contaminated soils should be removed for incineration and replaced with clean soil. If
ethyl alcohol should contact the water table, aquifer, or navigable waterway, time is: of
the essence. It is highly soluble in water and, therefore, total containment and
remediation may not be entirely possible. When such spills occur, the local and/or state

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-22
emergency response authorities must be notified. A comprehensive emergency
response of disaster preparedness/recovery plan should be in place prior to any
operations involving the use, transportation, storage, or disposal of ethyl alcohol. If
ethyl alcohol is spilled or leaked, the following specific steps are recommended:
a. Restrict persons not wearing protective clothing from area of spill or leak until
cleanup is complete and area can be opened for normal work.
b. Ventilate area and remove ignition sources.
c. Absorb liquids in vermiculite, dry sand, earth, or a similar material and deposit in
sealed containers. Use non-sparking tools.
d. It may be necessary to dispose of ethyl alcohol as a hazardous waste. The state
PCB should be contacted for specific recommendations.
8.8 RISK ASSESSMENT: BUSINESS
8.8.1 General Assessment
Accidents or mishaps involving ethyl alcohol can present a moderate threat to business
operations. The loss or damage of equipment or facilities can significantly affect fiscal
viability. Lawsuits that may result from personnel injury/death, public exposures,
and/or environmental contamination will also require a serious expenditure of
resources. Media attention surrounding an injury, death, or environmental damage can
also result in a loss of profits and loss of current as well as future business.
Recommended Risk-Reduction Measures
Company attorneys, safety and health professionals, and environmental specialists
should be involved in the development of any procedures or policies intended to
manage the use of chemicals in the workplace. A company official should be pre-
designated as a public relations officer with specific training in dealing with the press.
Corporate plans and policies should be developed, approved, and implemented long
before any need for such arises.
Safety Provisions Proposed: Others
1. Frequent checking of pipelines and storage units will be done.
2. Prohibiting welding or similar maintenance activities near combustible material
storage
3. Pumps of reliable quality will be installed.

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-23
4. Lightening protecting system as per Indian electricity rules
5. keep safe distance between fuel storage area and main unit
6. Corrosion protection methods for pipelines
7. All locations where the above ground pipelines are close to traffic movement,
protection like crash guards will be provided
8. ‘Flame arresters' will be provided in gas lines to protect the digester from back fire
from the flame and / or the boiler burner.
9. Over / under pressure release device will be provided on biogas digester for its
safety from over pressure / vacuum.
10. Transfer of alcohol only mechanically

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra
8-24
Table 8.5: Summary of risk assessment and damage control
High risk equals 16 to 25
High Risks activities should cease immediately until further control measures to mitigate
the risk are introduced
Medium risk equals 9 to 15
Medium Risks should only be tolerated for the short-term and then only whilst further
control measures to mitigate the risk are being planned and introduced, within a defined
time period.
Note: Medium risks can be an organizations greatest risk, its achilles heel, this due to the
fact that they can be tolerated in the short-term.
Low risk equals 1 to 8
Low Risks are largely acceptable, subject to reviews periodically, or after significant
change etc.

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-25
General Risk Assessment
1. Responsibility
Site Controller: Head- Production
Incident Controller: Shift- In charge
Emergency Coordinators: Departmental Heads
Hazards and details
Persons at risk
Control measures Action recommended in case of emergency
Risk
Likelihood Severity Risk rating
L S RR=LxS
Furnace/boiler- Fire hazard caused by fuels/ ignitable substances
Persons working near the furnace area- Burns may be possible if directly come in contact
Emergency alarm to be put on to signal the emergency
Emergency kit will be kept ready near the plant
Fire fighting equipments power/ foam type extinguishers on vehicles and mounted on walls will be kept readily available
Provision of water hose Strictly ‘No smoking zone’ and prohibition of ignitable activities
Plant workers will be trained to fight fire
Switch off the system. Fire extinguishers are to be used immediately
Water hose to be operated to set out the fire depending on the situation
Outside fire brigade is to be called if the fire cannot be extinguished immediately
Inform the occupier/ manager and activate the onsite emergency plan
Immediate first aid to victims and sent to hospital for treatment
2 3 6

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-26
2. Responsibility
Site Controller: Head- Electrical
Incident Controller: Shift- In charge
Emergency Coordinators: Departmental Heads
Hazards and details
Persons at risk
Control measures Action taken in case of emergency
Risk
Likelihood
Severity Risk rating
L S RR=LxS
Electrical Transformer- Electrical shock and fire
Person near the transformer
Shock proof insulated PCC platform
Cut off power supply.
Treat the injured for electrical shock
If fire is caused, immediately fight fire with available resources, summoning outside help if necessary
2 3 6

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-27
3. Responsibility
Site Controller: Head- Laboratory
Incident Controller: Shift- In charge
Emergency Coordinators: Departmental Heads
Hazards and details
Persons at risk
Control measures Action recommended in case of emergency
Risk Likelihood Severity Risk
rating L S RR=LxS
Lab chemicals- in case of bottle breakage, causes burns and damage to respiratory systems due to inhalation.
Persons working in the lab
Proper care should be taken while handling the chemicals.
First aid box should be available at site with all required medicines and devices
Fire fighting equipments like fire extinguishers, sand buckets should be always available
Instruction boards to be displayed for knowledge of other workers to care of
Immediately treat the persons as guided in the MSDS
Hospitalize the affected person if necessary
3 2 6

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-28
the situation in the event of occurrence
4. Responsibility
Site Controller: Manager- Services
Incident Controller: Shift- In charge
Emergency Coordinators: Departmental Heads
Hazards and details
Persons at risk
Control measures Action taken in case of emergency
Risk Likelihood Severity Risk
rating L S RR=LxS
Cooling Tower- Burns from returning hot water
Persons working with cooling tower
All workers are not permitted near the tank and hot water line. Railing is to be provided all around the tank
Always precautionary measures should be taken and adopted
Victims are first aided by trained persons and then referred to doctor/ hospital
If any worker get injured/hurt, then immediate first aid should be provided to him and he should be referred to the hospital/ doctor for further treatment
2 3 6

Chapter VIII
Shree Rameshwar SSKL, Dist. Jalana, Maharashtra 8-29
5. Responsibility
Site Controller: Manager
Incident Controller: Shift- In charge
Emergency Coordinators: Departmental Heads
Hazards and details
Persons at risk
Control measures Action taken in case of emergency
Risk Likelihood Severity Risk
rating L S RR=LxS
Water tank- Drowning of personnel
Persons near the water tank
Water tank will be fenced/ covered The tank will not be permitted for domestic utility
Drowned person should immediately be given first aid
2 2 4
6. Responsibility
Site Controller: Head- Production
Incident Controller: Shift- In charge
Emergency Coordinators: Departmental Heads
Hazards and details
Persons at risk
Control measures Action taken in case of emergency
Risk Likelihood Severity Risk
rating
L S RR= LxS
Control rooms- electrical shocks
Persons working in the control room
Earth leakage circuit breaker installed.
Main supply will be immediately shut off
2 2 4

Chapter IX
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
9-1
CHAPTER IX
DISASTER MANAGEMENT PLAN
9.1 Introduction
Disaster is a phenomenon that can cause damage to life, property and destroy the
economic, social and cultural life of people.
A disaster is a natural or man-made (or technological) hazard, hence can be placed
into two broad groups. In the first, disasters are resulting from natural phenomena
like earthquakes, volcanic eruptions, cyclones, tropical storms, floods, avalanche,
landslides etc. The second group includes disastrous events occasioned by man, or
by man’s impact upon the environment. Examples are industrial accidents,
radiation accidents, factory fires, explosions and escape of toxic gases or chemical
substances, river pollution, mining or other structural collapses, air, sea, rail and
road transport accidents and can reach catastrophic dimensions in terms of human
loss.
In contemporary academia, disasters are seen as the consequence of
inappropriately managed risk. These risks are the product of a combination of both
hazard/s and vulnerability.
9.2 SCOPE
The first step towards disaster management is to analyze the potential causes of
disaster and prepare a plan accordingly. The proposed project is located in Jalna
district of Maharashtra. The potential natural disasters were analysed as follows.
Earthquake According to the seismic zone map for Maharashtra (furnished in
chapter III – figure 3.7) Jalna district is in seismic zone II. It means
the district may observe an earthquake of low intensity of upto 5
Richter scale
Flood According to the agro-climatic zone map of Maharashtra, the
district is place in assured rainfall zone having 700 to 900 mm of
annual rain and 75% of rains received in all districts of the zone.
The annual average rainfall for the Bhokardan taluka is 635mm.
Purna is most important river after Godavari and drains entire
area of Jafrabad. Bhokardan and parts of Jalna talukas. Its
tributaries are Charna, Khelna, Jui, Dhamna, Anjan, Girja, Jivrakha

Chapter IX
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
9-2
and Dudhna rivers. Out of these river Jui and Kelna are safely
away from the site at 2.5 and 5km respectively. A medium scale
reservoir has been constructed on river Jui in the upstream area.
Hence, usually flow of water is observed only when the reservoir
is full. Considering the average rainfall quantum and presence of a
reservoir, the potential disaster of flood is remote. Secondly, the
site is safely away.
Other
disasters
Disasters such as landslide or volcanic eruptions etc were not
observed so far in the district. The district is situated in the centre
of the state and not surrounded by coastal area, sea shore thus;
the probabilities of cyclone or storms are also very minor.
9.3 OBJECTIVES OF THE DISASTER MANAGEMENT PLAN (DMP)
The Disaster Management Plan is aimed to ensure safety of life, protection of
environment, protection of installation, restoration of production and salvage
operations in this same order of priorities. In the present case also, the industry
has aimed to take necessary steps to asses, minimize and wherever feasible
eliminate risk of disaster (natural calamity) as well as accidents (man induced).
Objectives
While making DMP, shielding life of the person/s exposed to disaster situation
shall be the first priority; hence ensuring safety of all staff (worker, laborers –
even contractual/seasonal, admin and managerial) present at the factory
premises
In worst case, ensuring safety of life of people outside the factory premises
Preventing the losses of movable and immovable goods, data, records, etc at
maximum extent without compromising the safety of life
preventing damage to environment by taking appropriate speedy action
timely communicating the facts and figures related to disaster to the society,
through authentic sources so as to curb the rumors
Disaster may be a result of abnormal or failure of functioning of any unit/operating
system or caused by third parties or by natural factors. In case of any industry or
similar installations when an emergency situation becomes uncontrollable at any

Chapter IX
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
9-3
of the location and likely to get spread across larger area and sometimes in the
neighborhood it may be defined as the disaster. In disaster situation, alertness and
prompt action by operating staff, is very essential for the control/reduction or
elimination of probable associated risk.
In a situation of disaster, in any industry actions generally followed for the
control and elimination of risk are
Identifying the disastrous situation and its probable spread, impact
Quickly responding to the situation by shutting off the affected as well as probable
machines/units/plants, switch on the siren
Isolating the affected area so as to arrest the spread of disaster, thus controlling the
disaster, localizing it and eliminating the hazard
Evacuating the affected area and shifting the people to safe places
Commencing rescue operations and simultaneously taking head counts
Treatment such as first aid, hospitalization to injured
Minimizing damage to property and environment
Informing and assisting relatives
Achieving control on the situation
Informing and collaborating with statutory authorities as well as media
Preserving records, organizing investigations and taking steps to prevent
recurrence
Ensuring safety of the works before personnel re-enter and resume work
Resorting normalcy
Disaster management planning is not a substitute for good safety and operative/
maintenance/ design practice. It is one of the aspects of safety management. Every
industry, as mentioned above, should minimize risk by adherence to safe practice
and meeting all legislation.
Disaster management plans are prepared for onsite as well as off-site activities.
Hence, these should be consistent and should complement each other. On-site
disaster management planning is sole responsibility of site occupier. However, in
off- site disaster management the occupier shares the responsibility with district
authorities and the Directorate of Industrial Safety and Health of the district.

Chapter IX
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
9-4
9.4 REQUIREMENTS FOR EFFECTIVE DMP
The factory should design and implement safety, health and environment (SHE)
policy and show strong commitment of management towards the same
It should prepare framework, guideline to achieve the objectives of SHE policy
Well designed Disaster Management Plan (both On-site and Off-site)
The factory needs to have a disaster management team available round- the- clock
duty. The duty team will include several functions and members depending on size of
the organization and would be headed by a technically qualified as well as a trained
individual
A good Public Address (PA) System in the complex with one standby system to
be used on site or off-site during disaster
Emergency alarms, and approved emergency control centers and assembly
points, etc
List of key personnel, experts, doctors, local authorities/leaders with their
locations and telephone numbers (office, residence as well as mobile)
Written guidelines for the duty team members and well-defined roles of
individuals mainly for following sections/activities
1. Fire fighting
2. Medical
3. Rescue
4. Engineering support
5. All others not taking part in emergency handling operations
Standby communication system in case the telephone system is affected. e.g.
Walkie-talkie, radio telephone, mobile phone etc.
Division of each factory into 'Safety unit' for better safety. Rehearsals of the
disaster management plan (disaster control plan) and modifying/ updating the
same, if necessary. The timing of events, communication failures etc. should be
noted and analyzed for improvement. The plan may therefore, have to be
regularly discussed and updated by Management
Round- the- clock availability of trained first-aid personnel at site
Availability of emergency 'Install light' (emergency light) to take care of power
failures.
Provision of antidotes, emergency medicines and beds in nearby hospitals

Chapter IX
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
9-5
Liaison with outside agencies and civic and government authorities for
mitigation of effects of a disaster
Communication mechanism for raising the alarm as well as that for the
interaction within and outside works
Check -list for sequence of operations to be followed in a situation of disaster
Updating fire and safety manuals (common as well as plant/unit wise);
operation and maintenance manuals, warehouse safety manual
Since, ‘prevention is better than cure’, therefore, more emphasis should be on
preventive measures
Chemical Information Sheets (CIS) or Material Safety Data Sheets (MSDS) or
Work Practice Data Sheet (WPDS) for all the hazardous substances handled
Transport emergency cards (Tremcards) for the products transported by road
9.5 IDENTIFICATION/ASSESSMENT OF SITUATION
In a situation of disaster, it is essential to identify it at earliest and judge correctly
and if necessary, the emergency is to be declared.
The Shift In-charge, who is at all times in the fermentation & distillation house,
shall identify situation of the hazard or calamity and report immediately the same
to Distillery Manager and shall sound the emergency alarm provided in each of the
section.
Under this plan, the Distillery Manager or Managing Director should take charge of
the situation. No sooner, he gets the information from Shift In-charge, he shall
move to the place of hazard / calamity. He shall assess the situation and decide to
declare emergency either in that particular section or the entire plant and sound
alarm bells accordingly.
If the emergency is to be declared only in one plant, the other plants will work.
Normally, He shall take immediate steps to control the situation.
9.5.1 Action Plan
He shall initiate all such actions that are essential at the distillation house /
fermentation house / shop floor etc. which would include-
Evacuation of all the personnel on the shop floor who are not required for
controlling the situation, or hazard

Chapter IX
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
9-6
Immediate grasping of gravity of the problem / hazard and issue or giving of
instructions to the concerned teams as laid down to act in a manner required to
control the situation.
In case of fire, the help of fire force should be immediately sought and put into
action. Simultaneously, the workman trained in the fire fighting procedures
shall be called to extinguish the fire.
Following teams of personnel are to be formed to tackle an emergency situation.
TEAM -A
The Distillery In-charge along with Shift Supervisor of the Distillation Section and
other supervisory staff shall put off the fire or the hazard, as the case may be.
TEAM -B
The Shift Operator of the Distillation Section, the Distillery In-charge, the Excise
Assistant in the office, Security Officer and Labour Welfare Officer shall be
responsible for contacting the fire brigade personnel and arrange for medical
assistance, if required.
TEAM -C
The Maintenance In-charge and his colleagues shall form another team and take
charge of the safety appliances, tools and implements required to control the
situation. They will rush to the spot for taking further instructions from the
declarer / controller of emergency.
TEAM -D
The union office bearers shall form another team and should see that none of the
workmen crowds around or nobody comes nearer to that place of emergency. This
team would also ensure that all the available manual help required by the declarer /
controller of emergency is provided to him.
TEAM -E
The Security Department, the Time Keeper, and Labour Welfare Officer shall form
another team. They shall be available at the office and contact the personnel at the
head office for assistance to the declarer / controller of emergency. It shall be the
responsibility of this team to refer, immediately, to the checklist of names,
addresses, telephone numbers of the authorities such as Director, Joint Director of

Chapter IX
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
9-7
Industrial Safety and Health, Boiler Inspector of Factory, Commissioner of Police,
local Police Station, Fire Brigade, Company Hospital Doctors, Private Doctors and
Directors of the Industry and contact for assistance, if required.
At all times, one vehicle must be made available at the gate of the factory for
emergency. The hooter siren, that is provided, shall be used when a total
emergency is to be declared for the entire factory.
Figure 9.1: Emergency Organization Structure
9.5.2 Emergency Shut Down of Various Sections
Only hazardous that is expected in the Distillery is fire. The following steps may be
followed
Put off the main supply
Distillation Section
Shut down the boiler section and control the steam supply /movements.
TEAM A
Shift In-
charge and
supervisor
WORK INCIDENT CONTROLLER
Communication Team
(Telephone Operators/
Security Inspector
Administration Manager/
Personal Manager)
Advisory Team
Senior Managers
(Technical)
TEAM B
Shift Operator
Security
Officer
Labour
Welfare
Officer
TEAM C
Maintenance
Officer and
technicians
TEAM D
Union
Office
Bearers
TEAM E
Security
Department
Time Keeper
Labour Welfare
Officer

Chapter IX
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
9-8
Control Room
The security office shall function as a control room as the same is ideally situated
nearer to the main gate and away from the plant. Thus, there shall be no risk as
regard to the vapour of any toxic substances affecting the security office. However,
if there should be a situation where / when the entire premises has to be declared
as emergency, the control room shall operate from the premises which is out side
the main gate.
Since the entire plant is provided with good quality electrical fittings, there should
be no anxiety as regard to switching on or off the motors and no sparks will occur.
However, the declarer / controller of emergency shall decide, depending on the
situation, whether to use generator power or the MSEB Power.
In case the entire lighting has to be switched off to meet such an eventuality, the
stand by generators, provided near the office, shall be started and the floodlights
shall be used to tackle the situation during the nighttime.
9.5.3 Evacuation of Personnel
When a major accident occurs and if there are cases of workmen or supervisory
personnel fainting or losing consciousness or any other type of accident, it shall the
responsibility of Team D to evacuate them and carry in the vehicles to the nearest
dispensary after providing necessary first aid.
There are well-planned roads in and around the plant in the factory premises and
they should choose the safest and shortest route to come out from the plant. The
selected route should be kept clear by Team E at all the times.
9.5.4 Accounting of Personnel
It shall be the responsibility or the Team E to immediately take stock of the
personnel on duty and crosscheck the personnel who have come out of the plant or
have got stuck up. This team shall co-ordinate with Team D to ensure that all the
personnel are accounted for. It is also essential for Team E to counter check the
security if any visitor or transport workers have entered the plant and if so they
should also be accounted.
9.5.5 Controlling the Disaster
The declarer / controller of Disaster shall take steps to train all the teams and shall
draw up an "Action Plan" forthwith. The Distillery In-charge is earmarked as "Work

Chapter IX
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
9-9
Incident Controller" and shall act as an in-charge at the site of the hazard to control
entire operations.
9.5.6 Implements for Repairs and Safety Gears
The declarer / controller of disaster along with the work incident controller shall
immediately prepare a list of safety gear, tools and other implements required to
control the emergency situations in respect of-
1. Fire
2. Bursting of Boiler
3. Short Circuiting
This list shall be submitted to the Managing Director for approval and the
material should be brought immediately.
Also, It shall be the responsibility of "Work Incident Controller" to ensure that a
separate set of implements, safety gear and tools are placed in a cupboard easily
accessible in the workshop /at the work place and these shall be used only when
emergency is declared in the plant.
9.5.7 Arrangements for Medical Treatment
Most of the workers are trained in first aid and fire fighting procedures. The office
team shall co-ordinate with these workers, trained in the first aid, and shall get
them ready with necessary first aid material so that the injured workers are
attended for first aid immediately and then shifted to the nearest dispensary or
treated in the factory dispensary as the case may be.
9.5.8 Training and Rehearsals
It is essential for all the teams to act in uniform and with patience. They are
required to be trained to obviate any confusion that might arise due to emergency.
It is responsibility of the declarer / controller of emergency that the teams are
given training in their respective areas at least once in two months.
For fire fighting training, the Government Fire Force will give training and for first
aid training. The Red Cross Association will train the personnel.
9.5.9 Law and Order
The Police shall be informed immediately by the declarer/controller of emergency
to ensure that law and order situation is kept under control.

Chapter IX
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
9-10
The Joint Director/ Assistant Director of Industrial Safety and Health and Pollution
Control Board authorities shall also be informed.
In case of casualties, information should be sent to the nearest relatives of the
affected people.
If information is to be given to public or press, the public relation manager of the
industry is authorized to do the same.
9.5.10 All Clear Signal
Once the disaster is controlled and the normalcy is restored completely and when
the declarer / controller of disaster is of the opinion that there is no further hazard
involved and the work can go on normally, he shall then declare all clear signal.
All the workers in the plant shall be given proper training to use the signals both at
the time of declaring the disaster and at the time of clearing the disaster.
9.6 ON-SITE EMERGENCY MANAGEMENT PLAN
9.6.1 Plant Emergency Organization
1) Designated Persons In-Charge
a) Members of Team A- Distillery In-Charge, Shift Supervisor & Other
Supervisory Staff
b) Members of Team B- Shift Operator, Distillery In-Charge, Excise Assistant,
Security Officer, Labour Welfare Officer
c) Members of Team C- Maintenance In-Charge and his Colleagues
d) Members of Team D- Union Office Bearers
e) Members of Team E- Security Department, Time Keeper and
Labour Welfare Officer
2) Functions of Designated Persons
In addition to the specific responsibilities, assigned to various Team Members,
mentioned earlier following are the general functions to be performed by the
designated persons-
a) To communicate & report the clear position of a Disaster to Key Persons of
the Distillery.
b) To communicate & co-operate with other departments / aspects like
security, safety of victims etc.

Chapter IX
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
9-11
c) To minimize the extent of Disaster by taking all possible measures which,
are in control.
d) To minimize the exposure of Disaster to human beings.
e) To save property and valuable things as far as possible.
9.6.2 Plant Risk Evaluation
Distilleries are frequently located in remote areas where public fire
protection is either inadequate or unavailable. Hence, adoption of proper
fire prevention measures and up-to-date maintenance of fire fighting
facilities assume vital importance. Since, Alcohol/Ethanol production units
have been classified, as high hazard occupancy therefore proper firefighting
equipment must be installed in adequate numbers throughout the entire
facility.
Potential Inflammable Raw Materials and Products
Molasses
Fusel Oil
Ethyl Alcohol
Yeast
Urea
Defoaming Oil
9.6.3 Properties of the Material
9.6.3.1 Molasses
Brown colored, sweet smelling, semisolid with medium to very thick consistency
viscous fluid, Corrosive nature with acidic pH. Can cause severe water pollution
problem, if enters in to water body due to high content of oxygen demanding organic
matter. Imparts colour and disagreeable odour, to water.
If exposed through
Inhalation: No harmful effect
Ingestion: Strong taste, no harmful effect
Skin: No any action except physical discomfort
Eyes: Irritation, wash with ample fresh water
9.6.3.2 Yeast

Chapter IX
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
9-12
If exposed through
Inhalation: No harmful effect
Ingestion: Undesirable taste, no any harmful effect
Skin: No any action
Eyes: No effect
9.6.3.3 Urea If exposed through
Inhalation: Disagreeable odour, no any serious effect
Ingestion: Strong taste, seek medical help immediately
Skin: No effect
Eyes: Irritation, wash with fresh water
9.6.3.4 Defoaming Oil
If exposed through-
Inhalation: No harmful effect
Ingestion: No harmful effect
Skin: No harmful effect
Eyes: Irritation, wash with fresh water
9.6.3.5 Ethyl Alcohol
Flammable organic colorless chemical with pleasant odour
1, Molecular Weight - 46.1
2. Boiling point - 78 °C
3. L. E. L - 3.3% at 60 °C (Lower Explosive Limit)
4. U. E. L - 19 % at 60 °C (Upper Explosive Limit)
5. Flash point - 55 ° F (13°C)
6. Freezing point - -130 ° C
7. Density - 789 kg/m3
8. Latent heat - 857.9 KJ/kg
9. Liquid specific heat- 2.85 KJ/kg
10. Cp/Cv - 1.13
11. Gas Viscosity - 0.1 x 10-4 N-m/ sec2
12. Gas specific Heat - 343 KJ/Kg
13. Heat Combustion - 269 x 10 2 KJ / kg
If exposed through

Chapter IX
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
9-13
Inhalation: Pleasant smell with no serious effect.
Ingestion: Extremely dangerous if, ingested in a raw stage, seek medical advice
immediately
Skin: Irritation, wash with water on contact.
Eyes: Very serious effect, wash with ample fresh water and seek medical
help immediately.
9.6.3.6 Fusel Oil
If exposed through Inhalation: Very irritating smell with strong objectionable odour
Ingestion: No harmful effect.
Skin: No harmful effect, wash with ample fresh water
Eyes: Irritation, wash with ample fresh water
9.6.4 Special Handling Requirement
a. During handling of the above materials equipment such as- electrical motor-
pumps, mechanical mixers, automatic weighing arrangement, automatic dosing
arrangement, pressure release and safety accessories on steam generating,
handling as well as conveyance systems, heat exchangers, condensers and
cooling as well as chilling machinery, temperature and pressure gauges are
used.
b. The concerned workers are provided with adequate operation and safety tools
/equipment.
c. Sufficiently trained and qualified workers are employed in all sections of the
Distillery.
9.6.5 Fire Fighting Requirements
The fire fighting equipments will be comprised of (1) Fire Buckets, (2) Fire
Extinguisher Cylinder; CO2 type; Dry Chemical Powder Type; Class-B & C, (3) Water
hydrants - Emergency Water Hose – would be provided at required places, 4)
water sprinklers 5) ventilation system 6) Smoke Detection system 7) Fire Alarms
Here, various vulnerable locations in the Distillery Unit, probable causes & chances
of occurrence of fire, its Class etc. would be given in-depth consideration.
9.6.5.1 Fire Extinguisher: Extinguishers that can be used on such fire are Foam,
DCP and CO2 type.

Chapter IX
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
9-14
9.6.5.2 Hydrants: In a distillery, hydrants play the dual role of providing water for
extinguishing tank fires as well as protection against fire exposure of other
equipment in the vicinity. There shall be provision for adequate numbers of
hydrants to protect the entire manufacturing and spirit handling facilities. It will be
placed at storage of final products (RS, ENA and Ethanol), at the fermentation and
distillation section and at biomethanation unit. In addition to hydrants pump of
suitable capacity with flameproof motor and head of 40 meter shall be provided.
Galvanized pipe of 2.5 inch diameter having adequate pressure, shall be provided
9.6.5.3 Automatic Sprinklers: The distillation plant as well as the spirit
storage area shall be protected by open head deluge system. Because of the height
of the distillation plant, sprinklers must also be provided at each floor. All sprinkler
system must be equipped with water flow alarms connected to a central board.
9.6.5.4 Ventilation: Proper ventilation must be provided both in the
distillation plant and in the spirit storage tank area to prevent accumulation of
alcohol vapours in the air. Since, the adequate natural ventilation is available at the
site, the mechanical ventilation is presumed to be insignificant.
However if mechanical exhaust ventilation needs to be provided, it should be to the
order of 1cfm/sq.ft. or floor area, (0.3m3/min.-m2) by fans of adequate capacity
having their suction intake located near floor level to ensure a sweep of a air across
the entire area.
Vapour density of alcohol vapour is 1.59; alcohol vapours, being heavier than air,
tend to settle at ground level, hence either low-level ventilation arrangement (in
case of natural ventilation) or downdraft mechanical ventilation should be resorted
too. An approved, portable, flammable vapour indicator should be used to check
for the presence of alcohol vapours in and around the distillation plant and spirit
storage tank area at regular intervals. Any process plant must be well designed and
provided with adequate protection systems. But safety is ensured when
appropriate training of personnel and proper maintenance of plant facilities are
simultaneously undertaken.
9.6.5.5 Knowledge of Chemicals: Material Safety Data sheet (MSDS) will be
procured or developed for the chemicals and made available to the employees. So,
every worker, working in a particular section, will be acquainted with all the

Chapter IX
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
9-15
chemicals involved/ handled in the section, their reactions as well as properties
etc.
Also, they will be instructed regarding the chemical spillage and its waste disposal
practices.
9.6.5.6 Alcohol Truck Filling: Truck filling area shall be protected by a complete
deluge system/ water sprinkling system. The fire fighting system will be designed
as per the guidelines prescribed by the respective authority.
9.6.5.7 Use of Fire Fighting Equipment: Every worker will be trained with
respect to nature and utility of Fire Fighting Equipment, its type and class of fire for
which it is to be used.
9.6.5.8 Classification of Fire
Class (A): Fire involving combustible materials like wood, paper, cloth and bagasse
etc.
Class (B): Fire due to liquid materials like oil, diesel, petroleum products and all
inflammables.
Class (C): Fires involving domestic and industrial gases like butane and propane
etc.
Class (D): Metal fires, etc.
Class (E): Electrical fires due to short circuiting, etc.
Every worker shall be given clear-cut information regarding the location of Fire
Extinguishers, Fire Buckets, water Points etc.
Use of Personal Protective Equipment (PPE):
Every worker would be trained and made it mandatory to use the PPE such as
safety helmets, hand gloves, nose mask, goggles etc.
Inspection
Fire alarm panel (electrical) will cover the entire plant. The inspection group
Karkhana, will periodically inspect fire extinguishers in fire stations and machines
and other places. The groups will display emergency telephone number boards at
vital points. The group will regularly carry out general inspection for fire.
9.6.5.9 Procedure for Extinguishing Fire
The following steps will be taken during a fire accident in the system:

Chapter IX
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
9-16
As soon as the message is received about fire, one of the systems will be diverted to
the place of the fire accident along with a staff member. Simultaneously plant fire
station will be informed by phone / mobile for fire brigades and fire stations of
nearby area. In the meanwhile, the pipe system will be operated to obtain
maximum pressure on output. In case cables are within the reach of fire, power
supply will be tripped and the cables shifted.
First Aid
A first aid center with adequate facilities shall be provided. It shall be maintained
round the clock by a trained personnel.
Safety
The safety wing led by a Safety Manager will meet the requirement of emergencies
round the clock. The required safety appliances shall be distributed at different
locations of the plant to meet any eventualities. Poster/placards reflecting safety
awareness will be placed at different locations in the plant area.
Evacuation Procedure
As the major hazard is only due to fire, which has more or less localized impact no
mass evacuation, procedures are required. Evacuation would involve only the
people working very close to the fire area.
Emergency Control Center
Provision is made to establish an Emergency Control Center (ECC) from which
emergency operations are directed and coordinated. This center is activated as
soon as on–site emergency is declared.
The ECC consists of one room, located in an area that offers minimal risk being
directly exposed to possible accidents.
During an emergency, the Emergency Management Staff, including the site
controller will gather in the ECC. Therefore, the ECC is equipped with adequate
communication systems in the form of telephones and other equipments to allow
unhampered organisations and other nearby facility personnel.
Storage Facility (Tanks)
Spirit storage tanks in the open with brick wall height 1.5 M and above brick wall
chain link fencing 1.5 M. Internal & external plaster with paint. Gate lock
arrangement will be at place for storage section.

Chapter IX
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
9-17
The inter spacing between two tanks will be as per the safety guidelines. There will
be lightening arresting system, flame-arresting system at the top of the tanks. In
addition to this, there will be condensing system to condense alcoholic vapors.
Since the storage tanks are proposed in the open area, there will be sufficient
natural ventilation available. The karkhana will take care of all safety guidelines
and measures, to minimize the fire hazard at all sub-units of the distillery.
9.6.6 Area Risk Evaluation
a) Contacts at Other Sites- The Sugar Factory Unit
b) Nearby Residence and Population Center- The villages located nearby the
Distillery and cogeneration unit
c) Established Procedures for Notification to Other Sites-
Personal Messaging would do through Telephone, Mobile phone and
Wireless System and notification to other sites
9.6.7 Notification Procedures & Communication Systems:
a) Communication Equipment likes Telephone, Mobile phone, Wireless System
and Personal Messaging would be employed.
b) The families of injured employees would be notified by Telephone, Personal
Messaging and through Verbal Communication.
9.6.8 Emergency Equipment and Facilities
The following emergency equipment & facilities would be provided-
9.6.8.1 Emergency Cupboard
An emergency cupboard will be available in all plant areas. This cupboard should
contain certain number of various personal protective equipment (PPE) for use in
case of disaster. These items kept in the cupboard should be used only during an
emergency and not under normal working conditions.
A printed or typed list of items available in the cupboard should be displayed on
the cupboard. The key of emergency cupboard should be available with the Shift
In-charge.
Table 9.1: List of Emergency Cupboard Items
# Item Quantity
1 Air line mask set 2 sets
2 Self-containing breathing apparatus 1 set

Chapter IX
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
9-18
3 Safety belt with life time 1 set
4 PVC gloves 2 pairs
5 Leather gloves 2 pairs
6 Flextra or asbestos gloves 2 pairs
7 PVC Suit 2 pairs
8 Electrical rubber gloves 2 pairs
9 Safety touch 2 pieces
10 Safety goggle 2 pieces
11 Face- shield 2 pieces
12 Ear-muff 1 set
13 Flextra or asbestos blanket 2 Nos.
14 Manila Rope 100 meter long bundle 1No
15 Resuscitator 1No
16 Safety helmet 2 Nos.
This item should be examined once weeks by the safety observer to ensure
that all the items are available and that they are in good condition, Items, defective
must be replaced immediately.
Requirement of Equipments and Other Materials
1. Helmets for the Work Incident Controller and others.
2. Megaphone (workable hand-held PA system).
3. Walkie- Talkie/ mobile phones / pagers.
4. Stock of fire fighting material.
5. Note books /pads and pens/ pencils.
6. Sign boards.
Assembly point
Emergency control center
Road closed
9.6.8.2 Emergency Medical Supplies
Sufficient number of First Aid Boxes would be located at appropriate and easily
accessible locations. The First Aid Box would contain Bum Relief Sprays and
Ointments, Bandages, Antiseptic as well as Pain Relief Medicine.
9.6.9 Training and Drills

Chapter IX
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
9-19
9.6.9.1 Location of Fire Fighting Equipment
Every worker would be given clear-cut information regarding the 'location of Fire
Extinguishers, Fire Buckets, Water Points etc.
9.6.9.2 Use of Fire Fighting Equipment
Every worker would be trained with respect to nature and utility of Fire Fighting
Equipment, its type and class of fire for which it is to be used.
9.6.9.3 Use of Personal Protective Equipment (PPE)
Every worker would be trained in using the PPE such as safety helmets, hand
gloves, nose mask, goggles etc.
9.7 OFF-SITE EMERGENCY MANAGEMENT PLAN
Since the only hazard that is expected in the distillery industry is fire and is normally
contained within the premises no Off-Site Emergency Plan is needed. However, in case
the hazard spreads out-side the premises Team E shall communicate to the District
Magistrate, Commissioner of the Police, Control Room and inform the situation as Off-
Site Emergency.
It shall be the responsibility of the Police Personnel to look after the law and order,
traffic control, evacuation of workers and other personnel.
They should also advise, through public address system, the localities that are
likely to get affected and the steps to be taken.
9.7.1 Information To Local Authorities
It shall be the responsibility of declarer / controller of emergency to inform the
Local Panchayat Official regarding the likely hazards from the industry and the
steps to be taken when there is an Off-Site Emergency. It is preferable that the
Local Panchayat Officials will also trained, on simple protective methods, through
demonstrations.

Chapter IX
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
9-20
Table 9.2: Emergency Action Code
For Fire of Spillage of Hazardous Substances
Emergency Action code scale For Fire or Spillage 1 : Jets 2 : Fog 3 : Foam 4 : Dry Agent
Notes for guidance – FOG – In the absence of fog equipment a fine spray may be used. DRY AGENT – Water must not be allowed to come into contact with the substance at risk. V –Can be violently or even explosively reactive. FULL – Full body protective Clothing with BA. BA – Breathing apparatus plus protective gloves DILUTE – May be washed to drain with large quantities of water. CONTAIN – Prevent, by any means available, the spillage from entering into water body
P V FULL DILUTE
R S V BA (S) BA FOR FIRE ONLY T BA (T) BA FOR FIRE ONLY W V FULL
CONTAIN
X Y V BA (Y) BA FOR FIRE ONLY Z BA (Z) BA FOR FIRE ONLY E CONSIDER EVACUATION
Substance UN Number UN Hazard Class EAC (Hazchem Code)
Petrol 1203 3 3(Y) E
Methyl Alcohol 1230 3,6.1 2 PE
L.P.G. 1075 2,3 2 WE
Ammonia 1005 2,3,6.1 2 PE
Kerosene 1223 3 3 (Y)
Ethyl Alcohol 1170 3 2 (Y) E

Chapter X
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
10-1
CHAPTER X
PROJECT BENEFIT ANALYSIS
10.1 Project Benefits
The sugar industry occupies a place of pride in rural economy. Most of the sugar
industries are located in rural areas providing employment to rural masses. The
molasses is used mainly for production of ethyl alcohol. The demand of alcohol for
industrial, potable & fuel alcohol in Maharashtra as well as in whole country will
increase significantly in coming years. Alcohol has assumed very important place
in the country’s economy. It is vital raw material for a number of chemicals. It has
been a source of large amount of revenue by way of Excise Duty levied by State
Government on Alcoholic liquors. It has a potentiality as fuel in the form of power
alcohol for blending with petrol in the ratio of maximum 26:74.
10.1.1 Alcohol as a fuel
Ethanol is mainly produced from sugarcane molasses. Sugarcane is a renewable
source of energy. Sugarcane cultivation is an efficient method of converting ‘solar
energy’ into ‘stored energy.’ Thus, use of ethanol as oxygenating agent or fuel-
extender would conserve fossil fuels and would reduce dependence on fossil fuels.
Addition of fuel-ethanol to petrol has several advantages, especially in a country
like India. Use of ethanol in place of tetraethyl lead or MTBE will prevent
dangerous and poisonous emissions containing lead or MTBE from petrol. It will
not require any catalytic converter for the vehicles. Use of ethanol in petrol reduces
emission of carbon monoxide. This will reduce pollution in India, as this is the
most major cause of environmental pollution in India. Ethanol is made from
renewable sources of energy i.e. based on agricultural products. Thus, it is not a
depleting resource like petrol.
Use of ethanol helps in maintaining the ‘carbon cycle’ of nature. Carbon dioxide in
the atmosphere is converted by agricultural crops like sugarcane or corn into
carbonaceous materials like sugar and starch using solar energy. This sugar or
starch can be converted into ethanol. This ethanol is used in vehicles to produce
energy along with petrol. This combustion in internal combustion engines converts

Chapter X
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
10-2
ethanol into carbon dioxide. This carbon dioxide can again be converted into sugar
or starch. Thus, the ‘carbon cycle’ of nature continues.
This ‘carbon cycle’ uses solar energy, which otherwise would have been wasted.
Use of fossil fuels alone to generate energy only increases content of carbon
dioxide in the atmosphere, disturbing the natural balance. Sustaining the ‘carbon
cycle’ reduces the ‘greenhouse effect.’ Use of ethanol, which is mostly a ‘home
grown’ product reduces dependence on the politically sensitive Middle – East
region. India has vast agricultural waste resources like sugarcane molasses to
gainfully convert into ethanol.
The proposed 30 KLPD anhydrous alcohol plant will contribute in fulfilling the
ethanol requirement of Maharashtra and neighboring deficit states. Recently
declared price of ethanol of Rs. 27/L. will help the sugar factory to pay attractive
cane price to the member farmers. This proposal is targeted at enhancing benefits
to the sugarcane farmers. The industry is established in the remote region of the
state. The industry helps to develop road and transportation facilities in the
region. The industry on expansion will provide direct and indirect employment
local rural persons. Both sugar unit and distillery units are complimentary to each
other in the development of the industrial activity in the region. This may develop
growth of agriculture and industrial activities in the region increasing the socio-
economic status of the farmers.
10.2 IMPROVEMENT IN THE SOCIAL INFRASTRUCTURE
Shree Rameshwar Sahakari Sakhar Karkhana Ltd., is a Co-Operative sugar factory.
The sugar factory has already initiated several activities for the development of the
region. Some of the prime activities are as follows.
Factory has provided cane seed of improved varieties to cane growers
through the agricultural set up at concessional rate
Factory has improved the internal roads in the area of operation
Factory is regularly providing technical guidance for cane development
programme at farmer’s field.
Factory has provided facilities such as housing, canteen, and other
welfare activities for its workers/share holders

Chapter X
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
10-3
Factory has established “Sakhar shala” for children of cane harvesting
workers.
Factory is arranging cultural programs and sports tournaments for
employees and cane growers of area of operation.
Thus, the sugar factory will pass on the benefits due to the distillery to its
shareholder farmers and to the entire society of the region.
10.3 ENVIRONMENTAL BENEFIT ANALYSIS
10.3.1 Advantages
Raw material i.e. molasses and bagasse is readily available from the sugar
factory
Hence, saving of raw material transportation cost and fuel,
Problem of molasses and bagasse disposal issues will get solved
Generation of energy (Biogas) from wastewater i.e. spentwash
Utilization of Biogas and thus saving more bagasse for off-season that will
be utilized for cogeneration activity
10.3.2 Benefits of Wastewater (spentwash) Treatment
Factory has decided to install bio-methanation followed by Bio-composting
treatment System for spentwash treatment that has following advantages:
1. Bio-gas generated from bio-methanation unit could be used for Boiler as a
fuel and save bagasse consumption
2. Production of good quality bio-compost (organic manure)
3. Increase in fertility of soil (Physical and biological)
4. Achieve zero discharge in inland /surface water
10.4 EMPLOYMENT GENERATION
A. General Staff Requirement for Distillery Unit
Sr. No. Employment Description Requirement
1. Distillery Manager 0 1
2. Shift Chemist 3+1
3. Assistant Engineer (Elect./Mechanical) 01
4. Lab. Chemist 3+1
5. Fermentation Operator 3+1

Chapter X
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
10-4
6. Fermentation Attendant 3+1
7. Distillation Operator 3+1
8. Wireman /Electrician. (For distillery & ETP) 02
9. Fitter 02
10. Warehouse Attendant 02
11. Laboratory Attendant 01
12. Unskilled Workers 05
B) Staff For Bio-composting Process , Biodigester
1. ETP -In charge 01
2. Chemist/ biodigester supervisor 01
3. Lab. Attendant 01
4. Aerotiller/Excavator Operator 02
5. Pay Loader Operator 02
6. Spraying Supervisor 02
7. Spraying Workers (Unskilled) 08
8. Trimming Staff (Unskilled) 16
C) Administrative Staff
1. Accountant 01
2. Clerk 02
3. Watchmen 3+1
Supporting Staff 2-5
D. Safety Officer 01
Addition to this the project will generate many indirect employment opportunities
to the local people.

Chapter XI
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
11-1
CHAPTER XI
DISCLOSURE OF CONSULTANT
11.1 CONSULTANT
Vasantdada Sugar Institute (VSI) Manjari (Bk), Pune 412 307 Maharashtra
Phone: (020) 2690 2100, 2690 2343/7/6 Fax: (020) 2690 2244
Web Site: www.vsisugar.com E-mail: [email protected]
National Accreditation Board for Education and Training (NABET) which works
under the Quality Council of India (QCI) has accorded provisional accreditation to the
Institute for the EIA consultancy services. VSI is accredited for sugar (category B),
distillery (category A) and thermal power project (category B).
The Institute is a recognized Research and Development center by Department of
Scientific and Industrial Research (DSIR), Ministry of Science and Technology,
Government of India.
The Department of Environmental Sciences of VSI is Post Graduate (PG) and Doctoral
course center (i.e. MSc & PhD), affiliated with ‘University of Pune’.
The activities of the Department are represented in the following chart.
Vasantdada Sugar Institute
Department of Environmental Sciences
Teaching and Training
Research and Development
Extension and Consultancy Services

Chapter XI
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
11-2
11.2 The project team of EIA study
Name Designation Role / Expertise
Dr. DS
Nimbalkar
Scientist and Head
Department of
Environmental Sciences,
VSI
EIA coordinator
FAE: Water Pollution, Solid waste and
noise
Collection and interpretation of data and
impact assessment, formulation of EMP,
for expert areas of water pollution, noise
and solid waste management; overall
coordination of project
S.C. Deshmukh
Director General
Vasantdada Sugar Institute, Manjari (Br.)
FAE: Socio Economic
Guidance for data collection and analysis; impact assessment, formulation of EMP
A.B.
Deshmane
Scientific Officer,
Department of
Environmental Sciences,
VSI
FAE: Ecology and Biodiversity
Data interpretation and impact
assessment, formulation of EMP for the
expert area of ecology and biodiversity;
Assistance in coordinating all project
activities
E.P. Alhat Project Assistant
Department of
Environmental Sciences,
VSI
FAE: Water Pollution, Solid waste
Data interpretation, impact assessment
and formulation of EMP for the areas of
water pollution, noise, solid waste;
Assistance in coordinating
environmental monitoring and analysis
activities
S.V. Patil Head and Technical
Advisor Department of
Alcohol Technology, VSI
FAE: Water pollution and risk
management
Impact assessment and design of EMP
for water pollution and preparation of
risk management plan

Chapter XI
Shree Rameshwar SSKL, Dist Jalna, Maharashtra
11-3
R.A.
Chandgude
Technical Advisor
Department of Sugar
Engineering, VSI
Air pollution prediction and control
Formulation of EMP for the same
Dr. Pravin
Saptarshi
Adjunct Professor
Department of
Environmental Science,
VSI
Interpretation and formulation of
Socioeconomic Environment
DB Phonde Department of Soil
Sciences, VSI
Expert in soil and soil conservation, Role
in impact prediction, preparation of EMP
Dr. DC
Meshram
Department of Geology,
University of Pune
Empanelled expert
FAE: Geology and soil
Swapnil
Awghade
Land use
Empanelled expert
Interpretation of land use data and local
topographical information, impact
M.G. Patil Head of Civil Engineering
Department, VSI
Land use studies, impact assessment and
formulation of EMP for the same
H.S. Kolte Project Assistant;
Dept of Env Sci., VSI Monitoring of air, water, soil, noise and
analysis; data collection for ecology and
biodiversity, involved in report writing
and preparation of presentations
V.P. Patil Research Assistant
Dept of Env Sci., VSI Monitoring of air, water, soil, noise and
analysis, involved in report writing and
preparation of presentations
Anand More Project Assistant
Dept of Env Sci., VSI Analysis of environmental samples and
Report preparation, involved in report
writing and preparation of presentations
KJ Divekar Project Assistant
Dept of Env Sci., VSI Analysis of environmental samples and
report preparation

Shree Rameshwar SSKL, Dist Jalna, Maharashtra
1
Existing sugar factory ETP Green belt view in existing sugar factory
Green belt view in existing sugar factory

Shree Rameshwar SSKL, Dist Jalna, Maharashtra
2
Photographs showing proposed distillery and compost site
Related Documents