Desarrollo sustentable La Comisión Mundial de Medio Ambiente y Desarrollo definió el desarrollo sustentable como un desarrollo que “satisface las necesidades del presente sin comprometer las capacidades para satisfacer las necesidades de las generaciones futuras” (“Nuestro Futuro Común”, 1987) El concepto es nuevo y controvertido. Las políticas para aplicarlo están en etapa de desarrollo. Todavía ningún país sigue una política de desarrollo sustentable. El camino para un desarrollo sustentable varía según el grado de industrialización de cada país. El desarrollo sustentable es un proceso de avance simultáneo en cuatro dimensiones: económica, humana, ambiental y tecnológica. El desarrollo sustentable es una fuente de trabajo (conservar el medio ambiente) y es un sector de exportación “no tradicional” que refuerza la identidad nacional y de cada región. Un manejo sustentable de los recursos permite salir de la pobreza y una producción limpia permite hacer manejo sustentable de los recursos. Se produce un círculo virtuoso entre EFICIENCIA, EQUIDAD Y CONSERVACIÓN REFORZAMIENTO MUTUO a través del mercado El avance hacia un objetivo se realiza gracias a los otros dos (equidad, crecimiento y conservación) DIMENSIONES E INDICADORES DIMENSIONES económica humana ambiental tecnológica INDICADORES PNB consumo de energía mortalidad infantil tasas de fertilidad ESTRATEGIAS PARA UN DESARROLLO SUSTENTABLE Atender a cuestiones básicas y empezar desde lo local: descentralización de la responsabilidad, compromiso de la comunidad, cambio de prioridades Manejo de los recursos de propiedad de la comunidad

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Desarrollo sustentable
La Comisión Mundial de Medio Ambiente y Desarrollo definió el desarrollo sustentable como un desarrollo que “satisface las necesidades del presente sin comprometer las capacidades para satisfacer las necesidades de las generaciones futuras” (“Nuestro Futuro Común”, 1987)
El concepto es nuevo y controvertido. Las políticas para aplicarlo están en etapa de desarrollo. Todavía ningún país sigue una política de desarrollo sustentable. El camino para un desarrollo sustentable varía según el grado de industrialización de cada país. El desarrollo sustentable es un proceso de avance simultáneo en cuatro
dimensiones: económica, humana, ambiental y tecnológica. El desarrollo sustentable es una fuente de trabajo
(conservar el medio ambiente) y es un sector de exportación “no tradicional” que refuerza la identidad nacional y de cada región. Un manejo sustentable de los recursos permite salir de la pobreza y una producción limpia permite hacer manejo sustentable de los recursos. Se produce un círculo virtuoso entre EFICIENCIA, EQUIDAD Y CONSERVACIÓN REFORZAMIENTO MUTUO a través del mercado El avance hacia un objetivo se realiza gracias a los otros dos (equidad, crecimiento y conservación)
DIMENSIONES E INDICADORES
DIMENSIONES
económica
humana
ambiental
tecnológica
INDICADORES
PNB
consumo de energía
mortalidad infantil
tasas de fertilidad
ESTRATEGIAS PARA UN DESARROLLO SUSTENTABLE
Atender a cuestiones básicas y empezar desde lo local: descentralización de la responsabilidad, compromiso de la comunidad, cambio de prioridades
Manejo de los recursos de propiedad de la comunidad
Fijación de precios adecuados de los recursos (recursos escasos) incorporando el costo de aumento de su suministro (mercados competitivos, incentivos económicos)
Gestión de la demanda para mayor eficiencia (cogeneración para regulación)
Diseño de eficiencia para recuperación total (sistemas de tratamiento, procesos industriales, reciclaje, reutilización)

Gestión de capacidad institucional personal técnico, sistemas de información, mecanismos legales y administrativos para planificación cuando incentivos racionales son insuficientes (beneficios gestión y sistemas de control)
Usar con mayor eficiencia agua y tierras de cultivo
Mejorar prácticas agrícolas y tecnologías para aumentar producción
Evitar uso excesivo de fertilizantes y pesticidas químicos
Conservar el agua eliminando los hábitos y usos industriales que generan
desperdicio
Mejorar calidad del agua y limitar tomas de agua superficiales
Conservar la biodiversidad deteniendo extinción y destrucción de hábitats y ecosistemas
Utilizar cuidadosamente los sistemas de irrigación
Evitar el cultivo de tierras en lugares de alta pendiente o marginales
Disminuir o detener destrucción de bosques, humedales y otros hábitats únicos para conservar la diversidad biológica

ENSAYOS METALOGRAFICOS
IntroducciónLa metalografía es la parte de la metalurgia que estudia las características estructuraleso de constitución de los metales y aleaciones, para relacionarlas con las propiedades físicas, mecánicas y químicas de los mismos.La importancia del examen metalográfico radica en que, aunque con ciertas limitaciones, es capaz de revelar la historia del tratamiento mecánico y térmico que ha sufrido el material.A través de este estudio se pueden determinar características como el tamaño de grano, distribución de las fases que componen la aleación, inclusiones no metálicas como sopladuras, micro cavidades de contracción, escorias, etc., que pueden modificarlas propiedades mecánicas del metal.En general a partir de un examen metalográfico bien practicado es posible obtener un diagnóstico y/o un pronóstico.El examen metalográfico puede realizarse antes de que la pieza sea destinada a un fin, a los efectos de prevenir inconvenientes durante su funcionamiento, o bien puede ser practicado sobre piezas que han fallado en su servicio, es decir, piezas que se han deformado, roto o gastado. En este caso la finalidad del examen es la determinación de la causa que produjo la anormalidad.Básicamente, el procedimiento que se realiza en un ensayo metalográfico incluye la extracción, preparación y ataque químico de la muestra, para terminar en la observación microscópica. Si bien la fase más importante de la metalografía es la observación microscópica, la experiencia demuestra que poco se puede hacer si alguna de las operaciones previas se realiza deficientemente.Si la etapa de preparación no se realiza cuidadosamente es posible que se obtenga una superficie poco representativa del metal y sus características. Una preparación incorrecta puede arrancar inclusiones no metálicas, barrer las láminas de grafito en una muestra de fundición, o modificar la distribución de fases si la muestra ha sufrido un sobrecalentamiento excesivo.A continuación se hará una breve descripción de cada uno de los pasos previos a la observación en el microscopio, comenzando por la extracción de la muestra, siguiendo con las distintas fases de preparación de la misma y por último se describe el ataque químico a la muestra y la observación microscópica.
I Extracción de la muestraDurante la extracción de la muestra es fundamental considerar el lugar de donde se extraerá la probeta y la forma en que se hará dicha extracción.Se debe tener en cuenta que no es indiferente el lugar de donde se extraerá la muestra, según sea el objetivo del examen. Por ejemplo cuando se trata de una pieza rota en servicio y el objeto del examen es determinar las causas de dicha falla, la probeta debe extraerse, en la medida de lo posible, de la zona puntual donde la pieza ha fallado. Esto permitirá obtener la mayor información posible de las características del material en dicha zona y así obtener mejores conclusiones sobre las posibles causas de la falla. Por ejemplo, si se pretende determinar si un trozo de alambre posee trabajo en frió, causado por algún proceso de trefilado, se deberá observar una cara paralela al eje longitudinal de dicho trozo; por lo tanto la extracción de la muestra estará determinada por esta condición. En síntesis se debe lograr una muestra representativa del material a examinar.En cuanto a la forma de extracción de la probeta se debe tener en cuenta que esta operación debe realizarse en condiciones tales que no afecten la estructura superficial de la misma. Por lo tanto se debe cuidar que la temperatura del material no se eleve demasiado durante el proceso de extracción.La extracción se puede hacer con cierras de corte manual, o en el caso de piezas muy duras con cortadoras sensitivas muy bien refrigeradas.
II Preparación de la muestra
La preparación de la muestra puede dividirse en tres fases:1) Desbaste Grosero2) Desbaste Final3) Pulido
II.1 Desbaste GroseroEl desbaste grosero se practica una vez extraída la probeta con la finalidad de reducir las irregularidades, producidas en la operación de extracción, hasta obtener una cara lo más plana posible. Esta operación

puede realizarse con una cinta de desbaste o bien en el caso de materiales no muy duros como aceros sin templar y fundiciones se puede hacer con lima, aunque aumente algo la distorsión que se produce en la superficie a causa de la fluencia del material.De cualquier manera que se practique el desbaste grosero siempre se debe cuidar que la presión no sea exagerada para que la distorsión no sea muy importante, ni la temperatura de la superficie se eleve demasiado.
II.2 Desbaste FinalLa operación de desbaste final comienza con un abrasivo de 150, seguido del 250, 400, para terminar con el 600 o 1000.El desbaste se puede realizar a mano o con desbastadoras mecánicas.Para el caso de desbaste manual el papel abrasivo se coloca sobre una placa plana y limpia y se mueve la probeta longitudinalmente de un lado a otro del papel aplicándole una presión suave; se debe mantener la misma la dirección para que todas las rayas sean paralelas. Durante la operación se debe dejar que una corriente de agua limpie los pequeños desprendimientos de material y a su vez lubrique y refrigere la zona desbastada.El final de la operación sobre un papel está determinado por la desaparición de las rayas producidas durante el desbaste grosero o el papel anterior. Para poder reconocer esto fácilmente se opera de manera que las rayas de un papel a otro sean perpendiculares, es decir se debe rotar 90º la dirección de movimiento de la probeta cada vez que se cambia de abrasivo. Además cada vez que se cambia de abrasivo es conveniente lavar la probeta y enjuagarse las manos para no transportar las partículas desprendidas en el abrasivo anterior, ya que esto puede provocar la aparición de rayas.La presión que se aplica a la probeta no debe ser exagerada ya que esto aumenta la distorsión y además pueden aparecer rayas profundas. La presión debe ir disminuyendo a medida que se avanza en la operación.Si el desbaste se realiza en forma automática las precauciones son las mismas que para el desbaste manual. En este caso el abrasivo esta adherido sobre un disco de 20 cm de diámetro, aproximadamente, que gira a velocidades que pueden oscilar entre 250 y 600 RPM; las velocidades más altas se usan con los abrasivos más gruesos.Cuando los metales a pulir son demasiado blandos es conveniente impregnar los abrasivos con un lubricante adecuado.
II.3 PulidoEl pulido tiene por objeto eliminar las rayas finas producidas en el desbaste final y producir una superficie con características especulares. Esta operación por lo general se realiza en forma mecánica y se utiliza un paño impregnado con partículas de algún abrasivo en solución acuosa.Básicamente, se pueden utilizar dos tipos de paños: con pelo (pana, terciopelo, lanas) y sin pelo (seda natural). Se debe elegir el que más se adapte al tipo de material a examinar. Por ejemplo, el pulido de muestras de fundición se debe realizar con paños sin pelo para evitar el arrancamiento de grafito.En cuanto a los abrasivos pueden ser: pasta de diamante, alúmina, alumdun,etc. El abrasivo comúnmente utilizado es la alúmina, que es oxido de aluminio en partículas y que comercialmente se obtiene en forma de pastas o soluciones acuosas.Se debe cuidar que la humedad del paño sea la adecuada, es decir, si la humedad es excesiva la acción abrasiva se retardará demasiado y si es escasa la probeta tiende a mancharse.Si bien es muy cierto que cuanto más pulida este la superficie más clara será la imagen que obtengamos en el ocular, muchas veces no es necesario llegar hasta un pulido perfecto, sino que bastará con que la densidad de rayas en la superficie sea lo suficientemente baja y preferentemente en una sola dirección.Si con un aumento de 500x se pueden distinguir porciones lisas más o menos grandes entre las rayas, entonces el pulido puede darse por terminado.Dado que las zonas rayadas serán más atacadas que las zonas lisas, si la densidad de rayas es muy alta y si a su vez están en dos o más direcciones, el oscurecimiento de las rayas durante el ataque cubrirán los detalles de la estructura del material.
Métodos especiales de preparaciónLa preparación de metales blandos y dúctiles es difícil en el sentido de que el metal blando fluye con mucha facilidad y se generan capas de metal distorsionado que enmascaran la verdadera estructura (Aluminio y sus aleaciones, Cobre y sus aleaciones,Plomo, etc.) Por otra parte la conservación de algunas inclusiones en las muestras de acero o las láminas de grafito en las funciones requiere de técnicas algo más específicas de preparación. Así por ejemplo la

preparación de una muestra de fundición requiere un pulido cuidadoso sobre un paño sin pelo, en una sola dirección, y con la humedad adecuada para que las láminas de grafito no sean arrancadas durante este proceso.De esto se desprende que la preparación de las muestras no es un procedimiento estricto y abarcativo para cualquier tipo de material, sino que en general es necesario un estudio más o menos cuidadoso del tema de acuerdo al tipo de material a analizar y a los resultados que se pretendan obtener.
DistorsiónEs un fenómeno natural que se produce en la superficie durante las operaciones de desbaste y pulido. Los esfuerzos mecánicos que introducen las partículas de abrasivo, sumado al efecto térmico producen la fluencia del metal en la superficie de la muestra. Esta fluencia de metal destruye, al menos parcialmente, el estado cristalino del metal.Dado que la superficie resultante posee una energía libre mayor, sumado a que dicha distorsión solo posee una profundidad de algunas distancias interatómicas, en general este efecto es eliminado luego del ataque químico. En caso que la distorsión no sea eliminada en el primer ataque, serán necesarias 3 o 4 sesiones alternadas de ataque y pulido.
III Ataque QuímicoEl ataque químico de la cara que se observará tiene por objetivo poner en evidencia, mediante un ataque selectivo, las características estructurales de la muestra.Al aplicar el reactivo sobre la superficie a observar, las características de la estructura son reveladas como consecuencia de un ataque selectivo de la superficie. Esto se debe a que las distintas fases así como los planos cristalográficos diferentemente orientados poseen diferencias en la susceptibilidad al ataque.En general aquellas regiones de la estructura donde la energía libre del sistema es mayor, como por ejemplo los límites de fases, bordes de grano, etc., son atacadas más rápidamente que las regiones monofásicas o ínter granulares.Los reactivos de ataque por lo general son ácidos orgánicos disueltos en agua, alcohol, glicerina, etc. El grado de ataque de una probeta es función de la composición, temperatura y tiempo de ataque.Para que el ataque sea apropiado es necesario elegir el reactivo de acuerdo a la composición de la probeta, es decir, un reactivo a base de persulfato de amonio es ideal para atacar probetas de cobre y latón, pero no es adecuado para atacar al acero o aleaciones ferrosas. En cambio el nital (solución acuosa o alcohólica de ácido nítrico al 2% o hasta el 5%) es uno de los reactivos más comúnmente usado en aleaciones ferrosas y aceros. En la tabla 1 se encuentran algunos reactivos con su composición y usos más frecuentes.En general, dado un reactivo, el tiempo de ataque es una variable fundamental, y en general debe ser determinado en forma práctica. Un tiempo de ataque demasiado corto (subataque), no permitirá que el reactivo actúe lo suficiente y por lo tanto no se obtendrá un buen contraste entre las fases, o los bordes de grano aun no habrán aparecido. Por otro lado, un sobre ataque proporcionará una cara obscura con bordes de grano demasiado anchos, resultando dificultoso una distinción clara de las proporciones de cada una de las fases.En este sentido la experiencia indica que en el caso de no conocer el tiempo de ataque adecuado, es conveniente comenzar con secciones acumulativas de ataques de corta duración y observaciones microscópicas hasta lograr el contraste apropiado.En el caso que se produjese un sobre ataque será necesario pulir la probeta en el abrasivo más fino y también en el paño antes de atacar nuevamente durante un tiempo menor.
Métodos de ataque.Antes de realizar el ataque se debe limpiar y desengrasar con alcohol la cara de la muestra a atacar y luego se debe secar con aire caliente.Los modos de ataque principalmente son dos: uno sumergiendo la probeta en el reactivo con la cara que se observará hacia arriba y el otro es mojando un algodón con el reactivo y frotar la cara de la probeta.Transcurrido el tiempo de ataque se debe tomar la probeta y lavar con agua o alcohol e inmediatamente se debe secar con aire caliente. En el caso que se lave con agua es conveniente enjuagar rápidamente la probeta con alcohol y luego secarla con aire, esto previene la formación de manchas de óxido. La muestra se debe manipular en todo momento con pinzas por dos razones fundamentales: para no tener inconvenientes con el reactivo y para no tocar la muestra con las manos ya que esto manchará la superficie de la misma.


LOS METALES
Clasificación:
Metales férricos: son aquellos cuyo componente principal es el hierro.
Metales no férricos: son materiales metálicos que no contienen hierro o que lo contienen en pequeñas cantidades.
Clasificación:
Metales férricos
- Hierro puro (0,008% < C < 0,03%)
- Acero (0,03% < C < 1,76%)
- Fundición (C > 1,76%)
Metales no férricos
- Metales ultraligeros (berilio, magnesio)
- Metales ligeros (titanio, aluminio)
- Metales pesados (cobre, cinc, plomo, estaño, etc.)
METALES FÉRRICOS (HIERRO)
Metal de color blanco grisáceo. Buenas propiedades magnéticas. Inconvenientes:
- Se corroe con facilidad.- Punto de fusión elevado.- Difícil mecanizado.- Frágil y quebradizo.
Aplicaciones: Tiene escasa utilidad. Se emplea en componentes eléctricos y electrónicos.
METALES FÉRRICOS (ACERO)
El acero es una aleación de hierro y carbono en la que el porcentaje de carbono es inferior al 2%.
- Propiedades: Elevada dureza, tenacidad y gran resistencia mecánica.
- Aplicaciones: Construcción de maquinaria, herramientas, equipos mecánicos, edificios y obras públicas.
METALES FÉRRICOS (FUNDICIÓN)
La fundición es una aleación de hierro y carbono en la que el porcentaje de carbono es superior al 2%.
- Propiedades: Elevada dureza y gran resistencia al desgaste.- Aplicaciones: Elementos de maquinaria, carcasas de motores, engranajes, pistolas, farolas, tapas de alcantarilla,
etc.
METALES NO FÉRRICOS
Metales ultraligeros (berilio, magnesio)

Metales ligeros (titanio, aluminio)
Metales pesados (cobre, cinc, plomo, estaño, etc.)
METALES ULTRALIGEROS (MAGNESIO)
- Propiedades: de color blanco brillante similar a la plata, muy ligero, blando, maleable, tenaz y poco dúctil. Reacciona violentamente con el oxígeno.
- Aplicaciones: Pirotecnia, Combinado con otros metales, forma aleaciones ligeras que se utilizan en aeronáutica y en la fabricación de automóviles, motos y bicicletas, etc.
METALES LIGEROS (ALUMINIO)
- Propiedades: Blanco plateado. Presenta una alta resistencia a la corrosión. Es muy blando, de baja densidad y gran maleabilidad y ductilidad. Tiene una alta conductividad térmica y eléctrica.
- Aplicaciones: Se utiliza en líneas eléctricas de alta tensión y, por su baja densidad, en la fabricación de automóviles, aviones y bicicletas. También se emplea en carpintería metálica, en cubiertas, decoración, útiles de cocina y botes de bebida.
METALES LIGEROS (TITANIO)
- Propiedades: de color blanco plateado, brillante, ligero, muy duro y resistente.- Aplicaciones: se emplea en la industria aeroespacial y en la fabricación de prótesis médicas. Por su brillo, se
utiliza también en ciertas estructuras arquitectónicas.
METALES PESADOS (COBRE)
- Propiedades: Blando, de color rojizo. Presenta alta conductividad térmica y eléctrica, así como una notable maleabilidad y ductilidad. Se oxida fácilmente.
- Aplicaciones: Fabricación de cables eléctricos, hilos de telefonía, bobinas de motores, etc. También se emplea para fabricar tuberías, calderas y radiadores. También se utiliza para aplicaciones decorativas y artísticas en arquitectura, bisutería y artesanía.
- Forma aleaciones como el latón y el bronce.
METALES PESADOS (LATÓN)
- Es una aleación de cobre y cinc.
- Propiedades: Presenta una alta resistencia a la corrosión y soporta el agua y el vapor mejor que el cobre.
- Aplicaciones: Se utiliza en ornamentación decorativa, artesanía, orfebrería y cubertería; así como en la fabricación de tuberías, condensadores, turbinas, hélices, etc.
METALES PESADOS (BRONCE)
- Es una aleación de cobre y estaño.
- Propiedades: Presenta una alta ductilidad y una buena resistencia al desgaste y a la corrosión.
- Aplicaciones: Se emplea en hélices de barco, cuerpos de bombas hidráulicas, filtros, campanas, tuercas, monedas, obras de arte. Además, por su superficie lisa, también se utiliza para fabricar engranajes, cojinetes, rodamientos.

METALES PESADOS (PLOMO)
- Propiedades: De color gris plateado, muy blando y pesado. Tiene una notable plasticidad, es maleable y buen conductor del calor y la electricidad. Resulta muy tóxico por inhalación.
- Aplicaciones: fabricación de baterías y acumuladores y forma parte de algunas gasolinas. Se utiliza en la industria del vidrio y en óptica como aditivo que proporciona dureza y añade peso. Al ser un metal absolutamente opaco, también se emplea como protector contra radiaciones nucleares.
METALES PESADOS (ESTAÑO)
- Propiedades: de color blanco brillante, muy blando, poco dúctil y muy maleable. No se oxida a temperatura ambiente.
- Aplicaciones: Fabricación de papel de estaño y hojalata (chapa de acero cuyas paredes están recubiertas con sendas películas de estaño). Además, la aleación de estaño y plomo se utiliza como material de unión en soldaduras blandas.
METALES PESADOS (CINC)
- Propiedades: De color gris azulado, brillante, frágil en frío y de baja dureza.
- Aplicaciones: Se utiliza en cubiertas de edificios, cañerías y canalones, así como en la industria de automoción. Mediante el proceso denominado galvanizado, se recubren piezas con una ligera capa de cinc, para protegerlos de la corrosión, etc.
TÉCNICAS DE CONFORMACIÓN:
- Metalurgia de polvos
- Moldeo
- Deformación: Laminación, Forja, Extrusión, Estampación, Embutición, Doblado y Trefilado.
METALURGIA DE POLVOS:
- Paso 1: El metal es molido hasta convertirlo en polvo.
- Paso 2: A continuación, se prensa con unas matrices de acero.
- Paso 3: Se calienta en un horno a una temperatura próxima al 70% de la temperatura de fusión del metal.
- Paso 4: Se comprime la pieza para que adquiera el tamaño adecuado.
- Paso 5: Se deja enfriar.
- Tratamientos posteriores
MOLDEO:
- Paso 1: Se calienta el metal en un horno hasta que se funde.
- Paso 2: El metal líquido se vierte en el interior del molde.
- Paso 3: Se deja enfriar hasta que el metal se solidifica.
- Paso 4: Se extrae la pieza del molde.

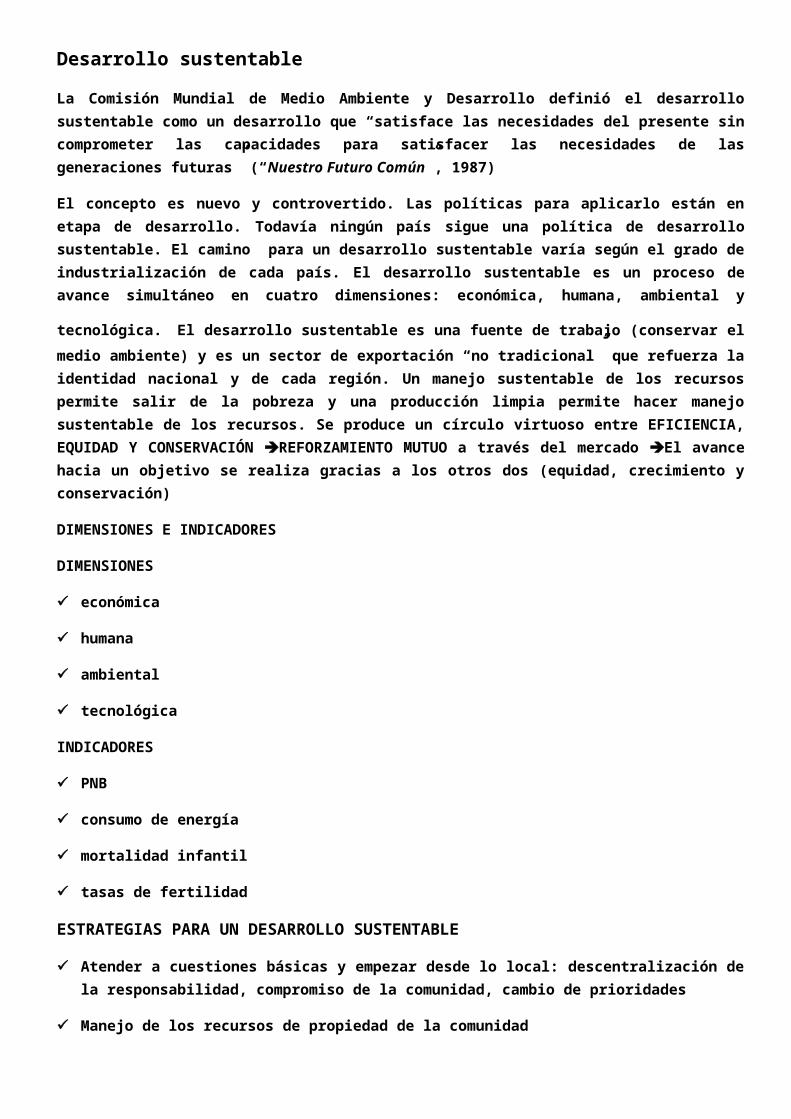
Laminación:
Suele hacerse en caliente y se emplea para obtener planchas, chapas de distintos grosores, barras, perfiles estructurales, tubos, etc.
Estampación En Frío:
Se emplea para la construcción de carrocerías de automóviles, radiadores, etc.
Extrusión:
Se emplea para la obtención de barras, tubos, perfiles variados, así como marcos de ventana, bisagras, etc.
Embutición:
Se emplea para obtener piezas huecas, como cojinetes, a partir de chapas planas.
Doblado:
Se utiliza para obtener piezas con formas curvas y piezas con ángulos.
Trefilado:
Esta técnica se emplea para fabricar hilos o cables metálicos con secciones y diámetros muy diversos.

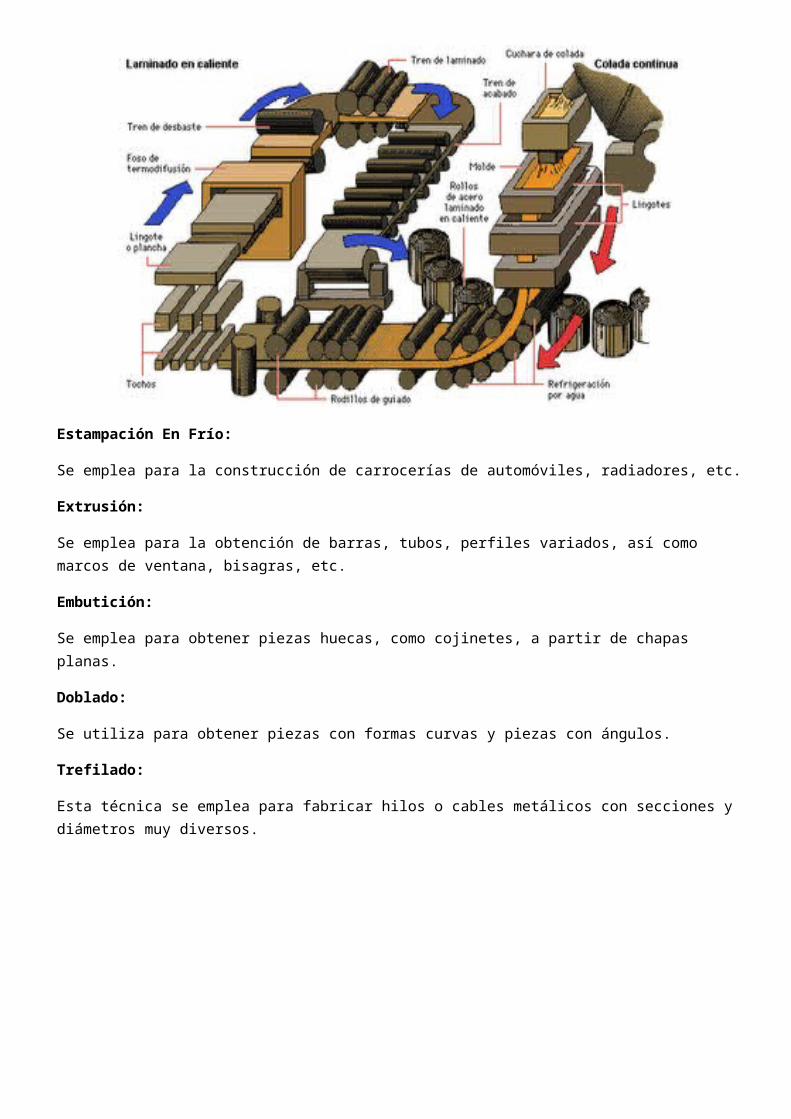
PULVIMETALURGIA
¿Quiere conocer más a fondo en qué consiste la pulvimetalurgia y el sinterizado?
¿Quiere saber cuáles son sus ventajas?La pulvimetalúrgia convencional y el sinterizado, es un proceso que se empezó a aplicar de forma industrial a principios del siglo XX.Se caracteriza por trabajar con metal en polvo y a temperaturas por debajo del punto de fusión del metal.
El proceso consta de los siguientes pasos:
Fase I, PREPARACION DEL POLVO
En primer lugar, el metal se funde con el fin de obtener la materia prima necesaria para el proceso pulvimetalúrgico.
El metal fundido en un horno especial se vierte a través de un difusor, con el fin de obtener pequeñas gotas de metal fundido que se enfrían muy rápidamente, mediante agua o gas, o
utilizando un disco metálico refrigerado, que gira a gran velocidad.
Los polvos metálicos pueden ser de metales puros, en cuyo caso, se mezclan en las cantidades de polvo adecuadas de cada metal para obtener la aleación deseada. O bien puede ser un polvo "prealeado", obtenido a partir de la fundición de la aleación correspondiente.

Acondicionamiento del polvo: Una vez obtenido el polvo metálico, es necesario añadir algunos elementos acondicionadores para que se pueda trabajar correctamente. Los principales acondicionantes son:
- Lubricantes: tienen como función reducir la fricción entre las partículas de polvo y de estas con las paredes de la matriz durante la fase de compactado.
- Los aglutinantes: Se agregan para mejorar la unión de las partículas después del compactado, mejorando la resistencia a la manipulación de la "pieza en verde" o cruda.
Fase II, COMPACTADO El polvo obtenido, constituye la materia prima principal de nuestros productos. Este polvo se introduce en un molde con la forma de la pieza deseada y se procede a su compactación, mediante una prensa.
La presión ejercida se realiza de forma uniaxial, mediante dos pistones que comprimen el polvo en el interior una matriz desde arriba y desde abajo.
Esta presión varía en función del material o la aleación con la que se trabaja. En la tabla I, se dan algunos valores orientativos acerca de las presiones de trabajo para diferentes materiales. Una vez compactado el polvo, se obtiene una "pieza en verde" o "cruda", con una forma y unas dimensiones muy próximas a las finales.
Esta pieza en verde, posee cierta resistencia mecánica que permite su manipulación, debida a la deformación de las partículas de polvo durante el prensado, pero que no son aún las propiedades mecánicas adecuadas para su puesta en servicio.
PRESIONES APROXIMADAS DE COMPACTACION PARA ALGUNOS POLVOS METALICOS
MATERIAL PRESION (Tons. /Sq. Inch) Aluminio 5 a 20 Latón 30 a 50 Bronce 15 a 20 Acero (baja densidad) 25 a 30 Acero (media densidad) 30 a 40 Acero (alta densidad) 35 a 60 Tungsteno 5 a 10
Fase III, SINTERIZADO Una vez obtenida la pieza en verde, se la somete al proceso de sinterizado. Este consiste en un calentamiento POR DEBAJO DEL PUNTO DE FUSION del metal, con el fin de que las partículas de polvo se suelden entre si, quedando unidas ahora de forma física. Las temperaturas de sinterizado se encuentran en un rango de 0.5 a 0.8 veces la temperatura de fusión. En la tabla II, se muestran algunas temperaturas orientativas para el sinterizado de diferentes materiales y aleaciones. La atmósfera dentro del horno debe de impedir la oxidación superficial de las partículas de polvo que darían lugar a una incorrecta unión de estas. Por esta razón se utilizan hornos de vació o de atmósfera controlada. Se obtiene así una pieza ya terminada con unas tolerancias dimensionales de alrededor del 1% de la dimensión total, con unas propiedades mecánicas adecuadas, y la porosidad deseada inicialmente.
TEMPERATURAS DE SINTERIZADO PARA ALGUNAS ALEACIONES Y MATERIALES
MATERIAL TEMPERATURA (°C) Bronce 780 a 840 Aceros 1100 a 1300 Aleaciones de aluminio 560 a 600 Latón 850 a 950 Cobre 750 a 950 Metales duros 1200 a 1600
Fase IV, ACABADO En algunos casos es necesario realizar diferentes operaciones de acabado en función del uso que se le va a dar a la pieza terminada.
Algunas de estas operaciones de acabado son:
- Dimensionado: En ocasiones se desean obtener piezas metálicas con una tolerancia muy estrecha (del orden de 0.001", como por ejemplo en el caso de cojinetes autolubricados). Por esta razón se somete a la pieza ya terminada a un reprensado para ajustar dimensiones.
- Impregnación: Una de las ventajas de la pulvimetalurgia es la posibilidad de tener un control muy estrecho sobre el porcentaje de porosidad de la pieza terminada.
En el caso de los cojinetes autolubricados esta ventaja se aprovecha sometiendo a la pieza a un proceso de impregnación en un aceite lubricante.
- Infiltración: en muy similar a la operación de impregnación, salvo que en este caso, se utiliza un metal fundido o un polímetro para rellenar los poros. Algunos de los metales más comúnmente usados son el cobre y el plomo.
VENTAJAS DE LA PULVIMETALURGIA
El proceso de pulvimetalurgia y sinterizado presenta una serie de ventajas frente a otros procesos de producción que lo hacen económico, limpio y muy competitivo.
En la tabla III, podrá ver usted algunas de estas ventajas de forma comparativa frente a otros métodos de fabricación.
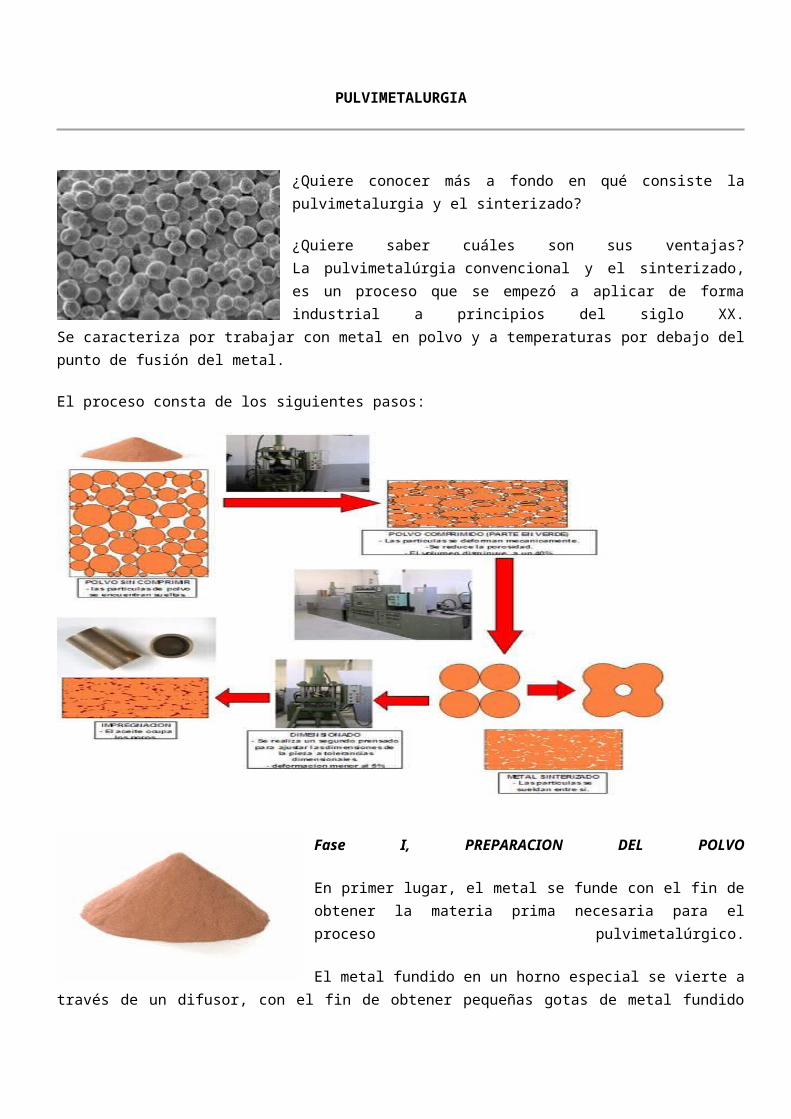
TABLA COMPARATIVO ENTRE DIFERENTES PROCESOS DE FABRICACION
PROCESO UTILIZACION DEL MATERIAL (%)
ENERGIA POR KILO DE PARTES
RESISTENCIA
MECANICA
POSIBILIDAD DE REALIZACION DE GEOMETRIAS COMPLICADAS
VOLUMEN DE PIEZAS REQUERIDAS PARA AMORTIZAR INVERSION DE HERRAMENTAL
FUNDICION 90 30-38 BAJA NO BAJOFORJA EN CALIENTE
75-80 46-49 EXCELENTE NO MEDIO
EXTRUSION 85 41 BUENA NO MEDIOPROCESOS DE MAQUINADO
40-50 66-82 EXCELENTE SI ALTO
SINTERIZADO 97 29 BUENA SI MEDIO

TÉCNICAS DE LA METALURGIA
La soldadura
Moldeo a la cera perdida
El tratamiento térmico para el temple con acero utilizado por los griegos.
Altos hornos y la fundición.
La extracción de metales.
Metales pesados más usados
Cobre
Plomo
Zinc
Estaño
Oro
Plata
Metales no pesados
Aluminio
Aleaciones de aluminio: cobre, magnesio y manganeso
1. PRODUCCIÓN DE HIERRO (ARRABIO)
Como en todos los procesos existen distintos métodos de fabricación, pero explicaremos el más sencillo.
La mayoría del hierro se extrae de los minerales de hierro en grandes altos hornos. Los materiales básicos empleados para fabricar arrabio son mineral de hierro, coque y caliza. El coque se quema como combustible para calentar el horno, y al arder libera monóxido de carbono, que se combina con los óxidos de hierro del mineral y los reduce a hierro metálico. La ecuación de la reacción química fundamental de un alto horno es:
Fe2O3 + 3CO → 3CO2 + 2Fe
La caliza de la carga del horno se emplea como fuente adicional de monóxido de carbono y como sustancia fundente. Este material se combina con la sílice presente en el mineral (que no se funde a las temperaturas del horno) para formar silicato de calcio, de menor punto de fusión. Sin la caliza se formaría silicato de hierro, con lo que se perdería hierro metálico. El silicato de calcio y otras impurezas forman una escoria que flota sobre el metal fundido en la parte inferior del horno, pudiendo así separarlo. El arrabio se transfiere normalmente en estado líquido aun horno de fabricación de acero.
Nucleación
Una vez que ya hemos obtenido el hierro, no queremos tenerlo en estado líquido sino sólido, ya sea en forma de lingotes, plancha. En el cambio de fase líquida a sólida (solidificación), está teniendo lugar un tipo concreto de transformación de fase: cambio de estado, y con ello la nucleación, empiezan a aparecer los primeros núcleos de fase sólida.

2. PRODUCCIÓN DE ACERO
Definición: Aleación de hierro y carbono hasta aproximadamente un 1.2% de carbón.
La mayor parte del acero se fabrica por oxidación del carbón y otras impurezas en el arrabio hasta que el contenido de carbono en el hierro se reduce l nivel requerido.
El proceso más frecuente para transformar los lingotes hierro en acero es el soplado con oxígeno en medio básico. Introducimos en un convertidor los lingotes de hierro y hasta un 30% de chatarra de acero, e insertamos una lanza de oxígeno. El oxígeno puro de la lanza reacciona con el baño líquido para formar óxido de hierro. Seguidamente, el carbono del acero reacciona con el óxido de hierro para formar monóxido de carbono:
FeO + C → Fe + CO
Inmediatamente antes del comienzo de la reacción con oxígeno, se adicionan fundentes formadores de escoria (cal). En este proceso el contenido en carbono del acero se puede reducir drásticamente en aproximadamente 22 minutos, al tiempo que se consigue una reducción de impurezas como azufre y fósforo.
• TRANFORMACIONES DE FASE
• Unas de las transformaciones de fase más estudiadas son las de las aleaciones, y una forma de exponerlas gráficamente son los diagramas de fase.
• En este caso vamos a mostrar el diagrama de fases del carburo de hierro – hierro (Fe – Fe 3C) y hacer preguntas cuyas respuestas podemos obtener en él mismo.
Aquí se muestran las fases presentes en las aleaciones hierro-carbono enfriadas muy lentamente a distintas temperaturas y composiciones. Este diagrama contiene las siguientes fases sólidas:
* Ferrita - * Austenita () * Cementita (Fe3C) * Ferrita -
Por lo tanto podemos experimentar distintos tipos de reacciones.
3. PRODUCCIÓN DE ACERO INOXIDABLE
Los aceros inoxidables son característicos por su excelente resistencia a la corrosión en muchos medios. Esto se debe a su alto contenido en cromo (Cr). Para hacer un “acero inoxidable” limpio debemos asegurar la presencia de al menos un 12% de Cr en el acero. El Cr forma un óxido superficial que protege la subyacente aleación de hierro-cromo de la corrosión. Para producir el óxido protector, el acero inoxidable debe estar expuesto a agentes oxidantes.
Principales tipos de aceros inoxidables:
* Martensítico * Ferrítico * Austenítico

DIFUSIÓN
En el proceso de fabricación del acero inoxidable cuando partimos de acero, es muy importante tener en cuenta la difusión de determinadas sustancias, ya que debido a ello adquiere las cualidades que lo caracterizan. Por ejemplo, si la cantidad de carbono que difundimos es mayor, aumentará su dureza, y por tanto poseerá todas las propiedades que de ello se deriva. Pero la principal característica del acero inoxidable es su resistencia a la corrosión, y eso es debido a la difusión del cromo en el acero.

TRATAMIENTOS TÉRMICOS
2. TRATAMIENTO TÉRMICO DEL ACEROLos tratamientos térmicos son operaciones de calentamiento y enfriamiento a temperaturas y condiciones determinadas, a que se someten los aceros y otros metales y aleaciones para darles características mÁs adecuadas para su empleo.
A) Desarrollo de los tratamientos térmicos.Calentamiento hasta la temperatura máxima. Al empezar algún tratamiento térmico se debe iniciar ala temperatura ambiente la cual tampoco se deben introducir piezas de más de 200 mm de espesor o diámetro en hornos cuya temperatura sea superior a los 300 grados. La elevación de temperatura debe ser uniforme en toda la pieza y se logra aumentando la temperatura lo más lentamente posible.La temperatura como mínimo debe de ser un minuto por un milímetro de espesor o diámetro de la pieza.B) Permanencia ala temperatura máximaCada temperatura máxima es indicada en las especificaciones del tratamiento térmico que se va aplicar. Al sobrepasar la temperatura máxima se corre el riesgo de aumentar el grado de la pieza. Si la elevación de la temperatura sobrepasa el límite cercano al punto de fusión los metales quedan con una estructura grosera y frágil debido a la fusión de las impurezas que rodea los granos. El metal que se dice que es quemado es imposible regenerarlo por ningún tratamiento. Las temperaturas para el acero al carbono son de 1.260 a 1.350 grados según sea el contenido de carbono.Tiempo de permanenciaAl llegar a la máxima temperatura influye en el crecimiento del grano y por lo tanto debe reducirse todo lo posible. Se da permanencia de uno a dos minutos por cada milímetro de espesos de la pieza, para conseguir la austenizaciòn completa del acero.Austenita: Solución sólida de hierro-carbón gamma partir de los 900ºC. Se cristaliza en forma cúbica y carece de propiedades magnéticas.
2.1 Clasificación de los tratamientos térmicosClasificación del aceroLos diferentes tipos de acero se agrupan en cinco clases principales: Aceros al carbono. Aceros aleados. Aceros de baja aleación ultrarresistentes. Aceros inoxidables. Aceros de herramientas.
Aceros al carbono.Más del 90% de todos los aceros son aceros al carbono. Estos aceros contienen diversas cantidades de carbono y menos del 1,65% de manganeso, el 0,60% de silicio y el 0,60% de cobre. Entre los productos fabricados con aceros al carbono figuran máquinas, carrocerías de automóvil, la mayor parte de las estructuras de construcción de acero, cascos de buques, somieres y horquillas o pasadores para el pelo.
Aceros aleados.Estos aceros contienen una proporción determinada de vanadio, molibdeno y otros elementos, además de cantidades mayores de manganeso, silicio y cobre que los aceros al carbono normales. Estos aceros se emplean, por ejemplo, para fabricar engranajes y ejes de motores, patines o cuchillos de corte.
Aceros de baja aleación ultrarresistentes.Esta familia es la más reciente de las cinco grandes clases de acero. Los aceros de baja aleación son más baratos que los aceros aleados convencionales ya que contienen cantidades menores de los costosos elementos de aleación. Sin embargo, reciben un tratamiento especial que les da una resistencia mucho mayor que la del acero al carbono. Por ejemplo, los vagones de mercancías fabricados con aceros de baja aleación pueden transportar cargas más grandes porque sus paredes son más delgadas que lo que sería necesario en caso de emplear acero al carbono. Además, como los vagones de acero de baja aleación pesan menos, las cargas pueden ser más pesadas. En la actualidad se construyen muchos edificios con estructuras de aceros de baja aleación. Las vigas pueden ser más delgadas sin disminuir su resistencia, logrando un mayor espacio interior en los edificios.

2.2. Recocido y templeHorno de baño de sales para tratamiento térmico: recocido, normalizado, relevado de esfuerzos, cementado, revenido, nitrurado, pavonado y endurecido (temple). El objeto del tratamiento térmico denominado recocido es destruir sus estados anormales de los metales y aleaciones. Así como ablandarlos para poder trabajarlos. A una temperatura adecuada y duración determinada seguido de un enfriamiento lento de la pieza tratadaSe practican cuatro tipos de recocido como son:
Recocido de homogeneización:Este tiene por objeto destruir la heterogeneidad química de la masa de un metal o aleación producida por una solidificación defectuosa para hacer una sola estructura este se realiza a temperaturas elevadas cercanas a la de fusión y se aplica principalmente a metales férreos o propensos a segregaciones. A lo que se refiere este tipo de tratamiento térmico es a que cuando se dice que se homogeneizan es a que hacen una sola se “funden” por ejemplo el fierro-zinc se mezclan tan bien que ya no se distinguen cada uno.
Recocido contra acritud:Este tiene por objetivo destruir el endurecimiento producido por la deformación en frió de los metales y hacer una estructura cristalina para así darle buen brillo y conductividad eléctrica. Aplica a todos los metales que se endurecen por deformación en frió. Este tratamiento se da cuando no se enfría adecuadamente y no se logran las propiedades a las que se quería llegar y busca la cristalinidad, ósea de que tenga buen brillo, mejor conductor. Controla el enfriamiento.
Recocido de estabilización:Este tiene por objeto destruir las tensiones internas producidas en masa del metal por su mecanización o por los moldeos complicados. Se realiza a temperaturas comprendidas entre las 100ºC y 200ºC durante tiempos muy prolongados que serán frecuentemente las 100 horas. Este tipo de recocido le da envejecimiento ala pieza hace que se vea rustica, Se logra a través del golpeteo de la pieza.
RECOCIDO EN ACEROSEl objeto del recocido es destruir los estados anormales de los metales y aleaciones. El fin principal de los recocidos es ablandar el acero para poder trabajarlo mejor. Atendiendo a llegar a la temperatura máximaRecocido supercrítico:Cuando se calienta el acero a temperaturas superiores a las críticas. Definición de Temperatura superior a la crítica: La máxima temperatura para que no se funda el material.Recocido de ablandamiento sub-crítico:Se obtiene calentando el acero a una temperatura algo inferior a la crítica, dejando enfriar la pieza al aire. Se logra ablandar los aceros aleados de gran resistencia, al cromoníquel y cromomolibdeno así como también para los aceros al carbono las temperaturas más apropiadas están entre 700º y 725º. La ventaja de este tratamiento es que es muy sencillo y rápido y no exige ningún cuidado especial en el enfriamiento.RECOCIDO DE REGENERACIÓNPara transformar todo el material se ausenta y enfría después lentamente en el interior del horno se obtiene así una constitución final de ferrita y perlita si se trata de un acero hipoeutectoide o cementita y perlita.Cementita: Carburo de hierro un 6.67% y 93.33% de hierro.Se refiere a quitar imperfecciones que quedaron.Este tiene por objeto destruir la dureza anormal producida e una aleación por enfriamiento rápido involuntario o voluntario. También se realiza a temperaturas muy elevadas pero inferiores al de homogeneización y se aplica exclusivamente a las aleaciones templables es decir a las que se endurece en enfriamientos rápidos.En este recocido se trata más que nada de quitar imperfecciones como dureza.RECOCIDO ISOTÉRMICOConsiste en calentar el acero a una temperatura superior a la crítica y enfriarlo rápidamente. Se emplea mucho para herramientas de alta aleación, se introducen a un arreglo de sales. Recocido globular de austenizaciòn incompleta. Este al calentarlo a la temperatura máxima recomendada, pues debería mantenerse un tiempo muy prolongado a esta temperatura para obtener la transformación austenitica total mientras el porcentaje de austenita tenga un porcentaje del 90%. Si uno quiere obtener mayor tenacidad se debe enfriar muy rápido.Las temperaturas de calentamiento para obtener estructuras globulares no deben de ser muy superiores ala crítica inferior. Las temperaturas más elevadas para el recocido de autenizaciòn incompleta, están comprendidas entre los 760º y 780º para los aceros al carbón, 800º a 850º para los aceros de aleación media y 875º para los aceros de alta aleación.Recocido contra acritud o de recristalizacion.Acero Frágil y tan duro que se rompe. Se dice que tiene demasiada acritud. Para mejorar la ductibilidad y maleabilidad del acero y poder someterlo a nuevos estirados o laminados. Se hace el recocido contra acritud que consiste en un

calentamiento a una temperatura de 600º o 700º, seguido de un enfriamiento al aire o dentro del horno si se quiere evitar la oxidación dentro del horno.Este recocido se hace cuando se tienen impurezas y para dar más cristalinidad y quitar esas impurezas, así como hacer más maleable y dúctil el acero.
Temple Tratamiento Térmico AceroEste es un proceso de calentamiento seguido de un enfriamiento generalmente rápido para conseguir dureza y resistencia mecánica del acero Se realiza a temperaturas muy elevadas, de unos 1,250 ºC cercanas a la del punto de fusión. Se enfría rápidamente para evitar impurezasEl medio de enfriamiento más adecuado son: aire aceite, agua, baño de plomo, baño de mercurio y baño de sales fundidas.El templar a un acero no se refiere que obtendrá la máxima dureza que pueda lograr sino también depende del contenido del carbón que tenga la pieza.Temple de precipitación:Este se utiliza principalmente en la aleaciones de aluminio, manganeso y cobre la dureza que obtiene es por medio de un compuesto químico que pone en tensión los cristales y los endurece, este va obteniendo la dureza mediante sé en fría por la precipitación (aceleración) químico.Se genera a través de una sustancia ejemplo la cabeza de un cincel se hace con una sustancia que lo hace mas resistente a golpes. El endurecimiento de esta tipo de material se va logrando con la precipitación de la sustancia.Temple de martensitico:Este se aplica en los aceros debe su nombre al duro obtenido en este temple que es el martensita que consta de hierro alfa sobresaturado de carbono este distorsiona los cristales del hierro alfa y los pone en tensión por eso los endurece.El termino martensita se debe a que esta sobresaturado de carbón.
Tratamiento Temperatura °C Medio de Enfriamiento
Forja 900/1200 Arena seca / Aire
Normalizado 870/930 Aire
Recocido 860/890 Horno / Aire
Cementación 900/925 Horno / Aceite
Temple 840/870 Aceite
cementada 150/200 Aire
2.3 Revenido
Endurecimiento del aceroTemple (revenido)El tratamiento térmico es la operación de calentamiento y enfriamiento de un metal en su estado sólido para cambiar sus propiedades físicas. Con el tratamiento térmico adecuado se pueden reducir los esfuerzos internos, el tamaño del grano, incrementar la tenacidad o producir una superficie dura con un interior dúctil.Para conocer a que temperatura debe elevarse el metal para que se reciba un tratamiento térmico es recomendable contar con los diagramas de cambio de fases como el de hierro - hierro - carbono. En este tipo de diagramas se especifican las temperaturas en las que suceden los cambios de fase (cambios de estructura cristalina), dependiendo de los materiales diluidos. Los tratamientos térmicos han adquirido gran importancia en la industria en general, ya que con las constantes innovaciones se van requiriendo metales con mayores resistencias tanto al desgaste como a la tensión.
Endurecimiento del aceroEl proceso de endurecimiento del acero consiste en el calentamiento del metal de manera uniforme a la temperatura correcta (ver figura de temperaturas para endurecido de metales) y luego enfriarlo con agua, aceite, aire o en una cámara refrigerada. El endurecimiento produce una estructura granular fina que aumenta la resistencia a la tracción (tensión) y disminuye la ductilidad.El acero al carbono para herramientas se puede endurecer al calentarse hasta su temperatura crítica, la cual se adquiere aproximadamente entre los 1450 °F y 1525 °F (790 a 830 °C) lo cual se identifica cuando el metal adquiere el color rojo cereza brillante. Cuando se calienta el acero la perlita se combina con la ferrita, lo que produce una estructura de grano fino llamada austenita. Cuando se enfría la austenita de manera brusca con agua, aceite o aire, se transforma en martensita, material que es muy duro y frágil. temple (revenido)
Después que se ha endurecido el acero es muy quebradizo o frágil lo que impide su manejo pues se rompe con el mínimo golpe debido a la tensión interior generada por el proceso de endurecimiento. Para contrarrestar la fragilidad se recomienda el temple del acero (en algunos textos a este proceso se le llama revenido y al endurecido temple). Este proceso hace más tenaz y menos quebradizo el acero aunque pierde algo de dureza. El proceso consiste en limpiar la pieza con un abrasivo para luego calentarla hasta la temperatura adecuada (ver tabla), para después enfriarla con rapidez en el mismo medio que se utilizó para endurecerla.
2.4 Tratamiento termoquímicoSon los procesos a los que se somete los metales y aleaciones ya sea para modificar su estructura, cambiar la forma y tamaño de sus granos o bien por transformación de sus constituyentes. El objeto de los tratamientos es mejorar las propiedades mecánicas, o adaptarlas, dándole características especiales a las aplicaciones que se le van a dar la las piezas de esta manera se obtiene un aumento de dureza y resistencia mecánica, así como mayor plasticidad o maquinabilidad para facilitar su conformación.Son tratamientos de recubrimiento superficial en los cuales interviene un elemento químico el cual se deposita por proceso de difusión en la superficie del material.
CEMENTADO.Consiste en el endurecimiento de la superficie externa del acero al bajo carbono, quedando el núcleo blando y dúctil. Como el carbono es el que genera la dureza en los aceros en el método de cementado se tiene la posibilidad de aumentar la cantidad de carbono en los aceros de bajo contenido de carbono antes de ser endurecido. El carbono se agrega al calentar al acero a su temperatura crítica mientras se encuentra en contacto con un material carbonoso. Los tres métodos de cementación más comunes son: empacado para carburación, baño líquido y gas.Cementación gaseosa: proceso indicado para piezas de aceros de construcción que necesitan mucha resistencia al desgaste en el exterior y mucha tenacidad en el interior. Se realiza una aportación de carbono a la pieza creándose una capa, la cual puede ir desde 0.8 hasta 2.5 mm de profundidad.El potencial de carbono de este proceso es controlado a través de sondas de oxígeno, de esta forma se consigue una gran homogeneidad en la capa cementada.Aplicaciones: Piñones, coronas, ejes, levas, guías, chavetas, columnas, etc.
CARBURADO, CIANURADO Y NITRURADO.Existen varios procedimientos de endurecimiento superficial con la utilización del nitrógeno y cianuro a los que por lo regular se les conoce como carbonitrurado o cianurado. En todos estos procesos con ayuda de las sales del cianuro y del amoniaco se logran superficies duras.
NITRURADO.El proceso de nitrurado es parecido a la cementación pero difiere en que el material se calienta a los510°C y se mantiene así en contacto de gas amoníaco. De esta manera los nitruros del amoníaco ayudan a endurecer el material. También existe la modalidad líquida en la cual, el material es sumergido en un baño de sales de cianuro a la misma temperatura del nitrurado normal.Nitruración gaseosa: Proceso desarrollado intensamente en los últimos años, tanto técnicamente como en la calidad de las instalaciones. Confiere a los materiales un excelente “coeficiente de rozamiento” gracias a la capa dura aportada (desde 0.25 a 0.5 mm)Aplicaciones:- Aceros que vayan a sufrir mucho roce y necesitan una excelente resistencia al desgaste.- Matrices de extrusión de aluminio.- Moldes, correderas, postizos, etc. que vayan a trabajar en inyección de plástico.- En definitiva cualquier pieza que necesite resistencia al desgaste. Ventajas:- Dada la baja temperatura a la que se realiza este tratamiento se producen deformaciones inapreciables.- Se consiguen altas durezas, pudiendo alcanzar los 1100 HV dependiendo del material utilizado.- Se puede realizar un endurecimiento parcial de la zona que desee.- El acabado después de tratamiento es excelente ya que se realiza en atmósfera con vacío previo.-CIANURADO.También llamado carbonitrurado líquido, el cianurado consiste en combinar la absorción de carbono y nitrógeno para obtener la dureza necesaria en materiales de bajo carbono. El material es sumergido en un baño de sales de cianuro de sodio.

Desarrollo de los tratamientos térmicos
Al empezar algún tratamiento térmico se debe iniciar a la temperatura ambiente la cual tampoco se deben introducir piezas de más de 200 mm de espesor o diámetro en hornos cuya temperatura sea superior a los 300 grados. La elevación de temperatura debe ser uniforme en toda la pieza y se logra aumentando la temperatura lo más lentamente posible. La temperatura como mínimo debe de ser un minuto por un milímetro de espesor o diámetro de la pieza.
En virtud de la facilidad de modificar las propiedades de un material, es habitual conformar el material en un estado microestructural que permita realizar estas operaciones con facilidad y rapidez y finalmente aplicar el tratamiento térmico. Otras veces, los propios procesos de conformado modifican en un sentido negativo las propiedades del producto, por lo que posteriormente se somete la pieza a tratamiento térmico posterior con objeto de lograr las propiedades finales requeridas.
Clasificación de los Tratamientos Térmicos
Los diferentes tipos de acero se agrupan en cinco clases principales:
- Aceros al carbono.
- Aceros aleados.
- Aceros de baja aleación ultraresistentes.
- Aceros inoxidables.
- Aceros de herramientas
ACEROS AL CARBONO
Más del 90% de todos los aceros son aceros al carbono. Estos aceros contienen diversas cantidades de carbono y menos del 1,65% de manganeso, el 0,60% de silicio y el 0,60% de cobre.
Entre los productos fabricados con aceros al carbono figuran máquinas, carrocerías de automóvil, la mayor parte de las estructuras de construcción de acero, cascos de buques, somieres y horquillas o pasadores para el pelo.
Aceros aleados
Contienen una proporción determinada de vanadio, molibdeno, cantidades mayores de manganeso, silicio y cobre que los aceros al carbono normales. Se emplean para fabricar engranajes y ejes de motores, patines o cuchillos de corte
Aceros de baja aleación ultrarresistentes
Los aceros de baja aleación son más baratos que los aceros aleados convencionales ya que contienen cantidades menores de los costosos elementos de aleación. Reciben un tratamiento especial que les da una resistencia mucho mayor que la del acero al carbono
Tratamientos Térmicos Fundamentales
Temple y revenido: Tratamiento térmico doble cuya finalidad es lograr la microestructura óptima de utilización del material, ya que proporciona el mejor comportamiento mecánico del producto (combinación de resistencia y tenacidad).

Normalizado: tratamiento térmico final con el que se obtiene una microestructura de grano fino, que sin llegar a la excelencia del tratamiento anterior, permite, a un menor coste, obtener unas propiedades suficientes para muchas aplicaciones.
Recocido: El propósito principal de los tratamientos de recocido es ablandar la aleación con objeto de mecanizarla o conformarla con mayor facilidad.
Hipertemple y maduración: tratamiento térmico final con el que se consigue incrementar la resistencia mecánica de una aleación mediante la precipitación controlada de algún compuesto intermetálico.
Related Documents




![Secretaría de Desarrollo Sustentable...Secretaría de Desarrollo Sustentable Secretaría de Desarrollo Sustentable [1} Asesor [1} Secretaria [1] Dirección de Desarrollo Económico](https://static.cupdf.com/doc/110x72/5f4e083279b5d600b32880cc/secretara-de-desarrollo-sustentable-secretara-de-desarrollo-sustentable.jpg)
