cmyk У номері: №18 (300) 18 вересня – 1 жовтня 2012 року лісове господарство деревообробка меблева промисловість в с е у к р а ї н с ь к а г а л у з е в а г а з е т а Закінчення на с. 12-13 на сто один відсоток Дбайливе використання ресурсів і людського потенціалу – один з основних «фінських» уроків для України Українська асоціація професійних деревообробників (УАПД) – об’єднання ще дуже молоде. Та від грудневого з’їзду торік, коли вітчизняні фахівці прийняли рішення про його створення, вони вже чимало встигли. В активі асоціації – підтримка проекту «Територія ремісників» на львівській «Деревообробці», конкурсу фахової майстерності різьбярів на Львівщині тощо. Улітку делегація українських деревообробників з ознайомчою поїздкою відвідала Фінляндію. Наш кореспондент зустрівся із керівником асоціації Р.Я. Ющишиним і розпитав його про мандрівку. Пригоди українців у Фінляндії ще тільки розпочинаються… Прийміть найщиріші вітання з нагоди нашого професійного свята – Шановні працівники лісового господарства України, колеги! Для України неповторна краса лісів є найдорожчим скарбом. Ліс – не тільки унікальний і безцінний дарунок природи, окраса рідної землі, а й запорука нашої екологічної безпеки, основа еконо- мічної стабільності країни. Саме від професійної, невтомної та самовідданої праці працівників лісового господарства залежить збереження зеленого багатства, його відновлення та ефективне використання нашою державою. Я гордий тим, що маю можливість працювати з вами, спіль- но впроваджувати новітні технології в лісове господарство, залучати світовий досвід, ефективно використовувати багатий потенціал лісового господарства України. Від щирого серця висловлюю Вам слова безмежної вдячності й пошани за Вашу невтомну, красиву та корисну працю. Бажаю, щоб добробут та щастя сповнили Ваші оселі, міцного здоров’я, благополуччя та віри Вам і Вашим рідним. З безмежною повагою, Голова Держлісагентства України Віктор СІВЕЦЬ ДНЯ ПРАЦІВНИКА ЛІСУ! Ходив, Ходив і нареШті доХодився у деревообробному бізнесі з’явилися люди, котрі вкладають кошти в освіту с. , 7 як вибрати аспіраціЮ для деревообробного підприЄмства? с. 10, 17 D-малЮнок – це просто новинка 01 року від «артіль» с. 19

Derevoobrobnyk _issue_18 _2012
Mar 22, 2016
Ukrainian newspaper for woodworking industry ''Derevoobrobnyk''
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

cmyk
У номері:
№18 (300) 18 вересня – 1 жовтня 2012 року
л і с о в е г о с п о д а р с т в о д е р е в о о б р о б к а м е б л е в а п р о м и с л о в і с т ь
в с е у к р а ї н с ь к а г а л у з е в а г а з е т а
Закінчення на с. 12-13
на сто один відсотокДбайливе використання ресурсів і людського потенціалу – один з основних «фінських» уроків для України
Українська асоціація професійних деревообробників (УАПД) – об’єднання ще дуже молоде. Та від грудневого з’їзду торік, коли вітчизняні фахівці прийняли рішення про його створення, вони вже чимало встигли. В активі асоціації – підтримка проекту «Територія ремісників» на львівській «Деревообробці», конкурсу фахової майстерності різьбярів на Львівщині тощо. Улітку делегація українських деревообробників з ознайомчою поїздкою відвідала Фінляндію. Наш кореспондент зустрівся із керівником асоціації Р.Я. Ющишиним і розпитав його про мандрівку.
Пригоди українців у Фінляндії ще тільки розпочинаються…
Прийміть найщиріші вітання з нагоди нашого професійного свята –
Шановні працівники лісового господарства України, колеги!
Для України неповторна краса лісів є найдорожчим скарбом.
Ліс – не тільки унікальний і безцінний дарунок природи, окраса рідної землі, а й запорука нашої екологічної безпеки, основа еконо-мічної стабільності країни.
Саме від професійної, невтомної та самовідданої праці працівників лісового господарства залежить збереження зеленого багатства, його відновлення та ефективне використання нашою державою.
Я гордий тим, що маю можливість працювати з вами, спіль-но впроваджувати новітні технології в лісове господарство, залучати світовий досвід, ефективно використовувати багатий потенціал лісового господарства України.
Від щирого серця висловлюю Вам слова безмежної вдячності й пошани за Вашу невтомну, красиву та корисну працю.
Бажаю, щоб добробут та щастя сповнили Ваші оселі, міцного здоров’я, благополуччя та віри Вам і Вашим рідним.
З безмежною повагою,Голова Держлісагентства України
Віктор СІВЕЦЬ
ДНЯ ПРАЦІВНИКА ЛІСУ!
Ходив, Ходив і нареШті доХодився
у деревообробному бізнесі з’явилися люди, котрі вкладають кошти в освіту
с. �, 7
як вибрати аспіраціЮ для деревообробного підприЄмства?
с. 10, 17
�D-малЮнок – це просто
новинка �01� року від «артіль»
с. 19

Деревообробник №18 (300) 18 вересня – 1 жовтня 2012 року�
cmyk
ринок
Засновник та видавець ТзОВ «Редакція газети
«Деревообробник»
ДиректорМихайло Ковальчук
Шеф-редакторПетро Баландюх
------------Головний редакторЛюбомир Коваль
Поштова адреса:а/с 5911, м. Львів, 79054
Адреса редакції:вул. Садова, 2а,
м. Львів, УкраїнаТел./факс:
(032) 244-11-64,244-11-65
e-mail: [email protected]
www.derevo.com.ua
Передплатний індекс:
22346
ТзОВ «Деревообробник», 2012
Свідоцтво про державнуреєстраціюКВ №4094
від 17.03.2000 р.
Періодичність – двічі на місяць.
Тираж – 10 000 примірників.Ціна договірна.
--------------Погляди авторів публікацій
не завжди збігаютьсяз думкою редакції.
Редакція залишає за собоюправо не листуватися
з читачами.Рукописи не рецензуємо
і не повертаємо.За достовірність поданоїу матеріалах інформації
відповідаютьавтори матеріалів.
За зміст і достовірністьінформації у рекламнихта інших повідомленнях
і за якість рекламованоготовару відповідає
рекламодавець.
Передрук дозволеноз письмової згоди редакції.
-----------Газета «Деревообробник»
є учасникоммедіа-групи «ПромІнфо»
www.prominfo.com.ua-----------
Газета надрукована у СП «Полі»(м. Львів,
вул. Ак. Лазаренка, 6б).Замовлення №
©
У 2011 році спостерігалося значне економічне оздоровлення. Згідно зі статистичними даними, у сфері деревообробного маши-нобудування вироблено продук-ції на €1699 млн, тобто на 10,2% більше ніж у 2010 році. При цьому на експорт надійшло обладнання на €1278 млн, тобто 75% усьо-го обсягу продукції. За оцінками аналітиків «Acimall», на деревооб-робне обладнання з Італії у 2011 році припало 18% усього світового ринку.
Значне зростання торік проде-монструвала Латинська Америка, куди експорт у 2011 році зріс на 30%, де «погоду» визначила Бра-зилія – найбільший ринок цього регіону, куди надійшло облад-нання на €50,6 млн, що відпові-дає 43,2% зростання. Порадува-ли також Аргентина і Чилі, які закупили італійського обладнан-ня на суму відповідно €17 та 14 млн. У країнах Далекого Сходу зростання становило 7%. На цей регіон припало 16% експорту з Італії на загальну суму €199 млн. На 22% зріс експорт і в Китай, сягнувши рівня €49 млн. У Тай-вань і Саудівську Аравію надійш-ло обладнання на суму €10 млн (18,6% зростання). Тенденція до оздоровлення набрала сили й на російському ринку, куди експор-товано обладнання на суму понад €60 млн, тобто на 27,5% більше ніж у 2010 році.
Отже, Європейський Союз, на який припадає аж 47% експор-ту, і далі залишається головним напрямом збуту італійського дере-вообробного машинобудування, а Франція найбільшбагатообіцяючим ринком, який прийняв італійського обладнання на €104 млн. Далі йде Німеччина, куди надійшло това-ру на €95 млн. Серед розвинутих країн важливим напрямом є також Північна Америка, на яку припадає близько 7% італійського експорту.
Як виглядала динаміка експор-ту протягом останніх п’яти років серед основних світових вироб-ників, а також розподіл часток експорту серед них у 2011 році, можна оцінити з табл. 3 та 4.
Щодо прогнозів на цей рік, то тут асоціація, на підставі поперед-ніх даних та інформації, яку вона щоденно отримувала, спілкуючись із компаніями, що входять до її складу, сподівається, що він пови-нен був би характеризуватися передусім стабільністю. Основну ставку при цьому зроблено на такі важливі іноземні ринки, як Росія, Бразилія та Китай. Дещо гіршою є ситуація на внутрішньому ринку через наслідки кризи у ремісни-чому секторі. І все ж, хоч там як, у «ACIMALL» щодо підсумків 2012 року сподіваються на краще, і, судячи з усього, ці сподівання не- безпідставні.
Підготував Євген СУВІЙ
Італія-2011: економіка одужує?Італійська асоціація виробників обладнання та інструменту для деревообробки «ACIMALL» опублікувала попередні підсумки минулого року.
Таблиця 1. Експорт деревообробного обладнання з Італії в 2011 році тенденції на основних ринках (за географічними регіонами).
Без врахування інструменту, у млн €Регіон Сума ∆% 11/10 частка %
Європейський Союз 552 11,7 46,8
Інші європейські країни 152 35,7 12,9
Північна Америка 80 33,1 6,8
Південна Америка 103 30,3 8,7
Африка 78 30,5 6,6
Середній Схід 93 12,1 7,9
Схід 105 2,2 8,9
Океанія 16 -21,1 1,4
Загалом 1,179 16.9 100
Таблиця 2. Італійський експорт 2011 року, тенденції на основних ринках (за країнами). Без врахування інструменту, у млн €Країна Сума ∆% 11/10
Франція 104 16,3
Німеччина 95 20,5
Росія 62 27,7
США 58 48,2
Польща 55 16,2
Бразилія 51 43,2
Китай 49 22,1
Бельгія 48 -1,0
Туреччина 42 38,0
Білорусь 34 71,1
Таблиця 3. Експорт деревообробного обладнання з найбільших шести країн-постачальників (у млн €)
Країна 2007 2008 2009 2010 2011
Німеччина 2157 2388 1431 1565 1905
Італія 1528 1467 832 1002 1179
Китай 526 565 430 598 681
Тайвань 596 486 314 509 475
Австрія 388 374 264 289 350
США 335 304 228 265 267
Таблиця 4. Експорт деревообробного обладнання (2011 рік). Частка країн у загальному світовому експортіКраїна %
Німеччина 29
Італія 18
Китай 10
Тайвань 7
Австрія 5
США 4
Інші 27

�
cmyk
Деревообробник №18 (300) 18 вересня – 1 жовтня 2012 року події
Виступаючи на урочистій церемонії відкриття виставки, комерційний директор ПП «Мар-кетліс» Василь Хлуд оголосив про рішення «для розширен-ня матеріально-технічної бази Національного лісотехнічного університету України», від імені німецьких компаній «Altendorf» і «Brandt», а також їхнього українського партнера ПП «Мар-кетліс» подарувати НЛТУ України два верстати німецького вироб-ництва. Напевно, таким чином колишній випускник вирішив віддячити альма-матері, яка сто-яла біля джерел його успішної кар’єри.
Сам Василь Іванович розпові-дає, що така ідея у нього зароди-лася давно, але ніяк не склада-лися обставини для її втілення. «Будучи цьогоріч у Німеччині на виставці «Holz-Handwerk», я зміг досягти принципової домовленості зі своїми парт-нерами – компаніями «Wilhelm Altendorf GmbH & Co. KG» та «Brandt Kantentechnik GmbH», про умови поставки обладнання НЛТУ України. Далі залишалося лише погодити деталі та фізично доставити ці верстати», – роз-повідає про переломний момент п. Василь.
«Як студент-відмінник я ходив, ходив і нарешті доходився. Danke schön, – подякував декан технологічного факультету НЛТУ України Володимир Максимів, отримуючи із рук представників компаній «Altendorf» і «Brandt» інструкції до верстатів. – Наре-шті у нашому деревообробному бізнесі з’явилися люди, які почи-нають розуміти, що треба вклада-ти в освіту якісь кошти. Це мене нині найбільше радує».
Про мотиви такого кроку ком-панії «Altendorf» нам розповів її регіональний директор зі збуту і технічний консультант Генріх Нікель.
– Це перший в Україні для компанії «Altendorf» випадок подарунку деревообробно-го обладнання навчальному закладу. Чи були такі преце-денти в інших країнах?
– Я не пригадую аналогіч-них цьому заходів компанії «Altendorf» в інших країнах світу. Справа в тому, що у випад-ку Національного лісотехнічно-го університету України йдеться про подарунок першого верстата. В інших навчальнх закладах, із якими компанія співпрацює три-валий час, ми практикуємо полі-тику заміни обладнання. Тобто,
якщо в навчальному закладі є наше застаріле обладнання, то ми міняємо його на нове. Зага-лом, компанія «Altendorf» завжди відкрита до співпраці з навчаль-ними закладами і готова долу-читися до підготовки високо- кваліфікованих фахівців.
– Із чим це пов’язано?– Відвідуючи багато підпри-
ємств, я помітив, що звичайні вер-статники, які працюють за нашим обладнанням, набагато краще знають його від дипломованого
спеціаліста, завданням якого є показати і розказати верстатнику про усі нюанси роботи. Для нас важливо, щоб спеціалісти, котрі прийдуть на виробництво, мали не лише хорошу теоретичну базу, а й володіли практичними навиками роботи на сучасному обладнан-ні. Адже, коли керівник (майстер цеху, технолог тощо) знає особ-ливості роботи на тому чи іншому обладнанні гірше від верстатника, то, по-перше, він підриває свій авторитет не лише серед підлег-лих, а й у керівництва; по-друге, робітник може неправильно вико-нувати певну операцію, а керів-ник не може його виправити. А коли в нього, себто в керівника, є практична база і він у будь-який момент може прийти на допомогу робітникові, то це не лише підви-щує його авторитет, а й сприяє покращенню виробничого про-цесу на підприємстві, що, своєю чергою, приводить до підвищення цінності такого спеціаліста.
– Коли виникла ідея вста-новлення форматно-розкрій-ного верстата «Altendorf» у Національному лісотехнічно-му університеті України?
– З усіма нашими партнера-ми ми працюємо над тим, щоб організовувати в тій чи іншій формі навчальні центри з робо-ти на обладнанні «Altendorf» (входять сюди і навчальні заклади). Тому ідея про вста-новлення нашого обладнання в навчальних закладах України
витала між нами та «Маркетлі-сом» доволі довго, але завжди чогось бракувало для її втілен-ня. Навесні цього року до нас приїхав Василь Хлуд і сказав, що були проведені перегово-ри з Національним лісотех-нічним університетом України щодо встановлення там одного з наших верстатів. Ми обгово-рили з Василем Івановичем усі можливі варіанти поставки в цей навчальний заклад нашого обладнання і прийняли рішення зробити це безкоштовно. Після цього залишилося лише узгоди-ти певні технічні моменти.
– Чому саме вибрали фор-матно-розкрійний верстат моделі WA8?
– Тому що саме на цій моделі можна показати і навчити найбільшої кількості нюансів форматного розкрою плитних матеріалів. Окрім того, WA8 забезпечує максимум практич-них навиків, оскільки вико-ристання електронної системи налаштування верстата зведено до мінімуму. Коли людина знає основи, то вона справиться й з електронікою. Це як навчання їзди на двоколісних транспорт-них засобах: якщо людину спо-чатку навчити керувати вело-сипедом, а потім пересадити на мотоцикл, то справитися з ним їй буде набагато легше. Але якщо одразу посадити на мото-цикл, то наслідки можуть бути плачевні.
– Студентів повинен хтось навчати. Ви навчатимете викладачів?
– Так. Навчання виклада-чів є наступним кроком нашої співпраці з навчальними закладами, в яких встановле-не обладнання «Altendorf». Ми регулярно проводимо семіна-ри, присвячені навчанню робо-ти на нашому обладнанні. Не стане винятком і лісотехнічний університет.
Про встановлення край-количкувального верстата «Ambition 1200» в НЛТУ Украї-ни розповідає Олександр Канд-лен, менеджер з експорту ком-панії «Brandt Kantentechnik GmbH»:
Ходив, ходив і нарешті доходивсяУ деревообробному бізнесі з’явилися люди, котрі вкладають кошти в освітуПід час церемонії відкриття п’ятнадцятої ювілейної виставки «Деревообробка» відбулася безпрецедентна для вітчизняної деревообробної галузі подія – ПП «Маркетліс» разом зі своїми німецькими партнерами безкоштовно передали у користування Національному лісотехнічному університету України (НЛТУ України) два сучасних верстати.
Закінчення на с. 7
Представники німецьких фірм урочисто передають Володимиру Максиміву інструкції до верстатів
Генріх Нікель (зліва), Василь Хлуд та подарований НЛТУ України «Altendorf WA8»

Деревообробник №18 (300) 18 вересня – 1 жовтня 2012 року4
cmyk
актуально
Обладнання та інстру-мент на цій виставці пре-зентуватимуть не лише польські виробники, а й компанії з-за її меж.
Список учасників «Lubdrew» можна перегля-нути на сайті виставки.
Цьогоріч газета «Дере-вообробник», за сприяння польської сторони, органі-зовує поїздку на виставку «Lubdrew». Вартість проїз-ду групи відвідувачів авто-бусом зі Львова до Люб-ліна оплачує організатор виставки – «Targi Lublin».
Окрім того, організатор виставки може надіслати запрошення, що полегшить отримання візи для бажаю-чих відвідати захід.
УВАГА! З 15 вересня національні польські візи для громадян України є безкоштовними.
Відвідання вис-тавки заплановане на другий день її роботи – 20 жовтня (субота).
На сьогодні ми роз-глядаємо такий варіант організації поїздки: виїзд зі Львова ввечері 19 жов-тня (орієнтовно о 21.00), нічний переїзд і вранці 20 жовтня ми уже будемо на виставці, а ввечері 20 жов-тня (орієнтовно о 21.00) виїзд із Любліна. Повернен-
ня до Львова – 21 жовтня, орієн-
товно о 6.00.Якщо ви бажаєте відві-
дати виставку «Lubdrew» і вас зацікавила ця пропо-зиція, якнайшвидше звер-тайтеся в редакцію газети «Деревообробник», де вам готові надати детальну інформацію.
Відвідання вис-тавки заплановане на другий день її роботи – 20 жовтня
На сьогодні ми роз-глядаємо такий варіант
ня до Львова – 21 жовтня, орієн-
товно о 6.00.
організовуємо поїздку на «Lubdrew»Із 19 по 21 жовтня у м. Люблін (Польща) вже вдруге відбудеться спеціалізована деревообробна виставка «Lubdrew».

�Деревообробник №18 (300) 18 вересня – 1 жовтня 2012 року
cmyk
бондарство
«Я Б у БонДаРІ пІшов!»«В ім’я Господа. Амінь. Щоб помил-
ка забуття не траплялася у вирі подій на шкоду нащадкам і вироки та декрети з плином часу не випали з пам’яті, для цього розум досвідчених має зміцнюва-ти її, пам’ять, листами для прийдешніх, щоб точно відомість передати та утрива-лити». Ці рядки, написані зі зворушли-вим пафосом, могли б стати епіграфом до одного з філософських трактатів. Однак саме з них розпочато статут львівського цеху бондарів – офіційний документ, що регламентує діяльність однієї з найдав-ніших в Україні професійних організацій деревообробників. Складений і поданий ремісниками на розгляд, депутати місь-кої ради затвердили його ще в 1492 році. Відтоді, як галицькі колеги «тата Карла» отримали офіційне право виробляти й реалізовувати власні вироби, вихо-вувати учнів і боротися з «партачами», чи то «позацеховиками», промайнуло 520 років.
«ЩоБ ЧЕСТь випЕРЕДжала винагоРоДу…»
Як наслідок масової урбанізації, яку переживала Європа в ХІ–ХІV століттях, цехи з’явилися у середньовіччі, внаслідок об’єднання споріднених за фахом людей із єдиною духовною метою, аби внорму-вати власний спосіб життя й забезпечити його членам певний рівень соціальної безпеки та сформувати моральну іден-тичність. Уже наприкінці 1400-х років у Львові налічували понад десяток реміс-ничих цехів, більшість із яких (наприклад, пекарі чи кравці) не мали статутів.
Статут бондарів, окрім звичайних коо-перативних інтересів, охоплював набага-то більше важливих питань. «Опіка над ремеслами вимагає дотримання справед-ливості, беручи до уваги те, що регуляція цехів, заслуга та честь людей, суворість та гідний послух дають плоди, які можуть слугувати місту, – зазначено в документі. – Щоб місто було більш населеним, дало більше військових припасів, стало обо-роноздатним, аби своїми людьми могло відбивати напади і набіги та втішатися мирним спокоєм безпеки».
Головною метою нового документа було покращення умов праці, зважаючи на те, що «наші розрізнені ремісники перебувають без цеху, що спричиняє численні помилки, відмінності, прикрощі, труднощі, а також недбальство деяких майстрів». Відтак, «справедливість і слушність мали шанува-тися, а честь мала випереджати нагороду». Братерство слід було «вишколити» ще й тому, аби довірити йому таку почесну й від-повідальну місію, як ставити відповідний знак якості на львівських виробах, а саме – «знаком міста у формі лева запечатувати бочки з рибою та напоями».
«КаРаТи вІДповІДно До вЧинЕного»
Чи могла стороння людина потрапи-ти до цеху? «Встановлюємо повне право для будь-кого, хто хоче стати майстром у цьому ремеслі, – хай покаже свою майс-терність і зробить проби, а саме: велику бочку для броварні, готову бочку для меду та бочку для лазні, яку називають ван-ною», – написано в статуті. Однак це було не все… Якщо майстерність претендента «побачено і визнано, тоді він має згадане братство задовольнити. Має накрити для майстрів стіл. Після чого зобов’язаний 20 грошів сплатити до скарбнички для спіль-ної користі цеху, та 4 гроші – присутнім майстрам за їхню зичливість».
Був у статуті й пункт доволі несподі-ваний. Виявляється, для «своїх» було встановлено пільги. Тобто їх зарахо-вували… «по блату»: «Якщо ж хтось народиться у цьому місті та в нашій юрисдикції в сім’ї майстрів згаданого ремесла, то він не повинен виконувати
та представляти майстерські проби – має тільки накрити стіл та покласти гроші до скарбниці».
Натомість, наступні рядки докумен-та стосувалися усіх учнів без винят-ку: «Коли хтось із підмайстрів таємно, без жодної законної підстави та дозволу майстра не схоче працювати і влаштує собі додаткові святкові дні або спричи-нить між іншими підмайстрами сварки та бійки, можуть згадані цехмістри та майс-три його карати та картати відповідно до вчиненого».
«Коли запРІгСЯ, То й ТЯгни»Потрапивши до членів цеху бондарів,
слід було призвичаїтися до певних рег-ламентацій. Зокрема, надходження сировини було обмеженим. «Бондарі мають міцно дотримуватися того, що коли хтось із людей дерев’яну дошку або інший матеріал, необхідний для цього ремесла, привезе на торг, то повинен кожен майстер гроші скласти, так щоб гуртом купити все привезене. Хто ж із майстрів по-іншому вчинить, підляга-тиме карі у 12 грошів», – зазначено у статуті.
Наступний пункт був прототипом системи керування якістю: «Цехмістри протягом чотирьох тижнів мали огляну-ти і побачити вироби кожного з майстрів, щоб вони добре та належно виконували працю, щоб міщани-сусіди через їхню погану роботу не мали збитків і щоб вони (майстри) не наважувалися під присягою бочки для риби і напоїв зменшувати або також збільшувати, а робили їх за однією мірою».
Закінчення на с. 7
Я б у бондарі пішов!Бондарство як один із давніх видів української деревообробки потребувало неабиякої майстерності та уміння від своїх майстрів. Вироби народних умільців вирізнялися високою міцністю, довговічністю та вишуканістю. Навзаєм від влади бондарі чекали такої ж міцної та довготривалої підтримки. Зрештою, як і тепер. Хіба що справжніх «гуру» цього мистецтва нині залишилося не так багато, що потребує від українських можновладців ще більшої відповідальності.

Деревообробник №18 (300) 18 вересня – 1 жовтня 2012 року�
cmyk
КомерцІйнІ оголошеннЯ
Продаж, оренда приватної промислової будівлі 1 024 м2 і земельної ділянки 15 279 м2 в с. Дубина Сколівського р-ну, Львівської обл. Є електроенергія. (0�0) �70-10-80
Продам форматно-розкрійний верстат REMA-DMLD 40 - 2007 р. у хорошому стані. Ціна - 23 000 грн., м. Тернопіль, (0�7) ��4-��-7�
Куплю суху дошку: ясень, бук, червоний дуб.
Товщина 35- 40 мм, 1-2 сорту. Щомісячна закупівля. (0�7) �0�-97-01, (099) 9��-04-�7.
Пропонуємо лінійні лазери для позначення лінії розкроювання деревини. пп «інтер оніс». (0�7) �8-44-09�, (0��) �4�-41-99
Продається чотирибічний верстат “WEINIG” (097) 8��-01-10, володимир
Розробляємо режими і технології сушіння п/м, проектуємо і монтуємо сушильне обладнання. (0��) ��1-00-14,
(0�7) �79-��-4�
Продається чотирибiчник «Weinig U22», «Salvadeo» з шириною стругания 500 мм, форматно-разкрiйний верстат. (0�0) 989-7�-07,
(0�7) ��4-��-0�
події
Зі суто формальної точки зору, «Дерев’яна монументальна архітекту-ра Лівобережної України» є вже другим виданням книги українського мистецтво-знавця. Перше побачило світ 1976 року під назвою «Монументальна дерев’яна архі-тектура Лівобережної України» у київсь-кому видавництві «Будівельник». Сама ж думка про видання такої праці з’явилася ще у 1957 році. Оскільки у радянські часи, однак, релігійна тематика, м’яко кажучи, не належала до пріоритетів влади, цій ідеї довелося пройти аж надто довгий шлях до своєї реалізації. Та й тоді до друку дійшла лише одна третина оригінального тексту.
– Головною тезою при цьому було те, що книга не повинна за обсягом пере-вищувати видання Юркевича «Дерев’яна архітектура України», – пояснює А.Ф. Парамонов. – Через те Стефанові Андрійовичу довелося вилучити з книги
описи 91 храму, а потім видавці забрали звідти ще й математичний аналіз, на якому він наполягав, забрали розділи-додатки та екскурси, велику кількість ілюстративного матеріалу і навіть вступ до видання. У книзі були відсутні також іменний та географіч-ний покажчики, кілька розділів скорочено, а решту тексту піддано суворій цензурі.
Від того часу минуло вже понад тридцять років і пам’ять про видатного мистецтвознавця в сучасній Україні знач-ною мірою втрачена. Цим тільки й можна пояснити те, що організатори Форуму від-хилили замовлення харків’ян на презен-тацію нового видання книги, хоча воно й надійшло до них одним із перших. Не привернула до себе книга жодної уваги
і серед членів журі, яке відбирало кращі книжкові новинки цього року. При цьому ім’я Стефана Андрійовича Таранущенка, який свого часу провадив активну діяль-ність зі збереження історико-культурної спадщини України, а в 30-х роках потра-пив під молот сталінських репресій, поза всяким сумнівом, заслуговує набагато більшої пошани. Йому належить кілька праць з історії мистецтва, а книгу, про яку йдеться у цій статті, можна по праву назвати головною у його житті: матеріал для неї він почав збирати ще у 1910 році. Головне ж його досягнення у цій сфері, яке червоною ниткою проходить через усю роботу, – це, як підкреслює А.Ф. Пара-монов, систематизація:
– Таранущенко дав нам чітке й конкретне розуміння того, як від-бувалося становлення дерев’яної монументальної архітектури в Україні взагалі, не тільки на Лівобе-режжі. Він згрупував храми залеж-но від їх походження, показав, як вони формувалися, і здійснив мате-матичний аналіз, пояснивши, чому ті чи інші храми будували так чи інакше і чому потім у них здійсню-вали певні переробки. Дуже вели-кий за обсягом розділ присвячено лісовому балансу України: поясне-но, звідки надходило дерево, в який спосіб його постачали, як обробля-
ли тощо. Стефан Андрійович, крім того, навів чимало імен майстрів і контрактів на побудову цих храмів, не кажучи вже про величезну кількість фотографій!
Своє друге життя книга, вже обсягом 652 сторінки, побачила завдяки очолю-ваному Андрієм Федоровичем Харківсь-кому приватному музею міської садиби. Ця структура займається дослідницькою роботою з історії Харківського регіону, генеалогічними дослідженнями родо-водів, збирає колекції старих ілюстрацій, фотографій, речей побутового вжитку, одягу тощо. Повне видання фундамен-тальної праці Таранущенка музеєві вда-
лося здійснити завдяки співпраці з Інсти-тутом рукописів Національної бібліотеки України ім. Вернадського. На цьому, звіс-но, харків’яни зупинятися не бажають. У світ вже вийшла медальна університет-ська робота мистецтвознавця 1916 року «Іконографія українських іконостасів».
Що ж до «Дерев’яної монументаль-ної архітектури Лівобережної України», виданої музеєм, до речі, цілком за власний кошт, то з огляду на її внесок у популяри-зацію вітчизняної культури, вона, звичай-но ж, заслуговує на переклад іноземними мовами та широку презентацію за кордо-ном – піаром своїх здобутків поза межа-ми держави займаються всі країни, котрі у нас звикли називати європейськими. Однак самому музеєві, зрозуміло, провес-ти таку роботу не до снаги:
– Для популяризації спадщини Тара-нущенка потрібна державна програма, – зазначає з цього приводу Андрій Федоро-вич. – Та й займатися цим мали б великі видавництва зі значними обіговими кош-тами, такі як наше харківське «Фоліо», наприклад. У нас для цього занадто малий штат. Нашому видавничому підрозділу бодай праці Стефана Андрійовича видати усі, щоб це ім’я повернути людям!
Ну що ж… Як то кажуть, і на тому спа-сибі. Спасибі Андрієві Федоровичу та його колегам за виконану роботу. Ми ж будемо їх чекати на наступному Форумі з іншими новинками і сподіватися, що вони таки врешті-решт знайдуть собі відгук серед організаторів львівського літфесту!
Костянтин АНДРОСОВ
ніхто не забутий, ніщо не забутеНа Форумі видавців дебютувала книга про дерев’яні церкви ЛівобережжяУ Львові 16 вересня завершився ХІХ Форум видавців. Навряд чи варто повторювати, що це подія всеукраїнського масштабу, на якій видавництва з усієї країни вже дев’ятнадцять років поспіль звикли презентувати читачам свої новинки. На жаль, у список широко обговорюваних громадськістю цьогорічних прем’єр не потрапила книга мистецтвознавця С.А. Таранущенка (1889 — 1976) «Дерев’яна монументальна архітектура Лівобережної України», видана Харківським приватним музеєм міської садиби. У своїх найкращих традиціях наша газета взялася покрити цей брак. Кореспондент «Деревообробника» зустрівся на Форумі із засновником музею Андрієм Федоровичем Парамоновим і розпитав його про книгу.
А.Ф. Парамонов, засновник Харківського приватного музею міської садиби
Дерев’яні церкви Лівобережжя

7Деревообробник №18 (300) 18 вересня – 1 жовтня 2012 року
cmyk
різне
– Встановлення обладнання в нав-чальних закладах не є для нашої компанії рідкістю. Ми практикуємо це в багатьох європейських навчальних закладах, адже добре розуміємо, що висококваліфікова-них фахівців потрібно готувати на сучас-ному обладнанні. Галузь не може розви-ватися, не маючи спеціалістів відповідно-го рівня, а якщо не розвивається галузь, то немає потреби в обладнанні. Таким чином, допомагаючи в навчальному про-цесі, ми не лише впливаємо на підготовку фахівців, а й закладаємо маленьку цегли-ну в фундамент розвитку меблевої галузі. Хочу навести показовий приклад: трап-ляється, що підприємство не хоче купува-ти сучасне обладнання, оскільки в нього немає фахівців, які змогли б на ньому пра-цювати. Думаю, що така ситуація не спри-яє розвитку цього підприємства. Якщо ж у навчальному закладі не підготують відповідного фахівця, то звідки підпри-ємству його отримати? Що ж стосується України, то для компанії «Brandt» – це перший випадок встановлення обладнан-ня у навчальному закладі.
– Скільки часу тривали переговори?– Уперше ідею встановлення верстата
«Brandt» в НЛТУ України керівник ком-панії «Маркетліс» Василь Хлуд озвучив у березні на виставці «Holz-Handwerk». Наступного дня я обговорив цю ідею з генеральним директором, який її схвалив. Після повернення з виставки протягом тижня ми узгодили усі моменти втілення в життя такого рішення. Далі залишалося – фізично доставити верстат із Німеччини в Україну.
– Чому обрали саме цю модель вер-стата?
– По-перше, нині це одна з найпопу-лярніших на ринку моделей наших вер-статів, а по-друге, її функціональність і комплектація є оптимальною для навчан-ня студентів. Окрім того, разом із нашим партнером – компанією «Маркетліс», ми забезпечуватимемо навчання та консуль-тування викладачів, які в подальшому вчитимуть працювати на нашому облад-нанні студентів.
– Чи можливе в майбутньому роз-ширення співпраці з цим навчальним закладом?
– Я не виключаю такої можливості. Мені було б дуже приємно розширювати нашу співпрацю з Національним лісотех-нічним університетом України. Та сказати, коли це буде і в чому полягатиме таке розширення, зараз не можу – усе зале-жить від багатьох чинників, але ми завж-ди відкриті до співпраці з освітянами.
Любомир КОВАЛЬ
Олександр Кандлен біля крайколичкувального верстата «Brandt Ambition 1200»
Ходив, ходив і нарешті доходився
Закінчення. Поч. на с. 3
Закінчення. Поч. на с. 5
Нарешті, у статуті відстежували зарод-ки солідарного профспілкового руху: «Якщо хтось із майстрів згаданого ремес-ла працюватиме для міщан і той міщанин не схотів би заплатити тому майстрові за незавершену роботу і хотів би взяти іншого майстра чи інструмент деінде, тоді жоден зі згаданих майстрів не повинен працювати, ні будь-що продавати, поки попередній майстер не отримає належної йому винагороди».
вСЕ можуТь КоРолІ!Чорнило на підписах висохло, сургуч-
ні печатки підвішено… Отже, за роботу, товариші! Але нашим людям цього вида-
лося замало – бізнес є бізнес. Відтак, ремісники вирішили заручитися підтрим-кою… держави. І здавалося б, не царська це справа – перейматися проблемами дрібних ремісників на берегах мілковод-ної Полтви. Однак сам польський король підтримав ініціативу наших майстрів.
«В ім’я Господа. Амінь. Для вічної пам’яті справи. Ми, Ян Ольбрахт, повідомляємо змістом даної грамоти всім, кому потрібно, сучасникам і прийдешнім, що вважаємо за гідне підтвердити прийнятий вірними нам і милими львівськими райцями встанов-лене ними братство бондарів, – йдеться у королівській грамоті. – Прочитавши орди-націю згаданого братства, для кращого порядку згаданого ремесла та виконання роботи в цьому цеху бондарів, внесений привілей нашою королівською владою вва-жаємо за гідне схвалити у всіх вищенапи-саних пунктах статуту назавжди».
А надто, з «королівського плеча» реміс-ники отримали додатковий дозвіл – і в інших містах «приймати всіх та кожного в це братство, хто хоче заробляти згаданим ремеслом, контролюючи будь-які вчинки тих, які будуть усередині цеху, збільшу-ючи право їхніх цехмістрів у покаранні порушників, а також зберігаючи похваль-ні порядки та звичаї». А щоб не виникало жодних сумнівів щодо легальності цього документа, його завершили фразою: «Дано в найближчу п’ятницю після свята Найдорожчого Тіла Христа, за присутності свідків. Для засвідчення даної грамоти наша печатка є підвішена».
Цим шляхом пішли й інші львівські реміс-ники-деревообробники. Згодом львівські райці затвердили статути цехів столярів, токарів, гребінників та поворозників.
Георгій МАЦЕНКО
Я б у бондарі пішов!

Деревообробник №18 (300) 18 вересня – 1 жовтня 2012 року8
cmyk
обладнання
Технічні характеристикинайменування характеристик модель С23-4 модель С23-5
Ширина обробки, мм 20–230* 6–230*
Висота обробки, мм 6–120 6–120
Найменша довжина оброблюваної заготовки, мм 500 500
Найбільший припуск при обробці циліндричними фрезами, мм 5 5
Найбільший діаметр профільних фрез, мм 160** 160**
Найбільша глибина оброблюваного профілю, мм 15 15
Кількість шпинделів, шт. 4 5
Частота обертання шпинделів, об./хв 6000 6000
Посадковий діаметр шпинделів, мм 40 h6 40 h6
Діаметр фрез, мм 125–140 125–140
Діаметр профільних фрез на вертикальні та верхній супорти, мм 125–160 125–160
Швидкість подачі безступінчаста, м/хв. 6–25 6–25
Потужність двигуна нижнього горизонтального шпинделя, кВт 4 4х2
Потужність двигуна правого і лівого вертикальних шпинделів (один двигун), кВт 7,5 7,5
Потужність двигуна верхнього горизонтального шпинделя, кВт 5,5 5,5
Потужність подачі, кВт 3 х 0,55 3 х 0,55
Маса верстата, кг 1500 1600
Габарити верстата, довжина х ширина х висота, мм 2250 х 1400 х 1700 2530 х 1400 х 1700
Довжина переднього столу, мм 1120 1120
* Максимальна ширина встановлюваного інструменту.
** На нижній супорт профільні фрези не встановлюють.
Технічні характеристики
Ці верстати призначені для обробки дерев’яних виробів, вони дають змогу досягнути не лише бездо-ганно гладкого стругання, а й потрібного профілю перерізу.
Одна з основних пере-ваг верстата – наявність чавунної литої станини, що усуває будь-які вібра-ції, які виникають під час обробки. Усі деталі вер-стата виготовлені з мак-симальною точністю, що
забезпечує високу якість отримуваної продукції.
Заготовка подається за допомогою зубчастих валь-ців. Завдяки спеціальній зубчастій нарізці вальці менше втискаються у дере-вину. Притискання здійс-нює пневматика з плавним регулюванням сили тиску. Така система притискання дає змогу з високою якіс-тю і точністю обробляти як м’які, так і тверді породи деревини.
У верстаті застосували привід подавальних вальців за допомогою черв’ячних редукторів, які не потребу-ють обслуговування протя-гом усього періоду слугу-вання верстата. Налашту-вання верстата відбуваєть-ся швидко і точно завдяки застосуванню високоточ-них лічильників візуаліза-торів із ціною поділки 0,1 мм. Усі основні налашту-вальні операції здійснюють із передньої панелі верста-та. Після такого налашту-вання вже перша отримана деталь відповідає вимогам креслення.
Верстати моделей С23-4, С23-5 обладнані цент-ралізованою системою зма-щування. При такій схемі жодна точка змащування не буде забута. До ком-
плекту верстата входить захисний кожух, що дає змогу уникнути утворення вибухонебезпечної пило-вої завіси в цеху і захищає працівників від небезпеч-них шумових вібрацій під час обробки заготовки.
При обробці матеріа-лу з шириною стругання вище 160 мм, для того, щоб обладнання нормально працювало, на нижньому і верхньому шпинделях доз-воляється застосовувати фрези тільки з полегшени-ми корпусами (наприклад, дюралюмінієві).
Номенклатуру та кіль-кість різального інстру-мента, який постачають із верстатом, та інших виробів визначають згідно з угодою постачання.
Базовий комплект вер-стата налічує:
пневматичний підтис-кач вальців подачі;
регульований, втягу-ювальний валець перед 1-м нижнім шпинделем;
притискні ролики зверху і зліва перед зоною втягування заготовок;
насос для очищення столів від смоли;
центральний блок зма-щування всіх вузлів.
Переклад редакції
●
●
●
●
●
Боровичівські чотирибічникиДля потреб деревообробної промисловості ТзОВ «Боровичівський завод деревообробних верстатів» виготовляє чорибічники моделей С23-4, С23-5
9Деревообробник №18 (300) 18 вересня – 1 жовтня 2012 року
cmyk
дереворізальний інструмент
пили «HM» ДлЯ мЕБлЕвої пРомиСловоСТІ
В асортименті інс-трументів для мебле-вої промисловості, які виготовляють під мар-кою «Globus», з’явилося нове покоління дискових пил із твердосплавними напайками, призначене для розкроювання дерево- похідних матеріалів. У продажі наявні їхні серії: «Perfectcut», «Marathon 2», а також «Glotech 2».
Серія Perfectcut – це пили, призначені для розкрою на горизонталь-них форматно-розкрій-них верстатах плит MDF, HDF, деревоволокнистих плит і деревопохідних однорідних матеріалів (а також розкрою ДСП). Товщина цих матеріалів може становити до 25 мм. «Perfectcut» рекомендо-вані також для розкрою-вання погонажу, надзви-чайно високу якість отри-муваної крайки при цьому гарантовано. Серед їхніх переваг слід підкреслити високу продуктивність, а саме, досконале співвід-ношення порізаних метрів до частоти гостріння.
У серії «Marathon 2» об’єднано пили, призна-чені для розкроювання тих же матеріалів, що й у серії «Perfectcut», але макси-мальна товщина вже 3 x 18 мм, або 54 мм. Використо-вувати ці пили можна як на звичайних форматно-роз-
крійних верстатах, так і на вертикальних.
Для розкроювання ДСП (а також, при потребі, MDF) створили серію «Glotech». На звичайних і вертикаль-них форматно-розкрійних верстатах ними можна розкроювати плити макси-мальною товщиною 54 мм (3 x 18 мм).
Попередником цих нових серій є найпопуляр-ніші пили діаметром 300 мм. Нові моделі відзнача-ються міцнішою конструк-цією диска, а також новою, оптимізованою геометрією зубів. Щоб компенсува-ти температурний вплив і зменшити рівень шуму, у дисках з’явилися про-різи нової конструкції та форми. Здійснивши ряд випробувань, на кожен конкретний випадок вдало підібрали спеціальні види твердосплавних напайок найвищої твердості, що мають мікроструктуру зерна (нано- і ультразер-но).
ІнСТРумЕнТи зІ вСТавКами з полІКРиСТалІЧного алмазу DIA
Згідно із найновішою конструкцією у гвин-товій лінії кінцевих фрез «DIA Globus» пластинки з полікристалічного алма-зу (ПКА) є щонайменше у трьох спіралях. Пере-вагою цих інструментів є більша продуктивність, а також вища якість оброб-
люваної поверхні. Кіль-кість і розмір пластинок ПКА, а також місце їх роз-ташування такі, що лезо безперервно контактує з матеріалом, що й надає оброблюваній поверхні найвищої якості.
Особливої уваги заслу-говує одна з новинок – призначені для нестингу кінцеві фрези «DIA». Тех-нологія нестингу або сам нестинг відомий як Nested Based Manufacturing (його скорочена назва NBM). Загалом суть нестин-гу полягає в тім, щоб на оброблювальному центрі з ЧПК форматувати пов-норозмірну плиту і сверд-лити в ній отвори під заві-си в ході одного робочого кроку. Щоб оптимально використати сировину (оптимізувати розкрою-вання), при цьому треба як слід розмістити еле-менти.
Нестинг характери-зується такими перевага-ми:
точне розкроювання прямокутних елементів і лекал;
зменшення витрат завдяки простоті вико-ристання;
скорочення витрат на обслуговування завдя-ки тому, що обробку здій-снюють комплексно (роз-кроювання плити, свер-дління і фрезерування здійснюють у ході одного кроку обробки).
Корпуси призначених для нестингу кінцевих фрез «DIA» виробляють з матеріалу двох видів: спе-ціальної сталі, що харак-теризується великою міц-ністю, а також важкого твердосплавного металу
●
●
●
високої густини (HDM – це невібруючий матеріал, що витримує високу темпера-туру).
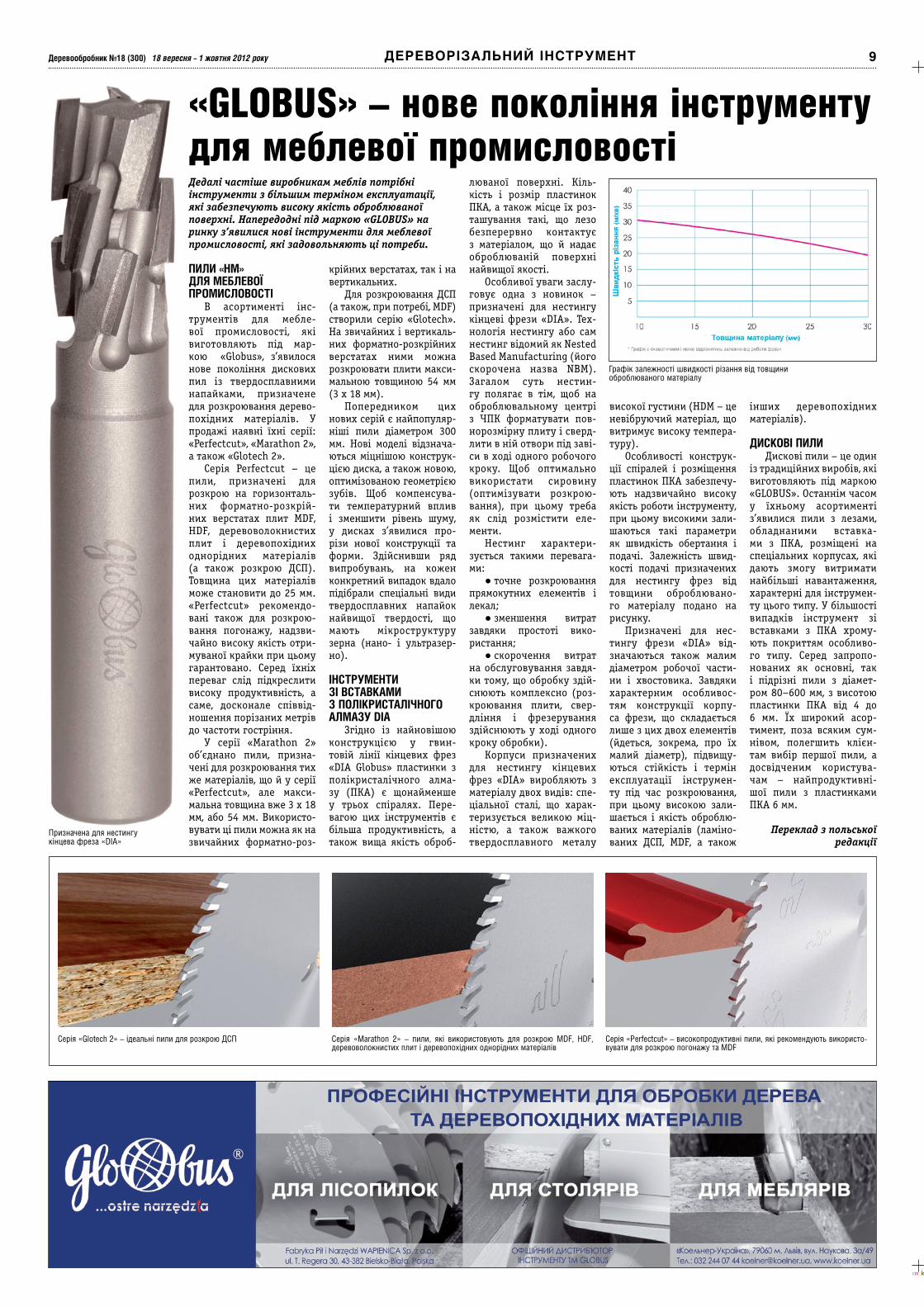
Особливості конструк-ції спіралей і розміщення пластинок ПКА забезпечу-ють надзвичайно високу якість роботи інструменту, при цьому високими зали-шаються такі параметри як швидкість обертання і подачі. Залежність швид-кості подачі призначених для нестингу фрез від товщини оброблювано-го матеріалу подано на рисунку.
Призначені для нес-тингу фрези «DIA» від-значаються також малим діаметром робочої части-ни і хвостовика. Завдяки характерним особливос-тям конструкції корпу-са фрези, що складається лише з цих двох елементів (йдеться, зокрема, про їх малий діаметр), підвищу-ються стійкість і термін експлуатації інструмен-ту під час розкроювання, при цьому високою зали-шається і якість оброблю-ваних матеріалів (ламіно-ваних ДСП, MDF, а також
інших деревопохідних матеріалів).
ДиСКовІ пилиДискові пили – це один
із традиційних виробів, які виготовляють під маркою «GLOBUS». Останнім часом у їхньому асортименті з’явилися пили з лезами, обладнаними вставка-ми з ПКА, розміщені на спеціальних корпусах, які дають змогу витримати найбільші навантаження, характерні для інструмен-ту цього типу. У більшості випадків інструмент зі вставками з ПКА хрому-ють покриттям особливо-го типу. Серед запропо-нованих як основні, так і підрізні пили з діамет-ром 80–600 мм, з висотою пластинки ПКА від 4 до 6 мм. Їх широкий асор-тимент, поза всяким сум-нівом, полегшить клієн-там вибір першої пили, а досвідченим користува-чам – найпродуктивні-шої пили з пластинками ПКА 6 мм.
Переклад з польської редакції
«GLOBUS» – нове покоління інструменту для меблевої промисловостіДедалі частіше виробникам меблів потрібні інструменти з більшим терміном експлуатації, які забезпечують високу якість оброблюваної поверхні. Напередодні під маркою «GLOBUS» на ринку з’явилися нові інструменти для меблевої промисловості, які задовольняють ці потреби.
Серія «Glotech 2» – ідеальні пили для розкрою ДСП Серія «Marathon 2» – пили, які використовують для розкрою MDF, HDF, деревоволокнистих плит і деревопохідних однорідних матеріалів
Серія «Perfectcut» – високопродуктивні пили, які рекомендують використо-вувати для розкрою погонажу та MDF
Призначена для нестингу кінцева фреза «DIA»
Графік залежності швидкості різання від товщини оброблюваного матеріалу

Деревообробник №18 (300) 18 вересня – 1 жовтня 2012 року10
cmyk
аспірація
РозРахуноК плоЩІ фІльТРуваннЯ
Щоб правильно розрахувати площу аспіраційної установки, спочатку по-трібно встановити необхідну продук-тивність щодо повітря (відповідно до швидкості повітря на аспіраційному патрубку, кількості й діаметра аспіра-ційних патрубків кожного з верстатів). Отримавши загальне значення, можна розрахувати площу фільтрувального устаткування, яке слугуватиме «легеня-ми» підприємства.
Наприклад, загальна продуктивність щодо повітря усіх верстатів становить 36 тис. м3/год. Щоб розрахувати площу фільтрування аспіраційної установки, потрібно знати допустиме навантажен-ня на 1 м2 фільтрів. Кожен виробник аспіраційних установок розраховує це значення відповідно до характеристик власних фільтрів, способу подаван-ня повітря у фільтри (усередину, що більш «навантажує» фільтри, або зовні, що краще для подальшого очищення). Для установок фірми «Schuko Heinz Schulte-Sudhoff GmbH & Co.KG» і для звичайної тирси це значення може ста-новити 120–130 м3 на 1 м2 фільтрів, а для тирси і пилу MDF – 80–100 м3 на 1 м2 фільтрів.
пРоЕКТуваннЯ повІТРовоДІв І РозРахуноК ТиСКу в них
При проектуванні повітроводів необ-хідно скласти план заводу із розміщен-ням верстатів, визначити місце розта-
шування фільтрувальної установки та вирахувати довжину і діаметр аспірацій-них повітроводів від верстатів до філь-трувальної установки.
Якщо в аспіраційному патрубку по-трібна швидкість повітря 26–28 м/с, а іноді і вище, то для транспортування тирси по повітроводах достатньо 22–24 м/с. У повітроводах діють звичай-ні закони фізики. Що більший діаметр, то менший статичний опір повітря, але зі збільшенням діаметра повітроводів зменшується швидкість повітря. Якщо ж швидкість повітря буде меншою за допустиму, то тирса так і залишиться в повітроводах і не надійде до фільтру-вальної установки.
Якщо ж швидкість повітря буде дуже великою, то зросте динамічний опір і буде потрібен потужний вентилятор, який споживатиме багато електро- енергії. Тому важливо розуміти, в якому випадку можна об’єднати всі повітро-води в один великий повітропровід, а в яких краще розподілити повітря, що подається, на дві-три незалежні лінії повітропроводів.
Основним завданням проектування системи аспірації є правильний добір усіх компонентів (фільтрувальної уста-новки, повітропроводів, вентиляторів та інших складових) таким чином, щоб на всіх верстатах відбір тирси здійснювався ефективно та з мінімальним споживан-ням електроенергії.
Необхідно використовувати шибери для закриття верстатів, які тимчасово не працюють. Верстати, що працюють
постійно, краще відокремити від тих, які задіяні у виробництві частково.
У вентиляторах надлишкового тиску, що розміщуються перед аспіраційною установкою, використовують відкриті крильчатки, через які подається повітря з відходами. Також бувають вентилятори, які розміщені за фільтрами та використо-вують закриті крильчатки з більшим ККД, куди потрапляє тільки очищене повітря. Обидва типи вентиляторів мають власні «плюси» та «мінуси», тому підбирати їх потрібно згідно з технічним завданням, розташуванням верстатів та іншими чин-никами.
СпРацьовуваннЯ фІльТРІв І ДовговІЧнІСТь їх виКоРиСТаннЯ
Повертаючись до теми допустимого навантаження на фільтри, хочемо роз-повісти про принцип, за яким здійс-нюється фільтрація повітря.
Раніше використовувались фільтри, що мали вузький мішок з фільтруваль-ної тканини, всередину якого подава-лось повітря. При такому методі очищен-ня всередині мішка залишалося бага-то тирси та пилу, тому його потрібно було часто чистити. Зазвичай очищення таких фільтрів була неефективним, тому їх доводилося часто міняти.
Сучасні установки фільтрації повітря – це камера, в яку опущені такі самі філь-трувальні мішки (з каркасом із пластмаси для жорсткості), але повітря подається на зовнішній бік мішка, що полегшує очи-щення і запобігає передчасному спра-цьовуванню фільтрів. Крім того, якщо подати повітря з тирсою в нижню час-тину аспіраційної установки і збільшити відстань від підлоги установки до ниж-нього краю фільтрувальних склянок, то таким чином можна створити підвищену зону заспокоєння повітря. В установ-
ках фірми «Schuko» швидкість повітря при вході в аспірацію внаслідок збіль-шення перерізу повітровідних каналів послідовно знижується з 22–24 м/с до 0,6–1 м/с. При менших швидкостях руху повітря великі відходи падають вниз і не «доходять» до фільтрувальної склянки. В аспіраційних системах старого зразка великі відходи і дрібна тріска подаються в установку на великій швидкості, що призводить до передчасного спрацьову-вання фільтрів.
оЧиЩЕннЯ фІльТРІвФірма «Schuko» застосовує три види
очищення фільтрів.1. Очищення струшуванням.Незважаючи на те, що цей вид очи-
щення застосовують дуже давно, він є ефективним у тих випадках, коли під-приємство працює із зупинками і пере-рвами, а відсоток дуже дрібних відходів (пил після шліфування) порівняно неве-ликий.
2. Імпульсне очищення (продуван-ня стисненим повітрям).
Застосовують там, де немає можли-вості вимкнути верстати на перерву і потрібна безперебійна робота аспірації. Такий спосіб використовують на підпри-ємствах, які мають дво- і тризмінний режим роботи.
3. Очищення продуванням повітря за допомогою вбудованої каретки, яка розміщена над фільтрувальними склянками.
На каретці розміщені два вентиля-тори, які продувають ряд фільтруваль-них склянок. Цей варіант застосовують у дуже великих аспіраційних установках, коли витрати стисненого повітря на по-стійне очищення є значними.
Аспіраційна установка – це легені для обладнання. Якщо ж легені добре «дихають», то й устаткування нормально функціонує. А варто аспірації почати погано працювати, як з’являються стандартні «хвороби» верстатів – перегрівання двигунів, вихід з ладу підшипників і роликів, поломка або дефекти інструменту. Для нормальної роботи будь-якого деревообробного підприємства або меблевого виробництва необхідна якісна аспіраційна установка. У Європі це є аксіомою, що не потребує доведення.
Закінчення на с. 17
Як вибрати аспірацію для деревообробного підприємства?
Очищення продуванням повітря за допомогою вбудованої каретки

11Деревообробник №18 (300) 18 вересня – 1 жовтня 2012 року
cmyk
Інженери чеської фірми «NEVA», яка є одночасно деревообробною ком-панією та виробником високоякісних деревообробних верстатів, займають-ся цією проблематикою з 1793 року. Цінні знання та досвід, здобуті на влас-ному деревообробному виробництві, вони відразу ж застосовують у серійно-му виробництві верстатів. На сьогодні більше тисячі таких верстатів працюють на підприємствах більш як 30-ти країн світу.
Що ми пропонуємо нашим клієнтам? Відкритий доступ та запозичення досві-ду в галузі точного різання деревини з точністю +/- 0,1 мм, з тонким пропи-лом близько 1 мм. Ми порекомендуємо вам відповідний тип верстата для конк-ретної технології різання. Верстати ви маєте змогу оглянути у нас або ж ми із задоволенням запросимо вас до наших замовників. Також ми можемо організу-вати обробку поставлених вами зразків деревини.
«NEVA» пропонує тонкорізні рамні пили типу «ORBIT», «ECO-POWER», «MAMUTH», а також тонкорізні стрічкові пили «RE-MAX 500 CNC». Невід’ємною складовою техно-логії різання є загострення інструментів. Загострювальні верстати із ЧПК для рам-них і стрічкових пил типу CNBS80, CNBS80 ECO і SBG100 CNC є найкращим рішенням.
Фірма «NEVA» має власне виробництво та монтує верстати й обладнання у Чеській Республіці. Для тривалої експлуатації та надійності наших верстатів ми викорис-товуємо якісні вихідні матеріали: основа конструкції зроблена з сірого чавуну та литої сталі з метою забезпечення макси-мальної жорсткості й міцності, високоточна лінійна проводка – від провідних німець-ких та японських виробників, електричні компоненти – фірм «Siemens», «Omron» і «Telemecanique» та пневматичні компонен-ти – від «Festo». Завдяки якісному входжен-ню пилок у деревину і високоточній оброб-ці на верстатах із ЧПК, обладнання фірми «NEVA» завжди на один пропил попереду.
Тонкорізна рамна пила «Orbit» була розроблена для різання колод на ламелі з мінімальним пропилом. Ламелі можна склеювати і без подальшої обробки. «Orbit» використовує неповторний спосіб руху пиляльної рами при нарі-занні ламелей. На відміну від звичайних рамних пил, у яких рух угору-вниз пря-молінійний, «Orbit» використовує рух з відходженням від пропилу при зворот-ному русі.
Цей інноваційний спосіб руху має певні переваги порівняно з роботою старих моделей рамних пил. У звичай-ної рамної пилки велика частка тепла, що генерується тертям, переноситься в зону вістря полотна пилки, тому що тирса не видаляється з простору між
інструментом і матеріалом. Цей факт особливо важливий у випадку різання деревини великого діаметра, оскільки частина зубів пили постійно розміщена в площині розрізу, в той час як «Orbit» відходить від пропилу і при зворотно-му русі тирса легко усувається з його площини. У результаті зуби інструмен-ту зазнають меншого теплового впливу, подовжується роботоздатність полотен пилки, усувається стружка з поверхні ламелі, можна використовувати інстру-мент із тонким пропилом, а насамперед – вищою є продуктивність агрегата.
Вацлав МЮЛЛЕР,директор компанії «NEVA - TRADE s.r.o.»
Переклад редакції
ефективне розпилювання деревини рамною пилою «NEVA-ORBIT» Мабуть, будь-який технолог-деревообробник не раз замислювався над тим, як ефективно та економічно обробляти деревину. Кожен виробничий процес має приховані резерви, тому забезпечення якісного виробництва та зниження витрат – це, певна річ, нелегке завдання. Серйозні вимоги до якості виробів, типу дерев’яної підлоги, вікон, дверей, сходів, меблів або музичних інструментів та спортивного приладдя змушують нас замислюватись над тим, як оптимально використовувати такий неповторний природний матеріал, яким є дерево.
ЗВИЧАЙНИЙ СПОСІБ РІЗАННЯ
ОРБІТАЛЬНИЙ СПОСІБ РІЗАННЯ
дереворізальний інструмент

Деревообробник №18 (300) 18 вересня – 1 жовтня 2012 року1�
cmyk
лІСова оСнова Ідея цієї поїздки виникла в
українських деревообробників з самою асоціацію одночасно. Ще на установчому з’їзді вони дізна-лися від російських колег, що у сфері домобудування в Фінляндії частка використання деревини як будівельного матеріалу сягає 70–75% і що саме ця північна країна є лідером серед країн ЄС в одноповерховому дерев’яному будівництві. Ще у часи Радянсь-кого Союзу таке поняття, як «фінський будинок», у нас широ-ко використовували для озна-чення дерев’яного будівництва загалом.
Ця традиція у фінів, звичайно ж, з’явилася не на порожньому місці. Ліс є основним і чи не єдиним природним ресурсом цієї країни. Недарма ж кажуть, що їх економіка у всьому зобов’язана власній лісовій промисловості. Усім у світі, наприклад, відома фінська «Nokia», та мало хто знає, що ця компанія розпочи-нала свою діяльність у 1865 році з невеликого целюлозного заво-ду, а останні підприємства цього типу продала тільки на початку 1990-х років. Утім «Nokia» – це лише показовий приклад. Попри те, що у минулому столітті в Фін-ляндії надзвичайно наполегливо і послідовно проводили політику індустріалізації та модернізації, ще у 2007 році саме на цю країну припадало 10% світового обсягу експорту лісової та целюлозно-паперової продукції, а у світово-му експорті друкарського паперу її частка становила 20%.
Водночас саме у Фінляндії діє одне із найсуворіших у Європі законодавств, яке регулює дерев’яне домобудівництво. Уся ця інформація не могла не викликати значного інтересу в українських деревообробників. Відтоді їх не полишало прагнен-ня якнайближче ознайомитися з цією країною. Сприятлива наго-да для цього визріла у травні під час виставки «Деревообробка» у Львові. Керівник УАПД Р.Я. Ющишин зав’язав знайомство з представниками консалтингової фірми «Омега трейдінг» із Фін-ляндії, за плечима яких великий досвід організації зустрічей для фінських виробників на інших ринках, зокрема й у країнах СНД. Вони й допомогли україн-цям в організації поїздки, яка відбулася з 29 липня по 4 серпня 2012 року.
на виСоКому РІвнІ Українці самі обрали 9 під-
приємств, котрі вони хотіли б відвідати. Більшість із цих фінських фірм так чи інакше має стосунок до дерев’яного будів-ництва: виготовляють клеєні конструкції, спеціалізуються на каркасно-щитовому будівництві тощо. Були заплановані й візити на підприємства з виготовлен-ня вікон та котлів. До складу делегації УАПД увійшли пред-ставники чотирьох українських фірм, які автобусом здійснили мандрівку через Польщу та При-балтійські країни загальною дов-жиною близько півтори тисячі кілометрів в один бік.
Щодня учасники поїздки двічі або тричі навідувалися на обрані ними підприємства. Спо-чатку вони зустрічалися з керів-ництвом і проглядали відео-пре-зентацію компаній, а далі їх уже безпосередньо ознайомлювали з фірмами. З усіма фінськими під-приємствами делегація домови-лася про відвідування об’єктів на стадії монтажу. Відтак, українці могли набути найбільше повчаль-ного досвіду. Та й якщо говорити загалом, формат відвідин краї-ни Суомі давав членам делегації якнайкращу змогу досягнути усіх поставлених перед ними цілей:
– Поїздка відбулася на висо-кому рівні, – підкреслює керів-ник УАПД Р.Я. Ющишин. – Нас приймали перші особи (власни-ки бізнесу, управлінський склад або президенти компаній). І це були дуже солідні фірми. Нам довелося, зокрема, відвідати під-приємство, в якому я як поста-чальник обладнання лише самих інвестицій в устаткування можу оцінити на суму щонайменше €30–40 млн. Нам усюди дозво-ляли фотографувати і ставити нашим співрозмовникам незруч-ні запитання. Тобто організа-тори виконали абсолютно всі зобов’язання, які вони взяли на себе перед поїздкою.
Руслану Ярославовичу, безу-мовно, є з чим порівняти, адже він бував і в багатьох інших країнах Європи. Так от, на його думку, саме Фінляндію найкра-ще характеризує широко відома нам ще від часів «розвинутого соціалізму» фраза про «капі-талізм із людським обличчям». Але нас, зрозуміло, передусім цікавить, якою мірою все це позначається на деревообробці. Вище ми уже згадували про суво-ре фінське законодавство. Воно, як виявляється, має за плечима дуже довгу традицію і забез-печує досить цікаві результати сьогодні:
– Безумовно, що і в Австрії, і в Німеччині є підприємства, які переробляють мільйони кубічних метрів сировини, – згадує Р.Я. Ющишин. – Фінські підприємства, звичайно ж, дрібніші, але щодо технологій, саме фіни, мабуть, – таки лідери. Адже вони надз-вичайно глибоко переробляють деревину, і кору, і щепу – усе використовують до корінчика. Це, зрештою, – ще й вплив традиції. Дерево у Фінляндії завжди було в пошані. Ми бачили будинки, яким 150–200 років. І тоді, коли їх будували, вони вважалися елітни-ми. Тому, я гадаю, будь-яка країна, що розвивається, так чи інакше в цьому наслідуватиме фінів.
Справді, мешканці цієї країни можуть похвалитися неабияким даром передбачення, що вони вже неодноразово доводили на практиці. Наприклад, у першій половині 1990-х років економі-ка Фінляндії перебувала у над-звичайно складному становищі внаслідок розпаду СРСР і втрати його ринку. Фіни відповіли на цей виклик, прийнявши у 1995 р. розгорнуту стратегічну програ-му інноваційного розвитку (так звану «Програму-95»), яку вони за три роки доповнили й модифі-кували. Ця програма, зокрема, передбачає об’єднання можли-востей університетів та науково-
дослідних інститутів (НДІ) у про-веденні досліджень і створенні нових технологій, орієнтованих на отримання якісно нових і кон-курентоспроможних продуктів. У сфері виробництва вікон (а одне з таких підприємств, нага-дуємо, відвідали й українці) винахід фінів, після «фінських» будинку та бані став ще однією технологією, що переможно кро-кує світом, успадкувавши назву їх країни. В Україні таке вікно – ще маловідома новинка, однак, на думку Руслана Ярославовича, досить перспективна:
– Я вважаю, що ця технологія має майбутнє і у нас. «Фінсь-ке вікно» загалом ненабагато простіше у виготовленні, ніж «євровікно», як ми його нази-ваємо, хоча спосіб його виготов-лення запозичений із Німеччи-ни. Але у «фінському вікні» є свої переваги, зокрема, за певних обставин можна досягнути мен-шої собівартості його виготов-лення порівняно з «євровікном». Щоправда, купівельна поведінка споживача в нас занадто інерцій-на: переконати його щодо якогось нововведення надто важко. Тому «фінське вікно» в Україні поки що виготовляють лише дрібні підприємці, а великі виробники мені поки що невідомі. Немає ні чіткого стандарту, ні конкретних технологічних карт тощо.
уРоКи ДлЯ уКРаїниЗрозуміло, що й сама УАПД
у цій мандрівці на північ пере-слідувала певні цілі. По-перше, можна було зробити досить цікаві порівняння. Історія України та Фінляндії до закінчення Першої світової війни розвивалася досить схожими шляхами: країна Суомі, як і більшість тодішніх українсь-ких територій, входила до скла-ду Російської імперії. Прикмет-но, що у фінів щодо цього немає жодних комплексів: у їх столиці навіть стоїть пам’ятник імперато-ру Олександру ІІ. Втім, не можна заперечити, що імперія на цих територіях була значно лібераль-нішою, ніж на українських. Як би там не було, фінам у 1917 році, на відміну від українців, вдалося здобути незалежність, а через 22 роки її зі зброєю в руках ще й від-стояти від потужної радянської агресії. Тому зараз, споглядаю-чи на цей край, що від природи фактично тільки лісом багатий, можна собі уявити, чого досягли б за той час українці, якби щас-ливіше склалася доля їх не обді-леної ресурсами країни:
Закінчення. Поч. на с. 1
на сто один відсоток
На об’єкті фірми «SKAALA»
Ні холодно, ні жарко: на вулицях Гельсінкі
міжнародна співпраця

1�Деревообробник №18 (300) 18 вересня – 1 жовтня 2012 року
cmyk
– Якщо пригадати інші євро-пейські країни, в яких мені дово-дилося бувати, то Фінляндія – це скелі і тайга, – ділиться своїми враженнями Р.Я. Ющишин. – І щоб серед усієї цієї цілини побу-дувати автошляхи без жодної ями та іншу інфраструктуру… Причому це все зробила не така вже й велика кількість населен-ня. Адже їх лише п’ять із полови-ною мільйонів самодостатнього населення, яке на своїй території культивує і фрукти, і зернові. Та й лісу, свого основного багатс-тва, вони більше вирощують, ніж вирубують…
Окрім того, не забуваймо, що Фінляндія, попри значну гео-графічну віддаль, для України – ще й перспективний партнер. У докризовий період торговель-но-економічне співробітництво між двома країнами активно роз-вивалося. Зокрема, у 2008 році обсяги двосторонньої торгівлі, порівняно з 2000 роком, збіль-шилися у 6,7 разу (з $123,8 млн до $830,3 млн), за цим показ-ником Фінляндія вийшла серед країн Європи на 18 місце. Тоді її частка у торговельному обміні з нашою країною сягла 1,4% у Європі та 0,5% – у світі. Тоді ж у Києві, наприкінці червня, відбу-лося засідання ФІНПРО – органі-зації, що просуває фінські товари та інтереси фінських підприєм-ців за кордоном, а обсяги прямих фінських інвестицій в економіку України порівняно з 2004 роком, зросли приблизно удвічі й ста-ном на 1 січня 2009 року стано-вили $16,9 млн. Хоча розвиток цих взаємин дещо загальмува-ла глобальна криза, в них усе-таки неабиякі перспективи. З цим погоджується і голова УАПД Р.Я. Ющишин:
– Так чи інакше, вони розуміють потенціал України. Вони розуміють, що тут тери-торія десь завбільшки з тери-торію Франції, а чисельність населення 45 млн щонайменше у 9 разів більша ніж у Фінлян-дії. Хай їм дещо незрозумілий цей ринок, але він їм цікавий. Тож вони, напевно, хочуть отри-мати від нас якусь інформацію: про просування продукції тощо. Йдеться, зокрема, про торгівлю брусом. Адже Фінляндія є одним із серйозних гравців на європей-ських сировинних біржах. Та й в Україні фінський брус має пер-спективу. По-перше, на півночі вища щільність деревини, а по-друге, наш споживач довірятиме фінській якості…
Можна лише пожалкувати, що у сфері деревообробки, як і в цілому в наших зовнішньо-торговельних зв’язках із краї-ною Суомі, імпорт має схильність помітно переважати над експор-том. Але це, як то кажуть, питан-ня часу. Нашій країні ще не пізно зробити ставку на високі тех-нології замість традиційної для часів СРСР сировини. У цьому, до речі, полягає ще один «фінсь-кий» урок для України – про «Nokia» ми вже в цій статті зга-дували…
найважливІшЕ – цЕ РЕальнІ СпРави
Що особливо тішить, так це те, що результатами поїздки став не лише цей повчальний досвід, а й суто внутрішні зрушення в УАПД. Про це далі Руслан Ярос-лавович:
– Особисто я можу відзначи-ти просто грандіозні результати. Передусім докорінно змінився стан міжособистісних взаємин. Члени асоціації стали справж-німи приятелями і побратима-ми, які разом генерують ідеї та плани, а потім у співпраці їх реалізують. Якщо підсумувати, то всі зрозуміли, що зовнішній ворог набагато страшніший, ніж внутрішній. А зовнішній ворог – це бюрократ, злодій та коруп-ціонер, який не дає Україні роз-крити свого потенціалу. Його ж могла розкрити Фінляндія, де майже зовсім немає ресурсів, а ті, що є, вони використовують навіть не на 100 – на 101%. А ось і ближчий приклад: Грузія. За радянських часів вона давала СРСР 70–80% так званих «злодіїв у законі». Та й там суспільство, об’єднавшись, домоглося реаль-них змін у країні.
Українська асоціація про-фесійних деревообробників – це вже вітчизняний приклад того, як суспільство, усвідом-люючи свої інтереси, поступово об’єднується довкола спільної ідеї. Хай у спілці поки що лише 25 активних членів. Набагато важ-ливіше – реальні справи. А вони потроху поширюються на всю країну. Яскравий приклад, який можна навести після мандрівки у Фінляндію, – це та ж «Тери-торія ремісників», яка зі скром-ного майданчика на львівській «Деревообробці» із «Лісдеревма-шем 2012» стане здобутком усієї нашої країни. Ну що ж, дерево-обробники, так тримати!
Костянтин АНДРОСОВ
сергій кузьменко, тзов «магія дерева», м. боярка київської обл.: – Передусім запам’яталися культура
виробництва, підхід до виконання робо-ти, обладнання, яке для цього викорис-товують, сировина… У нас такої сиро-вини немає. Нам, щоб усе організувати на такому рівні, потрібні дуже великі кошти. Але будемо, звичайно ж, намага-тися наздоганяти. Інакше ж як? Головне, знову наголошую, – це виробнича куль-тура: ставлення до праці, професійність, турбота про оволодіння фаховими навич-ками. Та й ми колись до цього прийде-мо. Гадаю, років 15 вистачить, головне – щоб змінилося покоління…
олексій мельник, пп «мельник», смт корнин житомирської обл.: – Враження позитивні. Якщо взяти до
уваги, що ключові стовпи у виробництві продукції з дерева – це сировина, облад-нання і люди, то конкурувати з фінами най-важче у сфері сировини. Такої сировини, як на півночі, в нас немає. Що ж до техноло-гій, то вони від наших суттєво не відрізня-ються, але поки що для такого обладнання, як у Фінляндії, у нас замало обігових кош-тів. Люди у нас теж не гірші, ніж там. І ми до такого рівня невдовзі прийдемо. А от із сировиною треба нам питання вирішу-вати. Найприродніше – це закуповувати північну сировину. І ми це робитимемо. А загалом – ми нічим не гірші.
ігор закуренко, тзов кдк «полісся», м. олевськ житомирської обл.: – Основне враження – це те, що я не
побачив там нічого нового: жодних сек-ретів виробництва і взагалі нічого при-голомшливого. Фінляндія передусім спо-добалася як країна з високою культурою споживання. Там не прийнято вистав-ляти напоказ своє багатство: машини, палаци тощо. Що варто було б запози-чити? Висока спеціалізація підприємств. Кожне робить щось своє – універсальних фірм немає. Мабуть, і ми колись до цього прийдемо. А ще справляє дуже приємне враження, що керівники різних компаній перед іноземцями один одного рекламу-ють, нічого за це не отримуючи. Тобто там є розуміння: якщо усі зароблятимуть, то добре буде всім. У нас поки що кожен сам за себе!
артем крутій, тзов «арт-пак», смт понінка Хмельницької обл.: – Враження у нас дуже приємні.
Дуже задоволені досвідом, який перей-няли від фінських виробників. Що виді-лити як основне? Це, мабуть, те, що робоча сила в них трошки дорожча від нашої і вищою є автоматизація вироб-ництва. Це нам хотілося б перейняти і застосовувати в Україні. У загальних рисах технології подібні на наші, от тільки обладнання дорожче від нашого. Крім того, в нас немає ще такої кількості потужних конструкторсько-проектних організацій, а там є структура, інститути тощо, що швидко видають підприємцям усю необхідну документацію для робо-ти. А в підсумку, такі поїздки нам дуже допомагають – вони показують, у якому напрямі нам рухатися вперед.
Уся надія на нове покоління:Враження учасників поїздки у Фінляндію
При виробництві бруса
Дах у фінів не протікає
«…Старикам везде у нас почет»: Капіталізм із людським обличчям у дії
міжнародна співпраця

Деревообробник №18 (300) 18 вересня – 1 жовтня 2012 року14
cmyk
Деревна зелень є цінною сиро-виною для одержання біологічно активних речовин: піхтової олії, вітамінного борошна, хвойного лікувального екстракту, хлоро-філіну натрію, ефірних олій та інших препаратів для сільського господарства, парфумерії і меди-цини. Тирса, стружка і кора є сиро-виною для хімічної промисловості, з них одержують деревне вугілля, каніфоль та живицю.
Із деревних відходів також можна робити плити: ДВП, ДСП, оздоблювальні, біостійкі, вог-нетривкі, із термоеластичними плівками.
З технічної зелені – хвої і листя – виробляють хлорофіл-каротинову пасту. Вона є вітамін-ним і лікувальним препаратом, використовується як стимулятор росту на птахофабриках. Листя і хвоя служать цінною добавкою, що розширює і покращує кормо-ву базу тваринництва, принося-чи значний економічний ефект.
Кору використовують для виробництва екстрактів, ДВП, ком-посту в сільському господарстві, а також як паливо. Ступінь її вико-ристання становить лише 50%.
Мобільні та пересувні маши-ни «Олнова» цю проблему вирі-шують легко. Наприклад, біль-шість первинних і вторинних подрібнювачів виготовляють саме в мобільному варіанті,
і вони можуть бути розміщені безпосередньо в місцях накопи-чення або регулярного виник-нення відходів деревини: на лісовалах чи територіях підпри-ємств та організацій. Щільність подрібненої деревини в кілька разів перевищує умовну щіль-ність необроблених відходів, відповідно зменшується пито-ма вага транспортних витрат на одиницю маси матеріалу та собівартість, підвищується рен-табельність діяльності, в резуль-таті чого підприємство отримує додатковий дохід.
Рубальні машини для подріб-нення деревини виробництва СП “Олнова” DP660 виготовляють у кількох модифікаціях, залежно від типу приводу: дизель, трак-тор, електродвигун. Такі машини застосовують на лісопилорамах, лісозаготівельних та деревооб-робних підприємствах, целю-лозно-паперових комбінатах, а також у комунальних службах. Технологічну тріску використо-вують для виробництва ДСП та ДВП, паливних брикетів для опа-лення в котлах та інше.
молоТКова ДРоБаРКа DP 660 м
Однороторна молоткова дро-барка DP 660 М із приводом від електричного двигуна призначена для подрібнення технологічної та
паливної тріски, стружки, шпону, кусків кори, дрібних відходів деревообробки, що утворюються при виробництві пиломатеріалів та фанери, а також інших біопро-дуктів до необхідної фракції.
Отриману дрібну фракцію застосовують у технологічних лініях виробництва паливних брикетів та гранул (пелетів), спеціальної пористої цегли, дере-винно-полімерних матеріалів, для отримання біологічно-актив-них речовин, у фізико-хімічних технологічних процесах.
Ротор – основний робочий вузол машини. Він призначений для рубки деревини та утво-рення щепи. Ротор складається з вала та розміщеної на ньому шайби з опорами для кріплення ножів. На валі ротора зроблені посадочні поверхні під підшип-ники. Ножі ротора кріпляться до опор ротора за допомогою спе-ціальних пальців. Підшипникові опори складаються з корпусів, у яких встановлені радіально-сферичні дворядні роликопід-шипники та манжети для ущіль-нення. Змащування підшипників здійснюється через масльонки.
РуБальна машина DP 660 TДеревоподрібнююча машина
DP 660 T (навісна на трактор) при-значена для подрібнення відходів деревообробки: обапола, рейки,
верхівки та гілля дерев на тріску.Машина агрегатується з трак-
торами МТЗ-80/82, ЮМЗ-6Л/6М, Т-70, Т-150 та іншими анало-гічного класу, з потужністю, від 30 кВт, які мають вал відбору потужності, та монтується як навісний агрегат на 3-точкову гідронавіску трактора.
Привід машини здійснюєть-ся від вала відбору потужності трактора через карданну пере-дачу.
Гідравлічна система вико-ристовується при подачі дере-вини в робочу зону. В головному корпусі встановлені два затягу-ючі валики із зубцями завшир-шки 235 мм. Кожен валик має окремий гідравлічний привід від гідромоторів, які приводяться в дію гідронасосом. Гідророз-подільник дає змогу змінюва-ти напрям обертання валиків. Гідросистема містить оливний фільтр і рівень оливи.
РуБальна машина DP 660 PДеревоподрібнююча машина
DP 660 Р (роторного типу) з при-водом від електродвигуна при-значена для подрібнення кус-кових відходів деревообробки, що утворюються при виробниц-тві пиломатеріалів та фанери, а також кусків кори, на тріску.
РуБальна машина DP 660 EДеревоподрібнююча машина
DP 660 E з приводом від електро-мотора, дискового типу, з нахиле-ним завантажувальним бункером, гідравлічною подачею сировини та викидом тріски нагору призна-чена для подрібнення деревних відходів. Встановлюється стаціо-нарно на рівній поверхні і не потребує анкерного кріплення.
Привід машини здійснюється від електромотора через ремінну передачу.
Підготувала Марічка МАТВІЄНКО
модель DP 660 м DP 660 Т DP 660 Р DP 660 Е
Тип СтаціонарнаНавісна з приводом
від ВВП трактораСтаціонарна з приводом
від електродвигунаСтаціонарна
Тип ротора Молотковий Ножовий Ножовий Ножовий
ПривідЕлектромотор
45 кВт; 1500 об./хвЕлектромотор
30 кВт; 1000 об./хвЕлектродвигун
30 кВт; 1500 об./хвЕлектромотор
30 кВт; 1500 об./хвПродуктивність, т/год 1,5 до 6 до 4 до 6Розміри подрібнювальних відходів:довжина, мм до 40 від 300 і більше до 40 від 300 і більшеширина, мм до 20 до 240 до 450 до 240
Розміри фракції на виході, мм: 1–5 10–40 5–20 10–40
Габаритні розміри машини:довжина, мм 1880 1800 1470 1500ширина, мм 1000 1400 1180 1600Вага, кг 1500 760 1080 960
Відходи одного підприємства – це сировина для іншогоУ лісопромисловому комплексі на кожний щільний кубометр деревини припадає до 100 кг гілок і кори: у ялини – 50–70 кг, у сосни – 80–100 кг, у берези – 90–100 кг. При переробці лісових відходів можна одержати від 40 до 55% деревної зелені та від 25 до 35% технологічної тріски, яку можна використовувати як паливо. Рубальні машини «Олнова» призначені для подрібнення деревини на технологічну та паливну тріску.
Техн
ічні
хар
акте
рист
ики
переробка відХодів

1�Деревообробник №18 (300) 18 вересня – 1 жовтня 2012 року
cmyk
на правах реклами
Сучасні технології опорядження деревини продукцією Тм «Sirca»Важливою рисою виробника якісних і надійних ЛФМ для меблевого виробництва є його готовність іти назустріч клієнтові в питаннях підбору та впровадження на виробництві оптимальної лакофарбової системи. Фахівці компанії «Sirca» разом із технологами мережі колор-студій «Фарбія» завжди готові допомогти вирішити проблеми, які виникають на столярно-меблевих виробництвах. Саме тому продукція «Sirca» успішно завойовує український ринок.
Велику популярність нині в Україні завоювали універсальні концентровані барвники ТСU 2000. На відміну від біль-шості наявних на ринку дешевих барв-ників, ТСU 2000 вирізняється незначною витратою. Якщо при застосуванні недоро-гих барвників для одержання насиченого відтінку необхідно 6–7 нанесень, то з кон-центрованими барвниками «Sirca» достат-ньо 2–3. Для різного ступеня насиченості барвники можна розбавляти у співвідно-шенні від 1:1 до 1:10.
Вплив на ступінь насиченості барвника й рівномірність фарбування чинить також метод нанесення, який може бути:
• «мокрим» – тиск повітря 1–1,5 атм. Його застосовують, коли необхідно під-креслити пори (рустикальний ефект);
• «напівсухим» і «сухим» – тиск повітря відповідно 4–4,5 та 5–6 атм. Застосовують для одержання рівномірного зафарбову-вання на таких породах як сосна, вільха та інші. При цьому фарбувати слід пере-хресним способом (уздовж і впоперек). Для одержання насиченого кольору при «сухому» методі необхідно здійснити більше проходів.
Слід зазначити, що виробники часто припускаються поширеної помилки – наносять барвник на ґрунт, а не на дереви-ну. Ця проблема виникає через характерне для більшості українських деревообробних підприємств погане шліфування деревини, що призводить до нерівномірного фарбу-вання. Але це не зовсім правильно, тому що цей метод не відповідає рекомендаціям виробника ЛФМ і не забезпечує необхідно-го результату. А надто, нанесення барвни-ка на ґрунт може призвести до послаблен-ня адгезії подальших шарів покриття.
Якщо ж усе-таки виникає необхідність нанести барвник на ґрунт, то рекомендує-мо до 100 г концентрованого барвника ТСU 2000 додати 600 мл бутилацетату й 300 мл поліуретанового лаку із затвер-джувачем. Отриману суміш наносять на висушений шліфований ґрунт і через 5–7 хв покривають фінішним прозорим лаком. Таке фарбування знижує ризик по-слаблення адгезії та забезпечує необхідний результат. Якщо ж просто нанести барвник на ґрунт, то при подальшій експлуатації покриття, навіть у разі найменшого удару, можливе відшарування фінішного шару.
Варто пам’ятати, що для зовнішніх робіт необхідно використовувати зовсім
інші барвники, ніж для меблів і столярних виробів, які експлуатують усередині при-міщень. Барвники для меблів і міжкімнат-них дверей мають достатню світлостійкість лише для внутрішніх робіт.
Нині меблева галузь використовує багато деревини бука. При фарбуванні бука барвниками на розчинниках немож-ливо одержати чисті, яскраві, насичені кольори без «брудних» відтінків. Фахівці компанії «Sirca» розробили водяні рецеп-тури барвників із додаванням акрилово-го зв’язуючого для фарбування шпону та масивної деревини бука.
Технологію фарбування букової дере-вини водяними рецептурами «Sirca» вже успішно впровадили кілька українських
підприємств. Вони змогли одержати саме той результат, на який розраховували, і якого неможливо було досягти, використо-вуючи органорозчинні барвники. Напри-клад, виробник офісних крісел – компанія «Новий Стиль» (Харків) – висунув перед компанією «Фарбія» завдання впровадити процес фарбування з використанням водя-них барвників, які при нанесенні методом занурення забезпечували би рівномірне фарбування букових підлокітників склад-ної форми. Важливо було уникнути над-мірного всмоктування барвників торце-вими поверхнями й утворення патьоків у місцях стікання барвника. Усі ці вимоги задовольнили водяні барвники серії IMА 856, які виготовляють чотирьох відтінків.
Ще одним прикладом успішного впро-вадження водяних барвників є компанія «Артіс», котра вже більше 10 років виго-товляє меблі в італійському стилі. За допо-могою барвників «Sirca» їй вдалося досяг-ти повної відповідності кольору фарбова-ного бука італійському оригіналу, що було неможливим при використанні барвників інших постачальників.
Багато українських виробників меблів, які використовують букову деревину, змог-ли оцінити ефективність застосування бар-вників «Sirca» на водяній основі й успішно їх використовують, навіть, незважаючи на те, що це потребує збільшення тривалості сушіння. Побутує помилкова думка, що водяні барвники дуже піднімають ворс на деревині. Але це твердження справедливе й для барвників на основі розчинників, якщо процес шліфування був неякісним.
Ще одним популярним видом барвни-ків «Sirca» в Україні є CPI 561, CII 520. Вони дають змогу одержати ефект «біле-ного» дуба або ясена. Крім того, є серія напівпрозорих вирівнювальних барвників, прикладом якої є барвник CTS 3051. Їх застосування є актуальним у разі вико-
ристання неоднорідної за кольором і текс-турою деревини.
Ґрунтівки, які сьогодні пропонує ком-панія «Sirca», повністю задовольнять вимо-ги українських споживачів. Наприклад, є серія універсальних ґрунтів, які дуже швид-ко сохнуть, мають високий сухий залишок (40–50%), різняться поліуретановими смо-лами, на основі яких вони виготовлені, та фізико-механічними властивостями.
Враховуючи звернення українських споживачів, мережа колор-студій «Фарбія» також почала пропонувати двокомпонентні поліуретанові ґрунтівки FPU 35. Завдяки тому, що до складу FPU 35 входять твердіші смоли, її можна шліфувати на верстатах. Ще однією особливістю цієї ґрунтівки є мож-ливість разового нанесення у фарбувальній кабіні прохідного типу з витратою до 190 г/м2, попри те що витрата звичайних ґрунті-вок становить 120–130 г/м2 (дані зазначені без обліку втрат на розпилення).
Новим напрямом для України є вироб-ництво й обробка декоративних елементів із твердого пінополіуретану (обрамлення спинок ліжок, дзеркал, картин, карнизів тощо). Один із виробників, який впрова-див у себе технологію виробництва цих виробів, навіть і не підозрював, що на той момент були недоступні спеціальні ґрунтівки для твердого пінополіуретану, а звичайні не мають необхідної адгезії. Для таких виробництв компанія «Фар-бія» пропонує двокомпонентну ґрунтівку FE 215. Чому в цьому випадку необхідне використання спеціальної ґрунтівки? При виготовленні виробів із пінополіурета-ну прес-форми змащують спеціальними засобами, які містять воски й парафін, що погіршує адгезію, тому без матеріалів спе-ціального призначення не обійтися.
Компанія «Sirca» розробила спеціальну білу поліефірну ґрунтівку «POLIBIAN-COV», яка не містить стиролу й ароматичних роз-чинників. Її сухий залишок дорівнює 90%, що дає змогу знизити викиди в атмосфе-ру органічних речовин і досягти кращого заповнення, ніж порівняно зі звичайними поліефірними ґрунтівками. Цю ґрунтівку можна використовувати для MDF і дере-вини. Після нанесення на ґрунтованій поверхні можна виконувати різноманітні види опорядження (глянцеве або матове, з патиною або без тощо). Впровадження поліефірних ґрунтівок у промислових мас-штабах гальмується відсутністю в Україні спеціальних розпилювачів із роздільними каналами подавання основи з каталізато-ром і основи із прискорювачем.
Ще однією спеціальною ґрунтівкою ком-панії «Sirca» є «fpi 255» – двокомпонентна
ізолювальна ґрунтівка, яка дає змогу закри-ти смолу в деревині хвойних порід. Пробле-ма підвищеного вмісту смоли характерна для хвойної деревини, а ґрунтівка допомо-же вирішити пов’язані з цим проблеми.
Українським виробникам меблів дуже сподобалася двокомпонентна поліурета-нова біла ґрунтівка, яку використовують для обробки MDF і деревини. Це високо-якісна тиксотропна ґрунтівка «FPР225 tix», що забезпечує дуже щільне покриття. Вона добре зарекомендувала себе на оздоблю-вальних лініях українських виробників, у тому числі на виробництві меблів для кухонь і ванних кімнат, де існують підви-щені вимоги до якості покриття.
лаКи «SIRCA»Кожен лак має свою галузь застосуван-
ня й різні фізико-механічні властивості. Тому, якщо ви робите сходи, то вам потрібен дуже твердий лак. Для цього типу виробів компанія «Sirca» пропонує паркетний лак OPU 60, що добре зарекомендував себе в Україні. Сформоване з його використан-ням лакофарбове покриття відповідає всім вимогам, які висувають до підлогових по-криттів залежно від стійкості до механіч-них і хімічних навантажень.
Ще один вид лаку, який зацікавить виробників, – акриловий двокомпонент-ний ОPU79, який постачають кількох сту-пенів блиску (20, 30 або 90). Він особливо актуальний тоді, коли необхідно, щоб лак не спотворював колір емалі й був про-зорим. І найголовніше, щоб цей колір не змінювався у процесі експлуатації виробу. Саме тому такий лак містить УФ-фільтр. Це дає змогу за потреби виготовляти нові додаткові вироби з використанням тих самих барвників і ґрунтівок, а їхній від-тінок не відрізнятиметься від меблів, що експлуатували певний час.
Підприємства столярно-меблевої галузі, котрі співпрацюють із торговель-ною мережею «Фарбія», можуть одержати професійну технологічну підтримку як при впровадженні нових технологічних процесів класичної обробки деревини, так і при використанні різних ефектів, під-борі лакофарбових і клейових матеріалів, устаткування й інструментів для оброб-ки виробів із деревини, рекомендації з виявлення причин браку при формуван-ні лакофарбових покриттів, склеюванні деревини й личкуванні ДСП і MDF нату-ральним шпоном.
Спільно з фахівцями компанії «Sirca» торговельна мережа «Фарбія» вирішує будь-які висунуті перед нею столярно-меб-левими підприємствами завдання.
мережа Колор-студій «фарбія»0-800-500-518www.farbiya.com
наш інтернет-магазин - shop.farbiya.com
швидко! зручно! надійно!
матеріали

Деревообробник №18 (300) 18 вересня – 1 жовтня 2012 року1�
cmyk
– Ми пропонуємо деревообробни-кам свої новітні стаціонарні та мобільні, барабанні й дискові подрібнювальні вер-стати для переробки тонкоміра, відходів лісопиляння й деревообробки, а також обрізання дерев. Варто звернути увагу на наші найпотужніші мобільні моделі 250 SDT – їх випускаємо з турбодизельними (потужністю 64 або 84 к. с.) двигунами. Популярною є установка 160SD (38,5 к. с.), ціна якої дуже вигідна з урахуван-ням переваг: мобільність і можливість подрібнювати гілки діаметром до 160 мм. Це «родзинка» нашої продукції – її особливо рекомендую. Згадані моделі використовують для виробництва тріс-ки безпосередньо на лісосіках під час лісозаготівлі. На бажання клієнта, для підвищення прохідності цих установок на них встановлюємо ширші колеса від сільськогосподарських машин. Установ-ки з менш потужними двигунами 120S, 120SD рекомендуємо використовувати дорожнім організаціям для подрібню-вання відходів унаслідок проріджування лісокущових смуг уздовж магістралей і на вулицях міст і селищ. Наші фа-хівці розробили спеціальне обладнання для експлуатації його в умовах осінньо-весняного бездоріжжя; це обладнання можна приводити в дію також від двигу-на трактора. До речі, навісну дробарку 250R випускаємо у двох варіантах: із подаванням матеріалу збоку або ззаду. Причому бічне подавання передбачає
переробку відходів і їх навантаження на задній причіп.
Останнім часом великий попит на наші стаціонарні барабанні установки. А надто, що одночасно з постачанням подрібню-вального обладнання ми допомагаємо замовникам вирішити проблеми заванта-ження й вивантаження тріски. Для механі-зації цих процесів компанія «Teknamotor» проектує й виготовляє транспортери будь-якої довжини під певний вид відходів. Для переробки довгоміра й обапола застосо-вуємо вібро- або стрічковий транспортери, для кускових – вібротранспортер. Окрім того, постачаємо вібро- і ланцюгові столи подавання для транспортування довгого кускового матеріалу.
Якщо йдеться про вивантаження тріс-ки, пристосовуємо верстат до пневмо-транспорту або пропонуємо вивантажен-ня стрічковими транспортерами будь-якої довжини. Замовник повинен лише точно визначити розмір тріски на виході, тому що в наших верстатах регулювати цей показник можна лише в межах 20% (у напрямі зменшення розмірів фракції) за допомогою регулювання швидкості подавання. Вважаємо, що виробники, які пропонують вільне регулювання розмірів тріски, заздалегідь знижують продуктив-ність верстата. На нашу думку, клієнт повинен на самому початку визначити, як і де він використовуватиме тріску, і тільки згодом оформляти замовлення. Тому, щоб зробити пропозицію клієнтові, я прошу
його надіслати фотографію відходів, виз-начити їх обсяг і вихідні дані тріски. Це дуже важливо, щоб не помилитися у ви-борі верстата.
У нашій пропозиції також є похилий поворотний транспортер, що може ванта-жити тріску на висоту до 5 м у бункер або контейнери. Він повертається на 180° в обидва боки й може одночасно наповню-вати 2 контейнери.
Сьогодні кілька установок «Teknamotor» уже працюють в Україні, Білорусі та Російській Федерації. Наш завод розробив і випустив рубальну машину для пере-робки відходів фанерного виробництва «Skorpion» 500ЕВ/3 (REF). Тут у системі подавання матеріалу на переробку були застосовані інноваційні конструкторські розробки, що дає змогу одночасно здійс-
нювати рубання обрізків шпону – рвани-ни і відходів серцевини («олівців») діа-метром до 170 мм. У серпні 2012 року ми поставили таку машину на «Українську сірникову фабрику».
Хочу зазначити: ми дуже пишаємо-ся, що наші рубальні машини й системи транспортування сировини та продукції знаходять дедалі більше клієнтів у краї-нах СНД. Кожна із цих поставок наоч-но доводить деревообробникам України, Білорусі й Росії, що недороге польське обладнання, яке ми ретельно проектуємо, якісно виготовляємо, забезпечуємо надій-ним сервісом і технічною підтримкою, може успішно конкурувати із найкращи-ми світовими зразками.
Оксана СКОРИК
Установки й транспортери для переробки деревних відходівІз паном Войцехом Кітою, торговельним представником польської фірми «Teknamotor» Sp. z o. o., ми постійно зустрічаємося на виставках у Києві, Мінську та Москві. Про те, що спонукає фірму до такої активної діяльності в країнах СНД і які результати цієї роботи, ми й попросили розповісти пана Войцеха.
обладнання

17Деревообробник №18 (300) 18 вересня – 1 жовтня 2012 року
cmyk
аспірація
Як вибрати аспірацію для деревообробного підприємства?
Закінчення. Поч. на с. 10
повЕРнЕннЯ повІТРЯПісля очищення повітря треба
повернути у приміщення (в тому випадку, якщо на вулиці темпера-тура нижча за +18°С). При такому методі можна зекономити тепло, витрачене на нагрівання повітря. Влітку застосовують клапан, який дає змогу вимкнути повернення повітря в приміщення.
Повертають повітря за допо-могою спеціального каналу, який перед тим, як увійти в приміщен-ня, має два повороти під кутом 90°, щоб захистити приміщення від вибухової хвилі в разі вибуху аспіраційної установки. Повер-нене повітря рівномірно розподі-ляється через спеціальні сітчасті канали, не створюючи протягів на виробництві.
СиСТЕма виванТажЕннЯ вІДхоДІв
Система вивантаження відходів залежить від багатьох факторів: кількості, типу, вологості й роз-мірів відходів, а також кількості і процентного співвідношення дріб-ного пилу після шліфування.
Раніше для вивантаження від-ходів використовували шнеки. Нині багато виробників відмо-вляються від шнекового виванта-ження, тому що воно ненадійне. Тепер дедалі частіше використо-вують системи з вивантажува-чами-дозаторами і пневматич-ним транспортуванням до місця зберігання відходів, а також сис-теми вивантаження відходів типу «рухома підлога». Для руху тирси аспіраційною системою викорис-товують скребкові транспортери з ланцюговим приводом.
виБухоБЕзпЕЧнІСТь І пожЕжогаСІннЯ
Дуже важливу роль у ви- борі аспірації відіграють аспекти пожежо- та вибухобезпеки.
Запам’ятайте! Усі аспірацій-ні установки, що працюють з горючими і вибухонебезпечни-ми речовинами (деревний пил, тирса), теоретично можуть спа-лахнути і/або вибухнути. Стовід-сотково гарантувати, що установ-ка не загориться, не може жоден виробник. Щодо пожежо- та ви-бухобезпеки виробники якісного обладнання звертають увагу на такі моменти:
• зниження концентрації відходів у повітрі аспіраційної установки. Тобто необхідно мак-симально швидко вивантажува-ти відходи з установки відра-зу після їх уловлювання. Що менша концентрація відходів в повітрі, то менша ймовірність вибуху;
• при виготовленні уста-новки максимально запобігти ймовірності загоряння за допо-могою статичної електрики. За потреби і на бажання клієнта в повітропроводах виробники встановлюють системи детек-тування летких іскор і гарячих осколків інструмента, які гасять водою, котру розпилюють розта-шовані далі форсунки.
Якщо ж в аспірацію потрапи-ло джерело вогню і призвело до загоряння, то в такому випад-ку спрацьовує основний захист аспірації від пожежі і вибуху.
Розглянемо, чому пожежа в аспіраційній установці, роз-міщеній на відкритому повітрі, при правильному захисті не завдасть великої шкоди підпри-ємству.
1. Спрацьовують протипо-жежні клапани на вході і виході (повернення повітря) в аспіра-цію, ізолюючи джерело заго-
ряння. Вогонь не повернеться у приміщення, де працюють люди і зберігаються готові вироби та напівфабрикати.
2. Вимикаються вентилятори.3. У повітропроводах, які
повертають повітря у приміщен-ня, є додаткові кришки, які легко вибиває вибухова хвиля. Це теж додатковий захист.
4. У аспіраційних установках фірми «Schuko» передбачений спеціальний трубопровід для безпечного гасіння аспірації за допомогою звичайного пожежно-го крана. Персоналу не потрібно ризикувати життям і намагатися гасити вогонь власноруч.
Після такої пожежі можна втратити фільтри та систему струшування, деякі контакти і електропроводку на системі аспірації, кришки в аспірації та системі повернення повітря. Зате всі повітропроводи з шибе-рами, вентилятор, канали повер-нення повітря і корпус аспірації не будуть пошкодженими. Після ремонту й заміни елементів, що вийшли з ладу, аспіраційна уста-новка знову готова до роботи.
За матеріалами «Schuko»підготувала
Марічка МАТВІЄНКО
Антистатичні поліефірні фільтри Система вивантаження відходів
Повернення повітря

Деревообробник №18 (300) 18 вересня – 1 жовтня 2012 року18
cmyk
обладнання
«Supercut 100» – автоматизова-ний верстат для поперечного роз-кроювання, що докорінно реоргані-зовує процес з оптимальним співвід-ношенням ціни та якості.
Ексклюзивна система подавання, що базується на спеціальному зубчас-тому, армованому привідному пасі, забезпечує максимальне прилягання пиломатеріалу, безперебійну роботу, довговічність і високу точність роз-кроювання.
Систему притискання заготов-ки формує комплект коліс великого діаметра, зусилля в якому, завдяки електронним та пневматичним при-строям, регулюється автоматично.
унІвЕРСальнІСТьМодульна конструкція оптимізато-
ра «Supercut 100» дає змогу викорис-товувати струменеві принтери для деревини та відеокамери, що гарантує контроль за процесом розкроювання.
Завдяки ексклюзивній системі індивідуального зчитування інфор-мації з кожної заготовки та високій надійності механізму сортування, забезпечено їх максимальну точність сортування.
Однак це не всі властивості оптимі-затора «Supercut 100», що вигідно вирізняють його з-поміж конкурентів. Одна з головних переваг – індивіду-альна консультація спеціалістів диле-ра та заводу-виробника, що забез-печує підбір саме тієї конфігурації обладнання, яка найбільше відповідає виробничим потребам замовника.
«SIGNUS VERSION»«Supercut 100» моделі «SIGNUS» –
це автоматичний верстат для попе-речного розкроювання, розроблений спеціально для видалення дефектів деревини без попередньої оптимізації. Інноваційна та проста у використанні електронна система дає змогу розкро-
ювати матеріал за мітками оператора й автоматично керувати первинним і вторинним різами оброблюваного пиломатеріалу. Основні механічні та технічні характеристики аналогічні моделі з оптимізатором.
аБСолюТно пЕРЕДова ТЕхнологІЯ
Програмне забезпечення верстата базується на ОС «Windows», що спрощує його керування, завдяки інтуїтивно-зро-зумілій та ефективній графіці, а також наявності всіх необхідних даних на робочому моніторі оператора. Достат-ньо лише задати необхідні параметри: розмір, кількість і дані для механізму сортування. Широкі можливості індиві-дуального налаштування дають змогу оптимізувати кожне завдання.
Велику увагу приділено статич-ним даним, діагностиці стану облад-нання і телесервісу, побудованих на інноваційній системі підтримки режиму імітаційного моделювання як на робочому місці, так і в режимі «on-line» безпосередньо з офісу.
Оптимальні технічні характеристи-ки забезпечують максимальний вихід заготовок, для визначення яких систе-ма керування потребує лише дві тисяч-ні частки секунди. Пакет програмного забезпечення «Supercut 100» – «усе включено», встановлений на більшості верстатів, що забезпечує найкращу роботу обладнання та співвідношення його продуктивності й вартості.
Відтак, «Salvador» – компанія з великим досвідом роботи (першу лінію оптимізації виготовлено в 1983 році), високою спеціалізацією та безперерв-ним технологічним удосконаленням для задоволення виробничих запитів клієнта.
Олег ТКАЧЕНКО,начальник відділу продажів
ТОВ «МВМ-Київ»
«Salvador Supercut 100» – оптимально для оптимізації«Salvador» – не просто бренд якісного обладнання, а й символ передових технологій, яскравим прикладом яких є нова модель оптимізатора «Supercut 100».

19Деревообробник №18 (300) 18 вересня – 1 жовтня 2012 року
cmyk
обладнання
Тому під час розробки проектів деревообробних виробництв, зокрема про-ектів аспірації-повітро-очищення, в ТзОВ «ТЕХЕ-КО» намагаються звести ці затрати до мінімуму. Для цього застосовують такі заходи:
найчастіше на дере-вообробних підприємствах можна побачити кущові аспіраційні системи, де один вентилятор обслуго-вує до десяти і більше вер-статів з очищенням повітря за допомогою циклона. Найефективнішою при цьому може стати децент-ралізація аспіраційних сис-тем, коли один вентилятор обслуговує один (рідше – два-три) верстати (рис. 1). У такому разі при простої окремих одиниць техно-логічного обладнання від-сутні затрати на аспіра-цію та зменшується об’єм викидів теплого повітря в атмосферу;
використання фільтру-вальної станції замість цик-лона дає змогу під’єднати кілька аспіраційних сис-тем. Проте під’єднання кількох вентиляторів з однаковими характерис-тиками до фільтрувальної станції відповідної продук-тивністі не гарантує надій-ної й ефективної роботи системи в цілому, якщо
●
●
окремі ланки цієї системи не будуть гідравлічно зба-лансовані між собою. Ефек-тивна робота аспіраційних систем можлива лише при правильному гідравлічно-му розрахунку;
при обслуговуванні кількох верстатів одним вентилятором важливо оптимізувати розміщен-ня колектора-збірника. Оптимізація дасть змогу розрахувати втрати тиску окремих ділянок аспіра-ційної системи та мінімі-зувати затрати енергії на видалення і транспорту-вання відходів від верстата до бункера, тобто виріши-ти транспортне питання;
використання філь-трувальної станції зменшить плату за викиди, значно покращить якість очищення повітря та дасть змогу зеко-номити на нагріванні при-пливного повітря. Фільтру-ванням можна довести кон-центрацію пилу до допусти-мої норми для повернення в робочу зону. Але слід пам’ятати, що при визначен-ні площі фільтрування необ-хідно знати характеристики певного фільтрувального матеріалу та робити поп-равку на концентрацію й дисперсність пилу в пило-повітряній суміші;
механічна обробка деревини супроводжується
●
●
●
утворенням значної кіль-кості відходів: стружки, тирси, пилу. Утворені від-ходи потребують негай-ного видалення із зони різання, оскільки можуть призводити до небажаних наслідків як для обслугову-ючого персоналу, так і для інструменту й самого вер-стата. На якість видалення відходів суттєво впливає конструкція пилоприйма-ча. Вдале рішення пилопри-ймача зменшить енерге-тичні затрати аспіраційної системи. Часто при розроб-ці конструкції деревооб-робного обладнання вида-ленню відходів приділяють другорядну роль, оскільки методики розрахунку та конструювання аспірацій-них систем у деревообробці до сьогодні залишаються до кінця не впорядкованими.
Нині, коли з’являється багато вузькоспеціалізо-ваного високопродуктив-ного обладнання з високи-ми швидкостями різання
й утворенням при цьому великої кількості деревних відходів, особливу увагу слід приділяти саме конс-трукції приймача. На жаль, не всі види деревообробно-го обладнання мають типові приймачі, тому процес влов-лення відходів при виході з-під інструменту потребує додаткових досліджень. Як приклад, на рис. 2 зобра-жено розроблений конс-трукторами ТзОВ «ТЕХЕКО» приймач багатопилкового верстата з видаленням кус-кових відходів та регульо-ваною витратою повітря.
У цій статті наведені лише основні заходи, які можуть покращити показ-ники деревообробного виробництва. Але й цього достатньо, щоб відчути економію електричної та теплової енергії й забез-печити кращу економічну ситуацію на підприємстві.
Роман КЛИМАШ,директор ТзОВ «ТЕХЕКО»
Правильний розрахунок аспіраційної системи – запорука енергоощадності підприємстваІнтенсифікація деревообробних виробництв і зростання вимог ринку до якості продукції призводять до збільшення енергозатрат, пов’язаних із видаленням відходів деревообробки – аспірацією. Порівнявши загальне енергоспоживання деревообробного підприємства з енергозатратами на аспірацію, бачимо, що останні становлять від 40 до 60% загальних витрат.
Рис. 1. Децентралізація аспіраційних систем
Рис. 2. Приймач багатопилкового верстата з видаленням кускових відходів та регульованою витратою повітря
У 2011 році компанія освоїла виробництво серії верстатів для обробки скла «ArtGlass», ввела в серію фрезерний верстат із ЧПК «Артмастер 3015 Racer» і розробила систему карусельної зміни інструмента на 8 фрез для радіусних верстатів із ЧПК «Арт-мастер-R». У цій статті ми роз-повімо про новинку 2012 року.
Останнім часом в інтер’єрах усе більше використовують гнуті вироби: у кухнях – радіусні фаса-ди; у шафах-купе, дитячих кімна-тах і спальнях – радіусні дверцята й усілякі елементи декору. Багато компаній не застосовують гнутих елементів при створенні дизайну меблів, тому що не володіють тех-нологією й не мають необхідного для таких цілей обладнання.
Якщо виготовити гнутий еле-мент (фасад, дверцята) можна і без спеціального обладнання, використовуючи різноманітні підручні засоби, то виконати різь-блення чи фрезерування знач-но важче. Ручне фрезерування на гнутих фасадах є непростим завданням – якість і зовнішній вигляд цілковито залежать від музи і майстерності різьбяра. Для підвищення продуктивності необхідно розширити штат пра-цівників, але багато компаній не можуть собі цього дозволи-ти (особливо в час фінансової
кризи). Але що робити, коли замовник хоче нанести об’ємні елементи (3D-малюнок), напри-клад, на гнутий фасад чи спинку ліжка? Доведеться звернутися до різьбяра, а це – малопродуктив-но і не завжди з необхідною якіс-тю. Такий варіант допустимий, коли необхідно виготовити одну чи кілька деталей, та що роби-ти, коли є потреба в серійному виробництві таких елементів?
Для таких завдань чудово підходять фрезерні верстати із ЧПК для фрезерування на гнутих фасадах. Ця технологія порів-няно не нова, але в ній завжди було одне слабке місце – матри-ці. Їх потрібно виготовляти під кожен радіус фасаду. Сьогодні на верстатах із ЧПК «Артмастер» ця проблема вирішена завдяки поворотному шпинделю, за допо-могою якого можна фрезерувати заготовки для радіусних фасадів будь-якої складності, без обме-ження за довжиною й шириною.
А надто, новий верстат дає змогу фрезерувати не тіль-ки радіусні фасади, а й плоскі поверхні, такі як двері, будь-які меблеві елементи тощо. Назавж-ди можна забути про матриці для гнутих фасадів – верстат облад-наний високоточним лазерним сканером «Sensopart» (Німеч-чина), який сканує виріб перед фрезеруванням і автоматично
накладає отриманий малюнок на потрібний радіус або форму.
Немає необхідності вивчати складне програмне забезпечення. Усі малюнки й 3D-моделі викону-ють у площині, а програмне забез-печення робить усю іншу роботу й з легкістю наносить майбутній візерунок на гнуту форму виро-бу. Для більшої продуктивності верстат оснащений сервоприво-дами на всіх трьох осях.
Щоб коротенько описати принцип роботи оператора вер-стата «Артмастер», досить навести його основні дії:
установити й закріпи-ти радіусний фасад на робочій поверхні фрезерного верстата;
●
виконати сканування форми (при цьому потрібно задати тільки ширину фасаду або робочу ширину верстата);
після завершення скану-вання за допомогою програм-ного забезпечення створити малюнок у площині (так само як і під звичайний 3-координатний верстат). Вибравши тип інстру-мента, швидкість, тип обробки й інші параметри, готовий файл при імпортуванні автоматично повторює форму відскановано-го виробу;
розпочати процес фрезе-рування виробу.
Сергій СТАНЧО
●
●
●
3D-малюнок – це просто
компаній не застосовують гнутих елементів при створенні дизайну меблів, тому що не володіють тех-нологією й не мають необхідного для таких цілей обладнання.
ТОВ «Артіль» ЛТД – один із найбільших виробників меблів і деревообробного обладнання в Україні, який динамічно розвивається та впроваджує у виробництво нові технології й постійно вдосконалює деревообробне і металообробне обладнання власного виробництва.

Деревообробник №18 (300) 18 вересня – 1 жовтня 2012 року�0
cmyk
матеріали
Мета новоствореної мережі – вирішити проблеми щодо вибо-ру та фарбування усіх типів поверхонь різного призначення. Типовий споживач звертаєть-ся з метою виготовити гарний чи «спеціалізованого» вигля-ду фасад або виріб, а отримує більше – відповідні знання щодо правильного вибору методу фар-бування, матеріалу, обладнання та умов фарбування. Саме такий комплексний і спеціалізований підхід, на відміну від звичайної колорстудії, позиціонує «Колор-маркет».
А надто, ми можемо і допо-магаємо кожному споживачеві, незважаючи на масштабність його виробництва та складність потреб. Професійність тех-нологів дає змогу вирішувати нестандартні завдання, яких за роки нашої діяльності було чимало. Для цього наші праців-ники навчаються на Європейсь-ких заводах виробників, а також підвищують свої навики на про-фесійних курсах.
Бренди, що реалізує «Колор-маркет», належать до преміум-сегмента ринку лакофарбових матеріалів, які виготовляють, сертифікують та стандартизу-ють на європейському рівні.
Для промислової обробки деревини ми пропонуємо:
• «Sayerlack» – італійський бренд лакофарбових матеріалів, а саме: лаки, ґрунти, патини, морилки, розчинники тощо на поліуретановій, поліефірній, водяній та акриловій основах, а також матеріали УФ твердіння;
• «sia Abrasive» – швей-царський бренд абразивних матеріалів, а саме: рулони для шліфування, безконечні стрічки, круги для ручного та машинно-го шліфування, абразивні листи, щітки та інші допоміжні матеріа-ли;
• «Borma Wachs» – воски, мастила, реставраційні матеріали, які з роками додають дерев’яним виробам ціннішого вигляду;
• «Dynea» – промислові ПВА, карбамід-формальдегідні, поліуре-танові тощо клеї для усіх типів дерев’яних поверхонь і категорій вологостійкості D2, D3 і D4.
В авторемонтних техноло-гіях пропонуємо:
• «Solid» – власний і між-народний бренд лакофарбових матеріалів для авторемонтних робіт;
• «R-M» – лакофарбові матеріали для автомобільних поверхонь та іншого застосування;
• «ЗМ» – абразиви та інші допоміжні матеріали для фарбування.
А також:• «CAP arreghini» –
італійські фарби для фасадів, стель, стін та інших архітек-турних рішень;
• «ITW Industrial Finishing» – ручне та авто-матизоване обладнання для фарбування.
Відтак, якісно підібраний асор-тимент продукції та професійність працівників «Колормаркету» дають змогу вирішити будь-які проблеми у сфері фарбування.
Завдяки розвитку будівельної галузі, а також попиту на індивіду-альний підбір матеріалів і кольо-рів зростає й продаж якісних фарб та допоміжних матеріалів. Відтак, мережа «Колормаркет» стрімко розвивається та зростає. Нині вона налічує 9 магазинів у Києві, Донецьку, Львові, Одесі, Харкові, Дніпропетровську, Житомирі, Рівному та Коломиї. На стадії розробки – десятий мага-зин, який планують відкрити у Славуті. Для інвесторів це добре відпрацьований інструмент для
інвестицій, що вже кіль-ка років успішно функціонує та приносить стабільні доходи.
Чудовий асортимент, добре спланована маркетингова ком-панія, а також допомога з боку материнської компанії дають змогу зростати разом. Така полі-тика вигідна і звичайним спожи-вачам, адже їм доступні високо-якісні товари та послуги.
Для прикладу, одна з пере-ваг відомого італійського брен-да «Sayerlack» – широкий асор-тимент спецефектів, морилок і патин для дерев’яних поверхонь. Ми гарантуємо фарбування будь-якого виду, підбираємо усі мож-ливі кольори як за шкалою «RAL» та «NCS», так й індивідуально для різних поверхонь. Завдяки швид-кому вибору фарб, досвіду та
професіоналізму ми здатні задо-вольнити запити найвибагливі-ших клієнтів. А надто, приділяємо велику увагу підтримці лояльних споживачів, надаємо знижки та «притримуємо» товар для постій-них клієнтів на складі. Наші диле-ри є в усіх областях України.
Допомога клієнтам у вирішен-ні проблем фарбування – завжди на першому місці у наших пріо-ритетах. Ми чудово розуміємо: допоможемо клієнту сьогодні – завтра він допоможе нам. Тому наш девіз: «Зростаймо разом!»
Компанія «ЄВРОПРОЕКТ УКРАЇНА» презентує на українському ринку мережу центрів продажу «КОЛОРМАРКЕТ»«Колормаркет» – мережа оптово-роздрібних центрів із продажу та підбору фарб і кольорів, консалтингу в сфері вибору та встановлення обладнання, а також широкого асортименту лакофарбових матеріалів для фарбування поверхонь будь-якого типу.
Київ, вул. Пшенична, 8тел.: (044) 594-19-43/44/45; (067) 329-07-85www.europroject.org, www.colormarket.ua
ЗроСТАймо рАЗом!
– абразиви та інші
стель, стін та інших архітек-
– ручне та авто-
на правах реклами

�1Деревообробник №18 (300) 18 вересня – 1 жовтня 2012 року
cmyk
сонячна енергетика
аналІз СуЧаСних гЕлІоСиСТЕм
Геліотермічний метод отри-мання енергії полягає в перетво-ренні енергії випромінювання на тепло. Наприклад, у соняч-ній електростанції отримане від Сонця тепло подають до нагні-тальної турбіни електричного генератора. При цьому основ-ними елементами такої системи є геліостати, тобто дзеркала, що обігріваються енергією Сонця і скеровують його (віддзеркалені) промені на розміщений у центрі установки абсорбер, котрий вста-новлений на вежі. Абсорбер – це система труб, які фокусу-ють і поглинають відбите від геліостатів сонячне випроміню-вання. Всередині труб циркулює рідина (розчин натрію, магнію, нітрат калію), пара якої обертає турбіну.
Іншим видом сонячної елект-ростанції є лінійні сонячні колек-тори у вигляді параболоїдів, у центрі яких розміщені трубчасті абсорбери із циркулювальною робочою рідиною. Перегрітий теплоносій використовують для підігрівання пари в турбіні, що обертає генератор, який вироб-ляє електроенергію.
Система керування постій-но регулює положення соняч-
них променів. Це «слідкуваль-ний» геліоколектор. Параболіч-ні колектори найефективніші, і їх широко використовують на практиці.
Геліоспектральний метод отримання енергії забезпечує перетворення енергії сонячного випромінювання на електричну за допомогою фотоелектричних елементів (останні перетворю-ють на електроенергію пряме і дифузне розсіяне випроміню-вання сонця, коли хмарно).
Електроенергію, вироблену фотоелементами, використову-ють для потреб індивідуальних споживачів і живлення невели-ких комунальних і промислових об’єктів.
Особливої уваги заслуго-вує комбіноване використання сонячної енергії, тобто коли теп-лові колектори поєднані із фото-електричними в єдину систему, оскільки житлові будівлі потре-бують одночасно тепла й елек-троенергії. Зокрема, в 2030 р. планується розбудова сонячних космічних електростанцій на геостаціонарних сателітах. Адже сонячна енергія на орбіті такого сателіта дає змогу отримати в 4–10 разів більше енергії ніж на Землі. Енергію, отриману на орбіті, планують передавати на
Землю у вигляді ультракоротких хвиль, де за допомогою генера-торів синусоїдального сигналу вона перетворюватиметься на змінний струм.
При комбінованому вико-ристанні сонячної енергії по-глинальну поверхню теплових колекторів монтують частково із сонячних батарей, що пере-творюють частину випромі-нювання на електроенергію, а іншу енергію випромінювання (близько 50%) – безпосередньо на теплову. Комбіновані геліо-установки і системи в цілому дають змогу використовувати до 60% сонячного випромінювання і є ефективнішими, бо поверхня, що використовується, є спільною для теплових і фотоелектричних колекторів.
Використання сонячного випромінювання, зокрема його теплової енергії, – це чистий, простий і натуральний спосіб отримання всіх форм необхід-ної нам енергії. Тому в біль-шості країн світу кількість енергії сонячного випроміню-вання, що потрапляє на дахи і стіни споруд та будинків, наба-гато перевищує річну потре-бу в споживанні цієї енергії їх жителями. За допомогою спе-ціальних пристроїв (сонячних колекторів) можна обігріти житлові будинки та комерційні приміщення і забезпечити їх гарячою водою.
Слід відзначити, що соняч-не випромінювання може бути перетворене на корисну енер-гію за допомогою активних і пасивних сонячних систем. До активних сонячних (геліо-) сис-тем належать сонячні колекто-ри (поглиначі-акумулятори) і фотоелектричні елементи (останні перетворюють сонячне випромінювання безпосередньо на електроенергію). Пасивні геліосистеми отримують під час проектування будівель і підби-
рання матеріалів таким чином, щоб максимально використати енергію Сонця.
Зауважимо, що пасивні соняч-ні будівлі – це споруди, про-ект зведення яких розроблений із максимальним урахуванням місцевих кліматичних умов і де використовують відповідні тех-нології та матеріали для обігрі-вання, охолодження та освітлен-ня будинків завдяки Сонцю.
Використовуючи енергію Сонця, геліосистеми дають змогу заощаджувати до 75% тради-ційного палива, яке необхідно для нагрівання гарячої води, і до 50% – необхідного для опа-лення.
У перспективі потенціал використання сонячної енергії може бути навіть вищим, якщо будуть подолані певні технічні проблеми акумулювання тепла. Реальна частка сонячного теп-лопостачання сьогодні вища, ніж свідчить статистика, тому що її увага зосереджена переважно на електроенергії. Якщо загаль-ну потребу в теплі врахувати в загальному енергетичному балансі, то сонячна енергія вия-виться одним із головних видів поновлюваної енергії.
Середньомісячне денне над-ходження залежить від хмарності неба, кута нахилу сприймальної поверхні, орієнтації прозорих огороджень відносно напрямків (південного, південно-східно-го, південно-західного). Рівень акумулювання сонячного вип-ромінювання залежить від конс-трукції енергоактивної покрівлі (насамперед, від матеріалу зов-нішньої прозорої поверхні) і схеми теплотехнічної прив’язки до системи теплопостачання геліоустановки чи екодому. В середньому цей рівень може становити 40–60%, а при вико-ристанні теплових насосів – 75–90% обсягу надходження сонячного випромінювання.
Таким чином, розташування, ізоляція, орієнтація прозорих стінок і теплове навантажен-ня безпосередньо на споруду (будівлю, сушильну установку) повинні утворювати єдину комп-лексну систему.
На сьогодні є безліч варіан-тів геліоенергетичних систем. Теплова енергія, яку можуть виробити геліосистеми, є обме-женою і залежить від таких фак-торів: конфігурації системи та її конструктивних особливостей, ступеня ясності дня, температу-ри холодної води, об’єму бака, температури оточуючого навко-лишнього повітря. Через те, що сонячна енергія на земній повер-хні нестабільна в часі, геліоко-лектори майже завжди під’єднані до акумулятора теплової енер-гії, що накопичує корисну енер-гію (системи без акумулювання тепла менш ефективні).
аналІз гЕлІоСиСТЕм ДлЯ ТЕплопоСТаЧаннЯ БуДинКІв
Через універсальність, ефек-тивність, гнучкість і зручність найбільшого поширення набу-ли рідинні системи (далі «геліо-системи») з акумулятором теп-лової енергії (бак із водою чи спеціальною рідиною, басейн, ґрунт), у яких є окремі елементи з чітко визначеними функціями: сонячний колектор – перетво-рення і поглинання енергії; аку-мулятор теплової енергії – по-глинання і збереження енергії; з’єднувальний трубопровід – доставка з мінімальними втра-тами теплової енергії в акуму-лятор.
Геліосистеми бувають одно- чи двоконтурні (може бути і більше контурів), з природною чи примусовою циркуляцією теплоносія (вода чи спеціальна незамерзаюча рідина).
Сонячні енергетичні системиВикористання сонячного випромінювання як відновлюваного й дешевого джерела енергії є чистим, досить простим і природним способом отримання всіх форм енергії.
Продовження на с. 23

Деревообробник №18 (300) 18 вересня – 1 жовтня 2012 року��
cmyk
сторінка компанії
на правах реклами
Усі намагаються захистити будинок зовні, забуваючи про те, що зсередини він також старіє та руйнується. У цій статті йтиметь-ся про приховані дерев’яні конс-трукції, які ми бачимо тільки при спорудженні будинку, а згодом вони недоступні через свої конс-трукційні особливості й не під-лягають декоративній обробці.
Балки перекриття і кроквяні конструкції здебільшого уража-ють жуки-червиці. Лаги підлоги й чорнова підлога піддають-ся впливу будинкових грибів. А якщо до прихованих конс-трукцій добереться полум’я, то наслідки можуть бути плачев-ними. Усі вищеперелічені нега-разди залежать тільки від швид-кості пошкодження прихованих конструкцій, усі вони критичні й небезпечні для деревини як разом, так і поодинці.
До прихованих дерев’яних конструкцій належать:
несучий каркас (каркас-ного або каркасно-щитового будинків);
чорнова підлога й лаги;міжповерхові балки пере-
криття;мауерлат, крокви, решету-
вання крокв, прошивна рейка (покрівельна конструкція);
перегородки;відкоси віконного та двер-
ного отворів;підкладкова дошка під
окладний (нижній) вінець;інші приховані конструкції.
Захистити деревину в цих конструкціях можна двома методами:
захист від біоруйнування;вогнезахист.
Для обробки таких прихо-ваних елементів деревини, як, наприклад, відкоси віконного отвору й підкладкова дошка під окладний вінець їх консервува-ти. Причому деякі недбайливі будівельники взагалі не вико-ристовують цей вид конструк-тивного захисту деревини від гниття. Однак при правильному застосуванні захисних речовин такі приховані дерев’яні елемен-ти можна вберегти на тривалий термін. При цьому найправиль-нішим буде застосування мето-ду «вимочування», що гарантує необхідну витрату антисеп-тика. Будь-які інші варіанти з використанням валика, пензля або розпилювача будуть мало-ефективні. У випадку підклад-кової дошки років через 20–25
●
●●
●
●●
●
●
●●
її можна просто замінити на нову за допомогою домкрата, без заміни перших вінців. Також можна поміняти й гідроізоля-ційний матеріал, який на той час уже втратить свої властивості.
Отже, давайте поговоримо про метод «вимочування» і те, як його правильно використо-вувати при будівництві об’єкта в обмеженому просторі. Деякі будівельні компанії й виробни-ки комплектів будинків нада-ють цю послугу й просочують приховані дерев’яні елементи у виробничих умовах. Найпрості-ший варіант – беремо лопату й викопуємо траншею у ґрунті на глибину багнета й на дов-жину найдовшого елемента (на-приклад, 6 м). Далі у траншею двома шарами вкладаємо плівку (краще армовану) й заливаємо консервувальним антисептиком (у нашому випадку це може бути «СЕНЕЖ» або «СЕНЕЖ БІО»).
Вимоги до пиломатеріалу:вологість деревини повин-
на бути не більше 22–24%;механічну обробку (стру-
гання, свердління, розкроюван-ня в розмір тощо) пиломатеріа-лу необхідно виконати до про-цесу антисептування.
Процес просочування доволі тривалий: дерев’яні елемен-ти занурюють у робочий роз-чин антисептика («СЕНЕЖ» або «СЕНЕЖ БІО») як мінімум на 30–60 хв. Далі просочений пиломатеріал вкладають на про-кладки під навісом не менше ніж на 72 год (3 доби) для хіміч-ної фіксації захисної речовини в деревині. І тільки після цього пиломатеріал можна використо-вувати у прихованих конструк-тивних елементах.
Найнадійніший варіант консервування прихованих дерев’яних елементів – це про-сочення пиломатеріалу під тис-ком із використанням автокла-ва (метод вакуум-тиск-вакуум). Основною його перевагою над вимочуванням є те, що глибина просочення пиломатеріалу ста-новить не менше 5 мм. При авто-клавному просоченні вартість пиломатеріалу зростає як міні-мум на 30–40%. Основна пробле-ма цього методу просочування – відсутність належної кількості автоклавів (немає конкуренції) для задоволення попиту спожи-вачів. Тому найпоширенішим залишається метод «вимочуван-ня» у спеціальних ваннах.
●
●
Такі приховані дерев’яні конструкції, як чорнова підлога, лаги підлоги, відкоси дверного прорізу, також можна просочу-вати методом «вимочування». Але якщо такої змоги немає, то можна скористатися мето-дом «нанесення на поверхню» з використанням підручного інс-трументу (пензель, валик, роз-пилювач).
Вимоги до пиломатеріа-лу такі ж, як і при просоченні методом «вимочування» – воло-гість пиломатеріалу – не більше 22–24%. Будь-яку механічну обробку (стругання, свердління, розкроювання в розмір) пило-матеріалу необхідно здійснити до антисептування. Для про-сочення рекомендуємо вико-ристовувати захисний засіб «СЕНЕЖ БІО». Важливо відзна-чити, що нанесення на повер-хню необхідно здійснювати як мінімум два рази з інтервалом часу, необхідним для висихання нанесеного шару (при обробці в приміщенні це 60–90 хв). При нанесенні «СЕНЕЖ БІО» знадво-ру під навісом інтервал можна збільшити до 24 год (залежно від погодних умов). Приблиз-на витрата на одне нанесення становить 150–200 г/м2. Якщо обробку здійснювати усередині будинку, то додатково просушу-вати матеріал під навісом 72 год (3 доби) не обов’язково, оскіль-ки при цьому вплив погодних умов відсутній.
Усі вищеописані прихо-вані конструкції передбачають обов’язковий біозахист (консер-вацію) деревини для запобіган-ня її руйнуванню, через часте їх зволоження, утворення конден-сату, так звані містки холоду, близьке розташування ґрунто-вих вод, високу пористість бето-ну, в якому волога по капіля-рах дуже швидко піднімається. Усі ці фактори чинять руйнів-ний вплив на деревину, і якщо знехтувати консервацією, то через кілька років доведеться замінити багато прихованих елементів конструкції вашого будинку.
Без правильного й обов’яз-кового конструктивного захис-ту дерев’яного будинку захисні речовини можуть і не впора-тися з навантаженням, – і тоді наслідки будуть дуже сумні.
Продовження в наступних номерах
Захист прихованих дерев’яних конструкційДеревина – горючий матеріал, який за певних умов ще й гниє. І це не є секретом ні для кого. Також багатьом відомо те, що деревину необхідно додатково обробляти різноманітними захисними засобами. При цьому є безліч варіантів захисту.

��Деревообробник №18 (300) 18 вересня – 1 жовтня 2012 року
cmyk
сонячна енергетика
Класифікація геліосистемУ зв’язку з інтенсивним роз-
витком технологій сонячної енергетики у світі з’явилося безліч конструктивних рішень і варіантів геліосистем, які класи-фікують за різними критеріями. Ми зупинимося на класифікації за принципом конструювання і докладно розглянемо рідинні системи сонячного теплопоста-чання з акумулюванням тепло-вої енергії.
У поданій в таблиці класифі-кації наданий тільки загальний список часто використовуваних варіантів геліосистем, які можна застосувати в кліматичних умо-вах України.
Ми не розглядатимемо повітряні системи, тому що це зовсім інша і дуже широка тема. Відразу відкинемо систе-ми, де розігрівання води в баці здійснюють сонячною енергією безпосередньо через його стін-ки («сонячний бак»), тому що в спрощеному вигляді ці системи неефективні і навіть небезпеч-
ні тим, що при температурі, до якої може розігрітися вода (до 36–40°С), дуже інтенсивно роз-множуються бактерії, які можуть викликати різноманітні хвороби, наприклад, ангіну. А ефективніші і технологічніші їх «побрати-ми» (теплоізольовані й засклені) не одержали поширення через низку причин.
Будь-яку систему сонячного теплопостачання бажано конс-труювати з акумулятором тепло-вої енергії, але є системи, у яких він відсутній. Через те, що над-ходження сонячної енергії не-
стабільне в часі, такі системи не рекомендують розраховувати на ступінь покриття від Сонця біль-ше 10%. Ці системи ми також не розглядатимемо через дуже вузь-ку специфіку їх застосування.
В одноконтурних системах у сонячні колектори надходить і нагрівається саме та вода, яка витрачається з бака-акумулятора.
Переваги одноконтурних сис-тем:
простота системи водона-грівання;
можливість одержати най-вищий ККД системи в цілому.
Недоліки одноконтурних сис-тем:
високі вимоги до якості води (бажано низька твер-дість і висока якість). На стін-ках каналів сонячного колек-тора інтенсивно осідають солі, канали можуть бути засмічені брудом, що намивається, – це призводить до значного погір-шення ефективності чи навіть до повного виходу з ладу (якщо вчасно не прочистити канали);
підвищена корозія через розчинене у воді повітря;
майже повна нездатність нормальної роботи при мінусо-вих температурах (небезпека розриву труб);
низький ефективний тер-мін експлуатації (не більше 3–5 років).
У двоконтурних системах у контурі сонячних колекторів розміщений спеціальний тепло-носій (звичайна незамерзаюча нетоксична рідина з антико-розійними та антиспінювальни-ми присадками чи підготовлена вода); при цьому теплова енергія
●
●
●
●
●
●
від теплоносія передається воді за допомогою теплообмінника (спіральна труба в баці – «змі-йовик», зовнішній теплообмін-ник чи апарат «бак у баці»).
Переваги двоконтурних енер-гетичних систем:
значне підвищення надій-ності роботи системи (сонячні колектори завжди в хорошому стані, тому що немає випадання солей і намивання бруду);
можливість безпечної робо-ти системи при мінусових темпе-ратурах;
сонячні колектори не по-требують додаткового обслуго-вування;
триваліший гарантований ефективний термін експлуатації (10–50 років).
Недоліки двоконтурних сис-тем:
незначне зниження ефек-тивності роботи системи через наявність додаткових теплових втрат у колекторах і трубопро-воді, а також через необхідність застосування теплообмінника (близько 2–5%);
якщо застосовують неза-мерзаючий теплоносій, то це також незначно погіршує ефек-тивність системи через нижчу його теплопровідність (порівня-но з водою);
необхідність періодичної заміни теплоносія (перевірка стану що 6–7 років із можливіс-тю заміни).
Ігор ОЗАРКІВ, Василь КОЗАР,НЛТУ України
●
●
●
●
●
●
●
Сонячні енергетичні системиПродовження. Поч на с. 21
Закінчення в наступному номері

Деревообробник №18 (300) 18 вересня – 1 жовтня 2012 року�4
cmyk
пропозиція
Related Documents











