M. Damodar 07341D4205 E.E.E. Dept.. GMRIT -RAJAM UNDER THE ESTEMED GUIDENCE OF Mr. M. Venkateshwara Rao Associate Professor Department of E.E.E G.M.R.I.T - RAJAM POSITION CONTROL OF SHEAR USING DIGITAL DC DRIVE AND PLC

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

M. Damodar 07341D4205E.E.E. Dept..GMRIT -RAJAM
UNDER THE ESTEMED GUIDENCE OF Mr. M. Venkateshwara Rao Associate Professor Department of E.E.E G.M.R.I.T - RAJAM
POSITION CONTROL OF SHEAR USING DIGITAL DC DRIVE AND
PLC
ABSTRACT
The function of shear is to cut head end and tail end of the hot rolled bar in a wire rod mill process.
The shear accelerates and cuts the bar are positioned in a particular position by using position controller after every operation (Head or tail cut).
The Project is taken up to replace all the analog drive controls with digital drive controls systems and replacing hardwire logic and other relays with PLC (Programmable Logic Controller) based logic system
The drive is controlled using Digital control system with position control module and PLC control and an intelligent positioning module using pulse encoder inputs.
INTRODUCTIONWIRE ROD MILL :-
The wire rod mill of vsp is high speed 4- strand no-twist continuous mill designed to produce 8,50,000 tonnes of wire rod coils. The mill is designed to produce plain wire rods from 5.5 mm to 12.7 mm dia and weight is approx. 1200kgs. The mill is constructed at an elevated level of + 5350 mm.
Rolled billets from LMMM of size125mm x 125 mm of length ranging from 9.8 meter to 10.4 meter and weighing approx. 1235 kgs are used as input material. The mill is design to roll steel stock of 0.9% max. carbon content.
The rolled billets received from billet mill are placed on charging grid 1& II at + 0.00 m level in packets form with the help of EOT cranes. The charging grid–I is driven by ac motor and charging grid –II is operated by dc motor. The cross transport receives the billets individually from charging grid –II and transfer them to billet elevator takes the individual billet to mill floor level at +5.35 m. Using billet transfer device and billet positioning device, the packet of 4 billets are further carried forward to furnace entry using another 5 groups of roller table arranged in tandem .
ELECTRICAL EQUIPMENTAll the main drives of mill are run by DC motors. Individual motors are
employed for driving stands up to stand 13 of intermediate mill and pre-finishing and finishing blocks of single strands. Closed circuit centralized ventilation system is used for cooling of main drive motors along with other auxiliary DC motors.
Main drive motor armature circuit is provided with individual thyristor power supplying system comprising 11KV/750 V converter transformer, non-reversible fully 3-phase thirsted converters, DC reactor, single pole high speed DC Circuit breaker and double pole no load DC Contactor,. The field circuits of motor are fed by individual thirstier power supply system comprising isolation transfer and 3-phase fully controlled thirstier converter.
The total drive motors of mill consist of:
DC main drive motors: 25 Nos.DC auxiliary drive motors: 68 Nos. AC motors.
All the logic controls for various operations are controlled by PLC’s . A total of 19 Nos. of Siemens make PLCS are connected to computer for performing computer linked operations. The PLCS and DC drive control/regulation equipments are located in chilled water cooled ECRs . There are two ECRs, one for moll side equipment control and another for coil handling area equipment control.
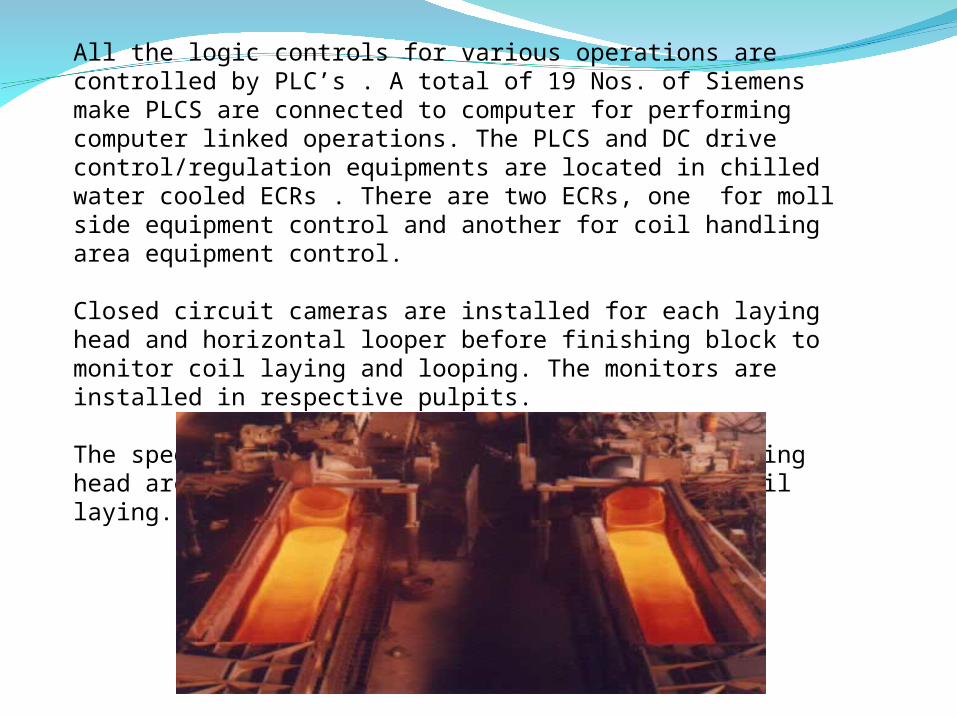
Closed circuit cameras are installed for each laying head and horizontal looper before finishing block to monitor coil laying and looping. The monitors are installed in respective pulpits.
The speds of Finishing block, pinch roll and laying head are synchronized for smooth rolling and coil laying.
AUTOMATION AND CONTROL SYSTEM
A distributed control philosophy with three level hierarchical structure is being adopted for wire rod mill automation system. At the top of the control hierarchy production control computer Siemens R30. A process control computer siemens R30K, for complete control of rolling, cooling processes and a mill fault monitoring computer siemens R10 for acquisition, monitoring & logging of mill faults are provided in middle of control hierarchy.
The mill faults are continuously logged & updated and appear in computer mask. The fault details are printed out continuously.
At lower level, programmable logic controllers of Siemens Simatic S5 are used to realize the subordinate control function using signals received from field devices.

DIGITAL DC DRIVEFeatures of digital controllers :
1. Microprocessor based controllers2. Circuits are realized with minimum number of active and
passive components3. 3. Number of cards for realizing application is only three4. Better diagnostic facilities and all parameters can be numbered
online5. Flexibility in parameter setting and optimization of drives6. Communication with all drives
Major Problems with Analog Drives:
The control system performs the following function Speed regulation of drive. Start/Stop and Trip sequence logic Alarms/Annunciation of faults
This system is having following limitations.1. Components misbehaviorUsages of active/passive components are prone to aging and temperature sensitive.Frequent break down/Loss of production. System is sensitive to voltage fluctuations resulting in loss of production2. Fault diagnosis/trouble shootingDifficulties in accurate fault diagnostics in case of breakdown Multiple settings necessary while replacing spare cards which increase shutdown time 3. Availability of spares supportCosts of analog system spares are very high.Non-availability of spares due to obsolescence hence maintaining the stock of spares in an operating conditionMaintenance cost high.4. Technology outdatedNumber of cards to realize the functions are more.
Benefits with Up gradation of drive controls system with digital controllers:-
Higher reliabilityIncreased mill availability.Increased in production.Assured spares support for next ten years.Better operation flexibility.Better maintainability.Static speed stabilityEasier possibility for small modifications
FEATURES OF NEW SYSTEM :-
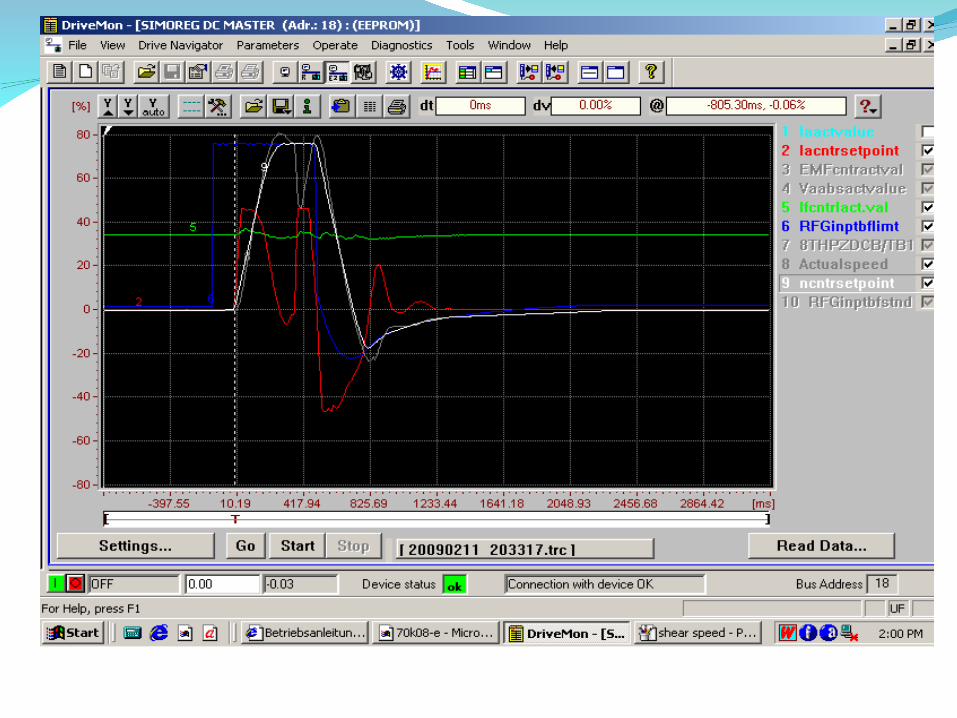
Digital drive control system Simoreg- DC master 6RA70 for speed regulation of …drives.Technology card T-400 for Position control of Shear Drives.PLC S-7 400 for sequential interlocking, logic control and Looper control of ...drives using remote I/Os.WinCC HMI for historical trending, alarms and events logging.Lab view Software for continuous trending of speed and currents.Drive monitor for diagnosing of drive faults.All drives and PLCs are networked.
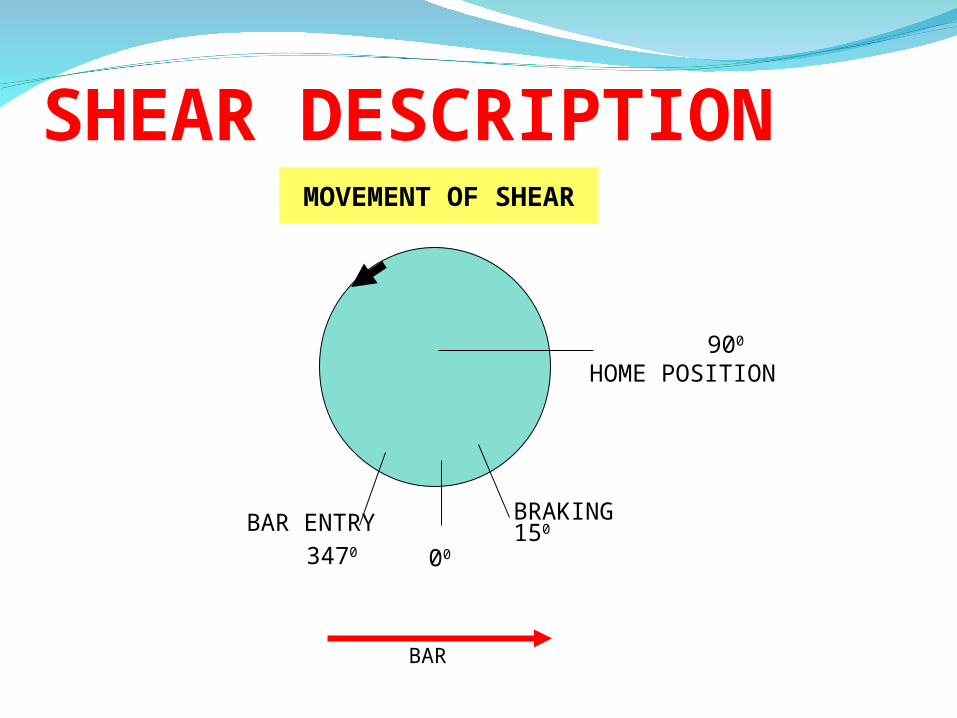
SHEAR DESCRIPTION
BAR
BRAKING
3470 00150
900
HOME POSITION
BAR ENTRY
MOVEMENT OF SHEAR
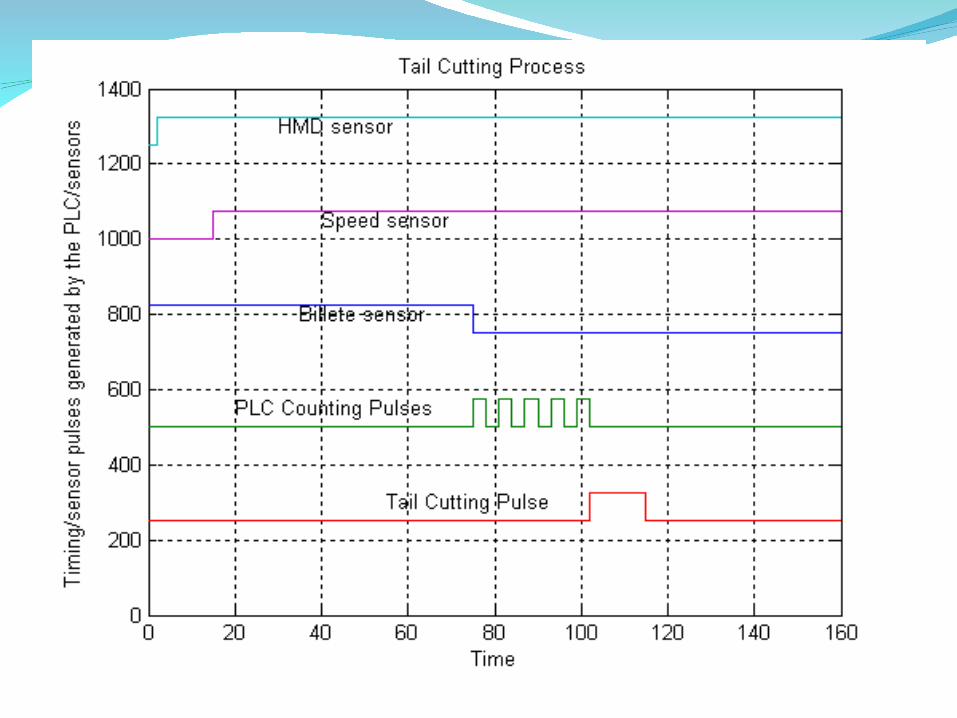
The sub-functions of the closed-loop cut to length will be described usingexamples of plants and systems. These will explain the basic settings ofthe closed-loop control.
The drive motor for the knife is directly mounted on the knife without agearbox. The knife and motor can therefore use the same incrementalencoder. This is electrically connected to the CU. The position tracks andthe zero pulse are transferred from the encoder emulation (pulseencoder module of the CU) to the T400 via the backplane bus.
The knife position when cutting is a function of the reference position.Thus, all of the errors when sensing the reference position flow directlyinto the cutting accuracy. Although the precise reference position isforced by the cut, and is therefore known, this operation is used to setthe reference position.
Error correction,reference position:
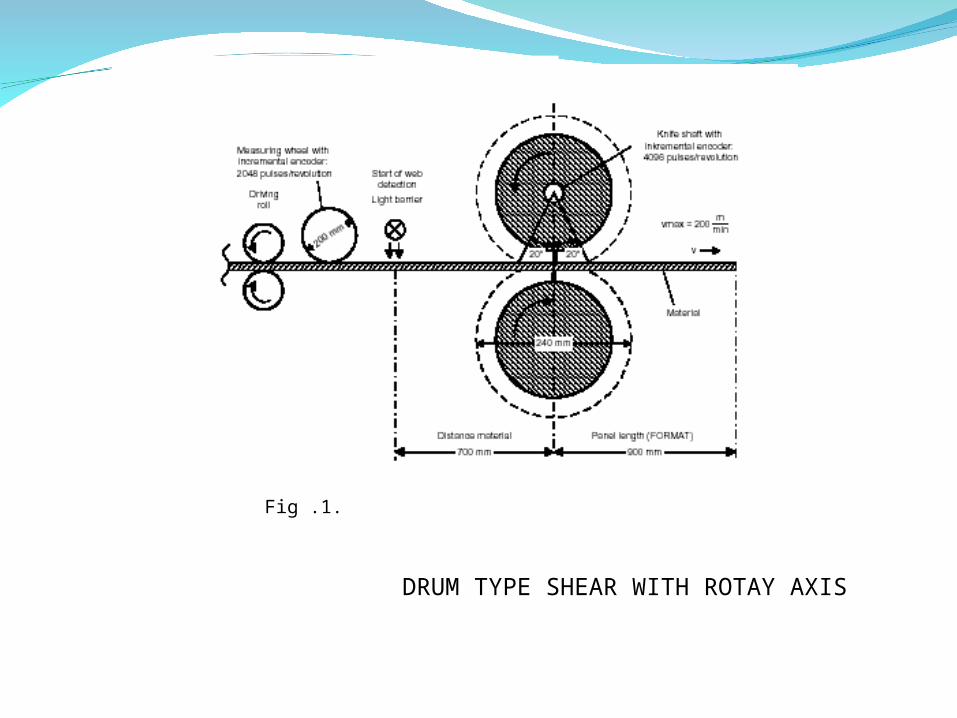
DRUM TYPE SHEAR WITH ROTAY AXIS
Fig .1.
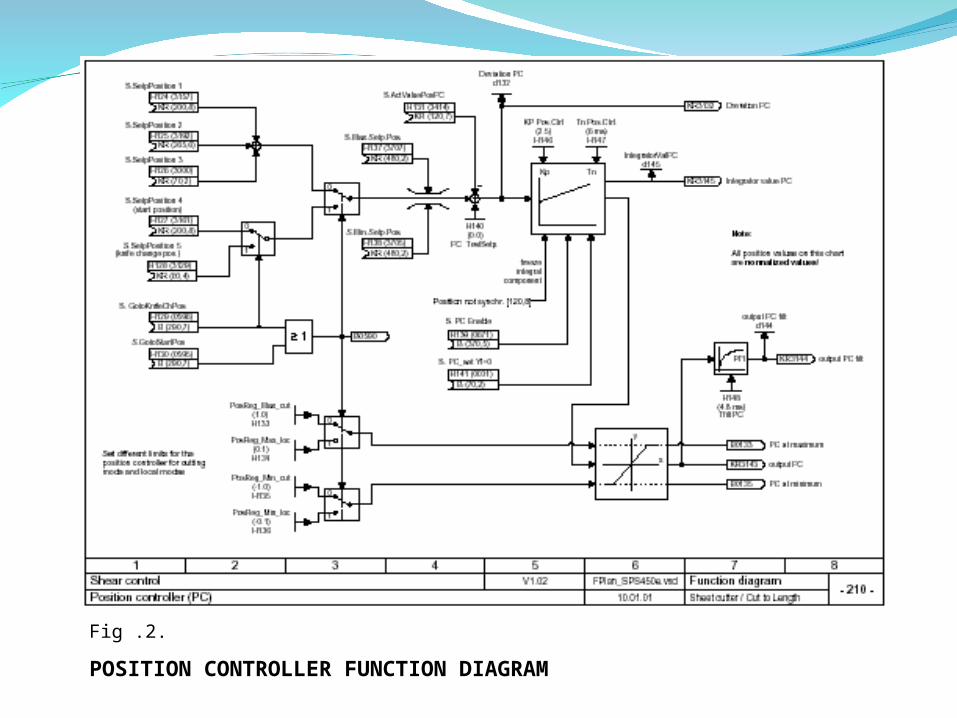
Fig .2.
POSITION CONTROLLER FUNCTION DIAGRAM
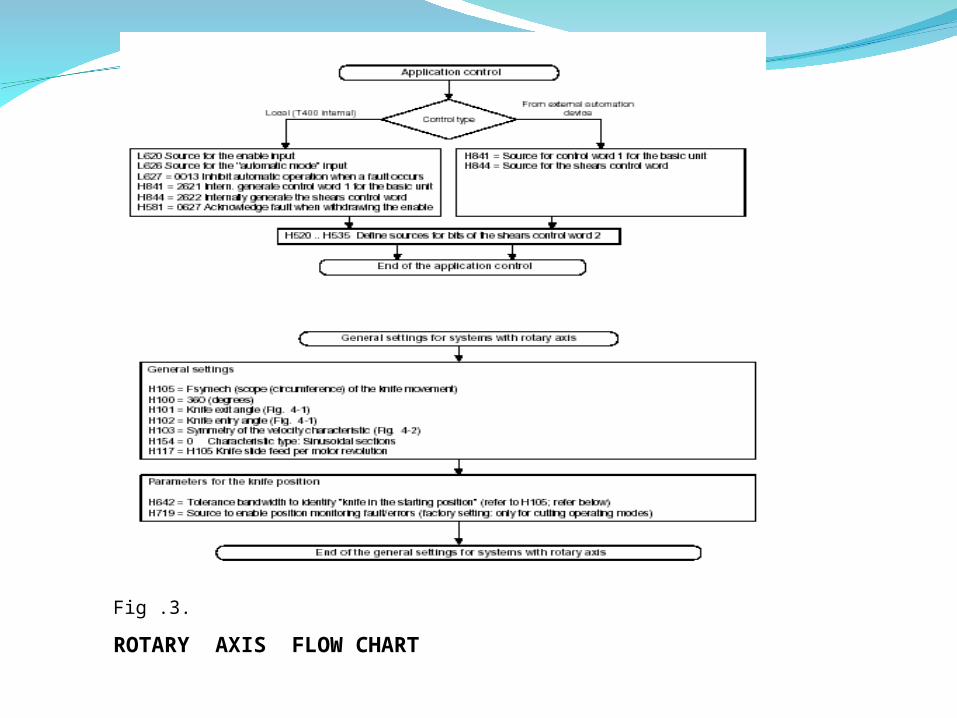
Fig .3.
ROTARY AXIS FLOW CHART
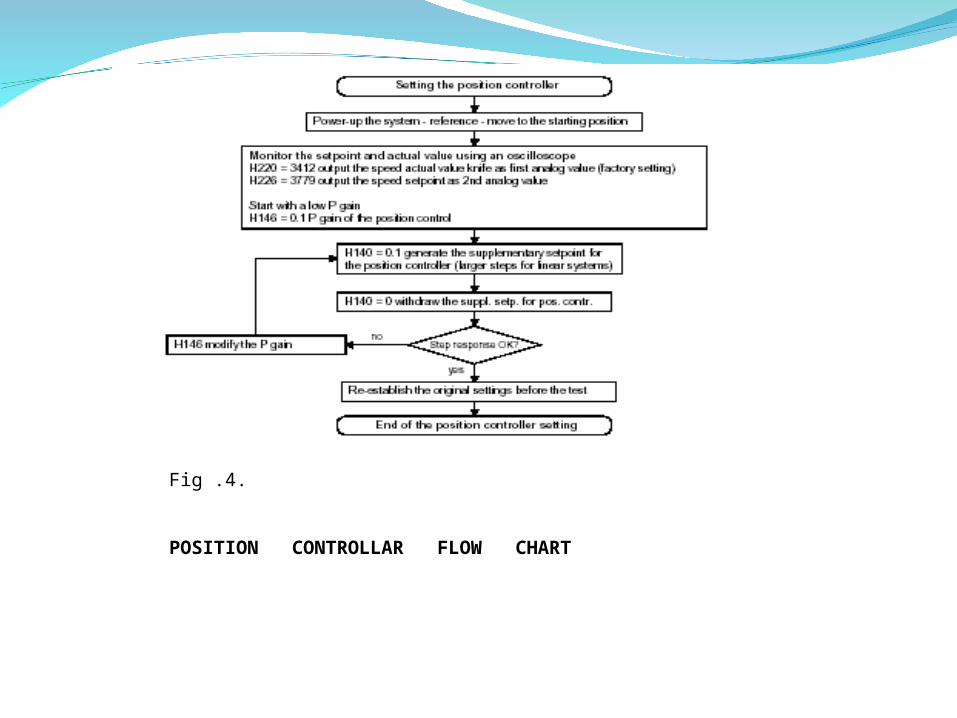
Fig .4.
POSITION CONTROLLAR FLOW CHART

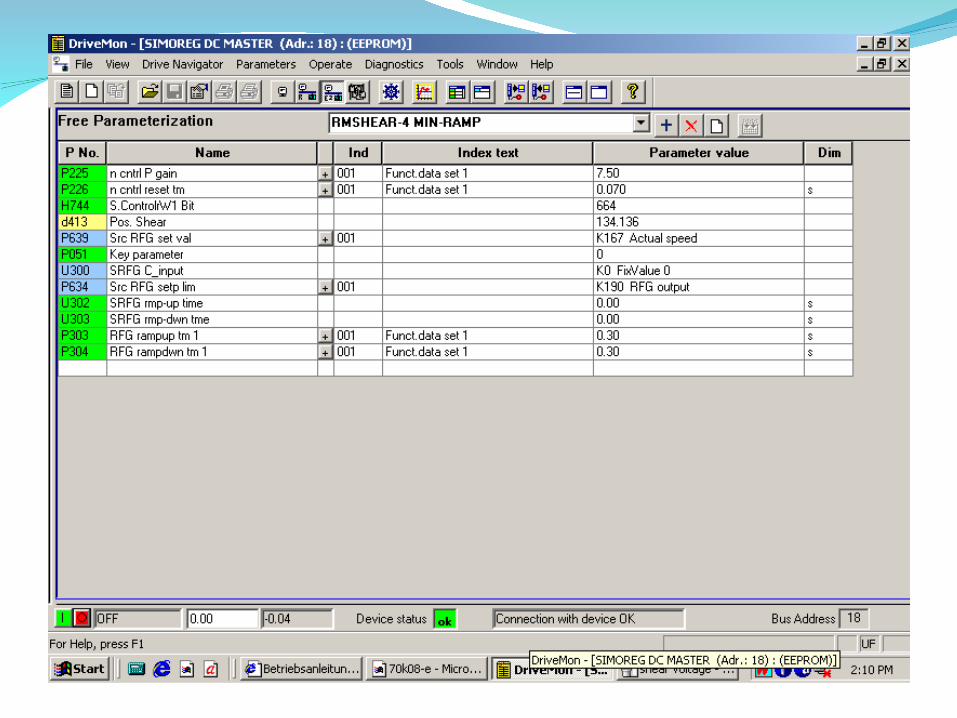
6RA70 DC DRIVE:-
6RA70 Series Microprocessor-Based Converters from 6kW to 2500Kw for Variable-Speed DC Drives
Applications:-
Series 6RA70 SIMOREG DC MASTER Converters are fully digital, compact units for three-phase supply which supply the armature and field of variable-speed DC drives with rated armature currents of between 15A and 3000A. The compact converters can be connected in parallel tosupply currents of up to 12000A. The field circuit can be supplied with currents of up to 85A (current levels depend on the armature rated current).Design:-
Series 6RA70 SIMOREG DC MASTER Converters are characterized by their compact, space saving construction. Their compact design makes them particularly easy to service and maintain since individual components are readily accessible.
Mode of operation :-
1. All open-loop and closed-loop drive control and communication functions are performed by two powerful microprocessors.
2. Drive control functions are implemented in the software as program modules which can be "wired up" by parameters.
3. The rated DC currents (continuous DC currents), load class É, specified on the rated plate can be exceeded by 180%, the permissible overload during being dependent on individual converters.
4. The microprocessor calculates the current I2t value of the power section cyclically to ensure that the thyristors are not damaged in overload operation.
PLCA Programmable Logic Controller (PLC), also referred to as programmable controller, is the name given to a type of computer commonly used in commercial and industrial control applications. PLCs differ from office computers in the types of tasks that they perform and the hardware and software they require to perform these tasks. While the specific applications vary widely, all PLCs monitor inputs and other variable values, make decisions based on a stored program, and control outputs to automate a process or machine. Basic PLC Operation:-
The basic elements of a PLC include input modules , a Central Processing Unit (CPU), output modules and a programming device. Some input modules respond to digital inputs, also called discrete inputs, which are either on or off. Other modules or inputs respond to analog signals. These analog signals represent machine or process conditions as a range of voltage or current values. The primary function of a PLC’s input circuitry is to convert the signals provided by these various switches and sensors into logic signals that can be used by the CPU.
The CPU evaluates the status of inputs, outputs, and other variables as it executes a stored program. The CPU then sends signals to update the status of outputs. Output modules convert control signals from the CPU into digital or analog values that can be used to control various output devices. The programming device is used to enter or change the PLC’s program or to monitor or change stored values. Once entered, the program and associated variables are stored in the CPU.
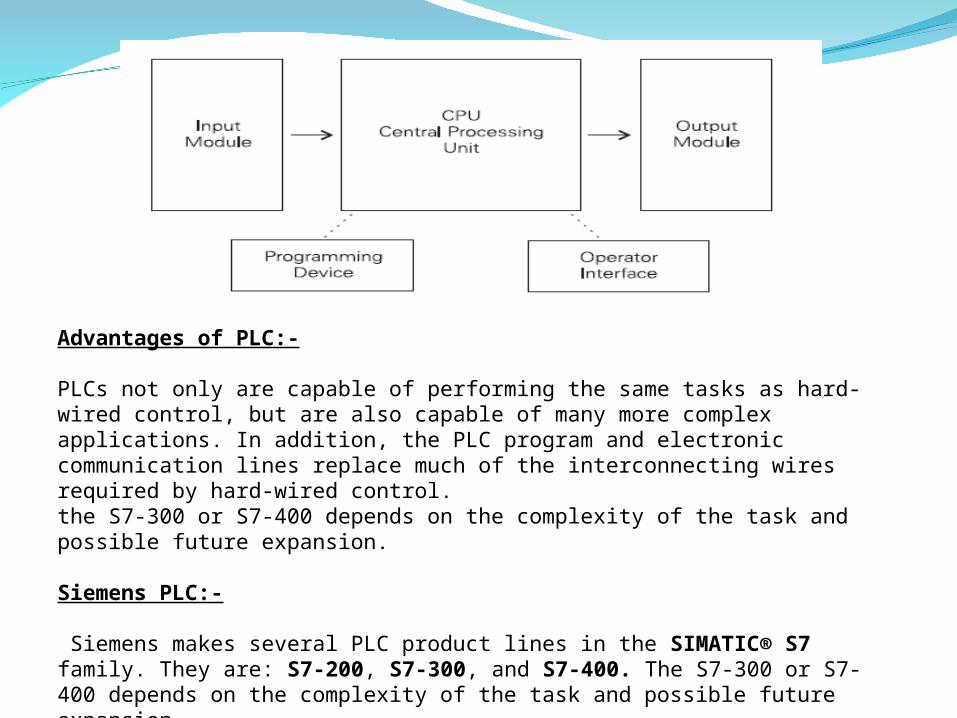
Advantages of PLC:-
PLCs not only are capable of performing the same tasks as hard-wired control, but are also capable of many more complex applications. In addition, the PLC program and electronic communication lines replace much of the interconnecting wires required by hard-wired control. the S7-300 or S7-400 depends on the complexity of the task and possible future expansion.
Siemens PLC:-
Siemens makes several PLC product lines in the SIMATIC® S7 family. They are: S7-200, S7-300, and S7-400. The S7-300 or S7-400 depends on the complexity of the task and possible future expansion.
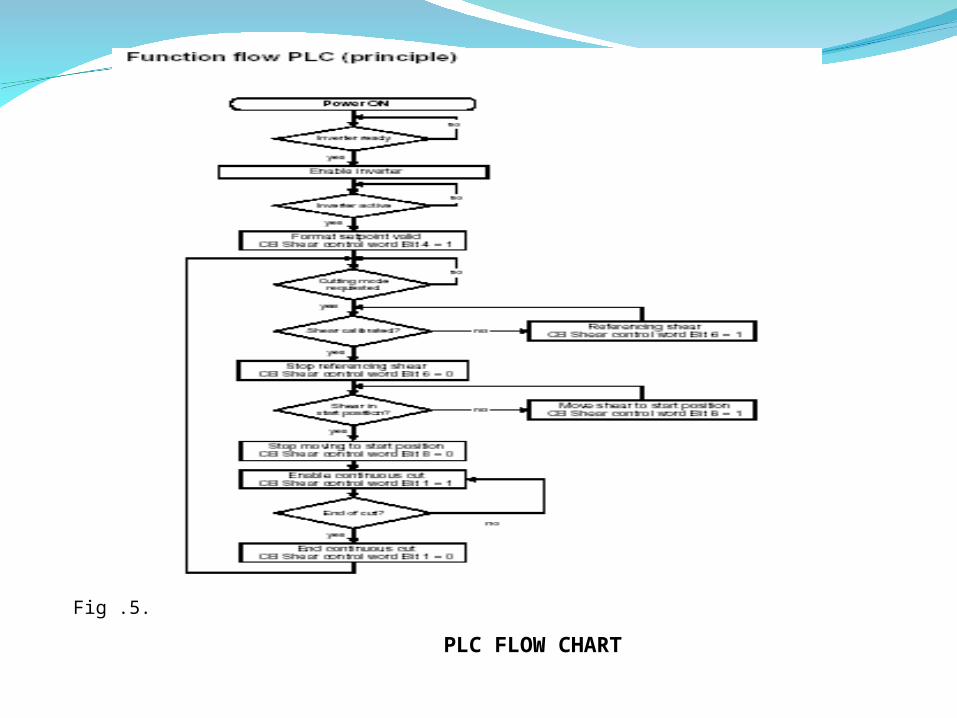
Fig .5.
PLC FLOW CHART



Related Documents











