Crude-Oil Emulsions: A State-Of-The-Art Review Sunil Kokal, SPE, Saudi Aramco Summary The formation of emulsions during oil production is a costly prob- lem, both in terms of chemicals used and production lost. This paper discusses production and operational problems related to crude-oil emulsions and presents a review that will be useful for practicing engineers. The first part of this paper presents why emulsions form during oil production, the types of emulsions encountered, and new meth- ods for characterizing them. Crude-oil emulsions are stabilized by rigid interfacial films that form a “skin” on water droplets and prevent the droplets from coalescing. The stability of these inter- facial films, and hence, the stability of the emulsions, depends on a number of factors, including the heavy material in the crude oil (e.g., asphaltenes, resins, and waxes), solids (e.g., clays, scales, and corrosion products), temperature, droplet size and droplet-size distribution, pH, and oil and brine composition. The effects of these factors on emulsion stability are reviewed within this paper. The second part of this paper presents methods to tackle crude- oil emulsions. The focus is on the destabilization of emulsions and the demulsification process. Emulsions are destabilized by increas- ing temperature and residence time, removal of solids, and con- trolling emulsifiers. The mechanisms involved in demulsification (e.g., flocculation, aggregation, sedimentation, creaming, and co- alescence) are discussed in terms of the stability of the interfacial films. The methods involved in demulsification—including ther- mal, mechanical, electrical, and chemical—are also presented. Ex- perience and economics determine which methods are used, and to what degree, for emulsion treatment. Finally, a section on field applications also is included that should be useful for the practicing engineer who deals with emul- sions either regularly or on a limited basis. Herein the field- emulsion treatment program is discussed, and more importantly, methods to prevent emulsion problems are highlighted. Recom- mendations are made for reducing and optimizing demulsifier dos- age and controlling emulsion problems. Introduction Crude oil is seldom produced alone. It is generally commingled with water, which creates a number of problems during oil pro- duction. Produced water occurs in two ways: some of the water may be produced as free water (i.e., water that will settle out fairly rapidly), and some of the water may be produced in the form of emulsions. Emulsions are difficult to treat and cause a number of operational problems, such as tripping of separation equipment in gas/oil separating plants (GOSPs), production of off-specification crude oil, and creating high pressure drops in flowlines. Emulsions have to be treated to remove the dispersed water and associated inorganic salts to meet crude specification for transportation, stor- age, and export and to reduce corrosion and catalyst poisoning in downstream-processing facilities. Emulsions can be encountered in almost all phases of oil pro- duction and processing: inside the reservoirs, wellbores, well- heads, and wet crude-handling facilities; transportation through pipelines and crude storage; and during petroleum processing. This paper provides a review of crude-oil emulsions; however, the re- view is limited to the produced oilfield emulsions at the wellhead and at the wet crude-handling facilities. It looks at the character- istics, occurrence, formation, stability, handling, and breaking of produced oilfield emulsions. Crude-oil emulsions is a broad area and several books have been written on the subject. 1–3 This paper provides an overview that is primarily targeted towards the practicing engineers with the objective of familiarizing them with the most important issues. For in-depth details and further reading on the subject matter, the reader is directed to the textbooks 1–3 and website addresses 4–9 provided in the references. Definitions. A crude-oil emulsion is a dispersion of water droplets in oil. Produced oilfield emulsions can be classified into three broad groups: • Water-in-oil (W/O) emulsions. • Oil-in-water (O/W) emulsions. • Multiple or complex emulsions. The W/O emulsions consist of water droplets in a continuous oil phase, and the O/W emulsions consist of oil droplets in a continuous water phase. In the oil industry, W/O emulsions are more common (most produced oilfield emulsions are of this kind), and therefore, the O/W emulsions are sometimes referred to as “reverse” emulsions. Multiple emulsions are more complex and consist of tiny droplets suspended in bigger droplets that are sus- pended in a continuous phase. For example, a water-in-oil-in-water (W/O/W) emulsion consists of water droplets suspended in larger oil droplets that in turn are suspended in a continuous water phase. Fig. 1 shows the various types of emulsions. Given the oil and water phases, the type of emulsion that is formed depends on a number of factors. 1,2,10 As a rule of thumb, when the volume fraction of one phase is very small compared with the other, then the phase that has the smaller fraction is the dispersed phase and the other will form the continuous phase. When the phase-volume ratio is close to 1 (both phases of approxi- mately the same magnitude), then other factors will determine the type of emulsion formed. Emulsions are stabilized by emulsifiers (i.e., surface-active agents, or surfactants) that tend to concentrate at the oil/water interface where they form interfacial films. This generally leads to a reduction of interfacial tension (IFT) and promotes dispersion and emulsification of the droplets. Naturally occurring emulsifiers in the crude oil include higher boiling-point fractions, such as asphaltenes and resins, and organic acids and bases. These com- pounds are believed to be the main constituents of interfacial films, which form around water droplets in an oilfield emulsion. Other surfactants that may be present are from chemicals that are injected into the formation or wellbore (e.g., drilling fluids; stimulation chemicals; and injected inhibitors for corrosion, scale, waxes, and asphaltenes control). Fine solids can also act as mechanical stabi- lizers. These particles, which have to be much smaller than emul- sion droplets, collect at the oil/water interface and are wetted by both the oil and water. The effectiveness of these solids in stabi- lizing emulsions depends on a number of factors, such as particle size, particle interactions, and the wettability of the particles. 11 Finely divided solids found in oil production include clay particles, sand, asphaltenes and waxes, corrosion products, mineral scales, and drilling muds. Oilfield emulsions are characterized by a number of properties including appearance, basic sediment and water, droplet size, bulk Copyright © 2005 Society of Petroleum Engineers This paper (SPE 77497) was first presented at the 2002 SPE Annual Technical Conference and Exhibition, San Antonio, 29 September–2 October, and revised for publication. Original manuscript received for review 19 April 2004. Revised manuscript received 2 November 2004. Paper peer approved 7 December 2004. 5 February 2005 SPE Production & Facilities

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Crude-Oil Emulsions:A State-Of-The-Art Review
Sunil Kokal, SPE, Saudi Aramco
SummaryThe formation of emulsions during oil production is a costly prob-lem, both in terms of chemicals used and production lost. Thispaper discusses production and operational problems related tocrude-oil emulsions and presents a review that will be useful forpracticing engineers.
The first part of this paper presents why emulsions form duringoil production, the types of emulsions encountered, and new meth-ods for characterizing them. Crude-oil emulsions are stabilized byrigid interfacial films that form a “skin” on water droplets andprevent the droplets from coalescing. The stability of these inter-facial films, and hence, the stability of the emulsions, depends ona number of factors, including the heavy material in the crude oil(e.g., asphaltenes, resins, and waxes), solids (e.g., clays, scales,and corrosion products), temperature, droplet size and droplet-sizedistribution, pH, and oil and brine composition. The effects ofthese factors on emulsion stability are reviewed within this paper.
The second part of this paper presents methods to tackle crude-oil emulsions. The focus is on the destabilization of emulsions andthe demulsification process. Emulsions are destabilized by increas-ing temperature and residence time, removal of solids, and con-trolling emulsifiers. The mechanisms involved in demulsification(e.g., flocculation, aggregation, sedimentation, creaming, and co-alescence) are discussed in terms of the stability of the interfacialfilms. The methods involved in demulsification—including ther-mal, mechanical, electrical, and chemical—are also presented. Ex-perience and economics determine which methods are used, and towhat degree, for emulsion treatment.
Finally, a section on field applications also is included thatshould be useful for the practicing engineer who deals with emul-sions either regularly or on a limited basis. Herein the field-emulsion treatment program is discussed, and more importantly,methods to prevent emulsion problems are highlighted. Recom-mendations are made for reducing and optimizing demulsifier dos-age and controlling emulsion problems.
IntroductionCrude oil is seldom produced alone. It is generally commingledwith water, which creates a number of problems during oil pro-duction. Produced water occurs in two ways: some of the watermay be produced as free water (i.e., water that will settle out fairlyrapidly), and some of the water may be produced in the form ofemulsions. Emulsions are difficult to treat and cause a number ofoperational problems, such as tripping of separation equipment ingas/oil separating plants (GOSPs), production of off-specificationcrude oil, and creating high pressure drops in flowlines. Emulsionshave to be treated to remove the dispersed water and associatedinorganic salts to meet crude specification for transportation, stor-age, and export and to reduce corrosion and catalyst poisoning indownstream-processing facilities.
Emulsions can be encountered in almost all phases of oil pro-duction and processing: inside the reservoirs, wellbores, well-heads, and wet crude-handling facilities; transportation throughpipelines and crude storage; and during petroleum processing. This
paper provides a review of crude-oil emulsions; however, the re-view is limited to the produced oilfield emulsions at the wellheadand at the wet crude-handling facilities. It looks at the character-istics, occurrence, formation, stability, handling, and breaking ofproduced oilfield emulsions.
Crude-oil emulsions is a broad area and several books havebeen written on the subject.1–3 This paper provides an overviewthat is primarily targeted towards the practicing engineers with theobjective of familiarizing them with the most important issues. Forin-depth details and further reading on the subject matter, thereader is directed to the textbooks1–3 and website addresses4–9
provided in the references.
Definitions. A crude-oil emulsion is a dispersion of water dropletsin oil. Produced oilfield emulsions can be classified into threebroad groups:
• Water-in-oil (W/O) emulsions.• Oil-in-water (O/W) emulsions.• Multiple or complex emulsions.The W/O emulsions consist of water droplets in a continuous
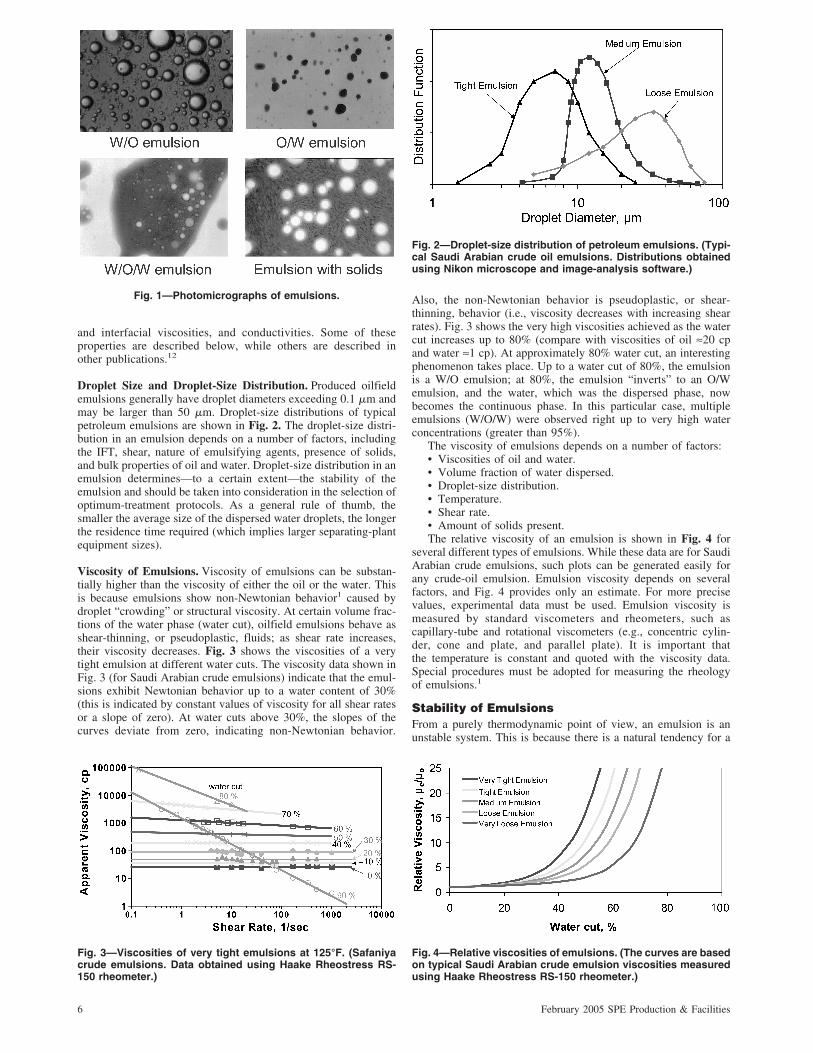
oil phase, and the O/W emulsions consist of oil droplets in acontinuous water phase. In the oil industry, W/O emulsions aremore common (most produced oilfield emulsions are of this kind),and therefore, the O/W emulsions are sometimes referred to as“reverse” emulsions. Multiple emulsions are more complex andconsist of tiny droplets suspended in bigger droplets that are sus-pended in a continuous phase. For example, a water-in-oil-in-water(W/O/W) emulsion consists of water droplets suspended in largeroil droplets that in turn are suspended in a continuous water phase.Fig. 1 shows the various types of emulsions.
Given the oil and water phases, the type of emulsion that isformed depends on a number of factors.1,2,10 As a rule of thumb,when the volume fraction of one phase is very small comparedwith the other, then the phase that has the smaller fraction is thedispersed phase and the other will form the continuous phase.When the phase-volume ratio is close to 1 (both phases of approxi-mately the same magnitude), then other factors will determine thetype of emulsion formed.
Emulsions are stabilized by emulsifiers (i.e., surface-activeagents, or surfactants) that tend to concentrate at the oil/waterinterface where they form interfacial films. This generally leads toa reduction of interfacial tension (IFT) and promotes dispersionand emulsification of the droplets. Naturally occurring emulsifiersin the crude oil include higher boiling-point fractions, such asasphaltenes and resins, and organic acids and bases. These com-pounds are believed to be the main constituents of interfacial films,which form around water droplets in an oilfield emulsion. Othersurfactants that may be present are from chemicals that are injectedinto the formation or wellbore (e.g., drilling fluids; stimulationchemicals; and injected inhibitors for corrosion, scale, waxes, andasphaltenes control). Fine solids can also act as mechanical stabi-lizers. These particles, which have to be much smaller than emul-sion droplets, collect at the oil/water interface and are wetted byboth the oil and water. The effectiveness of these solids in stabi-lizing emulsions depends on a number of factors, such as particlesize, particle interactions, and the wettability of the particles.11
Finely divided solids found in oil production include clay particles,sand, asphaltenes and waxes, corrosion products, mineral scales,and drilling muds.
Oilfield emulsions are characterized by a number of propertiesincluding appearance, basic sediment and water, droplet size, bulk
Copyright © 2005 Society of Petroleum Engineers
This paper (SPE 77497) was first presented at the 2002 SPE Annual Technical Conferenceand Exhibition, San Antonio, 29 September–2 October, and revised for publication. Originalmanuscript received for review 19 April 2004. Revised manuscript received 2 November2004. Paper peer approved 7 December 2004.
5February 2005 SPE Production & Facilities
and interfacial viscosities, and conductivities. Some of theseproperties are described below, while others are described inother publications.12
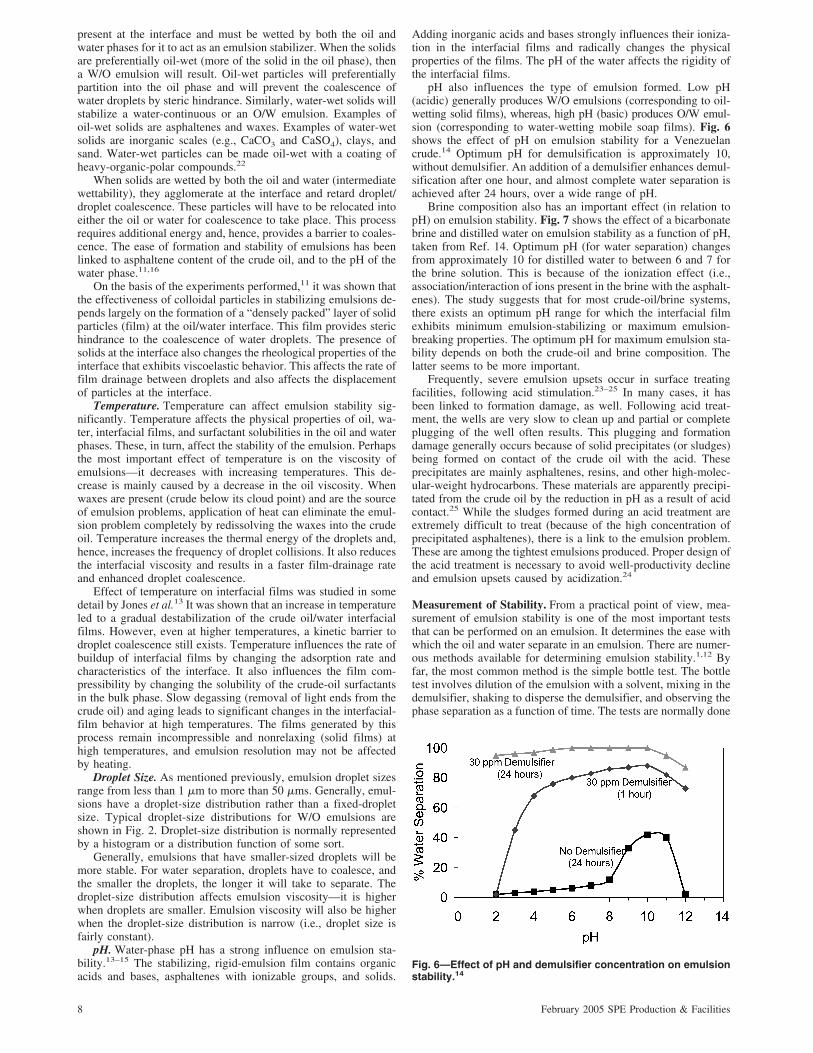
Droplet Size and Droplet-Size Distribution. Produced oilfieldemulsions generally have droplet diameters exceeding 0.1 �m andmay be larger than 50 �m. Droplet-size distributions of typicalpetroleum emulsions are shown in Fig. 2. The droplet-size distri-bution in an emulsion depends on a number of factors, includingthe IFT, shear, nature of emulsifying agents, presence of solids,and bulk properties of oil and water. Droplet-size distribution in anemulsion determines—to a certain extent—the stability of theemulsion and should be taken into consideration in the selection ofoptimum-treatment protocols. As a general rule of thumb, thesmaller the average size of the dispersed water droplets, the longerthe residence time required (which implies larger separating-plantequipment sizes).
Viscosity of Emulsions. Viscosity of emulsions can be substan-tially higher than the viscosity of either the oil or the water. Thisis because emulsions show non-Newtonian behavior1 caused bydroplet “crowding” or structural viscosity. At certain volume frac-tions of the water phase (water cut), oilfield emulsions behave asshear-thinning, or pseudoplastic, fluids; as shear rate increases,their viscosity decreases. Fig. 3 shows the viscosities of a verytight emulsion at different water cuts. The viscosity data shown inFig. 3 (for Saudi Arabian crude emulsions) indicate that the emul-sions exhibit Newtonian behavior up to a water content of 30%(this is indicated by constant values of viscosity for all shear ratesor a slope of zero). At water cuts above 30%, the slopes of thecurves deviate from zero, indicating non-Newtonian behavior.
Also, the non-Newtonian behavior is pseudoplastic, or shear-thinning, behavior (i.e., viscosity decreases with increasing shearrates). Fig. 3 shows the very high viscosities achieved as the watercut increases up to 80% (compare with viscosities of oil ≈20 cpand water ≈1 cp). At approximately 80% water cut, an interestingphenomenon takes place. Up to a water cut of 80%, the emulsionis a W/O emulsion; at 80%, the emulsion “inverts” to an O/Wemulsion, and the water, which was the dispersed phase, nowbecomes the continuous phase. In this particular case, multipleemulsions (W/O/W) were observed right up to very high waterconcentrations (greater than 95%).
The viscosity of emulsions depends on a number of factors:• Viscosities of oil and water.• Volume fraction of water dispersed.• Droplet-size distribution.• Temperature.• Shear rate.• Amount of solids present.The relative viscosity of an emulsion is shown in Fig. 4 for
several different types of emulsions. While these data are for SaudiArabian crude emulsions, such plots can be generated easily forany crude-oil emulsion. Emulsion viscosity depends on severalfactors, and Fig. 4 provides only an estimate. For more precisevalues, experimental data must be used. Emulsion viscosity ismeasured by standard viscometers and rheometers, such ascapillary-tube and rotational viscometers (e.g., concentric cylin-der, cone and plate, and parallel plate). It is important thatthe temperature is constant and quoted with the viscosity data.Special procedures must be adopted for measuring the rheologyof emulsions.1
Stability of EmulsionsFrom a purely thermodynamic point of view, an emulsion is anunstable system. This is because there is a natural tendency for a
Fig. 1—Photomicrographs of emulsions.
Fig. 2—Droplet-size distribution of petroleum emulsions. (Typi-cal Saudi Arabian crude oil emulsions. Distributions obtainedusing Nikon microscope and image-analysis software.)
Fig. 3—Viscosities of very tight emulsions at 125°F. (Safaniyacrude emulsions. Data obtained using Haake Rheostress RS-150 rheometer.)
Fig. 4—Relative viscosities of emulsions. (The curves are basedon typical Saudi Arabian crude emulsion viscosities measuredusing Haake Rheostress RS-150 rheometer.)
6 February 2005 SPE Production & Facilities

liquid/liquid system to separate and reduce its interfacial area and,hence, its interfacial energy. However, most emulsions are stableover a period of time (i.e., they possess kinetic stability).1 Pro-duced oilfield emulsions are classified on the basis of their degreeof kinetic stability as follows:
• Loose emulsions. Those that separate in a few minutes. Theseparated water is sometimes referred to as free water.
• Medium emulsions. Will separate in ten minutes or more.• Tight emulsions. Will separate (sometimes only partially) in
a matter of hours or even days.Emulsions are considered special liquid-in-liquid colloidal dis-
persions. Their kinetic stability is a consequence of a small dropletsize and the presence of an interfacial film around the water drop-lets. Emulsion kinetic stability is attained by stabilizing agents (oremulsifiers) that could be naturally occurring in the crude oil (as-phaltenes, for example) or added during production (stimulatingchemicals, for example). These stabilizers suppress the mecha-nisms involved (i.e., sedimentation, aggregation or flocculation,coalescence, and phase inversion) in emulsion breakdown.
Interfacial Films. As mentioned previously, produced oilfieldemulsions are stabilized by films that form around the water drop-lets at the oil/water interface. These films are believed to resultfrom the adsorption of high-molecular-weight polar molecules thatare interfacially active (i.e., exhibit surfactant-like behavior).These films enhance the stability of emulsion by (a) reducing IFTand (b) increasing the interfacial viscosity. Highly viscous inter-facial films retard the rate of oil-film drainage during the coagu-lation of the water droplets by providing a mechanical barrier tocoalescence. This can lead to a reduction in the rate of emul-sion breakdown.
The characteristics of interfacial films are a function of thecrude-oil type (e.g., asphaltic and paraffinic), composition and pHof water, temperature, the extent to which the adsorbed film iscompressed, contact or aging time, and concentration of polarmolecules in the crude oil.11,13–15 A good correlation exists be-tween the occurrence of incompressible interfacial film and emul-sion stability. These films are classified into two categories on thebasis of their mobilities.13–14
Rigid, or Solid, Films. These are like an insoluble skin onwater droplets and are characterized by very-high interfacial vis-cosity. There is considerable evidence that these films are formedby polar fractions of the oil and other emulsifiers and may befurther stabilized by fine solids. These films play a significant rolein hampering the droplet-coalescence process. They provide astructural barrier to droplet coalescence and increase emulsionstability. These films also have viscoelastic properties.
Mobile, or Liquid, Films. These films, as the name implies, aremobile and characterized by low interfacial viscosities. These areformed, for example, when a demulsifier is added to an emulsion.They are inherently less stable. Coalescence of water dropletsis enhanced.
Stability of emulsions has been correlated with the mobilityof interfacial films.14 Surfactants that modify the rigidity ofthe film can considerably speed up the demulsification process.This will be discussed further under the section “Demulsificationof Emulsions.”
Factors Affecting Stability. The important factors that affectemulsion stability include the following.13–16
Heavy Fraction in Crude Oil. It is now well recognized thatthe naturally occurring emulsifiers (or stabilizers) are concentratedin the higher-boiling-point, polar fraction of the crude oil.13–19
These include asphaltenes, resins, and oil-soluble organic acids(e.g., naphthenic and carboxylic acids) and bases. These com-pounds are the main constituents of the interfacial films surround-ing the water droplets that give the emulsions their stability.
While it is well established that the heavy asphaltenic materialstabilizes oil-continuous emulsions, there is considerable debateon the precise mechanism of stabilization. The asphaltenes resideat the oil/water interface because of their surface-active proper-ties.18–20 The accumulation of asphaltenes at the interface results
in the formation of a rigid film. An asphaltene-stabilized waterdroplet is shown in Fig. 5. When such a film is formed, it acts asa barrier to droplet coalescence. For two drops to coalesce to-gether, the film has to be drained and ruptured. The presence of theasphaltenes can naturally retard the drainage of this film. Refer-ence 18 provides an excellent discussion on the mechanism ofasphaltene-stabilized emulsions.
The state of asphaltenes in the crude oil also has an effect on itsemulsion-stabilizing properties. While asphaltenes will stabilizeemulsions when they are present in a colloidal state (not yet floc-culated), there is strong evidence that their emulsion-stabilizingproperties are significantly enhanced when they are precipitatedfrom the crude oil and are present in the solid phase.
Resins are complex high-molecular-weight compounds that arenot soluble in ethylacetate, but are soluble in n-heptane. The roleof resins in stabilizing emulsions has also been debated in litera-ture. Some researchers believe that resins have a tendency to as-sociate with asphaltenes and, together form a micelle. The result-ing asphaltene/resin micelle plays a key role in stabilizing emul-sions. It appears that the asphaltene/resin ratio in the crude oil isresponsible for the type of film formed (solid or mobile) and,hence, is directly linked to the stability of the emulsion.14,16 How-ever, there remains considerable debate on this topic.
Waxes are the high-molecular-weight paraffin substancespresent in the crude oil that crystallize out when the oil is cooledbelow its cloud point. They are insoluble in acetone and dichlo-romethane at 30°C. The effect of waxes on emulsion stability is notclear from the literature. Waxes by themselves are soluble in oiland, in the absence of asphaltenes, do not form stable emulsions inmodel oils.16 However, the addition of a nominal amount (anamount insufficient by itself to produce emulsions) of asphaltenesto oils containing wax can lead to the formation of stable emul-sions. Therefore, waxes can interact synergistically with asphalt-enes to stabilize emulsions. The physical state of the wax in thecrude oil also plays an important role in emulsion stabilization.Waxes are more apt to form a stable emulsion when they arepresent as fine solids in the emulsion. Crudes that have a low cloudpoint generally have a greater tendency to form stable and tightemulsions than crudes with high cloud points. Similarly, lowertemperatures, in general, enhance the emulsion-forming tendenciesof crude oils.
Solids. Fine-solid particles present in the crude oil are capableof effectively stabilizing emulsions. The effectiveness of thesesolids in stabilizing emulsions depends on such factors as theparticle size, interparticle interactions, and the wettability of thesolids.11,21 Solid particles stabilize emulsions by diffusing to theoil/water interface where they form rigid structures (films) that cansterically inhibit the coalescence of emulsion droplets. Further-more, solid particles at the interface may be charged, which mayalso enhance the stability of the emulsion. Particles must be muchsmaller than the size of the emulsion droplets to act as emulsionstabilizers. These particles typically range from smaller than 1 �mto several �m in size,1 and they are suspended colloidally inthe liquids.
The wettability of solid particles plays an important role in theemulsion-stabilizing process. If the solid remains entirely in the oilor water phase, it will not be an emulsion stabilizer. It must be
Fig. 5—Mechanism of emulsion stabilization by asphaltenes.
7February 2005 SPE Production & Facilities
present at the interface and must be wetted by both the oil andwater phases for it to act as an emulsion stabilizer. When the solidsare preferentially oil-wet (more of the solid in the oil phase), thena W/O emulsion will result. Oil-wet particles will preferentiallypartition into the oil phase and will prevent the coalescence ofwater droplets by steric hindrance. Similarly, water-wet solids willstabilize a water-continuous or an O/W emulsion. Examples ofoil-wet solids are asphaltenes and waxes. Examples of water-wetsolids are inorganic scales (e.g., CaCO3 and CaSO4), clays, andsand. Water-wet particles can be made oil-wet with a coating ofheavy-organic-polar compounds.22
When solids are wetted by both the oil and water (intermediatewettability), they agglomerate at the interface and retard droplet/droplet coalescence. These particles will have to be relocated intoeither the oil or water for coalescence to take place. This processrequires additional energy and, hence, provides a barrier to coales-cence. The ease of formation and stability of emulsions has beenlinked to asphaltene content of the crude oil, and to the pH of thewater phase.11,16
On the basis of the experiments performed,11 it was shown thatthe effectiveness of colloidal particles in stabilizing emulsions de-pends largely on the formation of a “densely packed” layer of solidparticles (film) at the oil/water interface. This film provides sterichindrance to the coalescence of water droplets. The presence ofsolids at the interface also changes the rheological properties of theinterface that exhibits viscoelastic behavior. This affects the rate offilm drainage between droplets and also affects the displacementof particles at the interface.
Temperature. Temperature can affect emulsion stability sig-nificantly. Temperature affects the physical properties of oil, wa-ter, interfacial films, and surfactant solubilities in the oil and waterphases. These, in turn, affect the stability of the emulsion. Perhapsthe most important effect of temperature is on the viscosity ofemulsions—it decreases with increasing temperatures. This de-crease is mainly caused by a decrease in the oil viscosity. Whenwaxes are present (crude below its cloud point) and are the sourceof emulsion problems, application of heat can eliminate the emul-sion problem completely by redissolving the waxes into the crudeoil. Temperature increases the thermal energy of the droplets and,hence, increases the frequency of droplet collisions. It also reducesthe interfacial viscosity and results in a faster film-drainage rateand enhanced droplet coalescence.
Effect of temperature on interfacial films was studied in somedetail by Jones et al.13 It was shown that an increase in temperatureled to a gradual destabilization of the crude oil/water interfacialfilms. However, even at higher temperatures, a kinetic barrier todroplet coalescence still exists. Temperature influences the rate ofbuildup of interfacial films by changing the adsorption rate andcharacteristics of the interface. It also influences the film com-pressibility by changing the solubility of the crude-oil surfactantsin the bulk phase. Slow degassing (removal of light ends from thecrude oil) and aging leads to significant changes in the interfacial-film behavior at high temperatures. The films generated by thisprocess remain incompressible and nonrelaxing (solid films) athigh temperatures, and emulsion resolution may not be affectedby heating.
Droplet Size. As mentioned previously, emulsion droplet sizesrange from less than 1 �m to more than 50 �ms. Generally, emul-sions have a droplet-size distribution rather than a fixed-dropletsize. Typical droplet-size distributions for W/O emulsions areshown in Fig. 2. Droplet-size distribution is normally representedby a histogram or a distribution function of some sort.
Generally, emulsions that have smaller-sized droplets will bemore stable. For water separation, droplets have to coalesce, andthe smaller the droplets, the longer it will take to separate. Thedroplet-size distribution affects emulsion viscosity—it is higherwhen droplets are smaller. Emulsion viscosity will also be higherwhen the droplet-size distribution is narrow (i.e., droplet size isfairly constant).
pH. Water-phase pH has a strong influence on emulsion sta-bility.13–15 The stabilizing, rigid-emulsion film contains organicacids and bases, asphaltenes with ionizable groups, and solids.
Adding inorganic acids and bases strongly influences their ioniza-tion in the interfacial films and radically changes the physicalproperties of the films. The pH of the water affects the rigidity ofthe interfacial films.
pH also influences the type of emulsion formed. Low pH(acidic) generally produces W/O emulsions (corresponding to oil-wetting solid films), whereas, high pH (basic) produces O/W emul-sion (corresponding to water-wetting mobile soap films). Fig. 6shows the effect of pH on emulsion stability for a Venezuelancrude.14 Optimum pH for demulsification is approximately 10,without demulsifier. An addition of a demulsifier enhances demul-sification after one hour, and almost complete water separation isachieved after 24 hours, over a wide range of pH.
Brine composition also has an important effect (in relation topH) on emulsion stability. Fig. 7 shows the effect of a bicarbonatebrine and distilled water on emulsion stability as a function of pH,taken from Ref. 14. Optimum pH (for water separation) changesfrom approximately 10 for distilled water to between 6 and 7 forthe brine solution. This is because of the ionization effect (i.e.,association/interaction of ions present in the brine with the asphalt-enes). The study suggests that for most crude-oil/brine systems,there exists an optimum pH range for which the interfacial filmexhibits minimum emulsion-stabilizing or maximum emulsion-breaking properties. The optimum pH for maximum emulsion sta-bility depends on both the crude-oil and brine composition. Thelatter seems to be more important.
Frequently, severe emulsion upsets occur in surface treatingfacilities, following acid stimulation.23–25 In many cases, it hasbeen linked to formation damage, as well. Following acid treat-ment, the wells are very slow to clean up and partial or completeplugging of the well often results. This plugging and formationdamage generally occurs because of solid precipitates (or sludges)being formed on contact of the crude oil with the acid. Theseprecipitates are mainly asphaltenes, resins, and other high-molec-ular-weight hydrocarbons. These materials are apparently precipi-tated from the crude oil by the reduction in pH as a result of acidcontact.25 While the sludges formed during an acid treatment areextremely difficult to treat (because of the high concentration ofprecipitated asphaltenes), there is a link to the emulsion problem.These are among the tightest emulsions produced. Proper design ofthe acid treatment is necessary to avoid well-productivity declineand emulsion upsets caused by acidization.24
Measurement of Stability. From a practical point of view, mea-surement of emulsion stability is one of the most important teststhat can be performed on an emulsion. It determines the ease withwhich the oil and water separate in an emulsion. There are numer-ous methods available for determining emulsion stability.1,12 Byfar, the most common method is the simple bottle test. The bottletest involves dilution of the emulsion with a solvent, mixing in thedemulsifier, shaking to disperse the demulsifier, and observing thephase separation as a function of time. The tests are normally done
Fig. 6—Effect of pH and demulsifier concentration on emulsionstability.14
8 February 2005 SPE Production & Facilities

at elevated temperatures and may involve centrifugation for en-hancing the separation. While there are different methods andprocedures followed by various laboratories for the bottle test,there is a standard American Society for Testing Materials(ASTM) method (ASTM 4007) available for determining the bot-tom sediments and water in an emulsion. The stability of theemulsion is generally related to the ease of water separation withtime and demulsifier dosage. For example, at a given demulsifierconcentration, emulsions can be rated on their stability by theamount of water separated in a given period of time. Alternatively,for a fixed length of time and a given demulsifier concentration,different demulsifiers can be graded in terms of their demulsifica-tion qualities. The bottle test is regularly used as a screening testfor potential demulsifiers.
While a standard method is available for determining basicsediment and water (BS&W), no standard method is available inthe literature for determining the stability of the emulsion using thebottle test. Recently, a method was proposed26 for measuring thestability of an emulsion quantitatively. The method proposed wasthe concept of an emulsion separation index to measure the tight-ness of an emulsion. The total water separated in a regular bottletest at different demulsifier dosages is averaged to determine aseparation index for the emulsion. The separation index measuresfrom zero (no separation) to 100% (full separation). The separationindex thus provides a measure of emulsion tightness (or stability—the lower the index, the higher the tightness or stability). The indexmust be quoted at the temperature of the test and the demulsifierused, and it is very useful for comparing the stability of emulsionsfrom different sources (e.g., different wells or GOSPs). Furtherdetails are provided in the paper.26
DemulsificationDemulsification is the breaking of a crude-oil emulsion into oil andwater phases. From a process point of view, the oil producer isinterested in two aspects of demulsification: the rate or speed atwhich this separation takes place and the amount of water left inthe crude oil after separation. A fast rate of separation and a lowvalue of the residual water in the crude oil are obviously what theoil producer wants. Produced oil generally has to meet companyand pipeline specification. Typically, the oil shipped from a wetcrude-handling facility may not contain more than 0.2% BS&W or10 lbm of salt per thousand barrels of crude oil. This low value ofBS&W and salt content is required to reduce corrosion and depo-sition of salts. In refinery operations, the primary concern is toremove inorganic salts from the crude oil before they cause cor-rosion or other detrimental effects in refinery equipment. The saltsare removed by “washing” the crude oil with relatively fresh water.
Destabilizing Emulsions. As mentioned in the previous section,produced oilfield emulsions possess a degree of kinetic stability.This stability arises from the formation of interfacial films encap-sulating the water droplets. To separate this emulsion into oil andwater, the interfacial film must be destroyed and the droplets
made to coalesce. Therefore, destabilizing or breaking emulsionsis linked very intimately to the removal of this interfacial film. Thefactors that affect the interfacial film and, consequently, the sta-bility of the emulsions were discussed earlier. The factors thatenhance or speed up the emulsion breaking include:
• Increasing temperature.• Reducing agitation or shear.• Increasing residence or retention time.• Solids removal.• Control of emulsifying agents.
Mechanisms Involved in Demulsification. Demulsification isthe separation of an emulsion into its component phases. It is atwo-step process. The first step is flocculation (or aggregation,agglomeration, or coagulation). The second step is coalescence.Either of these steps can be the rate-determining step in the emul-sion-breaking process.
Flocculation or Aggregation. The first step in the demulsifi-cation process is the flocculation of water droplets. During floc-culation, the droplets clump together forming aggregates, or“flocs.” The droplets are close to each other—even touching atcertain points—but may not lose their identity (i.e., they may notcoalesce). Coalescence at this stage takes place only if the inter-facial film surrounding the water droplets is very weak. The rate offlocculation depends on a number of factors, including water cut,temperature, viscosity of the oil, and the density difference be-tween the oil and water.
Coalescence. Coalescence is the second step in the demulsifi-cation process and follows flocculation. During coalescence, waterdroplets fuse, or coalesce, to form a larger droplet. This is anirreversible process that leads to a decrease in the number of waterdroplets, and eventually to complete demulsification. Coalescenceis enhanced by a high rate of flocculation,1,16 absence of mechani-cally strong films, high IFTs, low oil and interfacial viscosities,high water cuts, and high temperatures.
Demulsification Methods. In the oil industry, crude-oil emulsionsmust be separated almost completely before the oil can be trans-ported and processed further. Emulsion separation into oil andwater necessarily involves the destabilization of emulsifying filmsaround water droplets. This process is accomplished by any one ora combination of the following methods1,12:
• Reducing the flow velocity that allows gravitational separa-tion of oil, water, and gas. This is generally accomplished in large-volume separators and desalters.
• Adding chemical demulsifiers.• Increasing the temperature of the emulsion.• Applying electrical fields that promote coalescence.• Changing the physical characteristics of the emulsion.Because of the wide variety of crude oils, brines (and, hence,
emulsions), separation equipment, chemical demulsifiers, andproduct specifications, demulsification methods are very applica-tion specific. Furthermore, emulsions and conditions change overtime and add to the complexity of the treatment process. The mostcommon methods of emulsion treatment have been the applicationof heat and appropriate chemical demulsifiers to promote destabi-lization, followed by a settling time to allow gravitational separa-tion to occur.
Thermal Methods. Heating the emulsion enhances its breakingor separation. It reduces the viscosity of the oil and increases thewater-settling rates. Increased temperatures also result in the de-stabilization of the rigid films caused by reduced interfacial vis-cosity. Furthermore, the coalescence frequency between waterdroplets is increased because of the higher thermal energy of thedroplets. In other words, heat accelerates the emulsion-breakingprocess. However, very rarely does it resolve the emulsion prob-lem alone. Increasing the temperature has some negative effects.First, it costs money to heat the emulsion stream. Second, it canresult in the loss of light ends from the crude oil, reducing itsAmerican Petroleum Inst. (API) gravity and the treated-oil volume.Finally, increasing the temperature leads to an increased tendency
Fig. 7—Effect of brine and pH on emulsion stability.14
9February 2005 SPE Production & Facilities

toward scale deposition and an increased potential for corrosion intreating vessels.
Application of heat for emulsion breaking should be based onan overall economic analysis of the treatment facility. The costeffectiveness of adding heat should be balanced against longertreatment time (larger separator), loss of light ends and a resultantreduced oil-product price, chemical costs, and the costs of instal-lation of electrostatic grids, or retrofitting.
Mechanical Methods. There is a wide variety of mechani-cal equipment available in the breaking of oilfield producedemulsions. These include free-water knockout drums, two- and three-phase separators (low- and high-pressure traps), desalters, and settlingtanks. These vessels separate the free water and break emulsions.
Electrical Methods. High-voltage electricity (electric grids) isoften an effective means of breaking emulsions. It is generallytheorized that water droplets have an associated charge and, whenan electric field is applied, the droplets move about rapidly, collidewith each other, and coalesce. The electric field also disturbs therigid interfacial film by rearranging the polar molecules, therebyweakening the tight film and enhancing coalescence. The electricalsystem consists of a transformer and electrodes that provide high-voltage alternating current. The electrodes are placed in such a wayas to provide an electric field that is perpendicular to the directionof flow. The distance between the electrodes—in some designs—isadjustable so that the voltage can be varied to meet the requirementof the emulsion being treated.
Electrostatic dehydration is rarely used alone as a method ofbreaking emulsions. It is generally used in conjunction with chemi-cal and heat requirements. Invariably, the use of electrostatic de-hydration will result in a reduction of heat addition. Lower tem-peratures result in fuel economy, reduced problems with scale andcorrosion formation, and reduced light-ends loss. Electrostaticgrids also can lead to a reduction in the use of emulsion-break-ing chemicals.
Chemical Methods. By far, the most common method of emul-sion treatment is adding chemicals, called demulsifiers. Thesechemicals are designed to neutralize the effect of emulsifyingagents that stabilize emulsions. Demulsifiers are surface-activecompounds, and when added to the emulsion, they migrate to theoil/water interface, rupture or weaken the rigid film, and enhancecoalescence of water droplets.
Optimum emulsion breaking with a demulsifier requires:• A properly selected chemical for the given emulsion.• Adequate quantity of this chemical.• Adequate mixing of the chemical in the emulsion.• Sufficient retention time in emulsion treaters to settle wa-
ter droplets.• Addition of heat, electric grids, coalescers, or other methods
to facilitate or completely resolve the emulsions.Selection of Chemicals. Selection of the right demulsifier is
crucial in the emulsion-breaking process. The selection process forchemicals is still viewed as an art rather than a science. However,with an ever-increasing understanding of the emulsion-breakingprocess, the availability of new and improved chemicals, new tech-nology, and research and development efforts, selection of theright chemical is becoming easier and more organized and many ofthe failures have been eliminated.
Demulsifiers are chemicals that contain solvents (e.g., benzene,toluene, xylene, short-chain alcohols, and heavy aromatic naph-tha), surfactants, flocculants, and wetting agents. The demulsifiersact by total or partial displacement of the indigenous stabilizingcomponents (polar materials) of the interfacial film surroundingthe emulsion droplets. This displacement also brings about achange in properties such as interfacial viscosity or elasticity of theprotecting film, thus enhancing destabilization. In some cases, thechemicals (demulsifiers) act as a wetting agent and alter the wet-tability of the stabilizing particles, which leads to a breakup of theemulsion film.
Testing procedures are available to select appropriate chemi-cals.12,26 These tests include bottle tests, dynamic simulators, andactual plant tests. All test procedures have limitations. There are
hundreds of commercial demulsifier products available that maybe tested; add to this the changing conditions at the separationfacilities, and the result is a very slow selection process, especiallyat larger facilities. It is, therefore, important at such facilities tomaintain a record of operational data and testing procedures as anongoing activity.
Dosage. The amount of chemical added is also important—toolittle demulsifier will leave the emulsion unresolved. On the otherhand, a high dosage of demulsifier (an overtreat condition) may bedetrimental to the treatment process. Because demulsifiers are alsosurface-active agents like the emulsifiers, an excess quantity ofdemulsifier may also produce very stable emulsions. In thiscase, the demulsifier simply replaces the natural emulsifiers atthe interface.
Because of the wide variety of chemicals available as demul-sifiers, the different types of crude being handled, the choice ofseparation equipment, and the variations in product qualities, it isdifficult to prescribe standard, or typical, dosage rates for treatingemulsions. Furthermore, some of the chemicals come in differentconcentrations (some active ingredients are in a carrier solvent).The amount, or dosage, of demulsifier required is very site specificand depends on a number of factors. On the basis of evaluatedliterature, the demulsifier rates quoted vary from less than 10 ppmto more than 100 ppm (based on total production rates). Thesenumbers are provided for primary- or secondary-oil-recoveryemulsions. During tertiary oil recovery (especially during surfac-tant or micellar flooding), demulsifier rates can typically be in thethousands of ppm, higher in extreme cases.
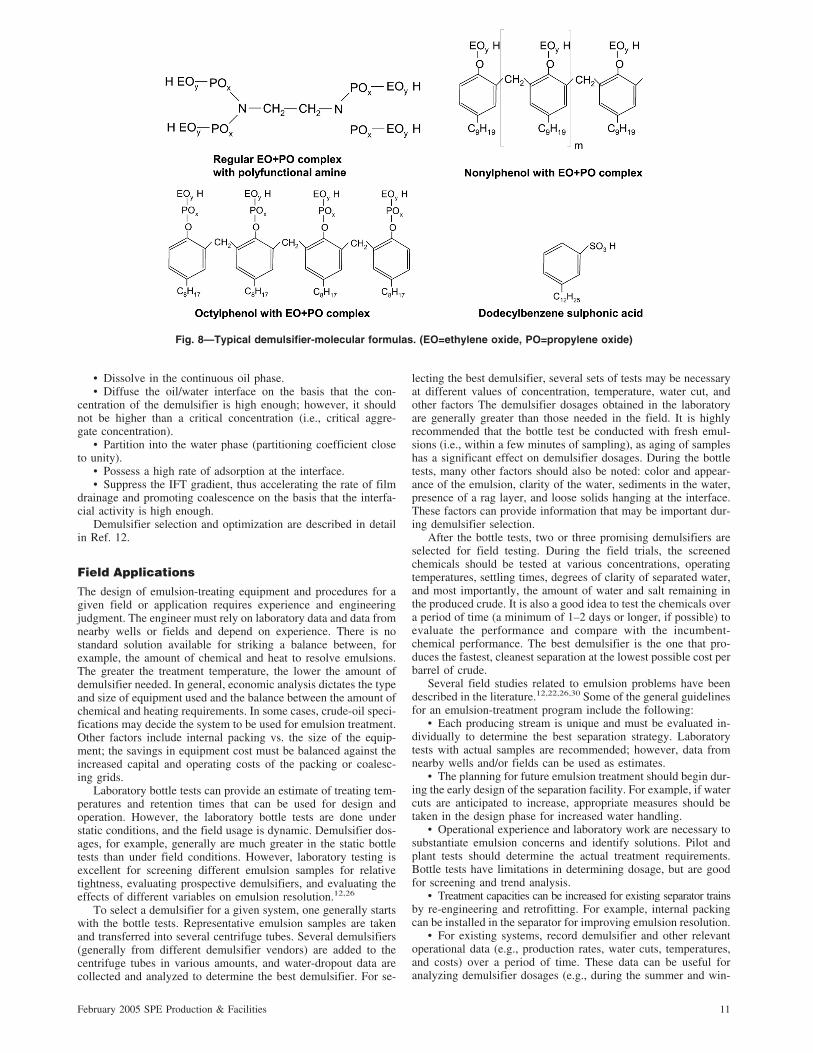
Demulsifier Chemistries. Demulsifiers are generally specificfor a given emulsion and may be completely ineffective for an-other emulsion. Demulsifiers are typically formulated1 with poly-meric chains of ethylene oxides and polypropylene oxides of al-cohol, ethoxylated phenols, ethoxylated alcohols and amines,ethoxylated resins, ethoxylated nonylphenols, polyhydric alcohols,and sulphonic acid salts. Typical demulsifier chemistries areshown in Fig. 8. Commercial demulsifiers may contain one type ofactive ingredient or a mixture of several of these intermediates.There is a wide variation within the intermediates as well. Forexample, molecular weight and structure of the ethylene or pro-pylene oxides can be changed, giving a complete range of solu-bilities, hydrophile/lipophile balances, charge-neutralization ten-dencies, solids-wetting characteristics and, of course, costs.
Mechanism of Demulsification by Use of Demulsifiers.Demulsification by use of chemicals is a very complex phenom-enon. There are hosts of hypotheses/theories regarding the physi-cochemical mechanism for the action of a chemical demulsifier27
in the emulsion-breaking process. The only clear generalizationregarding demulsifiers is that they are high in molecular weight(comparable with natural surfactants), and when used as emulsi-fying agents, they tend to establish an emulsion opposite in type tothose stabilized by natural surfactants. Demulsifiers displace thenatural stabilizers (emulsifier) present in the interfacial filmaround the water droplets. This displacement is brought about bythe adsorption of the demulsifier at the interface. This displace-ment, occurring at the oil/water interface, influences the coales-cence of water droplets through enhanced film drainage. The ef-ficiency of the demulsifier is dependent on its adsorption at theoil/water, or droplet, surface. There is a competition for adsorptionwhen other surface-active species are present. The indigenous sur-factants (like asphaltenes) present in the crude oil are only weaklyadsorbed and are readily displaced by the demulsifier. The mecha-nisms of emulsion breaking by demulsifiers are discussed inRefs. 27–29.
Because of the large variety of components present in the crudeoil, it is not surprising that the effectiveness of a given demulsifieris sensitive to the crude-oil type. In addition, the adsorption anddisplacement process (and, hence, the demulsifier effectiveness) isalso dependent on pH, salt content, and temperature. The bestdemulsifiers are those that readily displace preformed rigid filmsand leave a mobile film (i.e., films that exhibit little resistance tocoalescence) in its place. To ensure good overall demulsifier per-formance, the demulsifier should do the following:
10 February 2005 SPE Production & Facilities
• Dissolve in the continuous oil phase.• Diffuse the oil/water interface on the basis that the con-
centration of the demulsifier is high enough; however, it shouldnot be higher than a critical concentration (i.e., critical aggre-gate concentration).
• Partition into the water phase (partitioning coefficient closeto unity).
• Possess a high rate of adsorption at the interface.• Suppress the IFT gradient, thus accelerating the rate of film
drainage and promoting coalescence on the basis that the interfa-cial activity is high enough.
Demulsifier selection and optimization are described in detailin Ref. 12.
Field Applications
The design of emulsion-treating equipment and procedures for agiven field or application requires experience and engineeringjudgment. The engineer must rely on laboratory data and data fromnearby wells or fields and depend on experience. There is nostandard solution available for striking a balance between, forexample, the amount of chemical and heat to resolve emulsions.The greater the treatment temperature, the lower the amount ofdemulsifier needed. In general, economic analysis dictates the typeand size of equipment used and the balance between the amount ofchemical and heating requirements. In some cases, crude-oil speci-fications may decide the system to be used for emulsion treatment.Other factors include internal packing vs. the size of the equip-ment; the savings in equipment cost must be balanced against theincreased capital and operating costs of the packing or coalesc-ing grids.
Laboratory bottle tests can provide an estimate of treating tem-peratures and retention times that can be used for design andoperation. However, the laboratory bottle tests are done understatic conditions, and the field usage is dynamic. Demulsifier dos-ages, for example, generally are much greater in the static bottletests than under field conditions. However, laboratory testing isexcellent for screening different emulsion samples for relativetightness, evaluating prospective demulsifiers, and evaluating theeffects of different variables on emulsion resolution.12,26
To select a demulsifier for a given system, one generally startswith the bottle tests. Representative emulsion samples are takenand transferred into several centrifuge tubes. Several demulsifiers(generally from different demulsifier vendors) are added to thecentrifuge tubes in various amounts, and water-dropout data arecollected and analyzed to determine the best demulsifier. For se-
lecting the best demulsifier, several sets of tests may be necessaryat different values of concentration, temperature, water cut, andother factors The demulsifier dosages obtained in the laboratoryare generally greater than those needed in the field. It is highlyrecommended that the bottle test be conducted with fresh emul-sions (i.e., within a few minutes of sampling), as aging of sampleshas a significant effect on demulsifier dosages. During the bottletests, many other factors should also be noted: color and appear-ance of the emulsion, clarity of the water, sediments in the water,presence of a rag layer, and loose solids hanging at the interface.These factors can provide information that may be important dur-ing demulsifier selection.
After the bottle tests, two or three promising demulsifiers areselected for field testing. During the field trials, the screenedchemicals should be tested at various concentrations, operatingtemperatures, settling times, degrees of clarity of separated water,and most importantly, the amount of water and salt remaining inthe produced crude. It is also a good idea to test the chemicals overa period of time (a minimum of 1–2 days or longer, if possible) toevaluate the performance and compare with the incumbent-chemical performance. The best demulsifier is the one that pro-duces the fastest, cleanest separation at the lowest possible cost perbarrel of crude.
Several field studies related to emulsion problems have beendescribed in the literature.12,22,26,30 Some of the general guidelinesfor an emulsion-treatment program include the following:
• Each producing stream is unique and must be evaluated in-dividually to determine the best separation strategy. Laboratorytests with actual samples are recommended; however, data fromnearby wells and/or fields can be used as estimates.
• The planning for future emulsion treatment should begin dur-ing the early design of the separation facility. For example, if watercuts are anticipated to increase, appropriate measures should betaken in the design phase for increased water handling.
• Operational experience and laboratory work are necessary tosubstantiate emulsion concerns and identify solutions. Pilot andplant tests should determine the actual treatment requirements.Bottle tests have limitations in determining dosage, but are goodfor screening and trend analysis.
• Treatment capacities can be increased for existing separator trainsby re-engineering and retrofitting. For example, internal packingcan be installed in the separator for improving emulsion resolution.
• For existing systems, record demulsifier and other relevantoperational data (e.g., production rates, water cuts, temperatures,and costs) over a period of time. These data can be useful foranalyzing demulsifier dosages (e.g., during the summer and win-
Fig. 8—Typical demulsifier-molecular formulas. (EO=ethylene oxide, PO=propylene oxide)
11February 2005 SPE Production & Facilities

ter) and unit-demulsifier costs, and can pinpoint certain activitiesthat may be responsible for emulsion upsets and underlying prob-lems. These data are also very useful for optimizing emulsion-treatment programs.
• Review the emulsion-treatment program periodically as con-ditions change. The frequency of evaluation depends on manyfactors, including the relative cost of the demulsifier usage, heatingcosts, capacity limitations, and manpower requirements.
Conclusions1. Emulsions are characterized by the type of emulsion (W/O,
O/W, or multiple), nature of emulsifying agents present,BS&W, droplet size and droplet-size distribution, bulk viscos-ity, and interfacial viscosity.
2. Produced oilfield emulsions are stabilized by rigid interfacialfilms that form a skin on water droplets and prevent the dropletsfrom coalescing.
3. The stability of these interfacial films, and, hence, the stabilityof the emulsions, depends on a number of factors, including theheavy material in the crude oil (e.g., asphaltenes, resins, andwaxes), solids (e.g., clays, scales, and corrosion products), tem-perature, droplet size and droplet-size distribution, pH, and oiland brine composition.
4. The most common method of measuring the stability of anemulsion is with the bottle test.
5. Emulsions are destabilized by increasing temperature, moderateagitation followed by gentle settling (i.e., residence time), re-moving solids, and controlling emulsifiers.
6. The mechanisms involved in demulsification are flocculation,aggregation, and coalescence.
7. The methods involved in emulsion breaking or demulsificationare thermal, mechanical, electrical, and chemical. Experienceand economics determine which methods are used, and to whatdegree, for emulsion treatment.
8. There are very few reported field case studies on emulsion treat-ment. Typical dosages of demulsifier range from less than 10 tomore than 100 ppm for oil recovery during primary and sec-ondary (i.e., waterflooding) recovery and are significantlyhigher for tertiary-recovery operations.
RecommendationsIn oilfield operations, emulsion treatment and emulsion preventionare equally important. Situations that are conducive to the forma-tion of tight emulsions may be avoided economically. Some of therecommendations are listed below:
1. Solids. Fine solids stabilize emulsions, and efforts should bemade to reduce solid contaminants during production. These solidsinclude the following:
• Asphaltenes. Can be controlled by effective asphaltene man-agement and by dispersants and other methods.
• Scales. Should be reduced by scale inhibitors.• Corrosion products. Reduced by using effective corro-
sion inhibitors.2. Acidization. Stimulation with acids can result in very tight
emulsions, so acid jobs should be designed with care, and theirfield performance should be reviewed. To avoid emulsion upsets,the acid design should incorporate effective demulsifiers at highconcentrations, use mutual solvents, avoid commingling, andminimize fines and precipitates during acidization.
3. Wash Water. The effect of amount, rate, and salinity ofwash water on desalter performance should be investigated.
4. Carrier Solvents. Effect of aromatic solvents used as carri-ers on demulsifier activity should be investigated.
5. Mixing Intensity. Chokes and other mixing devices shouldbe controlled to optimize shear and mixing. While a moderateamount of mixing is necessary and beneficial, severe mixing leadsto tight emulsions or even re-emulsification after water separation.
6. Preheaters. An economic analysis should be performedto investigate the applicability of heating emulsions for agiven situation.
7. Miniseparators. A small-scale portable, grid-mounted pilotseparation plant is useful in conducting dynamic emulsion-sepa-
ration tests, and it reduces the time and effort involved in testingpromising demulsifiers.
8. Operational Data. Operational data should be maintainedfor each facility. Optimization of emulsion-treatment programsshould be an ongoing activity.
AcknowledgmentsThe material in this paper is based on a literature-review reportconducted at Saudi Aramco as part of a Ghawar Emulsion StudyTeam, with contributions from Mohammad Abdulmoghini, BobHintermeier, and Edward Chen. A detailed version of the paper isalso being published in Ref. 12.
References1. Emulsions: Fundamentals and Applications in the Petroleum Industry,
L.L. Schramm (ed.), Advanced Chemical Service Monograph Series,American Chemistry Soc., Washington DC (1992) 231.
2. Encyclopedic Handbook of Emulsion Technology, J. Sjoblom (ed.),Marcel Dekker, New York City (2001).
3. Encyclopedia of Emulsion Technology, P. Becher (ed.), Marcel Dekker,New York City (1983–88) 1–3.
4. Sjoblom, J.: “Surface/Colloid Chemistry of Emulsions,” www.chemeng.ntnu.no/research/polymer/ugelstadlab/publpat.htm#publications.
5. Kilpatrick, P.: “Petroleum Emulsions, Asphaltenes and Foams,” www.che.ncsu.edu/kilpatrick.
6. Masliyah, J.: “Heavy Oil and Bitumen Emulsions,” www.ualberta.ca/masliyah/index.htm.
7. Wasan, D.T.: “Interfacial Rheology, Emulsions,” www.iit.edu/dept/che/grad/faculty/wasan.htm.
8. Yarranton, H.: “Asphaltenes and Emulsion Stability,” www.eng.ucalgary.ca/resrch_chem/Chem_Yarranton.htm.
9. Andersen, S.: “Asphaltene-Resin Interactions, Waxes,” www.ivc-sep.kt.dtu.dk/staff/SIA/SIA.htm.
10. Schubert, H. and Armbroster, H.: “Principles of Formation and Stabil-ity of Emulsions,” Intl. Chemical Engineering (1992) 32, No. 1, 14–28.
11. Tambe, D.E. and Sharma, M.M.: “Factors Controlling the Stability ofColloid-Stabilized Emulsions,” J. of Colloids and Interface Science(1993) No. 157, 244–253.
12. Kokal, S.L.: “Crude-Oil Emulsions,” Petroleum Engineering Hand-book, SPE, Richardson, Texas (2005).
13. Jones, T.J., Neustadter, E.L., and Wittingham, K.P.: “Water-in-Crude-oil Emulsion Stability and Emulsion Destabilization by ChemicalDemulsifiers,” J. Cdn. Pet. Tech. (April–June 1978) 100–108.
14. Strassner, J.E.: “Effect of pH on Interfacial Films and Stability ofCrude Oil/water Emulsions,” JPT (March 1968) 303–312.
15. Kimbler, O.K., Reed, R.L., and Silberberg, I.H.: “Physical Character-istics of Natural Films Formed at the Crude Oil/water Interfaces,” JPT(June 1966)153–165.
16. Bobra, M.: “A Study of the Formation of Water-in-Oil Emulsions,”Proc., 1990 Arctic and Marine Oil Spill Program Technology Seminar,Edmonton, Canada (1990).
17. Eley, D.D., Hey, M.J., and Symonds, J.D.: “Emulsions of Water inAsphaltene Containing Oils,” Colloids and Surfaces (1988) 32, 87–103.
18. Kilpatrick, P.K. and Spiecker, P.M.: “Asphaltene Emulsions,” Ency-clopedic Handbook of Emulsion Technology, J. Sjoblom (ed.), MarcelDekker, New York City (2001) 707.
19. Yarranton, H.W., Hussein, H., Masliyah, J.H.: “Water-in-HydrocarbonEmulsions Stabilized by Asphaltenes at Low Concentrations,” J. ofColloid Interface Science (2000) 228, 52–63.
20. Kokal, S.L. and Sayegh, S.G.: “Asphaltenes: The Cholesterol of Pe-troleum,” paper SPE 29787 presented at the 1995 SPE Middle East OilShow, Bahrain, 11–14 March.
21. Levine, S. and Sanford, E.: “Stabilization of Emulsion Droplets by FinePowders,” Cdn. J. Chemical Engineering (1985) 62, 258–268.
22. Kokal, S.L. and Al-Juraid, J.I.: “Reducing Emulsion Problems By Con-trolling Asphaltene Solubility and Precipitation,” paper SPE 48995prepared for presentation at the 1998 SPE Annual Technical Confer-ence and Exhibition, New Orleans, 27–30 September.
23. Coppel, C.P.: “Factors Causing Emulsion Upsets in Surface FacilitiesFollowing Acid Stimulation,” JPT (1975) 1060–1066.
12 February 2005 SPE Production & Facilities

24. Ali, S.A., Durham, D.K., and Elphingstone, E.A.: “Test IdentifiesAcidizing Fluid/Crude Compatibility Problems,” Oil & Gas J. (March1994) 47–51.
25. Moore, E.W., Crowe, L.W., and Hendrickson, A.R.: “Formation, Ef-fects and Prevention of Asphaltene Sludges During Stimulation Treat-ments,” JPT (1965) 1023–1028.
26. Kokal, S.L. and Wingrove, M.D.: “Emulsion Separation Index: FromLaboratory to Field Case Studies,” paper SPE 63165 presented at the2000 SPE Annual Technical Conference and Exhibition, Dallas, 1–4October.
27. Salager, J.L.: “The Fundamental Basis for the Action of a ChemicalDehydrant: Influence of Physical and Chemical Formulation on theStability of an Emulsion,” Intl. Chemical Engineering (1990) 30, No. 1,103–116.
28. Bhardwaj, A. and Hartland, S.: “Dynamics of Emulsification andDemulsification of Water-in-Crude Oil Emulsions,” Industrial and En-gineering Chemistry Research (1994) 33, 1271–1279.
29. Breen, P.: “Adsorption Kinetics of Demulsifiers to an Expanded Oil/Water Interface,” Surfactant Adsorption and Surface Solubilization, R.Sharma (ed.), American Chemical Society, Washington DC (1995)268.
30. Kokal, S.L. and Juraid, J.I.: “Quantification of Various Factors Affect-ing Emulsion Stability: Water cut, Temperature, Shear, AsphalteneContent, Demulsifier Dosage, and Mixing Different Crudes,” paper
SPE 56641 presented at the 1999 SPE Annual Technical Conferenceand Exhibition, Houston, 3–6 October.
SI Metric Conversion Factorscp × 1.0* E–03 � Pa·s°F (°F–32)/1.8 � °C
lbm × 4.535 924 E–01 � kg
*Conversion factor is exact.
Sunil Kokal is a reservoir fluid property specialist at the researchand development center at Saudi Aramco in Dhahran, SaudiArabia. His areas of expertise include hydrocarbon phase be-havior, crude-oil emulsions, and asphaltenes. Kokal has writtenmore than 70 technical papers and has authored the chapterson “Crude-Oil Emulsions” and “Reservoir-Fluid Sampling” forthe new, revised edition of SPE’s forthcoming Petroleum Engi-neering Handbook. He holds a BS degree from the Indian Inst.of Technology (New Delhi) and a PhD degree from the U. ofCalgary (Canada), both in chemical engineering. Kokal is aregistered professional engineer in Alberta, Canada. He hasserved on many SPE committees, both at the local and inter-national levels, and is currently a Technical Editor for SPEReservoir Evaluation and Engineering, as well as SPEPF. E-mailaddress: [email protected].
13February 2005 SPE Production & Facilities
Related Documents











