11.02.2014 1 Crosslinking of fluoroelastomers and the influence on final properties Matthias Lückmann, Wolfgang Steinhoff February, 13, 2014 Overview 2/11/2014 2 basics on curing of rubber and fluoroelastomers ionic cure with bisphenol requirements crosslinking mechanism effect of cross linker to accelerator ratio role of metal oxides and influences of level change LRQLF FXUH ZLWKRXW ³VWDQGDUG´ FXUH activators radical cure with peroxides requirements crosslinking mechanism effect of cross linker and accelerator level on cure speed and mechanical properties different coagents Influence of peroxide level conclusions

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

11.02.2014
1
Crosslinking of fluoroelastomers and the influence on final properties Matthias Lückmann, Wolfgang Steinhoff
February, 13, 2014
Overview
2/11/2014 2
basics on curing of rubber and fluoroelastomers ionic cure with bisphenol
requirements crosslinking mechanism effect of cross linker to accelerator ratio role of metal oxides and influences of level change
activators radical cure with peroxides
requirements crosslinking mechanism effect of cross linker and accelerator level
on cure speed and mechanical properties different coagents Influence of peroxide level
conclusions

11.02.2014
2
2/11/2014 3
chemical crosslinks
entanglements entanglements
hydrocarbon rubbers are mainly cross-linked with systems based on sulfur or peroxides chemical crosslinking minimizes viscous flow and leads to material with high elasticity
with increasing bond energy the thermal stability is increasing special rubbers like FKM are used in demanding environments and the cross-linked materials have to withstand high temperatures and should have high chemical resistance crosslinking with bisphenol forms C-O-C bonds; bond energy C-O: 358 kJ/mol crosslinking of FKM with peroxides forms C-C bonds; C-C: 352 kJ/mol
the occurring chemical bonds have following energy: C-S-C: 285 kJ/mol C-S-S-C: 268 kJ/mol
Some Basics on Curing of Rubber
2/11/2014 4
ionic cure: Bisphenol AF most common cross linker; phosphonium and ammonium salts most common accelerator curative Masterbatches support dispersion best scorch safety, low mould fouling and good mould release lowest compression set excellent heat resistance
radical cure: cure sites are incorporated into the polymer ® G types) peroxide controls the rate of cure, DBPH most common peroxide coagent controls the number of crosslinks, TAIC most common coagent best resistance to hot water (or other aqueous fluids like coolants) improved chemical resistance (e.g. high and low pH) metal oxides not necessary but lead to higher heat resistance and more efficient cure
crosslinking of fluoroelastomers
Ionic Cure vs. Peroxide Cure

11.02.2014
3
CF3 group aids cross link formation later in the process
2/11/2014 5
- CH2 between two carbon (or longer) perfluorinated monomer units
- easy dehydrofluorination (as for HFP:VF2:HFP or TFE:VF2:TFE)
Viton® A; F-content 66%
Requirements for Curing with Bisphenol
2/11/2014 6
HFP:VF2:HFP easy formation of C=C, crosslink very efficiently
TFE:VF2:TFE 3
- H and F combine with acid acceptors to form water and metal fluorides
B and F types also cured via C=C, formed at isolated VF2 sequences
but less efficiently because curatives are less soluble in the polymer -
they cannot find the cure sites easily
Viton® B, F; F-content 66-70%
Requirements for Curing with Bisphenol

11.02.2014
4
2/11/2014 7
Bisphenol Cure System Curing Mechanism
1. Formation of the soluble bisphenol monophosphoniumsalt, for nucleophilic reaction with the polymer
[adapted from Schmiegel, Kautschuk Gummi Kunststoffe, 1978, 31, 137 ]
2/11/2014 8
Bisphenol Cure System Curing Mechanism 2. Creation of diene functionality in the polymer chain, through reaction of the soluble base (bisphenol monophosphoniumsalt) with the FKM (dehydrofluorination)

11.02.2014
5
2/11/2014 9
Bisphenol Cure System Curing Mechanism
3. Crosslinking of two polymer chains
2/11/2014 10
Test at 180°C, 0.5°, 3 mins
A types cure very quickly B types are slower F types need very high levels of accelerator Ratios for reasonable cure rates
A type about 4 : 1 (BP-AF to Accelerator ratio) B type about 3 : 1 F type about 2 : 1
0
5
10
15
20
25
30
0 0.5 1 1.5 2 2.5 3Time (mins)
Torq
ue (d
Nm)
F type with 2.85 : 1 (BpAF : Accel)
F type with 1.9 : 1 (BpAF : Accel)
B type with 3.3 : 1 (BpAF : Accel)
A type with 4.2 : 1 (BpAF : Accel)
Influence of Polymer Type on Cure Rate

11.02.2014
6
2/11/2014 11
Higher curative level results in :
- higher modulus
- higher hardness
- lower elongation
- better compression set
- poorer TR-10
- better flow
- better mould release
Lower BP-AF : Accelerator ratio results in :
- faster cure
- increases scorch
- poorer compression set
- more mould fouling
Higher BP-AF : Accelerator ratio results in :
- slower cure
- less scorch
- better compression set
Ratio of Bisphenol to Accelerator Impact on Properties
2/11/2014 12
BPAF / BTPPC Ratio Impact on Curing

11.02.2014
7
2/11/2014 13
BPAF / BTPPC Ratio Impact on Properties
BPAF
BTPPC
2,22,01,81,61,41,2
0,6
0,5
0,4
0,3
0,2
> <
28,5 30,030,0
16,516,5 18,018,0 19,519,5 21,021,0 22,522,5 24,024,0 25,525,5 27,027,0 28,5
CS 70 200
Contour Plot of CS 70 200 vs BTPPC;; BPAF
2/11/2014 14
cure site creation and acid acceptors usual metal oxides are Ca(OH)2 and MgO : 6 phr Ca(OH)2 and 3 phr MgO
effects of metal oxide levels higher Ca(OH)2 results in faster curing but poorer compression set and properties higher MgO results in better heat resistance and better bonding high metal oxide levels adversely affect for flow (injection) metal oxides promote mould sticking and fouling
types of MgO usual levels are 3 phr high activity or 15 of low activity MgO (processing!!!)
Metal oxides are hygroscopic and are often the cause of scorch problems
Effect of Metal Oxides During Bisphenol Cure

11.02.2014
8
2/11/2014 15
Effect of Metal Oxides During Bisphenol Cure using Calcium Hydroxide to control cure rate
MDR, 180C, 0.5 deg, 12 mins
0
5
10
15
20
25
0 2 4 6 8 10 12 14
Time (mins)
Torq
ue (d
Nm
)
6 CaOH24 CaOH26 CaOH2, 0.5 VC-306 CaOH2, 1.0 VC-30
General Trends: reducing calcium hydroxide level from 6 to 4 phr reduces cure rate similar reduction in cure rate by adding 0.5 phr VC-30 but increasing the modulus adding 1.0 phr VC 30 significantly reduces cure rate but increases modulus adding VC-30 gives a reduced cure rate because of a higher curative to accelerator ratio
Viton® VTR 9307 FKM Copolymer FKM Terpolymer
test conditions: acetic acid, 504h @ 100°C
2/11/2014 16
VTR 9307 vs Viton® A331C
standard bisphenol compounds provide poor resistance to organic acids due to MO
Viton® VTR 9307 new bisphenol curable precompound development with new cure activator and good acid resistance
New Bisphenol Curable Grade
X X X X
11.02.2014
9
2/11/2014 17
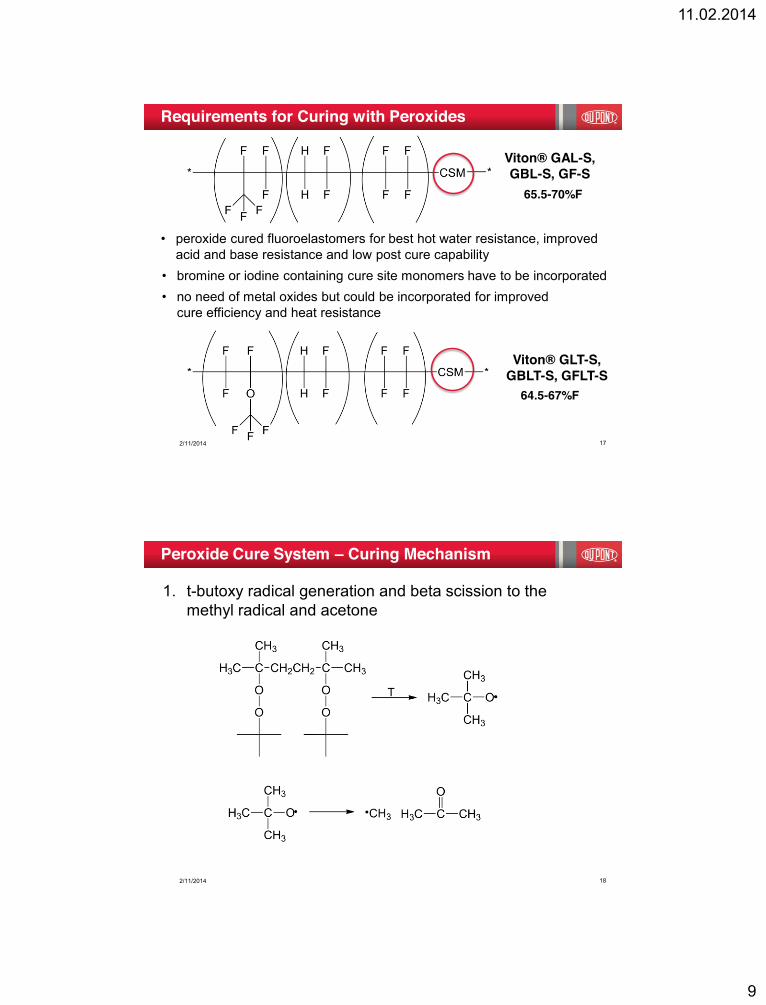
Viton® GAL-S, GBL-S, GF-S
65.5-70%F
Viton® GLT-S, GBLT-S, GFLT-S
64.5-67%F
Requirements for Curing with Peroxides
peroxide cured fluoroelastomers for best hot water resistance, improved acid and base resistance and low post cure capability
no need of metal oxides but could be incorporated for improved cure efficiency and heat resistance
bromine or iodine containing cure site monomers have to be incorporated
2/11/2014 18
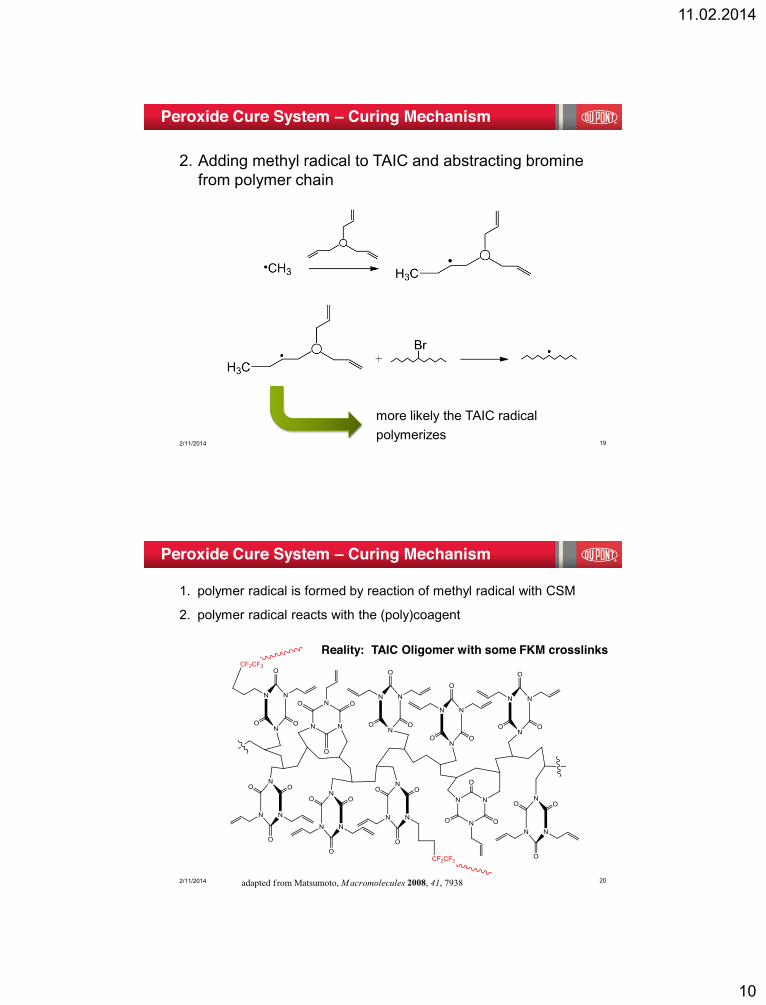
Peroxide Cure System Curing Mechanism
1. t-butoxy radical generation and beta scission to the methyl radical and acetone
11.02.2014
10
2/11/2014 19
Peroxide Cure System Curing Mechanism
2. Adding methyl radical to TAIC and abstracting bromine from polymer chain
more likely the TAIC radical polymerizes
2/11/2014 20
Reality: TAIC Oligomer with some FKM crosslinks
1. polymer radical is formed by reaction of methyl radical with CSM
2. polymer radical reacts with the (poly)coagent
Peroxide Cure System Curing Mechanism

11.02.2014
11
2/11/2014 21
Peroxide Cure System Idealized Mechanism 3. Reaction of the polymer radical with TAIC
4. The coagent provides three potential network points
Peroxide / Coagent Ratio Impact on Curing
2/11/2014 PRESENTATION TITLE 22
Basic recipe = 100 phr Viton® GLT-600S, 30 phr N-990, 3 phr ZnO, 0.5 phr VPA #2, Peroxide and Coagent are variables
Luperox 101XL45 phr
Diak 7 phr
28.01
27.38
26.75
26.12
25.49
24.86
24.23
23.60
2.42.22.01.81.61.41.21.0
5.0
4.5
4.0
3.5
3.0
2.5
2.0
1.5
MH dNm vs Diak 7, Luperox 101XL45
Luperox 101XL45 phr
Diak 7 phr
0.414
0.402
0.390
0.378
0.366
0.354
0.342
2.42.22.01.81.61.41.21.0
5.0
4.5
4.0
3.5
3.0
2.5
2.0
1.5
Ts1 mins vs Diak 7, Luperox 101XL45
Luperox 101XL45 phr
Diak 7 phr
0.76
0.72
0.68
0.64
0.60
0.56
0.52
2.42.22.01.81.61.41.21.0
5.0
4.5
4.0
3.5
3.0
2.5
2.0
1.5
Tc-50 mins vs Diak 7, Luperox 101XL45
Luperox 101XL45 phr
Diak 7 phr
1.5
1.4
1.3
1.2
1.1
1.0
0.9
0.8
2.42.22.01.81.61.41.21.0
5.0
4.5
4.0
3.5
3.0
2.5
2.0
1.5
Tc-90 mins vs Diak 7, Luperox 101XL45
ts1 MH
tc50 tc90
Peroxide Cure System

11.02.2014
12
2/11/2014 23
Luperox 101XL45 phr
Diak 7 phr
22.9
22.1
21.3
20.5
19.718.9
2.42.22.01.81.61.41.21.0
5.0
4.5
4.0
3.5
3.0
2.5
2.0
1.5
Tensile Strength vs Diak 7, Luperox 101XL45
Basic recipe = 100 phr Viton® GLT-600S, 30 phr N-990, 3 phr ZnO, 0.5 phr VPA #2, Peroxide and Coagent are variables
Luperox 101XL45 phr
Diak 7 phr
328 320
312
304
296
288
280
2.42.22.01.81.61.41.21.0
5.0
4.5
4.0
3.5
3.0
2.5
2.0
1.5
Elongation @ Break vs Diak 7, Luperox 101XL45
Luperox 101XL45 phr
Diak 7 phr
70.8
70.2
69.6
69.0
68.4
67.8
67.2
2.42.22.01.81.61.41.21.0
5.0
4.5
4.0
3.5
3.0
2.5
2.0
1.5
Shore A pts vs Diak 7, Luperox 101XL45
Luperox 101XL45 phr
Diak 7 phr
24.223.6
23.0
22.4
21.8
21.2
20.620.0
2.42.22.01.81.61.41.21.0
5.0
4.5
4.0
3.5
3.0
2.5
2.0
1.5
Comp Set % vs Diak 7, Luperox 101XL45 (70hrs @ 200C)
Peroxide / Coagent Ratio Impact on Properties
Tensile Elongation
Duro Comp Set
Peroxide Cure System
2/11/2014 24
- Coagent controls the number of cross links - the most common coagents are
- Triallylisocyanurate (TAIC) should be used with Viton® APA polymers
- Trimethallylisocyanurate (TMAIC) not recommended for Viton® APA polymers
- Triallylcyanurate (TAC) sometimes used
- TMAIC and TAC
- will give slow and inefficient curing with Viton® APA polymers
0
5
10
15
20
25
30
0 1 2 3 4
Torq
ue (d
Nm)
Time (mins)
TAIC - 3
TMAIC - 1
TMAIC - 1.5
TMAIC - 2
TAC 3
Influence of Different Coagents on Cure Speed

11.02.2014
13
2/11/2014 25
Conclusions two relevant curing mechanisms ionic and radical Ionic Mechanism Bisphenol AF cure for high efficiency,VF2 units surrounded by HFP units BTPPC and BPAF commonly used for ionic cure ratio of BPAF and BTPPC influences cure rate, cure state
and mechanical properties Novel BPAF cure system overcomes deficiencies in dilute acids
radical cure requires cure site monomer that contains bromine or iodine most common peroxide and coagent are DBPH and TAIC cure rate depends mainly on peroxide level cure state depends mainly on coagent level properties influenced by ratio of peroxide and coagent
The information set forth herein is furnished free of charge and is based on technical data that DuPont believes to be reliable and falls within the normal range of properties. It is intended for use by persons having technical skill, at their own discretion and risk. This data should not be used to establish specification limits nor used alone as the basis of design. Handling precaution information is given with the understanding that those using it will satisfy themselves that their particular conditions of use present no health or safety hazards. Since conditions of product use and disposal are outside our control, we make no warranties, express or implied, and assume no liability in connection with any use of this information. As with any product, evaluation under end-use conditions prior to specification is essential. Nothing herein is to be taken as a license to operate or a recommendation to infringe on patents. Caution: Do not use in medical applications involving permanent implantation in the human body. For other medical applications, discuss with your DuPont customer service representative and read Medical Caution Statement H-50103-3. Copyright © 2014 DuPont. All rights reserved. DuPontDuPont de Nemours or its affiliates.
Related Documents











