Copyright © 2011 The McGraw-Hill Companies, All Rights Copyright © 2011 The McGraw-Hill Companies, All Rights Reserved Reserved Chapter 17 Inventory Control

Copyright © 2011 The McGraw-Hill Companies, All Rights Reserved Chapter 17 Inventory Control.
Dec 16, 2015
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Copyright © 2011 The McGraw-Hill Companies, All Copyright © 2011 The McGraw-Hill Companies, All Rights ReservedRights Reserved
Chapter 17Inventory Control

Learning Objectives1. Explain the different purposes for keeping
inventory.2. Understand that the type of inventory system
logic that is appropriate for an item depends on the type of demand for that item.
3. Calculate the appropriate order size when a one-time purchase must be made.
4. Describe what the economic order quantity is and how to calculate it.
5. Summarize fixed–order quantity and fixed–time period models, including ways to determine safety stock when there is variability in demand.
6. Discuss why inventory turn is directly related to order quantity and safety stock.
Inventory You should visualize inventory as stacks
of money sitting on forklifts, on shelves, and in trucks and planes while in transit
For many businesses, inventory is the largest asset on the balance sheet at any given time
Inventory is often not very liquid It is a good idea to try to get your
inventory down as far as possible The average cost of inventory in the United
States is 30 to 35 percent of its value
LO 1LO 1
Definition of Inventory Inventory: the stock of any item or resource
used in an organization and can include: raw materials, finished products, component parts, supplies, and work-in-process Manufacturing inventory: refers to items that
contribute to or become part of a firm’s product Inventory system: the set of policies and
controls that monitor levels of inventory and determines what levels should be maintained, when stock should be replenished, and how large orders should be
LO 2LO 2
Purposes of Inventory1. To maintain independence of
operations2. To meet variation in product demand3. To allow flexibility in production
scheduling4. To provide a safeguard for variation in
raw material delivery time5. To take advantage of economic
purchase-order size
LO 2LO 2
Inventory Costs1. Holding (or carrying) costs
Costs for storage, handling, insurance, and so on
2. Setup (or production change) costs Costs for arranging specific equipment
setups, and so on3. Ordering costs
Costs of placing an order4. Shortage costs
Costs of running out
LO 3LO 3
Independent Versus Dependent Demand Independent demand: the demands for
various items are unrelated to each other For example, a workstation may produce
many parts that are unrelated but meet some external demand requirement
Dependent demand: the need for any one item is a direct result of the need for some other item Usually a higher-level item of which it is
part
LO 2LO 2
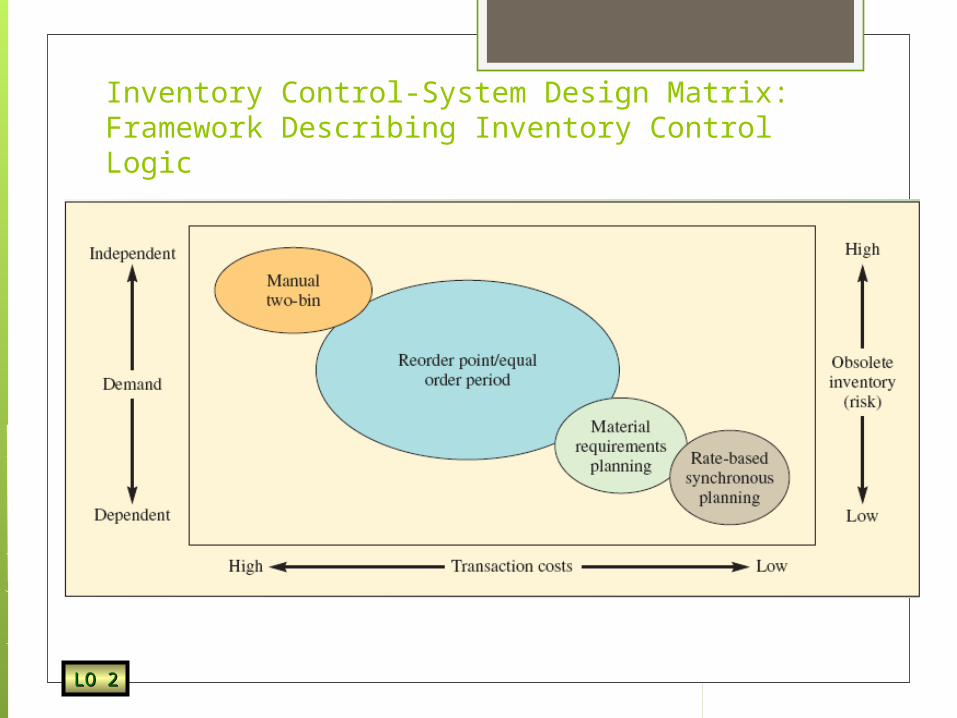
Inventory Control-System Design Matrix: Framework Describing Inventory Control Logic
LO 2LO 2
Inventory Systems Single-period inventory model
One time purchasing decision (Example: vendor selling t-shirts at a football game)
Seeks to balance the costs of inventory overstock and under stock
Multi-period inventory models Fixed-order quantity models
Event triggered (Example: running out of stock)
Fixed-time period models Time triggered (Example: Monthly sales call by
sales representative)
LO 2LO 2
Multi-Period Models There are two general types of multi-
period inventory systems1. Fixed–order quantity models
Also called the economic order quantity, EOQ, and Q-model
Event triggered2. Fixed–time period models
Also called the periodic system, periodic review system, fixed-order interval system, and P-model
Time triggered
LO 5LO 5
Key Differences To use the fixed–order quantity model,
the inventory remaining must be continually monitored
In a fixed–time period model, counting takes place only at the review period
The fixed–time period model Has a larger average inventory Favors more expensive items Is more appropriate for important items Requires more time to maintain
LO 5LO 5
Fixed-Order Quantity Model Models Demand for the product is constant and
uniform throughout the period Lead time (time from ordering to
receipt) is constant Price per unit of product is constant Inventory holding cost is based on
average inventory Ordering or setup costs are constant All demands for the product will be
satisfied
LO 4LO 4
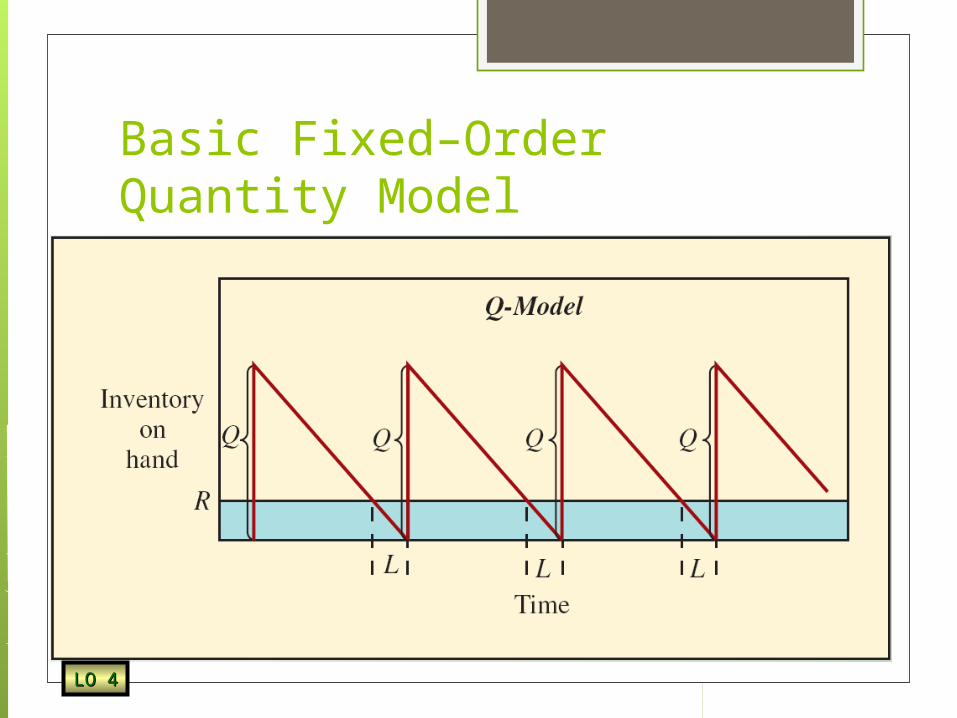
Basic Fixed–Order Quantity Model
LO 4LO 4
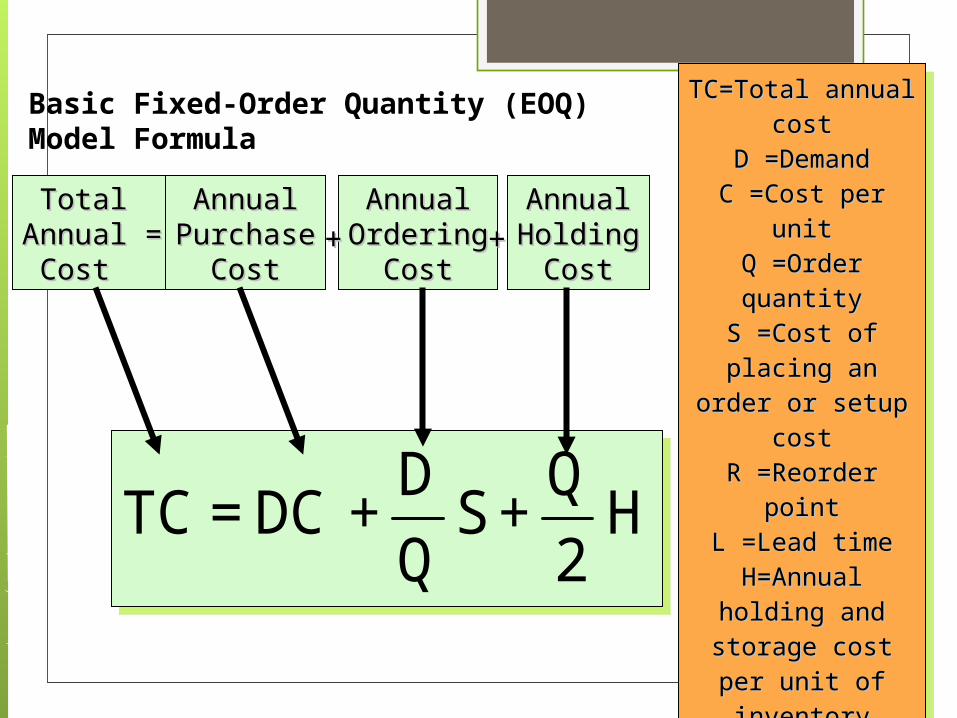
Basic Fixed-Order Quantity (EOQ) Model Formula
H 2
Q + S
Q
D + DC = TC H
2
Q + S
Q
D + DC = TC
Total Total Annual =Annual =
Cost Cost
AnnualAnnualPurchasePurchase
CostCost
AnnualAnnualOrderingOrdering
CostCost
AnnualAnnualHoldingHolding
CostCost++ ++
TC=Total annual TC=Total annual
costcost
D =DemandD =Demand
C =Cost per unitC =Cost per unit
Q =Order quantityQ =Order quantity
S =Cost of placing S =Cost of placing
an order or setup an order or setup
costcost
R =Reorder pointR =Reorder point
L =Lead timeL =Lead time
H=Annual holding H=Annual holding
and storage cost and storage cost
per unit of inventoryper unit of inventory
TC=Total annual TC=Total annual
costcost
D =DemandD =Demand
C =Cost per unitC =Cost per unit
Q =Order quantityQ =Order quantity
S =Cost of placing S =Cost of placing
an order or setup an order or setup
costcost
R =Reorder pointR =Reorder point
L =Lead timeL =Lead time
H=Annual holding H=Annual holding
and storage cost and storage cost
per unit of inventoryper unit of inventory
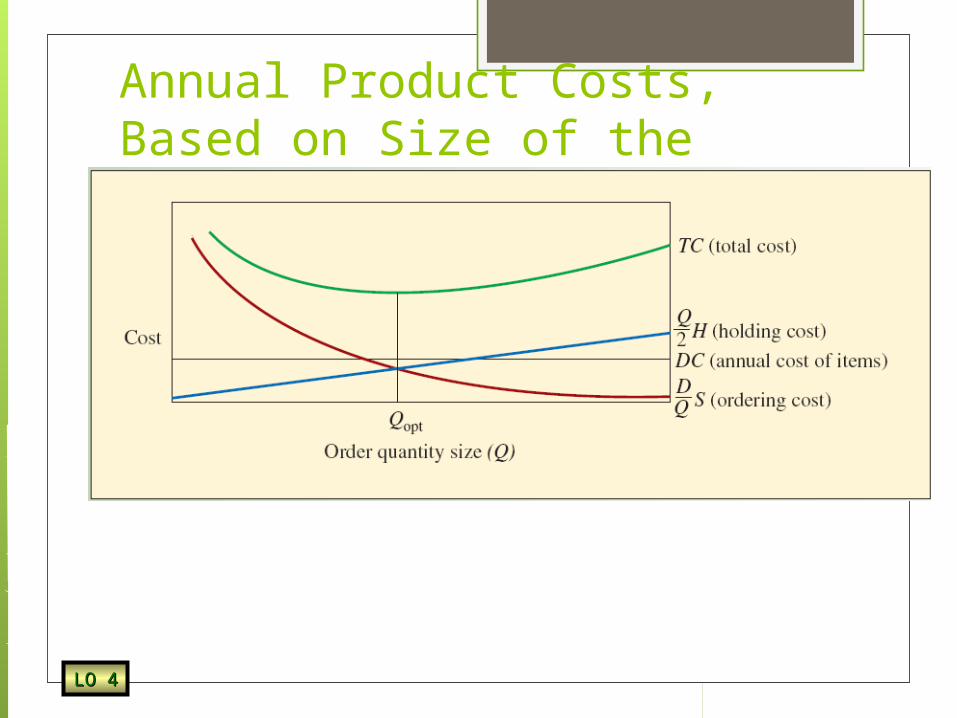
Annual Product Costs, Based on Size of the Order
LO 4LO 4
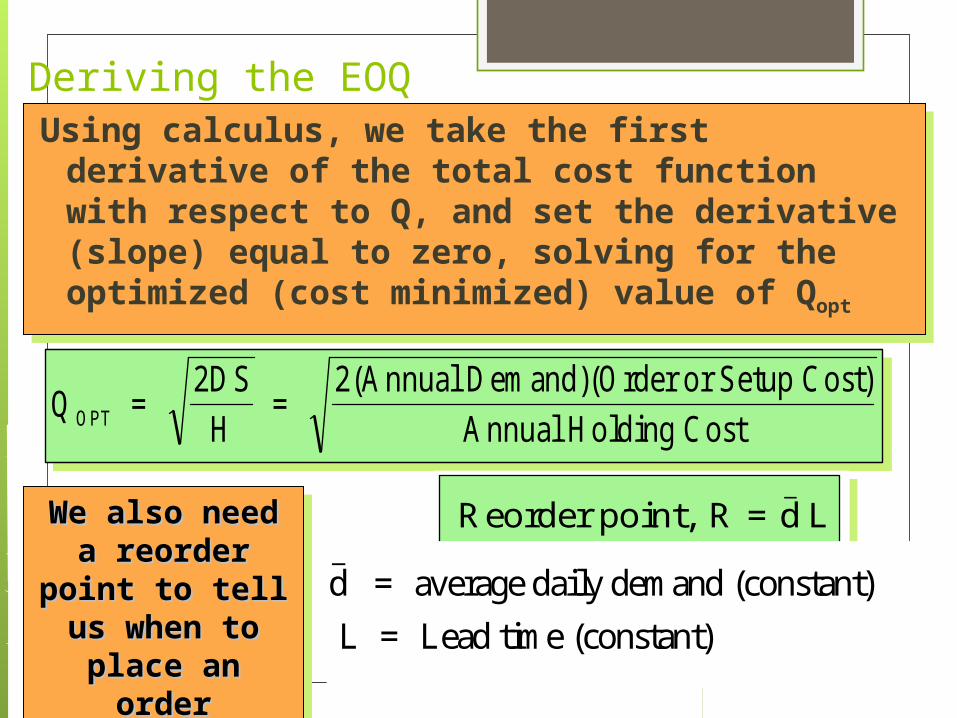
Deriving the EOQ
Using calculus, we take the first derivative of the total cost function with respect to Q, and set the derivative (slope) equal to zero, solving for the optimized (cost minimized) value of Qopt
Using calculus, we take the first derivative of the total cost function with respect to Q, and set the derivative (slope) equal to zero, solving for the optimized (cost minimized) value of Qopt
Q = 2DS
H =
2(Annual D em and)(Order or Setup Cost)
Annual Holding CostOPTQ =
2DS
H =
2(Annual D em and)(Order or Setup Cost)
Annual Holding CostOPT
Reorder point, R = d L_
Reorder point, R = d L_
d = average daily demand (constant)
L = Lead time (constant)
_We also need a We also need a reorder point to reorder point to tell us when to tell us when to place an orderplace an order
We also need a We also need a reorder point to reorder point to tell us when to tell us when to place an orderplace an order
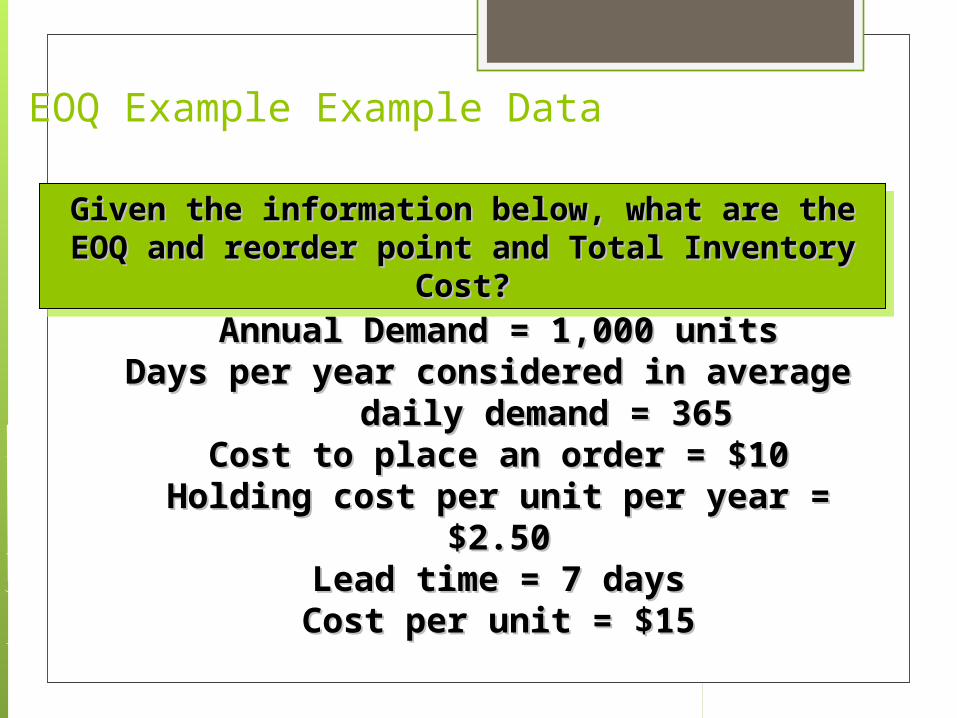
EOQ Example Example Data
Annual Demand = 1,000 unitsAnnual Demand = 1,000 unitsDays per year considered in average Days per year considered in average
daily demand = 365daily demand = 365Cost to place an order = $10Cost to place an order = $10
Holding cost per unit per year = $2.50Holding cost per unit per year = $2.50Lead time = 7 daysLead time = 7 daysCost per unit = $15Cost per unit = $15
Given the information below, what are the EOQ and Given the information below, what are the EOQ and reorder point and Total Inventory Cost?reorder point and Total Inventory Cost?
Given the information below, what are the EOQ and Given the information below, what are the EOQ and reorder point and Total Inventory Cost?reorder point and Total Inventory Cost?
Establishing Safety Stock Levels Safety stock: amount of inventory
carried in addition to expected demand Safety stock can be determined based on many
different criteria A common approach is to simply keep a
certain number of weeks of supply A better approach is to use probability
Assume demand is normally distributed Assume we know mean and standard deviation To determine probability, we plot a normal
distribution for expected demand and note where the amount we have lies on the curve
LO 4LO 4
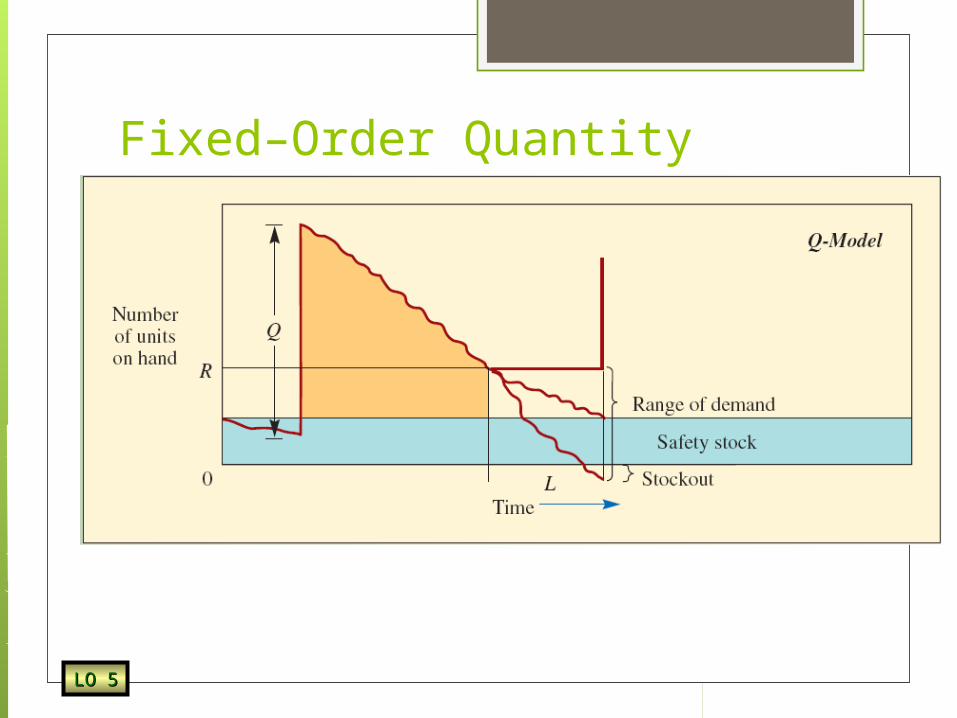
Fixed–Order Quantity Model with Safety Stock
LO 5LO 5
Fixed–Order Quantity Model with Safety Stock
timelead during usage ofdeviation Standard
yprobabilit service afor deviations standard ofNumber z
daysin timeLead L
demanddaily Average d
unitsin point Reorder R
L
LzLdR
LO 5LO 5
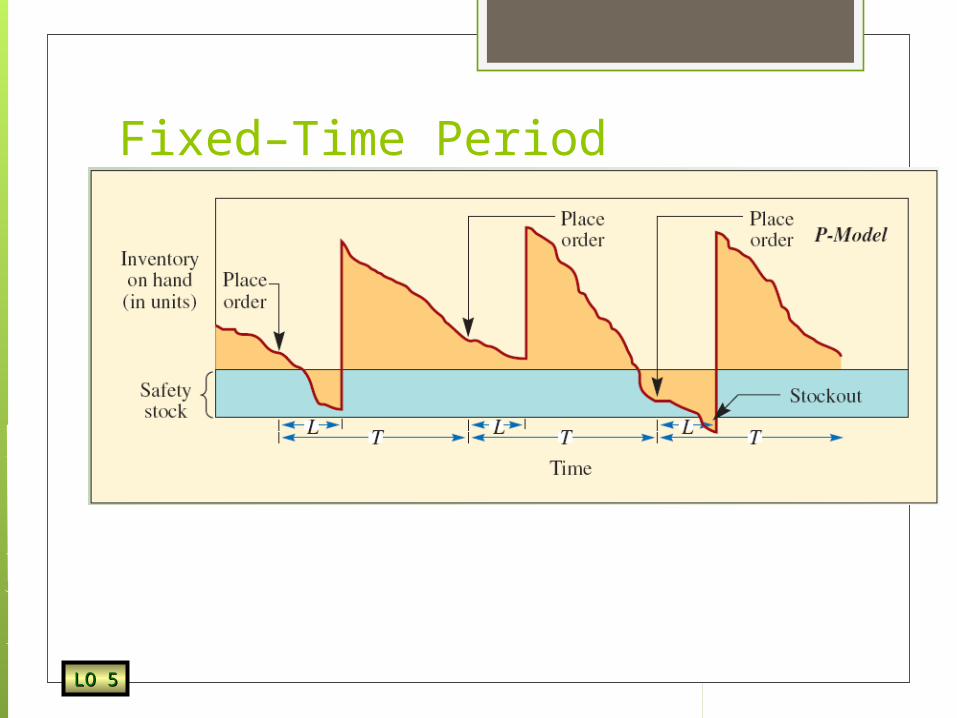
Fixed–Time Period Inventory Model
LO 5LO 5
Inventory Control and Supply Chain Management
SS
SS
2Q
DturnInventory
2
Qinventory Average
LO 6LO 6
Price Break Models Selling price varies with order size Steps
Determine Q Determine if feasible or not Calculate TC Choose min TC

Example : The Data and Order Quantities
D = 10,000 S = $20 i = 20 percent Cost per unit…
1-499 $5.00 500-999 $4.50 1,000 and up $3.90
716
90.320.0
20000,102
66750.420.0
20000,102
63300.520.0
20000,102
2
000,1
999500
4991
Q
Q
Q
iC
DSQ
LO 4LO 4
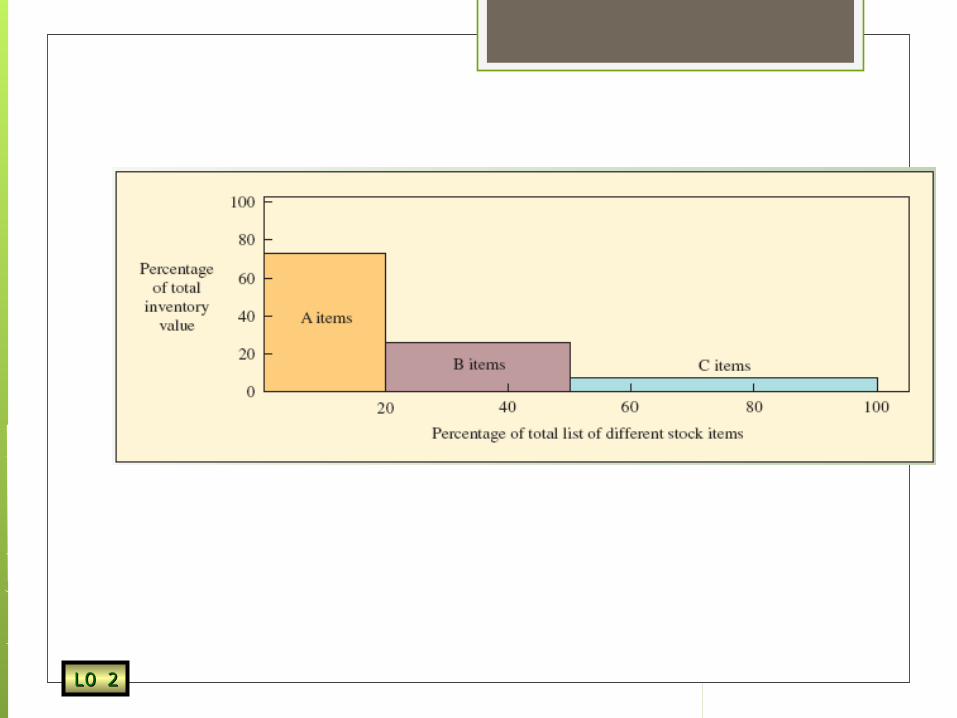
ABC Classification
LO 2LO 2
Inventory Accuracy and Cycle Counting Inventory accuracy: refers to how well
the inventory records agree with physical count
Cycle counting: a physical inventory-taking technique in which inventory is counted on a frequent basis rather than once or twice a year
LO 2LO 2
Any Questions?
Related Documents