T ECNOLOGÍA MECÁNICA MANUAL T EÓRICO PRÁCTICO A.L. M. - 2 - INDICE A-Fundamento teóri co .............................................................................................................. 3 1. Introducción ............................................................................................................................ 3 2. Principios básicos.................................................................................................................. 4 2.1. Características generales .................................................................................. 6 2.2. Boquillas de corte ............................................................................................... 9 2.3. Botellas de gases.............................................................................................. 10 2.4. Parámetros del proceso. La llama de precalentamiento............................ 10 2.5. El chorro de O 2 de corte .................................................................................. 12 3. Máquinas de oxicorte .......................................................................................................... 12 4. Aplicaciones prácticas ........................................................................................................ 12 4.1. Corte con llama ................................................................................................. 13 4.2. Decapado térmico ............................................................................................. 13 4.3. Seguridad........................................................................................................... 13 B - Panel de control oxicorte UAL ......................................................................................... 14 B1 - Pantalla P1........................................................................................................ 16 B2 - Pantalla P2........................................................................................................ 17 B3 - Pantalla P3........................................................................................................ 19 B4 - Pantalla P4........................................................................................................ 20 B5 - Mantenimiento .................................................................................................. 21 C- Programa de diseño de geometrías y Código CNC ..................................................... 22 C1 – Diseño de geometrías de corte mediante ordenador ................................ 23 C1.1 – Dibujar ............................................................................................ 25 C1.2 – Generar CNC................................................................................. 26 C1.3 – Tecnologías ................................................................................... 27 C1.4 – Menú ver ........................................................................................ 29 C1.5 – Menú utilidades ............................................................................. 29 C1.6 – Menú edición ................................................................................. 30 C1.7 – Resumen (Pasos a seguir) .......................................................... 31

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 2 -
INDICE
A-Fundamento teórico ..............................................................................................................3
1. Introducción............................................................................................................................3
2. Principios básicos..................................................................................................................4
2.1. Características generales..................................................................................6
2.2. Boquillas de corte ...............................................................................................9
2.3. Botellas de gases..............................................................................................10
2.4. Parámetros del proceso. La llama de precalentamiento............................10
2.5. El chorro de O2 de corte ..................................................................................12
3. Máquinas de oxicorte..........................................................................................................12
4. Aplicaciones prácticas........................................................................................................12
4.1. Corte con llama.................................................................................................13
4.2. Decapado térmico.............................................................................................13
4.3. Seguridad...........................................................................................................13
B - Panel de control oxicorte UAL.........................................................................................14
B1 - Pantalla P1........................................................................................................16
B2 - Pantalla P2........................................................................................................17
B3 - Pantalla P3........................................................................................................19
B4 - Pantalla P4........................................................................................................20
B5 - Mantenimiento ..................................................................................................21
C- Programa de diseño de geometrías y Código CNC.....................................................22
C1 – Diseño de geometrías de corte mediante ordenador................................23
C1.1 – Dibujar............................................................................................25
C1.2 – Generar CNC.................................................................................26
C1.3 – Tecnologías ...................................................................................27
C1.4 – Menú ver ........................................................................................29
C1.5 – Menú utilidades.............................................................................29
C1.6 – Menú edición.................................................................................30
C1.7 – Resumen (Pasos a seguir)..........................................................31

TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 3 -
A - FUNDAMENTOS TEÓRICO
CORTE CON OXICORTE
1.- INTRODUCCIÓN El corte de metales puede realizarse de tres modos:
- Con herramientas (corte mecánico-físico). - Corte térmico (oxicorte-combustión, plasma-fusión). - Corte abrasivo (chorro de agua).
El oxicorte consiste en separar o dividir un metal mediante la combustión del mismo en presencia de oxígeno. El oxicorte es un proceso de corte térmico, junto con el corte láser o el plasma. Mientras que en el láser y el plasma la fuente de calor es de tipo eléctrico, en el oxicorte es de tipo químico. El calor se trasmite desde la llama hacia la pieza por convección y radiación. La herramienta se sitúa en dirección perpendicular a la superficie de la chapa, el chorro incide en esta dirección y corta la chapa. En los equipos industriales, muchos de los componentes del oxicorte son comunes a los del plasma, por lo que a veces se puede trabajar con ambos en el mismo equipo. Sólo es necesario cambiar las boquillas o sopletes.
Figura 1. Máquina de oxicor te El corte mediante oxicorte se logra calentando el acero a su temperatura de ignición en una atmósfera con elevada concentración-pureza de oxígeno. Se pueden diferenciar dos etapas: precalentamiento , el material a cortar se calienta a elevada temperatura (870°C aprox.) con la llama producida por el oxígen o y un gas combustible; y corte , mediante oxígeno a presión (y muy alta pureza) se oxida el metal y se expulsan los óxidos resultantes.
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 4 -
El proceso de oxicorte no consiste en una fusión del metal, sino que el corte se produce por combustión. Al cortar, se está quemando el metal a medida que se avanza con el soplete. Algunos aspectos a tener en cuenta son:
- Es requisito que la temperatura de ignición esté por debajo de la temperatura
de fusión. - Capas de óxido en el metal puede tener temperatura de fusión menor a la del
metal a cortar dificultando el proceso de corte.
- La conductividad térmica del metal no debe ser demasiado elevada.
- La presencia de aleantes se hace crítica, ya que merman la capacidad del acero a ser quemado.
- El corte se produce por el flujo del chorro de O2 a presión que quema el metal
y retira la escoria liquida formada.
- Las condiciones de oxicorte solo las cumplen el hie rro, el acero al carbono y el acero de baja aleación.
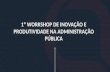
2.- PRINCIPIOS BÁSICOS En una reacción de combustión son necesarios tres elementos: el combustible (a su temperatura de ignición), el comburente (en una mínima proporción), y un agente iniciador . En oxicorte, el combustible es el Fe, el comburente el O2 y el agente iniciador la llama del soplete . En condiciones normales, aunque apliquemos un agente iniciador a una pieza de acero, ésta no arde espontáneamente; el Fe contenido no está a su temperatura de ignición (aproximadamente 870°C ) y el O2 atmosférico no es lo suficientemente puro (se necesita un 99.5% de O2 para quemar el Fe). Así, el soplete tiene tres funciones: precalenta r el Fe contenido en el acero a su temperatura de ignición, aportar una atmósfera envolvente con una proporción adecuada de O2 y generar el agente iniciador .
Figura 1. Lla ma de precalentamiento
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 5 -
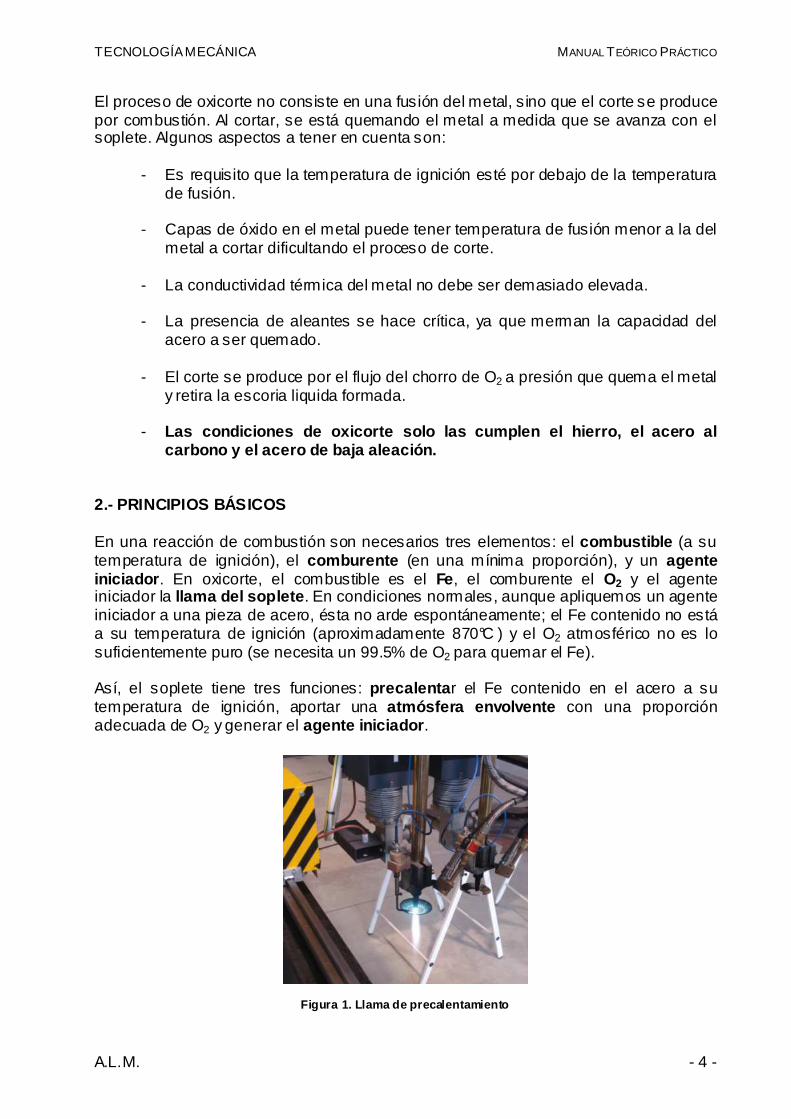
Se pueden realizar con distintos gases e hidrocarburos, los más usados en la industria son las mezclas oxígeno-acetileno u oxígeno-hidrógeno . También es común el uso de la mezcla oxígeno-propano en las industrias españolas. El acetileno e hidrógeno se denominan combustibles, son los responsables de producir la llama de precalentamiento junto al oxígeno. A este último se le denomina comburente, y debe ser siempre el oxígeno que permite la oxidación del metal. Las boquillas de oxicorte presentan dos salidas (Fig. 2):
- Un orificio central por el que sale oxígeno de alta pureza a una determinada presión (Oxígeno de Corte ).
- Un orificio circular, concéntrico al anterior, por el que sale la mezcla de oxígeno y acetileno que producen la llama de precalentamiento .
Figura 2. Vista frontal de una boquilla de oxicorte La llama de precalentamiento (con el ajuste adecuado de la presión y caudal de los gases) tiene como finalidad el elevar la temperatura de la pieza (en un punto localizado) hasta alcanzar su temperatura de ignición. El metal se torna en un color naranja brillante y pueden verse algunas chispas saltar de la superficie. Posteriormente, se activa el aporte extra de oxígeno a presión por la boquilla central (Oxígeno de Corte), consiguiendo dos efectos: la oxidación del metal y la retirada del material fundido y oxidado fuera de la pieza. Una vez iniciado el corte, la reacción de oxidación del Fe es altamente exotérmica , y esa enorme cantidad de energía desprendida en la reacción ayuda a llevar las zonas colindantes a la temperatura de ignición, y poder así progresar en la acción del corte. La producción de calor se basa en la siguiente reacción:
++↔+ La molécula de acetileno se compone de dos átomos de carbono unidos por un triple enlace y dos átomos de hidrógenos dispuestos de forma simétrica (C2H2). Esta reacción aporta:
- Gran cantidad de energía liberada. - Llama de alta temperatura. - Velocidad de ignición.
Esto hace que el proceso tenga un elevado rendimiento.
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 6 -
2.1.- Características generales Los factores que se deben controlar en el proceso de corte son:
- Presión de los gases (oxígeno de precalentamiento, oxígeno de corte y acetileno).
- Volumen de mezcla de gases : la válvula del oxígeno de corte se abre
completamente; la apertura de las válvulas del oxígeno de precalentamiento y del acetileno se deben regular para cada tipo de boquilla y según el espesor de del material a cortar.
- Distancia entre boquilla y pieza (parámetro que se regula al instalar la máquina
y rara vez se modifica).
- Tiempo de precalentamiento – activación oxígeno de corte: es el tiempo que necesita la llama de precalentamiento para que el material a cortar alcance la temperatura de ignición (depende del tipo de boquilla, del tipo de material y del espesor del material).
- Tipo de boquilla de corte (depende del espesor del material a cortar).
- Velocidad de corte (velocidad lineal del soplete durante el corte): depende del
tipo de boquilla, material a cortar y de la regulación de los gases.
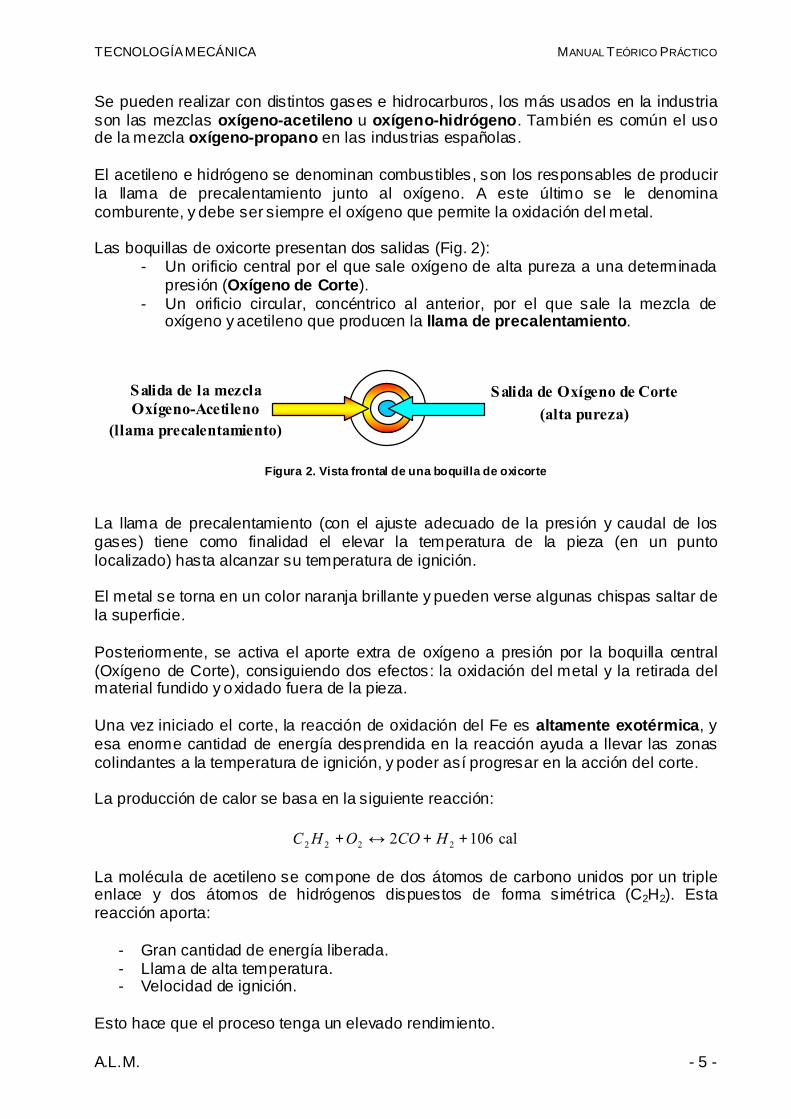
- Ancho de corte o sangría (kerft) : antes de realizar el corte de cualquier pieza se debe conocer la ranura que el soplete provoca en el material al cortarlo. Esta ranura se debe tener en cuenta (sobre todo cuando trabajamos en modo automático) para que las dimensiones de la pieza final sean las deseadas. En el panel de control de la máquina se introduce el valor de la sangría de corte. Cuando la máquina funciona en modo automático, ésta desplaza el soplete hacia el exterior o el interior de la línea de corte (depende del lado que sea nuestra pieza) la mitad del valor introducido como sangría de corte (Fig. 3).
Figura 3. Representación del despla zamiento del soplete en función de la ranura de cor te (kerft)
Línea de corte programada
Ranura que se genera durante el corte
Chapa
Línea de corte si nuestra pieza (lo que nos interesa) es lo que queda por fuera de la línea de corte programada Línea de corte si nuestra pieza (lo que nos interesa) es lo que queda por dentro de la línea de corte programada
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 7 -
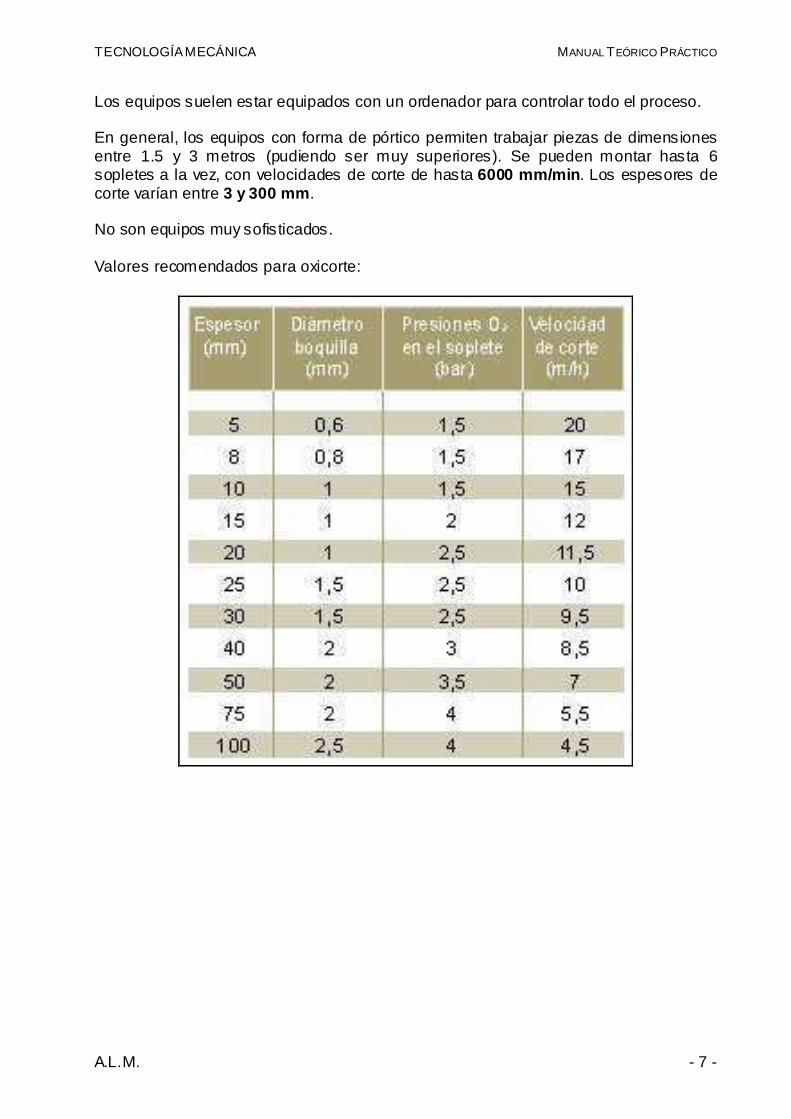
Los equipos suelen estar equipados con un ordenador para controlar todo el proceso. En general, los equipos con forma de pórtico permiten trabajar piezas de dimensiones entre 1.5 y 3 metros (pudiendo ser muy superiores). Se pueden montar hasta 6 sopletes a la vez, con velocidades de corte de hasta 6000 mm/min . Los espesores de corte varían entre 3 y 300 mm . No son equipos muy sofisticados. Valores recomendados para oxicorte:
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 8 -
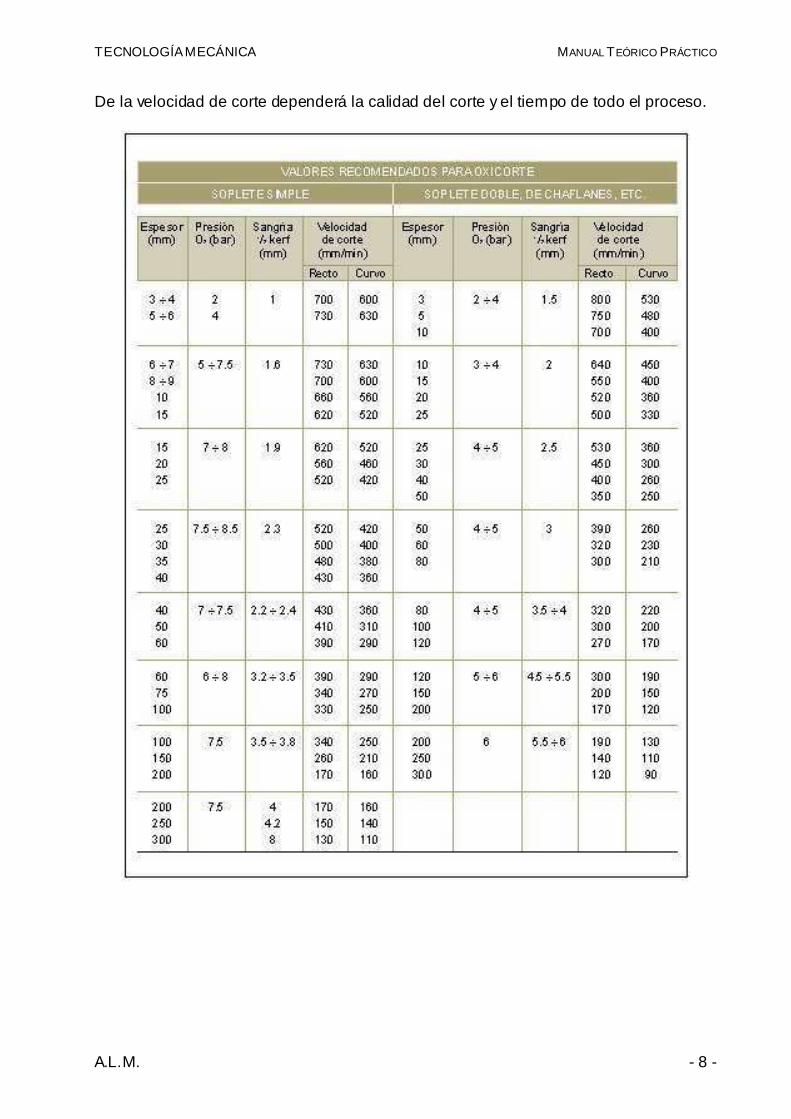
De la velocidad de corte dependerá la calidad del corte y el tiempo de todo el proceso.
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 9 -
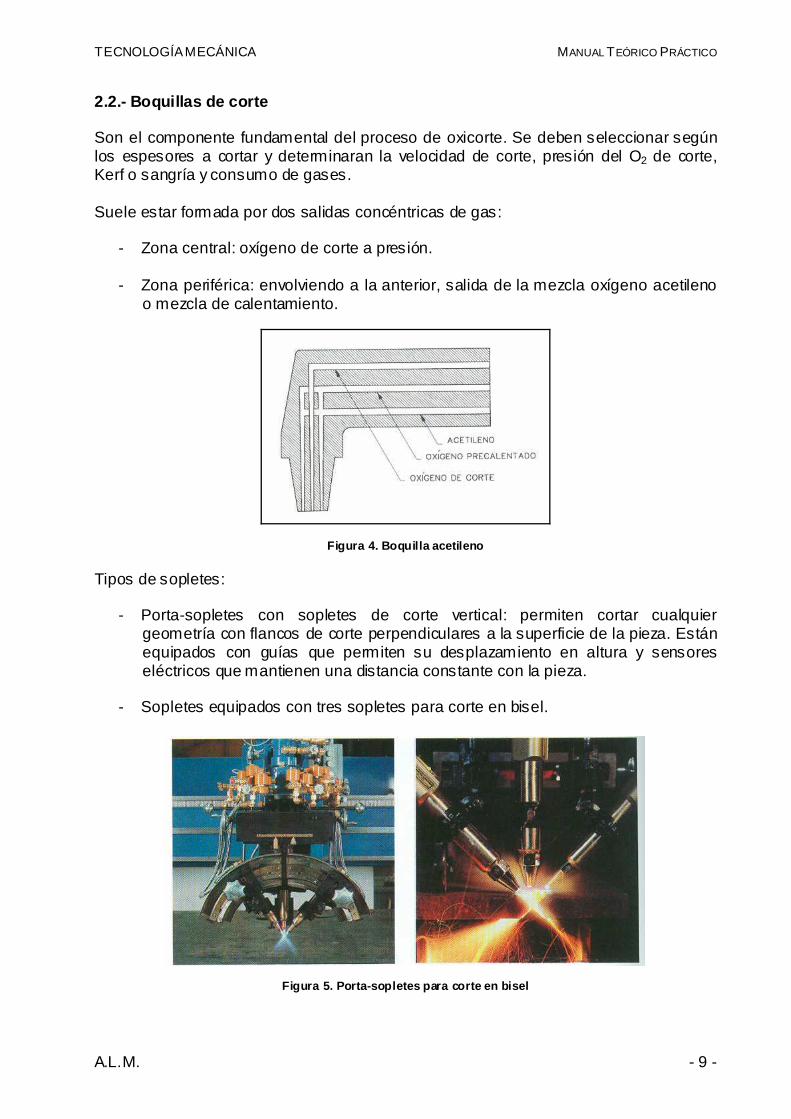
2.2.- Boquillas de corte Son el componente fundamental del proceso de oxicorte. Se deben seleccionar según los espesores a cortar y determinaran la velocidad de corte, presión del O2 de corte, Kerf o sangría y consumo de gases. Suele estar formada por dos salidas concéntricas de gas:
- Zona central: oxígeno de corte a presión. - Zona periférica: envolviendo a la anterior, salida de la mezcla oxígeno acetileno
o mezcla de calentamiento.
Figura 4. Boquilla acetileno Tipos de sopletes:
- Porta-sopletes con sopletes de corte vertical: permiten cortar cualquier geometría con flancos de corte perpendiculares a la superficie de la pieza. Están equipados con guías que permiten su desplazamiento en altura y sensores eléctricos que mantienen una distancia constante con la pieza.
- Sopletes equipados con tres sopletes para corte en bisel.
Figura 5. Porta-sopletes para corte en bisel
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 10 -
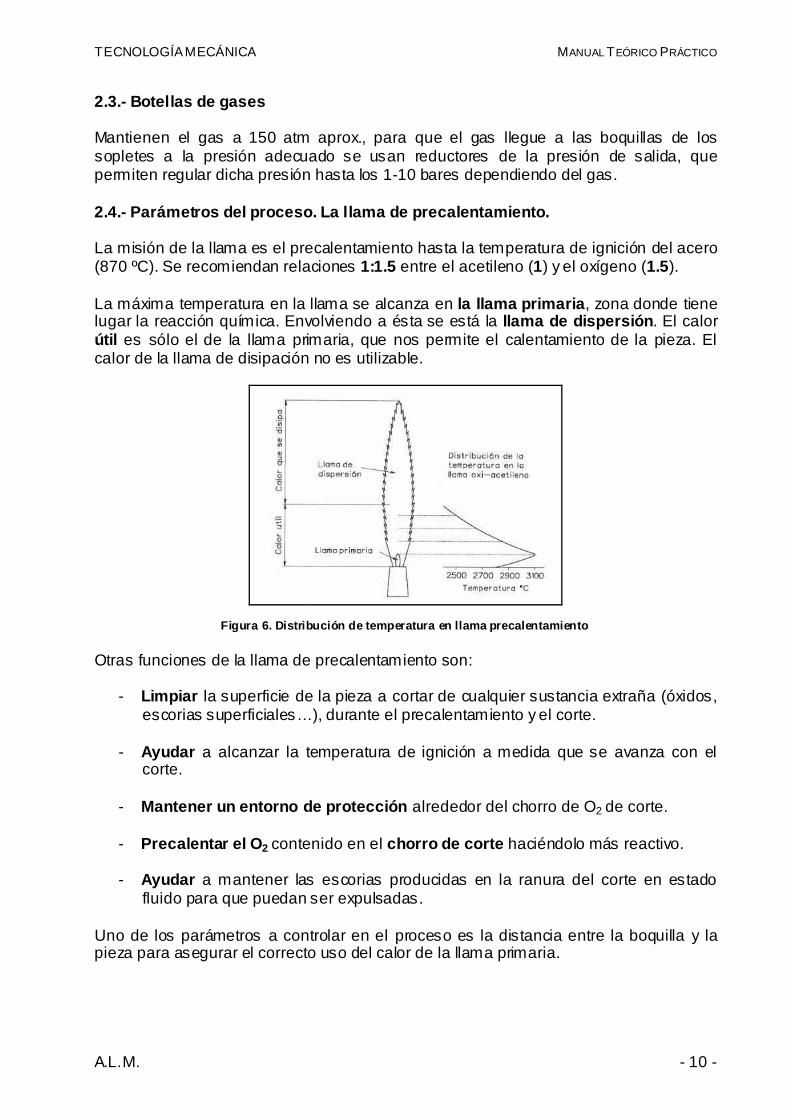
2.3.- Botellas de gases Mantienen el gas a 150 atm aprox., para que el gas llegue a las boquillas de los sopletes a la presión adecuado se usan reductores de la presión de salida, que permiten regular dicha presión hasta los 1-10 bares dependiendo del gas. 2.4.- Parámetros del proceso. La llama de precalent amiento. La misión de la llama es el precalentamiento hasta la temperatura de ignición del acero (870 ºC). Se recomiendan relaciones 1:1.5 entre el acetileno (1) y el oxígeno (1.5). La máxima temperatura en la llama se alcanza en la llama primaria , zona donde tiene lugar la reacción química. Envolviendo a ésta se está la llama de dispersión . El calor útil es sólo el de la llama primaria, que nos permite el calentamiento de la pieza. El calor de la llama de disipación no es utilizable.
Figura 6. Distribución de temperatura en llama prec alentamiento Otras funciones de la llama de precalentamiento son:
- Limpiar la superficie de la pieza a cortar de cualquier sustancia extraña (óxidos, escorias superficiales…), durante el precalentamiento y el corte.
- Ayudar a alcanzar la temperatura de ignición a medida que se avanza con el
corte.
- Mantener un entorno de protección alrededor del chorro de O2 de corte.
- Precalentar el O 2 contenido en el chorro de corte haciéndolo más reactivo.
- Ayudar a mantener las escorias producidas en la ranura del corte en estado fluido para que puedan ser expulsadas.
Uno de los parámetros a controlar en el proceso es la distancia entre la boquilla y la pieza para asegurar el correcto uso del calor de la llama primaria.
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 11 -
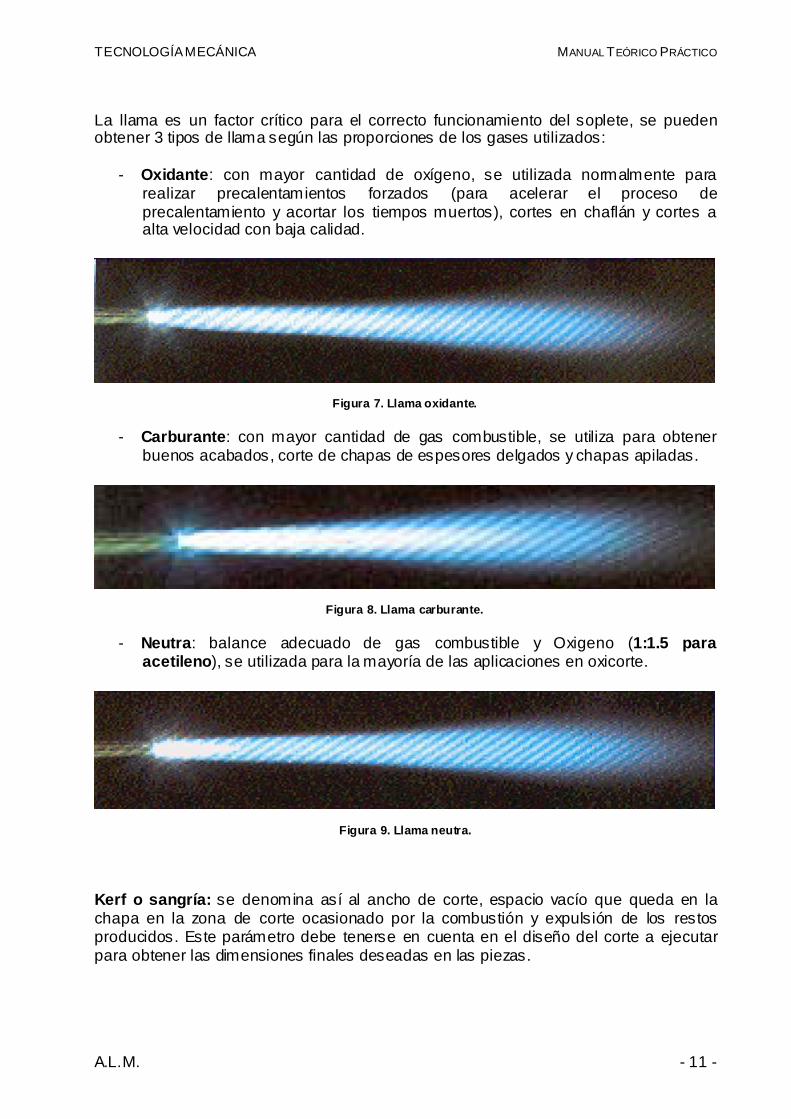
La llama es un factor crítico para el correcto funcionamiento del soplete, se pueden obtener 3 tipos de llama según las proporciones de los gases utilizados:
- Oxidante : con mayor cantidad de oxígeno, se utilizada normalmente para realizar precalentamientos forzados (para acelerar el proceso de precalentamiento y acortar los tiempos muertos), cortes en chaflán y cortes a alta velocidad con baja calidad.
Figura 7. Llama oxidante.
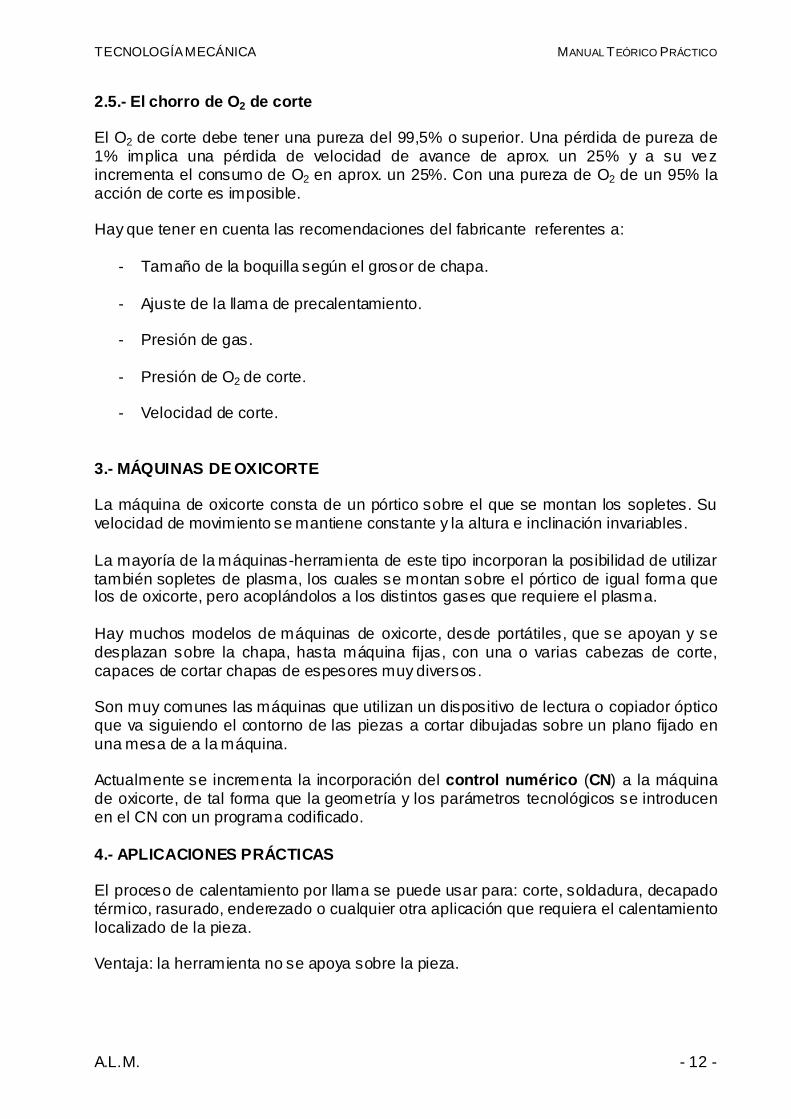
- Carburante : con mayor cantidad de gas combustible, se utiliza para obtener buenos acabados, corte de chapas de espesores delgados y chapas apiladas.
Figura 8. Llama carburante.
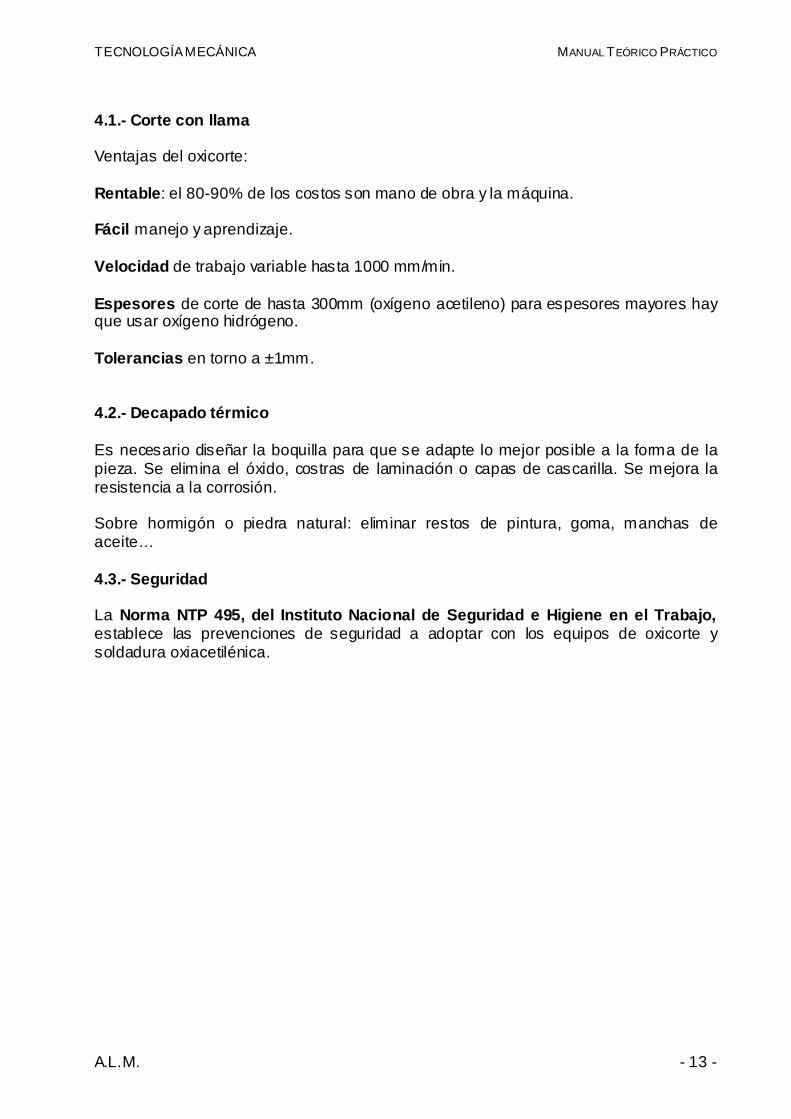
- Neutra : balance adecuado de gas combustible y Oxigeno (1:1.5 para acetileno ), se utilizada para la mayoría de las aplicaciones en oxicorte.
Figura 9. Llama neutra. Kerf o sangría: se denomina así al ancho de corte, espacio vacío que queda en la chapa en la zona de corte ocasionado por la combustión y expulsión de los restos producidos. Este parámetro debe tenerse en cuenta en el diseño del corte a ejecutar para obtener las dimensiones finales deseadas en las piezas.
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 12 -
2.5.- El chorro de O 2 de corte El O2 de corte debe tener una pureza del 99,5% o superior. Una pérdida de pureza de 1% implica una pérdida de velocidad de avance de aprox. un 25% y a su vez incrementa el consumo de O2 en aprox. un 25%. Con una pureza de O2 de un 95% la acción de corte es imposible. Hay que tener en cuenta las recomendaciones del fabricante referentes a:
- Tamaño de la boquilla según el grosor de chapa. - Ajuste de la llama de precalentamiento. - Presión de gas. - Presión de O2 de corte. - Velocidad de corte.
3.- MÁQUINAS DE OXICORTE La máquina de oxicorte consta de un pórtico sobre el que se montan los sopletes. Su velocidad de movimiento se mantiene constante y la altura e inclinación invariables. La mayoría de la máquinas-herramienta de este tipo incorporan la posibilidad de utilizar también sopletes de plasma, los cuales se montan sobre el pórtico de igual forma que los de oxicorte, pero acoplándolos a los distintos gases que requiere el plasma. Hay muchos modelos de máquinas de oxicorte, desde portátiles, que se apoyan y se desplazan sobre la chapa, hasta máquina fijas, con una o varias cabezas de corte, capaces de cortar chapas de espesores muy diversos. Son muy comunes las máquinas que utilizan un dispositivo de lectura o copiador óptico que va siguiendo el contorno de las piezas a cortar dibujadas sobre un plano fijado en una mesa de a la máquina. Actualmente se incrementa la incorporación del control numérico (CN) a la máquina de oxicorte, de tal forma que la geometría y los parámetros tecnológicos se introducen en el CN con un programa codificado. 4.- APLICACIONES PRÁCTICAS El proceso de calentamiento por llama se puede usar para: corte, soldadura, decapado térmico, rasurado, enderezado o cualquier otra aplicación que requiera el calentamiento localizado de la pieza. Ventaja: la herramienta no se apoya sobre la pieza.
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 13 -
4.1.- Corte con llama Ventajas del oxicorte: Rentable : el 80-90% de los costos son mano de obra y la máquina. Fácil manejo y aprendizaje. Velocidad de trabajo variable hasta 1000 mm/min. Espesores de corte de hasta 300mm (oxígeno acetileno) para espesores mayores hay que usar oxígeno hidrógeno. Tolerancias en torno a ±1mm. 4.2.- Decapado térmico Es necesario diseñar la boquilla para que se adapte lo mejor posible a la forma de la pieza. Se elimina el óxido, costras de laminación o capas de cascarilla. Se mejora la resistencia a la corrosión. Sobre hormigón o piedra natural: eliminar restos de pintura, goma, manchas de aceite… 4.3.- Seguridad La Norma NTP 495, del Instituto Nacional de Seguridad e Higiene en el Trabajo, establece las prevenciones de seguridad a adoptar con los equipos de oxicorte y soldadura oxiacetilénica.

TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 14 -
B - PANEL DE CONTROL OXICORTE UAL La máquina está equipada con dos sopletes patentados de diseño sencillo. Permiten cortes desde 4 hasta 300 mm . Según el espesor varía el tiempo de precalentamiento y la velocidad de corte. En chapas finas hay problemas de deformación por calentamiento. Control de altura : lo realiza por resistencia eléctrica.
Figura 1. Panel de Control CONECTAR LA MÁQUINA CON EL CONECTOR ON/OFF DEL CUADRO ELÉCTRICO DE LA MÁQUINA. Se inicia el ordenador y lanza el programa de control. Primera pantalla: panel verde informativo todo OK.
- F1: confirmar. - F8: romper mensaje.
LO PRIMERO QUE HAY QUE HACER es referenciar la máquina, se conectan los motores (shift +run ). Seleccionamos la pantalla P3, pulsamos F4, cuando parpadee el icono de la tecla F4 pulsar run � la máquina busca el origen (busca los puntos de referencia que tiene en el eje X y en el eje Y).
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 15 -
Para desconectar motores � shift+stop
Figura 2. Detalle Final de Carrera Para moverse por las distintas pantallas y opciones del software de control hay dos conjuntos de teclas, teclas verticales P, sirven para cambiar de tipo de pantalla, y teclas horizontales F, sirven para ejecutar distintas funciones. En cada pantalla las teclas F cambian de función, esto se identifica en el icono que haya en cada momento para cada tecla. Si se desconoce la función de las distintas teclas, se puede obtener información de ayuda pulsando alt+tecla . HAY CUATRO TIPOS DE PANTALLAS: P1: donde se buscan los programas y se copian del USB a la máquina. P2: Corte automático (para cargar programas y ejecutarlos, editarlos…) P3: movimiento manual de la máquina. P4: corte manual . En cualquier momento para ver que función tiene cad a tecla se pulsa alt+tecla.
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 16 -
B1 - PANTALLA P1
CARGAR DATOS (USB-PARTPROGRAM-SHAP) USB – en la parte posterior del panel de control se sitúa un conector USB para copiar programas diseñados mediante ordenador en el software propio de la máquina. Partprog – tarjeta de memoria interna del hardware de la máquina de oxicorte. Shap – ubicación de las plantillas de corte propias de la máquina. Una vez situados en la pantalla 1, para entrar en los distintos directorios y buscar los programas de corte se usan los siguientes botones del panel de control. F1 se cambia de ubicación dentro de la pantalla P1 F2 editar programas F1 visualizar programas, comando a comando y F3 reemplazar Pasar archivos de USB a memoria de la máquina :
- Dentro de USB seleccionamos el programa.
- Alt (abrimos menú de arriba) 2 editar – copiar (o utilizar el icono copiar de las teclas F).
- Pasamos a PARTPROGRAM
- Alt – 2 editar – pegar (o utilizar el icono pegar de las teclas F).
Pasar del Partprogram a USB : nos ponemos encima del programa, pulsamos F7 y lo pasamos a la USB. Cargar plantillas de SHAPE (una vez dentro de la ca rpeta SHAPE) :
- Primero F1
- Luego F2 (se cargan las plantillas predeterminadas de la máquina)
- Seleccionamos el tipo de boquilla (F2 oxicorte, F3 plasma y F4 plasma2)
- Pulsamos F1 para finalizar.
- Una vez cargado el módulo nos pide ciertos parámetros: diámetro, longitud… dependiendo de la geometría de la plantilla.
- Le ponemos nombre y lo guarda en Partprog.
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 17 -
B2 - PANTALLA P2
EJECUTAR PROGRAMAS Pulsar F2 para abrir el partprogram, buscar y seleccionar el programa que se quiera ejecutar y cargarlo en la máquina. El software nos permite para todos lo programas modificar algunos parámetros esenciales para la correcta ejecución del corte. Para ello se pulsa F3 y se abre un menú con los parámetros:
- Parámetros:
o Avance mm/min o Ranura de corte (mm) o sangría o Kerf o Escala (1000 es 1:1) medida real o Giro de la pieza o Giro del programa
- Repeticiones :
o Cantidad o Distancia (mm) o Dirección
- Inicio
Para ir pasando de un parámetro a otro e ir cambiándolo se usa la tecla Tab. Una vez se haya cargado el programa correcto y modificado los parámetros según el material de la chapa a cortar y del tipo de corte, pulsando la tecla RUN se lanza el programa y se ejecuta. Antes de iniciar el corte automático se debe colocar la boquilla de la máquina en el punto origen del programa de corte, dos opciones:
- Programa en coordenadas absolutas (el 0,0 del programa es el 0, 0 de la máquina) : no es necesario situar el soplete en ningún punto concreto, al estar el programa en coordenadas absolutas lo que se deberá colocar en su posición correcta es el material a cortar (el programa ya sabe a donde tiene que llevar el soplete para cortar).
- Programa en coordenadas relativas (el 0,0 del programa no es el 0,0 de la máquina) : en este caso es necesario situar el soplete en el 0,0 del programa, este puente suele hacerse coincidir con alguna esquina de la chapa (material) a cortar (esto se verá más en detalle al estudiar el programa LANTEK ).
Si se desea para el programa hay que pulsar la tecla STOP. Una vez detenido el programa, al reanudarlo con la tecla RUN se salta una línea del programa y continúa. Normalmente esta línea de programa suele coincidir con el encendido de sopletes, o bien, estamos en un punto del programa en el que los sopletes deberían estar
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 18 -
encendidos. De este modo, cuando se reanuda el programa, la máquina continúa con los movimientos de corte con los sopletes apagados. Para poder continuar con el programa donde se había parado, una vez se haya detenido el programa, se pulsa la tecla correspondiente al cambio de sentido del programa , se retrocede hasta la línea del código que se desee, se vuelve a cambiar el sentido del programa y se ejecuta. Antes de ejecutar el programa es necesario cambiar ciertos parámetros de corte pulsando Shift+P4 en cualquier pantalla (ver apartado de corte manual P4). Trabajar con 1 o 2 sopletes El software de la máquina trabaja indistintamente con los dos sopletes instalados. En el caso de que se vaya a trabajar con un solo soplete es necesario cerrar las válvulas de los gases del soplete no usado. El soplete motriz es el soplete más cercano al panel. El segundo soplete se puede desplazar manualmente a la distancia adecuada respecto el primer soplete. En la parte posterior del soplete se encuentra el engranaje de éste. Se puede engranar para que se desplace de forma simétrica al primer soplete o asimétrico, según se desee.
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 19 -
B3 - PANTALLA P3
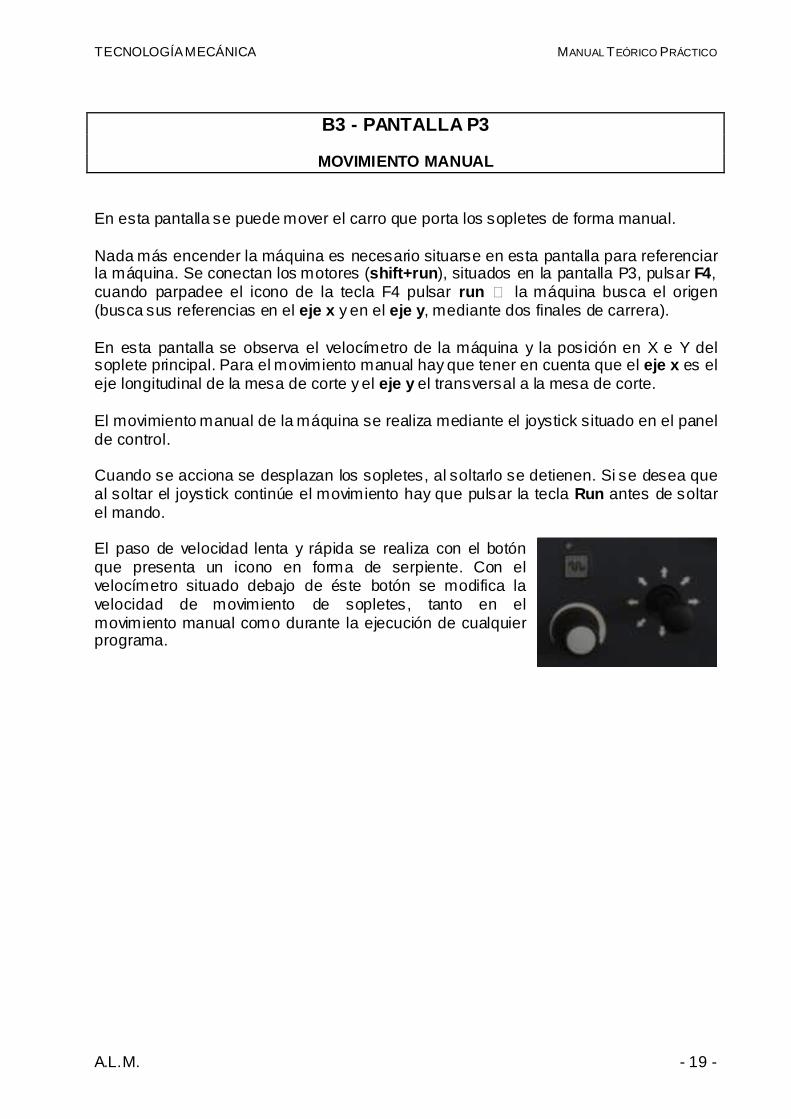
MOVIMIENTO MANUAL En esta pantalla se puede mover el carro que porta los sopletes de forma manual. Nada más encender la máquina es necesario situarse en esta pantalla para referenciar la máquina. Se conectan los motores (shift+run ), situados en la pantalla P3, pulsar F4, cuando parpadee el icono de la tecla F4 pulsar run � la máquina busca el origen (busca sus referencias en el eje x y en el eje y, mediante dos finales de carrera). En esta pantalla se observa el velocímetro de la máquina y la posición en X e Y del soplete principal. Para el movimiento manual hay que tener en cuenta que el eje x es el eje longitudinal de la mesa de corte y el eje y el transversal a la mesa de corte. El movimiento manual de la máquina se realiza mediante el joystick situado en el panel de control. Cuando se acciona se desplazan los sopletes, al soltarlo se detienen. Si se desea que al soltar el joystick continúe el movimiento hay que pulsar la tecla Run antes de soltar el mando. El paso de velocidad lenta y rápida se realiza con el botón que presenta un icono en forma de serpiente. Con el velocímetro situado debajo de éste botón se modifica la velocidad de movimiento de sopletes, tanto en el movimiento manual como durante la ejecución de cualquier programa.
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 20 -
B4 - PANTALLA P4
CORTE MANUAL Antes de comenzar el corte manual es necesario modificar ciertos parámetros de corte, para ello se pulsa a la vez las teclas Shift+P4 , se abre un menú con los siguientes parámetros (para cambiarlos pulsar F2+cursor):
- Tiempo precalentamiento 1.
- Tiempo precalentamiento 2 (inactivo, sólo cuando hay dos sopletes calentando sobre el mismo punto).
- Subida de antorcha antes de perforar.
- Extensión de alta presión (0.1 s).
- Recoger antorcha cuando finaliza (0.3 s).
- Altura del sensor en precalentamiento.
- Altura del sensor en corte.
- Tiempo de perforación (1.5 s).
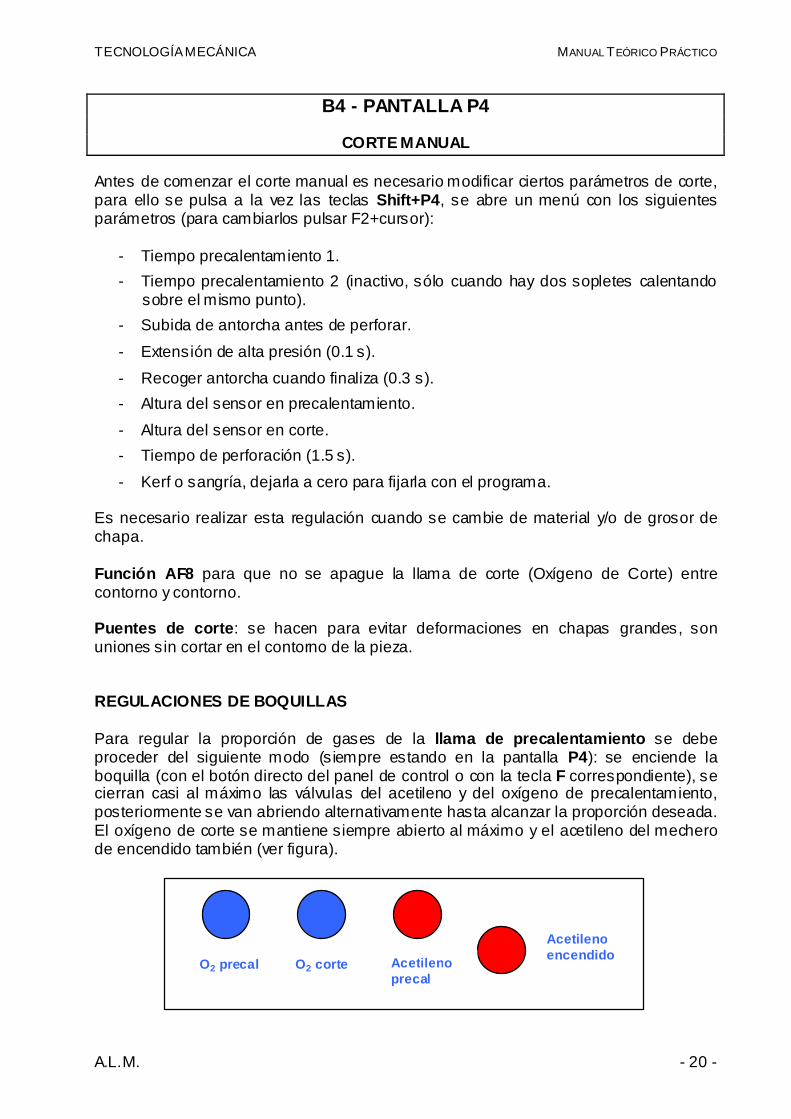
- Kerf o sangría, dejarla a cero para fijarla con el programa. Es necesario realizar esta regulación cuando se cambie de material y/o de grosor de chapa. Función AF8 para que no se apague la llama de corte (Oxígeno de Corte) entre contorno y contorno. Puentes de corte : se hacen para evitar deformaciones en chapas grandes, son uniones sin cortar en el contorno de la pieza. REGULACIONES DE BOQUILLAS Para regular la proporción de gases de la llama de precalentamiento se debe proceder del siguiente modo (siempre estando en la pantalla P4): se enciende la boquilla (con el botón directo del panel de control o con la tecla F correspondiente), se cierran casi al máximo las válvulas del acetileno y del oxígeno de precalentamiento, posteriormente se van abriendo alternativamente hasta alcanzar la proporción deseada. El oxígeno de corte se mantiene siempre abierto al máximo y el acetileno del mechero de encendido también (ver figura).
O2 precal O2 cor te Acetileno precal
Acetileno encendido
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 21 -
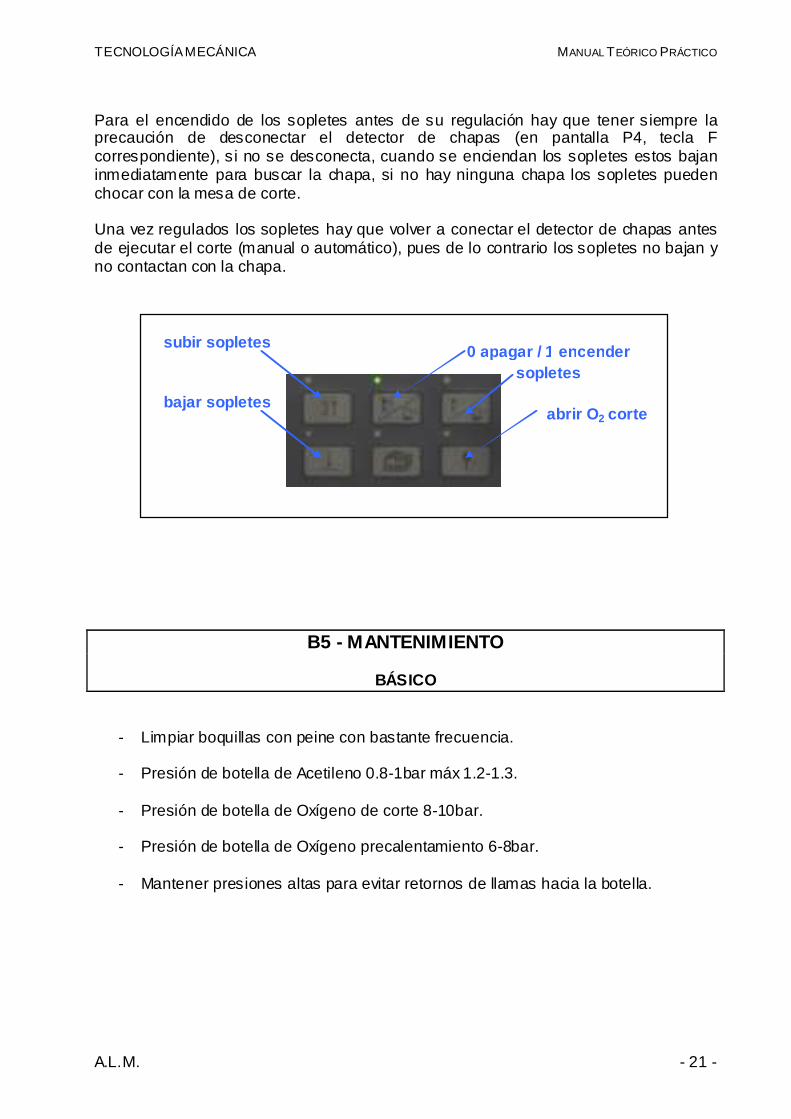
Para el encendido de los sopletes antes de su regulación hay que tener siempre la precaución de desconectar el detector de chapas (en pantalla P4, tecla F correspondiente), si no se desconecta, cuando se enciendan los sopletes estos bajan inmediatamente para buscar la chapa, si no hay ninguna chapa los sopletes pueden chocar con la mesa de corte. Una vez regulados los sopletes hay que volver a conectar el detector de chapas antes de ejecutar el corte (manual o automático), pues de lo contrario los sopletes no bajan y no contactan con la chapa.
B5 - MANTENIMIENTO
BÁSICO
- Limpiar boquillas con peine con bastante frecuencia.
- Presión de botella de Acetileno 0.8-1bar máx 1.2-1.3.
- Presión de botella de Oxígeno de corte 8-10bar.
- Presión de botella de Oxígeno precalentamiento 6-8bar.
- Mantener presiones altas para evitar retornos de llamas hacia la botella.
subir sopletes
bajar sopletes
0 apagar / 1 encender sopletes
abrir O 2 corte
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 22 -
C - PROGRAMA DE DISEÑO DE GEOMETRÍAS Y CÓDIGO CNC
Software “Lantek modo LITE”
Este software tiene dos funciones básicas:
- Dibujo de geometrías y/o importación de geometrías de otros programas de dibujo como el “autocad”.
- Generación del código CNC de control numérico para la máquina de oxicorte
fijada. Se dispone de la versión reducida “Lantek LITE”, quedando limita las opciones más avanzadas, como por ejemplo el anidado automático de las piezas a cortar. Antes de comenzar a trabajar hay que hacer unas operaciones básicas:
- Instalar (en contenidos; expert; seleccionar LITE).
- Llave de seguridad USB (para ejecutar el programa hay que conectar la llave USB color verde de seguridad al ordenador).
- Llave color negro: hay un archivo W508315.key, hay que cambiarle el nombre
por expert.key y copiarlo en el directorio C:/Lantek/Expert
- Ejecutar C:/Lantek/Excell/0000000.exe, permite seleccionar entre el modo completo y el modo reducido LITE.
o Completo: para ajustar el programa la primera vez que se ejecute (consultar
notas). o Reducido:
� Seleccionar: “Trabajar como modo reducido”. � Postprocesador: “4”. � Tipo: “corte”.
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 23 -
C1 - DISEÑO DE GEOMETRÍAS DE CORTE MEDIANTE ORDENADO R
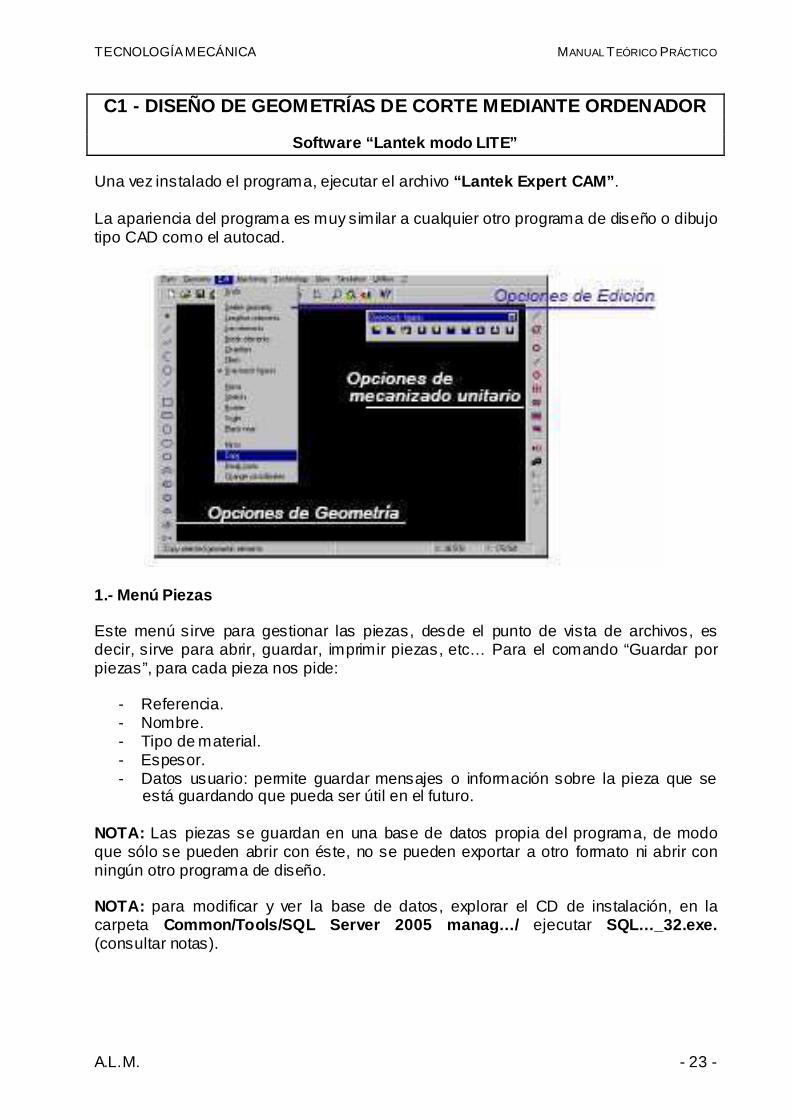
Software “Lantek modo LITE” Una vez instalado el programa, ejecutar el archivo “Lantek Expert CAM” . La apariencia del programa es muy similar a cualquier otro programa de diseño o dibujo tipo CAD como el autocad.
1.- Menú Piezas Este menú sirve para gestionar las piezas, desde el punto de vista de archivos, es decir, sirve para abrir, guardar, imprimir piezas, etc… Para el comando “Guardar por piezas”, para cada pieza nos pide:
- Referencia. - Nombre. - Tipo de material. - Espesor. - Datos usuario: permite guardar mensajes o información sobre la pieza que se
está guardando que pueda ser útil en el futuro. NOTA: Las piezas se guardan en una base de datos propia del programa, de modo que sólo se pueden abrir con éste, no se pueden exportar a otro formato ni abrir con ningún otro programa de diseño. NOTA: para modificar y ver la base de datos, explorar el CD de instalación, en la carpeta Common/Tools/SQL Server 2005 manag…/ ejecutar SQL…_32.exe. (consultar notas).
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 24 -
2.- Geometría Esta es la barra de herramientas para dibujar, por defecto aparece a la izquierda de la pantalla. Muy similar a cualquier otro programa de dibujo. 3.- Verificar Piezas Este comando identifica, una vez dibujado el contorno o pieza a cortar, automáticamente los contornos abiertos de la pieza, y los visualiza en la pantalla mediante puntos. Se encuentra en el menú utilidades . También permite cerrar dichos contornos abiertos, para ello hay que fijar la Tolerancia, distancia máxima por debajo de la cual une los contornos, por defecto 0.5 mm. 4.- Vista Preeliminar Informe con la geometría de la pieza y la información básica sobre la pieza y el material de la chapa. Para imprimir. No se puede modificar la información que aparece ni el formato.
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 25 -
C1.1 - DIBUJAR Lantek LITE
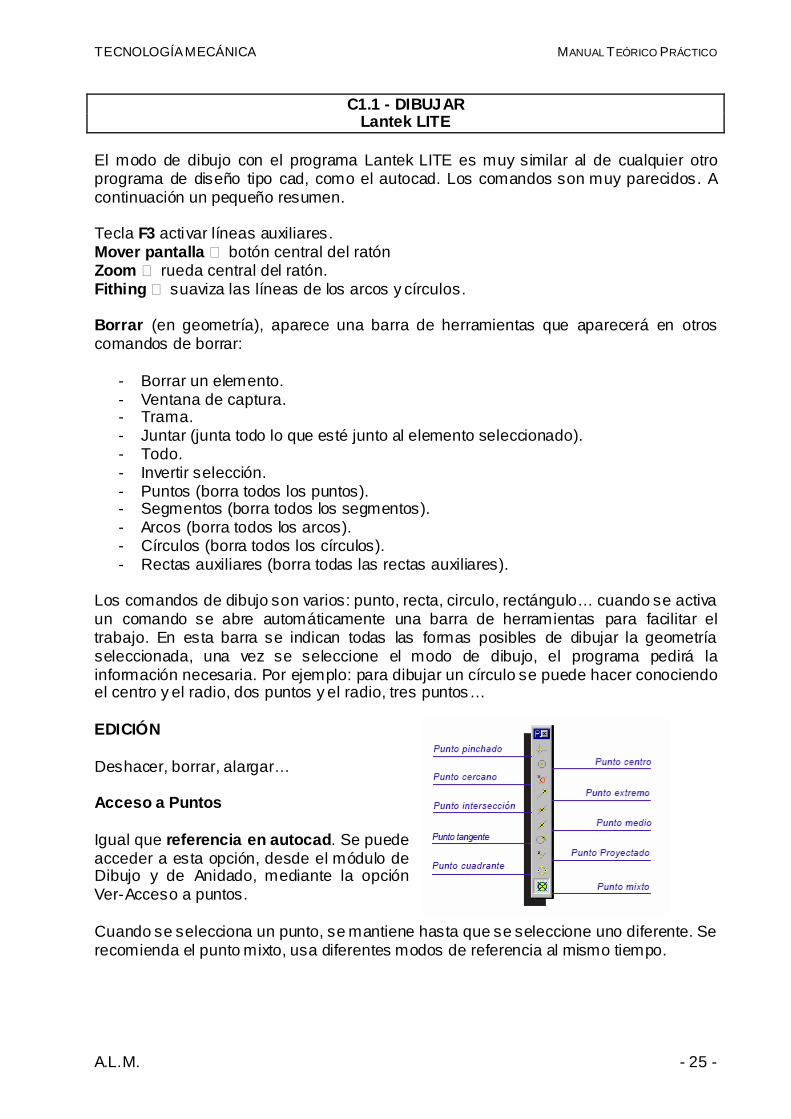
El modo de dibujo con el programa Lantek LITE es muy similar al de cualquier otro programa de diseño tipo cad, como el autocad. Los comandos son muy parecidos. A continuación un pequeño resumen. Tecla F3 activar líneas auxiliares. Mover pantalla � botón central del ratón Zoom � rueda central del ratón. Fithing � suaviza las líneas de los arcos y círculos. Borrar (en geometría), aparece una barra de herramientas que aparecerá en otros comandos de borrar:
- Borrar un elemento. - Ventana de captura. - Trama. - Juntar (junta todo lo que esté junto al elemento seleccionado). - Todo. - Invertir selección. - Puntos (borra todos los puntos). - Segmentos (borra todos los segmentos). - Arcos (borra todos los arcos). - Círculos (borra todos los círculos). - Rectas auxiliares (borra todas las rectas auxiliares).
Los comandos de dibujo son varios: punto, recta, circulo, rectángulo… cuando se activa un comando se abre automáticamente una barra de herramientas para facilitar el trabajo. En esta barra se indican todas las formas posibles de dibujar la geometría seleccionada, una vez se seleccione el modo de dibujo, el programa pedirá la información necesaria. Por ejemplo: para dibujar un círculo se puede hacer conociendo el centro y el radio, dos puntos y el radio, tres puntos… EDICIÓN Deshacer, borrar, alargar… Acceso a Puntos Igual que referencia en autocad . Se puede acceder a esta opción, desde el módulo de Dibujo y de Anidado, mediante la opción Ver-Acceso a puntos. Cuando se selecciona un punto, se mantiene hasta que se seleccione uno diferente. Se recomienda el punto mixto, usa diferentes modos de referencia al mismo tiempo.
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 26 -
C1.2 - GENERAR CNC Lantek LITE
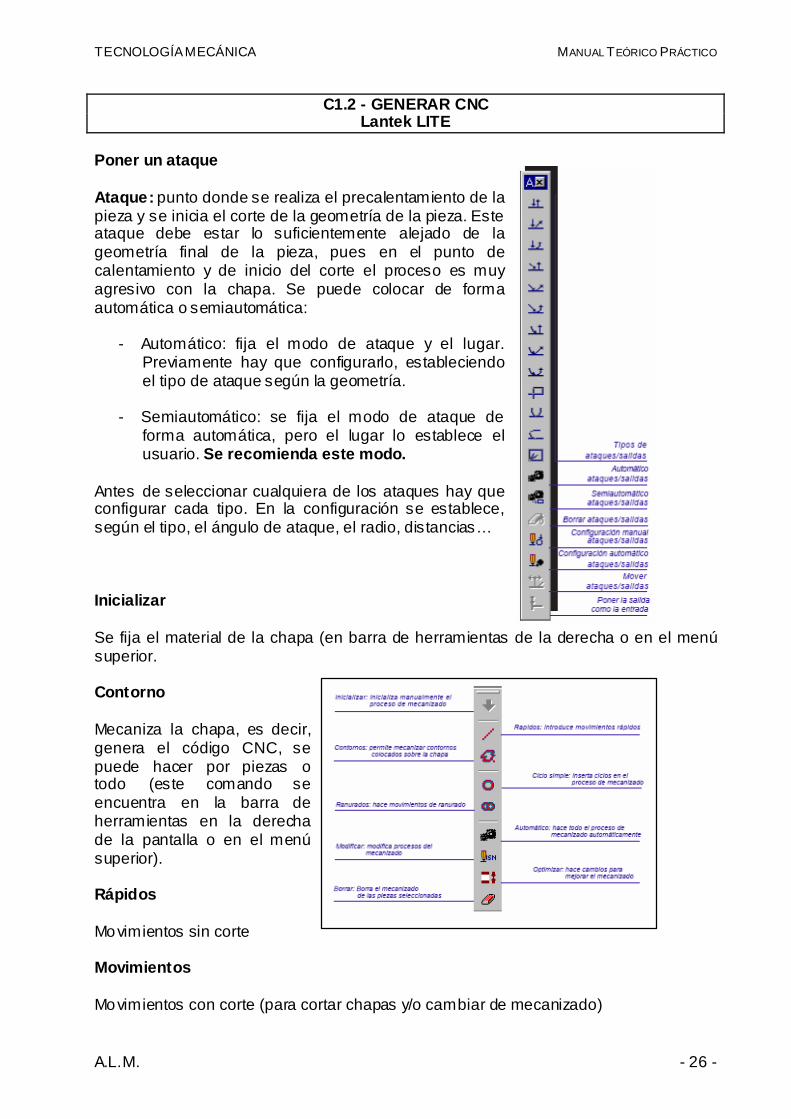
Poner un ataque Ataque: punto donde se realiza el precalentamiento de la pieza y se inicia el corte de la geometría de la pieza. Este ataque debe estar lo suficientemente alejado de la geometría final de la pieza, pues en el punto de calentamiento y de inicio del corte el proceso es muy agresivo con la chapa. Se puede colocar de forma automática o semiautomática:
- Automático: fija el modo de ataque y el lugar. Previamente hay que configurarlo, estableciendo el tipo de ataque según la geometría.
- Semiautomático: se fija el modo de ataque de
forma automática, pero el lugar lo establece el usuario. Se recomienda este modo.
Antes de seleccionar cualquiera de los ataques hay que configurar cada tipo. En la configuración se establece, según el tipo, el ángulo de ataque, el radio, distancias… Inicializar Se fija el material de la chapa (en barra de herramientas de la derecha o en el menú superior. Contorno Mecaniza la chapa, es decir, genera el código CNC, se puede hacer por piezas o todo (este comando se encuentra en la barra de herramientas en la derecha de la pantalla o en el menú superior). Rápidos Movimientos sin corte Movimientos Movimientos con corte (para cortar chapas y/o cambiar de mecanizado)
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 27 -
C1.3 - TECNOLOGÍAS
NECESARIAS ANTES DE GENERAR CNC Parámetros fundamentales para un buen corte:
- Velocidades: o de corte o rápida (movimiento sin corte)
- Compensación Control:
o Anular o Derecha o Izquierda o Es lo mismo que la tabulación, sangría o Kerf que se fija en la
máquina. No se puede fijar en la máquina y en Lantek a la vez, pues lo duplicaríamos. Es mejor fijarlo en la máquina.
- Compensación Sistema:
o Anular o Derecha o Izquierda o Es mejor hacerlo en la máquina.
- Evacuación: NO DISPONIBLE
- Palabras Postprocesador: NO DISPONIBLE
- Ataques:
o Automático o Semiautomático o Configuración del manual o Configuración del automático
- Ordenar Contornos:
o Exterior en sentido horario. o Interior en sentido anti-horario. o Evita deformaciones
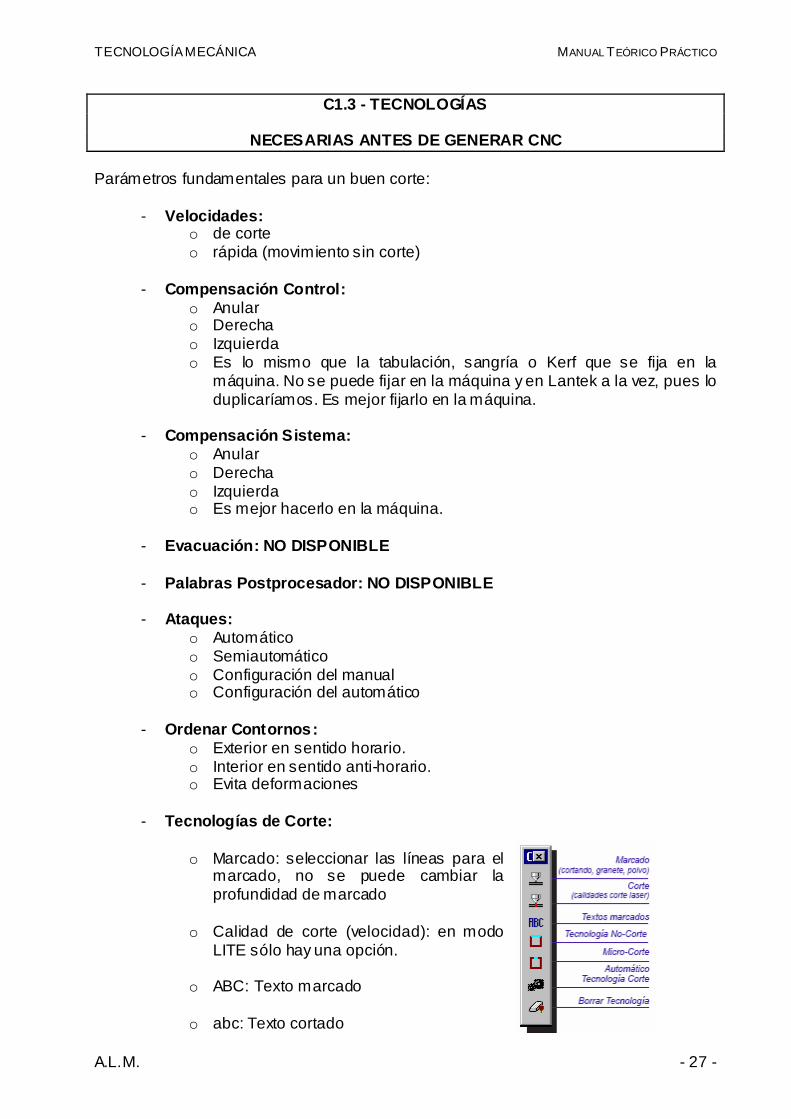
- Tecnologías de Corte:
o Marcado: seleccionar las líneas para el
marcado, no se puede cambiar la profundidad de marcado
o Calidad de corte (velocidad): en modo
LITE sólo hay una opción.
o ABC: Texto marcado
o abc: Texto cortado
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 28 -
Los textos no pasan al CNC y la máquina de oxicorte no los detecta (solución: dibujarlos con otro programa).
o No cortado: seleccionar elementos para no cortar.
o Microcorte: hace puentes para unir la pieza a la chapa y que no se deforme (no funciona bien): � Seleccionar la pieza. � Seleccionar el punto de la pieza donde irá el microcorte. � Seleccionar la longitud del microcorte.
o Asignación de la Tecnología Dinámica (resumen): � Se eligen tecnologías para elementos. � Corte: para seleccionar calidad de corte. � Marcados. � No corte.
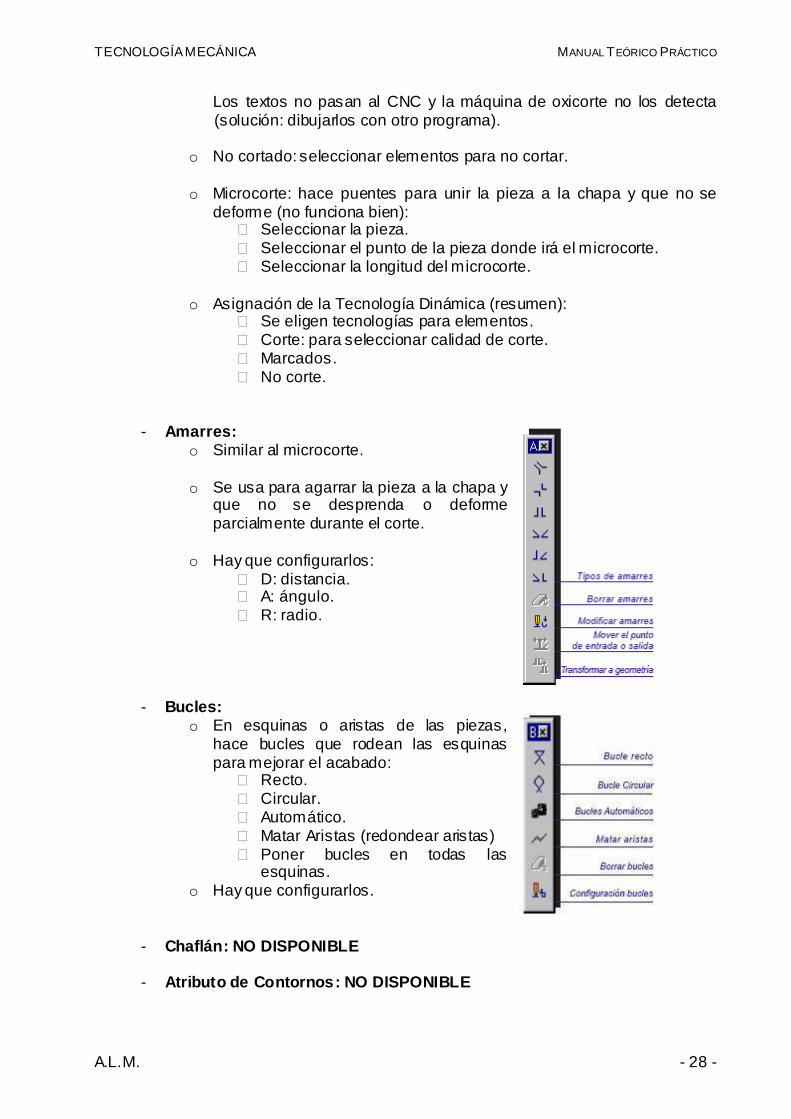
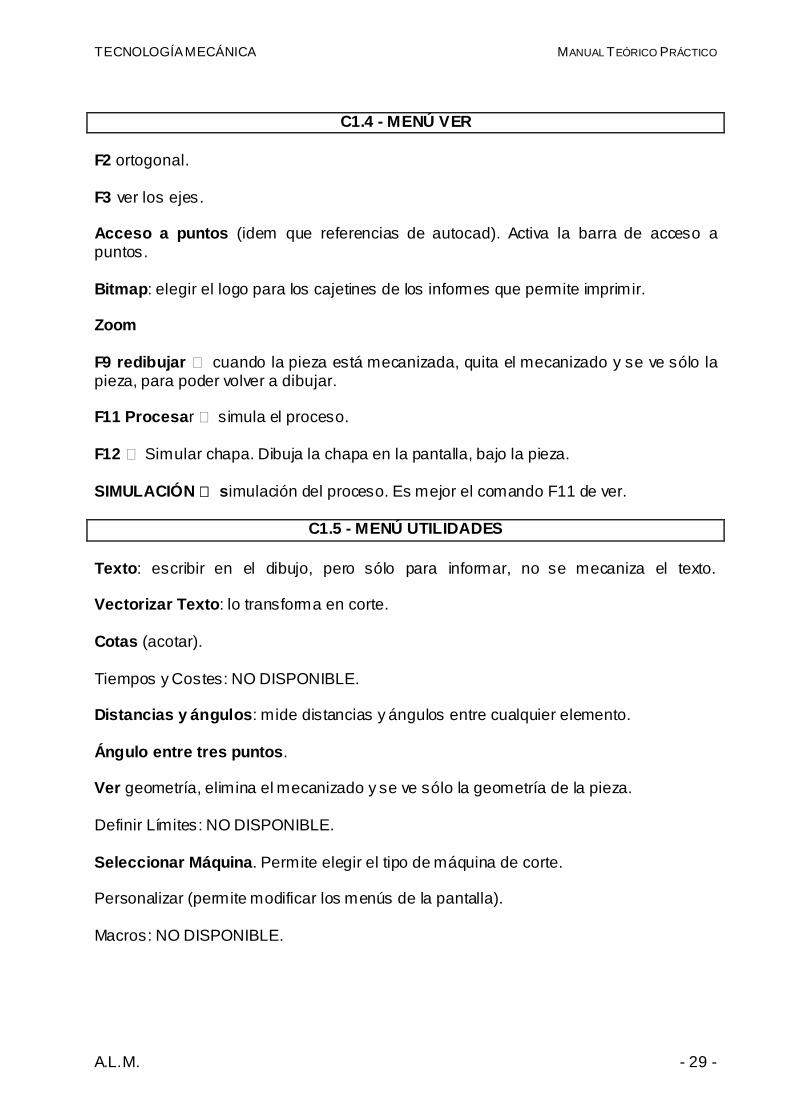
- Amarres: o Similar al microcorte.
o Se usa para agarrar la pieza a la chapa y
que no se desprenda o deforme parcialmente durante el corte.
o Hay que configurarlos: � D: distancia. � A: ángulo. � R: radio.
- Bucles: o En esquinas o aristas de las piezas,
hace bucles que rodean las esquinas para mejorar el acabado: � Recto. � Circular. � Automático. � Matar Aristas (redondear aristas) � Poner bucles en todas las
esquinas. o Hay que configurarlos.
- Chaflán: NO DISPONIBLE
- Atributo de Contornos: NO DISPONIBLE
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 29 -
C1.4 - MENÚ VER
F2 ortogonal. F3 ver los ejes. Acceso a puntos (idem que referencias de autocad). Activa la barra de acceso a puntos. Bitmap : elegir el logo para los cajetines de los informes que permite imprimir. Zoom F9 redibujar � cuando la pieza está mecanizada, quita el mecanizado y se ve sólo la pieza, para poder volver a dibujar. F11 Procesa r � simula el proceso. F12 � Simular chapa. Dibuja la chapa en la pantalla, bajo la pieza. SIMULACIÓN ���� s imulación del proceso. Es mejor el comando F11 de ver.
C1.5 - MENÚ UTILIDADES Texto : escribir en el dibujo, pero sólo para informar, no se mecaniza el texto. Vectorizar Texto : lo transforma en corte. Cotas (acotar). Tiempos y Costes: NO DISPONIBLE. Distancias y ángulos : mide distancias y ángulos entre cualquier elemento. Ángulo entre tres puntos . Ver geometría, elimina el mecanizado y se ve sólo la geometría de la pieza. Definir Límites: NO DISPONIBLE. Seleccionar Máquina . Permite elegir el tipo de máquina de corte. Personalizar (permite modificar los menús de la pantalla). Macros: NO DISPONIBLE.
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 30 -
C1.6 - MENÚ EDICIÓN
- Chaflanes: realiza chaflanes en esquinas, hay que configurar las dimensiones antes de ejecutarlo. En tecnologías no funcionan los chaflanes, aquí sí.
- Alargar elementos: permite alargar elementos hasta otros elementos. - Acortar elementos: permite acortar elementos con los límites de otros elementos. - Redondear esquinas (hay que indicar el radio). - Escoteados (especie de muescas o mordiscos en las piezas). - Mover pieza. - Rotar. - Escalar. - Copiar. - Adosar.
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 31 -
C1.7 - RESUMEN (PASOS A SEGUIR) En este apartado se van a esquematizar cuales son los pasos a seguir a la hora de realizar un programa de corte con el programa Lantek para la máquina de oxicorte: Primero: inicializar chapa En este paso se le indica al programa cuales son las dimensiones de nuestra chapa (longitud, anchura y espesor) y se establece un nombre para el programa. Segundo: dibujar la geometría de corte Esta opción se puede realizar en el propio programa Lantek, utilizando las opciones de dibujo (geometría) y de edición. Otra opción es realizar el dibujo de la geometría en otros programas de diseño (con los que suelen estar más familiarizados los técnicos, como por ejemplo Autocad). El diseño en autocad se puede importar al programa Lantek (ver formatos compatibles en la opción importar del programa). Tanto si se diseña la geometría en el programa Lantek, como si se importa de Autocad (u otro programa de diseño), es necesario comprobar si existen contornos abiertos en el diseño:
- Utilizando la opción verificar contornos (en utilidades).
- O guardando la pieza (al guardar la pieza el programa hace una verificación). Si el programa encuentra contornos abiertos podemos hacer dos cosas:
- Seleccionar la opción de cierre automático de los contornos abiertos (nos pide una distancia máxima, cierra todos los contornos abiertos que se encuentren a una distancia igual o inferior a la seleccionada).
- Si sigue habiendo contornos abiertos, marcamos la opción de identificar
contornos abiertos (el programa indica mediante puntos todos los contornos abiertos del diseño).
Tercero: establecer los ataques El corte mediante oxicorte no es limpio, para comenzar el corte en un determinado contorno el soplete debe precalentar el material. Ese punto de precalentamiento provoca importantes deformaciones en el material a cortar, por lo que debe situarse alejado del contorno de nuestra pieza. Los ataques identifican el punto de entrada y de salida del soplete al realizar el corte de un contorno. Se pueden dibujar directamente sobre la geometría de forma manual (operación lenta y laboriosa) o se pueden establecer los ataques utilizando la opción “ataques” del menú tecnologías. Existen muchos tipo de ataques según sea la geometría (ataques para esquinas, para segmentos circulares…). Los ataques se pueden colocar de varias formas:

TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 32 -
- Colocación manual de los ataques: se selecciona el tipo de ataque y el
segmento del contorno donde queremos colocarlo (el ataque irá justo en el punto donde hayamos marcado con el ratón sobre el contorno de corte).
- Colocación semiautomática : el tipo de ataque lo selecciona el programa de
forma automática, el usuario solo tiene que indicar el punto sobre el contorno en el que desee que poner el ataque.
- Colocación automática : el programa coloca los ataques en todas las piezas
de forma automática. Una vez colocados los ataques el usuario puede modificar las entradas y las salidas de los ataques de forma manual (al colocar los ataques con cualquiera de los tres métodos anteriores, las dimensiones de los ataques vendrán fijadas por unos parámetros que previamente ha introducido el usuario, en algunos casos es recomendable modificar las entradas y salidas de forma manual). Cuarto: otras tecnologías Si el usuario lo desea puede seleccionar otras tecnologías (amarres, texto…) Quinto: Contornos de Corte Hasta ahora, todas las geometrías de corte, ataques y tecnologías, el programa las entiende como diseños de geometrías (dibujos), pero no como corte. En este paso se establece el orden de corte de las piezas (indicando los movimientos rápidos y los movimientos de corte), lo que se denomina “Mecanizar ”. Movimiento rápido: es un movimiento del soplete sin cortar, generalmente es el movimiento que se produce desde la salida del ataque de un contorno (el final del corte de ese contorno) hasta la entrada del siguiente contorno (el inicio del corte del contorno siguente). Movimiento de corte: indica corte sobre algún contorno. Los movimientos se pueden ir estableciendo principalmente de cuatro formas (opciones del icono mecanizar:
- Movimientos rápidos y Movimientos de corte manual: se pueden ir estableciendo movimientos rápidos y de corte de forma manual, esta opción sólo permite establecer movimientos lineales (no se suele utilizar).
- Contornos manuales : se selecciona con el ratón “uno a uno” cada
segmento de la geometría que configura un contorno, el programa interpreta que el orden con el que el usuario va seleccionando los segmentos es el orden de corte (se utiliza para contornos especiales que el programa no sabe interpretar bien, como por ejemplo algunos contornos abiertos).
TECNOLOGÍA MECÁNICA MANUAL TEÓRICO PRÁCTICO
A.L.M. - 33 -
- Contornos automáticos : el usuario selecciona cualquier segmento de un contorno y el programa mecaniza todo el contorno de corte (esta opción es útil cuando el contorno presenta un ataque). Si el contorno no tiene ataque, el programa interpreta que debe comenzar a cortar por el segmento seleccionado, y a partir de éste mecaniza el resto del contorno.
- Piezas : en este caso el usuario selecciona algún segmento de una pieza (se
entiende como pieza un contorno y todos los contornos que estén incluidos dentro de ese contorno) y el programa mecaniza todos los contornos que configuren esa pieza (esta opción es útil cuando todos los contornos presentan su ataque).
- Todo el corte : el programa mecaniza todo el diseño (inconveniente, el
usuario no decide el orden de corte de las diferentes piezas. Precauciones :
- Orden de corte 1: se debe cortar siempre de dentro a fuera (primero los contornos interiores de cualquier pieza y luego los contornos exteriores). Esto lo hace el programa de forma automática se seleccionamos las opciones piezas o todo el corte .
- Orden de corte 2 : en materiales de poco espesor suele ocurrir que, si el
soplete está cortando siempre por la misma zona, el material a cortar (la chapa) se calienta mucho y puede deformarse. Es conveniente que dos contornos de corte que se vayan a cortar de forma seguida no se encuentren muy cerca (se deben ir cortando la chapa alternando las zonas de trabajo en el tiempo). Si seleccionamos la opción todo el corte el usuario no puede decidir el orden de corte.
Sexto: Guardar nuestra pieza El diseño de la geometría de corte realizado con el programa se guarda en una base de datos instalada en el ordenador en el que esté instalado el programa. Este diseño no se puede guardar, copiar en ningún otro ordenador (excepto gestionando la base de datos) Séptimo: Generar el Código Numérico CN Una vez finalizada nuestra pieza y establecidos todos los movimientos de corte se genera el Código Numérico CN. Se selecciona el icono “CNC” de la barra de herramientas de mecanizado. El programa guarda un el Código Numérico CN en un archivo dentro del directorio “C:\Lantek\Expert\CNC” El Código Numérico se guarda en un archivo con extensión .MPG pero se puede abrir con el bloc de notas y ver/modificar el Código Numérico. Este archivo con el Código Numérico es el archivo que se debe cargar en la máquina de oxicorte.

Related Documents