UNIVERSITATEA DE ŞTIINŢE AGRONOMICE ŞI MEDICINĂ VETERINARĂ BUCUREŞTI - FACULTATEA DE BIOTEHNOLOGII - - Masterat “Biotehnologii şi siguranța alimentară”, anul II - Titlul: VALIDAREA IGIENEI MAŞINII DE PASTIFICAT BRÂNZĂ DISCIPLINĂ: IGIENA ŞI SIGURANŢA ALIMENTARĂ Întocmit de: Stud : Iordache Roxana Ganea Tudorel Nica Ruxandra Adelina Florea Larisa Marin Gabriela.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
UNIVERSITATEA DE ŞTIINŢE AGRONOMICE
ŞI MEDICINĂ VETERINARĂ
BUCUREŞTI
- FACULTATEA DE BIOTEHNOLOGII -
- Masterat “Biotehnologii şi siguranța alimentară”, anul II -
Titlul:
VALIDAREA IGIENEI MAŞINII DE PASTIFICAT BRÂNZĂ
DISCIPLINĂ:
IGIENA ŞI SIGURANŢA ALIMENTARĂ
Întocmit de:
Stud :
Iordache Roxana
Ganea Tudorel
Nica Ruxandra Adelina
Florea Larisa
Marin Gabriela.
Cătălin Mocanu
- BUCUREŞTI -
2014
CuprinsINTRODUCERE........................................................4Fabricarea brânzeturilor.........................................4
MAŞINA DE PASTIFICAT BRÂNZĂ.......................................12Degradarea utilajelor în industria alimentară...................15
Uzura fizică a pieselor.......................................15Degradarea prin solicitări dinamice şi statice................19
Degradarea pieselor prin solicitări termice...................21Degradarea pieselor prin îmbătrânirea (oboseala) materialelor. 21
Factori care influențează rezistența la oboseală..............22Mijloace pentru mărirea rezistenței la oboseală...............23
Degradarea prin efectul coroziunii............................25PROCESUL DE OBŢINERE A BRÂNZEI - POTENŢIALELE RISCURI.............27
MAŞINA DE PASTIFICAT BRÂNZĂ - POTENŢIALELE RISCURI...............28PROCEDURI DE IGIENIZARE...........................................29
Agenți de curățare..............................................31PLANUL DE VALIDARE A PROGRAMULUI DE IGIENIZARE(LIMITE DE ACCEPTABILITATE)..................................................35CONCLUZII.........................................................38
BIBLIOGRAFIE......................................................39
2
INTRODUCERE
În cursul operațiilor de prelucrare a alimentelor
contactul produselor cu suprafețele de lucru şi ustensilele
constituie una din principalele surse de contaminare cu
microorganisme, mai ales dacă nu se asigură igienizarea
corectă şi la momentul oportun a acestora.
Operațiile de igienizare sunt operații de curățire şi
dezinfecție. Curățirea urmăreşte îndepărtarea tuturor
impurităților, depozitelor şi reziduurilor care aderă la
suprafețe şi se realizează prin mijloace mecanice şi fizice.
Pentru mărirea eficacității acestor mijloace se folosesc
agenți de spălare cu scopul de a slăbi forțele de atracție
dintre murdărie şi suprafața la care aderă.
Fabricarea brânzeturilor
Brânzeturile sunt produse nefermentate sau fermentate,
alcătuite în general, din cazeină care formează matricea
proteică în care este înglobată grăsimea, cantități variabile de
lactoză, săruri minerale, vitamine. Nu trebuie să fie
considerate numai o formă de conservare a laptelui, ci ele sunt
produse alimentare cu o valoare nutritivă ridicată şi
caracteristici organoleptice bine definite pentru fiecare
sortiment în parte.
3
Brânza este produsul proaspăt sau maturat obținut prin
scurgerea zerului după coagularea laptelui, a smântânii, a
laptelui smântânit, a zarei sau a amestecului unora sau a
tuturor acestor produse.
Până în prezent se cunosc cca 1000 sortimente de
brânzeturi. Toate sunt preparate din laptele unor mamifere, în
special, din lapte de vacă, oaie, bivoliță şi capră sau din
amestecul acestora.
Oricâte deosebiri există între aceste sortimente, la
prepararea lor se respectă o serie de reguli fundamentale,
obținerea brânzeturilor trecând prin următoarele faze
principale:
- Controlul şi tratarea laptelui
- Pregătirea laptelui pentru închegare şi închegarea lui
- Prelucrarea coagulului
- Obținerea caşului şi prelucrarea lui
- Maturarea brânzeturilor
- Depozitarea şi ambalarea brânzeturilor.
Caracteristicile senzoriale şi fizico-chimice ale brânzeturilor proaspete
Brânzeturile proaspete de vacă. Acestea trebuie să corespundă
următoarelor criterii senzoriale:
- aspect: pastă fină, cremoasă, moale, nesfărâmicioasă: la
tipurile semi-grasă şi slabă se admite o structură slab
grunjoasă;
4
- culoare: alb, alb-gălbuie;
- miros şi gust: plăcut, caracteristic fermentației tactice.
Brânzeturile creme. Aceste brânzeturi trebuie să aibă: masă
omogenă, aspect de cremă, consistență fină, untoasă, culoare
alb, alb-gălbui; miros specific de fermentație acidolactică,
gust
de smântână, dulceag, acrişor, uşor sărat.
Brânzeturile cu adaosuri. Acestea trebuie să se prezinte ca o masă
omogenă, cu pastă fină, având culoarea alb-gălbui sau a
ingredientului adăugat; mirosul şi gustul trebuie să fie plăcut,
dulce-aromat sau sărat-picant, caracteristic condimentului
adăugat.
Brânza proaspătă tip Cottage. Produsul are aspect granular
uniform, consistență moale, cu gust şi miros plăcut
caracteristic smântânii proaspete-pasteurizate.
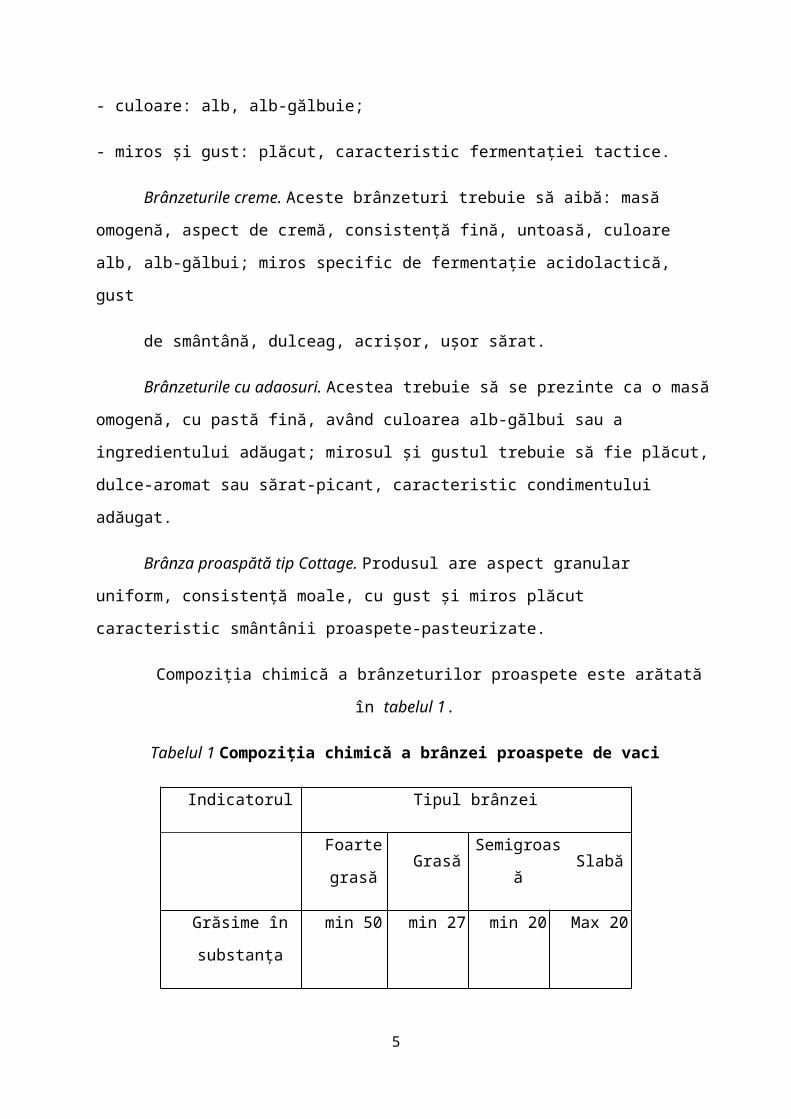
Compoziția chimică a brânzeturilor proaspete este arătată
în tabelul 1.
Tabelul 1 Compoziţia chimică a brânzei proaspete de vaci
Indicatorul Tipul brânzei
Foarte
grasăGrasă
Semigroas
ăSlabă
Grăsime în
substanța
min 50 min 27 min 20 Max 20
5
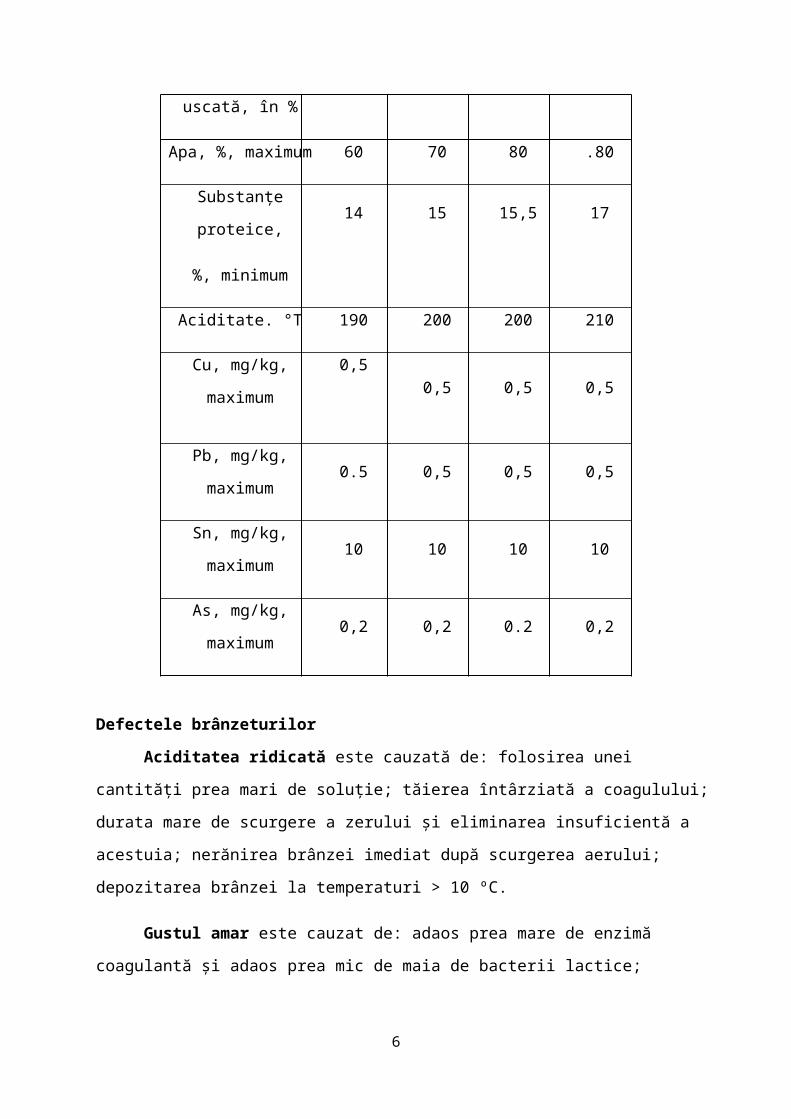
uscată, în %
Apa, %, maximum 60 70 80 .80
Substanțe
proteice,
%, minimum
14 15 15,5 17
Aciditate. °T 190 200 200 210
Cu, mg/kg,
maximum
0,50,5 0,5 0,5
Pb, mg/kg,
maximum0.5 0,5 0,5 0,5
Sn, mg/kg,
maximum10 10 10 10
As, mg/kg,
maximum0,2 0,2 0.2 0,2
Defectele brânzeturilor
Aciditatea ridicată este cauzată de: folosirea unei
cantități prea mari de soluție; tăierea întârziată a coagulului;
durata mare de scurgere a zerului şi eliminarea insuficientă a
acestuia; nerănirea brânzei imediat după scurgerea aerului;
depozitarea brânzei la temperaturi > 10 ºC.
Gustul amar este cauzat de: adaos prea mare de enzimă
coagulantă şi adaos prea mic de maia de bacterii lactice;
6
răcirea brânzei înainte de scurgerea completă a zerului;
scurgerea timpurie a zerului.
Gustul de drojdie este datorat infectării produsului cu
drojdie, după fabricarea acestuia.
Gustul de fermentat este datorat infectării coagulului cu
bacterii coliforme, care dau şi aspect buretos acestuia, iar
produsului finit (brânzei) structura atârnată (spumoasă).
Gustul de mucegăit se datorează infectării produsului cu
mucegaiuri din spațiile neigienizate,neaerisite şi folosirii
ambalajelor murdare.
Brânzeturile nu trebuie sa prezinte balonare, sau în
secțiune nu trebuie sa aibă zone cu mucegai (cu excepția
brânzeturilor fermentate cu mucegai în pats). Nu este admis sa
se adauge în brânzeturi: grăsimi de alta natura decât cele
lactate; substanțe amidonoase; conservanți sau coloranți, cu
excepția brânzeturilor la care se admit săruri de topire; au
gust si miros straniu de: acru, amar, afumat etc.
SCHEMA TEHNOLOGICĂ DE OBŢINERE A BRÂNZEI
Brânzeturile proaspete se obțin prin coagularea laptelui, ca
o consecință a acidifierii acestuia cu bacterii lactice sau prin
acidifiere şi acțiunea unei enzime coagulante (de regulă cheag).
7
Culturile starter folosite la fabricarea brânzeturilor
proaspete sunt formate din: Lactococcus lactis subsp. lactis, Lactococcus
lactis subsp. cremohs pentru formare de aciditate. Uneori se
utilizează şi Lactococcus lactis biov. diacetilactis sau Leuconostoc
mezenteroides subsp. cremoris pentru aromă. Pentru a evita proteoliza
care poate conduce la micşorarea randamentului şi la apariția de
miros şi gust nedorit, Lactococcus lactis subsp. lactis este eliminat
din cultura starter de producție.
Recepţia calitativă
Este o importantă operațiune a procesului tehnologic ce
trebuie executată cu multă atenție.
Aceasta constă în determinarea parametrilor calitativi
prevăzuți in STAS în Normele igienico
sanitare :
-proprietăți organoleptice : aspect, consistență, culoare,
miros, şi gust.
-proprietăți fizice si chimice : aciditate, densitate,
conținut de grăsime, subst. uscată , titru proteic,
gradul de impurificare şi temperatura.
-proprietăți biochimice: proba reductazei;
-parametrii microbiologici: numărul total de germeni, numărul
celulelor somatice şi stafilococus aureus.
La secțiile de fabricare a brânzeturilor este indicat ca
aceste determinări sa fie completate
periodic cu proba coagulării laptelui care oferă indicații
prețioase, în baza cărora se pot face aprecieri privind
comportarea laptelui la închegare.
8
Recepţia cantitativă
Este operațiunea prin care se stabileşte cantitatea de
lapte recepționat de către secția de fabricație şi se face
volumetric prin măsurarea întregii cantitatea, care apoi se
exprima in litri. Modul în care se efectuează măsurarea sau
cântărirea diferă în funcție de dotarea secției si de tipul
ambalajelor în care este transportat laptele (recipiente de
mică capacitate, bidoane speciale pentru lapte de 25l sau
autocisterne).
Astfel, daca laptele recepționat direct de la
producători, transportat în diferiți recipiente de capacitate
mică, se măsoară cu o maturatoare cu flotor, cu capacitate de
15 l, iar dacă laptele este transportat în bidoane speciale
pentru lapte de 25 l, confecționate din material plastic sau
metalic, se completează până la semn toate bidoanele, iar
laptele rămas în bidonul incomplet, se măsoară cu aceeaşi
maturatoare cu flotor.
Filtrarea și curăţirea laptelui
Cu toate măsurile ce se iau, în lapte pătrund pe căi
diferite, destul de multe impuritatea formate din particule de
praf, par de animale, murdărie din grajd, resturi de nutreț,
nisip, care trebuie îndepărtate înaintea trecerii laptelui la
prelucrare, operațiune ce se face prin filtrare şi prin
curățirea cu curățitoare centrifugale.
Cea mai simplă metodă de filtarare constă în trecerea
laptelui prin mai multe straturi de tifon (4-6 straturi),
9
operațiune ce poate fi făcută în mai multe locuri ale
traseului tehnologic înaintea pasteurizării, cum ar fi : la
umplerea cilindrului de măsurare, la golirea laptelui în
bazinul de recepție, la golirea în vanele de prelucrare.
Un sistem de filtrare mai perfecționat consta în utilizarea
filtrelor cu cartuş filtrant executat
dintr-o țesătură metalică specială din inox. Acestea asigură
filtrarea laptelui în flux continuu şi au construcție simplă,
fiind uşor de demontat pentru spălare si curățire.
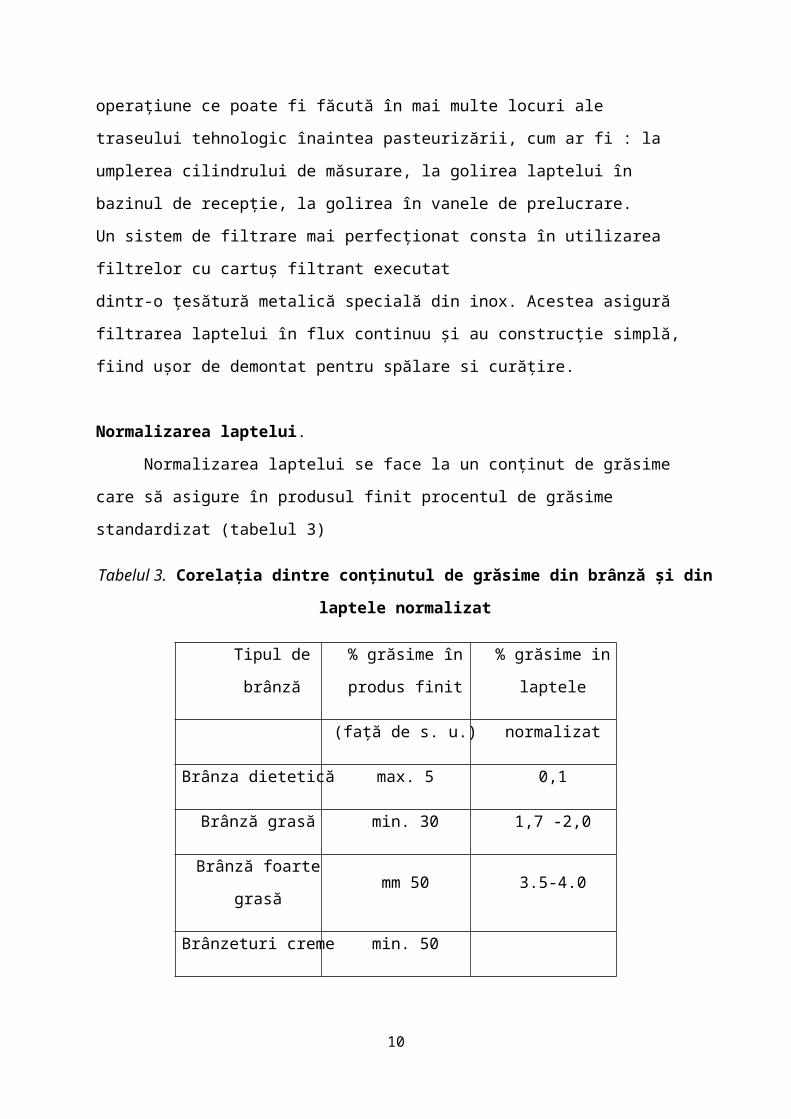
Normalizarea laptelui.
Normalizarea laptelui se face la un conținut de grăsime
care să asigure în produsul finit procentul de grăsime
standardizat (tabelul 3)
Tabelul 3. Corelaţia dintre conţinutul de grăsime din brânză și din
laptele normalizat
Tipul de
brânză
% grăsime în
produs finit
% grăsime in
laptele
(față de s. u.) normalizat
Brânza dietetică max. 5 0,1
Brânză grasă min. 30 1,7 -2,0
Brânză foarte
grasămm 50 3.5-4.0
Brânzeturi creme min. 50
10
Pasteurizarea laptelui.
Se face în funcție de utilajele existente şi anume în
cazane sau vane la temperatura de 63...65°C/30-20 min; în
pasteurizatoare cu plăci la temperatura de 71...74°C/40-20s; în
pasteurizatoare la temperatura 33-87°C/15-10s; în vane cu manta
dublă la temperatura de 85...87°C cu menținerea 15-20 min, în
cazul în care se urmăreşte înglobarea albuminei din lapte în
masa de brânză.
Pregătirea laptelui pentru coagulare.
Această pregătire constă în: răcire la 23...28°C, pentru
procedeul cu durata lungă, şi la 33...35°C, pentru cel de durată
mijlocie. La brânzeturi - creme, răcirea laptelui se face până
la 21...23°C (procedeul de lungă durată); adaos de maia de
producție în proporție de 0,5 - 1% pentru brânza proaspătă de
vacă - procedeul de durată lungă; 5% pentru brânza proaspătă de
vacă - procedeul de durată mijlocie - şi 1-1,5% pentru
brânzeturile a-creme (procedeul de lungă durată); adaos de CaCI3
în proporție de 15-40 g/100 l lapte, sub formă de soluție
(dizolvată în 2 l apă).
Maturarea laptelui.
La temperaturile menționate, laptele se menține 1.5-2 ore
la procedeul de lungă durată, 2-2,5 ore la procedeul de durată
mijlocie şi 2-3 ore la procedeul de lungă durată în cazul
laptelui destinat fabricării brânzeturilor - creme. Aciditatea
laptelui după maturare trebuie să fie cu 3-4°T mai mare decât
aciditatea laptelui după pasteurizare, respectiv 23-25°T la
11
procedeul de lungă durată, 33-35°T la procedeul de durată
mijlocie în cazul brânzei proaspete de vaci şi 23~24°T la
procedeul de lungă durată în cazul brânzeturilor-creme.
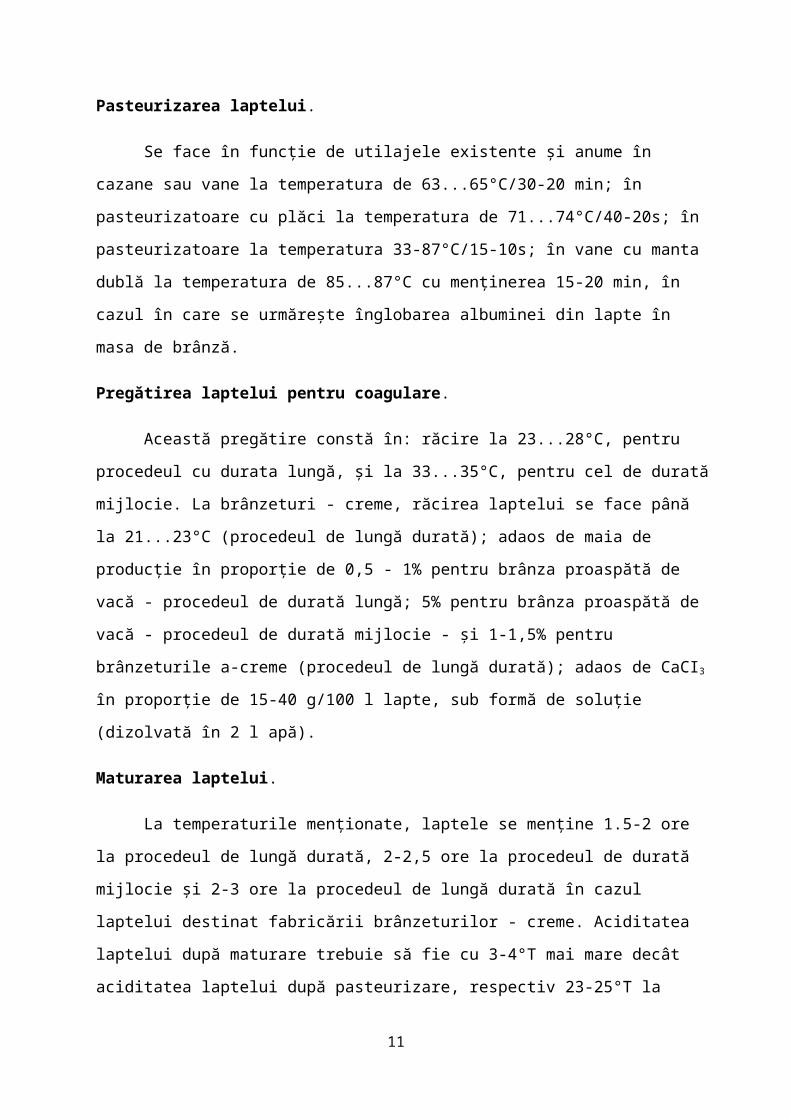
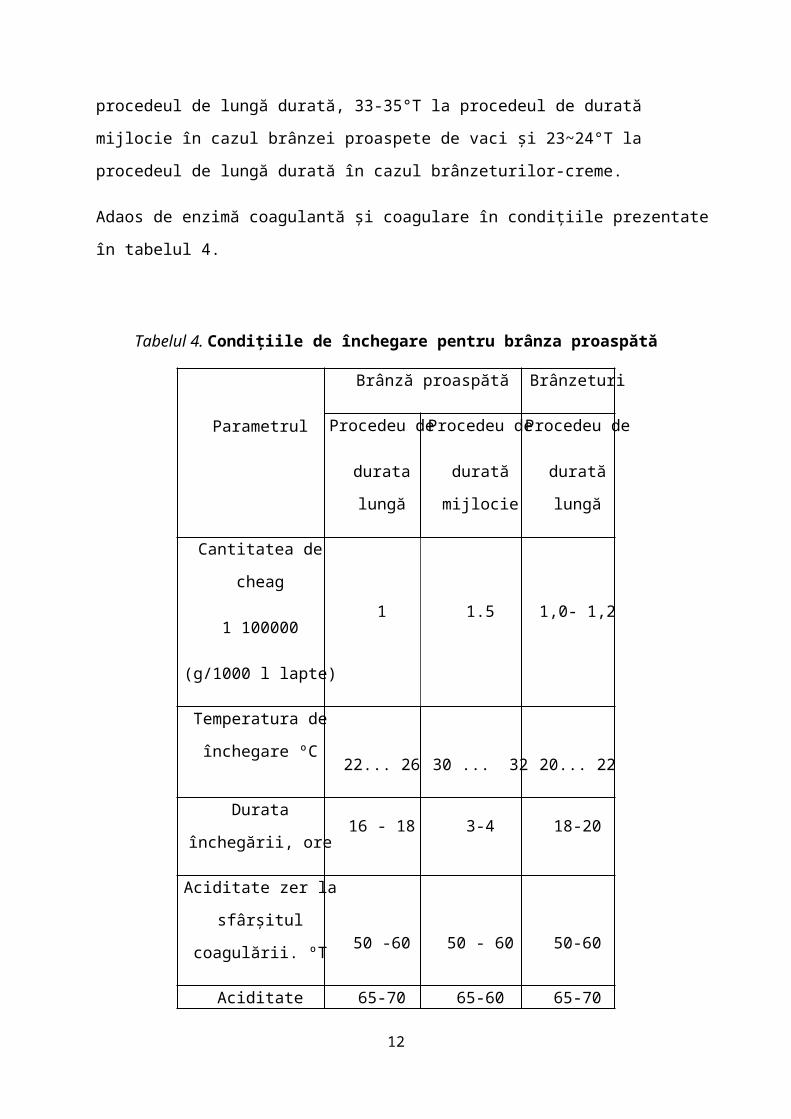
Adaos de enzimă coagulantă şi coagulare în condițiile prezentate
în tabelul 4.
Tabelul 4. Condiţiile de închegare pentru brânza proaspătă
Parametrul
Brânză proaspătă Brânzeturi
Procedeu de
durata
lungă
Procedeu de
durată
mijlocie
Procedeu de
durată
lungă
Cantitatea de
cheag
1 100000
(g/1000 l lapte)
1 1.5 1,0- 1,2
Temperatura de
închegare ºC22... 26 30 ... 32 20... 22
Durata
închegării, ore16 - 18 3-4 18-20
Aciditate zer la
sfârşitul
coagulării. ºT 50 -60 50 - 60 50-60
Aciditate 65-70 65-60 65-70
12
coagul, ºT
Prelucrarea coagulului.
Coagulul din vană se prelucrează după cum urmează:
- tăiere coagul în coloane cu secțiunea pătrată având latura de
6-8 cm în cazul vanelor mecanizate şi 8-12 cm în cazul vanelor
şi cazanelor nemecanizate;
- repaus 0,5-1 oră pentru separare zer care se elimină.
Scoaterea coagulului după separare zer şi introducerea în
saci de sedilă. Sacii se strâng la gură şi se aşează pe crinta
pentru scurgerea zerului.
În prima fază se aşează pe un singur rând, apoi se suprapun
câte 2-3 şi apoi câte 4 saci; în timpul scurgerii, sacii se
întorc de 2-3 ori pentru a uşura eliminarea zerului, în
intervalul a 4-5 ore, la temperatura camerei de 16...20°C. În
cazul brânzeturilor-creme, scurgerea zerului se face în două
etape şi anume:
- autopresare: 3-5 ore la 18...20°C;
- presare: 10-15 ore la 8...10°C.
Forța de presare este de 0,5-1 kgf/kg brânză.
Pastificarea brânzei.
Se realizează în maşină specială (pastificator), în scopul
obținerii unei paste fine şi untoase. Pastificarea se face
13
concomitent cu răcirea brânzei la 6 ·10°C, în vederea opririi
proceselor fermentative, respectiv creşterii acidității. La
brânzeturile-creme, înainte de pastificare, se face o malaxare,
când se adaugă 1-1,5% NaCl.
Ambalarea.
Brânza proaspătă se poate ambala în: ;
- bidoane metalice (aluminiu, inox) cu capacitate de maximum 5
kg;
- pahare din carton parafinat sau din plastic, cu conținut net
de 100, 200, 250, 500 g;
- pachete învelite în foiță metalizată sau în hârtie pergament,
cu conținut net de 50. 100, 200, 250, 500g.
Depozitarea.
Brânzeturile proaspete se depozitează la 2...8ºC ,durata de
păstrare fiind de 12 luni. In depozitele amenajate, in subsoluri
temperatura nu trebuie sa depăşească 12 °C , durata de păstrare
fiind de 4 luni.
14
MAŞINA DE PASTIFICAT BRÂNZĂ
Maşina de pastificat face ca brânza de vacă, proaspăt
fabricată să aibă o consistență cât mai fină şi cremoasă.
Totodată în timpul trecerii prin pastificator, brânza este
răcită la o temperatură scăzută (sub 10°C), prevenindu-se
creşterea acidității acesteia.
Maşina de pastificat din fig 1 este formată din pâlnia de
alimentare (1), corpul cilindric (2) cu şnecul de construcție
specială (3), cu nervuri elicoidale, ce este antrenat de un
motoreducător (4). La capătul cilindrului este o placă de
inox, cu găuri cu diametru foarte mic, prin care brânza trece
în orificiul de evacuare (5). Corpul cilindric are perete
dublu (6), prin care circulă agentul de răcire (apă de gheață
cu temperatura de 0…1°C), care este căptuşit cu un strat de
termoizolație (7) şi cu mantaua exterioară de protecție (8)
din tablă de oțel inoxidabil.
Toate părțile maşinii, care vin în contact cu produsul, sunt
executate din oțel inoxidabil şi sunt demontabile pentru a
putea fi curățate şi igienizate după utilizare.
15
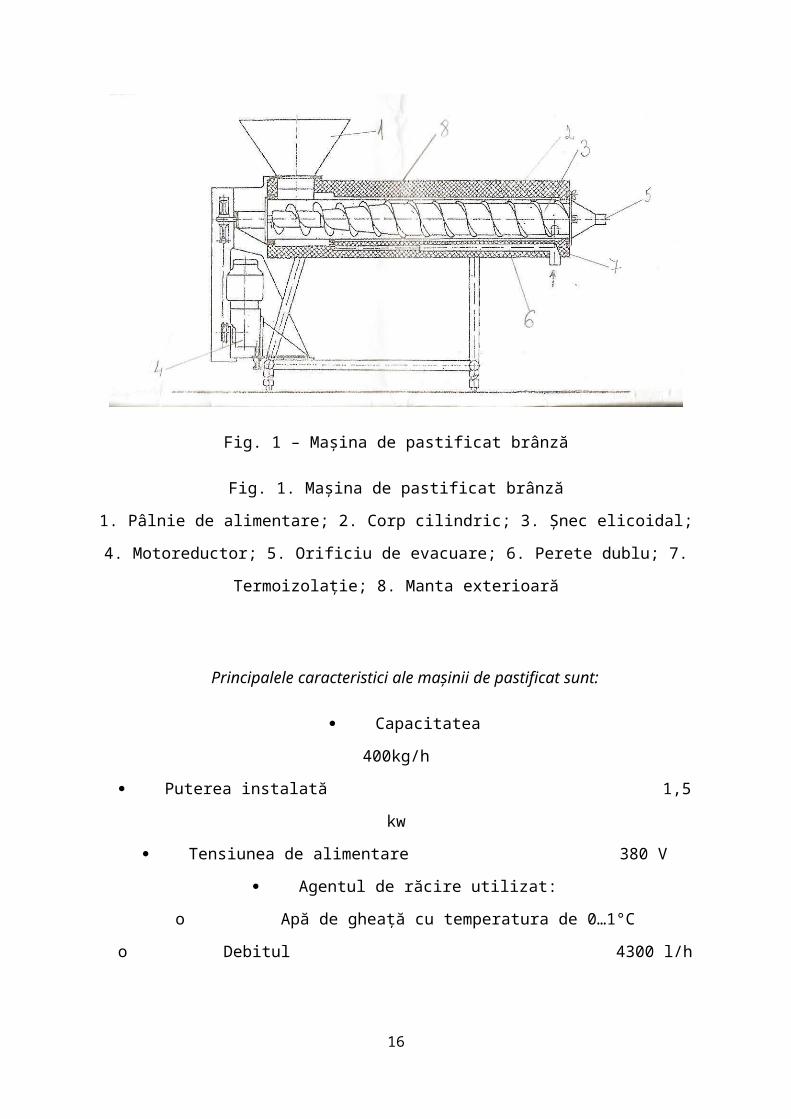
Fig. 1 – Maşina de pastificat brânză
Fig. 1. Maşina de pastificat brânză
1. Pâlnie de alimentare; 2. Corp cilindric; 3. Şnec elicoidal;
4. Motoreductor; 5. Orificiu de evacuare; 6. Perete dublu; 7.
Termoizolație; 8. Manta exterioară
Principalele caracteristici ale maşinii de pastificat sunt:
Capacitatea
400kg/h
Puterea instalată 1,5
kw
Tensiunea de alimentare 380 V
Agentul de răcire utilizat:
o Apă de gheață cu temperatura de 0…1°C
o Debitul 4300 l/h
16
Masa netă 230
kg
Mecanizarea fabricării brânzeturilor a rămas în urma
mecanizării altor produse alimentare, în mare parte datorită
complexității fenomenelor ce au loc în tehnologia acestora.
Astfel, în timp ce în producția de unt fenomenele fizice
predomină față de cele biochimice şi bacteriologice,
operațiile ce modifică fazele componenților laptelui din care
rezultă untul fiind mecanice, la fabricarea brânzeturilor în
special şi a altor produse lactate, intervin în mare măsură
fenomene biochimice, unele din ele insuficient de cunoscute
sau explicate până în prezent, precum şi un număr impresionant
de mare de parametri.
Aşa se explică faptul că mecanizarea şi automatizarea
fabricării untului au fost posibile de mai bine de 25 de ani,
în timp ce a brânzeturilor, cu unele rare excepții, este încă
în fază incipientă.
Atenția ce se dă în ultimul timp alimentelor proteice şi
respectiv şi brânzeturilor, dezvoltarea biochimiei si factorii
economici contribuie ca această rămânere în urmă să fie pe
cale de dispariție.
17
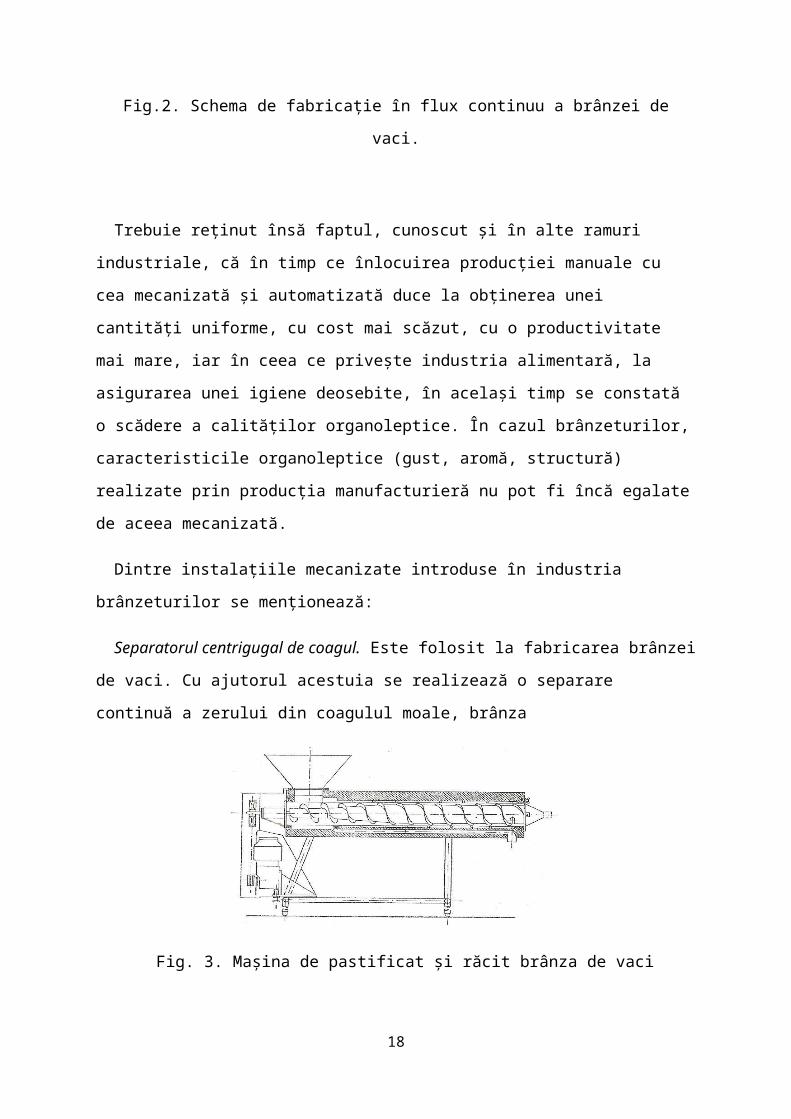
Fig.2. Schema de fabricație în flux continuu a brânzei de
vaci.
Trebuie reținut însă faptul, cunoscut şi în alte ramuri
industriale, că în timp ce înlocuirea producției manuale cu
cea mecanizată şi automatizată duce la obținerea unei
cantități uniforme, cu cost mai scăzut, cu o productivitate
mai mare, iar în ceea ce priveşte industria alimentară, la
asigurarea unei igiene deosebite, în acelaşi timp se constată
o scădere a calităților organoleptice. În cazul brânzeturilor,
caracteristicile organoleptice (gust, aromă, structură)
realizate prin producția manufacturieră nu pot fi încă egalate
de aceea mecanizată.
Dintre instalațiile mecanizate introduse în industria
brânzeturilor se menționează:
Separatorul centrigugal de coagul. Este folosit la fabricarea brânzei
de vaci. Cu ajutorul acestuia se realizează o separare
continuă a zerului din coagulul moale, brânza
Fig. 3. Maşina de pastificat şi răcit brânza de vaci
18
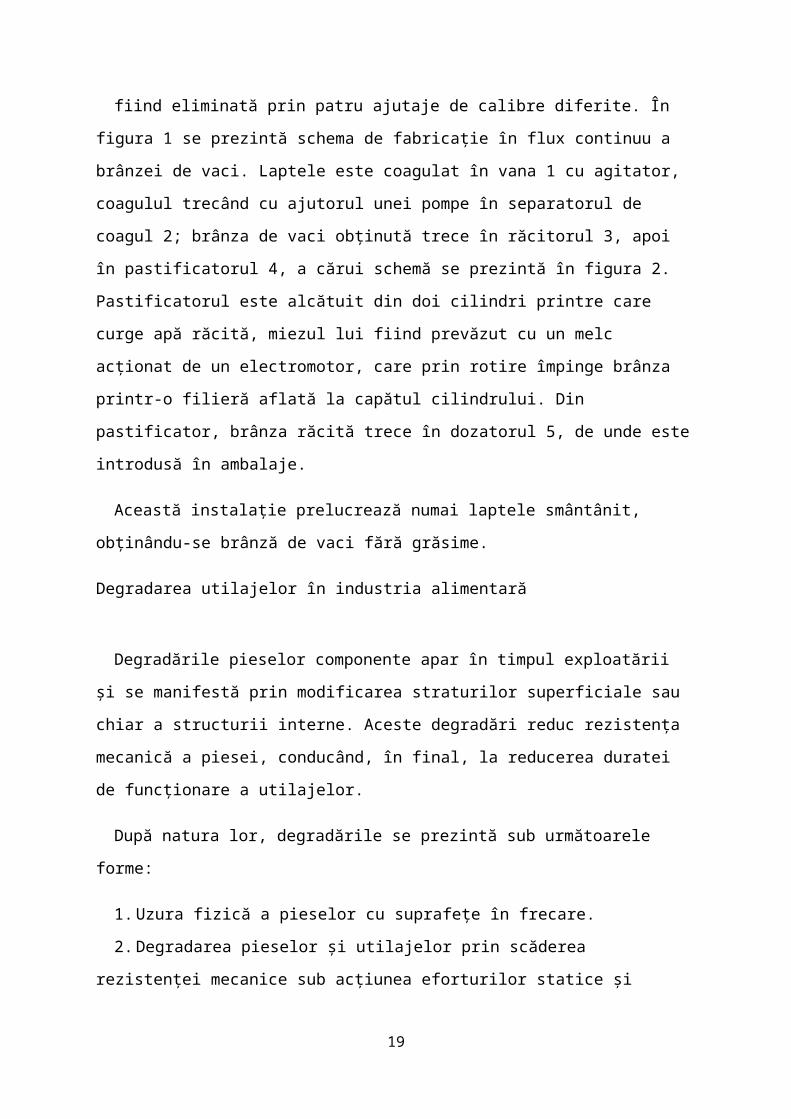
fiind eliminată prin patru ajutaje de calibre diferite. În
figura 1 se prezintă schema de fabricație în flux continuu a
brânzei de vaci. Laptele este coagulat în vana 1 cu agitator,
coagulul trecând cu ajutorul unei pompe în separatorul de
coagul 2; brânza de vaci obținută trece în răcitorul 3, apoi
în pastificatorul 4, a cărui schemă se prezintă în figura 2.
Pastificatorul este alcătuit din doi cilindri printre care
curge apă răcită, miezul lui fiind prevăzut cu un melc
acționat de un electromotor, care prin rotire împinge brânza
printr-o filieră aflată la capătul cilindrului. Din
pastificator, brânza răcită trece în dozatorul 5, de unde este
introdusă în ambalaje.
Această instalație prelucrează numai laptele smântânit,
obținându-se brânză de vaci fără grăsime.
Degradarea utilajelor în industria alimentară
Degradările pieselor componente apar în timpul exploatării
şi se manifestă prin modificarea straturilor superficiale sau
chiar a structurii interne. Aceste degradări reduc rezistența
mecanică a piesei, conducând, în final, la reducerea duratei
de funcționare a utilajelor.
După natura lor, degradările se prezintă sub următoarele
forme:
1.Uzura fizică a pieselor cu suprafețe în frecare.
2.Degradarea pieselor şi utilajelor prin scăderea
rezistenței mecanice sub acțiunea eforturilor statice şi
19
dinamice, a solicitărilor termice şi a îmbătrânirii
materialelor (solicitate la oboseală).
3.Coroziunea materialelor sub acțiunea unor medii agresive.
Uzura fizică a pieselor
Uzura poate să apară atunci când două piese ale unei maşini
sau instalații se mişcă una din raport cu cealaltă. În
evoluția uzurii şi în durabilitatea utilajului, forma
suprafeței are o influență esențială; este ştiut faptul că nu
este posibil să se execute o suprafață perfect netedă; orice
piesă, privită la microscop, prezintă o ondulație (rugozitate)
pronunțată (fig. 4).
Pentru evitare uzurii, între cele două suprafețe se
intercalează un material intermediar, care în majoritatea
cazurilor este un lubrifiant. Dacă cele două suprafețe ar
acționa fără sa fie protejate de lubrifianți, ele s-ar
comporta asemănător materialelor abrazive şi ar amplifica, în
acest fel, acțiunea de distrugere, ducând chiar la blocarea
mecanismului. Rugozitatea suprafeței amplifică uzura numai
atunci când vârfurile rugozității sunt mai înalte decât
grosimea filmului de ulei. Vârfurile înalte ale rugozității
acționează în acest caz ca nişte cuțite aşchietoare. În
general, este de tolerat o anumită rugozitate, deoarece, în
suprafața rugoasă se formează mici depozite de lubrifianți
care mențin temporar ungerea. Creşterea uzurii duce la
înrăutățirea funcționării mecanismului.
20
Uzura variază în funcţie de timp după o curbă indicată în fig.5 şi se desfăşoară în
trei etape:
- etapa I – care corespunde perioadei de rodaj a utilajului;
- etapa II - care corespunde funcționării în sarcină a
utilajului, uzura lui fiind naturală. În această perioadă,
uzura creşte treptat de la uzura inițială U, până la uzura
maximă Umax admisă;
-etapa III – care se caracterizează prin creşterea foarte
rapidă a uzurii şi corespunde perioadei de avarie. În caz că
nu este oprită funcționarea piesei se constată dezechilibrarea
funcționării normale a mecanismului şi, în cele din urmă,
deteriorarea lui. Pentru a preveni o asemenea situație, este
necesar a se cunoaşte momentul începerii uzurii de avarie sau
momentul când utilajul a ajuns la uzura maximă.
Acesta necesită stabilirea timpului în decursul căruia are
loc uzura naturală sau
cunoaşterea intervalului dintre reparații a utilajului, adică
timpul în care uzura creşte. Astfel, se va putea interveni din
timp pentru oprirea utilajului şi trecerea la repararea lui.
Se observă că, din aceste trei etape, etapa a II- a trebuie să
fie cea mai mare, etapa I trebuie să aibă o perioadă limitată,
iar etapa a III-a este indicat să fie evitată.
21
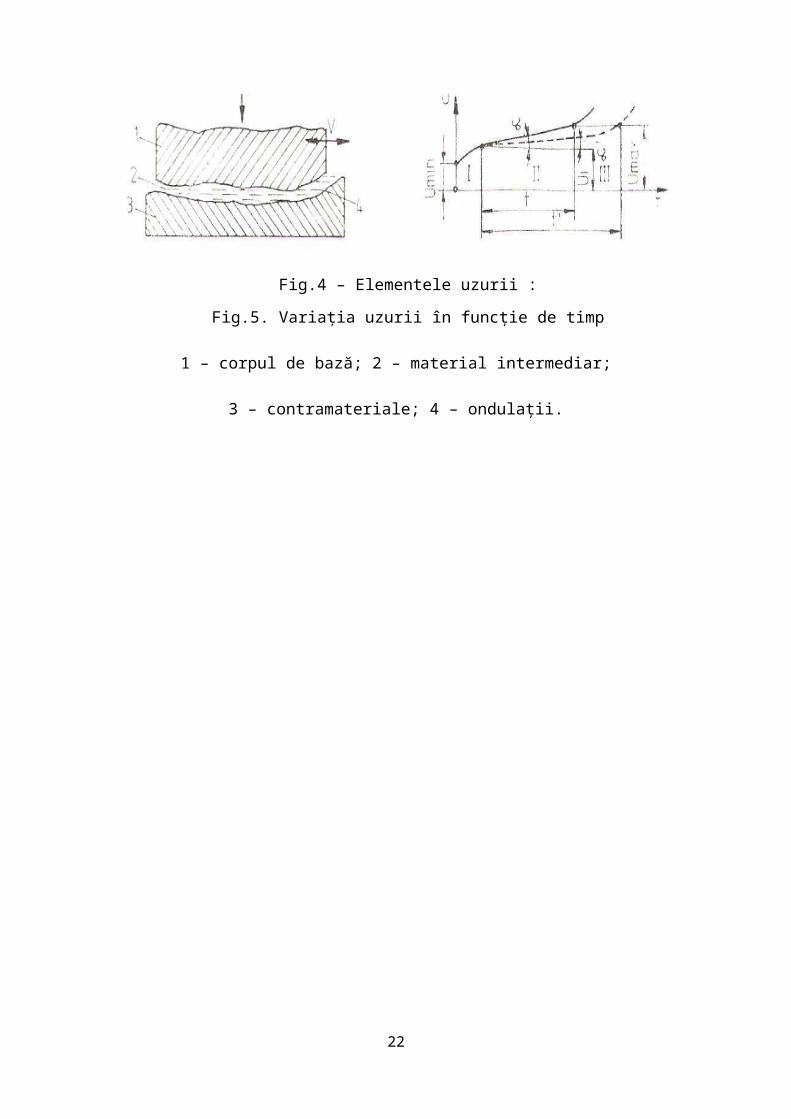
Fig.4 – Elementele uzurii :
Fig.5. Variația uzurii în funcție de timp
1 – corpul de bază; 2 – material intermediar;
3 – contramateriale; 4 – ondulații.
22
Factorii de care depinde uzura
Uzura este influențată de următorii factori:
a) Materialul din care sunt executate piesele. Durabilitatea
pieselor poate fi
mărită prin alegerea unor structuri optime pentru materialul
din care se execută piesele cât şi prin realizarea unei
compoziții deosebite a stratului superficial.
b) Funcția pe care o îndeplineşte piesa. Astfel, când piesa
se roteşte şi
antrenează şi alte piese, uzura ei va fi mai mare decât la
piesele statice.
c) Gradul de prelucrare al pieselor componente. Cu cât
calitatea suprafeței va
fi mai bună, cu atât rezistența la uzură va fi mai mare.
d) Solicitările repetate la care sunt supuse organele de
maşini. Cu cât
solicitările vor mai mari şi mai variate ca intensitate, cu
atât uzura va fi mai mare. Piesa supusă unei sarcini continue
se uzează mai puțin decât atunci când este supusă aceleiaşi
sarcini sub formă de şocuri.
e) Forma piesei; piesele cu formă regulate şi muchii
rotunjite se vor uza mai
puțin decât cele cu forme neregulate.
f) Tratamentul termic aplicat; când piesa, după prelucrare,
a fost supusă unui
23
tratament termic sau termogen, rezistă la uzură mai bine decât
piesele netratate.
Din punctul de vedere al cauzelor ce o produc, uzura poate
fi: naturală sau de
avarii.
Uzura naturală apare în cazul condițiilor de exploatare
naturală, iar cea de avarie în cazul condițiilor de
exploatare anormală sau a construcției defectuoase a
maşinii. Uzura naturală poate fi, la rândul ei mecanică sau
chimică. Uzura mecanică se produce datorită frecării ce
apare în timpul mişcării suprafețelor, în contact una cu
alta. Uzura chimică constă în modificarea materialului din
care este executată piesa respectivă sub acțiunea factorilor
fizico-chimici, respectiv a acțiunii de coroziune. Uzura
prin frecare se manifestă prin schimbarea structurii şi a
proprietăților materialului de construcție, pe o anumită
adâncime de la suprafața de contact.
În funcție de deplasarea relativă a suprafețelor, se
deosebeşte: frecare de alunecare şi frecare de rostogolire.
a) În cazul frecării de alunecare, au loc următoarele
fenomene:
- oxidarea straturilor de la suprafața piesei în contact cu
oxigenul, sub formă
de acizi; acestea, fiind particule casante, se strivesc sau se
macină, fiind antrenate, datorită mişcării suprafețelor şi,
producând în acest fel, uzura lor;
24
- încălzirea suprafețelor în timpul funcționării care duce
la schimbări în
structura metalului, ceea ce modifică caracteristicile
mecanice ale straturilor de contact;
- apariția de particule dure abrazive, ce pot fi aduse pe
suprafața de frecare
(de către lubrifiantul impur sau praful dintr-un curent de aer
etc.).
b) La frecarea de rostogolire (rulmenți şi roți dințate), se
întâlnesc
următoarele fenomene:
- uzura de oxidare, asemănătoare cu cea de la frecarea de
alunecare;
- uzura de aspect de ciupituri care se manifestă prin
formarea de fisuri mici
şi, după aceea, prin ciupituri mai mari; această uzură este
provocată de solicitări variabile şi repetate.
Pe măsură ce uzura creşte, se măresc jocurile dintre
piese, astfel că, la piesele articulate, la uzura de frecare
se mai adaugă şi acțiunea de şoc, care are ca rezultat atât
creşterea jocurilor prin deformarea plastică cât şi oboseala
materialului, ca urmare a eforturilor repetate.
În funcţie de prezenţa sau lipsa lubrifianţilor, frecare poate fi:
- frecarea uscată când lubrifiantul lipseşte complet dintre
suprafețele de
contact;
25
- frecare semiuscată când se freacă suprafețele dure, între
care se află o
oarecare cantitate de lubrifiant, ce nu acoperă întreaga
suprafață de contact;
- frecare semilichidă, care apare când asperitățile,
respectiv adânciturile
datorită imperfecțiunii prelucrării suprafețelor, sunt mai
mari decât grosimea filmului de lubrifiant; această frecare
are loc în momentul deplasării pieselor, în perioada de
oprire, când stratul de lubrifiant dintre suprafețele în
frecare este împins în afară;
- frecarea lichidă, la care suprafețele sunt complet
separate printr-un film de
lubrifiant, ce suportă întreaga sarcină.
Frecarea uscată şi frecarea lichidă depind de: calitatea
suprafețelor pieselor în
mişcare (rugozitate); proprietățile fizico-chimice ale
materialului (structura, duritatea, rezistența chimică;
calitatea lubrifiantului folosit la ungere (vâscozitatea).
Rezistența la frecare dintre două suprafețe este
caracterizată prin coeficientul de
frecare, care are diverse valori, în funcție de tipul
frecării, variind între 0,20 la frecarea uscată si 0,001 la
frecarea lichidă. Valoarea coeficientului de frecare poate fi
redusă de 200-250 de ori, cu ajutorul lubrifiantului.
26
Degradarea utilajelor prin scăderea rezistenței mecanice
Degradările care conduc la scăderea rezistenței mecanice se
datoresc solicitărilor dinamice şi statice, solicitărilor
termice şi îmbătrânirii (oboselii) materialului.
Degradarea prin solicitări dinamice și statice
În exploatare, o serie de piese sunt supuse unor eforturi
dinamice şi statice. Sarcinile aplicate fără variații asupra
unei piese se numesc sarcini statice, iar cele aplicate brusc
sau care variază mult în timp se numesc sarcini dinamice.
Aceste eforturi duc la degradarea pieselor. Dacă utilajul este
exploatat corect, degradarea reprezintă o uzură normală; în
cazul când aceste eforturi sunt aplicate fără sa se țină seama
de condițiile normale de exploatare, degradarea se produce
înainte de termen.
Rezistența piesei, capacitatea ei de a nu se distruge depind
de materialul din care este executată şi de mărimea
eforturilor la care este supusă.
Evitarea degradării se poate realiza în faza de proiectare
şi construcție a pieselor sau în timpul exploatării
utilajului, respectând prescripțiile prevăzute în cartea
tehnică.
Dintre acestea cele mai importante sunt:
27
a) Prescripţii constructive:
- pentru fiecare piesă să se stabilească sarcina maximă ce
trebuie să o preia
şi felul ei;
- materialul din care urmează a se construi piesa
respectivă să fie ales în
raport cu caracteristicile tehnice necesare;
- să se calculeze secțiunea piesei din condiția de
rezistență, alegându-se
coeficientul de siguranță corespunzător.
În timpul lucrărilor de reparații, când se înlocuiesc
diferitele piese uzate şi nu există
toate datele necesare efectuării calculului de dimensionare,
se foloseşte ca ghid piesa uzată, stabilindu-se însă, prin
analiză, materialul din care au fost executate şi dimensiunile
inițiale. Acest procedeu se utilizează numai în cazul când
uzura acelei piese a fost normală.
Dacă piesa a suferit o deteriorare, cu toate că utilajul a
fost exploatat corect, se verifică în mod obligatoriu în faza
de înlocuire, caracteristicile materialului şi dimensiunile
piesei, stabilindu-se cauzele deteriorării şi măsurile ce
trebuie luate la realizarea piesei noi. Când piesa este supusă
unor solicitări dinamice, la calcul se are în vedere forța
reală ce acționează în piesa respectivă.
În cazul folosirii unor utilaje din import, piesele de
schimb trebuie relevate înainte de intrarea în funcțiune a
28
utilajului, astfel încât să se poată folosi cu uşurință un
număr suficient de piese la repararea utilajului.
b)Prescripţii de exploatare. S-a observat că, la construcția unui
utilaj, în
calcul se ia o anumită sarcină care conduce la stabilirea
dimensiunilor piesei. Dacă utilajul este supus la sarcini
mărite, astfel încât efortul unitar să depăşească pe cel
admisibil, se produce deformarea sau chiar ruperea piesei. De
acea, este necesar ca, pentru fiecare utilaj să se respecte,
în timpul exploatării, capacitatea de încărcare.
În cazul în care utilajul este construit pentru a
funcționa continuu, trebuie evitate în
timpul exploatării pornirile şi opririle dese, care conduc la
fenomenul de îmbătrânire a materialului şi la apariția
fisurilor. În timpul exploatării, trebuie evitată apariția
forțelor de inerție la piesele în mişcare. Aceasta se obține
prin punerea treptată a utilajului în sarcină cu ajutorul unui
variator de viteză.
Respectarea acestor prescripții de exploatare cât şi a
altora, specifice fiecărui utilaj, duce la prelungirea duratei
de funcționare a utilajului.
Degradarea pieselor prin solicitări termice
La temperaturi mai ridicate de 200°C, acțiunea
temperaturii asupra materialelor trebuie serios luată în
seamă. O caracteristică a oțelurilor este creşterea
29
rezistenței de rupere în intervalul de temperatură de 200 -
300°C, după care aceasta scade. Creşterea rezistenței la
rupere a oțelurilor, în acest interval de temperatură, este
însoțită de mărirea fragilității. S-a observat că metalele au
proprietatea de a se deforma plastic în mod lent şi
continuu la solicitările constante, indiferent de temperatură,
fenomen numit fluaj. Fluajul se manifestă însă deosebit de
intens la temperaturi ridicate. Viteza de fluaj creşte mult
mai repede atunci când creşte temperatura, solicitarea
rămânând constantă.
Evitarea degradării prin solicitări termice se poate realiza prin:
- alegerea materialelor pentru construcția utilajelor şi
instalațiilor să se facă
în funcție de destinația şi de temperatura la care vor lucra
diferitele părți componente ale lor;
- în timpul exploatării utilajului, trebuie avut grijă ca
temperatura lui sau a
diferitelor părți componente să nu depăşească temperatura de
regim prescrisă; creşterea temperaturii de regim duce la
distrugerea pieselor şi a utilajului.
Păstrarea temperaturii constante se face prin control, cu
aparatură de automatizare.
Degradarea pieselor prin îmbătrânirea (oboseala) materialelor
30
S-a constatat că piesele supuse sarcinilor variabile
(ciclice) se distrug, la solicitări inferioare rezistenței de
rupere statică. Solicitarea variabilă maximă la care ruperea
unui material nu se produce, oricât timp ar fi acesta
încercat, se numeşte rezistența la oboseală a materialului.
Majoritatea ruperilor organelor de maşini în exploatare sunt o
consecință a acționării solicitărilor variabile. Factorii cei
mai importanți care contribuie la reducerea rezistenței la
solicitările variabile sunt de natură constructivă,
tehnologică şi de exploatare. Studiindu-se aspectul
materialelor în secțiunea de rupere, s-a putut constata
deosebirea dintre fenomenele ce se produc în materialul supus
la solicitări statice şi cele ce se produc la solicitări
variabile în timp.
În cazul eforturilor statice, suprafața este mai omogenă
ca urmare a deformărilor plastice, iar în cazul eforturilor
variabile, structura are aspect eterogen, cu zona de
granulație mărită.
Factori care influenţează rezistenţa la oboseală
- Factorii constructivi. S-a constatat că rezistența la oboseală
depinde de
forma piesei. Astfel, piesele cu forme complexe au o
rezistență la oboseală mai mică decât piesele cu forme simple
şi cu suprafețe netede. Rezistența la oboseală mai depinde şi
31
de dimensiunile piesei, aceasta micşorându-se pe măsura
creşterii dimensiunilor.
- Factorii tehnologici. Caracteristicile mecanice ale metalelor
sunt strâns
legate de proprietățile lor chimice.
Elementul care influențează calitatea oțelurilor este
carbonul. La oțelurile cu un
conținut sub 0,9% carbon, rezistența la oboseală creşte o dată
cu creşterea conținutului de carbon iar, la cele cu un
conținut peste 0,9% carbon, rezistența scade cu creşterea
conținutului de carbon. Sulful, până la 0,2%, nu influențează
rezistența la oboseală, iar fosforul, până la un conținut de
0,4%, are o influență pozitivă asupra comportării la oboseală
a metalului.
Incluziunile nemetalice provoacă o micşorare a
rezistenței la oboseală, aceasta
depinzând de mărimea şi forma incluziunilor, precum şi de
poziția acestora în material.
Din practică s-a constatat că, rezistența la oboseală
depinde şi de calitatea suprafeței prelucrate, ea scăzând
odată cu creşterea rugozității.
- Condiţiile de lucru. În timpul exploatării, organele de maşini
sunt supuse
frecvent suprasolicitărilor de scurtă durată, care întrec
rezistența la oboseală a materialului. Astfel de
32
suprasolicitări sunt întâlnite la pornirea utilajului, la
trecerea prin turația critică etc.
Temperatura influențează asupra calității metalelor.
Astfel, funcționând la temperaturi de 300 - 400°C, rezistența
la oboseală a pieselor scade brusc, pe când, la temperaturi
sub 20°C, rezistența la oboseală creşte.
Coroziunea influențează negativ rezistența la oboseală.
Organele de maşini ale utilajelor folosite în industria
alimentară funcționează în medii corozive, ca: apă, aer umed,
gaze şi soluții agresive. Sub acțiunea îndelungată a
coroziunii, piesele metalice se pot distruge chiar la
solicitări mici.
Mijloace pentru mărirea rezistenţei la oboseală
Rezistența la oboseală a metalelor trebuie mărită, cu
scopul de a se mări capacitatea portantă a organelor de
maşini. Rezistența la oboseală se poate mări prin mijloace
constructive, tehnologice, de exploatare şi de prevenire.
Mijloace constructive
În acest caz se acordă o atenție deosebită formei
constructive a pieselor, ştiindu-se că locurile unde se
concentrează tensiunile sunt: racordurile, orificiile,
şanțurile, canalele de pană etc. Raza de racordare R este
totuşi limitată de raza piesei montate, care totdeauna este
mai mare. Se aplică următoarele procedee: folosirea unui inel
33
de distanțare în zona racordării sau a unei degajări
interioare canalele de pană se recomandă să aibă colțurile
rotunjite şi să se execute cu freza-disc, în loc de freza-
deget.
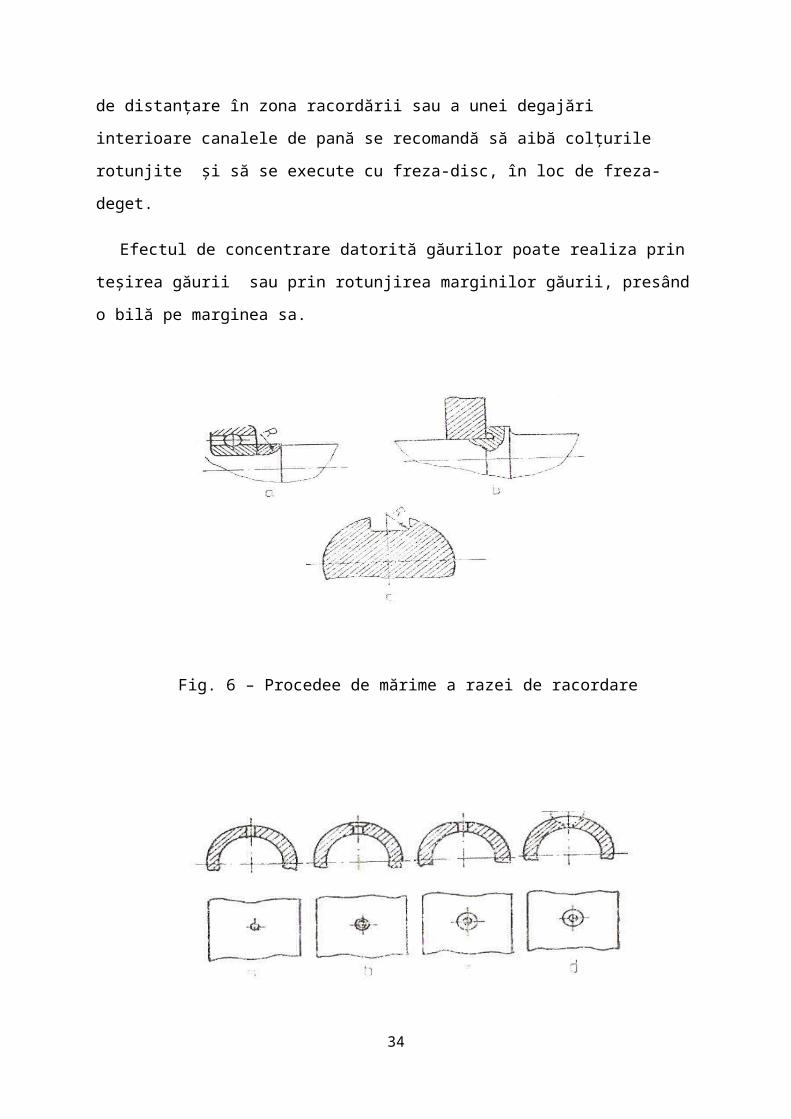
Efectul de concentrare datorită găurilor poate realiza prin
teşirea găurii sau prin rotunjirea marginilor găurii, presând
o bilă pe marginea sa.
Fig. 6 – Procedee de mărime a razei de racordare
34
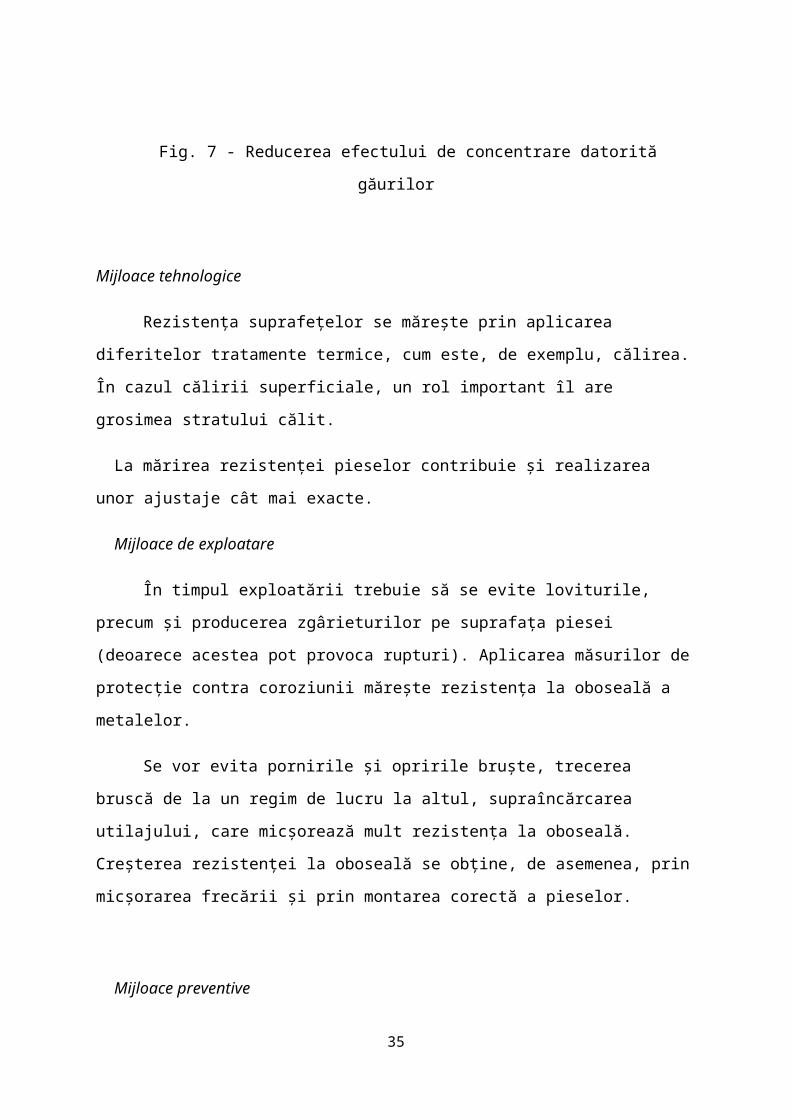
Fig. 7 - Reducerea efectului de concentrare datorită
găurilor
Mijloace tehnologice
Rezistența suprafețelor se măreşte prin aplicarea
diferitelor tratamente termice, cum este, de exemplu, călirea.
În cazul călirii superficiale, un rol important îl are
grosimea stratului călit.
La mărirea rezistenței pieselor contribuie şi realizarea
unor ajustaje cât mai exacte.
Mijloace de exploatare
În timpul exploatării trebuie să se evite loviturile,
precum şi producerea zgârieturilor pe suprafața piesei
(deoarece acestea pot provoca rupturi). Aplicarea măsurilor de
protecție contra coroziunii măreşte rezistența la oboseală a
metalelor.
Se vor evita pornirile şi opririle bruşte, trecerea
bruscă de la un regim de lucru la altul, supraîncărcarea
utilajului, care micşorează mult rezistența la oboseală.
Creşterea rezistenței la oboseală se obține, de asemenea, prin
micşorarea frecării şi prin montarea corectă a pieselor.
Mijloace preventive
35
Măsurile luate în cadrul acestor mijloace nu au ca scop
creşterea rezistenței la oboseală, ci evitarea ruperii
pieselor în funcțiune. Aceasta se realizează prin aplicarea
sistemului de intervenții preventive planificate, în cadrul
cărora, prin controale periodice, se pot descoperi defecțiuni
şi înlocui sau recondiționa piesele uzate. Trebuie, de
asemenea, o supraveghere atentă în timpul funcționării,
sesizând apariția trepidațiilor, vibrațiilor, zgomotelor
anormale, în vederea eliminării cauzelor care le-au produs.
În cazul utilajelor care necesită o mare siguranță în
exploatare, se fac cercetări periodice cu ajutorul
defectoscoapelor ce permit descoperirea fisurilor,
Degradarea prin efectul coroziunii
Fenomenul de degradare a suprafețelor metalice de către un
agent chimic sau electrochimic se numeşte coroziune.
Acțiunea corozivă începe la suprafața metalului, pătrunde
treptat în adâncime şi
poate duce în timp, la distrugerea completă a pieselor.
Pierderile datorate coroziunii sunt: de materiale metalice; de
produse, prin impurificarea produselor alimentare; întreruperi
ale proceselor de producție şi de exploatare. Pierderile de
metale se evaluează anual la aproximativ 10% din totalul
materialului inclus în fabricația utilajelor.
Fenomenul de coroziune se poate produce în mediu uscat
sau umed. Coroziunea
36
în mediu uscat poate fi rezultatul unor reacții între metal-gaz
sau metal-vapori, rezultând oxidări, depuneri de cruste sau
schimbări ale aspectului suprafeței. În acest caz, viteza de
coroziune scade, pe măsură ce creşte grosimea stratului depus.
Coroziunea în mediu umed apare în prezența unui electrolit (apă
sărată, un acid sau vapori condensați din atmosferă) aflat la
suprafața metalului, prin care trece un curent electric, ca
urmare a mişcării ionilor din soluție. Cele două suprafețe,
între care se stabileşte curentul electric sunt suprafața
anodică, unde are loc un proces de oxidare cu eliberare de
electroni şi suprafața cationică, unde are loc un proces de
reducere, cu consum de electroni.
Factorii care influențează coroziunea utilajelor sunt
următorii:
Construcțiile defectuoase permit adeseori formarea unor
focare de coroziune. Porțiunile cele mai vulnerabile sunt
îmbinările prin sudură. Coroziunea lor intensă este provocată
de tensiunile termice remanente în zona sudurii şi de
modificările structurale ale metalului. Mărirea rezistenței la
coroziune a acestor porțiuni se realizează prin sudare cap la
cap, prin nivelarea grosimilor pieselor sudate la locul
îmbinării, prin alegerea unui electrod cu o compoziție
corespunzătoare, printr-un tratament termic ulterior etc.
- Prelingerea pe pereți a unui lichid agresiv, la
introducerea acestuia în
aparatură provoacă, de asemenea, coroziuni. Pentru a se
înlătura acest neajuns, lichidul nu trebuie introdus prin
37
ştuțuri, ci prin țevi speciale, care permit ca lichidul sa
curgă direct în spațiul de lucru al aparatului.
- Uzarea lichidelor în crescători şi adâncituri creează
focare active de
coroziune.
Locurile de îmbinare a țevilor, secțiunile în formă de T
din două corniere sau secțiunile în dublu T cu tălpi late se
corodează mai puternic. Măsurile de protecție care pot fi
luate sunt: tăierea capetelor țevilor care ies în afara
flanşelor, mandrinarea țevilor în acelaşi plan cu flanşele,
evacuarea lichidului din punctele cele mai joase din zonele de
lucru ale aparatelor, evitarea sudurilor prin puncte (la
resturi şi crăpături între table). Din aceste motive, se
preferă ca ştuțurile de scurgere să se sudeze cap la cap şi nu
prin suprapunere.
38
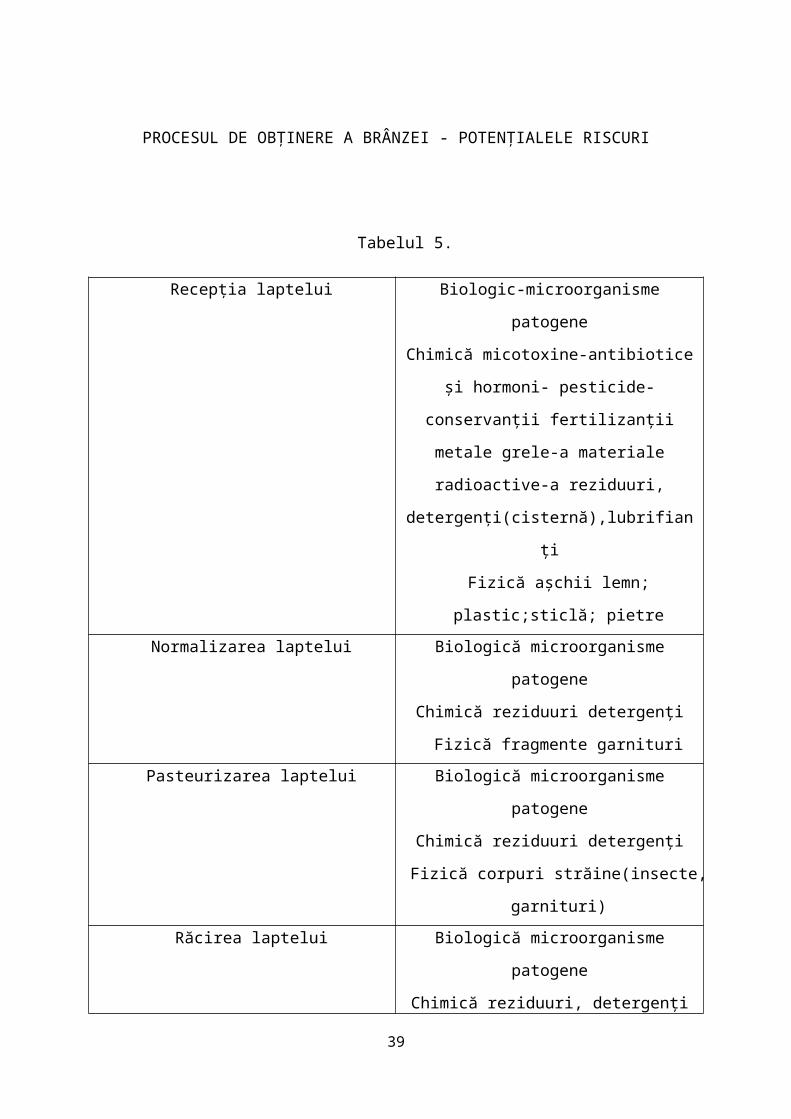
PROCESUL DE OBŢINERE A BRÂNZEI - POTENŢIALELE RISCURI
Tabelul 5.
Recepția laptelui Biologic-microorganisme
patogene
Chimică micotoxine-antibiotice
şi hormoni- pesticide-
conservanții fertilizanții
metale grele-a materiale
radioactive-a reziduuri,
detergenți(cisternă),lubrifian
ți
Fizică aşchii lemn;
plastic;sticlă; pietreNormalizarea laptelui Biologică microorganisme
patogene
Chimică reziduuri detergenți
Fizică fragmente garnituriPasteurizarea laptelui Biologică microorganisme
patogene
Chimică reziduuri detergenți
Fizică corpuri străine(insecte,
garnituri)Răcirea laptelui Biologică microorganisme
patogene
Chimică reziduuri, detergenți
39
agent de răcire-a lubrefianți
Fizică fragmente garnituri,
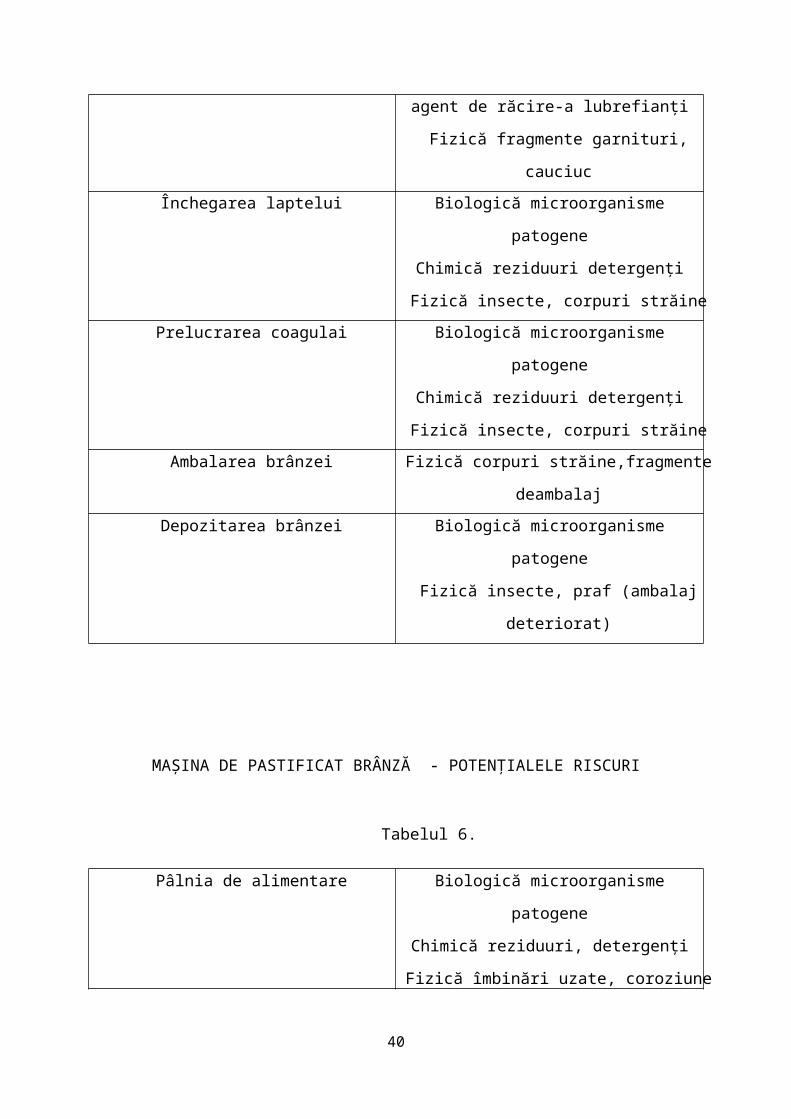
cauciucÎnchegarea laptelui Biologică microorganisme
patogene
Chimică reziduuri detergenți
Fizică insecte, corpuri străinePrelucrarea coagulai Biologică microorganisme
patogene
Chimică reziduuri detergenți
Fizică insecte, corpuri străineAmbalarea brânzei Fizică corpuri străine,fragmente
deambalajDepozitarea brânzei Biologică microorganisme
patogene
Fizică insecte, praf (ambalaj
deteriorat)
MAŞINA DE PASTIFICAT BRÂNZĂ - POTENŢIALELE RISCURI
Tabelul 6.
Pâlnia de alimentare Biologică microorganisme
patogene
Chimică reziduuri, detergenți
Fizică îmbinări uzate, coroziune
40
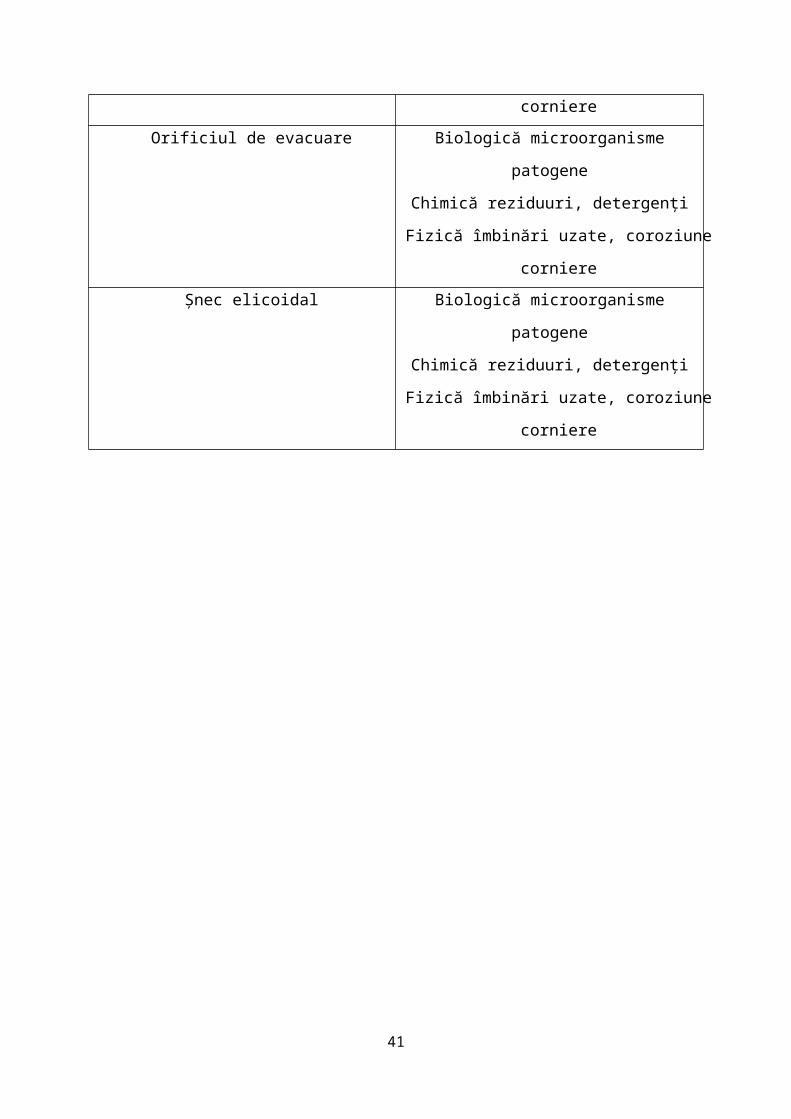
corniereOrificiul de evacuare Biologică microorganisme
patogene
Chimică reziduuri, detergenți
Fizică îmbinări uzate, coroziune
corniereŞnec elicoidal Biologică microorganisme
patogene
Chimică reziduuri, detergenți
Fizică îmbinări uzate, coroziune
corniere
41
PROCEDURI DE IGIENIZARE
Etapele igienizării sunt curățirea şi dezinfecția,
fiecare din ele având scopuri
şi necesități de realizare diferite.
Etapa de curățire constă în mai multe etape care sunt
prezentate în continuare.
Pregătirea pentru curăţire. Se dezasamblează părțile lucrative
ale echipamentului tehnologic şi se plasează piesele
componente pe o masă sau pe un rastel. Se acoperă instalația
electrică cu o folie de material plastic.
Curăţirea fizică. Se colectează resturile solide de pe
echipamente şi pardoseli şi se depozitează într-un recipient.
Prespălarea. Se spală suprafețele murdare ale utilajelor,
pereților şi, în final, pardoseala cu apă 50…55ºC. Prespălarea
se începe de la partea superioară a echipamentelor de
procesare sau a pereților, cu evacuarea reziduurilor în jos,
spre pardoseală. În timpul prespălării se va evita umectarea
motoarelor electrice, a contactelor şi cablurilor electrice.
Prespălarea nu trebuie realizată cu apă fierbinte, deoarece
aceasta ar coagula proteinele pe echipamentele de procesare şi
nici cu apă rece, deoarece în acest caz nu se vor îndepărta
grăsimile.
42
Curăţirea chimică (spălarea chimică). Curățirea chimică (spălarea
chimică) este operația de îndepărtare a murdăriei cu ajutorul
unor substanțe chimice aflate în soluție, operația fiind
favorizată de executarea concomitentă a unor operații fizice
(frecare cu perii, tratarea cu ultrasunete, tratarea cu abur
prin intermediul dispozitivelor de pulverizare).
Soluția de curățare trebuie să aibă temperatura de 50…
55°C şi poate fi aplicată la suprafața de curățire prin
intermediul măturilor şi teului, în cazul pardoselilor, sau cu
ajutorul aparatelor de stropire sub presiune care lucrează în
sistem individual sau centralizat. Substanța de curățire se
poate aplica şi sub formă de spumă sau gel. Durata de acțiune
a substanței de curățire cu suprafața respectivă trebuie să
fie de – 5 – 20 min.
Clătirea. Clătirea se face cu apă la 50…55°C prin stropirea
suprafeței curățite în prealabil chimic, clătirea trebuind să
fie executată până la îndepărtarea totală a substanței de
curățare, componentă a soluției chimice (de spălare) folosite,
respectiv 20 – 25 min.
Controlul curăţirii. Acest control se face prin inspecția
vizuală a tuturor suprafețelor şi retuşarea manuală acolo unde
este necesar.
Curăţirea “bacteriologică” sau dezinfecţia.Se realizează prin
aplicarea unui dezinfectant pe toate suprafețele, în prealabil
curățite chimic şi clătite în vederea distrugerii bacteriilor.
Înainte de începerea lucrului, a doua zi se execută o spălare
43
intensă cu apă caldă (50…55°C) şi apă rece pentru îndepărtarea
dezinfectantului.
Curățirea şi dezinfecţia în industria produselor lactate seexecută respectând ordinea următoare:
1. pregătirea instalaţiilor, utilajelor, ambalajelor, etc.pentru ca toate
suprafeţele interioare şi exterioare să fie accesibile;
2. pregătirea şi controlul soluțiilor de spălare şidezinfecție;
3. clătirea cu apă rece sau călduță pentru îndepărtarearesturilor de
brânză;
4. spălarea propriu-zisă (manual sau mecanizat);
5. controlul concentrațiilor soluțiilor în timpul spălăriişi completarea
cu substanțe la concentrațiile necesare;
6. clătirea cu apă caldă pentru îndepărtarea urmelorsoluției de
spălare;
7. dezinfectarea cu apă fierbinte la 83°C sau cu soluțiedezinfectantă
(în funcție de tipul utilajului sau instalației);
8. clătirea cu apă rece;
9. controlul stării de igienă prin recoltări de probe pentruexamene
de laborator.
44
Igienizarea mașinii de pastificat se realizează în două trepte: curățirea acidă pentru îndepărtarea pietrei de lapte (reduce schimbul termic; scade eficiența pasteurizării; reprezintă o sursă de contaminare) şi curățirea alcalină pentru îndepărtarea reziduurilor formate din grăsime şi substanțe proteice. Curățirea se execută mecanic sau manual.
Curățirea mecanică se efectuează prin recircularea soluțiilor chimice. Indiferent de tipul spălării, după terminarea lucrului se trece prin aparat apă de conductă timp de 10-15 minute. Se aranjează traseele conductelor asigurându-se trecerea soluțiilor prin toate sectoarele şi piesele prin care a trecut brânza.. Se execută curățirea acidă timp de 30 minute la temperatura de 75-80°C. Se elimină soluția acidă dinaparat, se continuă clătirea în circuit cu apă timp de 15 minute pentru a elimina urmele de soluție acidă, apoi se continuă spălarea cu soluție alcalină la temperatura de 75-80°C timp de 30 minute. Se clăteşte din nou cu apă până când apa de clătire are reacție neutră (pH 7-7,3).
Curățirea manuală se efectuează la componentele maşinii care nu sunt integral confecționate din oțel inoxidabil, la curățirea prin demontarea periodică a componentelor sau în cazul blocării maşinii datorită depunerii de substanțe proteice precipitate. Mai întâi se clătesc cu apă piesele demontate, apoi se curăță cu perii de plastic prin frecare şi înmuiere în soluția alcalină (rețeta b) la 50°C, urmează apoi clătirea cu apă caldă la 35-40°C şi dezinfecția instalației, plăcilor şi pieselor, cu apă fierbinte la 83°C.
Agenţi de curăţare
La curățarea chimică a murdăriei trebuie să avem în vedere
ca soluția de curățire să realizeze:
45
- umectarea depozitului de murdărie în vederea reducerii
forțelor de atracție
dintre depozit şi suprafața de curățit;
- dispersia depozitului de murdărie în soluția de curățire;
- peptizarea substanțelor proteice şi trecerea lor sub formă
coloidală;
- dizolvarea substanțelor solubile;
- menținerea în suspensie a particulelor nesolubilizate;
- saponificarea grăsimii.
Depozitele de murdărie de pe echipamente, pereți,
pardoseli din industria laptelui,
sunt formate din proteine, glucide (lactoză) şi grăsimi în
care se pot găsi microorganisme, iar factorii care
influențează curățirea (spălarea) chimică se referă la:
- gradul de acțiune al soluției de spălare aleasă;
- natura impurităților (depozitelor de murdărie);
- suprafața supusă curățirii (spălării chimice).
În prima categorie de factori se au în vedere:
concentrația substanței de curățire în
soluție, temperatura soluției, duritatea apei în care s-a
solubilizat substanța de curățire, intensitatea acțiunii
mecanice în timpul aplicării soluției de curățire, gradul de
impurificare al soluției de curățire în timpul folosirii ei.
În cea de a doua categorie de factori se au în vedere:
natura depozitului de murdărie, starea depozitului de
murdărie, mărimea depozitului de murdărie.
46
În cea de a treia categorie de factori se au în vedere:
felul suprafețelor (sticlă, oțel, inox, plastic, aluminiu),
starea suprafeței (suprafață netedă sau rugoasă).
Agenții de curățire, în mod ideal, trebuie să îndeplinească
următoarele condiții:
- să aibă o capacitate de umectare mare;
- să fie solubili în apă, iar după clătirea suprafețelor
curățite, să nu rămână
urme de substanță de curățire;
- să fie capabile să emulsioneze şi să disperseze
impuritățile în particule din
ce în ce mai fine, să mențină particulele în suspensie (cele
nesolubilizate) şi să nu permită depunerea lor;
- să aibă toxicitate cât mai redusă şi să fie aprobate de
organele sanitare;
- să aibă efecte reduse (sau să fie fără efect) asupra
instalației, utilajelor
supuse operației de curățire chimică;
- să fie cât mai inodor;
- să fie ieftin;
- să fie manipulat uşor;
- să poată fi regenerat;
- să prezinte capacitate de solubilizare şi de complexare a
sărurilor de Ca2+
şi Mg2+ din apa folosită şi din impurități;
47
- să nu fie sensibilă la variațiile de duritate ale apei
folosite;
- să aibă capacitate de dizolvare a sărurilor organice şi să
le mărească
solubilitatea în apă;
- să nu formeze depuneri pe suprafețele care au fost tratate
cu soluția
chimică de curățire;
- să nu aibă capacitate de spumare prea mare;
- să aibă şi capacitate antiseptică;
- să poată fi degradat pe cale biologică.
Agenții de curățare pot fi bazici şi acizi. Aceşti agenți
intră în constituția rețetelor
care mai pot conține şi substanțe neutre (sechestrate şi
emulgatori).
Substanţe bazice de curăţare. Sunt cele mai utilizate şi au
proprietatea de a peptoniza substanțele proteice şi de a
saponifica grăsimile şi uleiurile. Cele mai importante
substanțe bazice folosite la curățire sunt prezentate în
continuare:
Soda caustică (NaOH) are capacitatea de a îndepărta crustele,
de a dizolva depozitele proteice şi de a saponifica grăsimile
şi uleiurile. NaOH are şi un efect germicid care se amplifică
o dată cu creşterea temperaturii soluției. NaOH acționează în
principal prin ionii OH. Are acțiune corozivă asupra
suprafețelor metalice (excepție oțelul inox), unde rămâne sub
48
forma unei pelicule care se îndepărtează numai la o clătire
foarte intensă şi de durată. Are acțiune corozivă şi asupra
betoanelor. Se utilizează soluții de concentrație 1%. La
dizolvarea NaOH trebuie să se folosească o apă de duritate
mică, deoarece în caz contrar în soluție se depune un sediment
de culoare cenuşie, rezistent.
Carbonatul de sodiu (soda calcinată) este ieftin, dar acțiunea sa
detergentă este mai redusă decât a NaOH. Soluția de carbonat
de sodiu are capacitate de saponificare şi peptizare, dar
capacitatea de “umectare” şi de dispersare a murdăriei este
mai redusă. Soluția de carbonat de sodiu este mai puțin
corozivă în comparație cu cea de NaOH şi exercită şi un efect
antimicrobian. Se utilizează soluții cu concentrații de 5 –
6%.
Fosfaţii (fosfatul trisodic şi polifosfaţii) acționează atât ca substanțe
puternic alcaline, cât şi ca sechestranți. Au capacitate de
umectare şi de suspendare a murdăriei în soluție. Sunt
puternic peptonizante, saponificate şi emulsionante. Pot
acționa sinergetic cu substanțele tensioactive aniconice. Sunt
compatibile şi cu carbonații, silicații. Se utilizează în
soluție 0,5 % la temperatura de 50°C.
Silicaţii alcalini sunt caracterizați printr-o putere de
penetrare mare a murdăriei (capacitate mare de umectare) şi de
menținere a murdăriei în suspensie. Deşi sunt substanțe
alcaline,silicații nu sunt substanțe corozive, din contră,
inhibă acțiunea alcaliilor față de anumite metale, în special
aluminiul, fiind adesea incluşi în rețelele de detergenți
49
alcalini. Cel mai des utilizat este silicatul de sodiu. În
rețelele de detergenți cu pH acid, silicatul poate deveni
insolubil şi, deci, precipită. Se utilizează în soluție 0,1%.
Substanţele acide de curăţire. Acestea sunt mai puțin
utilizate decât cele bazice. Substanțele acide de curățire
sunt foarte eficiente în îndepărtarea depozitelor minerale şi
proteice de pe echipamente. Temperatura şi duritatea apei
folosite influențează acțiunea acestor substanțe. Principalele
substanțe acide de curățare sunt acidul azotic şi acidul
fosforic.
Igiena individuală
Angajații trebuie să respecte următoarele cerințe:
- este obligatorie examinarea medicală la angajare, apoi
periodic
- să păstreze zonele de prelucrare a materiilor prime şi de
manipulare foarte curate
- să nu lase produsele să intre în contact cu suprafețe ce nu
au fost igienizate
- să-şi asigure curățenia corporală şi a îmbrăcămintei în mod
permanent
- să poarte halat şi bonetă curată pe cap pentru a evita
contaminarea produselor
- să păstreze îmbrăcămintea şi obiectele personale în
vestiare, departe de zona de producție
- personalul care lucrează cu materia primă nu trebuie să
aibă acces la spațiile în care se manipulează produsele
finite, pentru a preveni contaminarea încrucişată
50
În timpul procesului de fabricaţie şi după terminarea
acestuia întreţinerea igienică a spaţiilor de producţie şi de
depozitare se realizează prin:
curățirea mecanică şi îndepărtarea reziduurilor de lapte,
zer, zară, fărâmituri de brânză, etc. de pe pavimente,
din jurul meselor şi utilajelor de lucru. Reziduurile
solide şi lichide se introduc zilnic în recipienți
metalici cu capac, uşor de transportat în locurile de
evacuare sau de colectare. Depozitarea acesor recipienți
se face în încăperi sau boxe special amenajate, pe
platforme cu paviment impermeabil, cu rigole de scurgere,
prevăzute cu instalații de apă şi canalizare;
spălarea cu apă caldă la 45-50°C cu adaos de sodă 1-2%
sau detergenți;
dezinfecția cu soluții clorigene 1-2% (200 mg clor
activ/litru, cloramină sau hipoclorit de sodiu).
PLANUL DE VALIDARE A PROGRAMULUI DEIGIENIZARE(LIMITE DE ACCEPTABILITATE)
Tabelul 7.
Criterii
de
acceptabi
litate
Metode
analitice
Metoda de
prelevare
Limite de
acceptabilitate
51
Asigurare
a
igienizăr
ii
utilajulu
i
Control
microbiol
ogic şi
fizic
Proba se
recoltează de
pe întreaga
lor suprafață
sau pe o
parte din
acestea (ex.:
fierăstrău,
melc), având
grijă să se
măsoare
principalele
dimensiuni
pentru
calcularea
suprafeței de
pe care se
face
recoltarea
NTG:1/ml lichid
spălare
Bacterii coloforme:
abs. /5 ml lichid
spălare
52
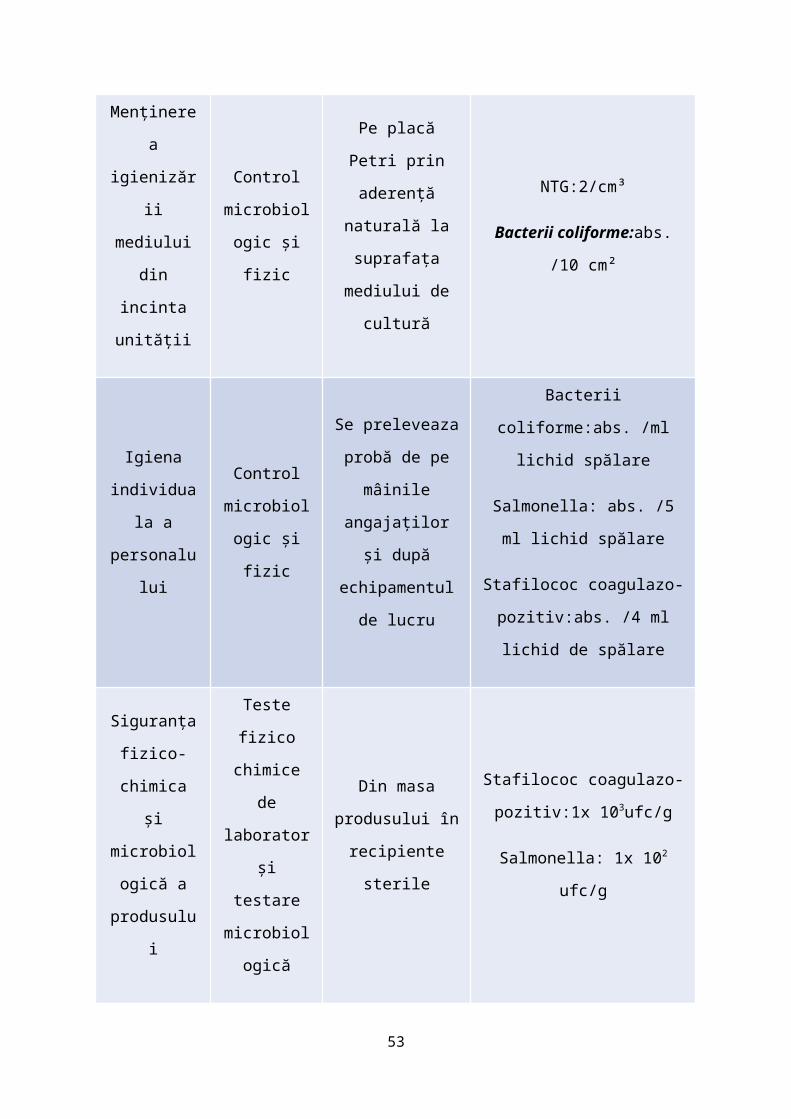
Menținere
a
igienizăr
ii
mediului
din
incinta
unității
Control
microbiol
ogic şi
fizic
Pe placă
Petri prin
aderență
naturală la
suprafața
mediului de
cultură
NTG:2/cm³
Bacterii coliforme:abs.
/10 cm²
Igiena
individua
la a
personalu
lui
Control
microbiol
ogic şi
fizic
Se preleveaza
probă de pe
mâinile
angajaților
şi după
echipamentul
de lucru
Bacterii
coliforme:abs. /ml
lichid spălare
Salmonella: abs. /5
ml lichid spălare
Stafilococ coagulazo-
pozitiv:abs. /4 ml
lichid de spălare
Siguranța
fizico-
chimica
şi
microbiol
ogică a
produsulu
i
Teste
fizico
chimice
de
laborator
şi
testare
microbiol
ogică
Din masa
produsului în
recipiente
sterile
Stafilococ coagulazo-
pozitiv:1x 103ufc/g
Salmonella: 1x 102
ufc/g
53
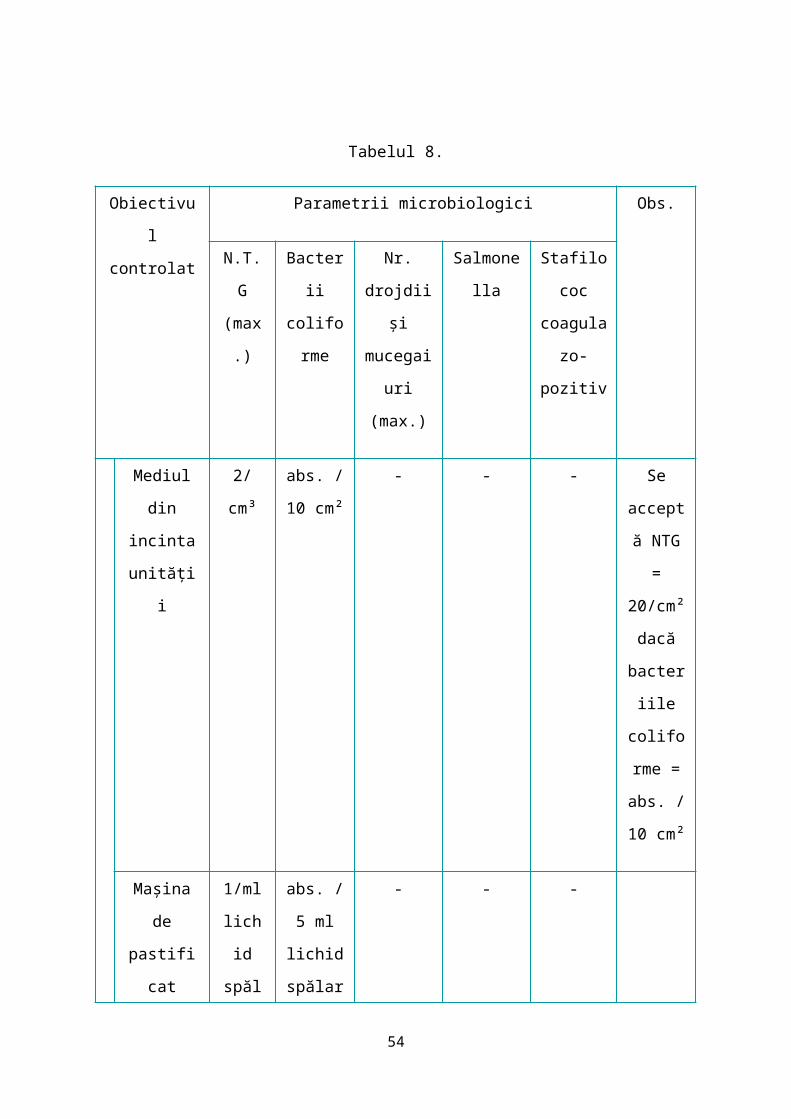
Tabelul 8.
Obiectivu
l
controlat
Parametrii microbiologici Obs.
N.T.
G
(max
.)
Bacter
ii
colifo
rme
Nr.
drojdii
şi
mucegai
uri
(max.)
Salmone
lla
Stafilo
coc
coagula
zo-
pozitiv
Mediul
din
incinta
unități
i
2/
cm³
abs. /
10 cm²
- - - Se
accept
ă NTG
=
20/cm²
dacă
bacter
iile
colifo
rme =
abs. /
10 cm²
Maşina
de
pastifi
cat
1/ml
lich
id
spăl
abs. /
5 ml
lichid
spălar
- - -
54
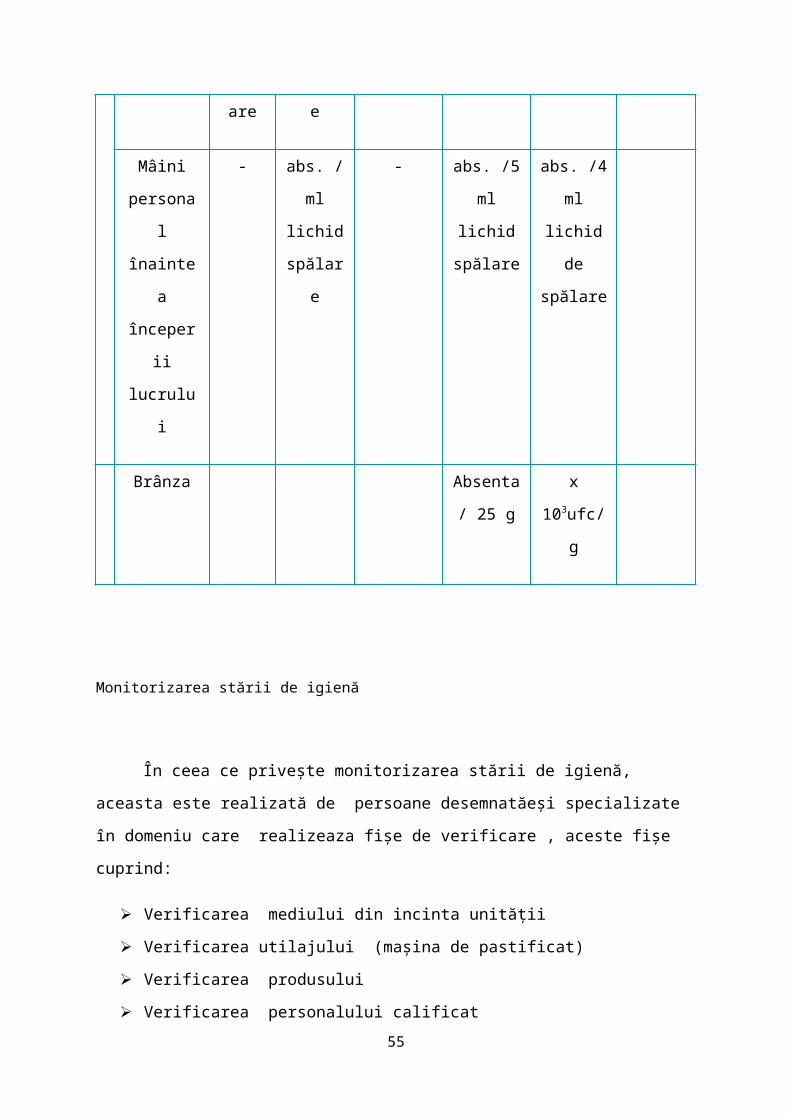
are e
Mâini
persona
l
înainte
a
începer
ii
lucrulu
i
- abs. /
ml
lichid
spălar
e
- abs. /5
ml
lichid
spălare
abs. /4
ml
lichid
de
spălare
Brânza Absenta
/ 25 g
x
103ufc/
g
Monitorizarea stării de igienă
În ceea ce priveşte monitorizarea stării de igienă,
aceasta este realizată de persoane desemnatăeşi specializate
în domeniu care realizeaza fişe de verificare , aceste fişe
cuprind:
Verificarea mediului din incinta unității
Verificarea utilajului (maşina de pastificat)
Verificarea produsului
Verificarea personalului calificat 55

56
CONCLUZII
Pe parcursul procesului de producție a produselor
alimentare, dacă nu se asigură igienizare corespunzatoare, cele
mai importante surse de contaminare cu microorganisme sunt
reprezentate de contactul cu suprafețele de lucru şi ustensilele
folosite;
Igienizarea este reprezentată de curățire şi dezinfecție,
folosindu-se mijloace mecanice
şi fizice, dar şi agenți de spălare;
Pentru obținerea unei consistențe cât mai fine şi cât mai
cremoase a brânzei de vaci se foloseşte maşina de pastificat
brânza cu următoarele părți componente: pâlnie de alimentare,
corp cilindric, şnec, motoreducator, orificiul de evacuare;
Maşina prezintă şi un perete dublu, cu un strat
termoizolator, iar la exterior se găseşte mantaua de protecție;
Potențialele riscuri în procesul de producere a brânzei
sunt de natuă fizică, chimică şi microbiologică;
Agenții de igienizare folosiți pentru maşina de pastificat
brânză sunt reprezentați de: substanțe bazice (NaOH, carbonat de
sodiu, fosfati) şi substanțe acide (acid azotic şi acid
fosforic);
57
Este necesar ca procesul de igienizare să fie monitorizat
periodic, întocmindu-se formulare, tabele, care prin datele pe
care le conțin oferă informații clare despre eficacitatea
programului de igienizare aplicat în unitate
58
BIBLIOGRAFIE
http://unilab.ro/servicii/portofoliu-de-analize-efectuate/
produse-alimentare/
http://www.ansa.gov.md/uploads/files/Comert/Ghid%20Bune
%20Practici%20alimentatia%20publica.pdf
http://www.ansvsa.ro/documente/admin/PS-01-DGSA%20+%20anexa
%201+%20formular%20eticheta%20proba_15100ro.pdf
http://biblioteca.regielive.ro/cursuri/industria-
alimentara/securitatea-si-siguranta-alimentului-314918.html
http://biblioteca.regielive.ro/disertatii/industria-
alimentara/sistem-de-management-al-sigurantei-alimentare-in-
cofetarie-244583.html
AZZOUZ, A. – Tehnologie şi utilaj în industria laptelui; Casa Editorială
Demiurg, Iaşi, 2000;
Georgescu Ghe. –Cartea producatorului si procesatorului,
vol 4, Bucuresti 2005
http://www.usamvcluj.ro/files/teze/maian.pdf
59
Related Documents











