37 BAB IV HASIL DAN PEMBAHASAN 4.1 Gambaran Umum Perusahaan Koperasi Serba Usaha (KSU) Brosem merupakan sebuah usaha kecil mandiri yang memproduksi salah satunya minuman sari apel yang dikemasan secara home industry, berlokasi di Jalan Bromo RW 10 Sisir-Batu, Jawa Timur. Brosem merupakan singkatan dari Bromo-Semeru yang berdiri sejak tahun 2004 dan usaha tersebut berawal dari ide sebuah perkumpulan PKK yang terdiri dari sekitar 20 ibu rumah tangga. Filosofi nama Brosem itu sendiri diambil dari nama Jalan tempat tinggal ibu-ibu PKK tersebut yakni Jalan Brosem dan Semeru. Brosem memiliki satu outlet pribadi yang letaknya tidak jauh dari rumah produksi sari apel. Usaha tersebut telah mendapat pengakuan dari pemerintah mengenai keberadaanya sebagai UKM yang dikepalai seorang manager pelaksana yakni Ir. Riyanto. Brosem berdiri pada tanggal 14 Januari 2004 dengan membuat produk olahan apel pertama yakni jenang apel dan terus berkembang sampai di akhir tahun mencoba membuat minuman sari apel. Sejak tahun 2005, Brossem mendapatkan bantuan dari PT. Telkom dan secara resmi menjadi Mitra Binaan Perusahaan tersebut. Seiring berjalannya waktu, KSU Brosem mulai berkembang dari tahun 2006 telah mampu mendirikan sebuah toko oleh-oleh dengan menyewa sebuah ruko. Sampai pada tahun 2008, Brosem mampu memperluas toko oleh-olehnya dengan pindah tempat yang lebih luas yaitu di Jalan Bromo dengan luas 200m 2 . pada tahun 2009, Brosem mendapatkan lagi bantuan dana yang digunakan untuk memperluas toko oleh-oleh dan untuk membeli tambahan mesin produksi. Di tahun 2010 sampai saat ini, Brosem juga memasarkan produk melalui media online dengan jumlah rata-rata produksi sehari sebanyak 400 dus atau setara dengan 7000 cup dengan tenaga kerja sebanyak 25 orang. Terdapat dua macam kemasan sari apel yaitu 120 ml dan 600ml, tetapi yang paling banyak diproduksi setiap hari adalah sari apel dengan kemasan 120 ml. Tinggi rendahnya produksi sari apel bergantung pada jumlah pemesanan atau musim hari Raya tertentu. Adapaun peran yang dilakukan oleh pekerja dapat dilihat pada struktur organisasi di Lampiran 2. 4.2 Proses Produksi Proses pengolahan sari buah apel ini terjadi secara kontinyu dimana proses produksi mengalir sesuai dengan urutan sesuai dengan Lampiran 3. Proses pembuatan sari apel dimulai dari pencucian,

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

37
BAB IV HASIL DAN PEMBAHASAN
4.1 Gambaran Umum Perusahaan Koperasi Serba Usaha (KSU) Brosem merupakan sebuah usaha kecil mandiri yang memproduksi salah satunya minuman sari apel yang dikemasan secara home industry, berlokasi di Jalan Bromo RW 10 Sisir-Batu, Jawa Timur. Brosem merupakan singkatan dari Bromo-Semeru yang berdiri sejak tahun 2004 dan usaha tersebut berawal dari ide sebuah perkumpulan PKK yang terdiri dari sekitar 20 ibu rumah tangga. Filosofi nama Brosem itu sendiri diambil dari nama Jalan tempat tinggal ibu-ibu PKK tersebut yakni Jalan Brosem dan Semeru. Brosem memiliki satu outlet pribadi yang letaknya tidak jauh dari rumah produksi sari apel. Usaha tersebut telah mendapat pengakuan dari pemerintah mengenai keberadaanya sebagai UKM yang dikepalai seorang manager pelaksana yakni Ir. Riyanto. Brosem berdiri pada tanggal 14 Januari 2004 dengan membuat produk olahan apel pertama yakni jenang apel dan terus berkembang sampai di akhir tahun mencoba membuat minuman sari apel. Sejak tahun 2005, Brossem mendapatkan bantuan dari PT. Telkom dan secara resmi menjadi Mitra Binaan Perusahaan tersebut. Seiring berjalannya waktu, KSU Brosem mulai berkembang dari tahun 2006 telah mampu mendirikan sebuah toko oleh-oleh dengan menyewa sebuah ruko. Sampai pada tahun 2008, Brosem mampu memperluas toko oleh-olehnya dengan pindah tempat yang lebih luas yaitu di Jalan Bromo dengan luas 200m
2 . pada tahun 2009, Brosem
mendapatkan lagi bantuan dana yang digunakan untuk memperluas toko oleh-oleh dan untuk membeli tambahan mesin produksi. Di tahun 2010 sampai saat ini, Brosem juga memasarkan produk melalui media online dengan jumlah rata-rata produksi sehari sebanyak 400 dus atau setara dengan 7000 cup dengan tenaga kerja sebanyak 25 orang. Terdapat dua macam kemasan sari apel yaitu 120 ml dan 600ml, tetapi yang paling banyak diproduksi setiap hari adalah sari apel dengan kemasan 120 ml. Tinggi rendahnya produksi sari apel bergantung pada jumlah pemesanan atau musim hari Raya tertentu. Adapaun peran yang dilakukan oleh pekerja dapat dilihat pada struktur organisasi di Lampiran 2. 4.2 Proses Produksi Proses pengolahan sari buah apel ini terjadi secara kontinyu dimana proses produksi mengalir sesuai dengan urutan sesuai dengan Lampiran 3. Proses pembuatan sari apel dimulai dari pencucian,

38
pengupasan, perajangan, perebusan I, penyaringan, perebusan II, pengemasan dan pengepakan. a. Penyortiran
Penyortiran meliputi kegiatan pemilah-pilahan apel yang merupakan proses awal, dilakukan untuk memilih bahan baku yang terbaik
b. Penimbangan Penimbangan merupakan langkah kedua yang dilakukan dengan menimbang buah apel sesuai dengan takaran yang telah ditentukan
c. Pencucian Merupakan proses yang dilakukan dengan membersihkan apel
dengan air yang mengalir d. Perajangan
Perajangan juga dilakukan secara manual oleh para pekerja dengan memotong bagian apel menjadi 8 bagian. Setelah dipotong kemudian langsung ditaruh pada panci perebusan. Perajangan ini bertujuan untuk memperkecil ukuran apel sehingga sari apel yang keluar dari buah apel dapat maksimal
e. Perebusan Perebusan dilakukan untuk mendapatkan sari apel. Komposisi perebusan I disini adalah rajangan apel dan air dengan perbandingan 1 : 1 dan direbus selama 20 menit
f. Penyaringan Penyaringan dilakukan setelah perebusan pertama selesai. Proses ini dilakukan secara manual dengan bantuan saringan untuk menyaring ampas apel. Dari proses ini dihasilkan cairan yakni ekstrak apel yang nantinya akan digunakan pada perebusan kedua
g. Pemasakan Perebusan kedua ini terdiri dari ekstrak apel dan ditambahkan dengan air 1 : 3, misal ekstrak apel 5 liter ditambah air 15 liter. Setelah kedua bahan tersebut dicampur kemudian diberi bahan lainnya seperti gula, caramel, essence, Asam Sitrat dan Asam Benzoat.
h. Pengemasan dan Pengecekan Pengemasan dilakukan setelah proses penyaringan tahap akhir. Sari apel yang benar-benar steril dan telah melewati semua proses dicek kemudian dikemas dalam cup setelah itu dikemas dalam kardus sebagai kemasan sekundernya.
i. Penyimpanan Penyimpanan ini dilakukan untuk menyimpan produk jadi berupa sari buah apel yang siap dipasarkan.Sebelum produk disimpan

39
terlebih dahulu produk dicek ulang untuk menghindari terjadinya produk cacat. Setelah tahap penyimpanan selanjutnya produk akan dikirim ke agen-agen sari buah apel
4.3 Pengendalian Kualitas dengan Metode Six Sigma Pada pengendalian kualitas dengan metode six sigma ini akan dilakukan 4 tahap perbaikan yakni diantaranya Tahap Define (pendefinisian), Tahap Measure (pengukuran), Tahap Analyze (penganalisaan) dan Tahap Improve (perbaikan). Tahap-tahap tersebut bertujuan untuk memperbaiki produk jadi sari apel yang cacat, karena produk cacat tersebut merupakan pemborosan. Menurut Gaspersz (2001), pemborosan merupakan segala aktivitas yang tidak memberikan nilai tambah tetapi hanya mengeluarkan biaya. Adanya cacat pada produk jadi sari apel rentan adanya komplain dari pelanggan. Hal tersebut dapat terjadi karena ketidaksesuaian pada spesifikasi standar yang ada. Menurut Crosby dalam Muttaqien (2014), produk yang berkualitas merupakan standarisasi dari keinginan konsumen. Oleh karena itu perusahaan harus mampu menciptakan produk-produk yang sesuai dengan spesifikasi tersebut agar perusahaan tetap dapat mempertahankan eksistensinya dalam memproduksi produk guna dalam mendapatkan keuntungan 4.3.1 Tahap Define (Pendefinisian) Define merupakan tahap awal yang digunakan untuk mengetahui permasalahan yang ada pada perusahaan. Masalah dapat diketahui dengan melakukan pengamatan awal. Define merupakan langkah operasional pertama dalam program peningkatan kualitas Six Sigma (Gaspersz, 2002). a. Identifikasi Aktivitas Proses Produksi
Identifikasi aktivitas proses produksi ini dilakukan untuk mengetahui aktivitas proses produksi sari apel pada kemasan 120 ml dan untuk mengetahui kemungkinan adanya aktivitas yang tidak bernilai tambah. Identifikasi ini dilakukan pada proses filling di bagian pengemasan sampai ke bagian penyimpanan (Storage).
b. Penentuan Critical To Quality (CTQ) Penentuan CTQ ini bertujuan untuk mengidentifikasi jenis cacat pada produk sari apel. Untuk mempermudah pengumpulan data, sebaiknya digunakan formulir-formulir yang dirancang sedemikian rupa sesuai dengan maksud dan tujuan analisis data (Kuswadi, 2004). Identifikasi tersebut dimulai dengan pembuatan Check Sheet terlebih dahulu yang dapat dilihat pada Lampiran 4. Menurut Gazpers (2003), lembar periksa merupakan suatu formulir dimana item-item yang akan diperiksa telah dicetak dalam formulir itu

40
dengan maksud agar data dapat dikumpulkan secara mudah dan ringkas. Berdasarkan keterangan dan laporan dari petugas QC didapatkan beberapa jenis cacat yaitu: - Kotor Tidak Layak
Kotor tidak layak merupakan jenis cacat yang mana terdapat rambut halus pada cairan sari apel yang sudah berada di dalam cup tertutup. Cacat ini disebabkan karena faktor udara di lingkungan kerja kurang higienis. Selain itu saat terjadi proses penutupan lid ke cup yang kurang tepat sehingga menyebabkan rambut-rambut halus dapat masuk ke cairan sari apel. Cacat tersebut dapat diidentifikasi melalui bantuan cahaya matahari. Jadi cup yg sudah berisi sari apel di tempatkan/dilihat di depan mata yang terkena sinar matahari, sehingga jika ada rambut halus dapat dilihat oleh mata secara langsung.
- Bocor Bocor merupakan jenis cacat dimana lid (penutup) plastik tidak merekat dengan sempurna sehingga menyebabkan kebocoran. Cacat ini dikarenakan setting mesin sealer yang kurang tepat, suhu pemanas kurang dipanaskan sehingga lid dan cup kurang menutup rapat. Hal tersebut dapat diketahui saat sari buah apel dalam kemasan akan dikemas dalam kemasan kardus (sekunder) yang masih terasa lengket, sehingga harus diperiksa lagi apakah terjadi kebocoran atau tidak dengan menekan pelan pada cup.
- Miring Miring merupakan istilah dimana lid (penutup) plastik tidak tepat pada bundaran cup, sehingga gambar dan keterangan pada sari buah terlihat jelas tidak sempurna. Hal tersebut terjadi karena setting mesin yang kurang tepat pada penempatan lid-nya.
- Cacat Cup Cacat cup merupakan jenis cacat pada cup plastik yang mengalami bentuk yang tidak sempurna (pesok) maupun berlubang. Hal tersebut terjadi karena penempatan cup pada mesin yang tersedia kurang tepat. Selain itu faktor setting mesin pada bagian kecepatan filling juga dapat mempengaruhinya.
Gambar cacat jenis miring, bocor dan cacat cup dapat dilihat pada Lampiran 5. Berdasarkan data check sheet tersebut, selanjutnya dapat dilakukan analisis pareto dengan meringkas data check sheet yang dapat dilihat pada Tabel 4.1

41
Tabel 4.1 Analisis Pareto Jenis CTQ
Sumber: Data Primer Diolah (2015) Pada Tabel 4.1 tersebut dapat digunakan sebagai acuan untuk
membuat diagram Pareto yang dapat dilihat pada Gambar 4.1. Diagram Pareto tersebut dibuat dengan bantuan Software Minitab versi 16. Menurut Gaspersz (2002), diagram pareto merupakan grafik batang yang menunjukkan masalah berdasarkan urutan banyaknya kejadian. Masalah yang paling banyak terjadi ditunjukkan oleh grafik batang pertama yang tertinggi serta ditempatkan pada sisi paling kiri, dan seterusnya sampai masalah yang paling sedikit ditunjukkan oleh grafik batang terakhir yang terendah serta ditempatkan pada sisi paling kanan. Terdapat 4 jenis cacat yang digambarkan dengan bentuk balok. Sumbu horizontal menunjukkan macam cacat dari kiri ke kanan yakni mulai dari cacat paling besar yaitu cacat cup, kotor tidak layak, miring dan bocor. Sumbu vertikal menunjukkan nilai besarnya cacat dalam presentase.
Pada Gambar 4.4 didapati bahwa jenis cacat cup memiliki nilai presentase terbesar yaitu sebesar 34,5 %. Kotor tidak layak memiliki nilai presentase sebesar 30,0 %, cacat miring memiliki nilai presentase sebesar 18,8 % dan cacat bocor mrmiliki nilai prestase sebesar 16,8 %. Jenis cacat yang harus ditangani adalah cacat cup karena memiliki nilai presentase terbanyak (34,5%). Produk yang sudah cacat tersebut dikondisikan untuk tidak ikut tercampur dengan produk berkualitas baik. Cara yang dilakukan KSU Brosem yaitu produk-produk cacat (downgrade) sari apel tersebut dapat dijual kembali dengan harga dibawah harga normal.
Minuman sari buah memiliki spesifikasi tertentu menurut SNI. Hal-hal yang diujikan meliputi keadaan sari buah, bilangan formal, BTM, cemaran logam, cemaran arsen dan cemaran mikroba (Hapsari, 2015). Jika diaplikasikan dalam pengendalian mutu, prinsip ini dapat berarti hanya sedikit faktor (20%) sebagai
Jenis CTQ Frekuensi Frekuensi Kumulatif
Presentase dari Total
(%)
Presentase dari Kumulatif (%)
Kotor Tidak Layak
107 107 30,0 30,0
Bocor 60 167 16,8 46,8 Miring 67 237 18,8 65,6
Cacat Cup 123 360 34,5 100
Total
100% .100%

42
penyebab timbulnya mayoritas (80%) masalah (Herjanto, 2008). Dalam hal ini yang menjadi penyebab timbulnya masalah (80%) adalah cacat cup, kotor tidak layak dan miring yang jika dikumulatifkan sebesar 83,2%.
Gambar 4.1 Diagram Pareto Penyimpangan Di Proses Pengemasan
4.4.2 Tahap Measure Berdasarkan diagram pareto di Gambar 4.4 didapati bahwa penyimpangan terbesar diketahui bahwa Cacat Cup merupakan jenis cacat yang paling sering terjadi. Data cacat didapatkan melalui penelitian penulis dari bulan april 2015 – mei 2015 selama 20 hari. Selanjutnya data cacat tersebut di uji kenormalan datanya menggunakan Software SPSS 20 dapat dilihat pada Lampiran 6. Pada hasil uji kenormalan data dengan uji Kolmogrov-Smirnov, diketahui bahwa data terdistribusi normal karena nilai Asymptotic Significance > 0,05. Uji ini perlu dilakukan sebagai salah satu syarat untuk menentukan kapabilitas proses pada tahap selanjutnya dimana data harus berdistribusi normal (Ariestiana, 2010). Tahap selanjutnya yaitu pembuatan peta kontrol, peta kontrol yang digunakan adalah Peta P. Langkah-langkahnya adalah sebagai berikut: - Pengelompokkan data sample yang telah diperoleh dapat dilihat
pada Tabel 4.2

43
Tabel 4.2 Data Jumlah Produk Cacat
Sumber: Data Primer Diolah (2015) - Penghitungan proporsi cacat Batas kendali adalah suatu alat statistik yang dapat digunakan untuk mempertahankan variasivariasi di dalam kualitas keluaran yang disebabkan karena ketidaksesuaian spesifikasi yang diinginkan. Penentuan batas kendali merupakan sebagai syarat dalam perhitungan process capability (Pakki dkk, 2014). Dari Tabel 4.2 tersebut dapat digunakan sebagai acuan perhitungan dalam membuat Peta Kendali dimana Peta yang digunakan adalah peta kendali P karena data yang digunakan adalah data atribut dan dikarenakan
Subgrup Jumlah Sample
Jenis Reject (Buah)
Total Proporsi Kotor (TL)
Bocor Miring Cacat Cup
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75 75
5 4 7 0 2 7 0 4 2 7 3 4 2 1 0 5 1 0 7 7 2 0 1 0 4 7 2 0 6 8 0 1 0 0 1 1 4 0 1 1
2 2 0 0 3 4 0 0 2 4 1 1 0 2 1 3 3 3 0 0 0 2 2 3 1 3 0 0 3 1 2 1 0 3 0 3 2 0 1 2
2 3 1 1 0 0 5 1 0 4 3 1 1 0 2 3 2 3 2 1 3 1 0 0 3 4 2 2 0 0 4 3 3 2 0 0 2 1 0 2
5 5 1 6 3 3 4 3 6 1 1 2 4 1 3 1 5 4 4 2 1 5 3 2 3 2 2 3 5 3 1 2 4 2 3 3 5 4 3 3
14 14 9 7 8
14 9 8
10 16 8 8 7 4 6
12 11 10 13 10 6 8 6 5
11 16 6 5
14 12 7 7 7 7 4 7
13 5 5 8
0,19 0,19 0,12 0,09 0,11 0,19 0,12 0,11 0,13 0,21 0,11 0,11 0,09 0,05 0,08 0,16 0,15 0,13 0,17 0,13 0,08 0,11 0,08 0,07 0,15 0,21 0,08 0,07 0,19 0,16 0,09 0,09 0,09 0,09 0,05 0,09 0,17 0,07 0,07 0,17
Total 3000 107 60 67 123 357 4,76
44
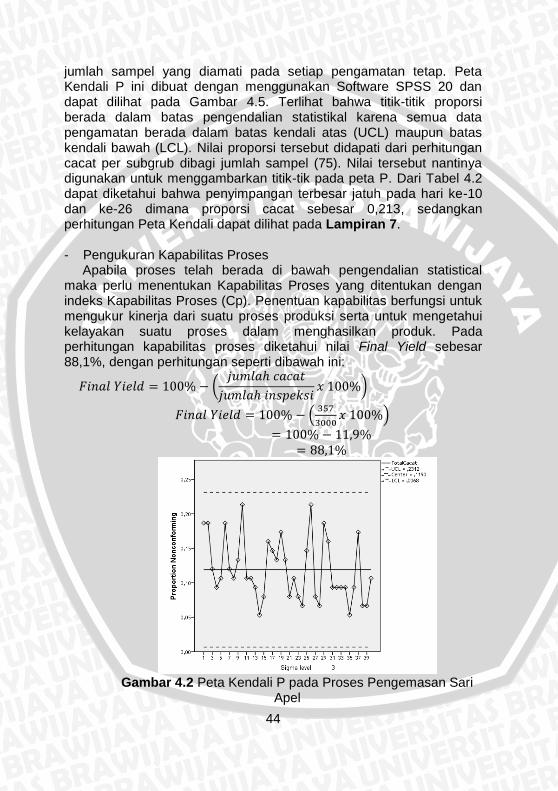
jumlah sampel yang diamati pada setiap pengamatan tetap. Peta Kendali P ini dibuat dengan menggunakan Software SPSS 20 dan dapat dilihat pada Gambar 4.5. Terlihat bahwa titik-titik proporsi berada dalam batas pengendalian statistikal karena semua data pengamatan berada dalam batas kendali atas (UCL) maupun batas kendali bawah (LCL). Nilai proporsi tersebut didapati dari perhitungan cacat per subgrub dibagi jumlah sampel (75). Nilai tersebut nantinya digunakan untuk menggambarkan titik-tik pada peta P. Dari Tabel 4.2 dapat diketahui bahwa penyimpangan terbesar jatuh pada hari ke-10 dan ke-26 dimana proporsi cacat sebesar 0,213, sedangkan perhitungan Peta Kendali dapat dilihat pada Lampiran 7. - Pengukuran Kapabilitas Proses Apabila proses telah berada di bawah pengendalian statistical maka perlu menentukan Kapabilitas Proses yang ditentukan dengan indeks Kapabilitas Proses (Cp). Penentuan kapabilitas berfungsi untuk mengukur kinerja dari suatu proses produksi serta untuk mengetahui kelayakan suatu proses dalam menghasilkan produk. Pada perhitungan kapabilitas proses diketahui nilai Final Yield sebesar 88,1%, dengan perhitungan seperti dibawah ini:
(
)
(
)
Gambar 4.2 Peta Kendali P pada Proses Pengemasan Sari
Apel
45
Presentase cacat yang ditemukan sebesar 0,119 atau 11,9%. Sehingga dapat disimpulkan jika kapabilitas proses dari KSU Brossem ini dapat dikatakan layak untuk standar Indonesia. Suatu proses dapat dikatakan sudah baik, jika % final yield tersebut ≥ 99,73 untuk standar internasional dan ≥ 69,15% untuk standar Indonesia (Muis, 2011). Menurut Hansen dan Mowen (2005) biaya pencegahan dan biaya penilaian meningkat berarti menunjukkan jumlah unit produk rusak menurun dan sebaliknya jika biaya pencegahan dan biaya penilaian menurun menunjukkan jumlah unit produk rusak meningkat. Di lain pihak, biaya kegagalan internal dan biaya kegagalan eksternal naik jika jumlah unit produk rusak meningkat dan sebaliknya biaya kegagalan internal dan biaya kegagalan eksternal turun jika jumlah unit produk rusak turun. Hal ini menunjukkan bahwa biaya pencegahan dan biaya penilaian berpengaruh terhadap produk rusak sedangkan biaya kegagalan internal dan biaya kegagalan eksternal dipengaruhi oleh unit produk rusak. Sedangkan menurut Feigenbaum (1992) kenaikan dalam biaya pencegahan mengakibatkan turunnya kecacatan, yang pada gilirannya mempunyai efek positif pada biaya penilaian karena turunnya kecacatan berarti menurunnya kebutuhan akan aktivitas-aktivitas pemeriksaan dan pengujian yang rutin. Dari pendapat Feigenbaum dapat dipahami bahwa biaya pencegahan berpengaruh negatif terhadap produk rusak sedangkan biaya penilaian berpengaruh positif terhadap produk rusak. Hal ini dikarenakan biaya pencegahan dan biaya penilaian dikeluarkan sebelum terjadinya produk rusak sehingga dapat mempengaruhi besarnya jumlah produk rusak. - Perhitungan DPMO Perhitungan nilai DPMO pada proses bertujuan untuk mengetahui nilai cacat per satu juta produk yang dihasilkan. Berikut perhitungan nilai DPMO dapat dilihat pada Tabel 4.3 - Pengukuran Level Sigma Pengukuran level sigma didapati dari konversi nilai DPMO ke dalam Tabel Sigma. Parameter pencapaian Nilai Sigma dapat dilihat pada Tabel 4.3. Konversi DPMO ke dalam nilai sigma dapat dilihat pada Lampiran 8.

46
Tabel 4.3 Perhitungan Nilai DPMO
Langkah Tindakan Persamaan Hasil Perhitungan
1 Proses apa yang diketahui?
- Pengemasan Sari Apel
2 Berapa banyak unit produksi yang dipriksa?
- 3000
3 Berapa banyak unit yang cacat?
- 357
4 Tingkat cacat berdasarkan langkah 3
Langkah 3/langkah 2
357/3000=0,119
5 Banyaknya CTQ Banyaknya karakteristik
CTQ
4
6 Peluang tingkat cacat per karakteristik CTQ
Langkah 4/langkah 5
0,119/4=0,02975
7 Kemungkinan cacat per satu juta kesempatan (DPMO)
Langkah 6 x 1.000.000
0,02975x1.000.000= 29.750
8 Konversi DPMO ke dalam nilai sigma
- 3,39
9 Kesimpulan - Kapabilitas Sigma pada proses pengemasan sari apel adalah 3,39
Sumber: Data Primer Diolah (2015) Hasil perhitungan diatas menunjukkan kemungkinan cacat per satu juta kesempatan (DPMO) sebesar 29.750. Hal ini dapat diinterpretasikan bahwa dari sejuta kesempatan yang ada terdapat sebesar 29.750 kemungkinan proses tidak mampu memenuhi toleransi yang telah ditetapkan. Hasil perhitungan keseluruhan, diketahui bahwa nilai sigma tersebut dapat dikategorikan cukup baik untuk industri Indonesia. Menurut Gasperz (2007), rata-rata industri Indonesia mempunyai kapabilitas sigma sebesar 2-3 sigma sedangkan industri di Amerika sebesar 4,00 serta 6,00 sigma untuk industri kelas dunia. Nilai tersebut mengindikasikan bahwa diperlukan suatu perbaikan secara berlanjut untuk mencapai kapabilitas proses yang tinggi.

47
4.4.3 Tahap Analyze 4.4.3.1 Faktor-Faktor Penyebab Terjadinya Variasi dengan
Diagram Sebab Akibat Berdasarkan hasil perhitungan dan analisis terhadap pengendalian kualitas proses pengemasan sari apel, diketahui proses tidak stabil karena adanya penyebab khusus sehingga produk yang dihasilkan banyak mengalami kecacatan. Menurut Gasperzs (1998), penyebab khusus tersebut mengambil pola-pola non acak sehingga diidentifikasikan atau ditemukan, sebab mereka tidak selalu aktif dalam proses tetapi memiliki pengaruh yang lebih kuat pada proses sehingga menimbulkan variasi. Dalam konteks pengendalian proses menggunakan peta kendali, jenis variasi ini sering ditandai dengan titik-titik pengamatan yang melewati atau keluar dari batas-batas pengendalian yang didefinisikan. Pada akhir garis horizontal sebuah masalah dituliskan. Cabang-cabang yang menunjuk ke sebab-sebab merupakan kontributor dari sebab tersebut. Diagram ini mengidentifikasi penyebab yang mungkin dari suatu masalah sehingga pengumpulan data dan analisis lebih lanjut dapat dilaksanakan (Evans dan Lindsay, 2007). Analisis penyebab terjadinya produk cacat sari apel dapat dilihat pada Gambar 4.3.
Cacat Cup
Lingkungan
Metode
Mesin
Manusia
Kurang Pengawasan
Lalai
Kurang Perawatan Secara Rutin
Pemasangan Cup Kurang Tepat
Setting mesin kurang tepat
Kurang Pencahayaan
Ruangan terlalu sempit
Gambar 4.3 Diagram Fishbone pada proses pengemasan sari apel
a. Manusia Faktor utama yakni dari manusia/pekerja itu sendiri dikarenakan para pekerja yang kurang pengawasan terhadap jalannya mesin. Selain itu pekerja yang lelah akan mengakibatkan kelalaian terhadap pengisian sari apel ke cup. Kelalaian tersebut juga dapat terjadi karena kurangnya pengawasan kepala produksi terhadap bawahanya. Kinerja

48
seseorang di pengaruhi oleh banyak faktor yang dapat di golongkan pada 3 (tiga) kelompok yaitu kompensasi individu orang yang bersangkutan, dukungan organisasi, dan dukungan manejemen (Simanjuntak, 2011). b. Mesin
Faktor kedua yang menjadi penyebab cacatnya cup adalah mesin cup sealer yang kurang perawatan secara rutin sehingga mesin sering mengalami kerusakan ringan, contohnya mesin yang terkadang macet. Kamus Besar Bahasa Indonesia mendefinisikan pemeliharaan sebagai penjagaan harta kekayaan, terutama alat produksi agar tahan lama dan tetap dalam kondisi yang baik. Jadi tujuan pemeliharaan menjaga mesin dan peralatan terhadap kerusakan dan kegagalan mesin dalam berproduksi (Ngadiyono, 2010). c. Metode
Kurang tepatnya pemasangan cup pada tempatnya merupakan penyebab metode yang kurang baik. Selain itu settingan mesin yang tidak sesuai juga dapat mempengaruhi kinerja mesin yang tidak optimal. Salah satu cara dalam mempertahankan dan meningkatkan sistem pengendalian suatu perusahaan adalah dengan menggunakan suatu alat yang digunakan sebagai pedoman yakni Standard Operating Prodedure (SOP). SOP sangat penting karena perusahaan dapat memastikan bahwa setiap tindakan atau keputusan yang diambil dapat berjalan dengan efektif dan efisien sesuai dengan tujuan perusahaan (Widiastuti, 2013). d. Lingkungan
Lingkungan di area kerja juga dapat mempengaruhi kinerja pekerja. Pada proses pengemasan di area mesin, pencahayaan sangat minim sekali. Pencahayaan dilakukan hanya sesekali saja saat proses berlangsung. Selain itu, pekerja yang bertugas di bagian mesin bekerja sambil berdiri dan tidak tersedia kursi, terkadang pekerja juga merangkap pada proses pembersihan pasca proses sealing. Lingkungan tempat bekerja mempunyai peranan yang besar dalam menciptakan produk yang baik. Dengan lingkungan yang kondusif suatu proses akan berjalan lebih lancar. Ruangan yang panas akan mempengaruhi kinerja operator sehingga performancenya menurun lebih cepat (Hartanto, 2010).

49
4.4.3.2 FMEA (Failure Modes And Effect Analysis) FMEA bertujuan untuk mengidentifikasikan dan menilai resiko yang berhubungan dengan potensi kegagalan. Dasar untuk membuat FMEA adalah berasal dari Fishbone Diagram (Phenter dan Safa, 2008). Tabel FMEA dapat dilihat pada Lampiran 9. Nilai dari item pada perhitungan FMEA didapat dari hasil diskusi dengan para pekerja yang terkait dengan proses produksi. Nilai tersebut nantinya akan dapat diketahui item kegagalan mana yang paling sering terjadi dan selanjutnya akan ditentukan tindakan perbaikan. Penilaian tersebut diisikan pada kolom Keparahan (S), Kejadian (O) dan Deteksi (D). Nilai dari ketiga kategori tersebut nantinya akan dikalikan untuk mendapatkan nilai resiko (RPN). Perhitungan nilai FMEA dapat dilihat pada Tabel 4. 4.
Tabel 4.4 Perhitungan FMEA Proses Pengemasan Sari Apel
No Item Kegagalan
Rating Keparahan
(S)
Rating Kejadian
(O)
Rating Deteksi
(D)
RPN (S*O*D)
1 Kurangnya Pengawasan
6 2 6 72 6 2 7 84
2 Kelalaian Pekerja
7 3 4 84 6 3 6 108
3 Mesin kurang perawatan
7 6 3 126
4 Pemasangan cup kurang tepat
5 5 4 100
5 Setting mesin kurang tepat
7 6 2 84
6 Ruangan terlalu sempit
6 2 2 24
7 Kurang pencahayaan
8 3 2 48
Sumber: Data Primer Diolah (2015) Berdasarkan Tabel 4.4 diketahui bahwa item no 1 kurangnya pengawasan memiliki 2 nilai kategori, yang pertama dikarenakan adanya dobel jobdesc yang memiliki rating keparahan yang sedang dengan kegagalan jarang terjadi dan kemungkinan kesalahan terdeteksi rendah. Kategori kedua yaitu karena kurang disiplin yang memiliki memiliki rating keparahan yang sedang dengan kegagalan jarang terjadi dan kemungkinan kesalahan terdeteksi sangat rendah. Item no 2 yaitu kelalaian pekerja yang juga memiliki 2 kategori. Kategori pertama yaitu karena kelelahan memiliki rating keparahan

50
yang tinggi dengan kegagalan jarang terjadi dan kemungkinan kesalahan terdeteksi cukup tinggi. Kategori kedua yaitu karena pekerja sering mengobrol memiliki rating keparahan yang sedang dengan kegagalan jarang terjadi dan kemungkinan kesalahan terdeteksi rendah. Item no 3 mesin kurang perawatan memiliki rating keparahan yang tinggi dengan kegagalan relatif sering terjadi dan kemungkinan kesalahan terdeteksi tinggi. Item no 4 pemasangan cup kurang tepat memiliki rating keparahan yang rendah dengan kegagalan relatif sering terjadi terjadi dan kemungkinan kesalahan terdeteksi cukup tinggi. Item no 5 setting mesin kurang tepat memiliki rating keparahan yang tinggi dengan kegagalan relatif sering terjadi dan kemungkinan kesalahan terdeteksi sangat tinggi. Item no 6 ruangan terlalu sempit memiliki rating keparahan yang sedang dengan kegagalan jarang terjadi dan kemungkinan kesalahan terdeteksi sangat tinggi. Item no 7 kurang pencahayaan memiliki rating keparahan yang sangat tinggi dengan kegagalan jarang terjadi dan kemungkinan kesalahan terdeteksi sangat tinggi. Jadi Tabel 4.4 menunjukkan bahwa item kegagalan yang bernilai RPN paling besar adalah item mesin kurang perawatan dengan nilai 126. Kemudian nilai RPN terbesar kedua adalah kelalaian pekerja yang terjadi karena pekerja sering mengobrol dengan nilai 108. Nilai RPN urutan ketiga adalah item pemasangan cup kurang tepat dengan nilai 100. Urutan keempat terdiri dari 3 item dimana memiliki nilai RPN yang sama yaitu 84 terdapat pada item kurangnya pengawasan karena kurang disiplin, kelalaian pekerja karena kelelahan dan setting mesin kurang tepat. Urutan kelima yaitu item kurangnya pengawasan karena dobel jobdesc dengan nilai 72. Urutan selanjutnya adalah item kurangnya pencahayaan yang bernilai 48. Urutan terakhir yaitu item ruangan terlalu sempit dengan nilai 24. Dari hasil FMEA, prioritas perbaikan akan diberikan pada komponen yang memiliki tingkat prioritas (RPN) paling tinggi (Manggala, 2005). Dari Tabel 4.4 diketahui nilai RPN tertinggi jatuh pada item mesin kurang perawatan dengan nilai 126 dan tentunya harus dilakukan perbaikan terlebih dahulu.
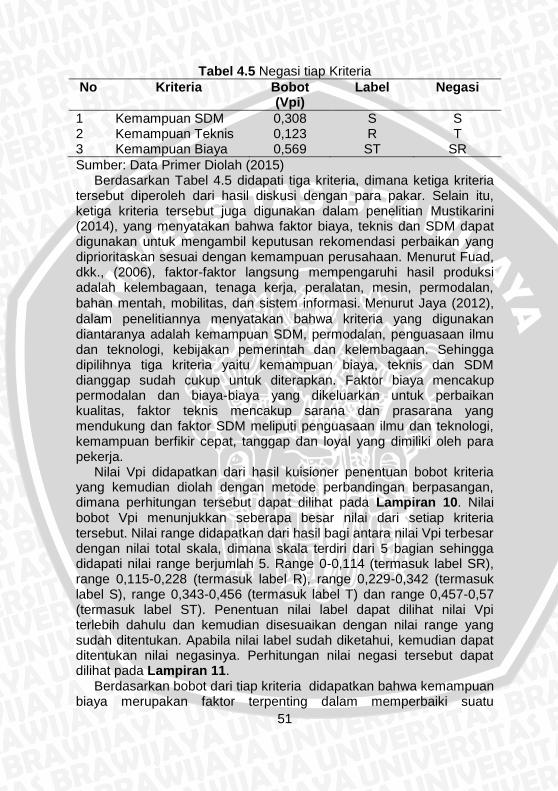
4.4.4 Tahap Improve 4.4.4.1 Analisis Fuzzy ME-MCDM Data yang digunakan dalam analisis Fuzzy ME-MCDM didapatkan dari hasil kuisioner yang diisi oleh ketiga pakar. Hasil kuisioner bobot kriteria dapat dilihat pada Lampiran 10. Hasil dari kuisioner tersebut digunakan untuk menentukan label dan negasi yang dapat dilihat pada Tabel 4.5
51
Tabel 4.5 Negasi tiap Kriteria
No Kriteria Bobot (Vpi)
Label Negasi
1 Kemampuan SDM 0,308 S S 2 Kemampuan Teknis 0,123 R T 3 Kemampuan Biaya 0,569 ST SR
Sumber: Data Primer Diolah (2015) Berdasarkan Tabel 4.5 didapati tiga kriteria, dimana ketiga kriteria tersebut diperoleh dari hasil diskusi dengan para pakar. Selain itu, ketiga kriteria tersebut juga digunakan dalam penelitian Mustikarini (2014), yang menyatakan bahwa faktor biaya, teknis dan SDM dapat digunakan untuk mengambil keputusan rekomendasi perbaikan yang diprioritaskan sesuai dengan kemampuan perusahaan. Menurut Fuad, dkk., (2006), faktor-faktor langsung mempengaruhi hasil produksi adalah kelembagaan, tenaga kerja, peralatan, mesin, permodalan,
bahan mentah, mobilitas, dan sistem informasi. Menurut Jaya (2012),
dalam penelitiannya menyatakan bahwa kriteria yang digunakan diantaranya adalah kemampuan SDM, permodalan, penguasaan ilmu dan teknologi, kebijakan pemerintah dan kelembagaan. Sehingga dipilihnya tiga kriteria yaitu kemampuan biaya, teknis dan SDM dianggap sudah cukup untuk diterapkan. Faktor biaya mencakup permodalan dan biaya-biaya yang dikeluarkan untuk perbaikan kualitas, faktor teknis mencakup sarana dan prasarana yang mendukung dan faktor SDM meliputi penguasaan ilmu dan teknologi, kemampuan berfikir cepat, tanggap dan loyal yang dimiliki oleh para pekerja. Nilai Vpi didapatkan dari hasil kuisioner penentuan bobot kriteria yang kemudian diolah dengan metode perbandingan berpasangan, dimana perhitungan tersebut dapat dilihat pada Lampiran 10. Nilai bobot Vpi menunjukkan seberapa besar nilai dari setiap kriteria tersebut. Nilai range didapatkan dari hasil bagi antara nilai Vpi terbesar dengan nilai total skala, dimana skala terdiri dari 5 bagian sehingga didapati nilai range berjumlah 5. Range 0-0,114 (termasuk label SR), range 0,115-0,228 (termasuk label R), range 0,229-0,342 (termasuk label S), range 0,343-0,456 (termasuk label T) dan range 0,457-0,57 (termasuk label ST). Penentuan nilai label dapat dilihat nilai Vpi terlebih dahulu dan kemudian disesuaikan dengan nilai range yang sudah ditentukan. Apabila nilai label sudah diketahui, kemudian dapat ditentukan nilai negasinya. Perhitungan nilai negasi tersebut dapat dilihat pada Lampiran 11. Berdasarkan bobot dari tiap kriteria didapatkan bahwa kemampuan biaya merupakan faktor terpenting dalam memperbaiki suatu

52
permasalahan pada proses produksi. Menurut Tjiptono (2010), kebutuhan akan otomatisasi dan pemekanisan telah mendorong pengeluaran biaya yang besar untuk proses dan perlengkapan baru, namun penambahan investasi dapat meningkatkan produktivitas dan juga berperan dalam pemeliharaan dan perbaikan mutu. Faktor teknis memiliki nilai terendah, dikarenakan faktor kemampuan SDM lebih penting karena SDM (faktor manusia) itu sendiri lah yang menjalankan kemampuan teknis (teknologi dan prosedur permesinan). Menurut Tjiptono (2000), kemajuan di bidang teknologi meningkatkan permintaan akan pekerja-pekerja dengan kemampuan yang terspesialisasi. Spesialisasi menjadi bagian penting seiring dengan meningkatnya jumlah bidang ilmu pengetahuan. Sehingga dapat disimpulkan bahwa manusia itu sendirilah yang memang harus menguasai teknologi, maka faktor SDM dinilai lebih penting dibandingkan faktor teknis. Setelah ditentukan bobot tiap kriterianya, tahap selanjutnya adalah menentukan nilai alternatif yang diisi oleh para pakar melalui kuisioner yang kedua. Nilai alternatif tersebut dapat dilihat pada Tabel 4.6. Kelima alternatif tersebut didapati dari hasil saran perbaikan pada Tabel FMEA yang terdapat di Lampiran 9. Dipilihnya kelima alternatif tersebut atas dasar pertimbangan dan hasil brainstorming dengan pakar. Berdasarkan Tabel 4.6 menunjukkan bahwa kriteria kemampuan biaya memiliki nilai rata-rata rendah bila dibandingkan dengan kedua kriteria lainnya. Hal tersebut dikarenakan kemampuan biaya tidak berhubungan langsung dengan proses produksi. Menurit Tim Penulis PS (2009), dilihat dari segi manajemen modern, modal (kemampuan biaya) hanya merupakan salah satu aspek fungsional manajemen, disamping pemasaran, produksi dan aspek personalia. Kemampuan SDM pada kelima alternatif tersebut memiliki nilai sangat tinggi dibandingkan dengan kriteria kemampuan biaya. Hal tersebut dikarenakan kemampuan SDM sangat berpengaruh dalam menjalankan produksi di perusahaan. Keberhasilan industri skala kecil ditentukan oleh kemampuan pelaku-pelaku dalam industri kecil tersebut untuk mengembangkan produk-produk usahanya sehingga tetap dapat eksis. Kelemahan utama pengembangan usaha kecil menengah di Indonesia adalah karena kurangnya ketrampilan sumber daya manusia. Peningkatan kualitas SDM dilakukan melalui berbagai cara seperti pendidikan dan pelatihan, seminar dan lokakarya, on the job training, pemagangan dan kerja sama usaha. Selain itu, juga perlu diberi kesempatan untuk menerapkan hasil pelatihan di lapangan untuk mempraktekkan teori

53
melalui pengembangan kemitraan rintisan (Hafsah, 2004 dalam Sriyana, 2010).
Tabel 4.6 Nilai alternatif ke-i oleh ketiga pakar pada masing-masing kriteria
No Alternatif Kriteria
1 2 3
Pakar 1 1 Melakukan perawatan mesin secara
berkala ST ST R
2 Membentuk tim monotoring ST T R 3 Membuat SOP secara terperinci S ST S 4 Melakukan pelatihan pada pekerja
secara menyeluruh ST ST R
5 Perbaikan fasilitas kerja R S ST Pakar 2 1 Melakukan perawatan mesin secara
berkala ST T S
2 Membentuk tim monotoring ST S ST 3 Membuat SOP secara terperinci T ST R 4 Melakukan pelatihan pada pekerja
secara menyeluruh ST ST T
5 Perbaikan fasilitas kerja R ST ST Pakar 3 1 Melakukan perawatan mesin secara
berkala T ST S
2 Membentuk tim monotoring T ST R 3 Membuat SOP secara terperinci S T R 4 Melakukan pelatihan pada pekerja
secara menyeluruh T T ST
5 Perbaikan fasilitas kerja S S ST
Sumber: Data Primer Diolah (2015) Kemampuan teknis memiliki nilai tertinggi dibandingkan dengan kedua kriteria lainnya. Kemampuan teknis disini mencakup kecanggihan mesin dan peralatan serta penguasaan ilmu dan teknologi yang digunakan. Penguasaan teknologi merupakan salah satu faktor penting bagi pengembangan Usaha Kecil Menengah. Di negara-negara maju keberhasilan usaha kecil menengah ditentukan oleh kemampuan akan penguasaan teknologi. Strategi yang perlu dilakukan dalam peningkatan akses teknologi bagi pengembangan usaha kecil menengah adalah memotivasi berbagai lembaga penelitian teknologi yang lebih berorientasi untuk peningkatan teknologi sesuai kebutuhan UKM (Syakir, 2010). Pada penentuan
54
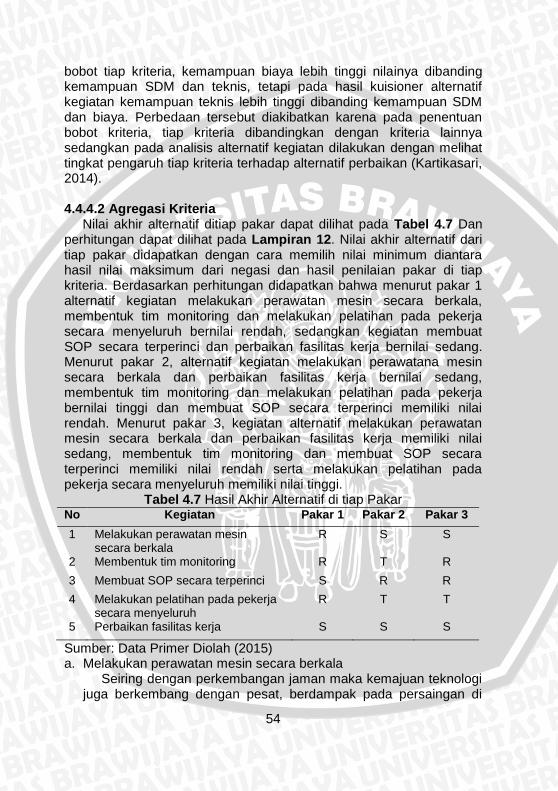
bobot tiap kriteria, kemampuan biaya lebih tinggi nilainya dibanding kemampuan SDM dan teknis, tetapi pada hasil kuisioner alternatif kegiatan kemampuan teknis lebih tinggi dibanding kemampuan SDM dan biaya. Perbedaan tersebut diakibatkan karena pada penentuan bobot kriteria, tiap kriteria dibandingkan dengan kriteria lainnya sedangkan pada analisis alternatif kegiatan dilakukan dengan melihat tingkat pengaruh tiap kriteria terhadap alternatif perbaikan (Kartikasari, 2014). 4.4.4.2 Agregasi Kriteria Nilai akhir alternatif ditiap pakar dapat dilihat pada Tabel 4.7 Dan perhitungan dapat dilihat pada Lampiran 12. Nilai akhir alternatif dari tiap pakar didapatkan dengan cara memilih nilai minimum diantara hasil nilai maksimum dari negasi dan hasil penilaian pakar di tiap kriteria. Berdasarkan perhitungan didapatkan bahwa menurut pakar 1 alternatif kegiatan melakukan perawatan mesin secara berkala, membentuk tim monitoring dan melakukan pelatihan pada pekerja secara menyeluruh bernilai rendah, sedangkan kegiatan membuat SOP secara terperinci dan perbaikan fasilitas kerja bernilai sedang. Menurut pakar 2, alternatif kegiatan melakukan perawatana mesin secara berkala dan perbaikan fasilitas kerja bernilai sedang, membentuk tim monitoring dan melakukan pelatihan pada pekerja bernilai tinggi dan membuat SOP secara terperinci memiliki nilai rendah. Menurut pakar 3, kegiatan alternatif melakukan perawatan mesin secara berkala dan perbaikan fasilitas kerja memiliki nilai sedang, membentuk tim monitoring dan membuat SOP secara terperinci memiliki nilai rendah serta melakukan pelatihan pada pekerja secara menyeluruh memiliki nilai tinggi.
Tabel 4.7 Hasil Akhir Alternatif di tiap Pakar No Kegiatan Pakar 1 Pakar 2 Pakar 3
1 Melakukan perawatan mesin secara berkala
R S S
2 Membentuk tim monitoring R T R
3 Membuat SOP secara terperinci S R R
4 Melakukan pelatihan pada pekerja secara menyeluruh
R T T
5 Perbaikan fasilitas kerja S S S
Sumber: Data Primer Diolah (2015) a. Melakukan perawatan mesin secara berkala
Seiring dengan perkembangan jaman maka kemajuan teknologi juga berkembang dengan pesat, berdampak pada persaingan di

55
dunia industri khususnya di sektor pangan menuntut agar adanya peningkatan peralatan guna mendukung industri tersebut. Dengan semakin tingginya kebutuhan peningkatan peralatan maka kebutuhan akan peningkatan perawatan perangkat pendukung tersebut akan semakin tinggi. Beberapa faktor yang mempengaruhi proses produksi antara lain dengan system produksi yang handal, dalam hal ini perangkat produksi sari apel dapat berfungsi dengan baik tanpa adanya masalah selama proses produksi berlangsung. Pada dasarnya tidak ada perangkat yang tidak akan rusak selama lamanya ataupun handal selamanya akan tetapi masa atau usia dari pemakaian dapat di perpanjang dengan adanya perawatan atau pemeliharaan (maintenance) secara berkala (Zein, 2012). Melihat teknologi dan peralatan produksi, dalam hal ini pihak KSU Brosem harus mampu menerapkan perawatan mesin secara teratur dan menjaga kebersihan peralatan. Kondisi teknologi dan peralatan secara umum sudah lumayan baik, terlebih terdapat mesin filling-sealing baru dengan kapasitas lebih tinggi dari pada mesin yang lama. Oleh sebab itu juga perlu dilakukan perawatan rutin pada mesin lama agar kapasitas produksi semakin meningkat dan lancar. Hal yang dapat dilakukan salah satunya dengan membersihkan mesin dan peralatan setiap hari setelah proses produksi selesai. Kemudian melakukan pelumasan mesin sebulan dua kali atau seminggu sekali sesuai kebutuhan.
b. Membentuk tim monitoring Keberhasilan suatu organisasi dipengaruhi oleh kinerja (job performance) sumber daya manusia, untuk itu setiap perusahaan akan berusaha untuk meningkatkan kinerja pegawai dalam
mencapai tujuan organisasi yang telah ditetapkan. Agar tercapainya
tujuan tersebut, maka perusahaan dapat membentuk tim monitoring yang nantinya akan memonitor, menilai dan mengevaluasi kinerja karyawan. Rigio (2003) berpendapat bahwa penilaian kinerja adalah mengukur dan menilai kinerja karyawan dengan standar yang telah ditentukan organisasi. Penilaian kinerja tersebut difokuskan pada tanggung jawab dan perilaku-perilaku yang berkaitan dengan tugas formal yang telah dirancang oleh organisasi, sehingga penilaian kinerja tersebut benar-benar sesuai dengan pekerjaan yang sedang dilakukan, dan dapat memberikan informasi mengenai kemajuan karyawan dalam pelaksanaan tugasnya. Melihat kondisi kerja pada perusahaan tersebut dapat dikatakan belum maksimal. Dikarenakan para pekerja masih sering mengalami kelalaian. Salah satu cara yang dapat dilakukan adalah dengan membentuk tim monitoring, dimana yang bertindak sebagai

56
tim monitoring adalah kepala produksi dan orang-orang kepercayaannya. Pada dasarnya monitoring tersebut sudah dilakukan, tetapi penerapannya kurang disiplin. Oleh sebab itu perlu ditingkatkan lagi kedisiplinannya. Salah satu contohnya adalah dengan menerapkan adanya hukuman-hukuman kecil apabila melakukan kesalahan. Selain itu, dapat diterapkan Quality Awareness yang merupakan kesadaran pentingnya kualitas sebagai bagian yang tidak terpisahkan dari karyawan dan sebaliknya diaplikasikan dalam perilaku karyawan untuk melakukan perbaikan proses secara berkesinambungan (Hidayat, 2006).
c. Membuat SOP secara terperinci Kesalahan-kesalahan yang dilakukan bagian produksi tersebut
mengarah pada prosedur. Prosedur sendiri merupakan suatu standar yang seharusnya dimiliki pada tiap-tiap bagian. Masalah bagian produksi tidak memiliki prosedur yang jelas sehingga muncul hal tersebut. Standard Operating Procedure yang selanjutnya dikenal dengan istilah SOP adalah penetapan tertulis mengenai apa yang harus dilakukan, kapan, dimana dan oleh siapa. SOP dimaksudkan untuk menghindari terjadinya bias/variasi yang ekstrim dalam proses pelaksanaan kegiatan yang apabila terjadi akan dapat mengganggu kinerja organisasi secara keseluruhan. Standar Operasional Prosedur adalah pedoman atau acuan untuk melaksanakan tugas pekerjaan sesuai dengan fungsi dan alat penilaian kinerja instasi pemerintah berdasarkan indikator indikator teknis, administrasif dan prosedural sesuai dengan tata kerja, prosedur kerja dan sistem kerja pada unit kerja yang bersangkutan (Atmoko,2010). Pada dasarnya, sudah terdapat SOP pada KSU Brosem. Tetapi kurang dijelaskan secara terperinci. Oleh sebab itu dapat ditambahkan pada SOP yang sudah ada dengan menambahkan besar suhu dan kecepatan pada mesin sesuai standar yang ditentukan perusahaan.
d. Melakukan pelatihan kepada pekerja secara menyeluruh Menurut Rival dan Sinaga (2010), menyatakan bahwa : “pelatihan sebagai bagian pendidikan yang menyangkut proses belajar untuk memperoleh dan meningkatkan keterampilan di luar sistem pendidikan yang berlaku dalam relatif singkat dengan metode yang lebih mengutamakan pada praktik dati pada teori. Pelatihan secara singkat didefinisikan sebagai suatu kegiatan untuk meningkatkan kinerja saat ini dan kinerja di masa mendatang. Contoh yang dapat dilakukan adalah dengan melakukan pelatihan dengan bekerja sama melalui lembaga pendukung seperti Perguruan Tinggi, Peneliti dan Penyuluh di area Malang agar

57
mempermudah sarana transportasi sehingga dapat memperkecil biaya.
e. Perbaikan fasilitas kerja Dalam menjalankan aktifitas di dalam organisasi karyawan mengharapkan mendapatkan fasilitas yang layak, dengan fasilitas yang tersedia maka dapat meningkatkan produktifitas kerja karyawan. menurut Buchari (2001), fasilitas adalah penyedia perlengkapan – perlengkapan fisik untuk memberikan kemudahan kepada penggunanya, sehingga kebutuhan. kebutuhan dari pengguna fasilitas tersebut dapat terpenuhi. Ditambahkan oleh Bary (2002), fasilitas kerja adalah sebagai sarana yang diberikan perusahaan untuk mendukung jalannya nada perusahaan dalam mencapai tujuan yang ditetapkan oleh pemegang kendali. Hal yang dapat dilakukan dalam masalah ini adalah dengan memperlebar ruangan proses, menambah ventilasi udara, memperterang pencahayaan ruangan serta membuat kursi yang ergonomis sesuai dengan pekerjaan yang ada.
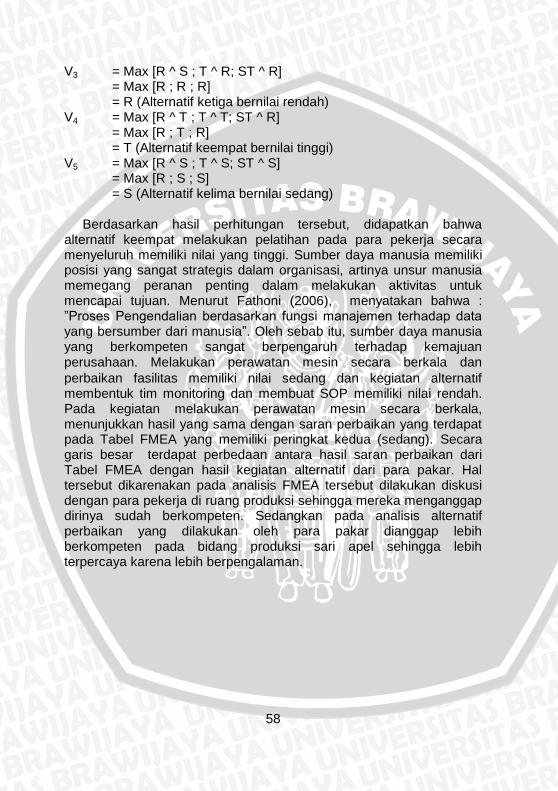
4.4.4.3 Agregasi Pakar Langkah selanjutnya adalah melakukan agregasi para pakar yang didahului dengan melakukan penentuan bobot nilai pakar dengan menggunakan formula sebagai berikut: Qk = Int [1 + k * (q-1) / r] Q1 = Int [1 + 1 (5-1) / 3] = Int [1 + 1,33] = Int [2,33] = 2 = R Q2 = Int [1 + 2 (5-1) / 3] = Int [1 + 2,67] = Int [3,67] = 4 = T Q3 = Int [1 + 3 (5-1) / 3] = Int [1 + 4] = Int [5] = 5 = ST Langkah selanjutnya yaitu dilakukan agregasi pakar menggunakan rumus Vi = Max [Qj ^ bj] dengan perhitungan sebagai berikut: Vi = Max [Qj ^ bj] V1 = Max [R ^ S ; T ^ S; ST ^ R] = Max [R ; S ; R] = S (Alternatif pertama bernilai sedang) V2 = Max [R ^ T ; T ^ R; ST ^ R] = Max [R ; R ; R] = R (Alternatif kedua bernilai rendah)
58
V3 = Max [R ^ S ; T ^ R; ST ^ R] = Max [R ; R ; R] = R (Alternatif ketiga bernilai rendah) V4 = Max [R ^ T ; T ^ T; ST ^ R] = Max [R ; T ; R] = T (Alternatif keempat bernilai tinggi) V5 = Max [R ^ S ; T ^ S; ST ^ S] = Max [R ; S ; S] = S (Alternatif kelima bernilai sedang)
Berdasarkan hasil perhitungan tersebut, didapatkan bahwa alternatif keempat melakukan pelatihan pada para pekerja secara menyeluruh memiliki nilai yang tinggi. Sumber daya manusia memiliki posisi yang sangat strategis dalam organisasi, artinya unsur manusia memegang peranan penting dalam melakukan aktivitas untuk mencapai tujuan. Menurut Fathoni (2006), menyatakan bahwa : ”Proses Pengendalian berdasarkan fungsi manajemen terhadap data yang bersumber dari manusia”. Oleh sebab itu, sumber daya manusia yang berkompeten sangat berpengaruh terhadap kemajuan perusahaan. Melakukan perawatan mesin secara berkala dan
perbaikan fasilitas memiliki nilai sedang dan kegiatan alternatif membentuk tim monitoring dan membuat SOP memiliki nilai rendah. Pada kegiatan melakukan perawatan mesin secara berkala, menunjukkan hasil yang sama dengan saran perbaikan yang terdapat pada Tabel FMEA yang memiliki peringkat kedua (sedang). Secara garis besar terdapat perbedaan antara hasil saran perbaikan dari Tabel FMEA dengan hasil kegiatan alternatif dari para pakar. Hal tersebut dikarenakan pada analisis FMEA tersebut dilakukan diskusi dengan para pekerja di ruang produksi sehingga mereka menganggap dirinya sudah berkompeten. Sedangkan pada analisis alternatif perbaikan yang dilakukan oleh para pakar dianggap lebih berkompeten pada bidang produksi sari apel sehingga lebih terpercaya karena lebih berpengalaman.
Related Documents