BAB 4 ANALISIS DATA DAN PEMBAHASAN Data penelitian ini meliputi hasil Pengujian kekerasan Rockwell dan Pengujian struktur mikro sesudah perlakuan panas dengan temperatur 800°C, 850°C, 900°C dengan laju pendinginan cepat menggunakan oli dan masing - masing perlakuan panas menggunakan variasi waktu penahan 5 menit, 10 menit, 15 menit. Serta spesimen pada penelitian ini menggunakan gear spraket. Didapatkan hasil sebagai berikut : Tabel 4.1. Kodefikasi spesimen Waktu Penahan Temperatur Hardening Tanpa Perlakuan 800°C 850°C 900°C A B C 5 menit A1 B1 C1 D 10 menit A2 B2 C2 15 menit A3 B3 C3 Keterangan kodefikasi : A1 = Hardening quenching temperatur 800° dan holding time 5 menit serta media pendingin oli. A2 = Hardening quenching temperatur 800° dan holding time 10 menit serta media pendingin oli. A3 = Hardening quenching temperatur 800° dan holding time 15 menit serta media pendingin oli. B1 = Hardening quenching temperatur 850° dan holding time 5 menit serta media pendingin oli. B2 = Hardening quenching temperatur 850° dan holding time 10 menit serta media pendingin oli. B3 = Hardening quenching temperatur 850° dan holding time 15 menit serta media pendingin oli. C1 = Hardening quenching temperatur 900° dan holding time 5 menit serta media pendingin oli. C2 = Hardening quenching temperatur 900° dan holding time 10 menit serta media pendingin oli.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
BAB 4
ANALISIS DATA DAN PEMBAHASAN
Data penelitian ini meliputi hasil Pengujian kekerasan Rockwell dan
Pengujian struktur mikro sesudah perlakuan panas dengan temperatur 800°C, 850°C,
900°C dengan laju pendinginan cepat menggunakan oli dan masing - masing
perlakuan panas menggunakan variasi waktu penahan 5 menit, 10 menit, 15 menit.
Serta spesimen pada penelitian ini menggunakan gear spraket. Didapatkan hasil
sebagai berikut :
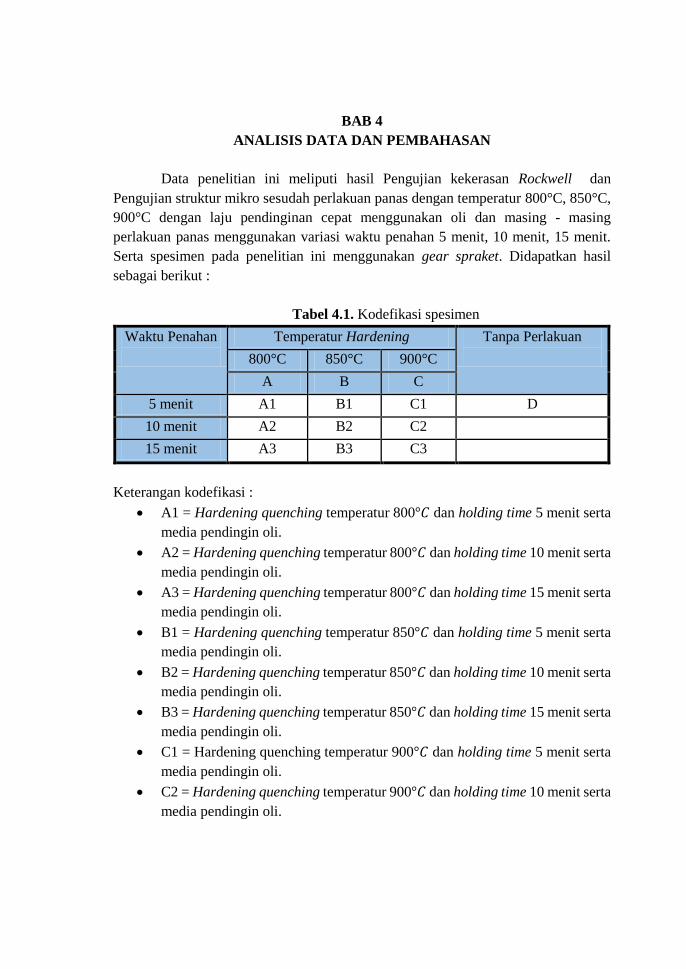
Tabel 4.1. Kodefikasi spesimen
Waktu Penahan
Temperatur Hardening Tanpa Perlakuan
800°C 850°C 900°C
A B C
5 menit A1 B1 C1 D
10 menit A2 B2 C2
15 menit A3 B3 C3
Keterangan kodefikasi :
A1 = Hardening quenching temperatur 800°𝐶 dan holding time 5 menit serta
media pendingin oli.
A2 = Hardening quenching temperatur 800°𝐶 dan holding time 10 menit serta
media pendingin oli.
A3 = Hardening quenching temperatur 800°𝐶 dan holding time 15 menit serta
media pendingin oli.
B1 = Hardening quenching temperatur 850°𝐶 dan holding time 5 menit serta
media pendingin oli.
B2 = Hardening quenching temperatur 850°𝐶 dan holding time 10 menit serta
media pendingin oli.
B3 = Hardening quenching temperatur 850°𝐶 dan holding time 15 menit serta
media pendingin oli.
C1 = Hardening quenching temperatur 900°𝐶 dan holding time 5 menit serta
media pendingin oli.
C2 = Hardening quenching temperatur 900°𝐶 dan holding time 10 menit serta
media pendingin oli.
Program Studi Teknik Mesin
Fakultas Teknik UNTAG Surabaya
30
C3 = Hardening quenching temperatur 900°𝐶 dan holding time 15 menit serta
media pendingin oli.
D = Tanpa perlakuan panas.
4.1 Analisa Data dan Hasil Pembahasan Pengujian Perlakuan Panas
Proses perlakuan panas dilaksanakan untuk mengetahui pengaruh dari variasi
temperatur dan variasi waktu penahan terhadap nilai kekerasan pada material gear
spraket. Adapun parameter dan proses perlakuan panas di jelaskan pada tabel dibawah
ini :
Tabel 4.2. Data Perlakuan Panas Spesimen
Tempat Tungku
Temperatur Ruang 340 C
Temperatur Pemanasan 8000 C, 8500 C, 9000 C
Holding Time 5 menit, 10 menit, 15 menit
Media Pendingin Oli
Jumlah Spesimen 9
Berat 100 gr
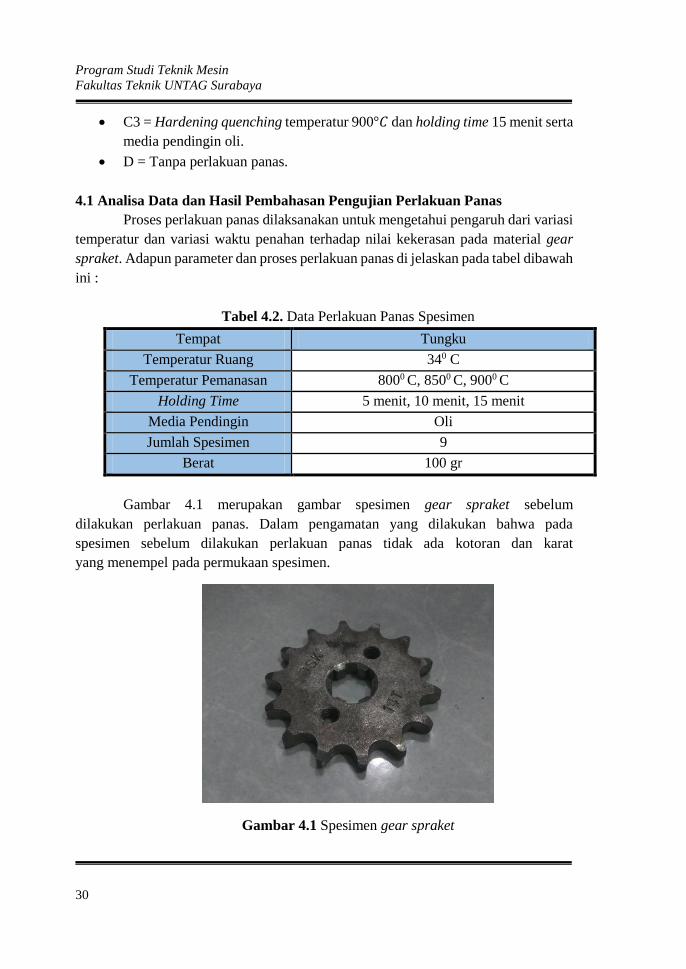
Gambar 4.1 merupakan gambar spesimen gear spraket sebelum
dilakukan perlakuan panas. Dalam pengamatan yang dilakukan bahwa pada
spesimen sebelum dilakukan perlakuan panas tidak ada kotoran dan karat
yang menempel pada permukaan spesimen.
Gambar 4.1 Spesimen gear spraket

Program Studi Teknik Mesin
Fakultas Teknik UNTAG Surabaya
31
4.1.1 Hasil Pengujian perlakuan panas dengan temperatur 800°C
Pada gambar 4.4. Hasil proses perlakuan panas spesimen gear spraket dengan
temperatur 800°C menggunakan media pendingin oli dengan holding time 5 menit, 10
menit, 15 menit.
Gambar 4.2. Spesimen pada saat proses hardening dengan temperatur 800°C
Gambar 4.3. Media pendingin oli

Program Studi Teknik Mesin
Fakultas Teknik UNTAG Surabaya
32
Gambar 4.4. Spesimen setelah proses hardening dengan temperatur 800°C
sekaligus di quenching dengan media pendingin oli dan waktu penahan 5
menit, 10 menit, 15 menit.
4.1.2 Hasil Pengujian perlakuan panas dengan temperatur 850°C
Pada gambar 4.6. Hasil proses perlakuan panas spesimen gear spraket dengan
temperatur 850°C menggunakan media pendingin oli dengan holding time 5 menit, 10
menit, 15 menit.
Gambar 4.5. Spesimen pada saat proses hardening dengan temperatur 850°C
Program Studi Teknik Mesin
Fakultas Teknik UNTAG Surabaya
33
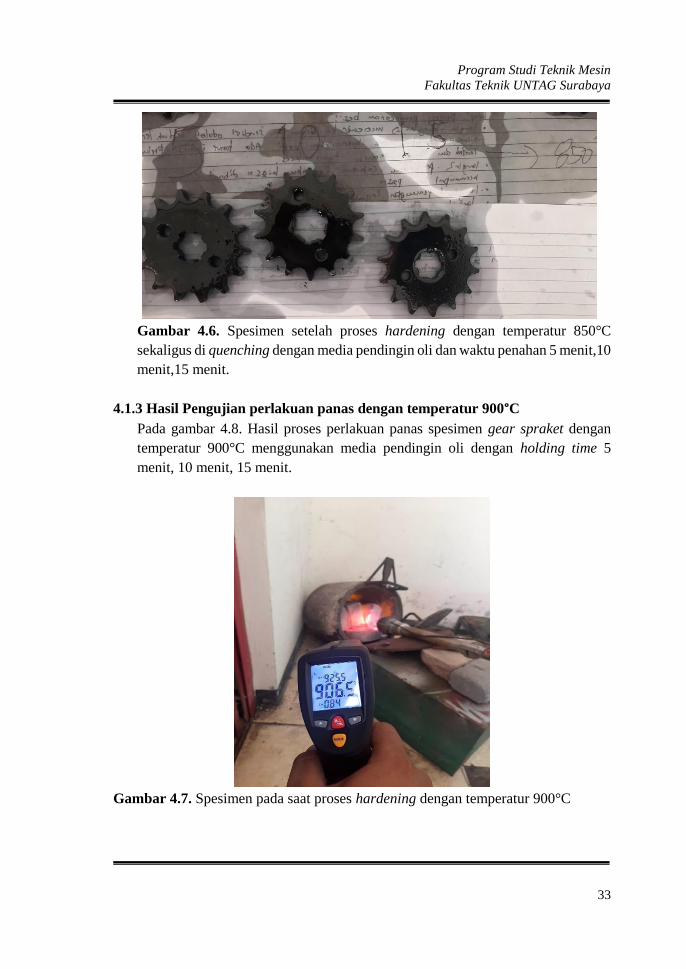
Gambar 4.6. Spesimen setelah proses hardening dengan temperatur 850°C
sekaligus di quenching dengan media pendingin oli dan waktu penahan 5 menit,10
menit,15 menit.
4.1.3 Hasil Pengujian perlakuan panas dengan temperatur 900°C
Pada gambar 4.8. Hasil proses perlakuan panas spesimen gear spraket dengan
temperatur 900°C menggunakan media pendingin oli dengan holding time 5
menit, 10 menit, 15 menit.
Gambar 4.7. Spesimen pada saat proses hardening dengan temperatur 900°C
Program Studi Teknik Mesin
Fakultas Teknik UNTAG Surabaya
34
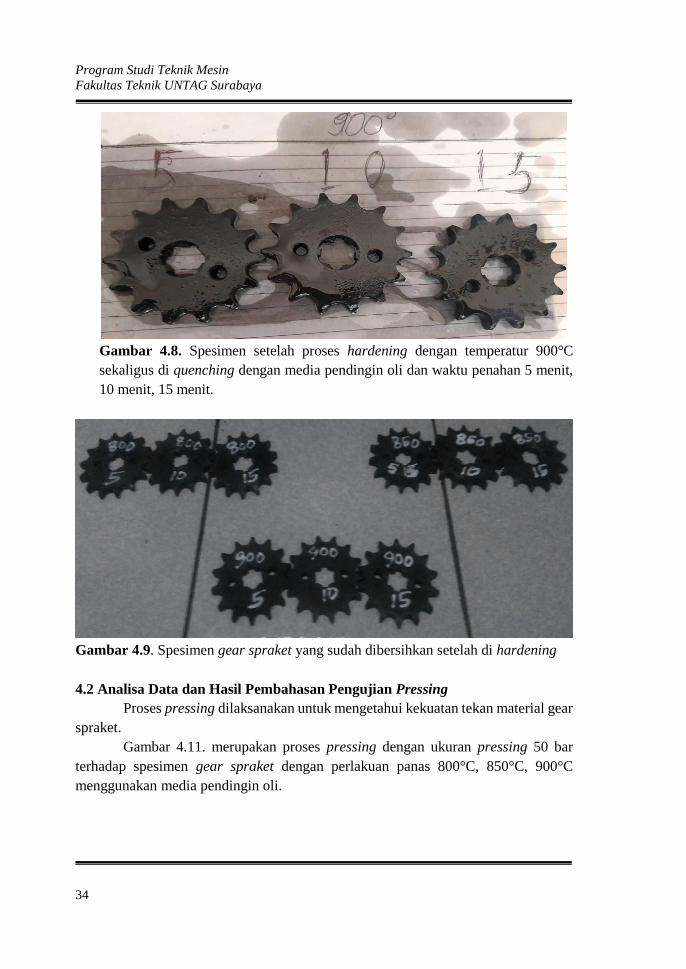
Gambar 4.8. Spesimen setelah proses hardening dengan temperatur 900°C
sekaligus di quenching dengan media pendingin oli dan waktu penahan 5 menit,
10 menit, 15 menit.
Gambar 4.9. Spesimen gear spraket yang sudah dibersihkan setelah di hardening
4.2 Analisa Data dan Hasil Pembahasan Pengujian Pressing
Proses pressing dilaksanakan untuk mengetahui kekuatan tekan material gear
spraket.
Gambar 4.11. merupakan proses pressing dengan ukuran pressing 50 bar
terhadap spesimen gear spraket dengan perlakuan panas 800°C, 850°C, 900°C
menggunakan media pendingin oli.
Program Studi Teknik Mesin
Fakultas Teknik UNTAG Surabaya
35
Gambar 4.10. Posisi spesimen pada saat proses pressing
Gambar 4.11. Pressure gauge pada saat proses pressing
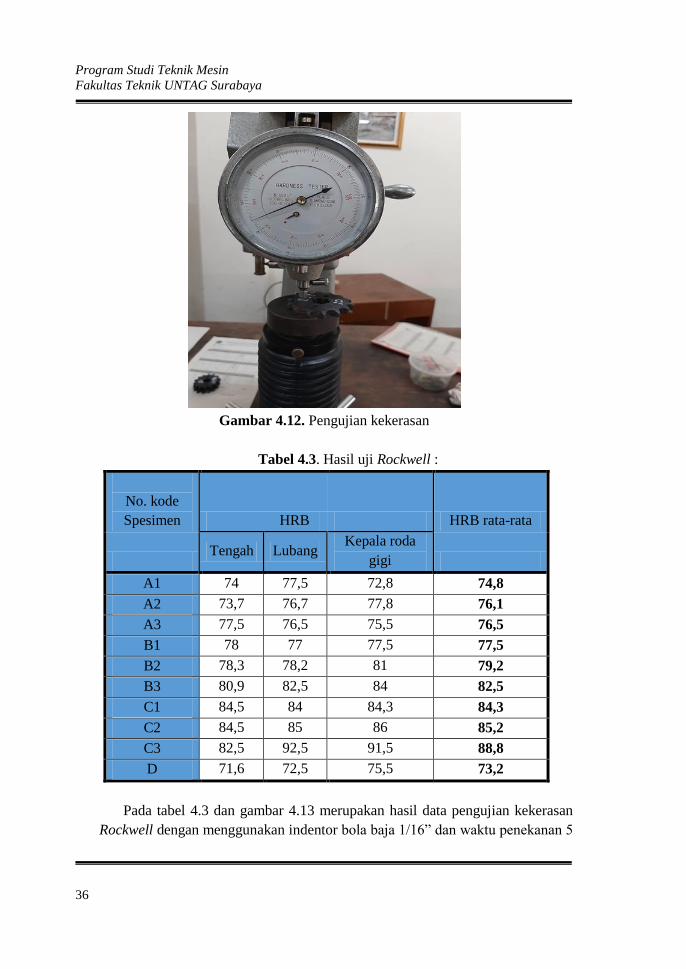
4.3 Analisa Data dan Hasil Pembahasan Pengujian Kekerasan Rockwell
4.3.1 Hasil Pengujian Kekerasan
Proses uji kekerasan Rockwell dilaksanakan untuk mengetahui seberapa
keras spesimen yang kita treatment. Proses pengujian kekerasan Rockwell ini
menggunakan indentor ball 1/16” dan beban uji 100 kg dengan waktu penekanan 5
detik.
Program Studi Teknik Mesin
Fakultas Teknik UNTAG Surabaya
36
Gambar 4.12. Pengujian kekerasan
Tabel 4.3. Hasil uji Rockwell :
No. kode
Spesimen HRB HRB rata-rata
Tengah Lubang
Kepala roda
gigi
A1 74 77,5 72,8 74,8
A2 73,7 76,7 77,8 76,1
A3 77,5 76,5 75,5 76,5
B1 78 77 77,5 77,5
B2 78,3 78,2 81 79,2
B3 80,9 82,5 84 82,5
C1 84,5 84 84,3 84,3
C2 84,5 85 86 85,2
C3 82,5 92,5 91,5 88,8
D 71,6 72,5 75,5 73,2
Pada tabel 4.3 dan gambar 4.13 merupakan hasil data pengujian kekerasan
Rockwell dengan menggunakan indentor bola baja 1/16” dan waktu penekanan 5
Program Studi Teknik Mesin
Fakultas Teknik UNTAG Surabaya
37
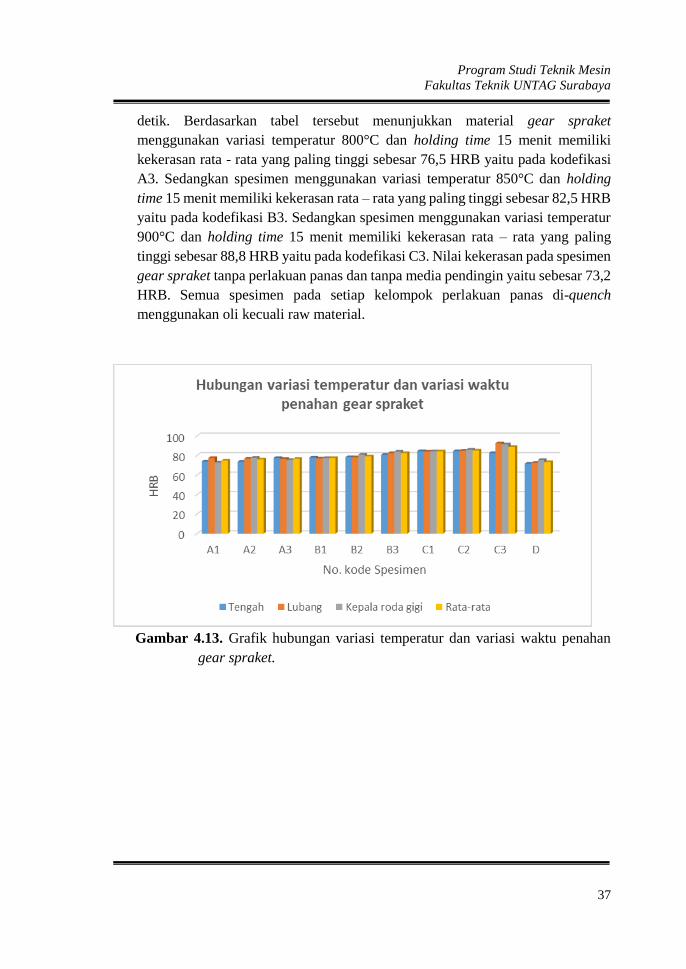
detik. Berdasarkan tabel tersebut menunjukkan material gear spraket
menggunakan variasi temperatur 800°C dan holding time 15 menit memiliki
kekerasan rata - rata yang paling tinggi sebesar 76,5 HRB yaitu pada kodefikasi
A3. Sedangkan spesimen menggunakan variasi temperatur 850°C dan holding
time 15 menit memiliki kekerasan rata – rata yang paling tinggi sebesar 82,5 HRB
yaitu pada kodefikasi B3. Sedangkan spesimen menggunakan variasi temperatur
900°C dan holding time 15 menit memiliki kekerasan rata – rata yang paling
tinggi sebesar 88,8 HRB yaitu pada kodefikasi C3. Nilai kekerasan pada spesimen
gear spraket tanpa perlakuan panas dan tanpa media pendingin yaitu sebesar 73,2
HRB. Semua spesimen pada setiap kelompok perlakuan panas di-quench
menggunakan oli kecuali raw material.
Gambar 4.13. Grafik hubungan variasi temperatur dan variasi waktu penahan
gear spraket.
Program Studi Teknik Mesin
Fakultas Teknik UNTAG Surabaya
38
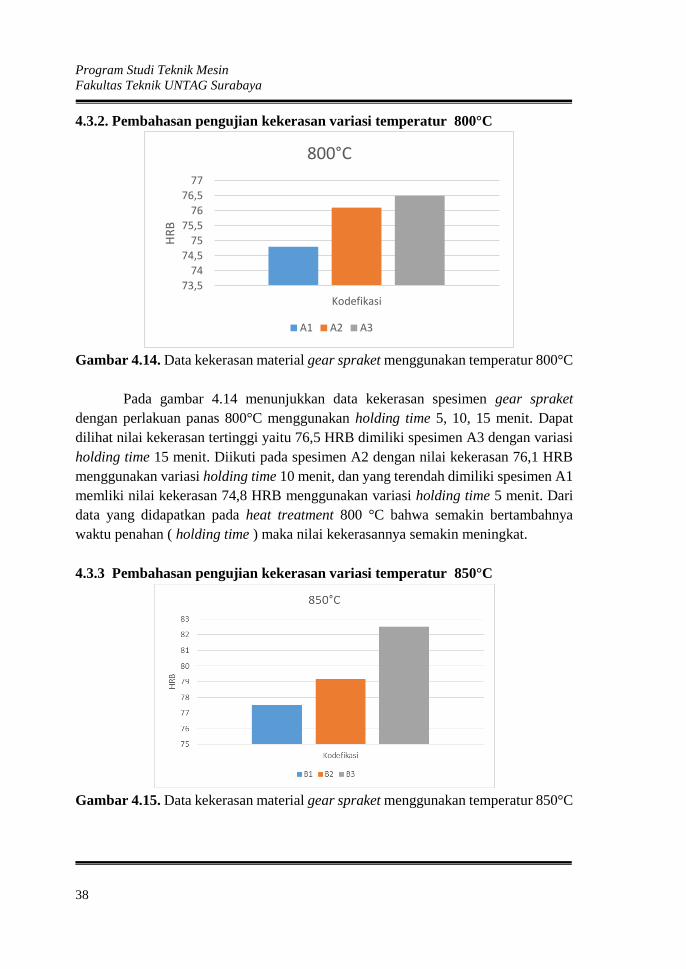
4.3.2. Pembahasan pengujian kekerasan variasi temperatur 800°C
Gambar 4.14. Data kekerasan material gear spraket menggunakan temperatur 800°C
Pada gambar 4.14 menunjukkan data kekerasan spesimen gear spraket
dengan perlakuan panas 800°C menggunakan holding time 5, 10, 15 menit. Dapat
dilihat nilai kekerasan tertinggi yaitu 76,5 HRB dimiliki spesimen A3 dengan variasi
holding time 15 menit. Diikuti pada spesimen A2 dengan nilai kekerasan 76,1 HRB
menggunakan variasi holding time 10 menit, dan yang terendah dimiliki spesimen A1
memliki nilai kekerasan 74,8 HRB menggunakan variasi holding time 5 menit. Dari
data yang didapatkan pada heat treatment 800 °C bahwa semakin bertambahnya
waktu penahan ( holding time ) maka nilai kekerasannya semakin meningkat.
4.3.3 Pembahasan pengujian kekerasan variasi temperatur 850°C
Gambar 4.15. Data kekerasan material gear spraket menggunakan temperatur 850°C
73,5
74
74,5
75
75,576
76,5
77
Kodefikasi
HR
B800°C
A1 A2 A3
Program Studi Teknik Mesin
Fakultas Teknik UNTAG Surabaya
39
Pada gambar 4.15 menunjukkan data kekerasan spesimen gear spraket
dengan perlakuan panas 850°C menggunakan holding time 5, 10, 15 menit. Dapat
dilihat nilai kekerasan tertinggi yaitu 82,5 HRB dimiliki spesimen B3 dengan variasi
holding time 15 menit. Diikuti pada spesimen B2 dengan nilai kekerasan 79,2 HRB
menggunakan variasi holding time 10 menit, dan yang terendah dimiliki spesimen B1
memliki nilai kekerasan 77,5 HRB menggunakan variasi holding time 5 menit. Dari
data yang didapatkan pada heat treatment 850°C semakin bertambahnya waktu
penahan (holding time) maka nilai kekerasannya semakin meningkat.
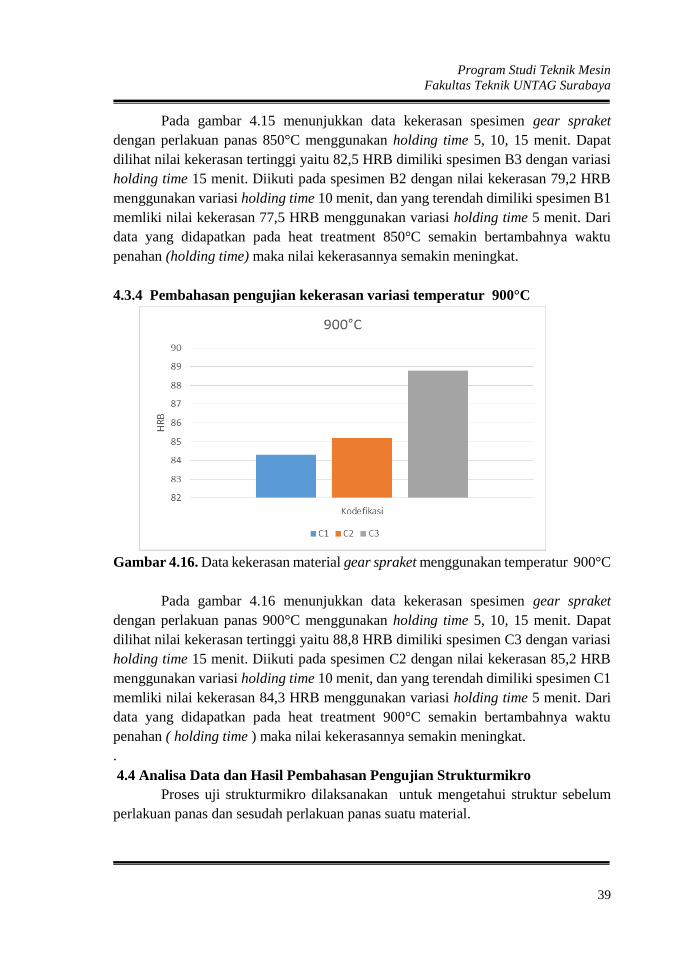
4.3.4 Pembahasan pengujian kekerasan variasi temperatur 900°C
Gambar 4.16. Data kekerasan material gear spraket menggunakan temperatur 900°C
Pada gambar 4.16 menunjukkan data kekerasan spesimen gear spraket
dengan perlakuan panas 900°C menggunakan holding time 5, 10, 15 menit. Dapat
dilihat nilai kekerasan tertinggi yaitu 88,8 HRB dimiliki spesimen C3 dengan variasi
holding time 15 menit. Diikuti pada spesimen C2 dengan nilai kekerasan 85,2 HRB
menggunakan variasi holding time 10 menit, dan yang terendah dimiliki spesimen C1
memliki nilai kekerasan 84,3 HRB menggunakan variasi holding time 5 menit. Dari
data yang didapatkan pada heat treatment 900°C semakin bertambahnya waktu
penahan ( holding time ) maka nilai kekerasannya semakin meningkat.
.
4.4 Analisa Data dan Hasil Pembahasan Pengujian Strukturmikro
Proses uji strukturmikro dilaksanakan untuk mengetahui struktur sebelum
perlakuan panas dan sesudah perlakuan panas suatu material.
Program Studi Teknik Mesin
Fakultas Teknik UNTAG Surabaya
40
Pada pengujian strukturmikro ini menggunakan pemotretan pembesaran
gambar 500x. Sebelum melakukan pengujian strukturmikro spesimen dilakukan
pengetsaan proses pembersihan spesimen yang terkontrol yang bertujuan untuk
mendapaatkan strukturmikro yang jelas. Campuran pelarut yang digunakan untuk
spesimen gear spraket yaitu Aquades, HCl, dan HNO3. Setelah melakukan proses
pengetsaan selanjutnya melakukan pemotretan strukturmikro.
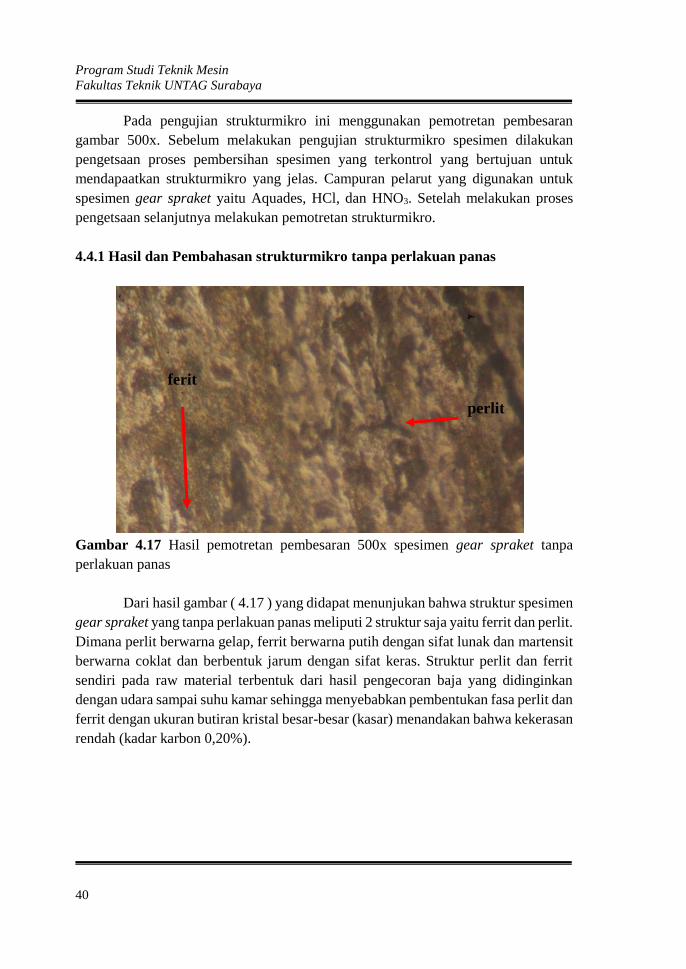
4.4.1 Hasil dan Pembahasan strukturmikro tanpa perlakuan panas
Gambar 4.17 Hasil pemotretan pembesaran 500x spesimen gear spraket tanpa
perlakuan panas
Dari hasil gambar ( 4.17 ) yang didapat menunjukan bahwa struktur spesimen
gear spraket yang tanpa perlakuan panas meliputi 2 struktur saja yaitu ferrit dan perlit.
Dimana perlit berwarna gelap, ferrit berwarna putih dengan sifat lunak dan martensit
berwarna coklat dan berbentuk jarum dengan sifat keras. Struktur perlit dan ferrit
sendiri pada raw material terbentuk dari hasil pengecoran baja yang didinginkan
dengan udara sampai suhu kamar sehingga menyebabkan pembentukan fasa perlit dan
ferrit dengan ukuran butiran kristal besar-besar (kasar) menandakan bahwa kekerasan
rendah (kadar karbon 0,20%).
perlit
ferit

Program Studi Teknik Mesin
Fakultas Teknik UNTAG Surabaya
41
4.4.2 Hasil dan Pembahasan strukturmikro dengan temperatur 800°C
Gambar 4.18 Hasil pemotretan pembesaran 500x spesimen dengan heat treatment
temperatur 800°C holding time 5 menit dengan media pendingin oli
Gambar 4.19 Hasil pemotretan pembesaran 500x spesimen dengan heat treatment
temperatur 800°C holding time 10 menit dengan media pendingin oli
ferit
perlit
Program Studi Teknik Mesin
Fakultas Teknik UNTAG Surabaya
42
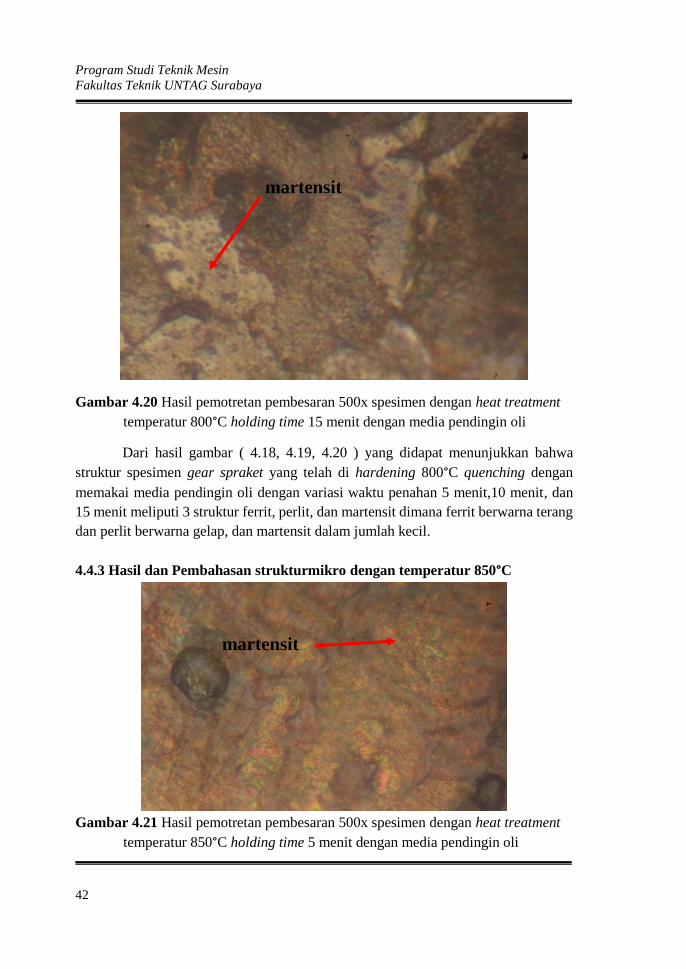
Gambar 4.20 Hasil pemotretan pembesaran 500x spesimen dengan heat treatment
temperatur 800°C holding time 15 menit dengan media pendingin oli
Dari hasil gambar ( 4.18, 4.19, 4.20 ) yang didapat menunjukkan bahwa
struktur spesimen gear spraket yang telah di hardening 800°C quenching dengan
memakai media pendingin oli dengan variasi waktu penahan 5 menit,10 menit, dan
15 menit meliputi 3 struktur ferrit, perlit, dan martensit dimana ferrit berwarna terang
dan perlit berwarna gelap, dan martensit dalam jumlah kecil.
4.4.3 Hasil dan Pembahasan strukturmikro dengan temperatur 850°C
Gambar 4.21 Hasil pemotretan pembesaran 500x spesimen dengan heat treatment
temperatur 850°C holding time 5 menit dengan media pendingin oli
martensit
martensit
Program Studi Teknik Mesin
Fakultas Teknik UNTAG Surabaya
43
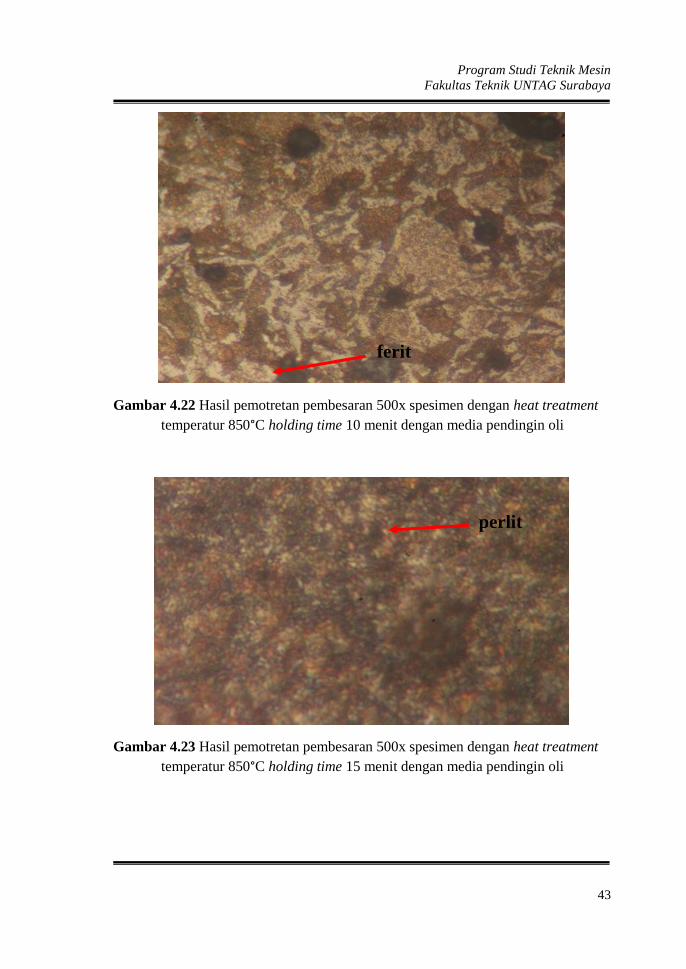
Gambar 4.22 Hasil pemotretan pembesaran 500x spesimen dengan heat treatment
temperatur 850°C holding time 10 menit dengan media pendingin oli
Gambar 4.23 Hasil pemotretan pembesaran 500x spesimen dengan heat treatment
temperatur 850°C holding time 15 menit dengan media pendingin oli
ferit
perlit
Program Studi Teknik Mesin
Fakultas Teknik UNTAG Surabaya
44
Dari hasil gambar ( 4.21, 4.22, 4.23 ) yang didapat menunjukan bahwa
struktur spesimen gear spraket yang telah di hardening 850°C quenching dengan
memakai media pendingin oli dengan variasi waktu penahan 5 menit, 10 menit, dan
15 menit meliputi 3 struktur ferrit, perlit, martensit dimana ferrit berwarna terang dan
perlit berwarna gelap, dan martensit dalam jumlah banyak.
4.4.4 Hasil dan Pembahasan strukturmikro dengan temperatur 900°C
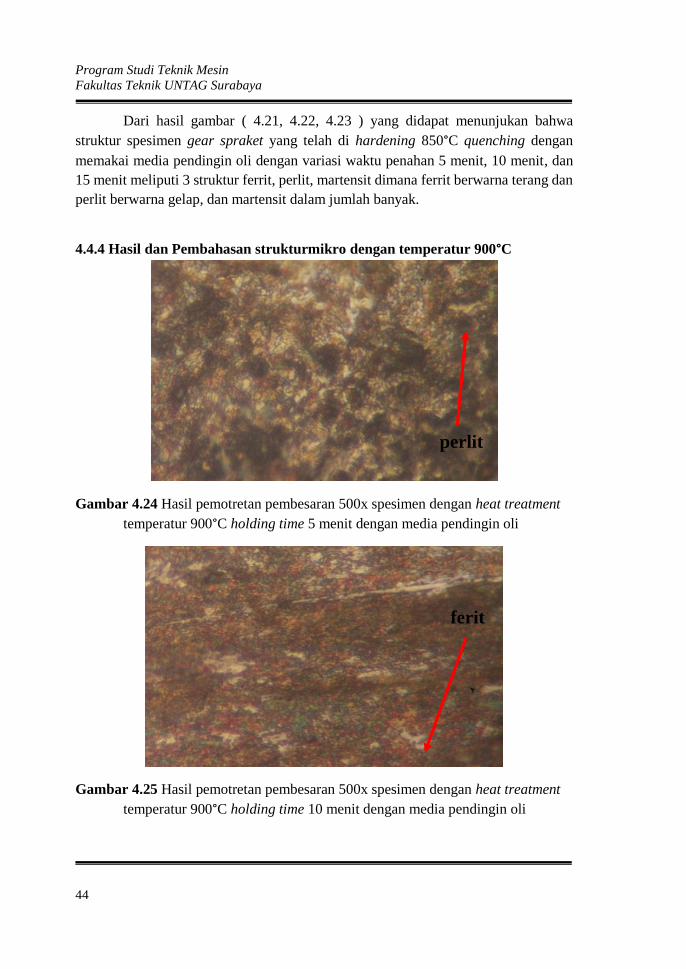
Gambar 4.24 Hasil pemotretan pembesaran 500x spesimen dengan heat treatment
temperatur 900°C holding time 5 menit dengan media pendingin oli
Gambar 4.25 Hasil pemotretan pembesaran 500x spesimen dengan heat treatment
temperatur 900°C holding time 10 menit dengan media pendingin oli
perlit
ferit

Program Studi Teknik Mesin
Fakultas Teknik UNTAG Surabaya
45
Gambar 4.26 Hasil pemotretan pembesaran 500x spesimen dengan heat treatment
temperatur 900°C holding time 15 menit dengan media pendingin oli
Dari hasil gambar ( 4.24, 4.25, 4.26 ) yang didapat menunjukan bahwa
struktur spesimen gear spraket yang telah di hardening 900°C quenching dengan
memakai media pendingin oli dengan variasi waktu penahan 5 menit, 10 menit, dan
15 menit meliputi 3 struktur ferrit, perlit, martensit dimana ferrit berwarna terang dan
perlit berwarna gelap, dan martensit dalam jumlah paling banyak.
Dari foto struktur mikro pada setiap spesimen perlakuan panas didapat pula
pembentukan struktur mikro baru yaitu struktur martensit. Struktur dengan bentuk
seperti jarum dan agak kecoklatan ini merupakan struktur yang diharapkan pada
pengujian perlakuan panas ini, struktur ini nanti yang akan berperan pada sifat
mekanis baja khususnya kekerasan. Untuk memperoleh struktur martensit yang keras
maka pada saat pemanasan harus dapat terjadi pada struktur austenit (temperatur 760
°C), karena hanya austenit yang dapat bertransformasi menjadi martensit. Bila pada
saat pemanasan masih terdapat struktur lain maka setelah didinginkan akan diperoleh
struktur yang tidak seluruhnya martensit. Oleh karena itu penentuan temperatur dan
lamanya holding time berperan penting terhadap pembentukan martensit. Struktur
martensit dapat terbentuk karena pada suhu 760 °C, material sudah berada pada suhu
austenit tidak stabil yang pada proses pendinginan akan kembali menjadi ferrit,
struktur karbon tersebut larut kedalam austenit, sedangkan ferrit hanya mampu
melarutkan 0,025 % karbon, maka terbentuklah struktur ferrit diperlebar atau karbon
dipaksa masuk atau larut dalam ferrit. Martensit merupakan fasa metastabil terbentuk
dengan laju pendinginan cepat, semua unsur paduan masih larut dalam keadaan padat.
Pemanasan harus dilakukan secara bertahap (preheating) dan perlahan lahan untuk
martensit

Program Studi Teknik Mesin
Fakultas Teknik UNTAG Surabaya
46
memperkecil deformasi ataupun resiko retak. Setelah temperatur pengerasan tercapai,
ditahan dalam selang waktu tertentu kemudian didinginkan cepat. Pembentukan
struktur keras martensit dan peningkatan kekerasan baja memiliki hubungan erat,
apabila pembentukan martensit merata akibat homogennya austenit dan terjadinya
kelarutan karbida serta adanya difusi karbon yang tepat maka tingkat kekerasan
bertambah begitu pula sebaliknya. Hubungan erat antar martensit dan tingkat
kekerasan ini tergantung dari pengaruh preheating, penetapan temperatur, lama waktu
holding time, dan media quenching. Tingkat kekerasan pada baja hasil perlakuan
panas juga tergantung pada pembentukan struktur martensit, Dimana semakin
kompleks dan merata penyebaran struktur martensit pada baja karena penentuan
temperatur dan lama holding time yang tepat akan membiarkan austenit menjadi
homogen dan terjadi difusi karbon yang tepat akan memaksimalkan peningkatan
kekerasan sehingga dapat disimpulkan bahwa semakin dominan jumlah pertumbuhan
butir-butir martensit yang terbentuk maka kekerasan yang dihasilkan akan semakin
meningkat pula namun baja akan bersifat rapuh dan getas karena ketangguhan baja
menurun. Kegetasan dan kerapuhan pada baja juga tergantung pada media quenching
yang digunakan. Media quenching sangat berpengaruh terhadap laju pembentukan
struktur martensit dan tingkat kekerasan. Penggunaaan media pendingin dengan laju
cepat akan menghasilkan tingkat kekerasan yang tinggi tetapi ketangguhan baja akan
menurun. Oleh karena itu penggunaan media pendingin oli yang merupakan
pendinginan sedang juga berpengaruh terhadap tingkat kekerasan baja sehingga baja
mengalami peningkatan kekerasan yang cukup signifikan pada setiap spesimen
perlakuan panas pada penelitian ini tanpa mengurangi ketangguhan secara drastis
sehingga baja ini masih dapat dipergunakan dengan baik.( http : //
eprint.uns.ac.id/1085/1/1816-4094-1-SM.pdf )
Related Documents











