32 BAB 2 LANDASAN TEORI 2.1 Definisi Perencanaan dan Pengendalian Produksi M enurut Vincent Gaspersz (1998, p3) produksi merupakan fungsi pokok dalam setiap organisasi, yang mencakup aktifitas yang bertanggung jawab untuk menciptakan nilai tambah produk yang merupakan output dari setiap organisasi industri itu. Kebutuhan produksi untuk beroperasi dengan biaya yang lebih rendah, meningkatkan kualitas dan produktifitas, dan menciptakan produk baru telah menjadi kekuatan yang mendorong teknologi untuk melakukan berbagai terobosan dan penemuan baru. Produksi dalam sebuah organisasi pabrik merupakan inti yang paling dalam, spesifik serta berbeda dengan bidang fungsional lain seperti: keuangan, personalia, dan lain-lain. Sistem produksi merupakan sistem integral yang mempunyai komponen struktural dan fungsional. Dalam sistem produksi modern terjadi suatu proses transformasi nilai tambah yang mengubah input menjadi output yang dapat dijual dengan harga kompetitif di pasar. Sistem produksi memiliki beberapa karakteristik berikut: a. M empunyai komponen-komponen atau elemen-elemen yang saling berkaitan satu sama lain dan membentuk satu kesatuan yang utuh. Hal ini berkaitan dengan komponen struktural yang membangun sistem produksi itu. b. Mempunyai tujuan yang mendasari keberadaannya, yaitu menghasilkan produk (barang dan/atau jasa) berkualitas yang dapat dijual dengan harga kompetitif di pasar.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

32
BAB 2
LANDASAN TEORI
2.1 Definisi Perencanaan dan Pengendalian Produksi
Menurut Vincent Gaspersz (1998, p3) produksi merupakan fungsi pokok dalam
setiap organisasi, yang mencakup aktifitas yang bertanggung jawab untuk menciptakan
nilai tambah produk yang merupakan output dari setiap organisasi industri itu.
Kebutuhan produksi untuk beroperasi dengan biaya yang lebih rendah, meningkatkan
kualitas dan produktifitas, dan menciptakan produk baru telah menjadi kekuatan yang
mendorong teknologi untuk melakukan berbagai terobosan dan penemuan baru.
Produksi dalam sebuah organisasi pabrik merupakan inti yang paling dalam, spesifik
serta berbeda dengan bidang fungsional lain seperti: keuangan, personalia, dan lain-lain.
Sistem produksi merupakan sistem integral yang mempunyai komponen
struktural dan fungsional. Dalam sistem produksi modern terjadi suatu proses
transformasi nilai tambah yang mengubah input menjadi output yang dapat dijual
dengan harga kompetitif di pasar. Sistem produksi memiliki beberapa karakteristik
berikut:
a. Mempunyai komponen-komponen atau elemen-elemen yang saling berkaitan
satu sama lain dan membentuk satu kesatuan yang utuh. Hal ini berkaitan
dengan komponen struktural yang membangun sistem produksi itu.
b. Mempunyai tujuan yang mendasari keberadaannya, yaitu menghasilkan
produk (barang dan/atau jasa) berkualitas yang dapat dijual dengan harga
kompetitif di pasar.

33
c. Mempunyai aktifitas berupa proses transformasi nilai tambah input menjadi
output secara efektif dan efisien.
d. Mempunyai mekanisme yang mengendalikan pengoperasiannya, berupa
optimalisasi pengalokasian sumber-sumber daya.
Proses transformasi nilai tambah dari input menjadi output dalam sistem
produksi modern selalu melibatkan komponen struktural dan fungsional yang berperan
penting dalam menunjang kontinuitas operasional sistem produksi itu. Komponen
struktural yang membentuk sistem produksi terdiri dari: bahan (material), mesin dan
peralatan, tenaga kerja, modal, energi, informasi, tanah, dan lain-lain. Sedangkan
komponen fungsional terdiri dari: supervisi, perencanaan, pengendalian, koordinasi, dan
kepemimpinan, yang kesemuanya berkaitan dengan manajemen dan organisasi.
Komponen-komponen yang disebutkan di atas merupakan elemen-elemen utama dalam
sistem produksi yaitu berupa input. Selain input, elemen utama lainnya yaitu: proses,
output, serta adanya suatu mekanisme umpan balik untuk pengendalian sistem produksi
itu agar mampu meningkatkan perbaikan terus-menerus (continous improvement).
Suatu proses dalam sistem produksi dapat didefinisikan sebagai integrasi
sekuensial dari tenaga kerja, material, informasi, metode kerja, dan mesin atau peralatan
dalam suatu lingkungan guna menghasilkan nilai tambah bagi produk, agar dapat dijual
dengan harga kompetitif di pasar. Proses itu mengkonversi input terukur ke dalam output
terukur melalui sejumlah langkah sekuensial yang terorganisasi. Definisi lain dari proses
adalah suatu kumpulan tugas yang dikaitkan melalui suatu aliran material dan informasi
yang mentransformasikan berbagai input ke dalam output yang bermanfaat atau bernilai
tambah tinggi. Suatu proses memiliki kapabilitas atau kemampuan untuk menyimpan

34
material (yang diubah menjadi barang setengah jadi) dan informasi selama transformasi
berlangsung.
Perencanaan dan pengendalian proses produksi merupakan metode yang
digunakan dalam menghasilkan produk yang melewati proses dimana produk dibuat
berdasarkan informasi tentang keinginan konsumen (pasar) yang diperoleh dari riset
pasar yang komprehensif, selanjutnya didesain produk sesuai dengan keinginan pasar
itu. Desain produk telah menetapkan model dan spesifikasi yang harus diikuti oleh
bagian produksi. Bagian produksi harus meningkatkan efisiensi dari proses dan kualitas
produk, agar diperoleh produk-produk berkualitas sesuai dengan desain yang telah
ditetapkan berdasarkan keinginan pasar itu, dengan biaya yang serendah mungkin.
Dengan perencanaan dan pengendalian proses produksi semua hal tersebut dapat dicapai
dengan menghilangkan pemborosan (waste) yang terjadi dalam proses produksi itu.
2.1.1 Strategi Respons terhadap Permintaan Konsumen
Strategi respons terhadap permintaan konsumen mendefinisikan bagaimana suatu
perusahaan industri manufaktur akan memberikan tanggapan atau respons terhadap
permintaan konsumen. Pada dasarnya strategi respons terhadap permintaan konsumen
dapat diklasifikasikan dalam lima kategori sebagai berikut:
1. Design to Order (Engineer to Order)
Dalam strategi ini, perusahaan tidak membuat produk itu sebelumnya
atau dengan kata lain cocok untuk produk-produk baru dan/atau unik secara
total. Perusahaan yang memilih strategi ini tidak mempunyai sistem inventori
karena produk baru akan didesain dan diproduksi setelah ada permintaan
pelanggan. Untuk itu, perusahaan tidak mempunyai resiko berkaitan dengan

35
investasi inventori. Apabila ada pesanan dari pelanggan, pihak perusahaan
akan mengembangkan desain untuk produk yang diminta (termasuk
pertimbangan waktu dan biaya), kemudian menerima persetujuan tentang
desain itu dari pihak pelanggan, selanjutnya akan memesan material-material
yang dibutuhkan untuk pembuatan produk, dan mengirimkan produk itu ke
pelanggan. Produk-produk yang cocok menggunakan strategi design to order
adalah kapal, komputer khusus untuk keperluan militer, gedung bertingkat,
jembatan, dan sebagainya.
2. Make to Order
Perusahaan industri yang memilih strategi make to order hanya
mempunyai desain produk dan beberapa material standar dalam sistem
inventori dari produk-produk yang telah dibuat sebelumnya. Aktifitas proses
pembuatan produk bersifat khusus yang disesuaikan dengan setiap pesanan
dari pelanggan. Siklus pesanan (order cycle) dimulai ketika pelanggan
menspesifikasikan produk yang dipesan, dalam hal ini produsen dapat
membantu pelanggan untuk menyiapkan spesifikasi sesuai kebutuhan
pelanggan itu. Produsen menawarkan harga dan waktu penyerahan
berdasarkan atas permintaan pelanggan itu. Sama halnya dengan strategi
design to order, strategi make to order juga mempunyai resiko yang sangat
kecil berkaitan dengan investasi inventori. Yang dapat dikategorikan dalam
strategi make to order seperti penggantian parts mesin, produk-produk
kerajinan tangan berdasarkan pesanan khusus, riset pasar bagi perusahaan
tertentu, dan pelatihan dalam perusahaan (inhouse training) berdasarkan
kebutuhan spesifik dari pelanggan.

36
3. Assemble to Order
Perusahaan industri yang memilih strategi assemble to order akan
memiliki inventori yang terdiri dari semua subassemblies atau modul-modul
(modules). Apabila pelanggan memesan produk, produsen secara cepat
merakit modul-modul yang ada dan mengirimkan dalam bentuk produk akhir
ke pelanggan. Strategi assemble to order digunakan oleh perusahaan-
perusahaan industri yang memiliki produk modular, dimana beberapa produk
akhir membentuk modul-modul umum (common modules). Perusahaan
industri yang menggunakan strategi ini antara lain industri otomotif,
komputer komersial, restoran seperti Mc Donald’s.
4. Make to Stock
Perusahaan yang memilih strategi make to stock akan memiliki inventori
yang terdiri dari produk akhir (finished product) untuk dapat dikirim dengan
segera apabila ada permintaan dari pelanggan. Dalam strategi ini, siklus
waktu (cycle time) dimulai ketika produsen menspesifikasikan produk,
memperoleh bahan baku (raw material), dan memproduksi produk akhir
untuk disimpan dalam stok. Apabila pelanggan memesan produk, dengan
asumsi bahwa produk itu telah disimpan dalam stok, produsen akan
mengambil produk itu dari stok dan mengirimkannya kepada pemesan.
Pesanan pelanggan secara aktual tidak dapat diidentifikasi secara tepat
dalam proses produksi. Permintaan aktual dari pelanggan hanya dapat
diramalkan, dimana sering kali tingkat aktual dari produksi hanya berkorelasi
rendah dengan pesanan pelanggan aktual yang diterima. Perusahaan industri
yang memilih strategi make to stock terarah pada pengisian kembali inventori
37
(replenishment of inventory). Produk-produk yang dapat dikategorikan ke
dalam strategi make to stock adalah industri untuk barang-barang konsumsi
(consumer’s goods) seperti pakaian, peralatan rumah tangga, telepon, produk
makanan, mainan anak-anak, karpet, dan lain-lain.
5. Make to Demand
Strategi make to demand dapat dianggap sebagai suatu strategi baru yang
dikembangkan dalam peusahaan industri, dimana respons terhadap
permintaan pelanggan secara total adalah fleksibel. Dalam strategi make to
demand, penyerahan produk dari perusahaan berkaitan dengan kualitas dan
waktu penyerahan (delivery time) secara tepat berdasarkan keinginan
pelanggan. Strategi ini responsif secara lengkap (completely responsive)
terhadap pesanan pelanggan (sesuai spesifikasi yang diinginkan oleh
pelanggan), tetapi dapat menyerahkan produk dengan kecepatan mendekati
strategi make to stock.
Strategi make to demand dapat diterapkan pada produk-produk industri
yang telah berada pada tahap menurun (declining stage) dari siklus hidup
produk (product life cycle), karena produk-produk itu membutuhkan fitur dan
pilihan yang lebih banyak disertai dengan harga yang lebih rendah serta
waktu penyerahan lebih cepat agar dapat bertahan di pasar yang sangat
kompetitif itu.
38
2.1.2 Strategi Desain Proses Manufaktur
Strategi desain proses manufakturing mendefinisikan bagaimana suatu produk
industri dibuat atau diproses. Pada dasarnya strategi desain proses manufakturing dapat
diklasifikasikan ke dalam lima kategori, sebagai berikut:
1. Project (No Product Flow)
Dalam suatu proyek, biasanya material, peralatan, dan personel dibawa ke
lokasi proyek. Dalam hal ini tidak ada aliran produk untuk suatu proyek,
tetapi bagaimanapun juga suatu proyek tetap memiliki urutan-urutan atau
sekuens operasi. Bentuk proyek digunakan apabila terdapat suatu kebutuhan
khusus untuk kreatifitas dan keunikan, serta memiliki batas waktu
penyelesaiannya.
2. Job Shop (Jumbled Flow)
Dalam suatu job shop atau aliran tercampur, produk dibuat dalam batch pada
interval intermittent ( intermittent interval). Job shop mengorganisasikan
peralatan dan tenaga kerja ke dalam pusat-pusat kerja (work centers)
berdasarkan jenis pekerjaan, misalnya: semua pencampuran produk berada
dalam pusat kerja pertama, electrical subassembly berada dalam pusat kerja
kedua, mechanical subassembly berada dalam pusat kerja ketiga, product
assembly berada dalam pusat kerja keempat, dan seterusnya.
3. Line Flow
Line flow menyusun stasiun-stasiun kerja dalam sekuens operasi yang
membuat produk, sehingga kadang-kadang disebut sebagai product flow,
karena produk mengalir mengikuti langkah-langkah sekuensial yang sama
39
dalam proses produksi. Semua produk membutuhkan tugas-tugas yang sama,
dan mengikuti pola aliran standar (standard flow patterns).
Pada dasarnya terdapat tiga jenis line flow, yaitu:
- Small Batch atau Interrupted Line Flow
Tipe line flow ini memiliki semua karakteristik dari line flow, tetapi tidak
memproses produk yang sama secara terus-menerus. Small batch line
flow memproses beberapa produk dalam batch yang kecil (small
batches), dengan biasanya membutuhkan setup peralatan atau mesin di
antara batch yang diproses. Produk-produk yang sering diproduksi
dengan menggunakan small batch line flow ini adalah parts yang tingkat
permintaannya relatif rendah, assemblies, dan item-item non diskrit
(misalnya: obat-obatan).
- Large Batch atau Repetitive Line Flow
Large batch atau repetitive line flow biasanya mengacu pada produk-
produk diskrit dalam volume besar. Large batch line flow memproduksi
hanya beberapa jenis produk pada line, dengan batch berukuran besar
untuk masing-masing jenis produk itu, serta membutuhkan setup mesin
atau peralatan di antara batch itu. Sedangkan repetitive line flow
memproduksi hanya satu jenis produk dalam volume besar, tetapi line
tidak beroperasi secara terus-menerus atau kontinyu.
- Continous Line Flow
Line flow ini mengacu pada produksi terus-menerus seperti: proses
penyulingan minyak, baja, semen, cat,gula, dan lain-lain. Continous line

40
flow biasanya memproduksi produk serupa secara terus-menerus dalam
volume besar.
4. Flexible Manufacturing System (FMS)
FMS merupakan suatu sel terautomatisasi (penanganan material dan
peralatan pemrosesan yang terintegrasi) yang digunakan untuk menghasilkan
sekelompok parts atau assemblies. Meskipun semua item membutuhkan
proses manufaktur serupa, namun sekuens dari operasi tidak perlu sama
dalam setiap kasus. Suatu line produksi nonautomatisasi yang dapat
mengubah dari satu produk ke produk lain tanpa setup time, juga merupakan
FMS.
5. Agile Manufacturing System (AMS)
Secara umum dapat dikatakan bahwa AMS adalah suatu sistem
manufaktur yang memiliki kemampuan secara lengkap untuk memberikan
respons yang cepat dan tepat terhadap permintaan pelanggan.
Agility adalah kemampuan untuk berhasil di pasar global yang telah
menjadi lebih internasional, dinamis, dan dikendalikan oleh pelanggan,
melalui menawarkan range produk yang luas dengan biaya rendah,
berkualitas tinggi,serta pelayanan dengan waktu tunggu pendek (short lead
times), dalam volume produk yang bervariasi sehingga meningkatkan nilai
tambah kepada pelanggan melalui customization.
2.2 Persediaan
Persediaan selalu dibutuhkan dalam sebuah perusahaan. Persediaan yang besar
tidak efisien karena dapat menimbulkan biaya besar, sedangkan persediaan yang kecil

41
beresiko tinggi terhentinya produksi, maka persediaan merupakan sesuatu yang kritis
dalam suatu perusahaan. Untuk lebih jelasnya akan diuraikan dalam poin-poin di bawah
ini.
2.2.1 Definisi Persediaan
Menurut Eddy Herjanto (2007, p237) persediaan adalah bahan atau barang yang
disimpan yang akan digunakan untuk memenuhi tujuan tertentu, misalnya untuk
digunakan dalam proses produksi atau perakitan, untuk dijual kembali, atau untuk suku
cadang dari suatu peralatan atau mesin. Persediaan dapat berupa bahan mentah, bahan
pembantu, barang dalam proses, barang jadi, ataupun suku cadang.
Jumlah persediaan terlalu besar mengakibatkan timbulnya dana menganggur
yang besar (yang tertanam dalam persediaan), meningkatnya biaya penyimpanan, dan
resiko kerusakan barang yang lebih besar. Namun, jika persediaan terlalu sedikit
mengakibatkan resiko terjadinya kekurangan persediaan (stockout) karena sering kali
bahan/barang tidak dapat didatangkan secara mendadak dan sebesar yang dibutuhkan,
yang menyebabkan terhentinya proses produksi, tertundanya penjualan, bahkan
hilangnya pelanggan.
2.2.2 Fungsi Persediaan
Beberapa fungsi penting yang dikandung oleh persediaan dalam memenuhi
kebutuhan perusahaan menurut Eddy Herjanto (2007, p238) adalah sebagai berikut:
- Menghilangkan resiko keterlambatan pengiriman bahan baku atau barang
yang dibutuhkan perusahaan.
42
- Menghilangkan resiko jika material yang dipesan tidak baik sehingga harus
dikembalikan.
- Menghilangkan resiko terhadap kenaikan harga barang atau inflasi.
- Untuk menyimpan bahan baku yang dihasilkan secara musiman sehingga
perusahaan tidak akan kesulitan jika bahan itu tidak tersedia di pasaran.
- Mendapatkan keuntungan dari pembelian berdasarkan diskon kuantitas.
- Memberikan pelayanan kepada pelanggan dengan tersediaanya barang yang
diperlukan.
2.2.3 Jenis-jenis Persediaan
Selain dari persediaan yang dilakukan dalam bentuk bahan mentah, bahan
pembantu, barang setengah jadi, dan barang jadi. Menurut Eddy Herjanto (2007, p238)
persediaan juga dapat dikelompokkan ke dalam empat jenis, yaitu:
1. Fluktuasi stok (fluctuation stock), merupakan persediaan yang dimaksudkan
untuk menjaga terjadinya fluktuasi permintaan yang tidak diperkirakan
sebelumnya, dan untuk mengatasi bila terjadi kesalahan/penyimpangan
dalam prakiraan penjualan, waktu produksi, atau pengiriman barang.
2. Antisipasi stok (anticipation stock), merupakan persediaan untuk
menghadapi permintaan yang dapat diramalkan, misalnya pada musim
permintaan tinggi, tetapi kapasitas produksi pada saat itu tidak mampu
memenuhi permintaan. Persediaan ini juga dimaksudkan untuk menjaga
43
kemungkinan sukarnya diperoleh bahan baku sehingga tidak mengakibatkan
terhentinya produksi.
3. Persediaan untuk ukuran lot (lot size inventory), merupakan persediaan yang
diadakan dalam jumlah yang lebih besar dari pada kebutuhan pada saat itu.
Persediaan dilakukan untuk mendapatkan keuntungan dari harga barang
(berupa diskon) karena membeli dalam jumlah yang besar, atau untuk
mendapatkan penghematan dari biaya pengangkutan per unit yang lebih
rendah.
4. Persediaan saluran pipa (pipeline inventory), merupakan persediaan yang
dalam proses pengiriman dari tempat asal ke tempat dimana barang itu akan
digunakan. Misalnya, barang yang dikirim dari pabrik menuju tempat
penjualan, yang dapat memakan waktu beberapa hari atau minggu.
2.2.4 Jenis-jenis Biaya Persediaan
Biaya persediaan merupakan biaya-biaya yang dikeluarkan untuk keperluan
persediaan yang dilakukan oleh perusahaan. Adapun jenis-jenis biaya yang termasuk ke
dalam biaya untuk persediaan antara lain meliputi:
- Biaya penyimpanan (holding cost/carrying cost) adalah biaya yang
dikeluarkan berkenaan dengan diadakannya persediaan barang. Yang
termasuk biaya ini antara lain biaya sewa gudang, biaya administrasi
pergudangan, gaji pelaksana pergudangan, biaya listrik, biaya modal yang
tertanam dalam persediaan, biaya asuransi, ataupun biaya kerusakan,
kehilangan atau penyusutan barang selama dalam penyimpanan.

44
- Biaya kekurangan persediaan (shortage cost/stockout cost) adalah biaya yang
timbul sebagai akibat tidak tersedianya barang pada waktu diperlukan. Biaya
kekurangan persediaan ini pada dasarnya bukan biaya nyata (riil), melainkan
berupa biaya kehilangan kesempatan. Dalam perusahaan manfaktur, biaya ini
merupakan biaya kesempatan yang timbul misalnya karena terhentinya
proses produksi sebagai akibat tidak adanya bahan yang diproses, antara lain
meliputi biaya kehilangan waktu produksi bagi mesin dan karyawan.
- Biaya persiapan (setup cost), biaya ini akan timbul apabila perusahaan
memproduksi persediaan sendiri, tidak membeli dari pemasok. Biaya
persiapan merupakan biaya yang diperlukan untuk menyiapkan peralatan,
mesin, atau proses manufaktur lain dari suatu rencana produksi.
- Biaya pemesanan (ordering cost) adalah biaya yang dikeluarkan setiap kali
perusahaan melakukan pemesanan kepada pemasok. Biaya pemesanan
umumnya bersifat variabel terhadap frekuensi pesanan. Yang termasuk ke
dalam biaya pemesanan antara lain biaya selama proses pemesanan, biaya
pengiriman permintaan, biaya penerimaan barang, biaya penempatan barang
ke dalam gudang, biaya pemrosesan pembayaran kepada pemasok.
2.3 Safety Stock
Menurut Eddy Herjanto persediaan pengaman (safety stock) adalah persediaan
yang dicadangkan untuk kebutuhan selama menunggu barang datang. Persediaan
pengaman juga biasa disebut sebagai persediaan penyangga (buffer stock) atau
persediaan besi (iron stock). Persediaan pengaman berfungsi untuk melindungi atau
45
menjaga kemungkinan terjadinya kekurangan barang, misalnya karena penggunaan
barang yang lebih besar dari perkiraan semula atau keterlambatan dalam penerimaan
barang yang dipesan. Selain itu, berfungsi juga untuk menjamin pelayanan kepada
pelanggan terhadap ketidakpastian dalam pengadaan barang.
Persediaan pengaman dapat ditentukan langsung dalam jumlah unit tertentu,
misalnya 20 unit, atau berdasarkan persentase dari kebutuhan selama menunggu barang
datang (waktu tenggang). Hal ini tergantung dari pengalaman perusahaan dalam
menghadapi keterlambatan barang yang dipesan atau sering berubah tidaknya
perencanaan produksi.
Cara lain dalam menentukan besarnya persediaan pengaman ialah dengan
pendekatan tingkat pelayanan (service level). Tingkat pelayanan dapat didefinisikan
sebagai probabilitas permintaan tidak akan melebihi persediaan (pasokan) selama waktu
tenggang. Tingkat pelayanan 95% menunjukkan bahwa besarnya kemungkinan
permintaan tidak akan melebihi persediaan selama waktu tenggang ialah 95%. Dengan
kata lain, resiko terjadinya kekurangan persediaan (stockout risk) hanya 5%.
Melalui rumus distribusi normal, besarnya persediaan pengaman dapat dihitung
sebagai berikut:
ZσSSσSSZ
maka SS,μX karenaσμX
Z
=
=
=−
−=
Dimana:

46
Z = standar normal
X = tingkat persediaan
µ = rata-rata permintaan
σ = standar deviasi permintaan selama waktu tenggang
SS = persediaan pengaman
2.4 Perencanaan Proses
Perencanaan proses membahas tentang perencanaan bagaimana sekumpulan
aktifitas produksi akan berlangsung mulai dari input, pemrosesan, sampai menghasilkan
produk (output). Untuk lebih jelasnya akan dijabarkan dalam poin-poin di bawah ini.
2.4.1 Definisi Perencanaan Proses
Menurut Bedworth perencanaan proses adalah persiapan untuk sekumpulan
instruksi-instruksi yang menjelaskan bagaimana memproduksi suatu bagian atau
membuat perakitan yang mana akan memuaskan spesifikasi desain teknik. Sekumpulan
instruksi tersebut membahas mengenai urutan pengerjaan, mesin dan tool yang
digunakan, material yang dipakai, toleransi, parameter pemesinan dan lain – lain.
2.4.2 Alat Bantu yang Digunakan dalam Perencanaan Proses
Untuk perencanaan proses produk diperlukan alat bantu baik itu berupa peta-peta
kerja maupun hasil yang dituangkan ke dalam bentuk tabel. Berikut ini adalah alat bantu
yang digunakan:

47
a. Peta proses operasi (operation process chart)
Peta proses operasi (OPC) termasuk ke dalam kategori peta kerja yang
digunakan untuk menganalisa kegiatan kerja keseluruhan. OPC termasuk ke
dalam peta untuk kegiatan kerja keseluruhan karena kegiatan tersebut
melibatkan sebagian besar atau semua fasilitas yang diperlukan untuk
membuat produk yang bersangkutan. Sedangkan peta kerja untuk kegiatan
kerja setempat terjadi apabila kegiatan tersebut berlangsung dalam suatu
stasiun kerja yang biasanya hanya melibatkan orang dan fasilitas dalam
jumlah terbatas.
Peta proses operasi merupakan suatu diagram yang menggambarkan
langkah-langkah proses yang akan dialami bahan-bahan baku mengenai
urutan-urutan operasi dan pemeriksaan. Sejak dari awal sampai menjadi
produk jadi utuh maupun sebagai komponen, dan juga memuat informasi-
informasi yang diperlukan untuk analisa lebih lanjut, seperti: waktu yang
dihabiskan, material yang digunakan, dan tempat atau alat atau mesin yang
dipakai.
Kegunaan dari OPC antara lain:
- Dapat mengetahui kebutuhan akan mesin dan penganggarannya
- Dapat memperkirakan kebutuhan akan bahan baku (dengan
memperhitungkan efisiensi di tiap operasi/pemeriksaan)
- Sebagai alat untuk menentukan tata letak pabrik
- Sebagai alat untuk latihan kerja
Lambang-lambang yang dipergunakan dalam pembuatan OPC adalah
Operasi

48
Suatu kegiatan operasi terjadi apabila benda kerja mengalami perubahan
sifat, baik fisik maupun kimiawi, mengambil informasi maupun memberikan
informasi pada suatu keadaan juga termasuk operasi. Operasi merupakan
kegiatan yang paling banyak terjadi dalam suatu proses. Dan biasanya terjadi
pada suatu mesin atau stasiun kerja.
Pemeriksaan
Suatu kegiatan pemeriksaaan terjadi apabila benda kerja atau peralatan
mengalami pemeriksaan baik untuk segi kualitas maupun kuantitas. Lambang
ini digunakan jika kita melakukan pemeriksaan terhadap suatu obyek atau
membandingkan obyek tertentu dengan suatu standar.
Aktifitas gabungan
Kegiatan ini terjadi apabila antara aktifitas operasi dan pemeriksaan
dilakukan bersamaan atau dilakukan pada suatu tempat kerja.
Penyimpanan
Proses penyimpanan terjadi apabila benda kerja disimpan untuk jangka waktu
yang cukup lama. Jika benda kerja tersebut akan diambil kembali, biasanya
memerlukan suatu prosedur perizinan tertentu.
b. Peta perakitan (assembly chart)
Peta perakitan adalah gambaran grafis dari urutan-urutan aliran
komponen dan rakitan-bagian (sub assembly) ke rakitan suatu produk. Peta
perakitan menunjukkan cara yang mudah untuk memahami:
- Komponen-komponen yang membentuk produk
- Bagaimana komponen-komponen ini bergabung bersama
49
- Komponen yang menjadi bagian suatu rakitan-bagian
- Aliran komponen ke dalam sebuah rakitan
- Keterkaitan antara komponen dengan rakitan-bagian
- Gambaran menyeluruh dari proses rakitan
- Urutan waktu komponen bergabung bersama
- Suatu gambaran awal dari pola aliran bahan
Tujuan utama dari peta perakitan adalah untuk menunjukkan keterkaitan
antara komponen, yang dapat juga digambarkan oleh sebuah gambar terurai.
Untuk membuat peta perakitan yang dibutuhkan adalah lambang operasi
( ). Untuk ukuran dari lingkaran ini bervariasi sesuai dengan kode
komponen perakitan. Untuk kode komponen itu sendiri berdiameter 6 mm,
untuk sub-sub assembly (SSA-n) berdiameter 8 mm, untuk sub assembly
(SA-n) berdiameter 9 mm, dan terakhir untuk assembly (A-n) berdiameter 12
mm.
c. Struktur produk
Struktur produk merupakan gambaran hubungan antara suatu barang
dan komponennya. Produk akhir atau parent item disebut sebagai item level
0, sedangkan komponen pembentuk produk akhir disebut sebagai item level
1, sub komponen berikutnya disebut item level 2, dan seterusnya.

50
Untuk menggambarkan struktur produk dapat menggunakan cara-cara
berikut ini:
- Explosion
Gambaran tentang produk akhir beserta komponen-komponennya yang
dimulai dari produk akhir yang berada di posisi teratas dan dilanjutkan
dengan komponen-komponen penyusunnya.
- Implosion
Merupakan kebalikan dari explosion, dimana implosion menggambarkan
produk akhir beserta komponen-komponennya yang dimulai dari
komponen-komponen penyusun dasar, komponen penyusun selanjutnya
sampai menjadi produk akhir yang terletak di bagian paling bawah dari
struktur produk.
Manfaat dari struktur produk ialah untuk mengetahui komponen-
komponen apa saja yang menjadi penyusun suatu produk dan untuk
mengetahui jumlah yang dibutuhkan untuk tiap-tiap komponen sehingga
akan memudahkan dalam mengatur jumlah yang harus diproduksi.
d. Bill of material (BOM)
BOM merupakan definisi yang lengkap tentang suatu produk akhir meliputi
daftar barang atau material yang diperlukan bagi perakitan, pencampuran,
atau pembuatan produk akhir itu. BOM dibuat sebagai bagian dari proses
desain dan kemudian digunakan untuk menentukan barang apa yang harus
dibeli dan barang apa yang harus dibuat. Manfaat lain dari BOM adalah
- Sebagai alat pengendali produksi yang menspesifikasikan bahan-bahan
kandungan yang penting dari suatu produk (bahan-bahan mentah dan

51
komponen), pesanan yang harus digabungkan dan seberapa banyak yang
dibutuhkan untuk membuat satu batch.
- Menghitung berapa yang dapat diproduksi berdasarkan segala
keterbatasan sumber daya yang ada pada kita saat ini.
- BOM juga menjamin bahwa jumlah bahan yang tepat telah dikirim ke
tempat yang tepat pada waktu yang tepat.
2.5 Peramalan
Peramalan juga merupakan salah satu metode penting dalam perencanaan
produksi. Untuk lebih jelasnya akan diuraikan lebih detil ke dalam sub bab dari
peramalan di bawah ini.
2.5.1 Definisi Peramalan
Menurut Drs. Hery Prasetya (2009, p43) peramalan merupakan usaha untuk
meramalkan keadaan di masa mendatang melalui pengujian keadaan di masa lalu. Esensi
peramalan adalah perkiraan peristiwa-peristiwa di waktu yang akan datang atas dasar
pola-pola di waktu yang lalu, dan penggunaan kebijakan terhadap proyeksi-proyeksi
dengan pola-pola di waktu yang lalu.
Peramalan adalah seni dan ilmu untuk memperkirakan kejadian di masa depan.
Disebut seni karena selalu disertai dengan pertimbangan pribadi dan disebut ilmu karena
cara-caranya dengan menggunakan statistik atau matematis yang terus dikembangkan.
Hal ini dapat dilakukan dengan melibatkan pengambilan data masa lalu dan
menempatkannya ke masa yang akan datang dengan suatu bentuk model matematis.
Definisi lain dari peramalan menurut Nachrowi (2004, p226) adalah alat/teknik
untuk memprediksi atau memperkirakan suatu nilai pada masa yang akan datang dengan
52
memperhatikan data atau informasi yang relevan, baik data/informasi masa lalu maupun
saat ini.
Ramalan permintaan adalah proyeksi permintaan untuk produk atau jasa
perusahaan. Ramalan ini, disebut juga ramalan penjualan, mengarahkan produksi,
kapasitas, dan sistem penjadwalan perusahaan dan bertindak sebagai masukan untuk
perencanaan keuangan, pemasaran, dan personalia.
2.5.2 Horizon Waktu
Peramalan biasanya diklasifikasikan berdasarkan horizon waktu masa depan
yang terbagi atas beberapa kategori:
- Peramalan jangka pendek. Rentang waktunya mencapai satu tahun tetapi
umumnya kurang dari tiga bulan. Peramalan jangka pendek digunakan untuk
merencanakan pembelian, penjadwalan kerja, jumlah tenaga kerja,
penugasan, dan tingkat produksi.
- Peramalan jangka menengah. Peramalan jangka menengah biasanya
berjangka tiga bulan hingga tiga tahun. Peramalan ini sangat bermanfaat
dalam perencanaan penjualan, perencanaan dan penganggaran produksi,
penganggaran kas, dan menganalisis berbagai rencana operasi.
- Peramalan jangka panjang. Rentang waktunya biasanya tiga tahun atau lebih;
digunakan dalam merencanakan produk baru, pengeluaran modal, lokasi
fasilitas, atau ekspansi, dan penelitian serta pengembangan.
Peramalan jangka menengah dan jangka panjang mempunyai tiga ciri yang
membedakan keduanya dari peramalan jangka pendek, antara lain:
a. Peramalan jangka menengah dan jangka panjang berhubungan dengan isu
yang lebih kompetentif dan mendukung keputusan manajemen berkaitan

53
dengan perencanaan dan produk, pabrik, dan proses. Menerapkan beberapa
keputusan fasilitas, seperti membuka pabrik baru, bisa memakan waktu lima
sampai delapan tahun dari awal sampai selesai.
b. Peramalan jangka pendek biasanya menggunakan metodologi yang berbeda
dari pada peramalan yang lebih panjang waktunya. Metode-metode kualitatif
yang agak luas bermanfaat dalam memprediksi isu-isu seperti apakah produk
baru seharusnya diperkenalkan dalam lini produk perusahaan.
c. Peramalan jangka pendek cenderung lebih akurat dari pada peramalan jangka
yang lebih panjang. Faktor-faktor yang mempengaruhi permintaan berubah
setiap hari, sehingga ketika horizon waktu semakin panjang, keakuratan
peramalan akan berkurang. Dengan demikian ramalan penjualan perlu
diperbarui secara teratur untuk mempertahankan nilainya. Setelah periode
penjualan berlalu, ramalan harus dikaji kembali dan diperbaiki.
2.5.3 Pendekatan Peramalan
Secara garis besarnya peramalan dapat dibagi ke dalam dua kelompok yaitu:
a. Metode kualitatif
Untuk metode kualitatif ini, cara-cara yang umum digunakan adalah
seperti di bawah ini:
- Juri dari opini eksekutif. Metode ini mengambil opini dari sekelompok
kecil manajer tingkat tinggi, sering kali dikombinasikan dengan model-
model statistik, dan menghasilkan estimasi permintaan kelompok.
- Gabungan armada penjualan. Dalam pendekatan ini, setiap wiraniaga
mengestimasi jumlah penjualan di wilayahnya, ramalan ini kemudian
dikaji ulang untuk meyakinkan kerealistisannya, lalu dikombinasikan

54
pada tingkat provinsi dan nasional untuk mencapai ramalan secara
menyeluruh.
- Metode Delphi. Proses kelompok iteratif ini mengizinkan para ahli yang
mungkin tinggal di berbagai tempat, untuk membuat ramalan. Ada tiga
partisipan dalam proses Delphi: pengambil keputusan, personel staf, dan
responden.
- Survei pasar konsumen. Metode memperbesar masukan dari pelanggan
atau calon pelanggan tanpa melihat rencana pembelian masa depannya.
Metode ini bisa membantu tidak hanya dalam menyiapkan ramalan tetapi
juga dalam memperbaiki desain produk baru.
- Pendekatan naif. Cara sederhana untuk peramalan ini mengasumsikan
bahwa dalam periode berikutnya adalah sama dengan permintaan dalam
periode sebelumnya (most recent period). Jika penjualan produk pada
bulan ini adalah 85 unit, maka peramalan penjualan untuk bulan
berikutnya adalah 85 unit. Model peramalan naif adalah model peramalan
yang efektif dan efisien biaya.
b. Metode kuantitatif
Ada empat metode peramalan kuantitatif yaitu:
1. Model seri waktu. Seri waktu (time series) didasarkan pada tahapan dari
titik data yang sudah tertentu (mingguan, bulanan, kuartalan, dan
sebagainya). Meramalkan data seri waktu memberikan implikasi bahwa
nilai masa depan diprediksi hanya dari nilai masa lalu dan bahwa
variabel-variabel lain tidak peduli berapa pun nilainya dihilangkan.
Model seri waktu ini meliputi:

55
- Rata-rata bergerak (moving averages)
- Penghalusan eksponensial (exponential smoothing)
- Proyeksi trend (trend projection)
Menurut Arman Hakim (2008, p39) seri waktu biasanya memiliki empat
komponen yang terdiri dari:
Trend/Kecenderungan (T). Trend merupakan sifat dari permintaan di
masa lalu terhadap waktu terjadinya, apakah permintaan tersebut
cenderung naik, turun, atau konstan.
Season/Musiman (S). Fluktuasi permintaan suatu produk dapat naik
turun di sekitar garis trend dan biasanya berulang setiap tahun. Pola
ini biasanya disebabkan oleh faktor cuaca, musim libur panjang, dan
hari raya keagamaan yang akan berulang secara periodik setiap
tahunnya.
Cycle/Siklus (C). Permintaan suatu produk dapat memiliki siklus
yang berulang secara periodik, biasanya lebih dari satu tahun,
sehingga pola ini tidak perlu dimasukkan dalam peramalan jangka
pendek. Pola ini amat berguna untuk peramalan jangka menengah dan
jangka panjang.
Random/Variasi Acak (R). Permintaan suatu produk dapat mengikuti
pola bervariasi secara acak karena faktor-faktor adanya bencana alam,
bangkrutnya perusahaan pesaing, promosi khusus, dan kejadian-
kejadian lainnya yang tidak mempunyai pola tertentu. Variasi acak ini
diperlukan dalam rangka menentukan persediaan pengamanan untuk
mengantisipasi kekurangan permintaan.

56
Gambar 2.1 Pola Data Permintaan
2. Model kausal. Metode peramalan kausal biasanya mempertimbangkan
beberapa variabel yang dikaitkan pada variabel yang sedang diprediksi.
Pendekatan ini lebih kuat ketimbang metode seri waktu yang hanya
menggunakan nilai historis untuk variabel yang diramalkan. Banyak
faktor bisa dipertimbangkan dalam analisis kausal. Sebagai contoh,
penjualan produk mungkin dikaitkan dengan anggaran iklan perusahaan,
pembebanan harga, harga pesaing, dan strategi promosi, atau bahkan
tingkat ekonomi dan pengangguran. Model peramalan kausal kuantitatif
yang paling umum adalah analisis regresi linear.
2.5.4 Pemilihan Teknik Peramalan Berdasarkan Pola Datanya
Setiap kali akan melakukan peramalan, maka kita perlu untuk memilih metode
peramalan berdasarkan karakteristik dari pola datanya agar peramalan dapat mendekati
kenyataan yang ditandai dengan nilai error paling kecil. Berikut ini adalah teknik
peramalan yang tepat sesuai dengan pola datanya.

57
- Teknik Peramalan untuk Pola Data Trend
Suatu data runtut waktu yang bersifat trend didefinisikan sebagai suatu
series yang mengandung komponen jangka panjang yang menunjukkan
pertumbuhan atau penurunan dalam data tersebut sepanjang suatu periode
waktu yang panjang. Dengan kata lain, suatu data runtut waktu dikatakan
mempunyai trend jika nilai harapannya berubah sepanjang waktu sehingga
data tersebut diharapkan menaik atau menurun selama periode dimana
peramalan diinginkan. Biasanya data runtut waktu ekonomi mengandung
suatu trend.
Teknik-teknik peramalan yang digunakan untuk peramalan data runtut
waktu yang mengandung trend adalah metode regresi linear, exponential
smoothing, atau double exponential smoothing (Teguh Baroto, 2002, p32).
- Teknik Peramalan untuk Pola Data Musim
Suatu data runtut waktu yang bersifat musiman didefinisikan sebagai
suatu data runtut waktu yang mempunyai pola perubahan yang berulang
secara tahunan. Mengembangkan suatu teknik peramalan musiman biasanya
memerlukan pemilihan metode perkalian dan pertambahan dan kemudian
mengestimasi indeks musiman dari data tersebut. Indeks ini kemudian
digunakan untuk memasukkan sifat musiman dalam peramalan atau untuk
menghilangkan pengaruh seperti itu dari nilai-nilai yang diobservasi.
Teknik-teknik yang dapat dipertimbangkan ketika kita meramalkan data
runtut waktu yang bersifat musiman meliputi metode Winter, weight moving
average, ataupun metode moving average (Teguh Baroto, 2002, p33).
- Teknik Peramalan untuk Pola Data Siklus

58
Pengaruh siklus didefinisikan sebagai fluktuasi seperti gelombang di
sekitar garis trend. Pola siklus cenderung untuk berulang setiap dua, tiga
tahun, atau lebih. Pola siklus sulit untuk dibuat modelnya karena polanya
tidak stabil. Turun naiknya fluktuasi di sekitar trend jarang sekali berulang
pada interval waktu yang tetap, dan besarnya fluktuasi juga selalu berubah.
Metode dekomposisi bisa diperluas untuk menganalisis data siklus.
Teknik-teknik yang dapat dipertimbangkan ketika kita meramalkan data
runtut waktu yang bersifat siklus adalah metode moving average, weighted
moving average, dan exponential smoothing (Teguh Baroto, 2002, p34).
- Teknik Peramalan untuk Pola Data Horizontal
Suatu data runtut waktu yang bersifat horizontal merupakan suatu serial
data yang nilai rata-ratanya tidak berubah sepanjang waktu. Keadaan tersebut
terjadi jika pola permintaan yang mempengaruhi data tersebut relatif stabil.
Dalam bentuknya yang paling sederhana, peramalan suatu data runtut waktu
yang horizontal memerlukan data historis dari runtut waktu tersebut untuk
mengestimasi nilai rata-ratanya, yang kemudian menjadi peramalan untuk
nilai-nilai masa mendatang.
Beberapa teknik yang dapat dipertimbangkan ketika meramalkan data
runtut waktu yang horizontal adalah metode naif (naive), single exponential
smoothing, dan single moving average (Makridakis, 1999).
2.5.5 Metode Peramalan Double Exponential Smoothing
Menurut Render dan Heizer rumus untuk double exponential smoothing untuk 1
parameter Browne adalah

59
mtbtamtF
)tS"t(S'α1
αtb
tS"t2S'ta 1tα)S"(1tα.S'tS" 1tα)S'(1tα.XtS' : Rumus
00b0a 1X1S" 1X1S' : Inisial
+=+
−−
=
−=−−+=−−+=
==
=
=
2.5.6 Metode Peramalan Triple Exponential Smoothing
Rumus untuk triple exponential smoothing untuk 1 parameter Browne adalah
S′t = αXt + (1- α)S′t-1
S′′t = αS′t + (1- α)S′′t-1
S′′′t = αS′′t + (1- α)S′′′t-1
at = 3S′t – 3S′′t + S′′′t
bt = (α/2(1- α)2) x ((6-5α)S′t – (10-8α)S′′t + (4-3α)S′′′t)
ct = (α/(1-α))2 x (S′t – 2S′′t + S′′′t)
Ft+m = at + btm + 0,5ctm2
2.5.7 Metode Peramalan Regresi Linier
Rumus untuk regresi linier adalah
( )
tbatFtbya
2t2tn
yttynb
×+=−=
∑ ∑−
∑ ∑∑−=

60
2.5.8 Pengujian Peramalan
Untuk melakukan pengujian dari peramalan yang telah dilakukan. Maka, dapat
menggunakan perhitungan galat persentase (Percentage Error). Adapun rumusnya
adalah sebagai berikut:
100%tX
tXtFPE ×⎟
⎟⎠
⎞⎜⎜⎝
⎛ −=
Langkah selanjutnya adalah menentukan nilai tengah galat persentase absolut
(Mean Absolut Percentage Error) yaitu seperti di bawah ini:
∑=
==
nt
1t|tPE|
n1
MAPE
Perhitungan di atas bertujuan untuk mengetahui persentase absolute error rata-
rata terkecil dari metode peramalan yang telah digunakan. Yang nantinya memiliki nilai
MAPE terkecil maka hasil peramalan itulah yang akan dipergunakan dalam melakukan
perencanaan produksi selanjutnya. Peramalan dengan error terkecil dianggap lebih dapat
dipercaya dan dapat mendekati kebenaran.
2.6 Perencanaan Agregat
Kata agregat tersebut menyatakan bahwa perencanaan dibuat pada tingkat kasar
untuk memenuhi total kebutuhan semua produk yang akan dihasilkan (bukan per
individu produk) dengan menggunakan sumber daya yang ada. Dalam sistem
manufaktur, faktor-faktor yang dipertimbangkan dalam membuat perencanaan agregat
adalah
Semua sumber daya yang berupa kapasitas mesin yang tersedia
Jumlah tenaga kerja yang ada
61
Tingkat persediaan yang ditentukan
Dan, penjadwalannya
Perencanaan agregat dengan metode heuristik yang akan dijelaskan dengan
menggunakan tiga jenis strategi variasi yaitu:
1. Variasi tingkat persediaan
2. Variasi jumlah tenaga kerja
3. Variasi subkontrak
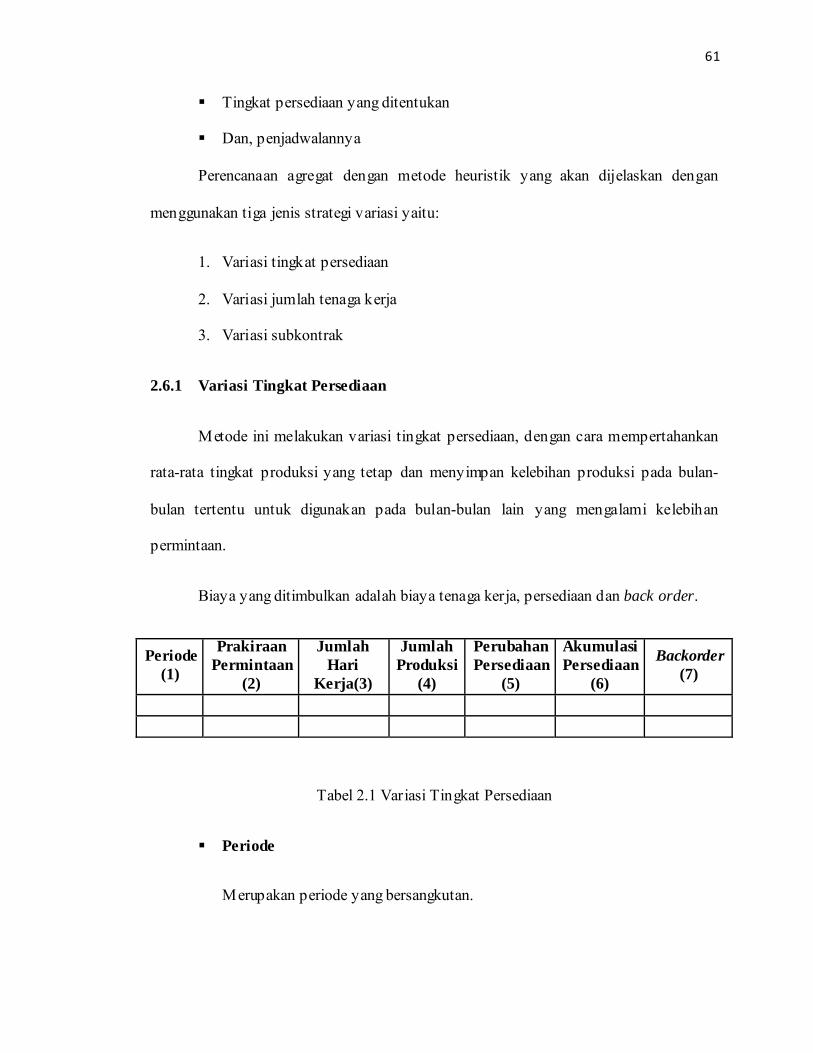
2.6.1 Variasi Tingkat Persediaan
Metode ini melakukan variasi tingkat persediaan, dengan cara mempertahankan
rata-rata tingkat produksi yang tetap dan menyimpan kelebihan produksi pada bulan-
bulan tertentu untuk digunakan pada bulan-bulan lain yang mengalami kelebihan
permintaan.
Biaya yang ditimbulkan adalah biaya tenaga kerja, persediaan dan back order.
Periode (1)
Prakiraan Permintaan
(2)
Jumlah Hari
Kerja(3)
Jumlah Produksi
(4)
Perubahan Persediaan
(5)
Akumulasi Persediaan
(6)
Backorder (7)
Tabel 2.1 Variasi Tingkat Persediaan
Periode
Merupakan periode yang bersangkutan.

62
Prakiraan Permintaan
Merupakan jumlah permintaan pada periode yang bersangkutan, biasanya
diambil dari hasil peramalan.
Jumlah Hari Kerja
Didapatkan dengan menghitung jumlah hari kerja dalam satu periode.
Jumlah Produksi
Didapatkan dengan perhitungan. Perhitungan dimulai dengan menghitung
rata-rata jumlah unit/barang yang harus diproduksi dalam satuan unit/hari.
Jmlh unit/hari = Total prakiraan permintaan : Jumlah hari kerja
Hasil dari perhitungan di round-up. Setelah itu jumlah produksi didapatkan
dengan mengalikan jumlah unit/hari dengan jumlah hari kerja pada periode
yang bersangkutan.
Perubahan Persediaan
Merupakan selisih antara jumlah produksi dengan prakiraan permintaan.
Perubahan persediaan = (4) – (2)
Akumulasi Persediaan
Merupakan akumulasi dari perubahan persediaan.
63
Back Order
Jika akumulasi persediaan untuk periode tertentu bernilai negatif, maka
dianggap sebagai back order ( back order = |akumulasi persediaan| ). Jika
akumulasi persediaannya bernilai positif, maka dianggap tidak ada back
order ( back order = 0 ).
Jumlah tenaga kerja didapatkan melalui perhitungan :
Jmlh unit/hari/orang = jam kerja / waktu siklus
Jmlh tenaga kerja = Jmlh unit/hari : Jmlh unit/hari/orang
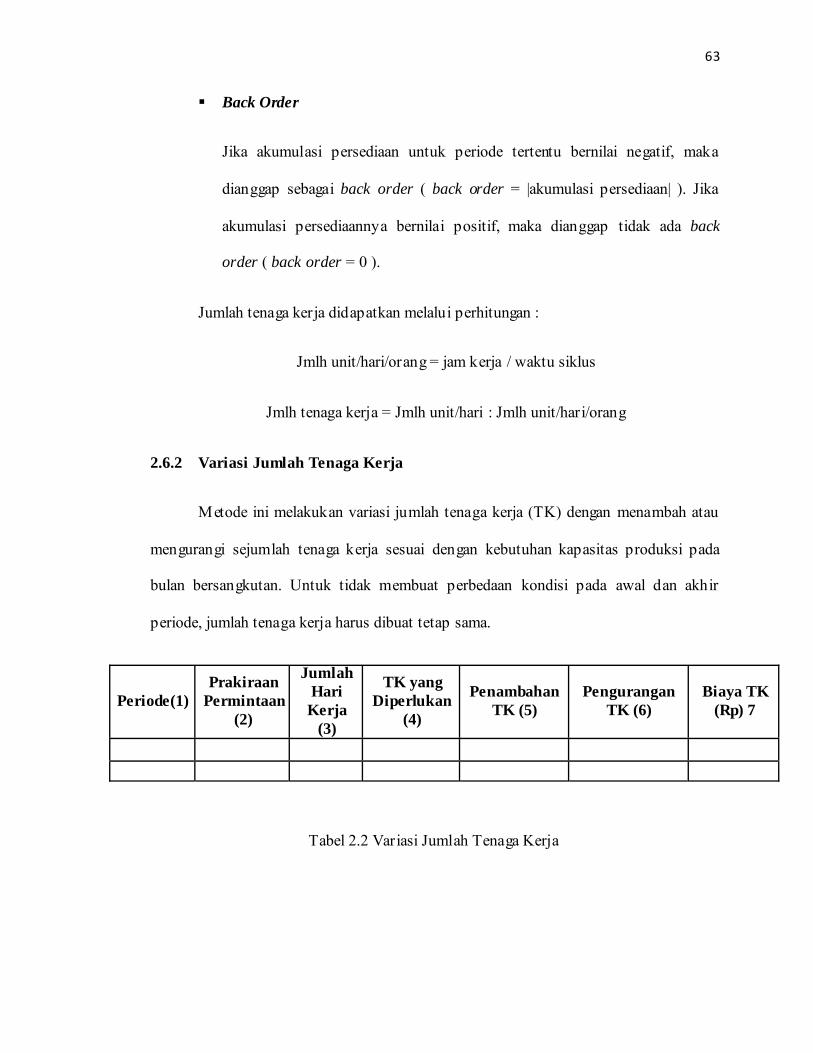
2.6.2 Variasi Jumlah Tenaga Kerja
Metode ini melakukan variasi jumlah tenaga kerja (TK) dengan menambah atau
mengurangi sejumlah tenaga kerja sesuai dengan kebutuhan kapasitas produksi pada
bulan bersangkutan. Untuk tidak membuat perbedaan kondisi pada awal dan akhir
periode, jumlah tenaga kerja harus dibuat tetap sama.
Periode(1) Prakiraan
Permintaan (2)
Jumlah Hari Kerja
(3)
TK yang Diperlukan
(4)
Penambahan TK (5)
Pengurangan TK (6)
Biaya TK (Rp) 7
Tabel 2.2 Variasi Jumlah Tenaga Kerja

64
TK yang diperlukan
Merupakan jumlah dari tenaga kerja yang diperlukan pada periode yang
bersangkutan
TK yang diperlukan = (2) : (3) : jumlah unit/hari/orang
Hasil dari perhitungan di round-up.
Penambahan TK / Pengurangan TK
Merupakan perubahan jumlah tenaga kerja dibanding dengan periode
sebelumnya. Nilai ini didapatkan dari selisih antara tenaga kerja periode
sekarang dengan periode sebelumnya.
Biaya Tenaga Kerja
Merupakan biaya yang harus dikeluarkan untuk membiayai tenaga kerja pada
setiap periode. Nilai ini diperoleh dari perkalian antara jumlah tenaga kerja
yang diperlukan dengan ongkos tenaga kerja.
2.6.3 Variasi Subkontrak
Dalam metode ini, jumlah tenaga kerja ditetapkan sesuai dengan kebutuhan
untuk tingkat permintaan yang terendah. Kekurangan barang pada periode lainnya
dipenuhi dengan subkontrak.

65
Periode (1)
Prakiraan Permintaan
(2)
Jumlah Hari Kerja
(3)
Jumlah Produksi
(4)
Persediaan (5)
Subkontrak (6)
Tabel 2.3 Variasi Subkontrak
Jumlah tenaga kerja = (2) terkecil / (3) / jmlh unit/hari/orang
Jumlah Produksi
Merupakan jumlah dari barang yang diproduksi pada periode yang
bersangkutan
Jumlah produksi = (3) x jumlah tenaga kerja x jumlah unit/hari/orang
Persediaan
Persediaan akan timbul jika jumlah produksi lebih besar daripada prakiraan
permintaan. Jika tidak, persediaan = 0.
Subkontrak
Merupakan kekurangan prakiraan permintaan yang tidak dapat dipenuhi oleh
perusahaan.

66
2.7 Master Production Scheduled (MPS)
2.7.1 Definisi MPS
MPS merupakan pernyataan akhir mengenai “berapa” banyak item-item akhir
yang harus diproduksi dan “kapan” harus diproduksi. Biasanya MPS dikembangkan
untuk periode waktu mingguan selama 6 sampai 12 bulan ke depan.
2.7.2 Tujuan MPS
Tujuan dari MPS adalah:
Mewujudkan perencanaan agregat menjadi suatu perencanaan terpisah untuk
masing-masing item individu.
Dapat mengevaluasi jadwal-jadwal alternatif dalam hal kebutuhan kapasitas.
Menyediakan input untuk sistem MRP.
Membantu manajer produksi untuk menghasilkan prioritas-prioritas untuk
penjadwalan produksi.
2.7.3 Input MPS
Input utama dalam MPS meliputi:
a. Data permintaan total merupakan salah satu sumber data bagi proses
penjadwalan produksi induk. Data permintaan total berkaitan dengan ramalan
penjualan (sales forecasts) dan pesanan-pesanan (orders).
b. Status inventory berkaitan dengan tentang on-hand inventory, stok yang
dialokasikan untuk penggunaan tertentu (allocated stocks), pesanan-pesanan

67
produksi dan pembelian yang dikeluarkan (released production and purchase
orders) dan firm planned orders.
c. Rencana produksi memberikan sekumpulan batasan kepada MPS. MPS harus
menjumlahkannya untuk menentukan tingkat produksi, inventory dan
sumber-sumber daya lain dalam rencana produksi itu.
d. Data perencanaan berkaitan dengan aturan-aturan tentang lot sizing yang
harus digunakan, shrinkage factor, stok pengaman (safety stock), dan waktu
tunggu ( lead time) dari masing-masing item yang biasanya tersedia dalam file
induk dari item (item master file).
Tabel 2.4 Contoh MPS
Perhitungan Master Production Scheduled (MPS)
Keterangan untuk tabel MPS adalah sebagai berikut :
1. Item No menyatakan kode komponen atau material yang akan dirakit.
Item No. : Description :
Lead Time : Safety Stock : On Hand : Demand Time Fences : Lot Size : Planning Time Fences : Period Past Due 1 2 3 4 5 6 7 8 9 Forecast Customer Order Project Available Balance Available to Promise Master Scheduled

68
2. Lead Time menyatakan waktu yang dibutuhkan untuk me-release atau
memanufaktur suatu end item.
3. Safety Stock menyatakan cadangan material yang harus ada di tangan
sebagai antisipasi kebutuhan di masa yang akan datang.
4. Description menyatakan deskripsi material secara umum.
5. Lot Size menyatakan ukuran per-unit yang akan diproduksi sebagai kelipatan
kuantitas hasil produksi.
6. On Hand menyatakan jumlah material yang ada di tangan sebagai sisa
periode sebelumnya.
7. Demand Time Fences (DTF) merupakan batas waktu penyesuaian pesanan
permintaan. Panjangnya = assy lead time. Projected Available Balance
dihitung dari aktual demand. Di sini perubahan demand tidak akan dilayani.
8. Planning Time Fences (PTF) merupakan waktu keseluruhan dari horizon
perencanaan. Pada ini, perubahan masih akan dilayani sepanjang material dan
kapasitas tersedia.
9. Forecast merupakan hasil peramalan sebelumnya sebagai hasil dari
perencanaan agregat.
10. Costumer Order (CO) merupakan jumlah order yang sudah diterima
sebelumnya.
11. Projected Available Balance (PAB) merupakan perkiraan jumlah sisa
produk pada akhir periode. Nilai pada PAB tidak diijinkan negatif sesuai
dengan kapasitas inventory. PAB dihitung dengan menggunakan rumus :
PAB t ≤ DTF = PABt-1 + MS t – COt
69
PAB t > DTF = PABt-1 + MS t - COt atau Ft (pilih yang paling besar)
12. Cumulative Available To Promise (ATP) memberikan informasi berapa
banyak item atau produk tertentu yang dijadwalkan pada periode waktu itu
tersedia untuk pesanan pelanggan, sehingga berdasarkan informasi ini bagian
pemasaran dapat membuat janji yang tepat kepada pelanggan atau dengan
kata lain ATP merupakan jumlah material on hand pada inventory yang
sebenarnya. ATP dapat dihitung dengan menggunakan rumus :
ATP = ATPt-1 + MSt – Costumer Order sampai pada periode yang sudah
dijadwalkan pada Master Schedule.
13. Master Scheduled (MS) merupakan kemampuan produksi perusahaan per-
periode perencanaan.
2.8 Material Requirement Planning (MRP)
2.8.1 Definisi MRP
MRP adalah prosedur logis, aturan keputusan dan teknik pencatatan
terkomputerisasi yang dirancang untuk menterjemahkan “Jadwal Induk Produksi” atau
MPS menjadi “kebutuhan bersih” atau NR (Net Requirement) untuk semua item. Sistem
MRP juga dikenal sebagai perencanaan kebutuhan berdasarkan tahapan waktu (“time-
phases requirements planning”).
2.8.2 Tujuan MRP
MRP dikembangkan untuk membantu perusahaan manufaktur mengatasi
kebutuhan akan items dependent secara lebih baik dan efisien. Item dependent artinya
bila ada hubungan langsung antara suatu item dengan item-item yang lain (parent item)
70
pada level yang lebih tinggi. Selain itu, MRP didesain untuk melepaskan pesanan-
pesanan dalam produksi dan pembelian untuk mengatur aliran bahan baku dan
persediaan dalam proses sehingga sesuai dengan jadwal produksi untuk produk akhir.
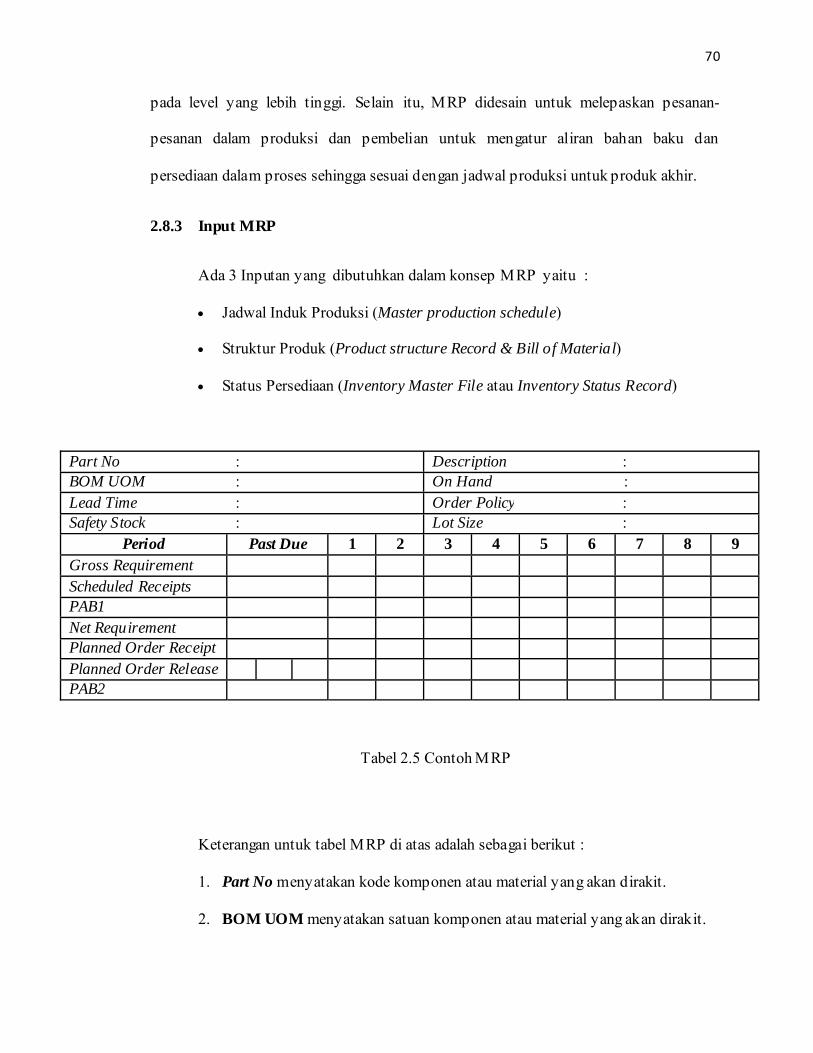
2.8.3 Input MRP
Ada 3 Inputan yang dibutuhkan dalam konsep MRP yaitu :
• Jadwal Induk Produksi (Master production schedule)
• Struktur Produk (Product structure Record & Bill of Material)
• Status Persediaan (Inventory Master File atau Inventory Status Record)
Part No : Description : BOM UOM : On Hand : Lead Time : Order Policy : Safety Stock : Lot Size :
Period Past Due 1 2 3 4 5 6 7 8 9 Gross Requirement Scheduled Receipts PAB1 Net Requirement Planned Order Receipt Planned Order Release PAB2
Tabel 2.5 Contoh MRP
Keterangan untuk tabel MRP di atas adalah sebagai berikut :
1. Part No menyatakan kode komponen atau material yang akan dirakit.
2. BOM UOM menyatakan satuan komponen atau material yang akan dirakit.
71
3. Lead Time menyatakan waktu yang dibutuhkan untuk me-release atau
memanufaktur suatu komponen.
4. Safety Stock menyatakan cadangan material yang harus ada di tangan
sebagai antisipasi kebutuhan di masa yang akan datang.
5. Description menyatakan deskripsi material secara umum.
6. On hand menyatakan jumlah material yang ada di tangan sebagai sisa
periode sebelumnya.
7. Order Policy menyatakan jenis pendekatan yang digunakan untuk
menentukan ukuran lot yang dibutuhkan saat memesan barang.
8. Lot Size menyatakan penentuan ukuran lot saat memesan barang.
9. Gross Requirement menyatakan jumlah yang akan diproduksi atau dipakai
pada setiap periode. Untuk end item (finished product), kuantitas gross
requirement sama dengan Master Production Scheduled (MPS). Untuk
komponen, kuantitas gross requirement diturunkan dari Planned Order
Release induknya.
10. Scheduled Receipts menyatakan material yang dipesan dan akan diterima
pada periode tertentu.
11. Projected Available Balance 1 (PAB 1) menyatakan kuantitas material yang
ada di tangan sebagai persediaan pada awal periode. Project Available
Balance 1 dapat dihitung dengan menambahkan material on hand periode
sebelumnya dengan Scheduled Receipts pada periode itu dan menguranginya
dengan gross requirement pada periode yang sama. Atau jika dimasukkan
pada rumus adalah sebagai berikut :
PAB1 = (PAB2)t-1 - (Gross Requirement)t + (Scheduled Receipts)t
72
12. Net Requirement menyatakan jumlah bersih (netto) dari setiap komponen
yang harus disediakan untuk memenuhi induk komponennya atau untuk
memenuhi Master Production Scheduled. Jumlah Net Requirement = 0 jika
PAB1 ≥ Safety stock dan Jumlah Net Requirement = (-) PAB1 + Safety stock
jika PAB1 < Safety stock.
Net Requirement = -(PAB 1)t + Safety Stock
13. Planned Order Receipts menyatakan kuantitas pemesanan yang dibutuhkan
pada suatu periode. Planned Order Receipts muncul pada saat yang sama
dengan Net Requirements, akan tetapi ukuran pemesanannya (lot sizing)
bergantung kepada order policy-nya. Selain itu juga harus
mempertimbangkan Safety Stock juga.
14. Planned Order Release menyatakan kapan suatu order sudah harus di-
release atau dimanufaktur sehingga komponen ini tersedia ketika dibutuhkan
oleh induk itemnya. Kapan suatu order harus di-release ditetapkan dengan
lead time period sebelum dibutuhkan.
15. Projected Available Balance 2 (PAB 2) menyatakan kuantitas material yang
ada di tangan sebagai persediaan pada akhir periode. Project Available
Balance 2 dapat dihitung dengan cara mengurangkan Planned Order Receipt
pada Net Requirements.
PAB 2 = (PAB2)t-1 + (Scheduled Receipt)t – (Gross Requirement)t +
(Planned Order Receipt)t
Atau dapat disingkat :
PAB2 = (PAB1)t + (Planned Order Receipt)t
73
2.9 Teknik Lotting
Teknik lotting merupakan langkah-langkah dasar dalam penyusunan proses
MRP. Lotting (kuantitas pesanan) merupakan proses penentuan besarnya ukuran jumlah
pesanan yang optimal untuk sebuah item, berdasarkan kebutuhan bersih yang dihasilkan.
2.9.1 Metode Peterson Silver
Metode untuk menentukan penggunaan Lot Sizing yang sesuai.
periodeper permintaan rata-ratakuadrat periodeper permintaan Varians
V =
Dimana : D = Jumlah permintaan
n = Banyaknya periode permintaan
V = Varians permintaan
2.9.2 Static Lot Sizing
Static lot sizing merupakan metode yang digunakan untuk permintaan yang
seragam atau konstan sepanjang horizon perencanaan.
1n
V 2
1
n
1t
2
−
⎟⎠
⎞⎜⎝
⎛=
∑
∑
=
=
n
tt
t
D
D
74
Metode Economic Order Quantity
Pendekatan menggunakan konsep minimasi ongkos simpan dan ongkos
pesan. Ukuran lot tetap berdasarkan hitungan minimasi tersebut.
Penghitungan dengan meminimasi biaya penyimpanan dan pemesanan.
h2AD
EOQ =
Dimana : D = Jumlah permintaan
A = Biaya pemesanan
h = Biaya penyimpanan per unit per periode perencanaan
2.9.3 Dynamic Lot Sizing
Dynamic lot sizing merupakan metode yang digunakan untuk permintaan
berubah-ubah sepanjang horizon perencanaan (lumpy demand).
Metode Lot For Lot
Pendekatan menggunakan konsep atas dasar pesanan diskrit dengan
pertimbangan minimasi dari ongkos simpan, jumlah yang dipesan sama
dengan jumlah yang dibutuhkan. Besarnya ukuran lot sama dengan jumlah
permintaan.
Metode Periodic Order Quantity
Pendekatan menggunakan konsep jumlah pemesanan ekonomis agar dapat
dipakai pada periode bersifat permintaan diskrit, teknik ini dilandasi oleh
metode EOQ. Dengan mengambil dasar perhitungan pada metode pesanan
75
ekonomis maka akan diperoleh besarnya jumlah pesanan yan harus dilakukan
dan interval periode pemesanannya adalah setahun.
Perluasan dari metode EOQ dengan memperhitungkan interval jangka waktu
pemesanan.
PhR2A
EOI =
Dimana : EOI = Economic order interval dalam periode perencanaan
A = Biaya pemesanan
h = Biaya penyimpanan per unit per periode
P = Biaya pembelian per unit
R = Tingkat permintaan rata-rata per periode
Metode algoritma Silver Meal
Menitik beratkan pada ukuran lot yang harus dapat meminimumkan ongkos
total per-perioda. Dimana ukuran lot didapatkan dengan cara menjumlahkan
kebutuhan beberapa periode yang berturut-turut sebagai ukuran lot yang
tentatif (Bersifat sementara), penjumlahan dilakukan terus sampai ongkos
totalnya dibagi dengan banyaknya periode yang kebutuhannya termasuk
dalam ukuran lot tentatif tersebut meningkat. Besarnya ukuran lot yang
sebenarnya adalah ukuran lot tentatif terakhir yang ongkos total
periodenya masih menurun.

76
Penghitungan dengan dasar penambahan rata-rata biaya per periode.
))1(...32(m1
K(m) 432 mhDmhDhDhDA −+++++=
Dimana : K(m) = Total biaya relevan pada periode
A = Biaya pemesanan per periode
h = Biaya penyimpanan per unit per periode perencanaan
D = Jumlah permintaan
Periode m Permintaan (Dm)
Tambahan Biaya Simpan [(m-
1)h.Dm]
Biaya Simpan
Kumulatif
Total Biaya K (m)
Tabel 2.6 Silver Meal
Metode algoritma Part Period / Part Period Balancing
Pendekatan menggunakan konsep ukuran lot ditetapkan bila ongkos
simpannya sama atau mendekati ongkos pesannya.
Penghitungan dengan dasar keseimbangan antara biaya pesan dan biaya
simpan.
hA
DmDD m ≅−+++= )1(...2PP 32m
Dimana : PPm = Part period untuk m periode
77
D = Jumlah permintaan
A = Biaya pemesanan per periode
h = Biaya penyimpanan per unit per periode perencanaan
Periode m Permintaan Dm (m-1)Dm APP
Tabel 2.7 Part Period
Metode algoritma Wagner Whitin
Pendekatan menggunakan konsep ukuran lot dengan prosedur optimasi
program linear, bersifat matematis. Pada prakteknya ini sulit diterapkan
dalam MRP karena membutuhkan perhitungan yang rumit. Fokus utama
dalam penyelesaian masalah ini adalah melakukan minimasi penggabungan
ongkos total dari ongkos set-up dan ongkos simpan dan berusahan agar
ongkos set-up dan ongkos simpan tersebut mendekati nilai yang sama untuk
kuantitas pemesanan yang dilakukan.
Penghitungan ukuran lot dengan prosedur optimasi program linear, bersifat
matematis.
⎟⎟⎠
⎞⎜⎜⎝
⎛−+= ∑
+=
l
tjjlt DtjhAK
1, )( t = 1,2,…,n; l = t+1,
t+2,…,n
Dimana : Kt,l = Total biaya pada perhitungan periode t,l
78
D = Jumlah permintaan
A = Biaya pemesanan per periode
H = Biaya penyimpanan per unit per periode perencanaan
{ }lttltl KKK ,*
1,...2,1* min += −= l = 1,2,…,N
Periode (i) 1 2 3 4 5 6 7 8 9 10 Permintaan (Di) Biaya Pemesanan (A) Biaya Penyimpanan (h)
t KI* + Kt,i 1 2 3 4 5 6 7 8 9 10 KI*
Tabel 2.8 Wagner Whitin
Tabel 2.9 Perhitungan biaya
Periode 1 2 3 4 5 6 7 8 9 10 Permintaan Penerimaan Persediaan Biaya Kumulatif

79
2.10 Pengertian Sistem Informasi
Berdasarkan pendapat O’Brien (2003, p8) sistem adalah suatu kelompok
komponen yang saling berhubungan dan bekerja sama ke arah suatu pencapaian sasaran
yang umum dengan menerima masukan dan memproduksi keluaran dalam suatu proses
perubahan bentuk (transformasi) yang terorganisir. Dalam bukunya Mathiassen et al.
(2000, p9) menyatakan sistem adalah sekumpulan komponen yang
mengimplementasikan kebutuhan pemodelan, fungsi dan antar muka.
Berdasarkan pendapat McLeod (2004, p12) informasi adalah data yang telah
diproses, atau data yang memiliki arti. Sedangkan berdasarkan pendapat O’Brien (2004,
p13) informasi adalah data yang telah dikonversikan menjadi konteks yang berarti dan
berguna bagi pemakai tertentu.
Berdasarkan pendapat O’Brien (2003, p7) sistem informasi adalah kombinasi
dari elemen-elemen yang terdiri dari orang, hardware, software, jaringan komunikasi,
dan kumpulan data yang terorganisasikan yang dikumpulkan dan ditransformasikan
untuk menyebarluaskan informasi di sebuah organisasi. Sedangkan berdasarkan
pendapat Turban ( 2003, p15 ) sistem informasi digunakan untuk mengumpulkan,
memproses, menyimpan, menganalisis dan mengolah informasi untuk tujuan tertentu.
2.11 Analisis Sistem Informasi
Berdasarkan pendapat Turban (2003, p17) analisis sistem informasi adalah
analisis dari pengumpulan, pemrosesan, penyimpanan, dan diseminasi informasi ke
dalam bentuk yang lebih spesifik. Dimana yang dianalisis adalah masukan ( data,
instruksi ) dan kekuatan (laporan, perhitungan). Sedangkan berdasarkan pendapat
80
McLeod (2001, p190) analisis sistem informasi adalah penelitian atas sistem yang telah
ada dengan tujuan untuk merancang sistem yang baru atau diperbarui.
Tahap analisis sistem informasi merupakan tahap kritis yang sangat penting.
Tahap ini dilakukan sebelum perencanaan sistem informasi.
2.12 Perancangan Sistem Informasi
Berdasarkan pendapat McLeod (2001, p192) perancangan sistem informasi
adalah penentuan proses dan data yang diperlukan oleh sistem baru. Jika sistem tersebut
berbasiskan komputer, rancangan dapat menyertakan spesifikasi jenis peralatan yang
digunakan.
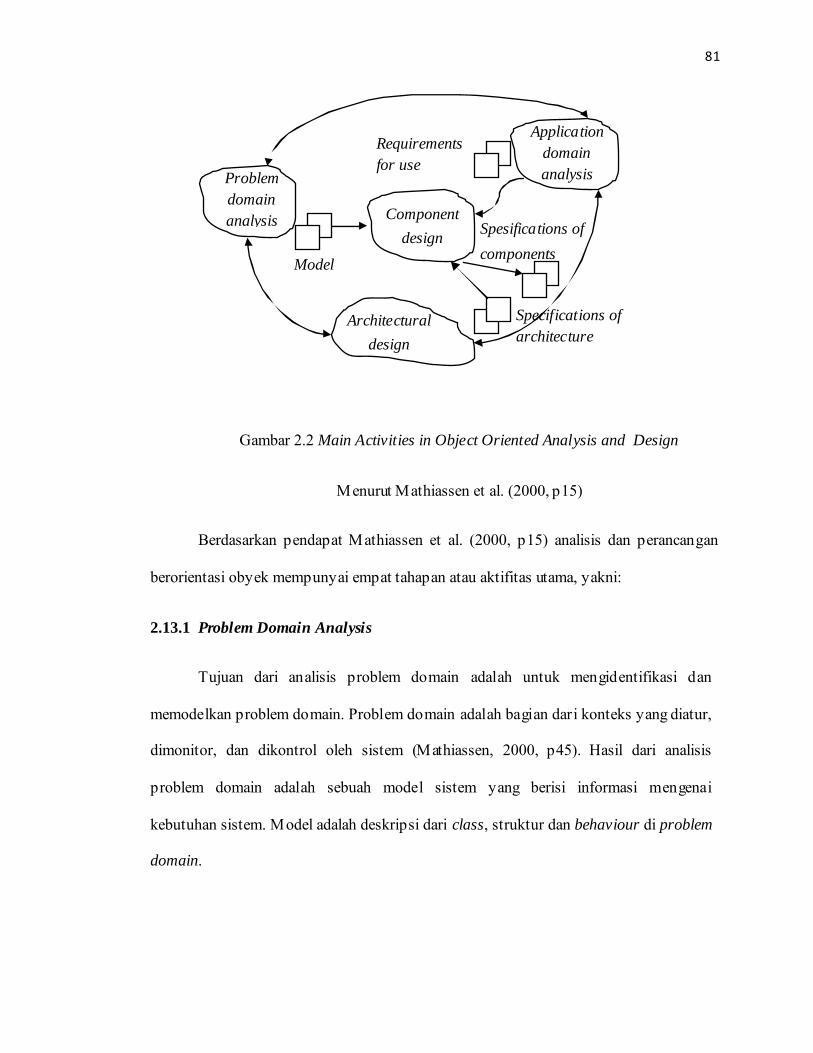
2.13 Analisis dan Perancangan Berorientasi Obyek
Berdasarkan pendapat Mathiassen et al. (2000, p12) analisis dan perancangan
berorientasi objek adalah kumpulan dari langkah-langkah secara umum untuk
menyelesaikan analisis dan perancangan.
Berikut adalah gambar yang menerangkan tahapan analisis dan perancangan
berorientasi obyek.
81
Gambar 2.2 Main Activities in Object Oriented Analysis and Design
Menurut Mathiassen et al. (2000, p15)
Berdasarkan pendapat Mathiassen et al. (2000, p15) analisis dan perancangan
berorientasi obyek mempunyai empat tahapan atau aktifitas utama, yakni:
2.13.1 Problem Domain Analysis
Tujuan dari analisis problem domain adalah untuk mengidentifikasi dan
memodelkan problem domain. Problem domain adalah bagian dari konteks yang diatur,
dimonitor, dan dikontrol oleh sistem (Mathiassen, 2000, p45). Hasil dari analisis
problem domain adalah sebuah model sistem yang berisi informasi mengenai
kebutuhan sistem. Model adalah deskripsi dari class, struktur dan behaviour di problem
domain.
Component
design
Architectural design
Problem domain analysis
Application domain analysis
Requirements for use
Spesifications of components
Model
Specifications of architecture
82
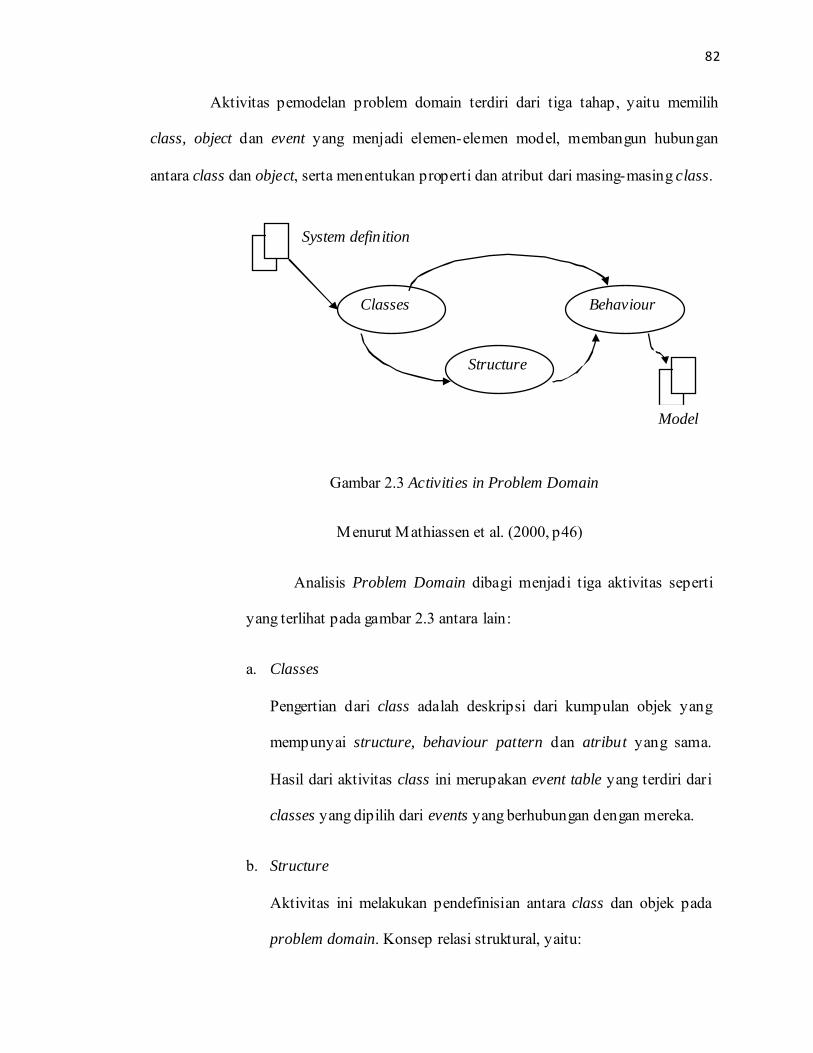
Aktivitas pemodelan problem domain terdiri dari tiga tahap, yaitu memilih
class, object dan event yang menjadi elemen-elemen model, membangun hubungan
antara class dan object, serta menentukan properti dan atribut dari masing-masing class.
Gambar 2.3 Activities in Problem Domain
Menurut Mathiassen et al. (2000, p46)
Analisis Problem Domain dibagi menjadi tiga aktivitas seperti
yang terlihat pada gambar 2.3 antara lain:
a. Classes
Pengertian dari class adalah deskripsi dari kumpulan objek yang
mempunyai structure, behaviour pattern dan atribut yang sama.
Hasil dari aktivitas class ini merupakan event table yang terdiri dari
classes yang dipilih dari events yang berhubungan dengan mereka.
b. Structure
Aktivitas ini melakukan pendefinisian antara class dan objek pada
problem domain. Konsep relasi struktural, yaitu:
Classes
Structure
Behaviour
System definition
Model
83
1. Class Structures
Generalization Structure
Pada generalization, class umum (super class) menjelaskan
properties pada suatu grup dari classes yang khusus
(subclass).
Cluster structure
Cluster merupakan sekumpulan class yang saling
berhubungan.
2. Object Structures
Aggregation Structure
Aggregation mendefinisikan superior objek (secara
keseluruhan) yang mengandung beberapa objek (sebagian).
Association Structure
Association merupakan relasi yang penting antara sejumlah
objek. Hasil dari aktivitas ini merupakan class diagram
dengan classes dan structures.
c. Behaviour
Aktivitas ini mendeskripsikan properti-properti yang dinamik dan
atribut-atribut dari setiap classes yang dipilih.
Konsep dari Behaviour adalah :
84
Event Trace
Event trace adalah sekumpulan event yang melibatkan objek
yang spesifik.
Behaviour Pattern
Behaviour pattern merupakan deskripsi dari event trace yang
untuk semua objek pada class.
Attributes
Attributes adalah deskripsi properti dari class atau event. Hasil
dari aktivitas ini adalah behaviour pattern dan atribut-atribut
bagi setiap class dalam class diagram.
2.13.2 Application Domain Analysis
Tujuan dari analisa application domain adalah untuk menentukan kebutuhan
penggunaan sistem. Application domain adalah sebuah organisasi yang mengatur,
memonitor dan mengontrol sistem (Mathiassen, 2000, p115).
Application domain berfokus pada fungsi dan interface sistem dan bagaimana
sistem akan digunakan oleh user. Kebutuhan sistem dibedakan dalam tiga bagian utama
yaitu usage, function, dan interface.

85
Gambar 2.4 Application Domain Analysis
Menurut Mathiassen et al. (2000, p117)
Kegiatan utama dari analisis application domain seperti yang tertera pada
gambar 2.4 yaitu:
a. Usage
Aktivitas ini menentukan bagaimana aktor berinteraksi dengan sistem. Aktor
merupakan sebuah bentuk abstraksi dari users atau sistem lain yang
berinteraksi dengan target sistem. Use case adalah pola interaksi antara
sistem dengan aktor di application domain. Hasil dari aktivitas ini
merupakan deskripsi dari semua use case dan aktor.
b. Functions
Aktivitas ini mendefinisikan kemampuan proses dan informasi dari sistem.
Functions adalah fasilitas untuk membuat sesuatu model yang berguna bagi
aktor. Hasil dari aktivitas ini merupakan daftar lengkap dari function dengan
spesifikasi dari function yang kompleks.
System definition
Usage
Functions
Interfaces
Requirements

86
c. Interface
Aktivitas ini mendefinisikan interface dari sistem. Interface adalah fasilitas
yang memungkinkan model sistem dan function dapat digunakan oleh user.
User interface adalah sebuah interface untuk user, sedangkan sistem
interface adalah interface untuk sistem lain. Hasil dari aktivitas ini adalah:
User Interface
Dialogue styles dan bentuk presentasi, data lengkap dari elemen-elemen
user interface, window diagram yang dipilih dan navigation diagram.
System Interface
Class diagram untuk peralatan eksternal dan protokol-protokol untuk
interaksi dengan sistem lain.
2.13.3 Architectural Design
Tujuan dari perancangan arsitektur adalah untuk menstruktur sistem
terkomputerisasi.

87
Gambar 2.5 Activities in Architectural Design
Menurut Mathiassen et al. (2000, p176)
Aktivitas yang dilakukan pada tahap ini seperti yang terlihat pada gambar 2.5
yaitu:
a. Kriteria
Aktivitas ini mendefinisikan apa saja kondisi dan kriteria yang digunakan
pada rancangan. Kriteria merupakan properti dari arsitektur. Condition
adalah teknikal, organisasional, kemampuan manusia dan batas yang terlibat
untuk menampilkan suatu tugas.
b. Komponen
Pada aktivitas ini, didefinisikan bagaimana suatu sistem distrukturisasi
menjadi komponen. Arsitektur komponen adalah struktur sistem dari
Criteria
Process architecture
Component architecture
Architectural Specification
Analysis document
88
komponen yang interkoneksi, sedangkan komponen merupakan kumpulan
dari bagian program yang mencakup keseluruhan tanggung jawab.
c. Proses
Aktivitas ini bertujuan untuk menstruktur fisik, menjelaskan dari sistem.
Arsitektur proses adalah struktur sistem eksekusi yang diatur dari proses
yang interdependen.
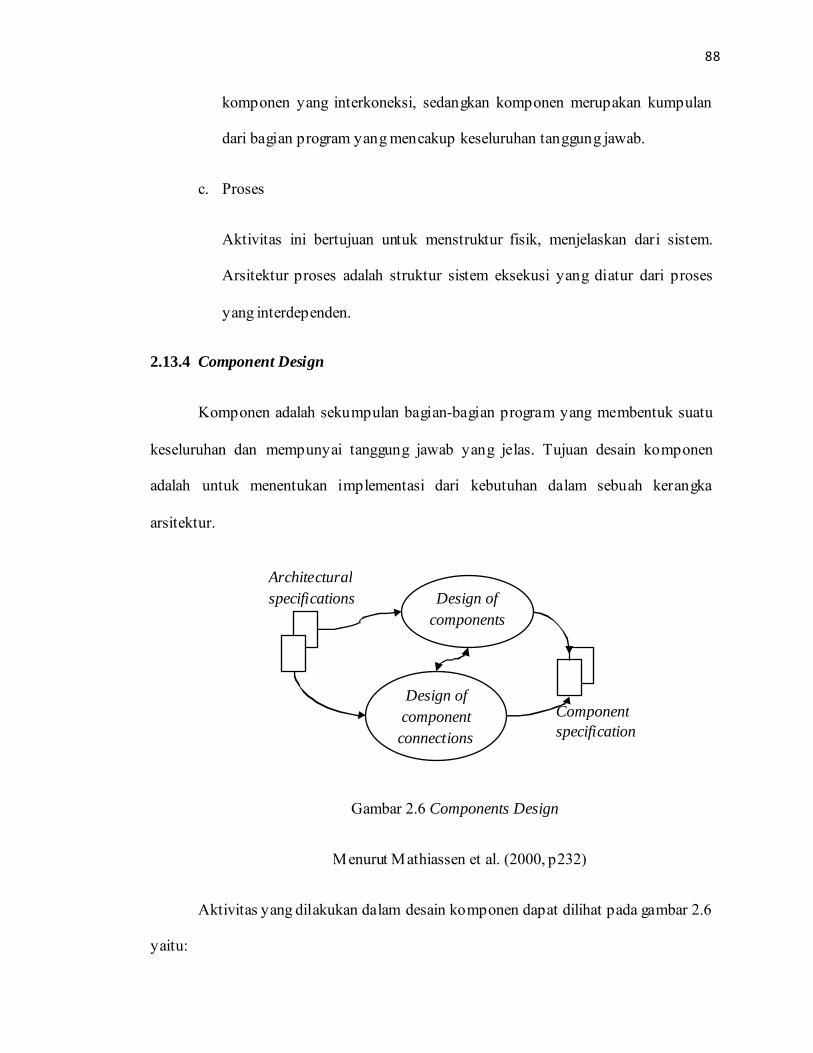
2.13.4 Component Design
Komponen adalah sekumpulan bagian-bagian program yang membentuk suatu
keseluruhan dan mempunyai tanggung jawab yang jelas. Tujuan desain komponen
adalah untuk menentukan implementasi dari kebutuhan dalam sebuah kerangka
arsitektur.
Gambar 2.6 Components Design
Menurut Mathiassen et al. (2000, p232)
Aktivitas yang dilakukan dalam desain komponen dapat dilihat pada gambar 2.6
yaitu:
Design of component connections
Design of components
Architectural specifications
Component specification
89
a. Model Component
Adalah bagian dari sistem yang mengimplementasikan model dari problem
domain. Dengan kata lain, model component merepresentasikan sebuah
model dari problem domain yang bertujuan untuk menyampaikan data pada
saat ini atau yang telah lalu kepada function, interface dan ke pengguna
ataupun sistem lain.
b. Function Component
Merupakan bagian dari sistem yang mengimplementasikan kebutuhan-
kebutuhan fungsional. Tujuan dari functional component adalah untuk
memberikan kepada user interface dan komponen dari sistem lain untuk
mengakses ke model. Sebuah function menggambarkan secara eksternal
behaviour yang dapat diamati secara langsung dan mempunyai arti bagi
pekerjaan user.
c. Connecting Component
Pada bagian ini berguna untuk menghubungkan komponen-komponen dari
sistem. Terdapat dua konsep dalam connecting component, yaitu:
Coupling
Merupakan ukuran untuk mengukur seberapa dekatnya hubungan antara
dua kelas atau komponen. Coupling bersifat negatif, maka sebaiknya
diminimalisasi.
90
Cohesion
Merupakan sebuah ukuran yang mengukur seberapa baik ikatan dari
sebuah class atau komponen. Cohesion bersifat positif, maka dari itu
penggunaan cohesion dalam rancangan class atau komponen harus
tinggi.
2.14 Unified Modeling Language (UML)
Unified Modeling Language (UML) merupakan notasi dalam bentuk diagram
untuk merancang sistem menggunakan konsep object-oriented (Larman, 1996, p4).
Diagram – diagram yang terdapat pada UML antara lain sebagai berikut :
a. Class Diagram
Diagram ini menampilkan sekumpulan class, interface dan hubungan di
antara class. Diagram ini dapat digunakan untuk menggambarkan desain
statis dari sistem. Class diagram digunakan untuk mengetahui gambaran
proses statis dari sebuah sistem.
b. Use Case Diagram
Use Case adalah sebuah pola yang menggambarkan hubungan antara actor
dengan sistem di application domain. Actor itu sendiri adalah abstraksi dari
user atau sistem yang lain yang berhubungan langsung dengan sistem.
(Mathiassen, 2000, p119). Use case diagram ini berguna untuk
mengorganisasikan dan memodelkan operasi dari sistem.
91
c. Statechart Diagram
Diagram ini menampilkan organisasi dari state, yang terdiri dari state,
transistion, event dan activity. Diagram ini memfokuskan pada perubahan
state dari sebuah sistem yang dikendalikan oleh event.
d. Component Diagram
Diagram ini menggambarkan sekumpulan komponen dan hubungan antara
komponen. Komponen adalah bagian fisik dari sebuah sistem yang dapat
digantikan dan ditempatkan yang menyediakan dan menyesuaikan realisasi
dari sekumpulan interface.
e. Deployment diagram
Diagram ini menunjukkan sekumpulan node dan hubungannya. Deployment
diagram ini dapat digunakan untuk memodelkan embedded system,
memodelkan sistem client/server, memodelkan sistem terdistribusi. Node
adalah elemen fisik yang muncul pada saat run time dan mewakili sumber
daya yang bersifat komputer, pada umumnya adalah memory dan
kemampuan proses.
2.15 System Development Life Cycle Model
Berdasarkan pendapat Daniel Galin (2000, p122) System Development Life
Cycle Model (model SDLC) adalah model klasik yang masih dapat diaplikasikan saat
ini; model tersebut menyediakan deskripsi yang paling komprehensif dari proses-proses
yang tersedia. Model tersebut menunjukkan tahap-tahap utama dari proses
pengembangan, mendeskripsikannya ke dalam urutan linier. Model tersebut dimulai

92
dengan definisi kebutuhan dan berakhir dengan operasi dan perawatan reguler. Ilustrasi
yang paling umum dari model SDLC adalah model waterfall.
REQUIREMENTS DEFINITION
ANALYSIS
DESIGN
CODING
SYSTEM TESTS
INSTALATION AND CONVERSION
OPERATION AND MAINTENANCE
Gambar 2.7 Model Waterfall
Menurut Daniel Galin (2002, p124)
Model di atas terdiri dari tujuh tahap, yang dijelaskan sebagai berikut:
93
Requirements Definition. Untuk fungsionalitas dari system software yang
dikembangkan, konsumen harus mendefinisikan kebutuhan mereka. Dalam
beberapa kasus, sistem software adalah bagian dari sistem yang lebih besar.
Analysis. Usaha utama dalam hal ini adalah untuk menganalisis implikasi
dari kebutuhan-kebutuhan yang ada untuk membentuk model sistem awal.
Design. Tahap ini melibatkan definisi secara detil dari input, output, dan
prosedur pemrosesan, termasuk di dalamnya struktur data dan database,
struktur software, dan sebagainya.
Coding. Pada tahap ini, rancangan akan ditranslasikan ke dalam kode
pemrograman. Coding melibatkan aktifitas pengendalian kualitas seperti
inspeksi, unit test, dan integration test.
System Test. Pengujian sistem dilakukan setelah tahap coding telah selesai.
Tujuan utama dari pengujian adalah untuk menemukan sebanyak mungkin
software error sehingga dapat memperoleh tingkat penerimaan dari kualitas
software setelah usaha-usaha koreksi selesai dilakukan.
Installation and Convertion. Setelah sistem disetujui, sistem tersebut akan
diinstalasikan sebagai suatu firmware. Apabila sistem informasi baru ini
menggantikan sistem yang sudah ada sebelumnya, proses konversi software
harus dilakukan untuk memastikan agar aktifitas organisasi tidak terganggu
selama tahap konversi tersebut.
Reguler Operation and Maintenance. Operasi software regular dimulai
setelah instalasi dan konversi telah selesai dilakukan. Melalui periode operasi
regular, dimana berlangsung hingga tahunan atau hingga generasi software
baru muncul dalam rencana, maintenance dibutuhkan. Maintenance dibagi

94
menjadi tiga jenis pelayanan: corrective - memperbaiki kesalahan software
yang teridentifikasi oleh pengguna; adaptive – menggunakan fitur software
yang sudah ada untuk memenuhi kebutuhan baru; dan perfective –
menambahkan fitur kecil untuk meningkatkan performa software.
Related Documents











