1 1. INTRODUÇÃO O avanço tecnológico no setor de produtos alimentícios industrializados, bem como o acesso a novos conhecimentos científicos, têm promovido mudanças nos conceitos de nutrição. Os alimentos, antes consumidos apenas para a sobrevivência humana, passaram a ser consumidos em virtude da qualidade. Atualmente, os alimentos funcionais vêm conquistando mercado pelos seus efeitos benéficos para a saúde humana e pela possibilidade de atender adequadamente o binômio “alimentação-saúde”. Quando ingeridos devem exercer no organismo uma função específica que permita a regulação de algum processo corporal concreto como: aumento dos mecanismos biológicos de defesa; controle das condições físicas e mentais e retardo dos processos de envelhecimento (SOUSA et al., 2003). Os principais alimentos vendidos atualmente em várias partes do mundo pelos seus benefícios à saúde podem ser divididos em dois grupos: bebidas (fortificadas, relaxantes e esportivas) e alimentos (produtos à base de cereais, iogurtes, arroz, refeições prontas, biscoitos, entre outros). No grupo dos alimentos, as duas categorias que mais crescem atualmente são os laticínios e os produtos à base de cereais (SOUSA et al., 2003). Atualmente, o consumo de sorvete, que pertence à categoria de laticínios, está crescendo, a nível mundial. O Brasil, segundo dados da Associação dos Fabricantes Artesanais de Sorvetes, ainda possui índices baixos de consumo de sorvete, cerca de 1,8 litros por pessoa por ano, sendo que nos Estados Unidos o consumo chega a 26 litros e na Europa, em geral, a média é de 15 litros. Até mesmo nos países nórdicos, onde a temperatura é baixa, a maior parte do ano, o clima não interfere no consumo: na Suécia e na Noruega são vendidos 13,6 litros per capita ao ano (Associação Média Paranaense, 2003). Como o sorvete é um alimento de fácil digestão e de alto valor nutritivo com mercado em ascensão no Brasil e devido à importância dos alimentos funcionais, será desenvolvido neste trabalho um sorvete de morango à base de iogurte natural desnatado adicionado de fibras, visando contribuir para a saúde dos consumidores e atender suas expectativas em relação a alimentos saudáveis e saborosos.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

1
1. INTRODUÇÃO
O avanço tecnológico no setor de produtos alimentícios industrializados, bem
como o acesso a novos conhecimentos científicos, têm promovido mudanças nos
conceitos de nutrição. Os alimentos, antes consumidos apenas para a sobrevivência
humana, passaram a ser consumidos em virtude da qualidade. Atualmente, os
alimentos funcionais vêm conquistando mercado pelos seus efeitos benéficos para a
saúde humana e pela possibilidade de atender adequadamente o binômio
“alimentação-saúde”. Quando ingeridos devem exercer no organismo uma função
específica que permita a regulação de algum processo corporal concreto como:
aumento dos mecanismos biológicos de defesa; controle das condições físicas e
mentais e retardo dos processos de envelhecimento (SOUSA et al., 2003).
Os principais alimentos vendidos atualmente em várias partes do mundo
pelos seus benefícios à saúde podem ser divididos em dois grupos: bebidas
(fortificadas, relaxantes e esportivas) e alimentos (produtos à base de cereais, iogurtes,
arroz, refeições prontas, biscoitos, entre outros). No grupo dos alimentos, as duas
categorias que mais crescem atualmente são os laticínios e os produtos à base de
cereais (SOUSA et al., 2003).
Atualmente, o consumo de sorvete, que pertence à categoria de laticínios,
está crescendo, a nível mundial. O Brasil, segundo dados da Associação dos
Fabricantes Artesanais de Sorvetes, ainda possui índices baixos de consumo de
sorvete, cerca de 1,8 litros por pessoa por ano, sendo que nos Estados Unidos o
consumo chega a 26 litros e na Europa, em geral, a média é de 15 litros. Até mesmo
nos países nórdicos, onde a temperatura é baixa, a maior parte do ano, o clima não
interfere no consumo: na Suécia e na Noruega são vendidos 13,6 litros per capita ao
ano (Associação Média Paranaense, 2003).
Como o sorvete é um alimento de fácil digestão e de alto valor nutritivo com
mercado em ascensão no Brasil e devido à importância dos alimentos funcionais, será
desenvolvido neste trabalho um sorvete de morango à base de iogurte natural
desnatado adicionado de fibras, visando contribuir para a saúde dos consumidores e
atender suas expectativas em relação a alimentos saudáveis e saborosos.

2
2. OBJETIVOS
2.1. Objetivo Geral
• Desenvolver um sorvete de morango enriquecido com fibras elaborado a partir
de iogurte natural desnatado.
2.2. Objetivos Específicos
• Avaliar as características físico-químicas e sensoriais de diferentes formulações
de sorvete de iogurte desnatado adicionado de fibras, visando encontrar a
concentração adequada deste ingrediente, ou seja, que tenha maior
aceitabilidade sensorial;
• Verificar se o tratamento aplicado ao sorvete que obteve maior nota na análise
sensorial pode ser considerado um alimento prebiótico;
• Abordar uma revisão bibliográfica sobre sorvete e seus aspectos bioquímicos.

3
3. REVISÃO BIBLIOGRÁFICA
3.1. Iogurte
O iogurte é um produto lácteo, ácido, que envolve o uso de culturas starters
(fermento láctico) simbióticas de Lactobacillus delbrüeckii, subsp. bulgaricus, e
Streptococcus salivarium, subsp. termophilus (OLIVEIRA et al., 2003; FERREIRA,
2001).
Para cada tipo de iogurte segue-se um fluxograma diferente, dependendo das
características desejadas do produto final. Em geral, a produção do iogurte compreende
as seguintes etapas: homogeneização, tratamento térmico, resfriamento, inoculação,
incubação, refrigeração, quebra do gel, envase e armazenamento (FERREIRA, 2001;
TAMIME et al., 1991).
Segundo Ferreira (2001), o iogurte pode ser classificado de acordo com a
textura, flavor, pós-processamento e teor de gordura. Apesar de não conter bactérias
probióticas de habitat natural do trato gastrointestinal humano, o iogurte pode ser
considerado um alimento funcional, pois por ser um produto com teor reduzido de
lactose, em virtude da fermentação promovida pela cultura starter utilizada, pode ser
consumido por pessoas intolerantes à lactose. Além disso, a cultura starter composta
pelo Lactobacillus delbrüeckii subsp. bulgaricus e Streptococcus salivarius subsp.
thermophilus, quando submetida em condições adequadas de crescimento, produzem
uma forma de ácido lático de fácil absorção (MATSUBARA, 2001).
O iogurte utilizado para a elaboração do sorvete de morango foi do tipo
batido, natural e desnatado.
4
3.1.1. Culturas starters
Fermento, inóculo e culturas lácticas são sinônimos de culturas starters,
usadas no desenvolvimento de produtos lácteos fermentados. Estas culturas são
microrganismos saprófitos, ativos, que crescem no leite ou soro. A cultura pode ser
constituída de uma estirpe de uma espécie bacteriana, conhecida por cultura simples,
ou pode reunir várias estirpes e ou espécies, sendo chamada, assim, de cultura mista
ou múltipla (FERREIRA, 2001).
Dentre suas principais funções estão: incorporação substancial de
microrganismos no material starting, de modo que possam crescer e produzir as
modificações esperadas, sobrepujar o crescimento de qualquer agente contaminante
que pudesse estar presente no substrato que está sendo usado para fermentação,
ajuste da escala de produção pelo controle da quantidade de starters, menor ou maior
concentração, de modo a controlar o tempo gasto na elaboração de um produto, maior
uniformidade do produto em diferentes lotes de produção, produção de compostos
responsáveis pelo aroma, atividades proteolíticas e lipolíticas e produção de
substâncias, tais como álcool, agentes texturizantes como exopolissacarídeos e CO2
(FERREIRA, 2001).
As bactérias lácticas utilizadas em produtos lácteos fermentados são de
natureza mesofílica que crescem na faixa de 10 a 45ºC, com um crescimento médio
(ótimo) a 35ºC (FERREIRA, 2001).
Durante o crescimento associativo das bactérias do iogurte, observa-se a
produção rápida de acidez e aparecimento de flavor característico do iogurte. Dentre os
principais componentes do flavor do iogurte, observam-se o ácido lático, acetaldeído e
diacetil em baixas concentrações (FERREIRA, 2001).
Logo após a inoculação, o Streptococcus cresce primeiro – tem a capacidade
de desdobrar a lactose a pH mais neutro. Com o seu crescimento, o ácido lático é
acumulado no meio, abaixando parcialmente o pH e lançando ao meio algumas
substâncias aminadas originadas da proteína do soro, que vão estimular o
desenvolvimento do Lactobacillus, que por sua vez, passa a crescer, diminuindo ainda
mais o pH e lança ao meio aminoácidos como glicina, valina e histidina, que estimulam
5
o crescimento do Streptococcus. Até este momento, tem-se uma simbiose. Com o
passar do tempo, cada vez mais ácido lático é acumulado no meio. O pH chega a um
ponto que passa a inibir o Streptococcus. O Lactobacillus, por ser mais resistente à
acidez, aumenta em número e sobressai sobre o Streptococcus. No final do processo,
tem-se um número bem maior de Lactobacillus que de Streptococcus. A um pH de 4,3
ambas as bactérias passam a ser inibidas (FERREIRA, 2001).
O acetaldeído é o composto mais importante do flavor do iogurte. O
Lactobacillus bulgaricus parece ser o principal responsável pelo acetaldeído no iogurte.
A proporção do acetaldeído é maior quando o Lactobacillus cresce junto com o
Streptococcus. A produção de ácido lático também é maior quando esses dois
microrganismos estão crescendo juntos (FERREIRA, 2001).
3.1.2. Iogurte congelado
Segundo Tamime (1991), o iogurte congelado pode ser classificado em três
grupos principais: brandos, duros e mousses. Estes produtos são semelhantes aos
sorvetes pelo seu estado físico e se caracterizam por apresentar o sabor ácido de
iogurte e frescor gelado de sorvete.
3.2. Sorvete
3.2.1. Histórico, mercado e consumo
No ano 62 d.C., o imperador Nero em Roma já usava neve trazida dos Alpes
para resfriar bebidas e saborear iguarias preparadas com mistura de neve com sucos
de frutas e mel. Mas somente no século XVII é que os italianos inventaram os gelados
comestíveis propriamente ditos (ARBUCKLE, 1986).
6
No Brasil, o sorvete chegou em 1834. Desde então, o setor lácteo de
sorvetes cresce a cada ano. No ano de 2003, cresceu em média 2,8% (Associação
Média Paranaense, 2003). A indústria nacional e multinacional de equipamentos
específicos para a produção de sorvetes tem aumentado significativamente seus
negócios no Brasil, não somente pelas altas temperaturas, mas também pelo súbito
crescimento do consumo de sorvetes (GONÇALVES, 1998).
No Brasil, durante os meses de outubro a fevereiro são consumidos cerca de
70% de toda a produção anual de sorvetes. A crença, entre nós, é de que os gelados
provocam resfriados, dores de garganta, gripes e outros distúrbios do gênero. Mas
acredita-se que o sorvete só faz mal para crianças cronicamente afetadas por algum
tipo de obstrução. O consumo de alimentos gelados não deve ser exagerado quando a
temperatura estiver muito elevada, pois existe a possibilidade de um choque térmico,
que pode causar até queimaduras na garganta (Associação Média Paranaense, 2003).
Associar o consumo do sorvete aos dias mais quentes do ano é um conceito
equivocado dos brasileiros.
Segundo Gonçalves (1998), o mercado de sorvetes está dividido
basicamente em: 60% indústrias, como Kibon, Yopa, entre outras, 20% pequenas e
médias indústrias e 20% sorveterias artesanais.
O mercado de sorvetes movimenta cerca de R$ 2 bilhões por ano, com a
venda de 530 milhões de litros. O consumo per capita é considerado baixo pelo setor,
cerca de 3,2 litros por ano, ante a média de países mais frios, como a Dinamarca, de 13
litros por ano (VILIAR, 2003).
3.2.2. Complemento alimentar
O sorvete é um alimento de fácil digestão e de alto valor nutritivo com
mercado em ascensão no Brasil (GONÇALVES, 1998). Nos hospitais, o sorvete, vem
sendo utilizado, especialmente para crianças submetidas à quimioterapia que têm
dificuldades em se alimentar. Além do valor nutritivo, são adicionados outros
complementos protéicos para suprir as necessidades da criança em tratamento.
7
Acredita-se que, por ser gelado, o sorvete é um ótimo analgésico e ajuda a evitar as
náuseas causadas pelo tratamento (Associação Médica Paranaense, 2003).
Segundo Santana et al. (2004), os sorvetes devem ser considerados não
como uma simples guloseima ou produto de verão, mas como uma sobremesa valiosa
e nutritiva, que contribui com elementos muito importantes para uma alimentação
equilibrada, tanto na infância como na idade adulta.
Os hábitos do consumo de sorvete variam de acordo com a cultura da
população e dependem do clima de cada região. Por exemplo, nos EUA costuma-se
substituir uma refeição por sorvete, o que não é comum na Europa, onde o produto é
bastante consumido como sobremesa (MEDEIROS, 1998).
Além da diferença de costumes, a regulamentação dos alimentos varia em
cada país. Nos EUA a regulamentação alimentar é estadual; assim, em Washington é
permitido fabricar um sorvete com no máximo 20% de gordura, devido à temperatura
baixa do local. Já no Texas, território de clima quente, o máximo permitido é de 8% de
gordura. No Brasil não há essa variante e a legislação não fornece regulamentação
detalhada, somente para sorvetes light e diet (MEDEIROS, 1998). O sorvete light é o
futuro, assim como o sorvete de iogurte.
3.2.3. Definição e aspectos bioquímicos
Segundo a Portaria nº379, de 26 de Abril de 1999 (BRASIL, 1999), “gelados
comestíveis são produtos alimentícios obtidos a partir de uma emulsão de gorduras e
proteínas, com ou sem adição de outros ingredientes e substâncias ou de uma mistura
de água, açúcares e outros ingredientes e substâncias que tenham sido submetidas ao
congelamento, em condições tais que garantam a conservação do produto no estado
congelado ou parcialmente congelado, durante a armazenagem, o transporte e a
entrega ao consumo”. Também estão estabelecidas nesta Portaria as características
sensoriais (aspecto, cor, sabor, odor e textura), físico-químicas e químicas, condições
de conservação e requisitos de composição do sorvete.

8
Os sorvetes são classificados de acordo com a composição básica e
processo de fabricação, gerando diversas formulações de sorvete adotadas pelas
indústrias. O sorvete de iogurte pode ser classificado como sorvete de leite cremoso (ou
de massa), obedecendo aos critérios estabelecidos pela legislação para que assim seja
classificado, tendo o leite e o iogurte (derivado lácteo) como ingredientes obrigatórios.
Os sorvetes geralmente são “aerados” e caracterizados como espumas
congeladas. O ar é distribuído na forma de numerosas pequenas bolhas de ar de
tamanho aproximado de 20-50 µm. A bateção (primeiro congelamento) é responsável
pela formação de cristais de gelo, mas também pela incorporação de ar até a
distribuição das bolhas, que estão associadas com aumento da suavidade durante a
percepção sensorial (A QUÍMICA..., 2003; GOFF, 2002). De uma maneira geral, as
bolhas de ar não podem ter mais do que 100 micrômetros de diâmetro. Se forem
maiores, o sorvete derrete muito rapidamente. Num bom sorvete, gotas de gordura,
bolhas de ar e cristais de gelo são igualmente dispersos em uma espessa solução de
açúcar para formar a matriz semi-sólida, congelada e aerada que conhecemos (A
QUÍMICA..., 2003).
As proteínas estabilizam as bolhas de ar e os glóbulos de gordura. A
principal proteína é justamente a caseína, uma proteína micelar, abundante no leite.
São as micelas de caseína que ficam em volta dos glóbulos de gordura, tornando-os
estáveis dentro da emulsão. E os sacarídeos e polissacarídeos presentes também têm
um papel importante: solúveis na água, impedem esta de congelar completamente, pois
diminuem o ponto de fusão do líquido. O resultado é uma viscosa solução, que faz com
que o sorvete seja macio. Esta solução saturada de sacarose é chamada de plasma ou
serum. Num bom sorvete, o serum está sempre no estado líquido (A QUÍMICA..., 2003).
A água é a fase contínua do sorvete, estando presente como líquida, sólida
ou como uma mistura dos dois estados físicos e o ar está disperso e incorporado na
emulsão de gordura. A interface entre a água e o ar é estabilizada por um fino filme de
material não-congelável (estabilizante) e por glóbulos de gordura batidos. A interface de
gordura é coberta por uma camada de gordura associada ao agente emulsificante. Os
emulsificantes reduzem a tensão interfacial, estabilizando o mix e facilitando a formação
de emulsão e espuma, conferem textura macia, corpo mais firme, reduzem o tempo de

9
agitação e formam células de ar menores e melhor distribuídas na estrutura interna do
sorvete (SOLER, 2001).
A água no sorvete nunca é totalmente congelada. Quando eleva a
temperatura uma parte dos cristais de gelo derrete e quando diminui a temperatura,
mais água é congelada até formar cristais de gelo. Esta flutuação da temperatura e o
congelamento lento modificam a textura do sorvete (ARBUCKLE, 1986).
Os estabilizantes promovem uma textura macia e corpo ao produto final,
aumentam a viscosidade, não têm efeito sobre o ponto de congelamento, proporcionam
maior resistência ao derretimento, promovem uniformidade ao produto e podem
uniformizar a formação de espuma durante a agitação (SOLER, 2001).
Os cristais de gelo formam outra fase no sorvete e é bem conhecido que
formulações e processamentos que conduzem a numerosos e pequenos cristais de
gelo, também conduzam ao aumento da suavidade na textura. A formação de cristal de
gelo no sorvete geralmente se dá em uma nucleação secundária no congelamento.
Contudo, pequenos cristais de gelo rapidamente sofrem o fenômeno de recristalização,
especialmente em casos de oscilações de temperatura. Isto pode ser controlado pela
manutenção de temperatura baixa constante e por uma formulação com agentes
estabilizantes como gomas de polissacarídeos (GOFF, 2002).
A gordura no sorvete contribui para a sua estrutura durante o congelamento
pela formação de uma rede tridimensional parcialmente coalescida de glóbulos
homogeneizados, que juntamente com as bolhas de ar e os cristais de gelo, são
responsáveis pela consistência do produto final, bem como pela resistência ao
derretimento e textura suave no produto congelado (BOLLIGER, 2000).
Na Figura 1, obtida pela técnica SEM - Microscopia de Varredura Eletrônica,
pode-se observar dispersos na solução de açúcar, as várias fases do sorvete: bolhas
de ar, glóbulos de gordura e os cristais de gelo (GOFF et al., 2003).

10
Figura 1: “O sorvete visto de perto” pela técnica SEM - Microscopia de Varredura
Eletrônica (GOFF et al., 1999).
Através de outra técnica mais poderosa (TEM – Microscopia de Transmissão
Eletrônica), Goff et al., (1999) puderam ver até as micelas de caseína e como sempre
ficam próximas aos glóbulos de gordura, conforme demonstrado na Figura 2.
11
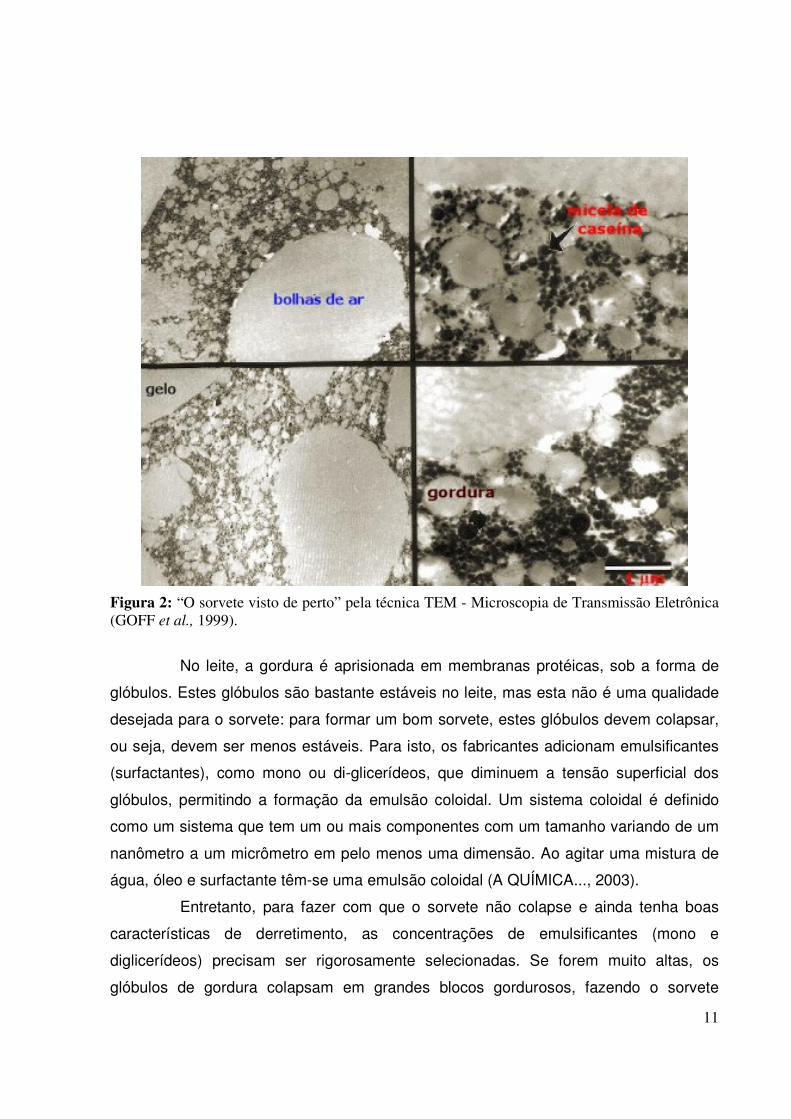
Figura 2: “O sorvete visto de perto” pela técnica TEM - Microscopia de Transmissão Eletrônica (GOFF et al., 1999).
No leite, a gordura é aprisionada em membranas protéicas, sob a forma de
glóbulos. Estes glóbulos são bastante estáveis no leite, mas esta não é uma qualidade
desejada para o sorvete: para formar um bom sorvete, estes glóbulos devem colapsar,
ou seja, devem ser menos estáveis. Para isto, os fabricantes adicionam emulsificantes
(surfactantes), como mono ou di-glicerídeos, que diminuem a tensão superficial dos
glóbulos, permitindo a formação da emulsão coloidal. Um sistema coloidal é definido
como um sistema que tem um ou mais componentes com um tamanho variando de um
nanômetro a um micrômetro em pelo menos uma dimensão. Ao agitar uma mistura de
água, óleo e surfactante têm-se uma emulsão coloidal (A QUÍMICA..., 2003).
Entretanto, para fazer com que o sorvete não colapse e ainda tenha boas
características de derretimento, as concentrações de emulsificantes (mono e
diglicerídeos) precisam ser rigorosamente selecionadas. Se forem muito altas, os
glóbulos de gordura colapsam em grandes blocos gordurosos, fazendo o sorvete
12
parecer uma manteiga. O sorvete deve permanecer por horas a 4ºC, num processo
chamado envelhecimento, onde os glóbulos são estabilizados e a viscosidade da
emulsão aumenta, devido à hidratação dos emulsificantes (A QUÍMICA..., 2003).
O overrun, que é o aumento do volume pela incorporação de ar, é uma das
etapas mais importantes da fabricação de sorvetes, uma vez que influencia diretamente
na sua qualidade e no rendimento, e deve ser mantido nos padrões de legislação
(SOLER, 2001). O ar no sorvete promove uma textura suave e influencia nas
propriedades físicas do sorvete derretido e na firmeza. Contudo, não é apenas a
quantia de ar incorporado (ou overrun), mas também a distribuição dos tamanhos das
“células” de ar que possui influência sobre estes parâmetros. A produção de um sorvete
de alta qualidade requer controle rigoroso de ambos (overrun e distribuição das células
de ar) (SOFJAN, 2004).
Segundo Madrid et al. (1995), a porcentagem de overrun de um sorvete
normal deve estar em torno de 85 à 110%. Há vários fatores que influenciam o
desenvolvimento do ar no sorvete. No caso do primeiro congelamento, a força da
bateção quebra grandes bolhas de ar até ficarem pequenas. O ar incorporado durante o
congelamento afeta o tamanho dos cristais de gelo, ou seja, quanto menor o overrun,
maiores são os cristais de gelo (SOFJAN, 2004).
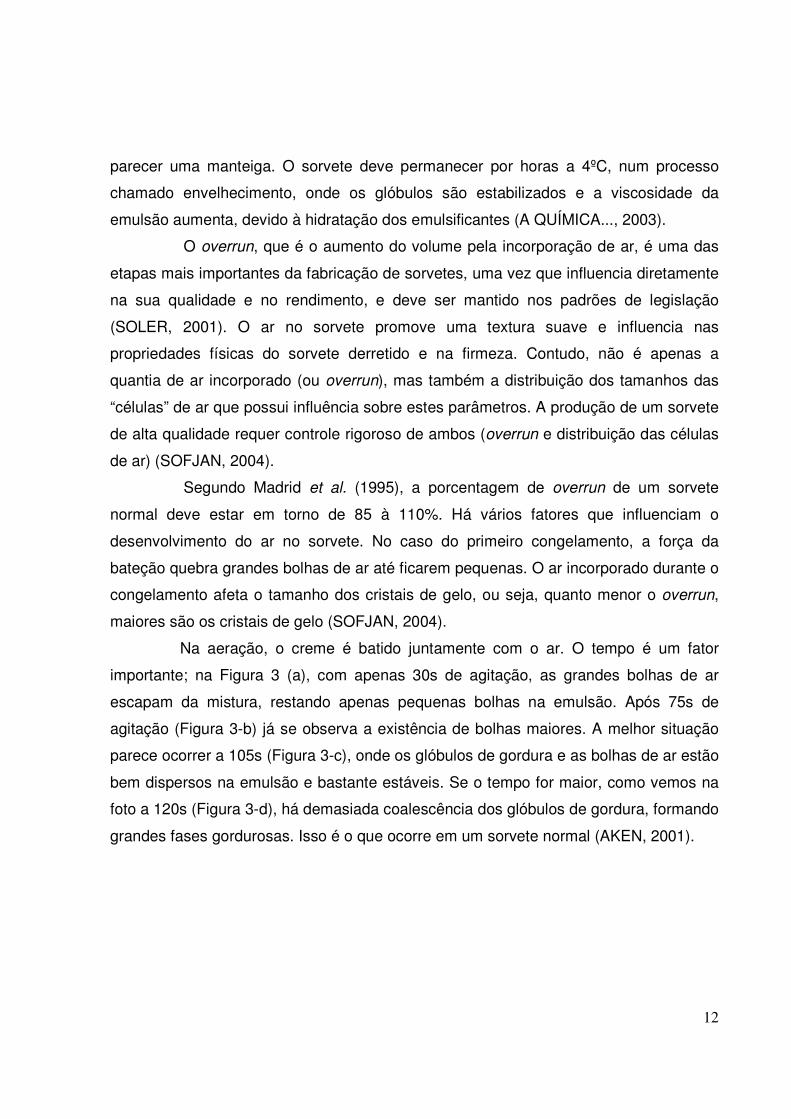
Na aeração, o creme é batido juntamente com o ar. O tempo é um fator
importante; na Figura 3 (a), com apenas 30s de agitação, as grandes bolhas de ar
escapam da mistura, restando apenas pequenas bolhas na emulsão. Após 75s de
agitação (Figura 3-b) já se observa a existência de bolhas maiores. A melhor situação
parece ocorrer a 105s (Figura 3-c), onde os glóbulos de gordura e as bolhas de ar estão
bem dispersos na emulsão e bastante estáveis. Se o tempo for maior, como vemos na
foto a 120s (Figura 3-d), há demasiada coalescência dos glóbulos de gordura, formando
grandes fases gordurosas. Isso é o que ocorre em um sorvete normal (AKEN, 2001).
13
Figura 3: Efeito do tempo de agitação na aeração do sorvete (AKEN, 2001).
3.2.4. Etapas do processo de fabricação de sorvetes
Depois de definidas a qualidade e a composição do mix para a produção do
sorvete, realiza-se o processamento do mesmo, que compreende, segundo Soler
(2001), as seguintes etapas:
� Preparo do mix: Depois de selecionados os ingredientes a serem
utilizados no mix, efetuam-se a pesagem e a mistura dos ingredientes. Os ingredientes
sólidos devem ser primeiro misturados, pois favorecem a solubilização dos mesmos. Os
ingredientes em pó devem ser adicionados após a mistura dos líquidos. O mix pode ser
feito em misturadores.
� Pasteurização: Destrói todos os microrganismos patógenos e enzimas
hidrolíticas, mesmo as presentes naturalmente no leite cru, que podem prejudicar o
aroma, o sabor e a textura do produto final. Não é necessária a pasteurização do mix
com todos os ingredientes pois pode haver perda de corpo e textura, além de que os
1-a
1-c 1-d
1-b

14
ingredientes adicionados já devem possuir qualidade microbiológica adequada que
permitam sua adição sem pasteurização.
� Homogeneização: Consiste na redução e uniformização de partículas de
gordura, obtendo-se desta forma, uma suspensão de gordura estável e uniforme, por
meio da redução do tamanho dos glóbulos de gordura, que chega a ser reduzido em
1/10 do seu tamanho normal, passando em média de 10 micras para 1 micron,
aumentando o número de glóbulos em 800 vezes, permitindo que mais proteínas
cubram os glóbulos de gordura, evitando sua separação. A homogeneização resulta em
uma textura mais suave, mais corpo, maior capacidade de batimento, reduz o tempo
necessário de maturação e possibilita a diminuição da quantidade de estabilizantes,
pois como aumenta o número de glóbulos de gordura, aumenta a viscosidade. Se o mix
for devidamente homogeneizado, a gordura não irá separar, evitando a separação de
uma camada de gordura. Também o produto congelado não terá aparência ou textura
amanteigada e torna a cor mais brilhante e atrativa.
� Resfriamento: O mix deve ser resfriado rapidamente a uma temperatura
de 4ºC, caso contrário o produto final torna-se excessivamente viscoso, fazendo com
que o sorvete não derreta suavemente. Também para reduzir as chances de
contaminação microbiológica.
� Maturação: A pasteurização e a homogeneização alteram a forma física
dos sólidos suspensos no mix e novas diferentes membranas de lóbulos de gordura são
formadas. Também colóides hidrofílicos são hidratados e reduzidos em tamanho. Ao
resfriar o mix a temperaturas inferiores a 4ºC ocorre cristalização da gordura.
Entretanto, o mix não está pronto para ser congelado nesse ponto do processo. A
cristalização da gordura, a adsorção de proteínas e emulsificantes aos glóbulos de
gordura e a hidratação de proteínas e estabilizantes precisa continuar por algumas
horas. Durante a maturação a gordura se solidifica, logo o comportamento das
proteínas pode ser alterado, a densidade aumenta e o estabilizante se une à água. A
maturação proporciona ao sorvete uma textura mais macia, mais corpo e melhora a
capacidade de incorporação de ar (overrun). Se o mix for incubado a temperaturas
entre 0º e 2ºC tem-se um aumento na taxa de cristalização da gordura, aumento na
capacidade de congelamento, praticamente elimina-se a possibilidade do crescimento
15
de microrganismos no mix. As melhoras de qualidade do sorvete e do congelamento
são mais pronunciadas quando a maturação dura de 4 a 12 horas, mas pode variar de
3 a 24 horas.
� Congelamento: É uma das etapas mais importantes na produção de
sorvetes e é dividido em duas fases: o mix é congelado rapidamente enquanto é
agitado para incorporação de ar (overrun) e para limitar o tamanho dos cristais de gelo
a serem formados; o produto parcialmente congelado é endurecido sem agitação para
remover calor rapidamente. Os principais fatores a influenciarem no tempo de
congelamento são o tipo de equipamento, a incorporação de ar, a temperatura em que
se retira o sorvete, a composição da calda e a acidez dos ingredientes.
� Embalagem: Embora a temperatura de estocagem seja o parâmetro de
maior importância na qualidade do sorvete, a correta especificação do material de
embalagem poderá prolongar a vida-de-prateleira do produto por isolá-lo
temporariamente da temperatura ambiente. A escolha de uma embalagem inadequada
também pode resultar em encolhimento do produto, sendo um dos fatores principais, a
absorção de água do sorvete pela embalagem. A embalagem não deve conferir nem
alterar o sabor e o odor do sorvete; a migração de compostos da embalagem, mesmo
que não tóxicos, deve ser inferior ao limite desses compostos estabelecidos pela
legislação vigente; os materiais da embalagem devem conter somente substâncias
permitidas pela legislação, não excedendo a concentração máxima permitida; deve
apresentar boa resistência mecânica a baixas temperaturas (entre –30º e –15ºC); deve
apresentar boa resistência à absorção de umidade e deve apresentar um sistema de
fechamento que desestimule e/ou evidencie violações e fraudes.
� Armazenamento: Logo que o sorvete é processado, ele ainda possui uma
consistência semi-sólida, sem estrutura suficiente para manter seu formato. O processo
de congelamento continua no armazenamento com temperaturas entre –25º e –30ºC.
Um endurecimento rápido é desejado para evitar a formação de grandes cristais de
gelo, geralmente formados durante um congelamento lento. Sem a etapa de
endurecimento no armazenamento, os cuidados iniciais com o mix e com o
processamento podem ser perdidos, prejudicando a textura, podendo ocorrer
problemas como deformação, perda de overrun e descoloração superficial.
16
� Distribuição: A distribuição do sorvete deve ser feita em carros
refrigerados ou com paredes isoladas termicamente. Se a temperatura durante o
transporte não for adequada, todo o processamento pode ser comprometido, resultando
em alterações na textura e, conseqüentemente, em perda de quantidade.
3.2.5. Fatores que influenciam na qualidade do sorvete
Segundo Soler (2001), os parâmetros mais importantes para a avaliação
sensorial para o controle de qualidade estão a cor, o aroma, a textura e o sabor do
produto.
3.2.5.1. Cor
A cor é sempre o primeiro contato sensorial com o alimento. A escolha do
corante deve ser adequada ao tipo de sabor e estar relacionada a ele, se for muito fraca
pode tornar o produto pouco atrativo e, por outro lado, se for muito forte pode dar um
aspecto de produto artificial. Alguns sabores em que fica difícil relacionar a cor com o
sabor acabam tendo determinadas cores por motivos atrativos e que despertem no
consumidor interesse de degustar o produto.
3.2.5.2. Aroma
Antes e durante a ingestão de um alimento sentimos seu aroma, que quando
associado ao sabor, é definido como flavor, conferindo uma característica própria ao
produto. Como o sorvete é sempre consumido gelado, o aroma percebido é mais
suave, uma vez que a baixas temperaturas, as substâncias aromáticas são menos
percebidas. Para que a intensidade de um aroma de sorvete seja avaliada, deve-se
deixar que ele dissolva na boca.

17
Caso o aroma seja muito fraco ele não permitirá sua identificação, não
conferindo personalidade ao sorvete, caso contrário, se o aroma for muito forte poderá
saturar o olfato ou deixar um residual prolongado, o que também é desagradável.
3.2.5.3. Textura
Ao tocar o sorvete com uma colher, pazinha ou espátula, pode-se sentir sua
textura. Entre os principais parâmetros de textura estão:
� Consistência: o sorvete pode ser firme sem ser duro para que possa ser
trabalhado com a concha ou espátula.
� Elasticidade: é observada quando ao se retirar uma porção do sorvete com uma
concha ou colher ele se apresenta consistência elástica, que é uma
característica indesejável
� Cremosidade: o sorvete deve ser cremoso, não aguado, nem áspero, de forma
que espalhe facilmente na boca dando uma sensação aveludada.
Outros fatores importantes a serem considerados na avaliação da textura de
um sorvete são a temperatura e o derretimento. A temperatura deve trazer uma
sensação refrescante sem estar demasiadamente gelado. Uma temperatura muito baixa
pode aumentar indesejavelmente a dureza do produto. Ao ser consumido, o sorvete
sofre derretimento, no entanto não deve pingar nem desmontar, mas ao ser colocado
na boca deve derreter com facilidade sem apresentar elasticidade.
3.2.5.4. Sabor
Quanto ao sabor do sorvete é preciso observar: a doçura, que quando
excessiva promove um efeito enjoativo; a acidez excessiva que no verão pode ser um
pouco mais elevada para dar maior sensação de refrescância; o amargor excessivo que
nos sorvetes de chocolate e de café podem se tornar muito amargos causando rejeição
do consumidor e sabores indesejáveis relacionados à deterioração.
18
3.2.6. Defeitos comuns do sorvete
Segundo Soler (2001), dentre os principais defeitos relacionados ao sabor,
corpo e textura destacam-se:
3.2.6.1. Sabor
� Sabor cozido: conseqüência de reaquecimento ou aquecimento excessivo
do mix.
� Sabor de leite em pó velho ou úmido: utilização de leite em pó velho ou
armazenado de forma inadequada.
� Sabor ácido: formação de ácido láctico por bactérias.
� Sabor de mofo: geralmente pela utilização de ingredientes velhos.
� Sabor oxidado: exposição do mix (ou seus ingredientes) ao sol, ou
utilização de gordura ou outra matéria-prima oxidada.
� Sabor salgado: devido ao alto conteúdo de sólidos não-gordurosos do
leite.
� Sabores não-naturais: uso de produtos sintéticos de baixa qualidade ou
contaminação por materiais estranhos ao processo.
� Doçura excessiva: grande quantidade de adoçantes.
3.2.6.2. Corpo e textura
Os defeitos relacionados ao corpo e textura do sorvete estão relacionados à
sua firmeza e consistência. Dependem principalmente da distribuição dos cristais de
gelo (tamanho, número e forma), embora a presença de outras partículas também
possa influenciar.
19
Como principais causas destes defeitos podem ser citados composição
incorreta do mix, método inadequado de processamento e más condições de
armazenamento. Dentre os defeitos mais comuns estão:
� Textura arenosa: é resultado da formação de pequenas partículas, cuja
percepção na boca é semelhante à de grãos de areia. Tais partículas podem ser
resultado da formação de cristais de lactose. Como a lactose não é tão solúvel quanto à
sacarose, ocorre cristalização quando a temperatura do sorvete diminui durante o
congelamento. Oscilações na temperatura acentuam este defeito.
� Textura áspera: tal defeito é ocasionado pela formação de cristais de gelo,
de tamanho relativamente grandes, facilmente detectados na língua. É um dos defeitos
mais comuns em sorvetes e pode ser ocasionado pela falta de sólidos totais
(especialmente gordura), baixo rendimento do estabilizante, defeitos de
homogeneização, oscilações na temperatura durante o congelamento, tempo
insuficiente de congelamento, congelamento lento, ou flutuação da temperatura da
câmara de armazenamento.
� Textura gomosa: resultado de excesso de estabilizantes. Visualmente, o
sorvete apresenta-se viscoso e fluído.
� Textura amanteigada: conseqüência de uma homogeneização
inadequada, resultando numa grande quantidade de pequenos grânulos de gordura,
causando na boca a sensação de um produto gorduroso.
� Corpo fraco: o sorvete derrete rapidamente na boca como resultado da
falta de sólidos totais, falta de estabilizantes ou excesso de açúcar.
� Corpo pesado: sorvete de aparência molhada, com pouco ar incorporado.
Não derrete na boca com facilidade, sendo necessário mastiga-lo. Tal defeito pode ser
eliminado pelo aumento de overrum ou diminuição da quantidade de sólidos totais.
� Corpo esponjoso: é o oposto do corpo pesado e tende a apresentar uma
textura também áspera. É causado por um elevado overrum ou por baixo conteúdo de
sólidos totais.
20
3.2.7. Importância do flavor no sorvete
Segundo Arbuckle (1986), o flavor é geralmente considerado a característica
mais importante do sorvete. É facilmente confundido com sabor, o qual inclui a
“sensação de sentir” o corpo e textura, bem como o verdadeiro flavor. O flavor do
sorvete é o resultado da mistura dos flavors de todos os ingredientes, alguns dos quais
podem não ser suficientemente pronunciados para serem reconhecidos, no entanto
cada um contribui para o efeito final. Isto torna difícil prever o efeito de certo ingrediente
sobre o flavor do sorvete.
O flavor possui duas importantes características: tipo e intensidade. Flavors
delicados e suaves são facilmente misturados e não tendem a se tornar enjoativos,
mesmo quando muito intensos, enquanto flavors fortes logo ficam enjoativos, mesmo
em baixas concentrações (ARBUCKLE, 1986).
3.2.8. Sorvete de iogurte
O sorvete de iogurte é metade iogurte e metade sorvete. Por isso, o sorvete
de iogurte participa dos processos de fabricação tanto de iogurte como de sorvete e
pode ser produzido tanto por uma indústria Láctea como por uma sorveteria (MADRID
et al., 1995).
O sorvete de iogurte nada mais é do que um iogurte preparado através da
mistura dos ingredientes que é congelada incorporando-se ar e endurecida
posteriormente (MADRID et al., 1995).
3.2.9. Alimentos funcionais
A década de 80 foi, talvez, a que mais questionou os malefícios e benefícios
dos alimentos, provavelmente pela preocupação crescente com a alimentação mais
21
natural e ao culto à forma física. As inovações tecnológicas acabaram responsáveis por
uma infinidade de produtos lançados no mercado e aos cientistas coube explorar os
reais valores alimentícios de cada uma destas descobertas. Neste contexto, surgiram
os alimentos funcionais, diet e light, que há pouco tempo ocupavam acanhadamente
alguns poucos espaços nas prateleiras dos supermercados e que, atualmente, têm seu
consumo expandido de forma vertiginosa por uma camada cada vez maior da
população (FAGUNDES et al., 2001).
O avanço tecnológico no setor de produtos alimentícios industrializados tem
promovido mudanças nos conceitos de nutrição. Os alimentos, antes consumidos
apenas para a sobrevivência humana, passaram a ser consumidos em virtude da
qualidade. Atualmente, os alimentos funcionais vêm conquistando mercado pelos seus
efeitos benéficos à saúde humana (MATSUBARA, 2001).
A compreensão sobre o papel realizado por micronutrientes na prevenção de
doenças abriu novas oportunidades para a prevenção através da dieta. As designações
“alimento funcional”, “nutracêutico” ou “designer food” estão sendo usadas para definir
nutrientes modificados ou alimentos melhorados com benefícios adicionais à saúde
(SOUSA et al., 2003). Esses alimentos atuam no estabelecimento de um equilíbrio
metabólico mais adequado, modulando e controlando determinadas atividades
biológicas nas células, nos órgãos e nos tecidos, prevenindo, por exemplo, o estresse
oxidativo e neutralizando os radicais livres, e com isso, proporcionando melhor saúde
por meio de um equilíbrio fisiológico melhor (MATSUBARA, 2001).
O iogurte é um dos produtos lácteos funcionais que está aumentando suas
vendas devido a diversificação na linha de produtos à base de iogurte, incluindo
iogurtes com teor reduzido de gordura, iogurtes probióticos, mousses de iogurte e
sorvetes de iogurte (STAFFOLO et al., 2004).
Assim como o iogurte, as fibras também possuem efeitos benéficos para a
saúde humana, com uma dose diária recomendada de 0,025-0,030 Kg/dia/adulto.
Certas patogenias como doenças coronárias, hipertensão, diabetes,
hipercolesterolemia e desordens gastrointestinais podem desaparecer, diminuir ou ser
prevenidas com o consumo de fibras (STAFFOLO et al., 2004).
22
As fibras, principalmente obtidas das paredes das células de frutas, vegetais
ou cereais, incluem polissacarídeos e ligninas. Neste caso, podem ser encontradas
fibras solúveis e insolúveis. No entanto, são utilizadas maiores concentrações de fibras
insolúveis para alimentos com o propósito de serem enriquecidos. As fibras podem
interagir com outros componentes do alimento durante o processamento. Essas
interações podem promover “trocas” na “bioeficiência” de nutrientes, da textura ou do
flavor do produto (STAFFOLO et al., 2004).
Levando em consideração o interesse dos consumidores pelos aspectos
nutricionais e sensoriais, vários autores estudam as características de textura de
iogurtes adicionados de fibras. A inulina, quando adicionada para promoção do
crescimento de bactérias benéficas no cólon, também aumenta a absorção de cálcio e
as funções imunológicas (STAFFOLO et al., 2004).
3.2.9.1. Frutooligossacarídeos
Entre os oligossacarídeos de ocorrência natural, os frutooligossacarídeos
(FOS) são os principais compostos reconhecidos e utilizados em alimentos, aos quais
atribuem-se propriedades prebióticas. Os FOS estão presentes como compostos de
reserva energética em mais de 36000 espécies de vegetais, muitos destes, utilizados
na alimentação humana (NITSCHKE et al., 2002).
Quimicamente os FOS são formados por cadeias (de pequeno e médio
tamanho) de β-D-frutanas no qual as unidades frutosil estão unidas por ligações
glicosídicas do tipo β 2-1. Este tipo de ligação glicosídica não sofre hidrólise pela ação
das enzimas digestivas e os FOS são também chamados de oligossacarídeos não
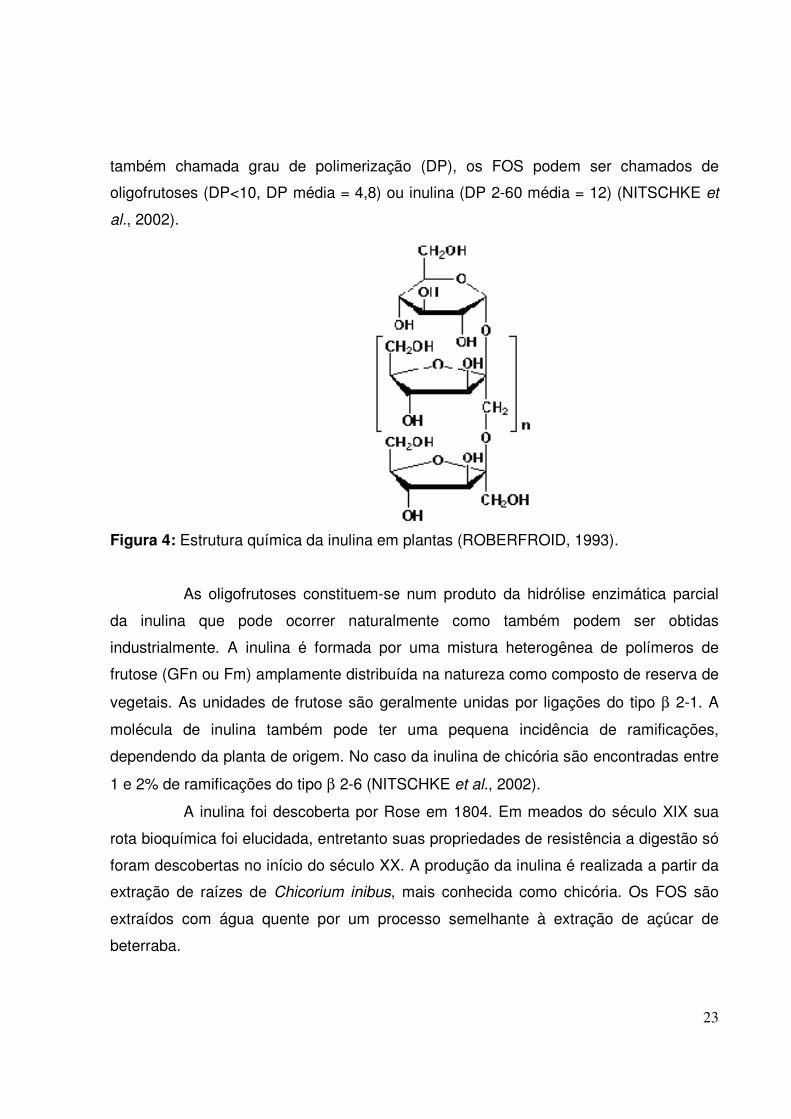
digeríveis (NITSCHKE et al., 2002). A estrutura química da inulina pode ser observada
na Figura 4.
A síntese destes compostos nas plantas inicia-se a partir da transferência de
uma unidade de frutose entre duas moléculas de sacarose, portanto alguns FOS
possuem uma molécula de glicose na extremidade da cadeia. Dependendo do
comprimento da cadeia, definida pelo número de unidades de monossacarídeos e
23
também chamada grau de polimerização (DP), os FOS podem ser chamados de
oligofrutoses (DP<10, DP média = 4,8) ou inulina (DP 2-60 média = 12) (NITSCHKE et
al., 2002).
Figura 4: Estrutura química da inulina em plantas (ROBERFROID, 1993).
As oligofrutoses constituem-se num produto da hidrólise enzimática parcial
da inulina que pode ocorrer naturalmente como também podem ser obtidas
industrialmente. A inulina é formada por uma mistura heterogênea de polímeros de
frutose (GFn ou Fm) amplamente distribuída na natureza como composto de reserva de
vegetais. As unidades de frutose são geralmente unidas por ligações do tipo β 2-1. A
molécula de inulina também pode ter uma pequena incidência de ramificações,
dependendo da planta de origem. No caso da inulina de chicória são encontradas entre
1 e 2% de ramificações do tipo β 2-6 (NITSCHKE et al., 2002).
A inulina foi descoberta por Rose em 1804. Em meados do século XIX sua
rota bioquímica foi elucidada, entretanto suas propriedades de resistência a digestão só
foram descobertas no início do século XX. A produção da inulina é realizada a partir da
extração de raízes de Chicorium inibus, mais conhecida como chicória. Os FOS são
extraídos com água quente por um processo semelhante à extração de açúcar de
beterraba.
24
As diferenças no tamanho das cadeias da inulina e das oligofrutoses são
também responsáveis pelas diferenças entre suas propriedades. Devido às cadeias
mais longas, a inulina é menos solúvel que as oligofrutoses e possui a capacidade de
formar microcristais quando misturada com água e/ou leite. Estes microcristais
interagem entre si para formar uma mistura cremosa e macia promovendo a sensação
de presença de gordura (NITSCHKE et al., 2002). Por isso, a utilização da inulina em
formulações de sorvete permite a substituição de 100% da gordura, inibindo
significativamente o crescimento de cristais de gelo durante a estocagem e promovendo
paladar leve e cremoso.
Os FOS não são degradados pela maioria dos processos térmicos da
indústria de alimentos como por exemplo a pasteurização. São considerados isentos de
calorias podendo ser utilizados em alimentos para diabéticos e alimentos de baixo valor
calórico. Não são cariogênicos, ou seja, não são metabolizados por S. mutans evitando
a formação de ácidos e β-glucanos responsáveis pelo desenvolvimento das cáries
(NITSCHKE et al., 2002).
Outra propriedade importante dos FOS é sua ação como fibra alimentar uma
vez que possuem a principal característica atribuída as fibras em geral: resistência à
digestão. Os FOS também possuem alta dispersibilidade em água, são rapidamente
fermentados pelos microrganismos do cólon e conseqüentemente, aumentam a massa
fecal e a freqüência de evacuação e diminuem a constipação. Podem ser utilizados
para adicionar fibra aos alimentos com a vantagem de não possuir sabor desagradável
e não aumentar a viscosidade dos produtos (NITSCHKE et al., 2002).
Um dos principais campos de aplicação dos FOS são as formulações de
alimentos prebióticos como bebidas lácteas funcionais ou simbióticas no caso de
iogurtes ou produtos elaborados com iogurte (NITSCHKE et al., 2002).
Devido a suas propriedades físico-químicas os oligossacarídeos podem
melhorar o produto em que se encontram. São solúveis em água, levemente doces e
apresentam de 0,3 a 0,6 vezes a doçura da sacarose. Este baixo poder adoçante é
dependente da estrutura química e massa molecular dos oligossacarídeos e do nível de
mono e dissacarídeos na mistura. O baixo poder adoçante é favorável na produção do
alimento, quando a matriz com reduzida doçura é desejável para evidenciar outros
25
sabores. Comparados a mono e dissacarídeos, os oligossacarídeos promovem uma
elevação na viscosidade, aumentando o corpo e a sensação do alimento na boca,
devido ao maior peso molecular. Também podem ser usados para alterar a temperatura
de congelamento dos alimentos e controlar o nível de escurecimento, devido a reação
de Maillard, em alimentos processados com o uso do calor. Ainda promovem retenção
da umidade prevenindo a excessiva secagem e proporcionando uma baixa atividade de
água, que é conveniente no controle de contaminação microbiana (ALMEIDA et al.,
2001).
Dentre os inúmeros efeitos benéficos dos FOS para a saúde, destacam-se a
proliferação de bifidobactérias e redução das bactérias nocivas, redução de metabólicos
tóxicos, prevenção da diarréia, efeito anticarcinogênico, redução da lipidemia e
absorção e produção de nutrientes (NITSCHKE et al., 2002).
Os oligossacarídeos não absorvidos pelo sistema digestivo podem estimular
o crescimento de populações específicas de bactérias presentes no cólon. O
mecanismo pelo qual as bifidobactérias inibem o crescimento de microrganismos
patogênicos exógenos e o crescimento excessivo da microflora endógena nociva
envolve uma redução do pH, como conseqüência da produção de ácidos graxos de
cadeia curta resultantes da metabolização dos FOS e também, devido à produção de
algumas substâncias com atividade antibacteriana (NITSCHKE et al., 2002).
Segundo Almeida et al. (2001), prebiótico é uma substância não digerível
que beneficia o hospedeiro por estimular seletivamente o crescimento e/ou atividade
das bactérias residentes no cólon intestinal.
Os prebióticos são carboidratos não digeríveis semelhante às fibras
dietéticas que estimulam o crescimento ou a atividade das bifidobactérias no cólon,
favorecendo assim um equilíbrio adequado do ecossistema intestinal. Por exemplo, a
oligofrutose e a inulina aumentam significativamente o número de bifidobactérias
(SOUSA, 2003).
A fermentação de componentes alimentares no cólon, promovida pela
microflora bacteriana produz diversos compostos que são provenientes principalmente
da degradação de carboidratos não digeríveis. O catabolismo de aminoácidos por sua
vez, promove a formação de compostos tóxicos para o hospedeiro, que incluem amônia

26
e aminas (tóxicos para o fígado), fenóis e cresóis (promotores de câncer), nitrosaminas
e ácidos graxos secundários (carcinogênicos), entre outros (NITSCHKE et al., 2002).
O crescimento das bifidobactérias, estimulado pelos FOS, leva a redução do
pH devido à produção de ácidos, tendo como conseqüência uma diminuição no número
de bactérias patogênicas ou nocivas, diminuindo conseqüentemente a formação de
metabólicos tóxicos (NITSCHKE et al., 2002).
O aumento na concentração de enzimas produzidas por bactérias nocivas,
em decorrência da ingestão de uma dieta rica em carnes curadas, e um subseqüente
aumento de metabólicos tóxicos, tais como as nitrosaminas, são considerados fatores
de risco ao desenvolvimento do câncer de cólon. Desta forma a inibição do crescimento
destas bactérias pela ação das bifidobactérias diminuiria o risco de desenvolvimento
deste tipo de câncer (NITSCHKE et al., 2002).
Embora os mecanismos pelos quais os FOS interferem na carcinogênese
não sejam completamente conhecidos, sabe-se que envolve a modulação da microflora
do cólon, estimulando o crescimento das bifidobactérias e reduzindo a concentração de
microrganismos nocivos, responsáveis pela produção de metabólicos tóxicos. Soma-se
esse efeito ao aumento da produção de ácidos graxos de cadeia curta, em especial o
butirato que é considerado agente antineoplásico potencial (NITSCHKE et al., 2002).
Apesar de não existir consenso entre os pesquisadores, vários estudos
indicam que a administração de FOS como componentes da dieta, causam uma
diminuição na concentração de colesterol e/ou triglicerídios (NITSCHKE et al., 2002).
As modificações dos parâmetros lipídicos são, provavelmente, conseqüência
de uma adaptação metabólica do fígado, inibindo a síntese de novos ácidos graxos com
conseqüente redução na secreção de VLDL – colesterol “ruim” (NITSCHKE et al.,
2002).
O aumento da absorção mineral parece estar relacionado com o tipo e
quantidade de FOS e minerais presentes na dieta, necessitando de estudos posteriores
(NITSCHKE et al., 2002).
Por outro lado, as bifidobactérias, que têm o crescimento estimulado pelos
FOS, são capazes de produzir as vitaminas B1, B2, B6, B12 e ácidos nicotínico e fólico.

27
Em produtos lácteos fermentados aumentam a tolerância à lactose, a absorção de
cálcio e a digestibilidade (NITSCHKE et al., 2002).
4. MATERIAIS E MÉTODOS
4.1. Materiais
4.1.1. Leite
O leite utilizado na preparação do iogurte para a posterior elaboração do
sorvete foi fornecido pela Indústria de Leites Bombardelli – Lacto Bom, sendo que para
os pré-testes foram utilizados de leite integral tipo C e posteriormente para elaboração
das formulações padrões, leite desnatado.
4.1.2. Cultura láctica
Utilizou-se a cultura láctica mesofílica da EZAL 13 MYE 95 RHODIA (cepas
mistas de Lactobacillus delbrueckii subsp. bulgaricus e Streptococcus salivarius subsp.
Thermophilus).
4.1.3. Demais ingredientes
Utilizou-se açúcar cristal da marca Alto Alegre adquirido no comércio local da
cidade de Medianeira-PR, polpa concentrada da marca Borsatto, sabor morango,
fornecida pela Indústria de Leites Bombardelli – Lacto Bom (Toledo-PR), liga neutra
28
industrial Selecta Algemix da marca Duas Rodas e emustab fornecidos por Sorvetes
Pérola, situada na cidade de Toledo-PR.
4.2. Metodologias
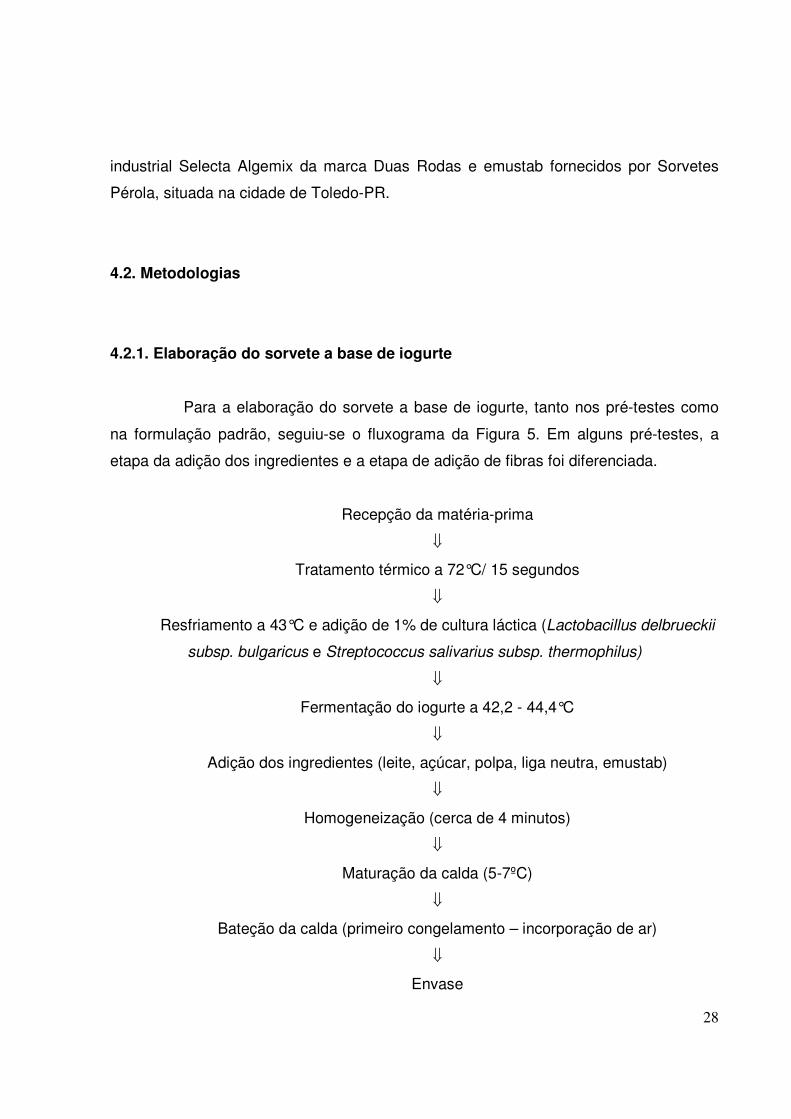
4.2.1. Elaboração do sorvete a base de iogurte
Para a elaboração do sorvete a base de iogurte, tanto nos pré-testes como
na formulação padrão, seguiu-se o fluxograma da Figura 5. Em alguns pré-testes, a
etapa da adição dos ingredientes e a etapa de adição de fibras foi diferenciada.
Recepção da matéria-prima
⇓
Tratamento térmico a 72°C/ 15 segundos
⇓
Resfriamento a 43°C e adição de 1% de cultura láctica (Lactobacillus delbrueckii
subsp. bulgaricus e Streptococcus salivarius subsp. thermophilus)
⇓
Fermentação do iogurte a 42,2 - 44,4°C
⇓
Adição dos ingredientes (leite, açúcar, polpa, liga neutra, emustab)
⇓
Homogeneização (cerca de 4 minutos)
⇓
Maturação da calda (5-7ºC)
⇓
Bateção da calda (primeiro congelamento – incorporação de ar)
⇓
Envase
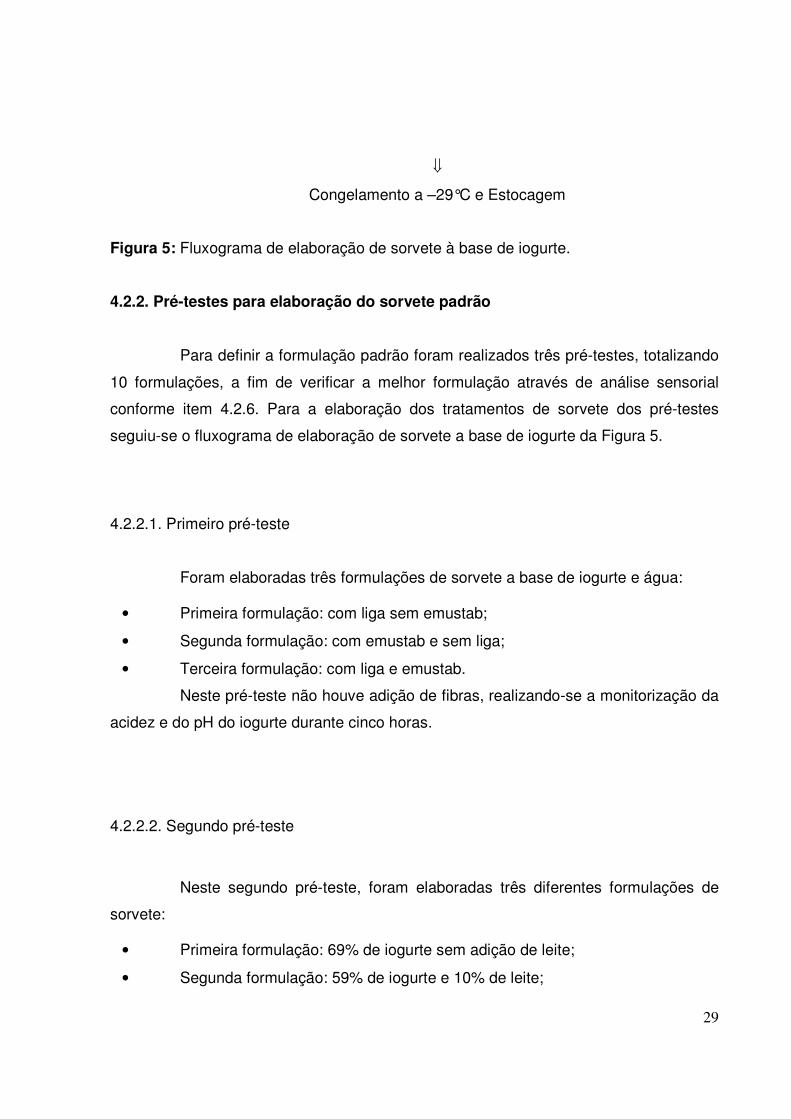
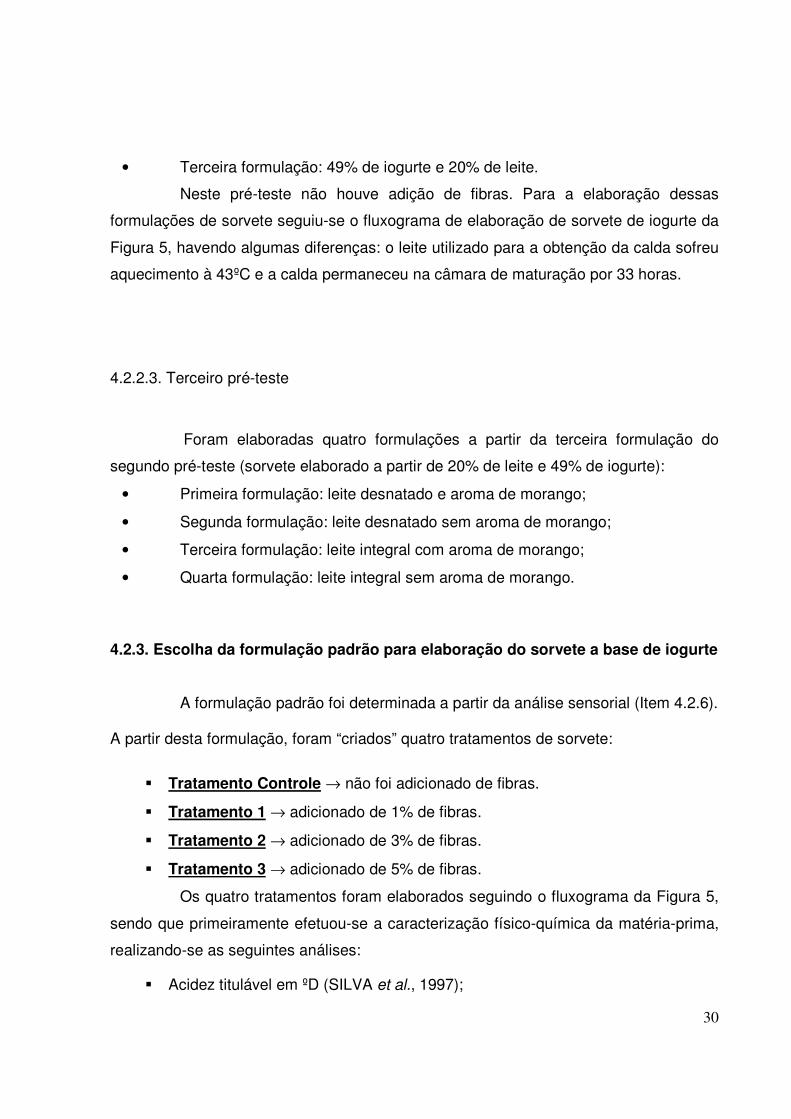
29
⇓
Congelamento a –29°C e Estocagem
Figura 5: Fluxograma de elaboração de sorvete à base de iogurte.
4.2.2. Pré-testes para elaboração do sorvete padrão
Para definir a formulação padrão foram realizados três pré-testes, totalizando
10 formulações, a fim de verificar a melhor formulação através de análise sensorial
conforme item 4.2.6. Para a elaboração dos tratamentos de sorvete dos pré-testes
seguiu-se o fluxograma de elaboração de sorvete a base de iogurte da Figura 5.
4.2.2.1. Primeiro pré-teste
Foram elaboradas três formulações de sorvete a base de iogurte e água:
• Primeira formulação: com liga sem emustab;
• Segunda formulação: com emustab e sem liga;
• Terceira formulação: com liga e emustab.
Neste pré-teste não houve adição de fibras, realizando-se a monitorização da
acidez e do pH do iogurte durante cinco horas.
4.2.2.2. Segundo pré-teste
Neste segundo pré-teste, foram elaboradas três diferentes formulações de
sorvete:
• Primeira formulação: 69% de iogurte sem adição de leite;
• Segunda formulação: 59% de iogurte e 10% de leite;
30
• Terceira formulação: 49% de iogurte e 20% de leite.
Neste pré-teste não houve adição de fibras. Para a elaboração dessas
formulações de sorvete seguiu-se o fluxograma de elaboração de sorvete de iogurte da
Figura 5, havendo algumas diferenças: o leite utilizado para a obtenção da calda sofreu
aquecimento à 43ºC e a calda permaneceu na câmara de maturação por 33 horas.
4.2.2.3. Terceiro pré-teste
Foram elaboradas quatro formulações a partir da terceira formulação do
segundo pré-teste (sorvete elaborado a partir de 20% de leite e 49% de iogurte):
• Primeira formulação: leite desnatado e aroma de morango;
• Segunda formulação: leite desnatado sem aroma de morango;
• Terceira formulação: leite integral com aroma de morango;
• Quarta formulação: leite integral sem aroma de morango.
4.2.3. Escolha da formulação padrão para elaboração do sorvete a base de iogurte
A formulação padrão foi determinada a partir da análise sensorial (Item 4.2.6).
A partir desta formulação, foram “criados” quatro tratamentos de sorvete:
� Tratamento Controle → não foi adicionado de fibras.
� Tratamento 1 → adicionado de 1% de fibras.
� Tratamento 2 → adicionado de 3% de fibras.
� Tratamento 3 → adicionado de 5% de fibras.
Os quatro tratamentos foram elaborados seguindo o fluxograma da Figura 5,
sendo que primeiramente efetuou-se a caracterização físico-química da matéria-prima,
realizando-se as seguintes análises:
� Acidez titulável em ºD (SILVA et al., 1997);
31
� pH (SILVA et al., 1997);
� Densidade (SILVA et al., 1997);
� EST - extrato seco total - (SILVA et al., 1997);
� ESD - extrato seco desengordurado - (SILVA et al., 1997).
Para a produção dos quatro tratamentos de sorvete, preparou-se somente
uma batelada de iogurte natural desnatado.
Após a homogeneização das caldas de sorvete, a maturação foi de 24-25
horas para os quatro tratamentos. Durante a produção dos mesmos, mensurou-se a
temperatura do banho de álcool e glicerina da sorveteira no início e no final da bateção
e verificou-se o tempo de bateção, salientando que iniciou-se a bateção do sorvete
quatro horas depois de ligar a sorveteira.
Os quatro tratamentos de sorvete foram submetidos à realização das análises
microbiológicas, físico-químicas e sensoriais.
As análises microbiológicas foram realizadas 15 dias após a elaboração do
sorvete, as análises físico-químicas foram realizadas 65 dias após a data de fabricação
e a sensorial depois de 90 dias de estocagem.
4.2.4. Análises microbiológicas
Para a realização das análises microbiológicas, uma amostra de cada
formulação de sorvete foi encaminhada para o Laboratório de Microbiologia do
Departamento de Controle de Qualidade da Frimesa (Cooperativa Central Agropecuária
Sudoeste), Unidade Frigorífica de Medianeira-PR. Foram realizadas as análises de
Staphylococcus coagulase positiva, Salmonella e Coliformes a 35ºC, 15 dias após a
data de fabricação. Após a emissão do laudo, realizaram-se as análises físico-químicas
e sensoriais.
32
4.2.5. Análises físico-químicas
As análises físico-químicas dos quatro tratamentos de sorvete foram
realizadas no Laboratório de Laticínios (J-16) do CEFET-PR, Unidade Oeste (Campus
de Medianeira) e em laboratórios de terceiros. Essas análises foram divididas em
caracterização físico-química (item 4.2.5.1) e propriedades físico-químicas (item
4.2.5.2).
4.2.5.1. Caracterização físico-química
Realizou-se a caracterização físico-química a fim de analisar a composição
centesimal do sorvete.
O conteúdo de proteínas e de gordura dos quatro tratamentos de sorvete foi
determinado pela Fundetec – Fundação para o Desenvolvimento Científico e
Tecnológico – de Cascavel-PR.
As análises de cinzas, umidade e sólidos totais foram realizadas no
Laboratório de Laticínios (J-16) do CEFET-PR, Unidade Oeste (Campus de
Medianeira). Seguiu-se os métodos da AOAC (1995) e as análises foram realizadas em
duplicata. O conteúdo de carboidratos foi calculado através da diferença entre as outras
análises.
A análise de fibra alimentar do sorvete do tratamento 2 foi realizada pelo
Laboratório de Tecnologia de Alimentos da Universidade Estadual de Londrina (UEL).
4.2.5.2. Propriedades físico-químicas
As medidas de acidez titulável foram efetuadas através da titulação com
NaOH 0,01N, N/9. Um grau Dornic corresponde a 0,1 mg de ácido lático por mL de leite
segundo descrito por Silva et al., 1997.
33
A determinação do pH foi realizada com o auxílio de pHmetro digital CG818
da marca SCHOTT GERATE, cujos procedimentos de análises foram realizados de
acordo com os métodos descritos por Silva et al. (1997).
O cálculo do overrun pode ser feito tanto pelo volume quanto pelo peso.
Seguiu-se a metodologia descrita por Soler (2001) e Arbuckle (1986), utilizando o
cálculo de overrun pelo peso.
O teste de derretimento foi realizado seguindo método descrito por Soler
(2001), a qual descreve que a qualidade do derretimento do sorvete pode ser avaliada
por meio de um teste feito em recipientes de vidro com fundo chato, como as placas de
Petri, à temperatura de 20ºC. O teste foi realizado pesando-se 20g de sorvete em uma
placa de Petri à temperatura de 24ºC.
4.2.6. Análise sensorial
Para os pré-testes a análise sensorial foi realizada com 40 provadores não
treinados, utilizou-se o Teste da Escala Hedônica de 9 pontos – “desgostei muitíssimo”
à “gostei muitíssimo” – seguida de análise estatística pelo método da Análise de
Variância – ANOVA – e Teste de Tukey para os casos que apresentaram diferença
significativa entre as amostras (TEIXEIRA et al., 1987; MONTEIRO, 1985; MORAES,
1985). Calculou-se também o Índice de Aceitabilidade de todos os tratamentos de cada
pré-teste (TEIXEIRA et al., 1987). As fichas de avaliação utilizadas para cada pré-teste
encontram-se em anexo (anexos I, II e III).
Para a análise sensorial dos tratamentos da formulação padrão realizou-se
um teste de aceitabilidade sensorial, adotando-se o método da escala Hedônica
direcionada para avaliar os atributos aparência, sabor e textura e para verificar a
aceitabilidade geral do sorvete. A ficha de avaliação sensorial encontra-se em anexo
(anexo IV). A escala hedônica utilizada foi a de 7 pontos (1 - “desgostei muitíssimo” à 7
- “gostei muitíssimo”) para verificar se houve diferença significativa ao nível de 5% de
probabilidade entre as amostras após a análise estatística dos dados, ou seja, para
verificar até que porcentagem de fibras poderia ser adicionada ao sorvete de morango à
34
base de iogurte natural desnatado sem que houvesse diferença significativa entre esta
e a amostra controle. Através das médias da escala hedônica calculou-se também o
índice de aceitabilidade de cada tratamento.
A análise foi realizada no laboratório de Análise Sensorial (J-18) do CEFET-
PR, Unidade Oeste (Campus de Medianeira). Foram utilizadas cabines individuais e as
amostras foram servidas a uma temperatura de –4ºC em copos descartáveis
(capacidade para 50 mL) devidamente codificados. Participou da avaliação um grupo
de 50 provadores não treinados composto por alunos e funcionários da instituição.
4.2.7. Análise de fibra alimentar
O objetivo desta análise foi determinar a concentração de fibra alimentar no
sorvete, para verificar se o produto pode ser considerado prebiótico.
Como a inulina é uma fibra solúvel, foi determinada através da análise de
fibra alimentar como descrito no item 4.2.5.1. Esta análise foi realizada somente com a
amostra que teve maior aceitabilidade pelos provadores na análise sensorial.

35
5. RESULTADOS E DISCUSSÃO
5.1. Elaboração do Sorvete à Base de Iogurte
Para a elaboração do sorvete de morango à base de iogurte foram
desenvolvidos três pré-testes, dos quais obtiveram-se diferentes resultados para chegar
a uma formulação padrão.
5.1.1. Pré-testes
5.1.1.1. Primeiro pré-teste
O iogurte utilizado para a elaboração do primeiro pré-teste apresentou acidez
final de 70ºD e pH de 4,2. Foram elaboradas três formulações de sorvete a base de
iogurte e água: com liga sem emustab, com emustab e sem liga e com liga e emustab
Após avaliação sensorial, calcularam-se as médias das notas dos provadores e
efetuou-se análise estatística – ANOVA – dos dados.
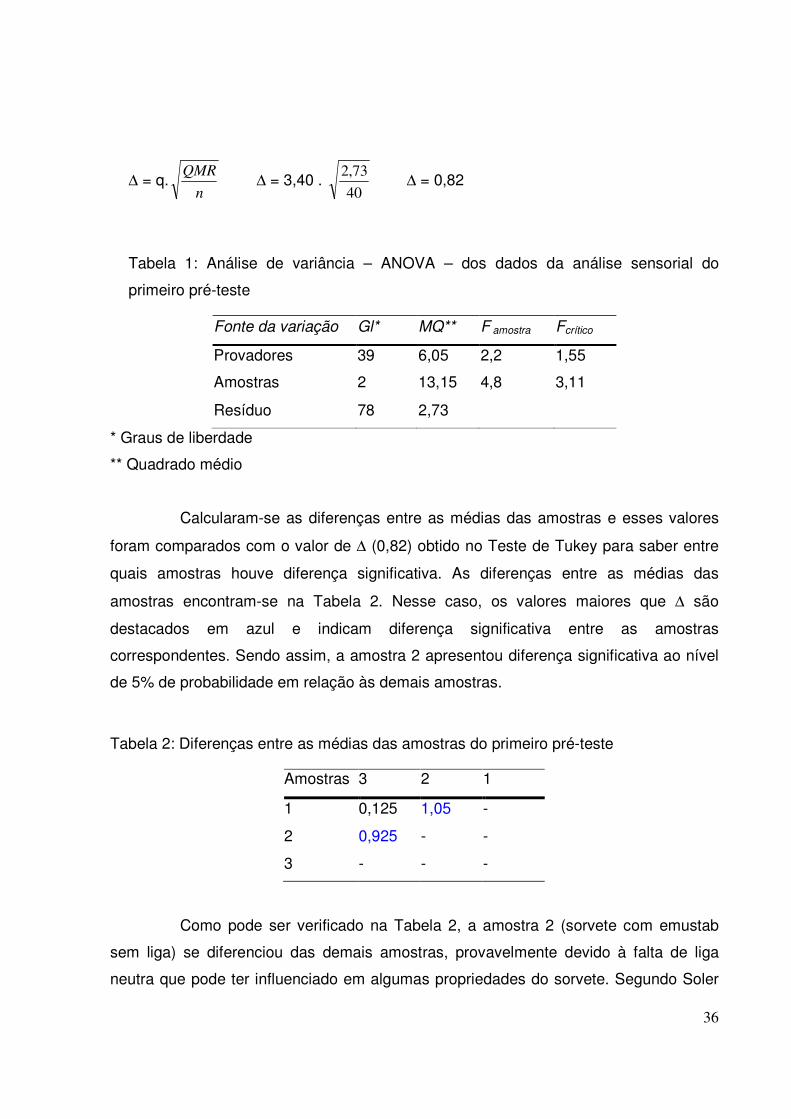
Após ANOVA (Tabela 1), observou-se diferença significativa ao nível de 5%
entre os provadores, pois o valor de Famostra foi maior que Fcrítico, devido a alta
variabilidade entre os dados, que pode ser explicada pelo fato dos provadores não
serem treinados. Mas como o maior interesse era verificar a possível diferença entre as
amostras, a ANOVA (Tabela 1) mostrou que o valor de Famostra (4,8) foi maior que Fcrítico
(3,1), havendo portanto diferença significativa ao nível de 5% de probabilidade entre as
três amostras. Efetuou-se, então o Teste de Tukey, para isso, sabendo que o número
de tratamentos era igual a 3 (número de amostras) e o grau de liberdade do resíduo era
igual a 78, consultou-se a tabela em anexo (anexo V), obtendo-se o valor de q que foi
de 3,40 e em seguida calculou-se ∆, lembrando que n é o número de provadores (40).
36
∆ = q.n
QMR ∆ = 3,40 .
40
73,2 ∆ = 0,82
Tabela 1: Análise de variância – ANOVA – dos dados da análise sensorial do
primeiro pré-teste
Fonte da variação Gl* MQ** F amostra Fcrítico
Provadores 39 6,05 2,2 1,55
Amostras 2 13,15 4,8 3,11
Resíduo 78 2,73
* Graus de liberdade
** Quadrado médio
Calcularam-se as diferenças entre as médias das amostras e esses valores
foram comparados com o valor de ∆ (0,82) obtido no Teste de Tukey para saber entre
quais amostras houve diferença significativa. As diferenças entre as médias das
amostras encontram-se na Tabela 2. Nesse caso, os valores maiores que ∆ são
destacados em azul e indicam diferença significativa entre as amostras
correspondentes. Sendo assim, a amostra 2 apresentou diferença significativa ao nível
de 5% de probabilidade em relação às demais amostras.
Tabela 2: Diferenças entre as médias das amostras do primeiro pré-teste
Amostras 3 2 1
1 0,125 1,05 -
2 0,925 - -
3 - - -
Como pode ser verificado na Tabela 2, a amostra 2 (sorvete com emustab
sem liga) se diferenciou das demais amostras, provavelmente devido à falta de liga
neutra que pode ter influenciado em algumas propriedades do sorvete. Segundo Soler

37
(2001), a falta de liga neutra na formulação de um sorvete pode promover textura
áspera e promover o desenvolvimento de cristais de gelo, os quais podem ter sido
percebidos pelos provadores na análise sensorial. Esta formulação de sorvete obteve
média de 5,85, valor próximo de 6, que na escala hedônica significa “gostei
ligeiramente” e apresentou o menor índice de aceitabilidade, de 65% (Figura 6).
A formulação 1 (com liga sem emustab) e a formulação 3 (com liga e com
emustab) não apresentaram diferença significativa entre si, as mesmas apresentaram
médias de 6,7 e 6,9, respectivamente, valores próximos de 7 na escala hedônica, cujo
significado é “gostei regularmente”. A formulação 1 apresentou índice de aceitabilidade
de 75,27% e menor overrun (em função da falta de emustab) em relação à formulação
3, que obteve aceitabilidade de 76,6% (Figura 6). Logo, a formulação 3 (com maior
índice de aceitabilidade) foi utilizada para o próximo pré-teste, pois a formulação2
apresentou baixo overrun.
75,27%
65%
76,6%
55
60
65
70
75
80
I. A
. (%
)
1 2 3
Tratamentos
Figura 6: Índice de aceitabilidade (I.A.) dos tratamentos do primeiro pré-teste
5.1.1.2. Segundo pré-teste
Para a elaboração deste pré-teste, o tempo de fermentação do iogurte foi de
6 horas, atingindo acidez de 73ºD e pH de 4,18. Foram elaboradas três formulações, a
38
primeira com 69% de iogurte sem adição de leite, a segunda com 59% de iogurte e
10% de leite e a terceira com 49% de iogurte e 20% de leite. Após avaliação sensorial,
calcularam-se as médias das notas dos provadores e efetuou-se análise estatística –
ANOVA – dos dados (Tabela 3).
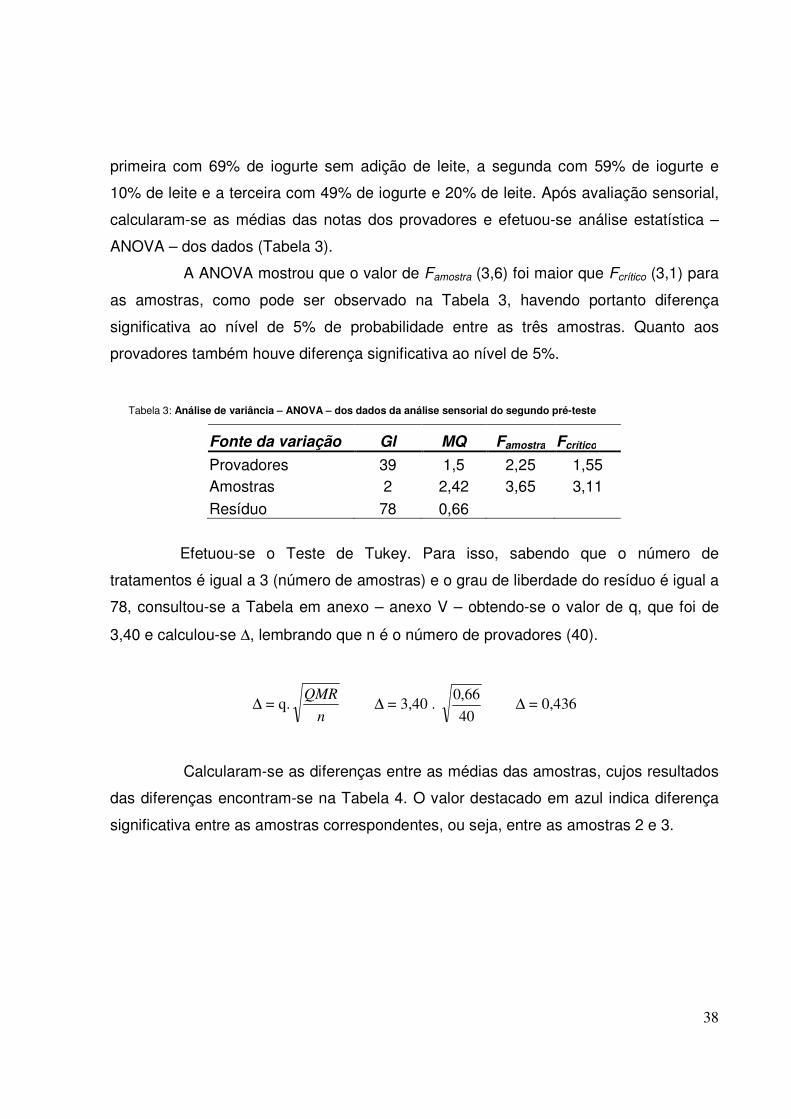
A ANOVA mostrou que o valor de Famostra (3,6) foi maior que Fcrítico (3,1) para
as amostras, como pode ser observado na Tabela 3, havendo portanto diferença
significativa ao nível de 5% de probabilidade entre as três amostras. Quanto aos
provadores também houve diferença significativa ao nível de 5%.
Tabela 3: Análise de variância – ANOVA – dos dados da análise sensorial do segundo pré-teste
Fonte da variação Gl MQ Famostra Fcrítico
Provadores 39 1,5 2,25 1,55 Amostras 2 2,42 3,65 3,11
Resíduo 78 0,66
Efetuou-se o Teste de Tukey. Para isso, sabendo que o número de
tratamentos é igual a 3 (número de amostras) e o grau de liberdade do resíduo é igual a
78, consultou-se a Tabela em anexo – anexo V – obtendo-se o valor de q, que foi de
3,40 e calculou-se ∆, lembrando que n é o número de provadores (40).
∆ = q.n
QMR ∆ = 3,40 .
40
66,0 ∆ = 0,436
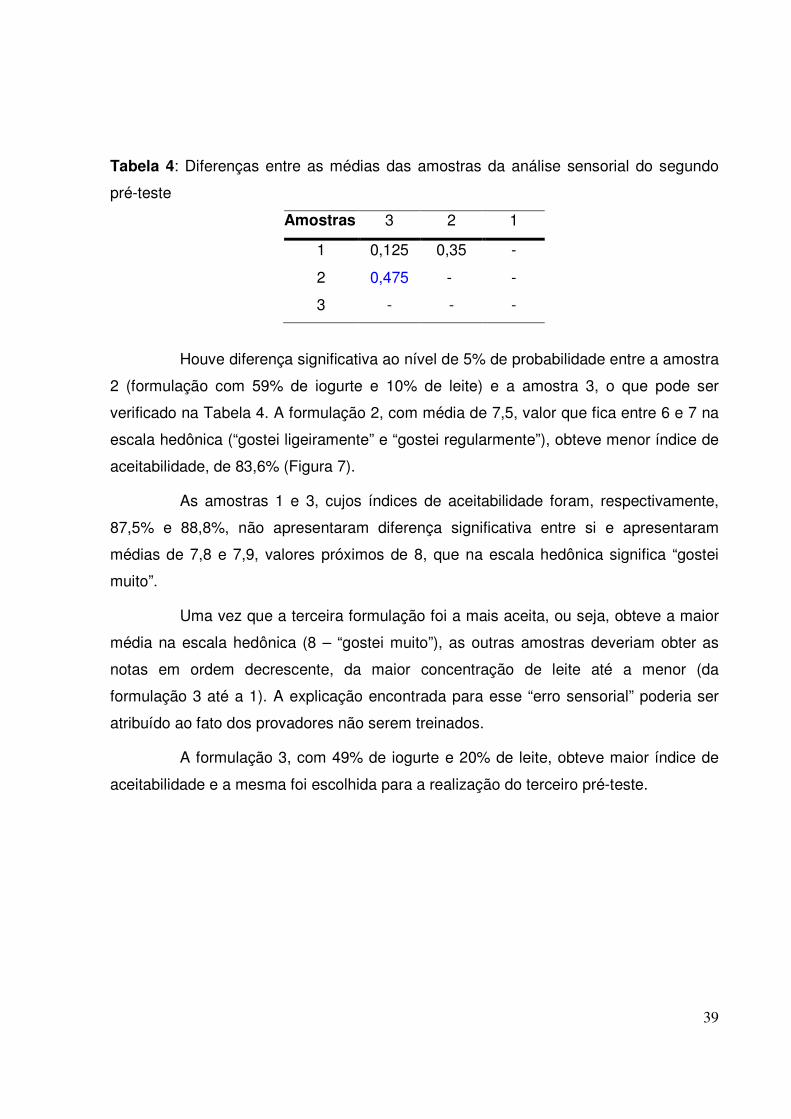
Calcularam-se as diferenças entre as médias das amostras, cujos resultados
das diferenças encontram-se na Tabela 4. O valor destacado em azul indica diferença
significativa entre as amostras correspondentes, ou seja, entre as amostras 2 e 3.
39
Tabela 4: Diferenças entre as médias das amostras da análise sensorial do segundo
pré-teste
Amostras 3 2 1
1 0,125 0,35 -
2 0,475 - -
3 - - -
Houve diferença significativa ao nível de 5% de probabilidade entre a amostra
2 (formulação com 59% de iogurte e 10% de leite) e a amostra 3, o que pode ser
verificado na Tabela 4. A formulação 2, com média de 7,5, valor que fica entre 6 e 7 na
escala hedônica (“gostei ligeiramente” e “gostei regularmente”), obteve menor índice de
aceitabilidade, de 83,6% (Figura 7).
As amostras 1 e 3, cujos índices de aceitabilidade foram, respectivamente,
87,5% e 88,8%, não apresentaram diferença significativa entre si e apresentaram
médias de 7,8 e 7,9, valores próximos de 8, que na escala hedônica significa “gostei
muito”.
Uma vez que a terceira formulação foi a mais aceita, ou seja, obteve a maior
média na escala hedônica (8 – “gostei muito”), as outras amostras deveriam obter as
notas em ordem decrescente, da maior concentração de leite até a menor (da
formulação 3 até a 1). A explicação encontrada para esse “erro sensorial” poderia ser
atribuído ao fato dos provadores não serem treinados.
A formulação 3, com 49% de iogurte e 20% de leite, obteve maior índice de
aceitabilidade e a mesma foi escolhida para a realização do terceiro pré-teste.

40
87,5%
83,6%
88,8%
79
81
83
85
87
89
I.A.(
%)
1 2 3
Tratamentos
Figura 7: Índice de aceitabilidade (I.A.) dos tratamentos do segundo pré-teste
5.1.1.3. Terceiro pré-teste
Neste pré-teste foram elaboradas quatro formulações, sendo duas delas com
leite desnatado (uma adicionada de aroma de morango) e duas com leite integral (uma
adicionada de aroma de morango). Após avaliação sensorial, calcularam-se as médias
das notas dos provadores e efetuou-se análise estatística – ANOVA – dos dados.
A ANOVA mostrou que o valor de Famostra (9,1) foi maior que Fcrítico (2,6) para
as amostras, como pode ser observado na Tabela 7, havendo portanto diferença
significativa ao nível de 5% de probabilidade entre as quatro amostras.
Tabela 5: Análise de variância – ANOVA – dos dados da análise sensorial do segundo
pré-teste
Fonte da variação Gl MQ Famostra Fcrítico
Provadores 39 3,37 2,24 1,5 Amostras 3 13,77 9,133 2,68
Resíduo 117 1,5
41
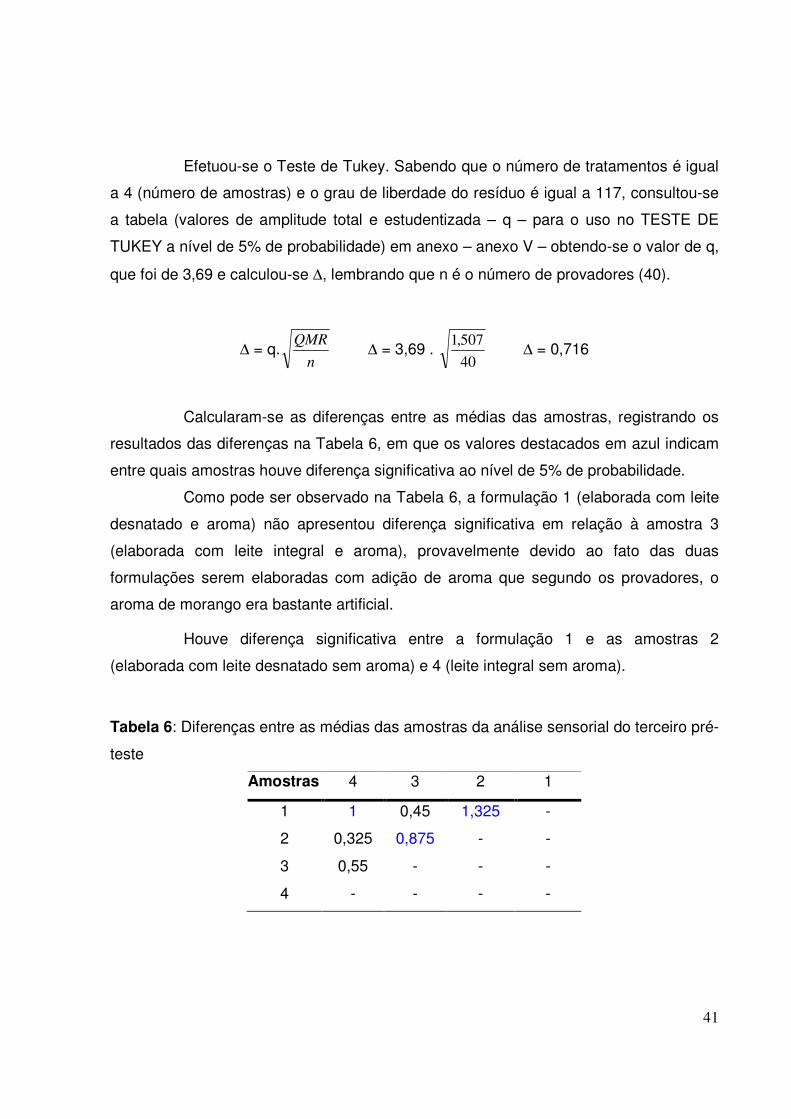
Efetuou-se o Teste de Tukey. Sabendo que o número de tratamentos é igual
a 4 (número de amostras) e o grau de liberdade do resíduo é igual a 117, consultou-se
a tabela (valores de amplitude total e estudentizada – q – para o uso no TESTE DE
TUKEY a nível de 5% de probabilidade) em anexo – anexo V – obtendo-se o valor de q,
que foi de 3,69 e calculou-se ∆, lembrando que n é o número de provadores (40).
∆ = q.n
QMR ∆ = 3,69 .
40
507,1 ∆ = 0,716
Calcularam-se as diferenças entre as médias das amostras, registrando os
resultados das diferenças na Tabela 6, em que os valores destacados em azul indicam
entre quais amostras houve diferença significativa ao nível de 5% de probabilidade.
Como pode ser observado na Tabela 6, a formulação 1 (elaborada com leite
desnatado e aroma) não apresentou diferença significativa em relação à amostra 3
(elaborada com leite integral e aroma), provavelmente devido ao fato das duas
formulações serem elaboradas com adição de aroma que segundo os provadores, o
aroma de morango era bastante artificial.
Houve diferença significativa entre a formulação 1 e as amostras 2
(elaborada com leite desnatado sem aroma) e 4 (leite integral sem aroma).
Tabela 6: Diferenças entre as médias das amostras da análise sensorial do terceiro pré-
teste
Amostras 4 3 2 1
1 1 0,45 1,325 -
2 0,325 0,875 - -
3 0,55 - - -
4 - - - -

42
As formulações 2 e 4, que não foram adicionadas de aroma não
apresentaram diferença significativa entre si, sendo que a formulação 2 obteve maior
índice de aceitabilidade, de 87,5% (Figura 8), com média de 7,8, valor próximo de 8 na
escala hedônica que significa “gostei muito”, seguida da formulação 4 com 83,8% que
obteve média de 7,5, valor entre 6 – “gostei ligeiramente” e 7 – “gostei regularmente” –
(Figura 7).
A formulação 3, com média de 7 – “gostei regularmente” – obteve
aceitabilidade de 77,7% e a formulação 1, com média de 6,5 (valor entre 6 e 7) obteve
72,7% de aceitabilidade (Figura 8).
Figura 8: Índice de aceitabilidade0 (I.A.) dos tratamentos do terceiro pré-teste
Como a amostra 2 obteve maior aceitabilidade, esta foi escolhida como a
formulação padrão para o desenvolvimento do restante do trabalho.
5.1.2. Formulação padrão de sorvete de morango à base de iogurte natural
desnatado
A formulação padrão (final), ou seja, a que teve maior aceitação pelos
provadores foi a formulação 1 do terceiro pré-teste, ou seja, sorvete elaborado a partir
de 49% de iogurte natural desnatado e 20% de leite desnatado, com liga e emustab
72,7%
87,5%
77,7%
83,8%
70
75
80
85
90
I.A.(
%)
1 2 3 4
Tratamentos

43
sem adição de aroma. A partir desta formulação, foram gerados quatro tratamentos de
sorvete que se diferenciaram somente pela quantidade de fibras adicionada (Item
4.2.4.).
5.1.2.1. Caracterização da matéria-prima
A matéria utilizada para a obtenção dos quatro tratamentos da formulação
padrão foi leite desnatado que apresentou as seguintes características:
� Acidez titulável: 15ºD;
� pH: 6,9;
� Densidade: 1035,3 mg/L;
� Gordura: 0,4%;
� EST: 9,85%;
� ESD: 9,45%.
5.1.2.2. Elaboração dos tratamentos de sorvete a partir da formulação padrão
Para a elaboração dos quatro tratamentos de sorvete, o iogurte apresentou
acidez final de 71ºD e pH de 4,2.
A Tabela 7 indica a temperatura do banho de álcool e glicerina da sorveteira
no início e no final da bateção e o tempo de bateção da calda (mix) para obtenção do
sorvete.
44
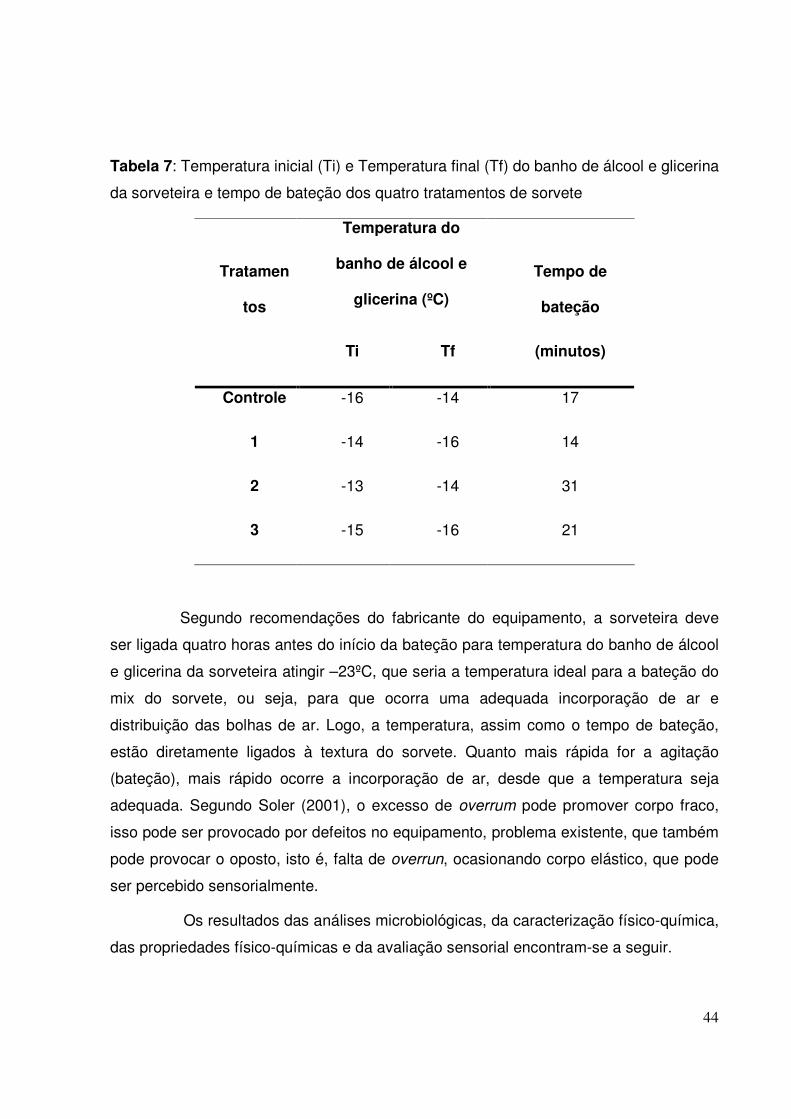
Tabela 7: Temperatura inicial (Ti) e Temperatura final (Tf) do banho de álcool e glicerina
da sorveteira e tempo de bateção dos quatro tratamentos de sorvete
Tratamen
tos
Temperatura do
banho de álcool e
glicerina (ºC)
Tempo de
bateção
Ti Tf (minutos)
Controle -16 -14 17
1 -14 -16 14
2 -13 -14 31
3 -15 -16 21
Segundo recomendações do fabricante do equipamento, a sorveteira deve
ser ligada quatro horas antes do início da bateção para temperatura do banho de álcool
e glicerina da sorveteira atingir –23ºC, que seria a temperatura ideal para a bateção do
mix do sorvete, ou seja, para que ocorra uma adequada incorporação de ar e
distribuição das bolhas de ar. Logo, a temperatura, assim como o tempo de bateção,
estão diretamente ligados à textura do sorvete. Quanto mais rápida for a agitação
(bateção), mais rápido ocorre a incorporação de ar, desde que a temperatura seja
adequada. Segundo Soler (2001), o excesso de overrum pode promover corpo fraco,
isso pode ser provocado por defeitos no equipamento, problema existente, que também
pode provocar o oposto, isto é, falta de overrun, ocasionando corpo elástico, que pode
ser percebido sensorialmente.
Os resultados das análises microbiológicas, da caracterização físico-química,
das propriedades físico-químicas e da avaliação sensorial encontram-se a seguir.

45
5.1.3. Análises microbiológicas
As amostras apresentaram-se em condições higiênico sanitárias satisfatórias
de acordo com a RDC n.º 12 de 02 de janeiro de 2001 (BRASIL, 2001). Os laudos das
análises microbiológicas de todos os tratamentos de sorvete encontram-se em anexo
(anexos V, VI, VII e VIII).
5.1.4. Análises físico-químicas
Com a caracterização físico-química foi possível avaliar a composição
centesimal dos quatro tratamentos de sorvete da formulação padrão, com exceção da
análise de fibra alimentar, a qual foi realizada somente para a amostra que obteve
maior aceitabilidade sensorial (amostra 2 – adicionada de 3% de inulina) como pode ser
observado no item 5.1.4.1.
5.1.4.1. Caracterização físico-química
O ingrediente básico do sorvete elaborado com leite desnatado é o leite
parcialmente desnatado contendo 0,1 a 2,5% de gordura. Ao diminuir o conteúdo de
gordura do leite desnatado, aumenta a proporção relativa do restante dos
componentes, por essa razão o sorvete de leite desnatado apresentou menor teor de
gordura que o leite integral, entretanto, o conteúdo de proteína foi maior. Esse tipo de
sorvete possui no mínimo 13% de carboidratos, menos de 2,2% de gordura, mais de
2% de proteínas, extrato seco desengordurado de no mínimo 6%, extrato seco total de
no mínimo 21% e espessantes, estabilizantes e emulsificantes no total de 1% no
máximo (MADRID et al. 1995).
Os resultados das análises de proteínas, gordura, cinzas, umidade, sólidos
totais, fibras e carboidratos encontram-se na Tabela 8.

46
Tabela 8: Composição centesimal dos quatro tratamentos do sorvete de iogurte natural
desnatado enriquecido com inulina
Análises* Controle Tratamento 1
Tratamento 2 Tratamento 3
Umidade 71,08 69,45 67,50 65,96
Sólidos Totais 28,92 30,55 32,50 34,05
Gordura 00,22 00,32 00,00 00,08
ESD** 28,72 29,96 31,12 33,31
Proteínas - - - -
Carboidratos - - - -
Fibras - - 2,72 -
Cinzas 0,47 0,59 0,68 0,74
* Teores determinados em porcentagem (%)
** Extrato Seco Desengordurado
- Análises não realizadas
Observando a Tabela 8, a quantidade de fibras adicionada em cada
tratamento teve influência direta no teor de sólidos totais e na umidade do sorvete, ou
seja, quanto maior o teor de fibras, menor a umidade e maior o teor de EST e ESD,
comparando o tratamento 3 com a amostra controle.
A Portaria nº379 (BRASIL, 1999), preconiza um teor de EST de 28% para
sorvetes de leite. Neste caso, o tratamento que mais se aproximou foi o controle, com
28,92 de ST, sendo que este também obteve a porcentagem mais próxima para
umidade, com 71,08%.
Quanto à análise de gordura, todos os tratamentos estavam de acordo com
descrito por Madrid et al. (1995), que determinaram para o sorvete de leite desnatado
teor de gordura menor que 2,2%.
Assim como para o teor de EST, o teor de ESD foi proporcional à
concentração de inulina adicionada e variou de 28,72% a 33,31%.
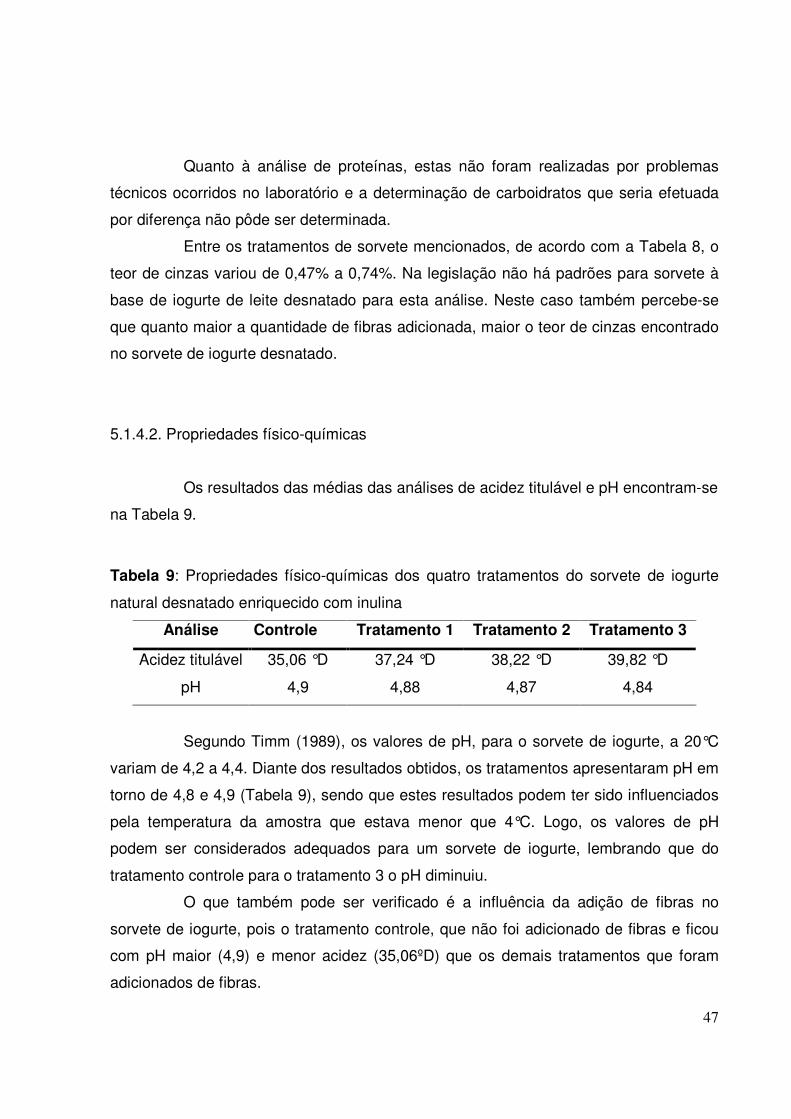
47
Quanto à análise de proteínas, estas não foram realizadas por problemas
técnicos ocorridos no laboratório e a determinação de carboidratos que seria efetuada
por diferença não pôde ser determinada.
Entre os tratamentos de sorvete mencionados, de acordo com a Tabela 8, o
teor de cinzas variou de 0,47% a 0,74%. Na legislação não há padrões para sorvete à
base de iogurte de leite desnatado para esta análise. Neste caso também percebe-se
que quanto maior a quantidade de fibras adicionada, maior o teor de cinzas encontrado
no sorvete de iogurte desnatado.
5.1.4.2. Propriedades físico-químicas
Os resultados das médias das análises de acidez titulável e pH encontram-se
na Tabela 9.
Tabela 9: Propriedades físico-químicas dos quatro tratamentos do sorvete de iogurte
natural desnatado enriquecido com inulina
Análise Controle Tratamento 1 Tratamento 2 Tratamento 3
Acidez titulável 35,06 °D 37,24 °D 38,22 °D 39,82 °D
pH 4,9 4,88 4,87 4,84
Segundo Timm (1989), os valores de pH, para o sorvete de iogurte, a 20°C
variam de 4,2 a 4,4. Diante dos resultados obtidos, os tratamentos apresentaram pH em
torno de 4,8 e 4,9 (Tabela 9), sendo que estes resultados podem ter sido influenciados
pela temperatura da amostra que estava menor que 4°C. Logo, os valores de pH
podem ser considerados adequados para um sorvete de iogurte, lembrando que do
tratamento controle para o tratamento 3 o pH diminuiu.
O que também pode ser verificado é a influência da adição de fibras no
sorvete de iogurte, pois o tratamento controle, que não foi adicionado de fibras e ficou
com pH maior (4,9) e menor acidez (35,06ºD) que os demais tratamentos que foram
adicionados de fibras.
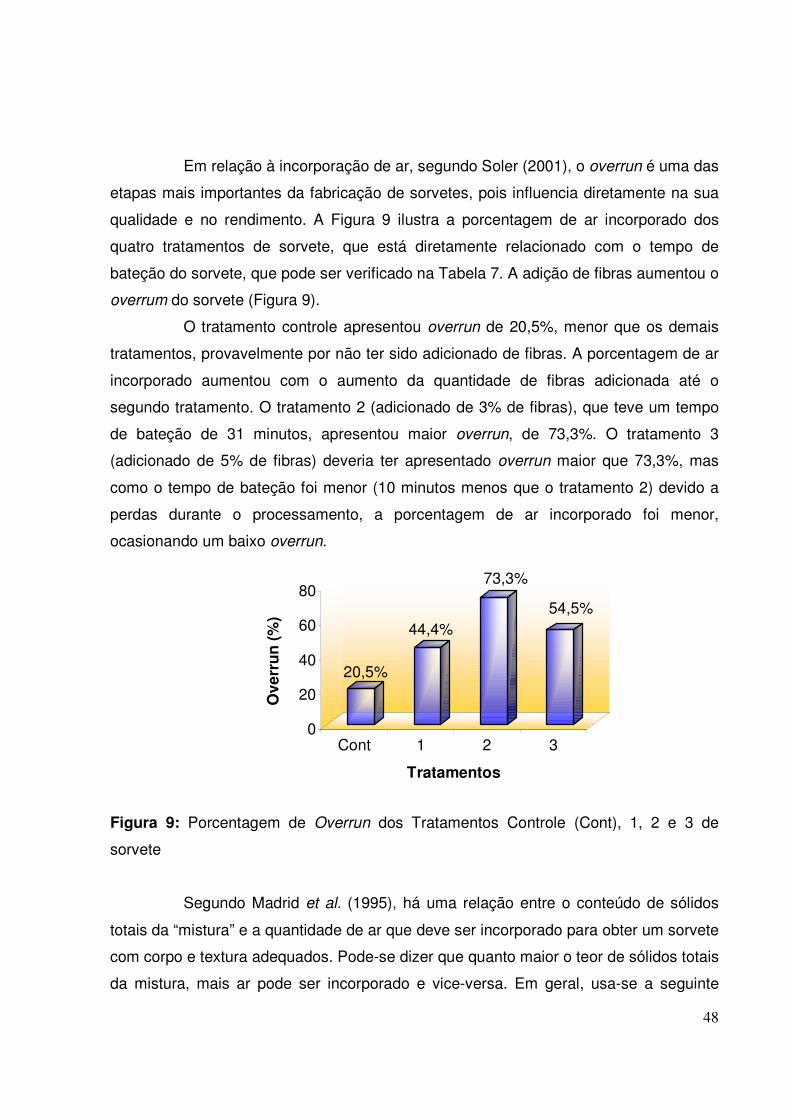
48
Em relação à incorporação de ar, segundo Soler (2001), o overrun é uma das
etapas mais importantes da fabricação de sorvetes, pois influencia diretamente na sua
qualidade e no rendimento. A Figura 9 ilustra a porcentagem de ar incorporado dos
quatro tratamentos de sorvete, que está diretamente relacionado com o tempo de
bateção do sorvete, que pode ser verificado na Tabela 7. A adição de fibras aumentou o
overrum do sorvete (Figura 9).
O tratamento controle apresentou overrun de 20,5%, menor que os demais
tratamentos, provavelmente por não ter sido adicionado de fibras. A porcentagem de ar
incorporado aumentou com o aumento da quantidade de fibras adicionada até o
segundo tratamento. O tratamento 2 (adicionado de 3% de fibras), que teve um tempo
de bateção de 31 minutos, apresentou maior overrun, de 73,3%. O tratamento 3
(adicionado de 5% de fibras) deveria ter apresentado overrun maior que 73,3%, mas
como o tempo de bateção foi menor (10 minutos menos que o tratamento 2) devido a
perdas durante o processamento, a porcentagem de ar incorporado foi menor,
ocasionando um baixo overrun.
20,5%
44,4%
73,3%
54,5%
0
20
40
60
80
Ove
rru
n (
%)
Cont 1 2 3
Tratamentos
Figura 9: Porcentagem de Overrun dos Tratamentos Controle (Cont), 1, 2 e 3 de
sorvete
Segundo Madrid et al. (1995), há uma relação entre o conteúdo de sólidos
totais da “mistura” e a quantidade de ar que deve ser incorporado para obter um sorvete
com corpo e textura adequados. Pode-se dizer que quanto maior o teor de sólidos totais
da mistura, mais ar pode ser incorporado e vice-versa. Em geral, usa-se a seguinte
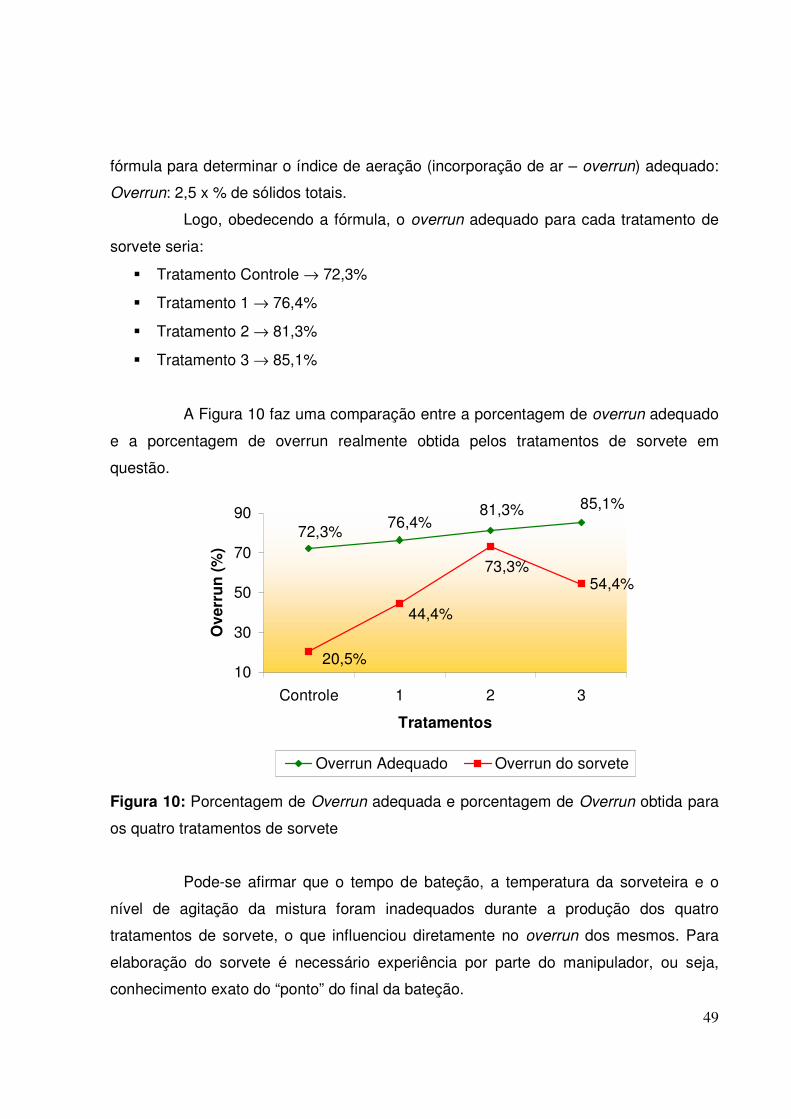
49
fórmula para determinar o índice de aeração (incorporação de ar – overrun) adequado:
Overrun: 2,5 x % de sólidos totais.
Logo, obedecendo a fórmula, o overrun adequado para cada tratamento de
sorvete seria:
� Tratamento Controle → 72,3%
� Tratamento 1 → 76,4%
� Tratamento 2 → 81,3%
� Tratamento 3 → 85,1%
A Figura 10 faz uma comparação entre a porcentagem de overrun adequado
e a porcentagem de overrun realmente obtida pelos tratamentos de sorvete em
questão.
85,1%81,3%76,4%
72,3%
54,4%73,3%
44,4%
20,5%10
30
50
70
90
Controle 1 2 3
Tratamentos
Ove
rru
n (
%)
Overrun Adequado Overrun do sorvete
Figura 10: Porcentagem de Overrun adequada e porcentagem de Overrun obtida para
os quatro tratamentos de sorvete
Pode-se afirmar que o tempo de bateção, a temperatura da sorveteira e o
nível de agitação da mistura foram inadequados durante a produção dos quatro
tratamentos de sorvete, o que influenciou diretamente no overrun dos mesmos. Para
elaboração do sorvete é necessário experiência por parte do manipulador, ou seja,
conhecimento exato do “ponto” do final da bateção.
50
Quanto ao teste de derretimento, segundo Soler (2001), um derretimento
ideal deve ocorrer entre 10 e 15 minutos à temperatura ambiente, devendo formar um
líquido homogêneo com boa fluidez, com aparência do mix anterior ao congelamento e
com pouca espuma.
Observou-se formação de espuma em todos os tratamentos. Todos tiveram
aspecto coagulado, sendo que o controle ficou mais coagulado em relação ao
tratamento 3. O tratamento 3 apresentou maior viscosidade em relação ao controle.
A grande quantidade de espuma presente no sorvete significa que grandes
bolhas de ar mantém sua forma mesmo após o derretimento, que pode ser causado
pelo excesso de estabilizantes e/ou emulsificantes. O derretimento coagulado de um
sorvete indica a presença de partículas coaguladas de tamanhos irregulares. Tal forma
de derretimento pode ser causada pela desestabilização por ácido das proteínas, ou
excesso de estabilizantes (SOLER, 2001). No caso do sorvete de iogurte, o
derretimento coagulado e a alta viscosidade, tanto do mix quanto do sorvete derretido,
pode ser devido ao fato do sorvete ser elaborado a partir de iogurte.
Para o tratamento controle, o derretimento ocorreu em 16 minutos e o
derretimento do tratamento 1 ocorreu em 19 minutos. Segundo Soler (2001), as
principais causas do derretimento lento são o baixo ponto de congelamento do mix e
condições ambientais, tanto na estocagem como no local de consumo. No entanto, o
derretimento muito lento também é considerado um defeito. O derretimento do sorvete
do tratamento 2, ocorreu em 15 minutos e do tratamento 3, 14 minutos e se enquadram
em um derretimento ideal descrito por Soler (2001).
5.1.5. Análise sensorial
Após análise estatística dos dados, observou-se que houve diferença
significativa ao nível de 5% de probabilidade entre os provadores devido à alta
variabilidade entre os dados, que pode ser explicado pelo fato dos mesmos não serem
treinados, o que é comum em uma análise sensorial que utiliza a escala hedônica para
análise sensorial de um produto.
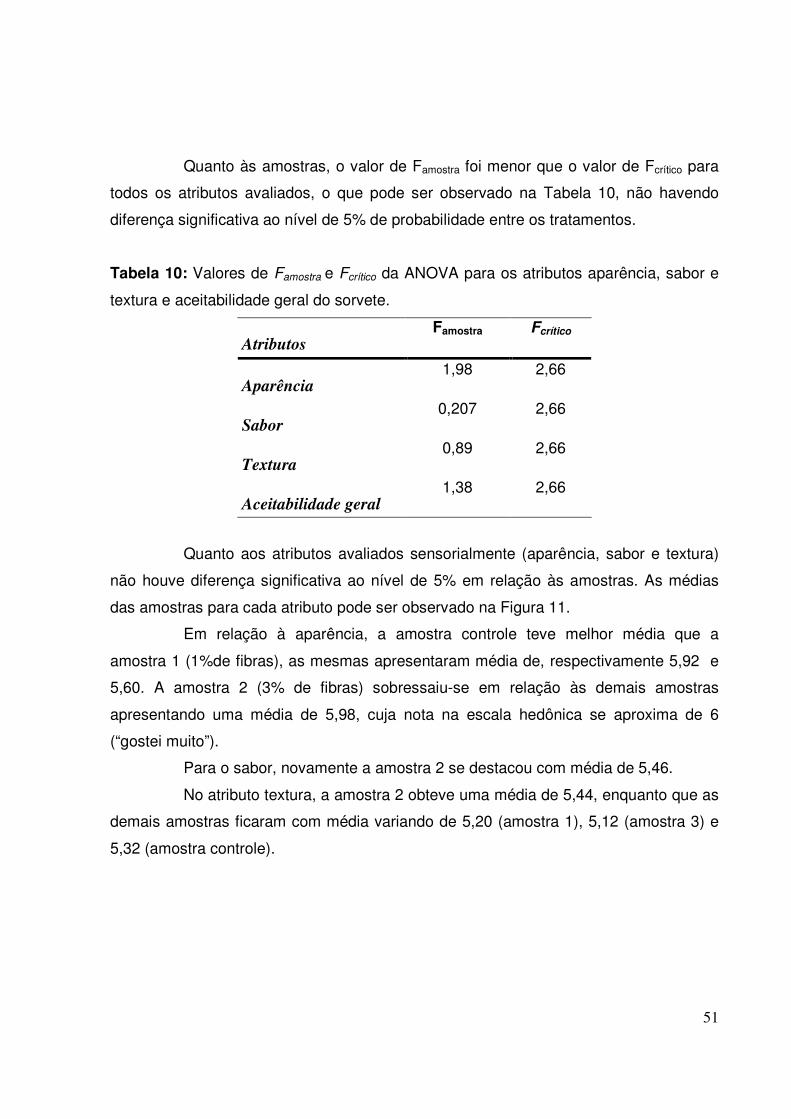
51
Quanto às amostras, o valor de Famostra foi menor que o valor de Fcrítico para
todos os atributos avaliados, o que pode ser observado na Tabela 10, não havendo
diferença significativa ao nível de 5% de probabilidade entre os tratamentos.
Tabela 10: Valores de Famostra e Fcrítico da ANOVA para os atributos aparência, sabor e
textura e aceitabilidade geral do sorvete.
Atributos Famostra Fcrítico
Aparência 1,98 2,66
Sabor 0,207 2,66
Textura 0,89 2,66
Aceitabilidade geral 1,38 2,66
Quanto aos atributos avaliados sensorialmente (aparência, sabor e textura)
não houve diferença significativa ao nível de 5% em relação às amostras. As médias
das amostras para cada atributo pode ser observado na Figura 11.
Em relação à aparência, a amostra controle teve melhor média que a
amostra 1 (1%de fibras), as mesmas apresentaram média de, respectivamente 5,92 e
5,60. A amostra 2 (3% de fibras) sobressaiu-se em relação às demais amostras
apresentando uma média de 5,98, cuja nota na escala hedônica se aproxima de 6
(“gostei muito”).
Para o sabor, novamente a amostra 2 se destacou com média de 5,46.
No atributo textura, a amostra 2 obteve uma média de 5,44, enquanto que as
demais amostras ficaram com média variando de 5,20 (amostra 1), 5,12 (amostra 3) e
5,32 (amostra controle).
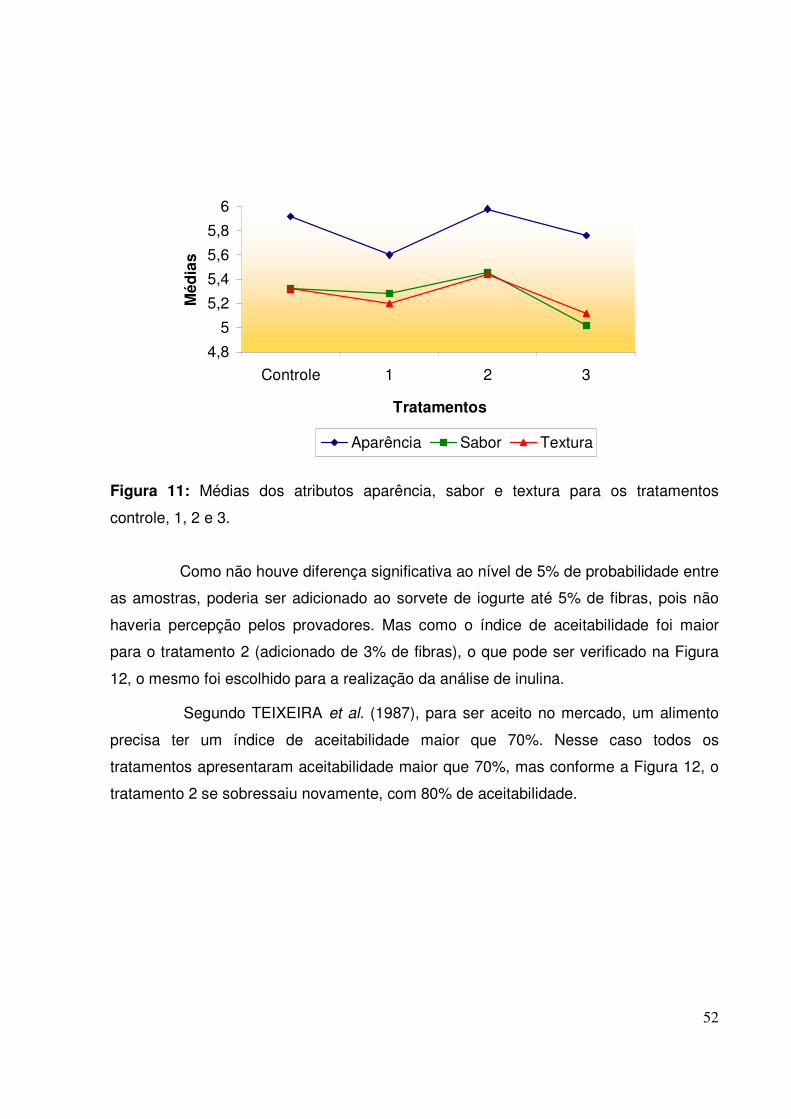
52
4,8
5
5,2
5,4
5,6
5,8
6
Controle 1 2 3
Tratamentos
Méd
ias
Aparência Sabor Textura
Figura 11: Médias dos atributos aparência, sabor e textura para os tratamentos
controle, 1, 2 e 3.
Como não houve diferença significativa ao nível de 5% de probabilidade entre
as amostras, poderia ser adicionado ao sorvete de iogurte até 5% de fibras, pois não
haveria percepção pelos provadores. Mas como o índice de aceitabilidade foi maior
para o tratamento 2 (adicionado de 3% de fibras), o que pode ser verificado na Figura
12, o mesmo foi escolhido para a realização da análise de inulina.
Segundo TEIXEIRA et al. (1987), para ser aceito no mercado, um alimento
precisa ter um índice de aceitabilidade maior que 70%. Nesse caso todos os
tratamentos apresentaram aceitabilidade maior que 70%, mas conforme a Figura 12, o
tratamento 2 se sobressaiu novamente, com 80% de aceitabilidade.
53
75% 75%
80%
74%
72
76
80
84
I.A. (
%)
Controle 1 2 3
Tratamentos
Figura 12: Índice de Aceitabilidade (I.A.) dos tratamentos controle, 1, 2 e 3.
5.1.6. Análise de Fibra Alimentar
Como a amostra com maior aceitabilidade foi o tratamento 2, adicionado de
3% de fibras, utilizou-se este tratamento para a realização desta análise.
O resultado da análise foi de 2,72% de fibra alimentar (Anexo IX) no sorvete
à base de iogurte natural desnatado. Segundo a Resolução MS nº18 (1999), para os
nutrientes com funções plenamente reconhecidas pela comunidade científica não será
necessária a demonstração de eficácia ou análise da mesma para alegação funcional
na rotulagem, ou seja, a presença de inulina no alimento já o torna prebiótico e não há
legislação que regulamente a sua concentração.
54
6. CONCLUSÕES
A formulação que obteve maior aceitabilidade/escolhida para ser formulação
padrão foi o tratamento de sorvete elaborada com 49% de iogurte natural desnatado,
20% de leite desnatado, liga, emustab e sem adição de aroma.
A adição de fibras no sorvete de morango à base de iogurte natural
desnatado influenciou tanto na composição centesimal e nas propriedades físico-
químicas como na aceitabilidade do sorvete.
Os resultados da caracterização físico-química para os quatro tratamentos
encontraram-se dentro dos parâmetros legais.
A adição de inulina foi bastante significativa na determinação de overrun,
mostrando que quanto maior a adição de fibras, maior a porcentagem de ar
incorporado, sendo que o tratamento 2, adicionado de 3% de fibras, foi o que
apresentou melhores resultados. Este tratamento também foi o que mais se enquadrou
em um derretimento ideal na análise de derretimento.
Quanto à análise sensorial, para os atributos aparência, sabor e textura, não
houve diferença significativa ao nível de 5% de probabilidade entre as amostras. O
tratamento 2 obteve a melhor média da escala hedônica para os três atributos, com o
resultado próximo de 6, cujo significado na escala é “gostei muito”, apresentando,
portanto, o maior índice de aceitabilidade, de 80%.
Para a determinação de fibra alimentar, o tratamento 2 (sorvete de morango
à base de iogurte natural desnatado adicionado de 3% de inulina) apresentou 2,72% de
fibra alimentar, tornando o sorvete de iogurte enriquecido com fibras um alimento
prebiótico.
A partir dos resultados obtidos, pode-se verificar que é possível elaborar
sorvete de morango a partir de iogurte natural desnatado, sendo que a adição de 3% de
fibras influencia positivamente nas propriedades físico-químicas e aceitabilidade do
mesmo.
55
REFERÊNCIAS BIBLIOGRÁFICAS
ALMEIDA, M. M de; PASTORE, G. M. Galactooligossacarídeos: Produção e Efeitos
Benéficos. Boletim da Sociedade Brasileira de Ciência e Tecnologia de Alimentos,
v. 35, n. 1/2, p. 12-19, jan.-dez. 2001.
AOAC. Association of Official Agricultural Chemests. Official Official Methods of Analysis. 16 th. Washington, AOAC, 1995.
A QUÍMICA do sorvete. Disponível em www.qmcweb.org. Acesso em 16 de dezembro
de 2003.
AKEN, G. A. van. Aeration of emulsions by whipping. Colloids and Surfaces. A:
Physicochemical and Engineering Aspects. Volume 190, 2001, p.333–354
Associação Médica Paranaense, 2003. Associação Médica Paranaense. Alimentação:
Sorvete – Ah, se todo alimento fosse assim. Disponível em <http//:www.amp.gov.br>.
Acesso em 01 de dezembro de 2003.
ARBUCKLE, W. S. Ice Cream. New York: Van Nostrand Reinhold Company, 1986.
483 p.
BOLLIGER, S.; GOFF, H. D.; THARP, B. W. Correlation between colloidal properties of ice cream mix and ice cream. International Dairy Jornal. Volume 10, Ed. 4, 2000. p. 303-309.
BRASIL. (1999). Diretrizes Básicas para Análise e Comprovação de Propriedades Funcionais e ou de Saúde alegadas em Rotulagem de Alimentos. Resolução nº 18, de 30/04/1999. Publicada no Diário Oficial da União, Brasília, 13/12/1999.
BRASIL. (1999). Regulamento Técnico para Fixação de Identidade e Qualidade de Gelados Comestíveis, Preparados, Pós para o Preparo e Bases para Gelados Comestíveis. Portaria nº379, de 26/04/1999. Publicada no Diário Oficial da União, Brasília, 29/04/1999.
56
BRASIL. (2001). Regulamento Técnico sobre Padrões Microbiológicos para
Alimentos. Resolução n. 12, de 2 de janeiro de 2001. Publicada no Diário Oficial da
República Federativa do Brasil, Brasília, , 10/01/2001. Seção1, p. 45 – 53.
FAGUNDES, R. L. M.; COSTA, Y, R. da; DANIEL, J. V.; ZANATTA, F.. Utilização de
Produtos “Light” no Tratamento Dietético de Pacientes Obesos: Tabela de Composição
Centesimal. Higiene Alimentar. v. 15, nº 90/91, p. 25-30, nov/dez-2001.
FERREIRA, C. L. L. F. Produtos Lácteos Fermentados – aspectos bioquímicos e
tecnológicos. Viçosa: UFV, 2001.
GOFF, H. Douglas. Formation and stabilization of structure in ice-cream and related
products. Current Opinion in Colloid & Interface Science. Volume 7, Ed. 5 e 6,
Novembro de 2002. p. 432-437.
GOFF, H. D. VERESPEJ, E. SMITH, A. K. A study of fat and air structures in ice cream.
International Dairy Journal. Volume 9, Edição 11 , Novembro de 1999, Pg. 817-829.
GONÇALVES FILHO, A. Sorvete: mercado em perspectiva. Catálogo Brasileiro de
Produtos e Serviços, 1998. p. 128
MADRID, A.; CENZANO, I. Tecnología de la Elaboración de los Helados. Imprime
Iragra, S.A., Madrid (España), 1995.
MATSUBARA, S. Alimentos funcionais: uma tendência que abre perspectivas aos
laticínios. Indústria de Laticínios. p. 10-18, jul./ago. 2001.
MEDEIROS, F. Sorvete: Bom negócio em crescimento. Leite & Derivados. nº39,
mar/abr de 1998, p. 51.
MONTEIRO, Cristina L. B. Técnicas de Avaliação Sensorial. 2ª ed. Curitiba, Universidade Federal do Paraná-UFPR, CEPPA, 1984.
57
MORAES, Mª. A. C. de. Métodos para Avaliação Sensorial dos Alimentos. 5ª ed. Editora da Universidade Estadual de Campinas – Unicamp-SP, 1985.
NITSCHKE, M.; UMBELINO, D. C.. Frutooligossacarídeos: Novos Ingredientes
Funcionais. Boletim da Sociedade Brasileira de Ciência e Tecnologia de Alimentos,
v. 36, n. 1, p. 19-26, jan.-jun. 2002.
OLIVEIRA, Maricê N.; DAMIN, M. Regina; Efeito do teor de sólidos e da concentração
de sacarose na acidificação, firmeza e viabilidade de bactérias do iogurte e probióticas
em leite fermentado. Ciência e tecnologia em alimentos. Campinas, nº 23, p. 172-
176, dez-2003.
ROBERFROID, M. Dietary fiber, inulin, and oligofructose: a review comparing their
physiological effects. Food Science and Nutrition. Volume 33, 1993. p. 103-148
SILVA, P. H. F.; PEREIRA, D. B. C.; OLIVEIRA, L. L. ; COSTA JR, L. C. G. Físico-
química do leite e derivados: métodos analíticos. Gráfica: Oficina de Impressão
Gráfica e Editora Ltda. Juiz de Fora, 1997.
SOFJAN, R. P.; HARTEL, R. W. Effects of overrun on structural and physical
characteristics of ice cream. International Dairy Jornal. Volume 14, Ed. 3, Março de
2004. p. 255-262.
SOLER, Márcia P. ESPECIAL SORVETES. Campinas: ITAL/CIAL, 2001. 68 p.
SOUSA, P. H. M. de; SOUZA NETO; M. A. de; MAIA, G. A. Componentes Funcionais
nos Alimentos. Boletim da Sociedade Brasileira de Ciência e Tecnologia em
Alimentos. Campinas: nº37, v. 2, p. 127-135, 2003.

58
STAFFOLO, M.; BERTOLA, N.; MARTINO, M.; BEVILACQUA, A. Influence of dietary
fiber addition on sensory and rheological properties of yogurt. International Dairy
Journal. Volume 14, Edição 3 , Março de 2004, Pg. 263-268
TAMIME, A. Y.; ROBINSON, R. K. Yogur: Ciencia y Tecnología. Zaragoza: Acribia, S.
A., 1991. 368 p.
TEIXEIRA, E. et al. Análise Sensorial de Alimentos. Florianópolis: UFSC, 1987. 180
p.
TIMM, Fritz. Fabricacion de Helados. Editorial Acribia, Zaragoza-España, 1989. 304 p.
VILIAR, L. Sorvete à prova de calor será vedete no verão. Disponível em
www.sebrae.com.br.. Acesso em 23 de setembro de 2003.
Related Documents











