APOSTILA DE PROGRAMAÇÃO PARAMETRIZADA CNC SIEMENS 840D FANUC 21M MITSUBISHI MELDAS PARA CENTRO DE USINAGEM E FRESADORA CNC ELABORADO POR ALAN NICOLIA www.fresadorcnc.com.br [email protected] ÍNDICE Algoritmo Programação Parametrizada 1º Parte : Siemens Parâmetros “R” 2º Parte:Fanuc Parâmetros “#” Operadores e Funções Aritméticas Operadores de Comparação e Lógicos

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 1/79
APOSTILA DE PROGRAMAÇÃOPARAMETRIZADACNC SIEMENS 840D
FANUC 21MMITSUBISHI MELDAS
PARA CENTRO DE USINAGEME FRESADORA CNC
ELABORADO POR ALAN NICOLIAwww.fresadorcnc.com.br
ÍNDICE
Algoritmo
Programação Parametrizada1º Parte : SiemensParâmetros “R”2º Parte:FanucParâmetros “#” Operadores e Funções AritméticasOperadores de Comparação e Lógicos

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 2/79
Função G65Exemplos de programação parametrizada3º Parte:MitsubishiParâmetros “#”
Operadores e Funções AritméticasExemplos de programação parametrizadaTrigonometria e parâmetros de corte
IMPORTANTE: Esta linguagem de programação é válida para centros de usinagem efresadoras cnc equipadas com comando Siemens 840 D Fanuc 21M Mitsubishi meldas
Este manual tem por objetivo abordar o uso de alguns recursos especiais disponíveis no cnc840D Siemens e Fanuc 21M e Mitsubishi meldas
APRESENTAÇÃO:
Programação Paramétrica é um recurso de linguagem de programação que oferece aoprogramador maiores facilidades na geração de seus programas,também conhecida comoProgramação de Alto Nível ou Paramacro. Através dela é possível:
Trabalhar com variáveis computáveis; Usar funções computáveis em qualquer tipo de bloco; Ter acesso a certos parâmetros modais do sistema para computação; Utilizar operadores e expressões aritméticas para computação; Efetuar desvios adicionais,chamadas de sub-rotinas e subprogramas dependendo do
resultado de uma função lógica; Programar sub-rotinas e subprogramas parametrizados; Programação de Ciclos Fixos parametrizados; Cálculos utilizando funções lógicas e aritméticas.
5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 3/79
ALGORITMO
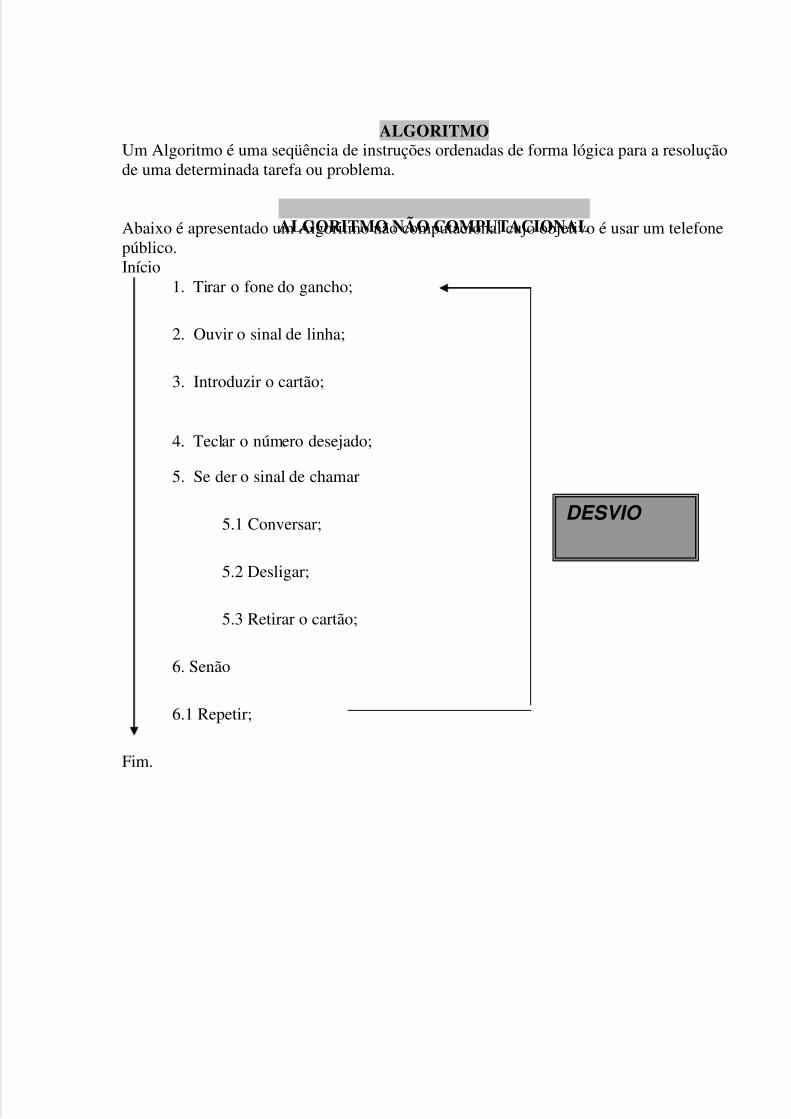
Um Algoritmo é uma seqüência de instruções ordenadas de forma lógica para a resoluçãode uma determinada tarefa ou problema.
ALGORITMO NÃO COMPUTACIONALAbaixo é apresentado um Algoritmo não computacional cujo objetivo é usar um telefonepúblico. Início
1. Tirar o fone do gancho;
2. Ouvir o sinal de linha;
3. Introduzir o cartão;
4. Teclar o número desejado;
5. Se der o sinal de chamar
5.1 Conversar;
5.2 Desligar;
5.3 Retirar o cartão;
6. Senão
6.1 Repetir;
Fim.
DESVIO
5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 4/79
Programação Parametrizada
Talvez este seja o segredo mais bem guardado sobre conceitos CNC.Há poucas pessoas envolvidas com CNC que conhecem programação paramétrica e estaspessoas evitam comentar o uso deste tipo de programas. Dado aos ganhos que este tipo deprogramas trazem e os benefícios que os "experts" possuem em conhecer os conceitosaplicados em programas parametrizados, é surpreendente que os grandes usuários desteconceito se restrinjam aos construtores de máquinas de usinagem, e fabricantes decontroles, pois é quase nulo a informação que se obtém sobre isto nos meios acadêmicos a
não ser grupos de estudos muito isolados, as escolas técnicas não dizem mais sobre isto.No Brasil sem exagero pode se contar nos dedos das mãos as pessoas que conhecem e usameste tipo de programação.Nesta discussão curta, explicaremos programação paramétrica e mostraremos suasaplicações principais.
O que é? Programação paramétrica pode ser comparada a qualquer linguagem de programação comoas linguagens BASIC, linguagem C ou PASCAL.Porém, esta linguagem de programação reside direito no controle do CNC e pode seracessado ao nível do código G, podemos dizer que podem combinar técnicas de
programação manuais com técnicas de programação paramétricas.Características relacionadas aos computadores como as variáveis, aritmética, declaraçõesde lógica, e os loopings estão disponíveis nesta linguagem.Como todas linguagens de programação a programação paramétrica possui várias versões.A mais popular é Custom Macro B (usado pela Fanuc e controles Fanuc compatíveis).Outros incluem User Task (Okuma), Q Routine (Sodick), e linguagem de programaçãoAvançada [APL] (G & L).Além de ter muitas rotinas relacionadas ao computador, a maioria das versões deprogramação paramétrica tem rotinas relacionadas ao CNC com relativa profundidade.Por exemplo, macros que permitem ao usuário de CNC ter acesso a muitas propriedades docontrole CNC (ferramenta de compensação, posicionamento dos de eixo, alarmes, geraçãoe edição de código G codifica, e proteção de programa) que permite a edição interna doprograma CNC.Estas coisas são impossíveis só com a utilização do código G normal, ou seja, com osprogramas CNC normais.
Aplicações: Muitas companhias têm aplicações excelentes para macros de usuários e provavelmentenão os conheça.
5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 5/79
Claro que, se você sabe utilizá-los pode ser que às vezes não imagine as muitas aplicaçõespossíveis para estes macros ou então os sub-utilize.Estes macros podem ser divididos em cinco categorias básicas.Alguns destes podem te soar familiar, vejamos.
· Famílias de peças.Quase todas companhias têm pelo menos algumas aplicações que se ajustem à categoria demacro de usuários.Possivelmente você tenha peças semelhantes, porém, com dimensões variáveis, deste modoo programador deverá referenciar em um quadro no desenho as cotas variáveis e propô-lasem um programa parametrizado, que será acionado conforme as solicitações das peças aserem produzidas.Se você fizer isto, você tem uma aplicação perfeita para macro de usuário.· Inventando Ciclos fixos (inclusive referenciando um código G)
Até mesmo se você não tiver uma família perfeita de aplicação de peças para macro deusuário, seguramente você tem algumas peças que requeiram operações de usinagemsemelhantes pelo menos. Ou talvez você deseje que seu controle CNC tivesse mais (oumelhores) ciclos fixos.Com macros de usuários, você pode desenvolver rotinas de propósito gerais para operaçõescomo usinagem em linha, padrões de furos de roscas específicas, entalhes ou algum tipo deusinagem em “pocket”. Em essência, você pode desenvolver seus próprios ciclos fixos.
· Movimentos complexos
Pode haver vezes que seu controle CNC seja incapaz de gerar um movimento necessáriocom facilidade.
Executar uma usinagem em linha de precisão, por exemplo, seu controle tem que ter ahabilidade para formar um movimento espiralado em XY enquanto formando ummovimento linear em Z (movimento helicoidal não bastará neste caso).Infelizmente, a maioria dos controles de CNC não possui interpolação em espiral.Mas, acredite, com macro de usuário você pode gerar este movimento desejado.Em essência, macro de usuário o permite criar suas próprias formas de interpolação.
· Dispositivos guias opcionais.
Probe (dispositivo destinado a medir posicionamentos relativos ou absolutos: sonda), pós-processo que medem sistemas exatos, e muitos outros dispositivos sofisticados requeremum nível mais alto de programar que podem não ser encontrados na codificação G“Standard”. Macro de usuário é a linguagem de programação paramétrica mais popular dirigida a estesdispositivos.

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 6/79
Na realidade, se você possui um acesso a “probe” ou mais em suas máquinas, talvez vocêtenha provavelmente em macro de usuário.
· Utilidades
Há um mundo de coisas que você pode fazer com macro de usuário que você considerarianunca poder fazer sem este tipo de linguagem.Macro de usuário pode ajudar reduzir a cronometragem da organização, tempo dos ciclos,tempo de transferência de programa, e em geral, facilitar o uso de seu equipamento.Alguns exemplos de aplicações que se ajustam a esta categoria incluem contadoras depeças, gerenciamento de vida de ferramenta, mordentes automáticos inclusos as máquinas,usando as saídas padrões dos próprios controles.
Exemplo:
Para melhorar a explanação do que podemos fazer com programação paramétrica, nósmostramos um exemplo simples escrito em "Custom macro B" para uma aplicação decentro de usinagem comando Fanuc 21M.Para usinar um furo de qualquer dimensão em qual quer local.Note como semelhante este programa é a um programa escrito linguagem BASIC.
ProgramaO0001 (número de Programa)
#100=1. (diâmetro final do furo)#101=3.0 (X posicionam do furo)#102=1.5 (Y posicionam do furo)#103 = .5 (profundidade do furo)#104=400 (velocidade em RPM)#105=3.5 (avanço em IPM)#106=3. (número de compensação do comprimento da ferramenta)#107=2.0 (diâmetro do furo)G90 G54 S#104 M03 (seleção do modo absoluto, coordenada de sistema, rotação inicial)G00 X#101 Y#102 (posição corrente X e Y do centro do furo)G43 H#106 Z.1 (aciona a compensação de comprimento da ferramenta, para chegar ao Zcorrente)G01 Z-#103 F[#105 / 2]Y[#102 + #107 / 2 - #100 / 2] F#105G02 J-[#107 / 2 - #100 / 2]G01 Y#102G00 Z.1M30

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 7/79
1ª PARTE:
CNC SIEMENS 840D
5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 8/79
1 PARÂMETROS “R”
1.1 EXPLANAÇÃO
Parâmetros de cálculo “R”(Siemens) são registros fixos de R0 a R99 (Siemens) disponíveispara substituição de valores e usados nas representações das variáveis.
1.2 APLICAÇÃO
Desenvolvimento de programas de família de peças onde tem-se a mesma geometria,porém com dimensões variáveis.Desenvolvimento de perfis bidimensionais e tridimensionais gerados ponto a ponto, ondeas coordenadas são calculadas, através de algorítimos contidos dentro do programa comdesvios condicionais, etc.
1.3 ATRIBUIÇÃO DE VALORES
Aos parâmetros “R” podem ser atribuídos valores diretos ou indiretos, cujo resultadodeverá estar contido na seguinte gama de valores:
+ ou – (0.0000001 – 9999.9999)
No caso de valores inteiros, o ponto decimal poderá ser omitido, também o mesmo com osinal de positivo.
Exemplo: R0=3.5678 R1=-36.4 R4=-6765.1234
1.4 ATRIBUIÇÃO DOS PARÂMETROS DENTRO DO PROGRAMA:Os parâmetros de cálculo ou expressões matemáticas poderão substituir valores em todosendereços do programa, exceto N, G, e L, para isso, escreve-se após o caracter de endereço o caracter “ = “ e aidentificação do parâmetro, seguido ou não de uma expressão matemática.
Exemplo: N10 R5=24 R10=250N20 G1 X=R5 F=R10
No exemplo acima temos a atribuição do valor 24 ao parâmetro R5 e o valor 250 aoparâmetro R10, na linha seguinte, teremos um deslocamento linear do eixo X para acoordenada de 24mm atribuída no parâmetro R5, com uma velocidade de avanço F250mm/min, atribuída no parâmetro R10.

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 9/79
OPERAÇÕES E FUNÇÕES ARITIMÉTICAS:
Ao aplicar um cálculo, é necessário observar a notação matemática usual, isto é amultiplicação e divisão, tem prioridade sobre a adição e subtração.
Para definir uma prioridade, no cálculo, usa-se () “parênteses”. Em casos onde tem-se a necessidade de aplicar valores em graus, usa-se graus decimais oumilesimais no cálculo.
Exemplos:
N60 R1=8 R20=SIN(30.345) R9=R7*R8 R12=R10/R11N70 R13=R1*R20-R9N80 R15=SQRT(R13+R9*R1)
2 OPERADORES E FUNÇÕES ARITIMÉTICAS2.1 Principais operadores e funções aritiméticas
Os parâmetros de cálculo “R” , conforme visto no capítulo anterior, podem ser submetidosa diversos tipos de cálculos.Os principais operadores são:
SÍMBOLO DESCRIÇÃO+ ADIÇÃO- SUBTRAÇÃO
* MULTIPLICAÇÃO / DIVISSIN( ) SENOCOS( ) COSSENOTAN( ) TANGENTESQRT( ) RAIZ QUADRADAABS( ) NÚMERO ABSOLUTOPOT( ) ELEVADO AO QUADRADOROUND( ) ARREDONDAR PARA INTEIRO= INSERIR VALOR( ) PRIORIDADE NO CÁLCULO OU
IDENTIFICAÇÃO
5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 10/79
Exemplos:R1=R1+2 Resultado: valor contido em R1+2.R3=SIN(30) Resultado: valor do seno de 30°R5=(R1+R20)/R3 Resultado: valor da equação
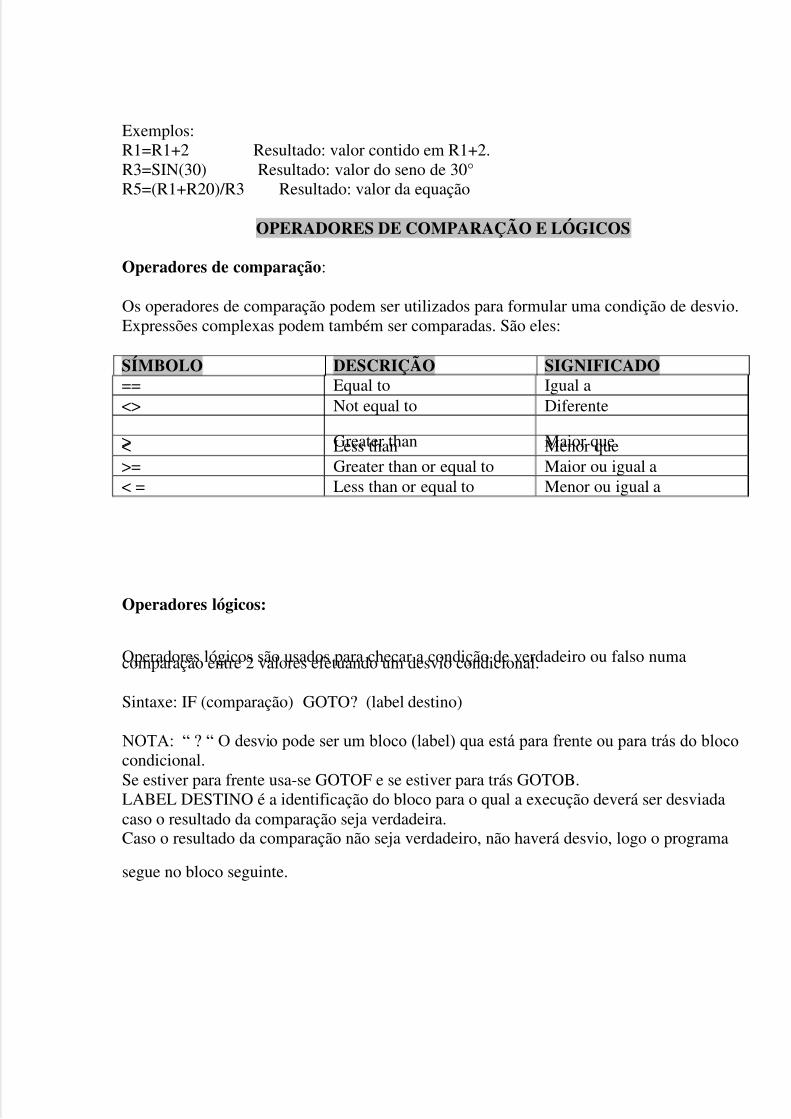
OPERADORES DE COMPARAÇÃO E LÓGICOS
Operadores de comparação:
Os operadores de comparação podem ser utilizados para formular uma condição de desvio.Expressões complexas podem também ser comparadas. São eles:
SÍMBOLO DESCRIÇÃO SIGNIFICADO== Equal to Igual a<> Not equal to Diferente
> Greater than Maior que< Less than Menor que>= Greater than or equal to Maior ou igual a< = Less than or equal to Menor ou igual a
Operadores lógicos:
Operadores lógicos são usados para checar a condição de verdadeiro ou falso numacomparação entre 2 valores efetuando um desvio condicional.
Sintaxe: IF (comparação) GOTO? (label destino)
NOTA: “ ? “ O desvio pode ser um bloco (label) qua está para frente ou para trás do blococondicional.Se estiver para frente usa-se GOTOF e se estiver para trás GOTOB.LABEL DESTINO é a identificação do bloco para o qual a execução deverá ser desviadacaso o resultado da comparação seja verdadeira.Caso o resultado da comparação não seja verdadeiro, não haverá desvio, logo o programa
segue no bloco seguinte.

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 11/79
Exemplo:
IF R10>=R11 GOTOB INICIO
Se R10 for maior ou igual a R11 a execução do programa será deviada para o bloco (label)nomeado INICIO, que está programado para trás da comparação
IF R20 ==(SIN(R31)) GOTOF POSICAO
Se R20 for igual ao seno de R31, o programa é desviado para o label nomeado comoPOSICAO que está programado a frente da comparação.

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 12/79
EXEMPLOS DE PROGRAMAS PARAMETRIZADOS:
Elaborar um programa parametrizado para uma família de peças, conforme o perfilabaixo:
G17 G64 G17 G71 G90 G94T2; SUPORTE COM INSERTOS Ø10M6G54 D1 S2000 M3 CFTCPR1=200 ; COMPRIMENTO TOTAL DA PEÇAR2=70; COMPRIMENTO DO CHAN FRO 1R3=10; CHANFRO 45°R4=150; LARG. TOTAL DA PEÇAR5=20; LARG. TOTAL DO CHANFRO 1
R6=50; RAIO DA PEÇAR7=10; Ø DA FERRAMENTAR8=3; DIST. DE SEGURANÇAR9=1500; AVANÇO DE USINAGEM F1500R7=R7/2; RAIO DA FERRAMENTAG0 X=-(R7+R8) Y=-(R7+R8)Z5
5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 13/79
Z-5G42 G1 X0 Y0 F=R9X=R1-R6G3 X=R1 Y=R6 CR=R6
G1 Y=R4-R3X=R1-R3 Y=R4X=R2X0 Y=R4-R5Y0G40 X=-(R7+R8) Y=-(R7+R8)G0 Z200M30
5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 14/79
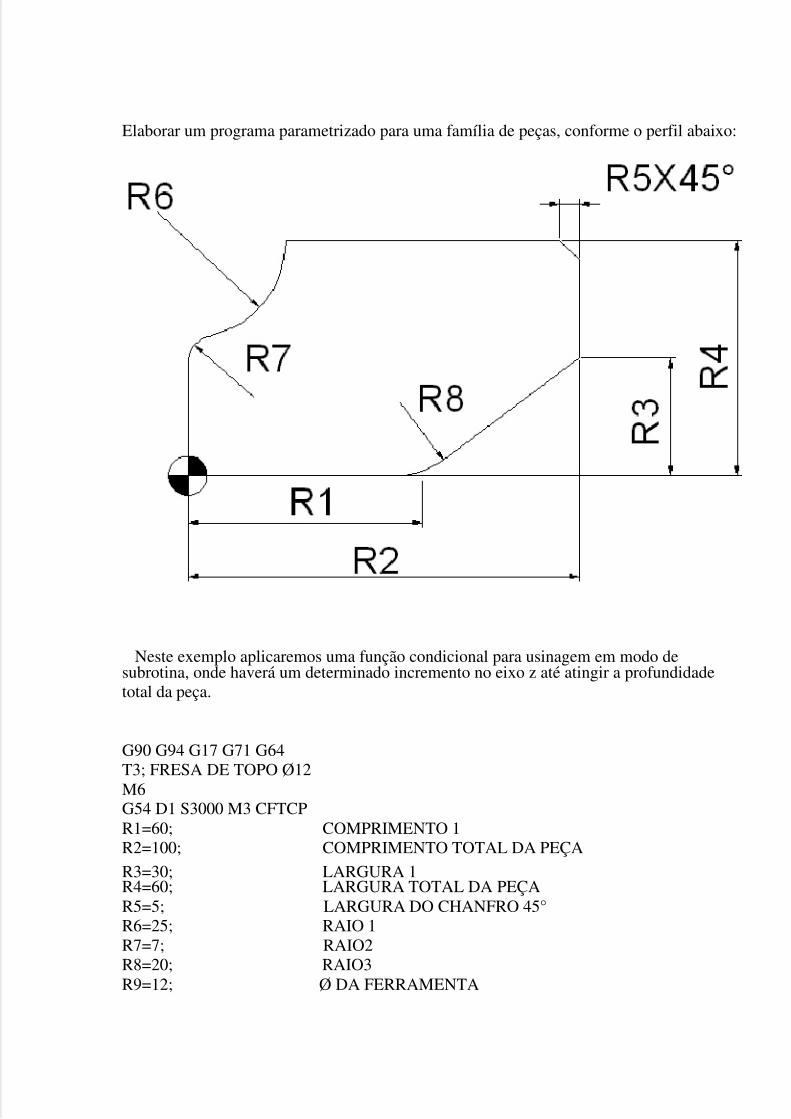
Elaborar um programa parametrizado para uma família de peças, conforme o perfil abaixo:
Neste exemplo aplicaremos uma função condicional para usinagem em modo desubrotina, onde haverá um determinado incremento no eixo z até atingir a profundidadetotal da peça.
G90 G94 G17 G71 G64T3; FRESA DE TOPO Ø12M6G54 D1 S3000 M3 CFTCPR1=60; COMPRIMENTO 1R2=100; COMPRIMENTO TOTAL DA PEÇA
R3=30; LARGURA 1R4=60; LARGURA TOTAL DA PEÇAR5=5; LARGURA DO CHANFRO 45°R6=25; RAIO 1R7=7; RAIO2R8=20; RAIO3R9=12; Ø DA FERRAMENTA
5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 15/79
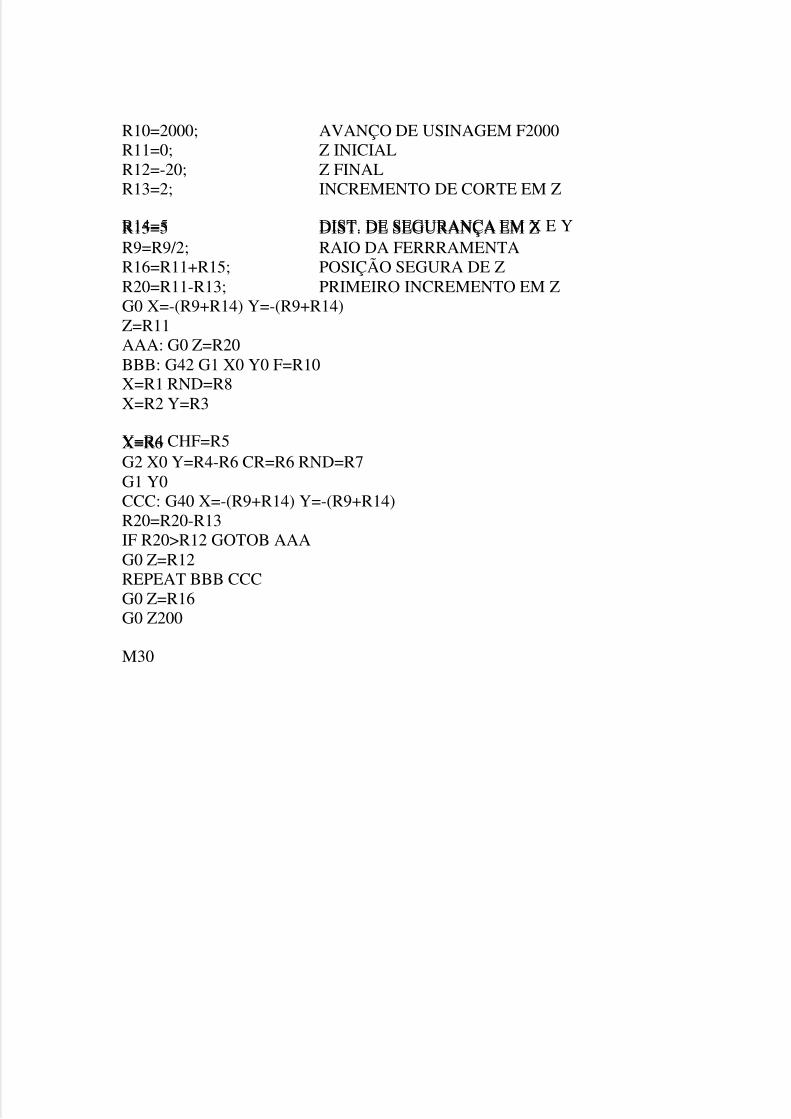
R10=2000; AVANÇO DE USINAGEM F2000R11=0; Z INICIALR12=-20; Z FINALR13=2; INCREMENTO DE CORTE EM Z
R14=5 DIST. DE SEGURANÇA EM X E YR15=5 DIST. DE SEGURANÇA EM ZR9=R9/2; RAIO DA FERRRAMENTAR16=R11+R15; POSIÇÃO SEGURA DE ZR20=R11-R13; PRIMEIRO INCREMENTO EM ZG0 X=-(R9+R14) Y=-(R9+R14)Z=R11AAA: G0 Z=R20BBB: G42 G1 X0 Y0 F=R10X=R1 RND=R8X=R2 Y=R3
Y=R4 CHF=R5X=R6G2 X0 Y=R4-R6 CR=R6 RND=R7G1 Y0CCC: G40 X=-(R9+R14) Y=-(R9+R14)R20=R20-R13IF R20>R12 GOTOB AAAG0 Z=R12REPEAT BBB CCCG0 Z=R16G0 Z200
M30

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 16/79
PROGRAMAS PARAMÉTRICOS ENVOLVENDO TRIGONOMETRIA BÁSICA
Muitos softwares executam cálculos necessários, a geometria de um determinado perfil
ou superfície, mesmo assim, o programador deve estar preparado para a programaçãocorreta dos contornos que envolvem toda a geometria de uma determinada peça.Isto pode ser melhorado se houver um amplo esclarecimento dos projetistas, para que o
sistema de cotas de um desenho esteja de acordo com as necessidades do programa cnc,partindo todas as cotas de um ponto de referência.
Manualmente, todos os cálculos tornam-se fáceis a medida que desmembra-se segmentose triângulos retângulos efetuando-se esses cálculos por teorema de Pitágoras e funções deângulos como, seno cosseno e tangente.
A função desse treinamento não é definir funções matemáticas, maiores esclarecimentosdeverão ser pesquisados em livros de matemática especializados no assunto.
Exemplo de um programa parametrizado para fazer um sextavado inscrito numadeterminada circunferência:
G90 G94 G17 G71 G64T2; SUPORTE Ø50M6
G54 D1 S2000 M3R1=35; RAIO DO CIRCULOR2=50; DIAM. DA FERRAMENTAR3=0; ÂNGULO INICIALR4=3; DIST. DE SEGURANÇAR6=0; CONTADOR DO NÚMERO DE LADOSR2=R2/2; RAIO DA FERRAMENTA

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 17/79
R1=R1+R2; DEFINIÇÃO RAIO DO CÍRCULOR10=R3; ÂNGULO FINALG0 X=((R1+R4)*COS(R3)) Y=((R1+R4)*SIN(R3))Z2
G1 Z-5 F1500INICIO: G1 X=(R1*COS(R3)) Y=(R1*SIN(R3))R3=R3+60R6=R6+1IF R6<=6 GOTOB INICIOG1 X=((R1+R4)*COS(R10)) Y=((R1+R4)*SIN(R10))G0 Z100M30
Explanação:
Em todo percurso o raio de usinagem deverá sempre ser o raio da peça somado ao raio daferramenta, assim para o cálculo trigonométrico, é usado também como hipotenusao raio da peça somado ao raio da ferramenta.
Para o posicionamento angular considera-se ângulo positivo no sentido horário, e negativono sentido antihorário

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 18/79
Na ilustração acima temos a visualização de como são encontrados os valores de X e Y,
através de relações trigonométricas.Substituindo para formula temos:
DADOS: α=60°
Para calculo de Y temos: Para calculo de X temos:
CATETO OPOSTO CATETO ADJACENTESINα= ______________ COSα= _________________
HIPOTENUSA HIPOTENUSA

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 19/79
Elaborar um programa parametrizado para execultar arcos com incrementos angulares de
0.001 a 360 graus usando a função G1.
G90 G94 G17 G71 G64
T2M6G54 D1 S2000 M3 CFTCPR1=30; RAIO DO ARCOR2=50; DIAM. DA FERRAMENTAR3=0; ÂNGULO INICIALR4=360; ÂNGULO FINALR5=0.5 INCREMENTO ÂNGULARR6=R2/2 RAIO DA FERRAMENTAR7=5; DIST. DE SEGURANÇAR1=R1+R6; DEF. RAIO DO ARCO + RAIO FERR.
G0 Y=((R1+R7)*COS(R3)) X=((R1+R7)*SIN(R3))Z2G1 Z-5 F3000INICIO: G1 Y=(R1*COS(R3)) X=(R1*SIN(R3)) F1500R3=R3+R5IF R4>R3 GOTOB INICIOG1 Y=(R1*COS(R4)) X=(R1*SIN(R4))Y=((R1+R7)*COS(R4)) X=((R1+R7)*SIN(R4))G0 Z100M30

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 20/79
Elaborar um programa parametrizado para usinagem de uma elipse real de 360°:
G90 G94 G17 G71 G64T1M6G54 D1 S3000 M3 CFTCPR1=80; COMPRIMENTO MAIORR2=50; COMPRIMENTO MENORR20=50; DIAM. DA FERRAMENTAR1=((R1+R20)/2) R2=((R2+R20)/2); RAIO PARA X E YR3=0; ÂNGULO INICIALR4=360; ÂNGULO FINALR5=1; INCREMENTO ANGULARR7=3; DIST. SEGURANÇAG0 X=((R1+R7)*COS(R3)) Y=((R2+R7)*SIN(R3)) Z5G1 Z-5 F2000INICIO: G1 X=(R1*COS(R3)) Y=(R2*SIN(R3))R3=R3+R5IF R4>R3 GOTOB INICIOG1 X=(R1*COS(R4)) Y=(R2*SIN(R4))X=((R1+R7)*COS(R4)) Y=((R2+R7)*SIN(R4))G0 Z100M30

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 21/79
Elaborar um programa parametrizado para usinagem de uma semi-esfera de 180°:
; ZERAMENTO NO CENTRO DA ESFERA EM X Y ZG90 G94 G17 G71T2; SUPORTE DIA. 40M6G54 D1 S3000 M3 G0 X100 Y0 Z200 G64 CFTCPR1=35; RAIO DA ESFERA;R2=20; RAIO DA FERRAMENTA
R3=90; ANGULO INICIAL EM ZR4=0; ANGULO FINAL EM ZR8=2; INC. ANGULAR EM ZINICIO: G1 X=((COS(R3)*R1)+R2) Y0 Z=(SIN(R3)*R1) F3000G2 I=AC(0) J=AC(0)G1 X75 Y0R3=R3-R8IF R3 > = R4 GOTOB INICIOG1 X=((COS(R4)*R1)+R2) Y0 Z=(SIN(R4)*R1) F3000G2 I=AC(0) J=AC(0)G0 Z200
M30

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 22/79
Elaborar um programa parametrizado para usinar um plano inclinado em um determinado
ângulo e distância inicial:
; ZERAMENTO NO CANTO INFERIOR ESQUERDO E FACE SUPERIOR; A RAMPA SERA USINADA NOS SENTIDOS DE Y; A RAMPA INICIA A 20MM EM XG90 G94 G17 G71
T2; SUPORTE DIAM. 40M6G54 D1 S3000 M3 G0 X45 Y-30 Z20R1=20; RAIO DA FERRAMENTAR2=15; ANGULO DA RAMPA RELACIONADO A FACER3=10; ALTURA DA RAMPAR5=0.5; INCR. EM XR6=20; INICIO DA RAMPA EM XR7=R6+R1; DEFINIR INICIO EM XINICIO: R8=(TAN(R2)*R5); Z DE CORTEG1 X=R7+R5 Z=-R8 F3000
Y75R5=R5+0.5R8=(TAN(R2)*R5); NOVO Z DE CORTEG1 X=R7+R5 Z=-R8Y-30R5=R5+0.5IF R3 > R8 GOTOB INICIO

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 23/79
G1 X=((R3/TAN(R2))+R7) Z=-R3Y75G0 Z100M30
Elaborar programa parametrizado para usinagem de um cone externo com qualquer altura,raio ou ângulo.
Será executado um cone com diâmetro menor de 0 mm e diâmetro maior de 80 mm com 40mm de altura e consequentemente um ângulo de 45°.
Inicialmente será usinado um cilindro com diâmetro de 80mm x 40 mm de altura, em modode subrotina.

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 24/79
G90 G94 G17 G71 G64T2; SUPORTE DIA. 40M6G54 D1 S6000 M3 G0 X100 Y0 Z10Z0INI:G91 G1 Z-2 F5000G90 G41 G1 X40.5 Y0G2 X40.5 I-40.5 J0FIM: G40 G1 X100REPEAT INI FIM P19G0 X100 Y0 Z10; INICIAR CONE
R1=0; RAIO MENORR2=40; RAIO MAIORR3=20; RAIO DA FERR.R4=40; ALTURA TOTAL ZR5=45; ANGULO DA PAREDER6=0; Z INICIALR7=0.5; INCR. ZR1=R1+R3; RAIO DE PERCURSO X YAA: G1 Z=-R6 F5000X=R1G2 X=R1 Y0 I=-(R1) J0
G1 X100R6=R6+R7R8=(R7/TAN(R5))R1=R1+R8IF R6 < R4 GOTOB AAG1 Z=-R4 F5000R2=R2+R3; RAIO DE PERCURSO MAIORX=R2G2 X=R2 Y0 I=-(R2) J0G1 X100G0 Z100M30

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 25/79
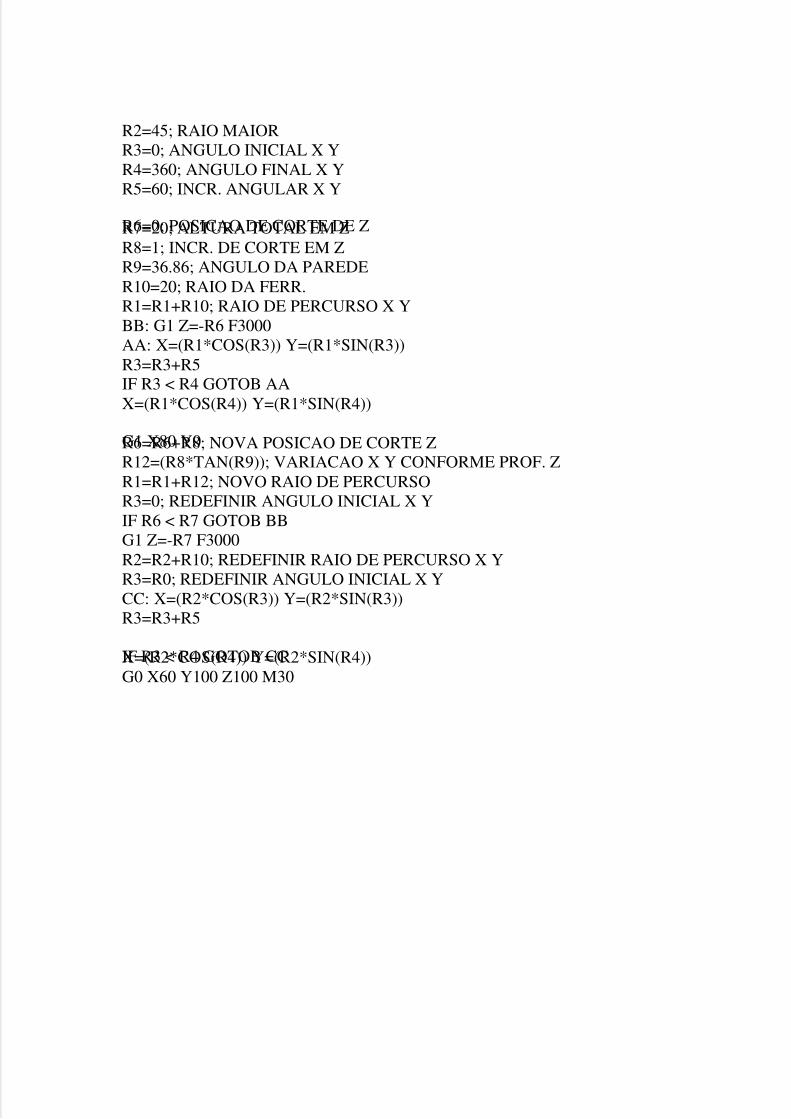
O exemplo à seguir mostra como elaborar um programa parametrizado para usinar umapirâmide com multi arestas. Sendo possível modificar ângulo da parede, raio menor, raiomaior, ângulo entre uma aresta e outra através das variáveis.
Em função do raio menor, raio maior e altura total, devemos informar o ângulo de
inclinação da parede.G90 G94 G17 G71T2; SUPORTE DIA. 40M6G54 D1 S3000 M3 G0 X80 Y0 Z10R1=30; RAIO MENOR
5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 26/79
R2=45; RAIO MAIORR3=0; ANGULO INICIAL X YR4=360; ANGULO FINAL X YR5=60; INCR. ANGULAR X Y
R6=0; POSICAO DE CORTE DE ZR7=20; ALTURA TOTAL EM ZR8=1; INCR. DE CORTE EM ZR9=36.86; ANGULO DA PAREDER10=20; RAIO DA FERR.R1=R1+R10; RAIO DE PERCURSO X YBB: G1 Z=-R6 F3000AA: X=(R1*COS(R3)) Y=(R1*SIN(R3))R3=R3+R5IF R3 < R4 GOTOB AAX=(R1*COS(R4)) Y=(R1*SIN(R4))
G1 X80 Y0R6=R6+R8; NOVA POSICAO DE CORTE ZR12=(R8*TAN(R9)); VARIACAO X Y CONFORME PROF. ZR1=R1+R12; NOVO RAIO DE PERCURSOR3=0; REDEFINIR ANGULO INICIAL X YIF R6 < R7 GOTOB BBG1 Z=-R7 F3000R2=R2+R10; REDEFINIR RAIO DE PERCURSO X YR3=R0; REDEFINIR ANGULO INICIAL X YCC: X=(R2*COS(R3)) Y=(R2*SIN(R3))R3=R3+R5
IF R3 < R4 GOTOB CCX=(R2*COS(R4)) Y=(R2*SIN(R4))G0 X60 Y100 Z100 M30
5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 27/79
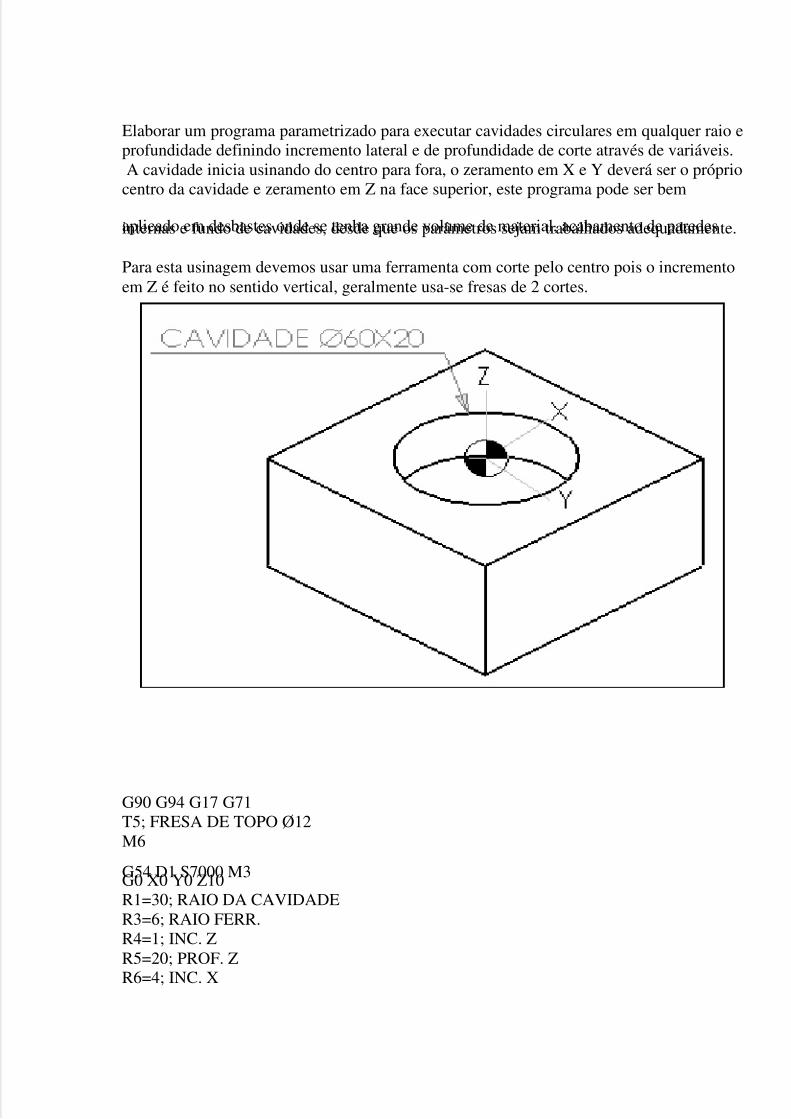
Elaborar um programa parametrizado para executar cavidades circulares em qualquer raio eprofundidade definindo incremento lateral e de profundidade de corte através de variáveis.A cavidade inicia usinando do centro para fora, o zeramento em X e Y deverá ser o próprio
centro da cavidade e zeramento em Z na face superior, este programa pode ser bem
aplicado em desbastes onde se tenha grande volume de material, acabamento de paredesinternas e fundo de cavidades, desde que os parâmetros sejam trabalhados adequadamente.
Para esta usinagem devemos usar uma ferramenta com corte pelo centro pois o incrementoem Z é feito no sentido vertical, geralmente usa-se fresas de 2 cortes.
G90 G94 G17 G71T5; FRESA DE TOPO Ø12M6
G54 D1 S7000 M3G0 X0 Y0 Z10R1=30; RAIO DA CAVIDADER3=6; RAIO FERR.R4=1; INC. ZR5=20; PROF. ZR6=4; INC. X

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 28/79
AA: G1 Z=-(R4) F1000BB: G41 G1 X=R6 F5000G3 X=R6 Y0 I=-R6 J0G40 G1 X0 Y0
R6=R6+4; REDEFINIR RAIO DA CAVIDADEIF (R6 < = R1) GOTOB BBG41 G1 X=R1G3 X=R1 Y0 I=-R1 J0G3 X=R1 Y0 I=-R1 J0G40 G1 X0 Y0R4=R4+3; REDEFINIR INC. ZR6=7; REDEFINIR INC. XIF R4 < = R5 GOTOB AAG1 Z=-(R5) F1000R6=7; REDEFINIR INC.X
CC: G41 G1 X=R6 F5000G3 X=R6 Y0 I=-R6 J0G40 G1 X0 Y0R6=R6+7; REDEFINIR RAIO DA CAVIDADEIF (R6 < = R1) GOTOB CCG41 G1 X=R1G3 X=R1 Y0 I=-R1 J0G3 X=R1 Y0 I=-R1 J0G40 G1 X0 Y0G0 Z100M30

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 29/79
Elaborar programa parametrizado para usinagem de cavidades retangulares em qualquercomprimento, largura ou altura.
Esta usinagem incia do centro para fora nos eixos X e Y e da face superior para faceinferior no eixo Z, mantendo nos cantos o prórprio raio da ferramenta.
Devido ao eixo Z ser incrementado verticalmente é necessário o uso de fresas com cortepelo centro.
G90 G94 G17 G71T5; FRESA DE TOPO Ø12G54 D1 S7000 M3G0 X0 Y0R1=70; COMP. XR1=R1/2R2=70; COMP. YR2=R2/2R3=12; DIA. FERR.R3=R3/2R4=1; INC. ZR5=20; PROF. ZR6=5; INC. X

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 30/79
R7=45; ANGULO DIAGONALR8=TAN(R7)*R6; INC. YG1 Z0 F5000AA: G1 Z=-(R4) F1000
BB: X=R6-R3 F5000Y=R8-R3X=-(R6-R3)Y=-(R8-R3)X=R6-R3Y0R6=R6+5; REDEFINIR INC. XR8=TAN(R7)*R6IF (R6 < = R1) GOTOB BBX=R1-R3Y=R2-R3
X=-(R1-R3)Y=-(R2-R3)X=R1-R3Y0X0R4=R4+1; REDEFINIR INC. ZR6=5; REDEFINIR INC. XR8=TAN(R7)*R6IF R4 < = R5 GOTOB AACC: G1 Z=-(R5) F1000R6=5; REDEFINIR INC.X
R8=TAN(R7)*R6DD: X=R6-R3 F5000Y=R8-R3X=-(R6-R3)Y=-(R8-R3)X=R6-R3Y0R6=R6+5; REDEFINIR INC. XR8=TAN(R7)*R6IF R6 < = R1 GOTOB DDX=R1-R3 F5000Y=R2-R3X=-(R1-R3)Y=-(R2-R3)X=R1-R3Y0X0G0 Z100M30

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 31/79
2ª PARTE:
FANUC 21M

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 32/79
PARÂMETROS “#”.
6.1 EXPLANAÇÃO
Parâmetros de cálculo “#” são registros fixos disponíveis para substituição de valores eusados nas representações das variáveis.
6.2 APLICAÇÃO
Desenvolvimento de programas de família de peças onde tem-se a mesma geometria,porém com dimensões variáveis.
Desenvolvimento de perfis bidimensionais e tridimensionais gerados ponto a ponto, ondeas coordenadas são calculadas, através de algorítimos contidos dentro do programa comdesvios condicionais, etc.
6.3 ATRIBUIÇÃO DE VALORES
Aos parâmetros “#” podem ser atribuídos valores diretos ou indiretos, cujo resultadodeverá estar contido na seguinte gama de valores:
+ ou – (0.0000001 – 9999.9999)
No caso de valores inteiros, o ponto decimal poderá ser omitido, também o mesmo com osinal de positivo.
Exemplo: #1=3.5678 #2=-36.4 #3=-6765.1234
5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 33/79
6.4 ATRIBUIÇÃO DOS PARÂMETROS DENTRO DO PROGRAMA:
Os parâmetros de cálculo ou expressões matemáticas poderão substituir valores em todosendereços do programa,exceto N, G, e L, para isso, escreve-se após o caracter de endereço o caracter “ = “ e a
identificação do parâmetro, seguido ou não de uma expressão matemática.
Exemplo: N10 #5=24N15 #10=250N20 G1 X#5 F[#10]
No exemplo acima temos a atribuição do valor 24 ao parâmetro #5 e o valor 250 aoparâmetro #10, na linha seguinte, teremos um deslocamento linear do eixo X para acoordenada de 24mm atribuída no parâmetro #5, com uma velocidade de avanço F250
mm/min, atribuída no parâmetro #10.6.5 OPERAÇÕES E FUNÇÕES ARITIMÉTICAS:
Ao aplicar um cálculo, é necessário observar a notação matemática usual, isto é amultiplicação e divisão, tem prioridade sobre a adição e subtração.
Para definir uma prioridade, no cálculo, usa-se [] “colchetes”. Em casos onde tem-se a necessidade de aplicar valores em graus, usa-se graus decimais
ou milesimais no cálculo.
Exemplos:
N60 #1=8N65 #20=SIN[30.345]N70 #9=#7*#8N75 #12=#10/#11N80 #13=#1*[#20-#9]N85 #15=SQRT[#13+#9*#1]
6.6 TIPOS DE VARIÁVEIS
As variáveis são classificadas em 4 tipos:
a) #0 – Sempre nula → Valores podem ser assinalados para esta variável. b) #1-#33 – Variáveis locais → Podem apenas ser usadas em macro para carregar dados
como resultado de operações quando o comando e as variáveis locais são inicializadas

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 34/79
sem valores (nulas).Quando uma macro é invocada,argumentos são assinalados paravariáveis locais;
c) #100-#149(#199) / #500-#531(#999) – Variáveis comuns →Podem estar parcialmenteentre diferentes programas Macros.Quando o comando é desligado,as variáveis #100 a
#531 mantém os dados.Como opção,variáveis comuns,#150 a #199 e #532 a #999 sãopermitidas(opcional);d) #1000 – Variáveis de Sistema → São usadas para ler uma variedade de dados NC
como posição atual,valores de compensação de ferramenta.
6.7 REFERENCIANDO VARIÁVEIS
Para referenciar o valor de uma variável em um programa,especifique o endereçoseguido pelo número da variável.Quando uma expressão for usada para especificar umavariável,inclua a expressão entre colchetes.
Exemplo:G01 X[#1+#2] F#3
OPERADORES E FUNÇÕES ARITIMÉTICAS
7.1 Principais operadores e funções aritiméticas
Os parâmetros “#” , conforme visto no capítulo anterior, podem ser submetidos a diversostipos de cálculos.
Os principais operadores são:
SÍMBOLO DESCRIÇÃO+ ADIÇÃO- SUBTRAÇÃO* MULTIPLICAÇÃO / DIVISSIN[ ] SENOCOS[ ] COSSENOTAN[ ] TANGENTESQRT[ ] RAIZ QUADRADA
ABS[ ] NÚMERO ABSOLUTO[ ] PRIORIDADE NO CÁLCULO OUIDENTIFICAÇÃO
ATAN[#x]/[#y] ARCOTANGENTEASIN[ ] SENO DO ARCOACOS[ ] COSENO DO ARCOEXP[ ] FUNÇÃO EXPONENCIAL

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 35/79
Exemplos:
#1=#1+2 Resultado: valor contido em #1+2.#3=SIN[30] Resultado: valor do seno de 30°#5=[#1+#20]/#3 Resultado: valor da equação
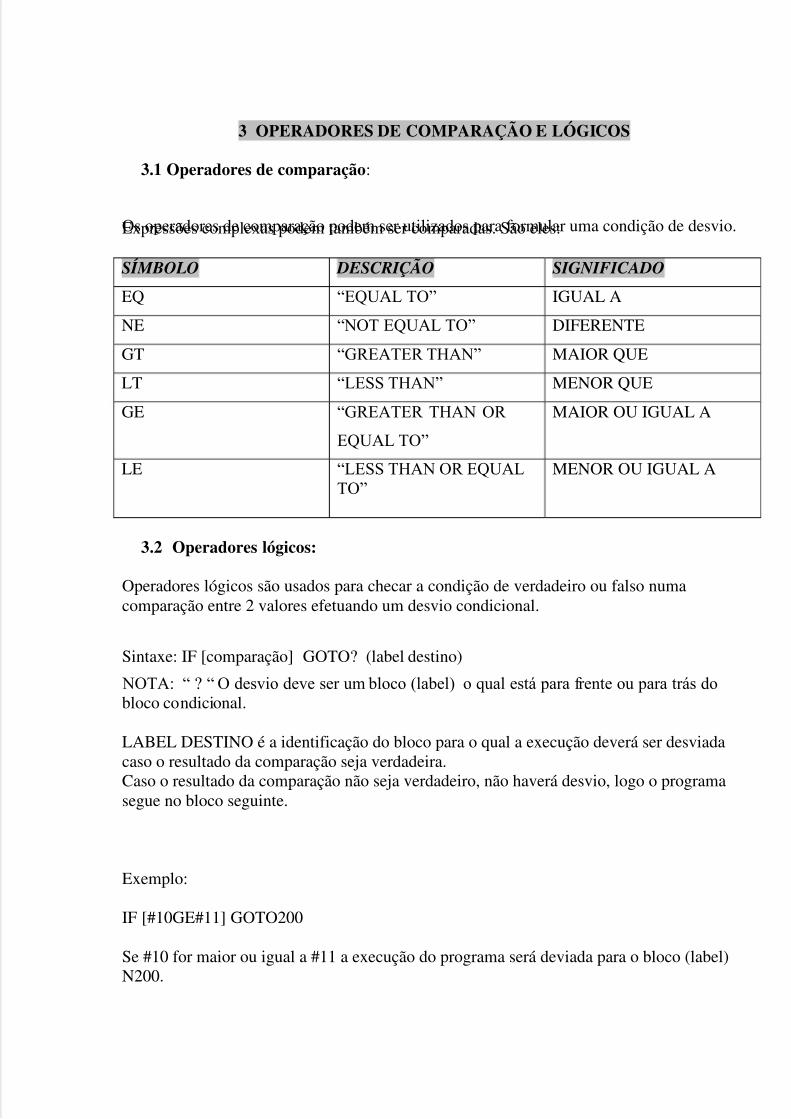
OPERADORES DE COMPARAÇÃO E LÓGICOS
8.1 Operadores de comparação:
Os operadores de comparação podem ser utilizados para formular uma condição dedesvio. Expressões complexas podem também ser comparadas. São eles:
SÍMBOLO DESCRIÇÃO SIGNIFICADO
EQ “EQUAL TO” IGUAL A
NE “NOT EQUAL TO” DIFERENTE
GT “GREATER THAN” MAIOR QUE
LT “LESS THAN” MENOR QUE
GE “GREATER THAN OR EQUAL TO”
MAIOR OU IGUAL A
LE “LESS THAN OR EQUALTO” MENOR OU IGUAL A

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 36/79
Operadores lógicos:
Operadores lógicos são usados para checar a condição de verdadeiro ou falso numacomparação entre 2 valores efetuando um desvio condicional.
Sintaxe: IF [comparação] GOTO? (label destino)
NOTA: “ ? “ O desvio deve ser um bloco (label) o qual está para frente ou para trás dobloco condicional.
LABEL DESTINO é a identificação do bloco para o qual a execução deverá ser desviadacaso o resultado da comparação seja verdadeira.Caso o resultado da comparação não seja verdadeiro, não haverá desvio, logo o programasegue no bloco seguinte.
Exemplo:IF [#10GE#11] GOTO200
Se #10 for maior ou igual a #11 a execução do programa será deviada para o bloco (label)N200.

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 37/79
FUNÇÃO G65
Aplicação: MACRO B
Podemos utilizar esta função quando desejamos elaborar programas,cujas peças a seremfabricadas, apresentam formas geométricas iguais, mas com dimensões diferentes,ou seja ,no caso de família de peças.
Devemos então elaborar um programa,definindo o processo a ser utilizado para a usinagem,com grandezas de dimensões representadas por variáveis, conforme a tabela.
Existem dois tipos de especificações de argumentos.A especificação de argumentos I usaletras diferentes de G,L,O,N e P.A especificação de argumentos II utiliza as letras A,B,C e também I,J,K até dez vezes.O tipo de especificação do argumento está determinado automaticamente pelas letras
utilizadas.
ESPECIFICAÇÃO DE ARGUMENTOS I
ENDEREÇO DO ARGUMENTO VARIÁVEL CORRESPONDENTEA #1B #2C #3D #7E #8
F #9H #11I #4J #5K #6M #13Q #17R #18S #19T #20U #21
V #22W #23X #24Y #25Z #26

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 38/79
Este programa será chamado por outro, no qual deverá ser programado a função G65acompanhado da função P, definindo o número do programa contendo o processo deusinagem, e também dos endereços das variáveis representados pelas letras da tabela comseus respectivos valores dimensionais.
9.1 Diferenças entre chamadas de macro e chamadas de subprogramas
A chamada de macro(G65) é diferente da chamada de um subprograma (M98) como sedescreve a seguir:1- Com G65 pode-se especificar um argumento (dado transferido a uma macro),M98 nãopermite faze-lo.
2- Quando um bloco M98 contém outro comando – ex.: G01 X100 M98 Pp ;se chama osubprograma depois de executar o comando.Por outro lado,G65 chama incondicionalmenteuma macro.3- Quando um bloco M98 contém outro comando – ex.: G01 X100 M98 Pp -;a máquinapara no modo bloco a bloco.Por outro lado,G65 não detém a máquina.4- Com G65,o nível de variáveis locais variam,com M98 o nível de variáveis locais nãovaria.
9.2 ALARMES DE MACRO
NÚMERO
DA VARIÁVEL
FUNÇÃO
#3000 Quando um valor entre 0 e 200 é atribuído à variável #3000, oCNC para com a ativação de um alarme.Após uma expressão,épossível descrever uma mensagem de alarme de até 26caracteres.A tela do CRT mostra os números dealarme,acrescentando 3000 ao valor da variável#3000,juntamente com uma mensagem de alarme.
Exemplo:
#3000=1(FERRAMENTA NÃO ENCONTRADA);→ A tela de alarme mostra “3001 FERRAMENTA NÃO ENCONTRADA”.
9.3 LIMITAÇÕES

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 39/79
Os colchetes ([,]) são usados para anexar uma Colchetesexpressão.Note que os parênteses são usados para comentários.
Erro de Operação
A precisão dos valores das variáveis é de cerca de 8 dígitos decimais.Quando são utilizados números muito grandes em adições ou subtrações,podem não serobtidos os resultados esperados.
Exemplo:Quando se tenta atribuir os valores abaixo às variáveis #1 e #2:
#1=9876543210123,456#2=9876543277777,777Os valores das variáveis passam a ser:#1=9876543200000,000
#2=9876543300000,000Neste caso,quando se calcula #3=#2-#1,o resultado é,#3=1000000,000.(O resultado real deste cálculo é ligeiramente diferente,pois trata-se de um cálculo binário).
Esteja também atento em relação aos erros que possam resultar das expressões condicionaisque utilizam EQ,NE,GE,GT,LE e LT.
10. Exemplos de programação parametrizada
Este programa foi desenvolvido para desbaste de perfis bastante comuns na área deusinagem e mostrou versatilidade, eficiência e principalmente facilidade e rapidez no uso.Alguns exemplos de perfis possíveis de se usinar estão abaixo.
5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 40/79
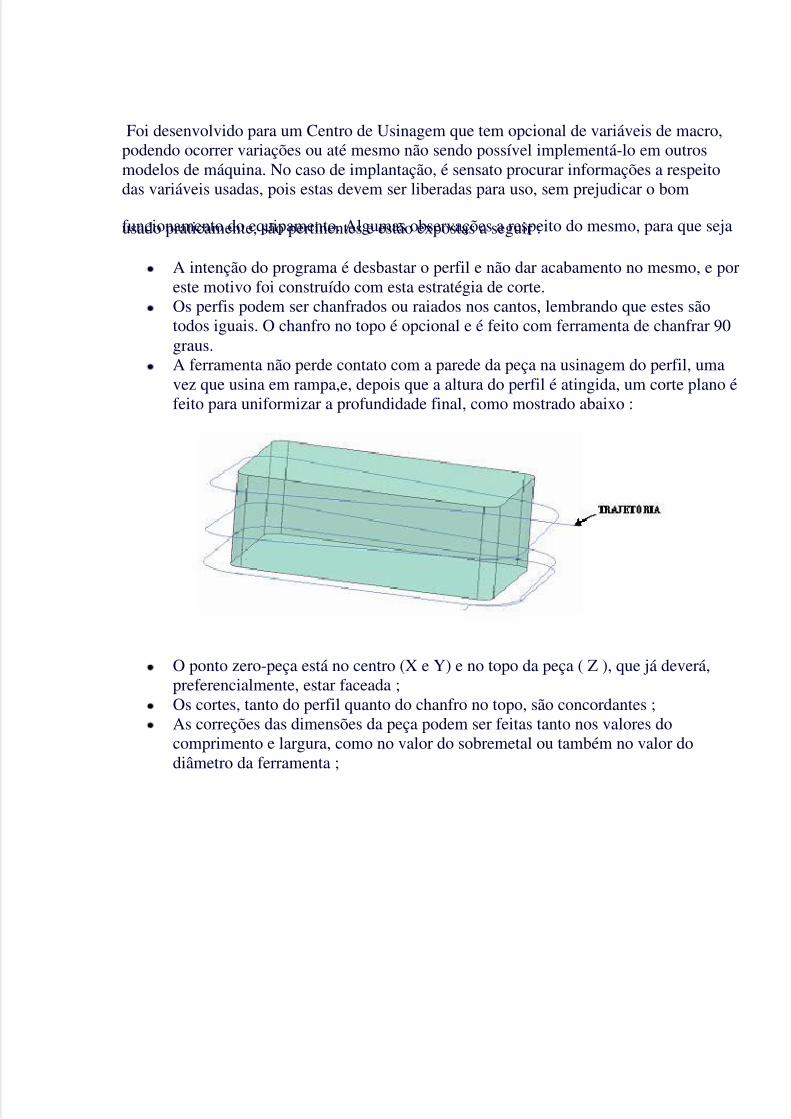
Foi desenvolvido para um Centro de Usinagem que tem opcional de variáveis de macro,
podendo ocorrer variações ou até mesmo não sendo possível implementá-lo em outrosmodelos de máquina. No caso de implantação, é sensato procurar informações a respeitodas variáveis usadas, pois estas devem ser liberadas para uso, sem prejudicar o bom
funcionamento do equipamento. Algumas observações a respeito do mesmo, para que sejausado praticamente, são pertinentes e estão expostas a seguir :
A intenção do programa é desbastar o perfil e não dar acabamento no mesmo, e poreste motivo foi construído com esta estratégia de corte.Os perfis podem ser chanfrados ou raiados nos cantos, lembrando que estes sãotodos iguais. O chanfro no topo é opcional e é feito com ferramenta de chanfrar 90graus.A ferramenta não perde contato com a parede da peça na usinagem do perfil, umavez que usina em rampa,e, depois que a altura do perfil é atingida, um corte plano éfeito para uniformizar a profundidade final, como mostrado abaixo :
O ponto zero-peça está no centro (X e Y) e no topo da peça ( Z ), que já deverá,preferencialmente, estar faceada ; Os cortes, tanto do perfil quanto do chanfro no topo, são concordantes ; As correções das dimensões da peça podem ser feitas tanto nos valores docomprimento e largura, como no valor do sobremetal ou também no valor dodiâmetro da ferramenta ;

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 41/79
Abaixo a sintaxe do programa:
%
O0001 (DESBASTE DO PERFIL)#101=100 (DIMENSÂO DA PEÇA NO SENTIDO X)#102=50 (DIMENSÂO DA PEÇA NO SENTIDO Y)#103=20 (DIMENSÂO DA PEÇA NO SENTIDO Z)#104=4 (QUANTIDADE DE PASSES EM Z)#105=0 (SOBREMETAL NA PAREDE)#106=1 (CANTOS DO PERFIL -- 1 P/ CHANFRO, 0 P/ RAIO)#107=3 (MEDIDA DO RAIO/CHANFRO NOS CANTOS)#108=1 (MEDIDA DO CHANFRO NO TOPO DO PERFIL)#109=2 (FERRAMENTA PARA PERFIL)#110=800 (RPM PARA PERFIL)
#111=900 (AVANCO DE CORTE PARA PERFIL)#112=8 (FLUIDO PARA PERFIL)#113=19 (FERRAMENTA PARA CHANFRO NO PERFIL)#114=5 (ALTURA Z DA USINAGEM PARA CHANFRO NO TOPO)#115=2500 (RPM PARA CHANFRO)#116=1500 (AVANCO DE CORTE PARA CHANFRO)#117=9 (FLUIDO PARA CHANFRO)(ACERTAR VALORES SOMENTE DAQUI PARA CIMA)
(INICIO DOS CALCULOS PARA PERFIL)(RAIO DA FERRAMENTA)
#118=#[#109+2400]#119=[#118/2]#120=[#119+#105] (RAIO CONSIDERANDO SOBREMETAL NA PAREDE)(CALCULOS PARA CHANFROS NOS CANTOS)(PERIMETRO)#121=[#120*TAN[22.5]]#122=[#121*2]#123=[#101-#107-#107+#122]#124=[#102-#107-#107+#122]#125=[#107/SIN[45]]#126=[#125+#122]#127=[#123*2]#128=[#124*2]#129=[#126*4]#130=[#127+#128+#129] (PERIMETRO)(DESLOCAMENTOS Z)#131=[#103/#104]#132=[#123/#130]#133=[#124/#130]

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 42/79
#134=[#126/#130]#135=[#132*#131] (DESLOCAMENTO Z NO EIXO X)#136=[#133*#131] (DESLOCAMENTO Z NO EIXO Y)#137=[#134*#131] (DESLOCAMENTO Z NO CHANFRO)
(POSICIONAMENTOS INICIAIS)#140=[#101+#120+#120]#141=[#102+#120+#120]#142=[#140/2]#143=[#141/2] (POSICIONAMENTO INICIAL EM Y)#144=[#142+5] (POSICIONAMENTO INICIAL EM X)#145=[#123/2] (POSICIONAMENTO X PARA INICIO DA RAMPA)(DESLOCAMENTOS INCREMENTAIS)(VARIAVEIS #123 E #124 USADAS PARA OS DESLOCAMENTOS INCREMENTAISEM X E Y)#146=[#126*SIN[45]] (DESLOCAMENTO XY NO CHANFRO)
(TERMINO DOS CÁLCULOS PARA CHANFROS NOS CANTOS)(CALCULOS PARA RAIOS NOS CANTOS)(PERIMETRO)#150=[#107+#120]#151=[#150*2*3.1415927]#152=[#107*2]#153=[#101-#152]#154=[#102-#152]#155=[#153+#153+#154+#154+#151] (PERIMETRO)(DESLOCAMENTOS Z)#156=[#151/4]
#157=[#156/#155]#158=[#153/#155]#159=[#154/#155]#160=[#157*#131] (DESLOCAMENTO EM Z NOS RAIOS)#161=[#158*#131] (DESLOCAMENTO EM Z NO EIXO X)#162=[#159*#131] (DESLOCAMENTO EM Z NO EIXO Y)(POSICIONAMENTOS INICIAIS)(VARIAVEIS #140,#141,#142,#143,#144 USADAS TAMBEM PARA ESTESPOSICIONAMENTOS)#165=[#153/2] (POSICIONAMENTO X PARA INICIO RAMPA)(TERMINO DOS CALCULOS PARA PERFIL)(INICIO DOS CALCULOS PARA CHANFRO NO TOPO)
(RAIO DA FERRAMENTA)#167=#[#113+2400]#168=[#167/2]#169=[#168-#114]#170=[#168-#169-#108-#105] (RAIO CONSIDERANDO SOBREMETAL NA PAREDE)

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 43/79
(CHANFRO NO TOPO COM CHANFRO NOS CANTOS)#171=[#170*TAN[22.5]]#172=[#171*2]#173=[#101-#107-#107+#172]
#174=[#102-#107-#107+#172]#175=[#107/SIN[45]]#176=[#175+#172]#177=[#173/2] (DESLOCAMENTO ABSOLUTO EM X)#178=[#174/2] (DESLOCAMENTO ABSOLUTO EM Y)#179=[#176*SIN[45]] (DESLOCAMENTO INCREMENTAL XY NOS CANTOS)(POSICIONAMENTOS INICIAIS)#180=[#101/2]#181=[#180+#170+5] (POSICIONAMENTO INICIAL EM X)#182=[#102/2]#183=[#182+#170] (POSICIONAMENTO INICIAL EM Y)
(DESLOCAMENTOS)#184=[#173/2] (DESLOCAMENTO EM X)#185=[#174/2] (DESLOCAMENTO EM Y)#185=[#176*SIN[45]] (DESLOCAMENTO EM XY NO CHANFRO)(TERMINO DOS CALCULOS PARA CHANFRO NO TOPO)(CHANFRO NO TOPO COM RAIOS NOS CANTOS)#190=[#101-#107-#107]#191=[#102-#107-#107]#192=[#107+#170] (DESLOCAMENTO XY NO RAIO)#193=[#190/2] (DESLOCAMENTO ABSOLUTO EM X)#194=[#191/2] (DESLOCAMENTO ABSOLUTO EM Y)
(TERMINO DOS CALCULOS PARA CHANFRO NO TOPO)G17 G90 G40T#109 M06G00 G53 Z0G00 G54 X#144 Y-#143 S#110G43 H#109 Z50. M03Z0 M#112IF[#106EQ0]GOTO500G01 X#145 F#111M97 P1 L#104G01 G91 X-#123 F#111X-#146 Y#146Y#124X#146 Y#146X#123X#146 Y-#146Y-#124X-[#146+1] Y-[#146+1]X3. Y-3.
5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 44/79
G00 G90 Z2. M09IF[#108GT0]GOTO550M05G00 G53 Z0
G53 X-370. Y-150.M30N500G01 X#165 F#111M97 P2 L#104G01 G91 X-#153G02 X-#150 Y#150 R#150G01 Y#154G02 X#150 Y#150 R#150G01 X#153G02 X#150 Y-#150 R#150
G01 Y-#154G02 X-#150 Y-#150 R#150G03 X-5. Y-5. R5.G00 G90 Z2. M09IF[#108GT0]GOTO550M05G00 G53 Z0G53 X-370. Y-150.M30N550 T#113 M06G00 G53 Z0
G54 G90 X#181 Y-#183 S#115G43 H#113 Z30.Z2. M03Z-#114 M#117IF[#106EQ0]GOTO600G01 X-#177 F#116G91 X-#179 Y#179G90 Y#178G91 X#179 Y#179G90 X#177G91 X#179 Y-#179G90 Y-#178G91 X-[#179+2] Y-[#179+2]X3. Y-3.G00 G90 Z2. M09M05G00 G53 Z0G53 X-370. Y-150.M30

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 45/79
N600G01 X-#193 F#116G02 G91 X-#192 Y#192 R#192G01 G90 Y#194
G02 G91 X#192 Y#192 R#192G01 G90 X#193G02 G91 X#192 Y-#192 R#192G01 G90 Y-#194G02 G91 X-#192 Y-#192 R#192G03 X-5. Y-5. R5.G00 G90 Z2. M09M05G00 G53 Z0G53 X-370. Y-150.M30
N1G01 G91 X-#123 Z-#135 F#111X-#146 Y#146 Z-#137Y#124 Z-#136X#146 Y#146 Z-#137X#123 Z-#135X#146 Y-#146 Z-#137Y-#124 Z-#136X-#146 Y-#146 Z-#137M99N2
G01 G91 X-#153 Z-#161 F#111G02 X-#150 Y#150 Z-#160 R#150G01 Y#154 Z-#162G02 X#150 Y#150 Z-#160 R#150G01 X#153 Z-#161G02 X#150 Y-#150 Z-#160 R#150G01 Y-#154 Z-#162G02 X-#150 Y-#150 Z-#160 R#150M99%

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 46/79
Elaborar um programa parametrizado para usinar um plano inclinado em um determinadoângulo e distância inicial:
G90 G94 G17 G21T2 (SUPORTE DIAM. 40)M6G54 S5000 M3 G0 X130 Y-100G43 H2 Z20
#1=20 (RAIO DA FERRAMENTA)#2=30 (ANGULO DA RAMPA RELACIONADO A FACE)#3=17.32 (ALTURA DA RAMPA)#5=1 (INCR. EM Z)#6=70 (INICIO DA RAMPA EM Y)N30#8=#5/TAN[#2] (Y ATUANTE)

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 47/79
#7=#6+#1+#8 (REDEFINIR INICIO EM Y)G1 X130 Y-100 F3000Z-#5Y-#7
X-30G0 Z20X130#5=#5+1IF [#5 LT #3] GOTO30G1 X130 F3000Z-#3#9=#3/TAN[#2] (Y ATUANTE FINAL)#10=#6+#1+#9 (REDEFINIR INICIO EM Y FINAL)Y-#10X-30
G0 Z100M30

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 48/79
Elaborar programas parametrizados para usinar raios externos em uma determinada posiçãoinicial:
G90 G94 G17 G21T2 (SUPORTE DIAM. 40)M6G54 S5000 M3 G0 X125 Y-25G43 H2 Z50G52 X70 Z-30
#1=20 (RAIO DA FERR.)#2=30 (RAIO DA PEÇA)#3=90 (ANGULO INICIAL)#4=2 (INCREMENTO ANGULAR)#5=0 (ANGULO FINAL)N100G1 X[[COS[#3]*#2]+#1] Z[SIN[#3]*#2] F3000
5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 49/79
Y125G0 Z#2+20Y-25#3=#3-#4 (REDEFINIR ANGULO INICIAL)
IF [#3GE#5] GOTO100G1 X[[COS[#5]*#2]+#1] Z[SIN[#5]*#2]Y125G0 Z100G52 X0 Y0M30

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 50/79
Elaborar programas parametrizados para chanfrar contornos externos com qualquer ângulode parede:
G90 G94 G17 G21T2 (SUPORTE DIAM. 40)M6
G54 S4000 M3 G0 X-100 Y-100G43 H2 Z20#1=20 (RAIO DA FERR.)#2=45 (ANGULO RELACIONADO A FACE)#3=15 (ALTURA DO CHANFRO)#4=0.5 (INCREMENTO EM Z)#5=#4/TAN[R2] (X E Y ATUANTE)
5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 51/79
#6=35 (METADE DOS LADOS MENORES X E Y)G1 Z0 F4000N50 G1 X-[#6+#5+#1] Y-[#6+#5+#1] Z-#4 F4000Y#6+#5+#1
X#6+#5+#1Y-[#6+#5+#1]X-[#6+#5+#1]#4=#4+0.5 (REDEFINIR Z)#5=#4/TAN[R2] (X E Y ATUANTE)IF [#4GE#3] GOTO50G0 Z100M30

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 52/79
Elaborar programas parametrizados para arredondar contornos externos em qualquer raio :
(ZERAR Z – O VALOR DO RAIO)
G90 G94 G17 G21T2 (SUPORTE DIAM. 40)M6G54 S4000 M0 G0 X-100 Y-100G43 H2 Z50#1=20 (RAIO DA FERR.)#2=15 (RAIO DO CONTORNO)#3=90 (ANGULO DE INICIO)#4=0 (ANGULO FINAL)#5=1 (INCREMENTO ANGULAR)#6=35 (METADE MENOR DO PERFIL)
N60#7=COS[#3]*#2 (DEFINIR X E Y ATUANTE)#8=SIN[R3]*R2 (DEFINIR Z ATUANTE)G1 X-[#6+#7+#1] Y-[#6+#7+#1] Z#8 F2000Y#6+#7+#1X#6+#7+#1Y-[#6+#7+#1]
5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 53/79
X-[#6+#7+#1]#3=#3-1 (REDEFINIR ANGULO INICIAL)IF[#3GE#4] GOTO60G0 Z100
M30

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 54/79
Elaborar programa parametrizado usinagem de um perfil côncavo de 180°
:
G90 G94 G17 G21T1 (ESFERICA DIAM.12)M6G54 S6000 M3 G0 X0 Y-10G43 H1 Z30#1=35 (RAIO DA PEÇA)#2=6 (RAIO DA FERR.)#3=#1-#2 (RAIO DA TRAJETORIA)#4=0 (ANGULO INICIAL)#5=-180 (ANGULO FINAL)#6=1 (INCREMENTO ANGULAR)N80G1 X[COS[#4]*#3] Z[SIN[R4]*#3]Y110#4=#4-#6 (REDEFINIR ANGULO INICIAL)

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 55/79
G1 X[COS[R4]*#3] Z[SIN[R4]*R3]Y-10#4=#4-#6 (REDEFINIR ANGULO INICIAL)IF [#4GE#5] GOTO80
G0 Z100M30

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 56/79
Elaborar programa parametrizado para usinagem de um perfil cônico interno de 180°
G90 G94 G17 G21T1( ESFERICA Ø12)M6
G54 D1 S6000 M3 G0 X0 Y-10G43 H1 Z30#1=35 (RAIO MAIOR DA PEÇA)#10=25 (RAIO MENOR DA PEçA)#2=6 (RAIO DA FERR.)#3=#1-#2 (RAIO DA TRAJETORIA MENOR)#13=#10-#2 (RAIO DA TRAJETORIA MAIOR)#4=0 (ANGULO INICIAL)#5=-180 (ANGULO FINAL)#6=1 (INCREMENTO ANGULAR)N70 G1 X[COS[#4]*#3] Z[SIN[#4]*#3]
X[COS[#4]*#13] Z[SIN[#4]*#13] Y100#4=#4-#6 (REDEFINIR ANGULO INICIAL)G1 X[COS[#4]*#3] Z[SIN[#4]*#3] Y0#4=#4-#6 (REDEFINIR ANGULO INICIAL)IF[#4GE#5] GOTO70G0 Z100M30

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 57/79
Elaborar programa parametrizado para usinagem de arredondamento de arestas decavidades circulares.Para usinagem deste perfil é necessário que o zeramento do eixo Z seja no centro do raio
de arredondamento.
A cavidade deve está previamente acabada.
G90 G94 G17 G21T1 (FRESA DE TOPO DIAM. 12)M6G54 D1 S6000 M3 G0 X0 Y0G43 H1 Z30#1=6 (RAIO DA FERR.)#2=35 (RAIO MAIOR DA PECA)#3=25 (RAIO MENOR DA PECA)#4=10 (RAIO DO ARREDONDAMENTO)#5=90 (ANGULO INICIAL P/ Z)#6=180 (ANGULO FINAL P/ Z)#7=1 (INCREMENTO ANGULAR)N80
5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 58/79
#8=COS[#5]*#4 (CALCULO P/ REDEFINIR X)#9=SIN[#5]*#4 (CALCULO P/ REDEFINIR Z)#10=#2+#8 (REDEFINIR RAIO MAIOR)#10=#10-#1 (REDEFINIR RAIO DE PERCURSO X Y)
G1 X#10 Z#9 F2000G3 X10 I-#10#5=#5+#7 (ANGULO ATUANTE)IF[#5LE#6] GOTO80G0 Z100M30

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 59/79
3ª PARTE:MITSUBISHI
5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 60/79
PARÂMETROS “#”.
1.1 EXPLANAÇÃO
Parâmetros de cálculo “#” são registros fixos disponíveis para substituição de valores eusados nas representações das variáveis.
1.2 APLICAÇÃO
Desenvolvimento de programas de família de peças onde tem-se a mesma geometria,porém com dimensões variáveis.
Desenvolvimento de perfis bidimensionais e tridimensionais gerados ponto a ponto, ondeas coordenadas são calculadas, através de algorítimos contidos dentro do programa comdesvios condicionais, etc.
1.3
ATRIBUIÇÃO DE VALORESAos parâmetros “#” podem ser atribuídos valores diretos ou indiretos, cujo resultado
deverá estar contido na seguinte gama de valores:
+ ou – (0.0000001 – 9999.9999)
No caso de valores inteiros, o ponto decimal poderá ser omitido, também o mesmo com osinal de positivo.
Exemplo: #1=3.5678 #2=-36.4 #3=-6765.1234
1.4 ATRIBUIÇÃO DOS PARÂMETROS DENTRO DO PROGRAMA:1.5 Os parâmetros de cálculo ou expressões matemáticas poderão substituir valores em 1.6 todos endereços do programa,
exceto N, G, e L, para isso, escreve-se após o caracter de endereço o caracter “ = “ e aidentificação do parâmetro, seguido ou não de uma expressão matemática.
Exemplo: N10 #5=24N15 #10=250N20 G1 X#5 F[#10]
No exemplo acima temos a atribuição do valor 24 ao parâmetro #5 e o valor 250 aoparâmetro #10, na linha seguinte, teremos um deslocamento linear do eixo X para acoordenada de 24mm atribuída no parâmetro #5, com uma velocidade de avanço F250mm/min, atribuída no parâmetro #10.
5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 61/79
1.7 OPERAÇÕES E FUNÇÕES ARITIMÉTICAS:
Ao aplicar um cálculo, é necessário observar a notação matemática usual, isto é amultiplicação e divisão, tem prioridade sobre a adição e subtração.
Para definir uma prioridade, no cálculo, usa-se [] “colchetes”. Em casos onde tem-se a necessidade de aplicar valores em graus, usa-se graus decimais oumilesimais no cálculo.
Exemplos:
N60 #1=8N65 #20=SIN[30.345]N70 #9=#7*#8N75 #12=#10/#11N80 #13=#1*[#20-#9]N85 #15=SQRT[#13+#9*#1]
1.8 TIPOS DE VARIÁVEIS
As variáveis são classificadas em 4 tipos:
e) #0 – Sempre nula → Valores podem ser assinalados para esta variável. f) #1-#33 – Variáveis locais → Podem apenas ser usadas em macro para carregar dados
como resultado de operações quando o comando e as variáveis locais são inicializadassem valores (nulas).Quando uma macro é invocada,argumentos são assinalados paravariáveis locais;
g) #100-#149(#199) / #500-#531(#999) – Variáveis comuns →Podem estar parcialmenteentre diferentes programas Macros.Quando o comando é desligado,as variáveis #100 a#531 mantém os dados.Como opção,variáveis comuns,#150 a #199 e #532 a #999 sãopermitidas(opcional);
h) #1000 – Variáveis de Sistema → São usadas para ler uma variedade de dados NCcomo posição atual,valores de compensação de ferramenta.
5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 62/79
1.9 REFERENCIANDO VARIÁVEIS
Para referenciar o valor de uma variável em um programa,especifique o endereço seguidopelo número da variável.Quando uma expressão for usada para especificar uma
variável,inclua a expressão entre colchetes.Exemplo:G01 X[#1+#2] F#3
2 OPERADORES E FUNÇÕES ARITIMÉTICAS
2.1 Principais operadores e funções aritiméticas
Os parâmetros “#” , conforme visto no capítulo anterior, podem ser submetidos a diversostipos de cálculos.
Os principais operadores são:SÍMBOLO DESCRIÇÃO+ ADIÇÃO- SUBTRAÇÃO* MULTIPLICAÇÃO / DIVISSIN[ ] SENOCOS[ ] COSSENOTAN[ ] TANGENTESQRT[ ] RAIZ QUADRADA
ABS[ ] NÚMERO ABSOLUTO[ ] PRIORIDADE NO CÁLCULO OUIDENTIFICAÇÃO
ATAN[#x]/[#y] ARCOTANGENTEASIN[ ] SENO DO ARCOACOS[ ] COSENO DO ARCOEXP[ ] FUNÇÃO EXPONENCIAL
Exemplos:
#1=#1+2 Resultado: valor contido em #1+2.#3=SIN[30] Resultado: valor do seno de 30°#5=[#1+#20]/#3 Resultado: valor da equação
5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 63/79
3 OPERADORES DE COMPARAÇÃO E LÓGICOS
3.1 Operadores de comparação:
Os operadores de comparação podem ser utilizados para formular uma condição de desvio.Expressões complexas podem também ser comparadas. São eles:
SÍMBOLO DESCRIÇÃO SIGNIFICADO
EQ “EQUAL TO” IGUAL A
NE “NOT EQUAL TO” DIFERENTE
GT “GREATER THAN” MAIOR QUE
LT “LESS THAN” MENOR QUE
GE “GREATER THAN OR
EQUAL TO”
MAIOR OU IGUAL A
LE “LESS THAN OR EQUALTO”
MENOR OU IGUAL A
3.2 Operadores lógicos:
Operadores lógicos são usados para checar a condição de verdadeiro ou falso numacomparação entre 2 valores efetuando um desvio condicional.
Sintaxe: IF [comparação] GOTO? (label destino)
NOTA: “ ? “ O desvio deve ser um bloco (label) o qual está para frente ou para trás dobloco condicional.
LABEL DESTINO é a identificação do bloco para o qual a execução deverá ser desviadacaso o resultado da comparação seja verdadeira.Caso o resultado da comparação não seja verdadeiro, não haverá desvio, logo o programasegue no bloco seguinte.
Exemplo:
IF [#10GE#11] GOTO200
Se #10 for maior ou igual a #11 a execução do programa será deviada para o bloco (label)N200.

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 64/79
Exemplos de programação parametrizada
ESFERA PARAMETRIZADA%ESFERAO511G21G40G54G80G90S1000M3GZ100.X-80.Y0.G43G0Z100.H1#1=25. (RAIO DA ESFERA)#2=1. (ÂNGULO INICIAL)#10=1. (INCREMENTO ANGULAR)
N10#5=[#1*COS[#2]]#6=[#1*SIN[#2]]( CALCULO DE SENO E COSENO DOÂNGULO MULTIPLICANDO PELO RAIO DA ESFERA)
#7=[#1-#5](SUBTRAÇÃO DO RAIO PELO COSENO. PARA CALCULAR O Z-)
G0Z-[#7]F2000G01G41D1X-#6F2000G02X-#6Y0.I#6J0.G40G0X-80.#2=#2+#10(SOMA DO ANGULO INICIAL, VAI SOMAR DE 1º EM 1º GRAU VAIATÉ 90)IF[#2LT91.]GOTO10(SE #2 FOR MENOR QUE 91 VÁ PARA LINHA 10)N20G0Z100.
M30%

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 65/79
CHAVETA PARAMETRIZADA (SEM PARAR)%OBULONGO SEM PARARG17 G21 G54 G90#1= 0.(PROF. INICIAL)
#2= 0.500 (INCREMENTO)#3= -30. (PROF FINAL)G43G0Z100.H1X0.Y0.G0 Z5.
G01Z#1 F250G41GO1Y-25.D1 F2000(COMPENSAÇÃO DA FERRAMENTA FORA DASUBROTINA QUE É N10N10 #1= [ #1 - [+ #2 ]]( SUBTRAÇÃO DO Z)GO1X120.Z#1G03 X120.Y25.R25.G01X-120.G03X-120.Y-25.R25.IF [ #1 GT #3 ] GOTO10( DESVIO SE #1 FOR MAIOR #3 VA PARA LINHA 10)G01XO.G40G01Y0.( DESCOMPENSA A FERRAMENTA NO FINAL DA USINAGEM EM Z-
30)G00 Z100.M30%ESTA É UMA BOA MANEIRA DE SE FAZER CONTORNO INTERNO SEM TERQUE COMPENSAR E DESCOMPENSAR A FERRAMENTA E DEIXAR MARCA NAPEÇA SEM FALAR EM GANHAR TEMPO NA USINAGEM.COLOCAMOS A CORDENADA INICIAL NO CENTRO DA CHAVETA, SEGUINDOPELO Z5 (Z#1 QUE NA PRIMEIRA CHAMADA AINDA TEM O VALOR DE ZERO,POIS SÓ SERÁ SUBTRAIDO DENTRO DO N10), EM SEGUIDA COMPENSAMOS AFERRAMENTA TAMBÉM FORA DO N10, APARTIR DAÍ É EXECUTADA TODA
USINAGEM ATÉ O Z FINAL -30 (#3) COM A FERRAMENTA COMPENSADA.A FERRAMENTA SÓ É DESCOMPENSADA FORA DO SUBROTINA, INJDO PARAO CENTRO EM X E DESCOMPENSANDO EM Y.

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 66/79
CAVIDADE RETANGULAR PARAMETRIZADA%O516(CAV.RETANGULAR )G0G54G17G90G21G80G40
G43G00Z100.H1.S2000M3G0X0.Y0.#1=0.(***Z INICIAL**)#2=0.500(**INCREMENTO EM Z**)#3=-20.(***Z FINAL)#4=480(***METADE COMP. EM X)#5=188(***METADE COMP. EM Y)#6=32(***RAIO DA FRESA) ( SE QUISER DEIXAR SOBREMETAL PARA ULTIMOPASSE AUMENTAR RAIO )#7=#4-#6(***METADE COMP. X - RAIO)
#8=#5-#6(***METADE COMP. Y - RAIO)#9=10 (***NUMERO DE PASSES LATERAIS***)#10=#7/#9 (**PASSE LATERAL EM X)#11=#8/#9 (**PASSE LATERAL EM Y)#12=0. (**INICIAL EM X)#13=0. (**INICIAL EM Y)#14=35. (**RAIO CANTOS)#15=#14-#6 (**RAIO CANTO -RAIO FRESA)
(NÃO ALTERAR DAQUI EM DIANTE)G0Z5.G01Z#1F200N1#1=[#1-[+#2]]G01Z#1F200#12=0.
#13=0.G40GO1X0.Y0.F1800N2#12=#12+#10#13=#13+#11G01Y-#13 F1800X#12,R#15Y#13,R#15

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 67/79
X-#12,R#15Y-#13,R#15X0.IF[#12LT#7]GOTO2.
N3G41G01Y-#5D1F1800X#4,R#14Y#5,R#14X-#4,R#14Y-#5,R#14X#6G40G01X0.Y0.IF[#1GT#3]GOTO1G00Z100.M30.%

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 68/79
INTERPOLAÇÃO HELICOIDAL PARAMETRIZADA( COM DESLOCAMENTODE PONTO ZERO)
%(PROGRAMA PRINCIPAL)
O517G21G40G54G80G90S1000M3GZ100.G43G0Z100.H1G52 X-50 Y0M98 P10 L1G52 X50 Y50M98 P10 L1G52 X50 Y-50M98 P10 L1
M30
%(SUBPROGRAMA)X0 Y0#1=0.(z inicial)#2=1.(incremento em z)#3=-10.(Z FINAL)#4=20.(raio do furo)GZ5.G01Z#1F200G01G41D1X#4F2000N10#1=[#1-[+#2]]G3X#4I-#4J0Z#1A360F1800IF[#1GT#3]GOTO10G40G1X0Y0N20G0Z100.M99%

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 69/79
RAIO NA FACE DE UMA PEÇA CILINDRICA
VAMOS PODER VER A PROGRAMAÇÃO DE UM RAIO NUMA PEÇA CILINDRICACOM 50MM DE DIÂMETRO E UM RAIO DE 10MM.
%(RAIO FACE)O518G21G40G54G80G90S1000M3GZ100.G43G0Z100.H1
G0Z10#1 = 10 (RAIO DA FACE)#2 = 1 (ANGULO INICIAL)#3 = 15 (INICIO DO RAIO DE 10MM)G0X-50 Y+0N10#4 = SIN [#2] (SENO DO ÂNGULO)#5 = COS [#2] (COSENO DO ÂNGULO)#6 = #4 * #1 (MULTIPLICAÇÃO DO SENO PELO RAIO DE 10MM)#7 = #5 * #1 (MULTIPLICAÇÃO DO COSENO PELO RAIO DE 10MM)#8 = #1 - #7 (SUBTRAÇÃO DO RAIO DE 10MM PELO COSENO)#9 = #6 + #3 (ADIÇÃO DO SENO COM O INICIO DO RAIO DE 10MM)G0Z-#8G41G01D1X-#9F1800G2X-#9Y0I#9J0G1G40X-50Y0#2 = #2 +1 (ADIÇÃO DO ÂNGULO, SOMARÁ ATÉ 90 GRAUS)IF[#2LT91.] GOTO10G0Z10M30%NESTE CASO O ANGULO É ATRIBUIDO COMO #2, ELE INICIA COM O VALORDE 1 FORA DA SUBROTINA.DENTRO DA SUBROTINA É FEITA ADIÇÃO EM SEGUIDA É PROGRAMDO UMDESVIO SE #2 (ÂNGULO) FOR MENOR QUE 91 VA PARA O N 10.

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 70/79
TENHO UMA PEÇA CILINDRICA DE 25MM DE RAIO, COMO ESTÁ SENDOEXECUTADO UM RAIO DE 10MM O RAIO TERÁ INICIO APARTIR DO RAIO DE15 (#3), ATÉ CHEGAR Á 25MM

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 71/79
PARAMETRIZANDO CHANFRO EM FURONESTE EXEMPLO TEMOS 3 FUROS COM DIÂMETRO DE 20MM POR 50MM DEPROFUNDIDADE, IREMOS FAZER UM CHANFRO DE 5MM POR 45º COMDESLOCAMENTO DE PONTO ZERO.
%(PROGRAMA PRINCIPAL)O519G21G40G54G80G90S1000M3GZ100.G43G0Z100.H1G52 X0 Y0M98 P10 L1
G52 X-50 Y0M98 P10 L1G52 X50 Y0M98 P10 L1
M30%(SUBPROGRAMA)G0 Z10G0X0Y0#1 = 15 (RAIO CHANFRO)#2 = 0 (ATRIBUIÇÃO DE Z)G0 Z0N10#1 = #1 - 0.25 (SUBTRAÇÃO DO RAIO)#2 = #2 + 0.25 (ADIÇÃO DO INCREMENTO EM Z)G01 Z--#2F500
G01G41D1X#1F1800G3X#1Y0I-#1J0A360G1G40X0IF[#2LT5] GOTO10 (SE #2 FOR MENOR QUE 5 VA PARA LINHA 10)G0Z10M99%

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 72/79
VIMOS QUE É ATRIBUIDO UM VALOR PARA O RAIO (#1=15MM) E PARA OINCREMENTO EM Z (#2) FORA DO LABEL, DENTRO DO LABEL N10 ESSEVALOR É SUBTRAÍDO POR 0.25 E O VALOR DE Z É ADICIONADO 0.25, NOFINAL É COLOCADO UM DESVIO SE #2 (INCREMENTO EM Z) FOR MENOR QUE
5 VA PARA N10, ENQUANTO #2 NÃO CHEGAR AO VALOR DE Z-5 VAI REPETIRO N10, AUTOMATICAMENTE O VALOR DE #1 VAI SER SUBTRAÍDO 5MMCHEGANDO AO RAIO DE 10MM, QUE É A METADE DO FURO QUE ESTAVAPRONTO.
5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 73/79
TRIGONOMETRIA
INTRODUÇÃO
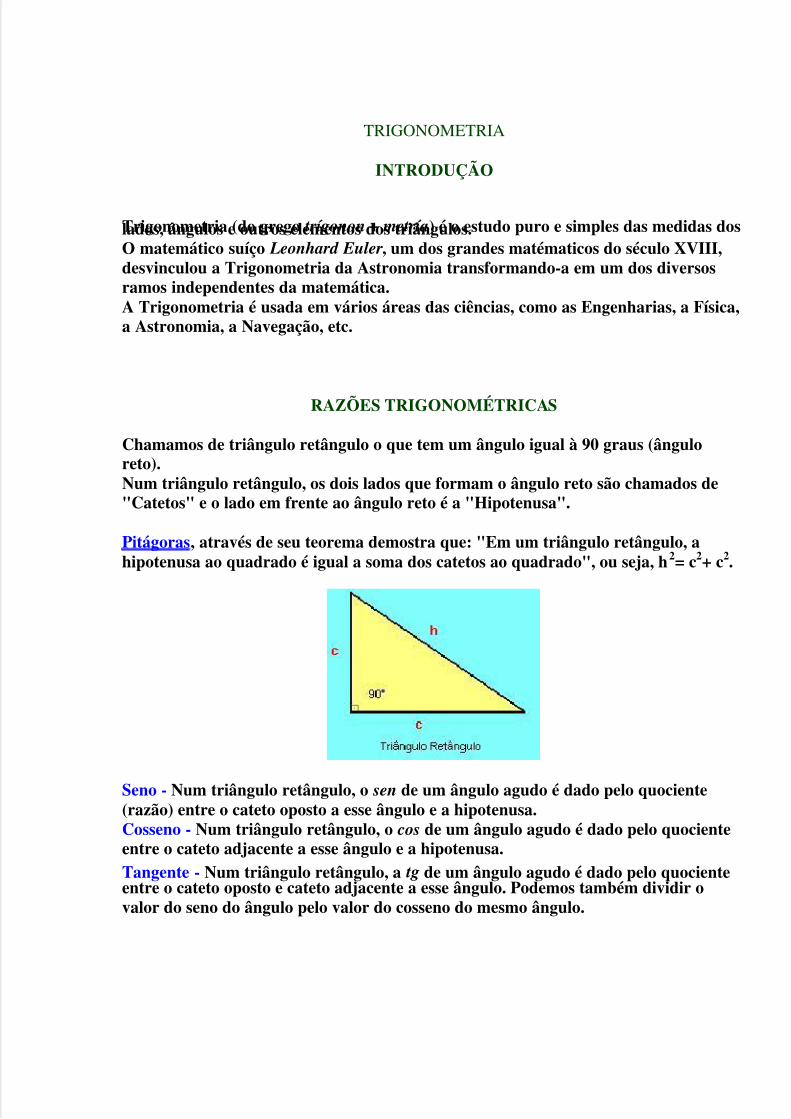
Trigonometria (do grego trígonon + metría) é o estudo puro e simples das medidas doslados, ângulos e outros elementos dos triângulos.O matemático suíço Leonhard Euler, um dos grandes matématicos do século XVIII,desvinculou a Trigonometria da Astronomia transformando-a em um dos diversosramos independentes da matemática.A Trigonometria é usada em vários áreas das ciências, como as Engenharias, a Física,a Astronomia, a Navegação, etc.
RAZÕES TRIGONOMÉTRICAS
Chamamos de triângulo retângulo o que tem um ângulo igual à 90 graus (ânguloreto).Num triângulo retângulo, os dois lados que formam o ângulo reto são chamados de"Catetos" e o lado em frente ao ângulo reto é a "Hipotenusa".
Pitágoras, através de seu teorema demostra que: "Em um triângulo retângulo, ahipotenusa ao quadrado é igual a soma dos catetos ao quadrado", ou seja, h2= c2+ c2.
Seno - Num triângulo retângulo, o sen de um ângulo agudo é dado pelo quociente(razão) entre o cateto oposto a esse ângulo e a hipotenusa.Cosseno - Num triângulo retângulo, o cos de um ângulo agudo é dado pelo quocienteentre o cateto adjacente a esse ângulo e a hipotenusa.Tangente - Num triângulo retângulo, a tg de um ângulo agudo é dado pelo quocienteentre o cateto oposto e cateto adjacente a esse ângulo. Podemos também dividir ovalor do seno do ângulo pelo valor do cosseno do mesmo ângulo.

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 74/79
EXEMPLOS
1-) Vamos calcular o sen, o cos e a tg dos dois ângulosagudos do triângulo abaixo:
Resolução: sen = 3/5 ; sen = 4/5
cos = 4/5 ; cos = 3/5
tg = 3/4 ; tg = 4/3
2-) Com o auxílio da tabela trigonométrica, vamos calcular o valor do lado X notriângulo retângulo dado:
Resolução: cos 40o = X/10
X = 10 . cos 40o
X = 10 . 0,766
X = 7,66
TABELA TRIGONOMÉTRICA
Podemos tabular os valores trigonométricos dos ângulos agudos, isto é, ângulos entre1o e 89o.Abaixo temos a tabela:

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 75/79
Ângulo sen cos tg
1 0,017452 0,999848 0,017455
2 0,034899 0,999391 0,034921
3 0,052336 0,99863 0,0524084 0,069756 0,997564 0,069927
5 0,087156 0,996195 0,087489
6 0,104528 0,994522 0,105104
7 0,121869 0,992546 0,122785
8 0,139173 0,990268 0,140541
9 0,156434 0,987688 0,158384
10 0,173648 0,984808 0,176327
11 0,190809 0,981627 0,19438
12 0,207912 0,978148 0,212557
13 0,224951 0,97437 0,230868
14 0,241922 0,970296 0,249328
15 0,258819 0,965926 0,267949
16 0,275637 0,961262 0,286745
17 0,292372 0,956305 0,305731
18 0,309017 0,951057 0,32492
19 0,325568 0,945519 0,344328
20 0,34202 0,939693 0,3639721 0,358368 0,93358 0,383864
22 0,374607 0,927184 0,404026
23 0,390731 0,920505 0,424475
24 0,406737 0,913545 0,445229
25 0,422618 0,906308 0,466308
26 0,438371 0,898794 0,487733
27 0,45399 0,891007 0,509525
28 0,469472 0,882948 0,53170929 0,48481 0,87462 0,554309
30 0,5 0,866025 0,57735
31 0,515038 0,857167 0,600861
32 0,529919 0,848048 0,624869

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 76/79
33 0,544639 0,838671 0,649408
34 0,559193 0,829038 0,674509
35 0,573576 0,819152 0,700208
36 0,587785 0,809017 0,72654337 0,601815 0,798636 0,753554
38 0,615661 0,788011 0,781286
39 0,62932 0,777146 0,809784
40 0,642788 0,766044 0,8391
41 0,656059 0,75471 0,869287
42 0,669131 0,743145 0,900404
43 0,681998 0,731354 0,932515
44 0,694658 0,71934 0,965689
45 0,707107 0,707107 1
46 0,71934 0,694658 1,03553
47 0,731354 0,681998 1,072369
48 0,743145 0,669131 1,110613
49 0,75471 0,656059 1,150368
50 0,766044 0,642788 1,191754
51 0,777146 0,62932 1,234897
52 0,788011 0,615661 1,279942
53 0,798636 0,601815 1,32704554 0,809017 0,587785 1,376382
55 0,819152 0,573576 1,428148
56 0,829038 0,559193 1,482561
57 0,838671 0,544639 1,539865
58 0,848048 0,529919 1,600335
59 0,857167 0,515038 1,664279
60 0,866025 0,5 1,732051
61 0,87462 0,48481 1,80404862 0,882948 0,469472 1,880726
63 0,891007 0,45399 1,962611
64 0,898794 0,438371 2,050304
65 0,906308 0,422618 2,144507

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 77/79
66 0,913545 0,406737 2,246037
67 0,920505 0,390731 2,355852
68 0,927184 0,374607 2,475087
69 0,93358 0,358368 2,60508970 0,939693 0,34202 2,747477
71 0,945519 0,325568 2,904211
72 0,951057 0,309017 3,077684
73 0,956305 0,292372 3,270853
74 0,961262 0,275637 3,487414
75 0,965926 0,258819 3,732051
76 0,970296 0,241922 4,010781
77 0,97437 0,224951 4,331476
78 0,978148 0,207912 4,70463
79 0,981627 0,190809 5,144554
80 0,984808 0,173648 5,671282
81 0,987688 0,156434 6,313752
82 0,990268 0,139173 7,11537
83 0,992546 0,121869 8,144346
84 0,994522 0,104528 9,514364
85 0,996195 0,087156 11,43005
86 0,997564 0,069756 14,3006787 0,99863 0,052336 19,08114
88 0,999391 0,034899 28,63625
89 0,999848 0,017452 57,28996

5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 78/79
CIRCUNFERÊNCIA TRIGONOMÉTRICA
Seja uma circunferência de centro O sobre a qual marcamos dois pontos distintos, A eB. A cada uma das partes em que a circunferência fica dividida chamamos arco de
circunferência.
5/11/2018 Apostila Parametrizada Cnc Siemens 840d Fanuc 21m Mitsubishi Meldas - slidepdf.com
http://slidepdf.com/reader/full/apostila-parametrizada-cnc-siemens-840d-fanuc-21m-mitsubishi-meldas 79/79
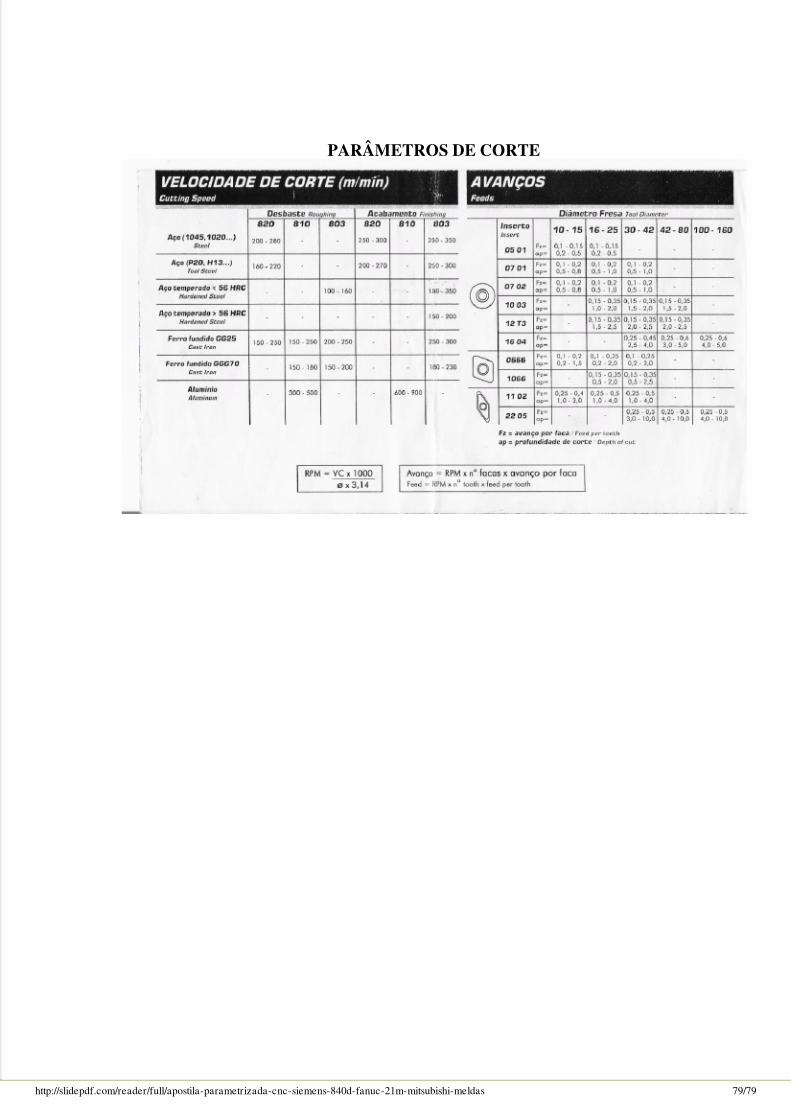
PARÂMETROS DE CORTE
Related Documents











