O O X X I I C C O O R R T T E E Apostila Técnica Joinville-SC 2012

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
OO XX II CC OO RR TT EE
Apostila Técnica
Joinville-SC
2012
1
O X I C O R T E C
ON
SU
LSO
LDA
S –
Con
sulto
ria, A
sses
soria
e S
ervi
ços
Téc
nico
s d
e S
olda
gem
Ltd
a-M
E –
08.
689.
981/
0001
-38
– B
RA
SIL
SUMÁRIO
1 INTRODUÇÃO _________________________________________________________ 02
2 PRINCÍPIOS DO PROCESSO _____________________________________________ 03
3 EQUIPAMENTOS PARA EXECUÇÃO DO PROCESSO _________________________ 05
4 GASES UTILIZADOS ____________________________________________________ 08
5 PREPARAÇÃO PARA O CORTE ___________________________________________ 10
6 OXICORTE MANUAL ____________________________________________________ 11
7 OXICORTE SEMI-AUTOMÁTICO ___________________________________________ 13
8 OXICORTE AUTOMATIZADO _____________________________________________ 14
9 SEGURANÇA EM OPERAÇÕES DE CORTE _________________________________ 15
10 DEFEITOS, CAUSAS E SOLUÇÕES ________________________________________ 16
11 BIBLIOGRAFIA _________________________________________________________ 18
Apostila elaborada por:
Wéllington Nunes de Trindade
Tecnólogo Mecânico, modalidade Soldagem pela Faculdade de Tecnologia de São Paulo.
Crea-SP: 5061912740/D - [email protected]
para citação ou referência a este texto utilize:
TRINDADE, W. N. – OXICORTE. Joinville, Consulsoldas, 2012.
Disponível em: < http://consulsoldas.blogspot.com.br/ >
2
O X I C O R T E C
ON
SU
LSO
LDA
S –
Con
sulto
ria, A
sses
soria
e S
ervi
ços
Téc
nico
s d
e S
olda
gem
Ltd
a-M
E –
08.
689.
981/
0001
-38
– B
RA
SIL
1. INTRODUÇÃO
O corte de metais é uma operação utilizada na maioria das indústrias, servindo
tanto para construir como para demolir. Por questões de economia de escala e
características do processo de fabricação dos materiais metálicos, estes são produzidos
em dimensões padronizadas, não sendo adequadas ao uso para todos os fins a que se
destinam. Em função deste aspecto, tornam-se necessárias operações de corte das
matérias primas. O corte pode ser efetuado de diversas formas:
Mecanicamente: corte por cisalhamento através de guilhotinas, tesouras, etc.; corte
por arrancamento através de serras, usinagem mecânica, etc;
Por fusão: utilizando-se como fonte de calor um arco elétrico, ex: goivagem a arco,
plasma;
Reação química: onde o corte se processa através de reações exotérmicas de
oxidação do metal, ex: oxicorte;
Elevada concentração de energia: neste grupo enquadram-se os processos que
utilizam o princípio da concentração de energia como característica principal de
funcionamento, não importando se a fonte de energia é química, mecânica ou
elétrica. Enquadram-se neste, o corte por jato d'água de elevada pressão, LASER
e algumas variantes do processo plasma.
O oxicorte, com equipamento manual, semi-automático ou mecanizado, é utilizado
em estaleiros, construção de estruturas metálicas, siderúrgicas, indústrias metalúrgicas,
etc, desde o princípio do século passado, por cortar o aço com rapidez e utilizar
equipamentos com custo relativamente baixo.
Em 1901 Picard desenvolveu o primeiro queimador para soldagem oxicombustível
e em 1904 Jotrand patenteou o primeiro maçarico de corte, colocando a chama de
aquecimento e o jato de oxigênio de corte em um único equipamento – maçarico de corte.
Desde então os processo continua praticamente o mesmo: bico de corte conduz o
oxigênio, circundado pela chama de aquecimento, até a peça a ser cortada.
Nos anos seguintes o processo evoluiu com o aperfeiçoamento dos equipamentos
utilizados. Os bicos de corte mereceram especial atenção por influenciarem diretamente
no processo. Bicos especiais foram desenvolvidos aumentando a velocidade de trabalho
e a qualidade das superfícies cortadas.
A automação do processo ocorreu por volta de 1906, sendo a primeira máquina de
corte movida através de manivelas. Com a mecanização do processo a qualidade atingiu
um padrão elevado, dispensando frequentemente acabamento posterior. O corte de
figuras era produzido inicialmente, utilizando-se gabaritos metálicos e mais tarde através
da leitura ótica de desenhos, ainda em uso nos dias de hoje. Com o advento do controle
numérico (CNC) e o desenvolvimento de softwares, conseguiu-se aumentar ainda mais a
produtividade do processo, organizando o estoque de chapas, otimizando o arranjo das
peças a serem produzidas, etc. Atualmente, máquinas de corte modernas tem posição de
destaque na indústria produtora de peças e componentes de aço.
3
O X I C O R T E C
ON
SU
LSO
LDA
S –
Con
sulto
ria, A
sses
soria
e S
ervi
ços
Téc
nico
s d
e S
olda
gem
Ltd
a-M
E –
08.
689.
981/
0001
-38
– B
RA
SIL
1. PRINCÍPIOS DO PROCESSO
1.1 Definição
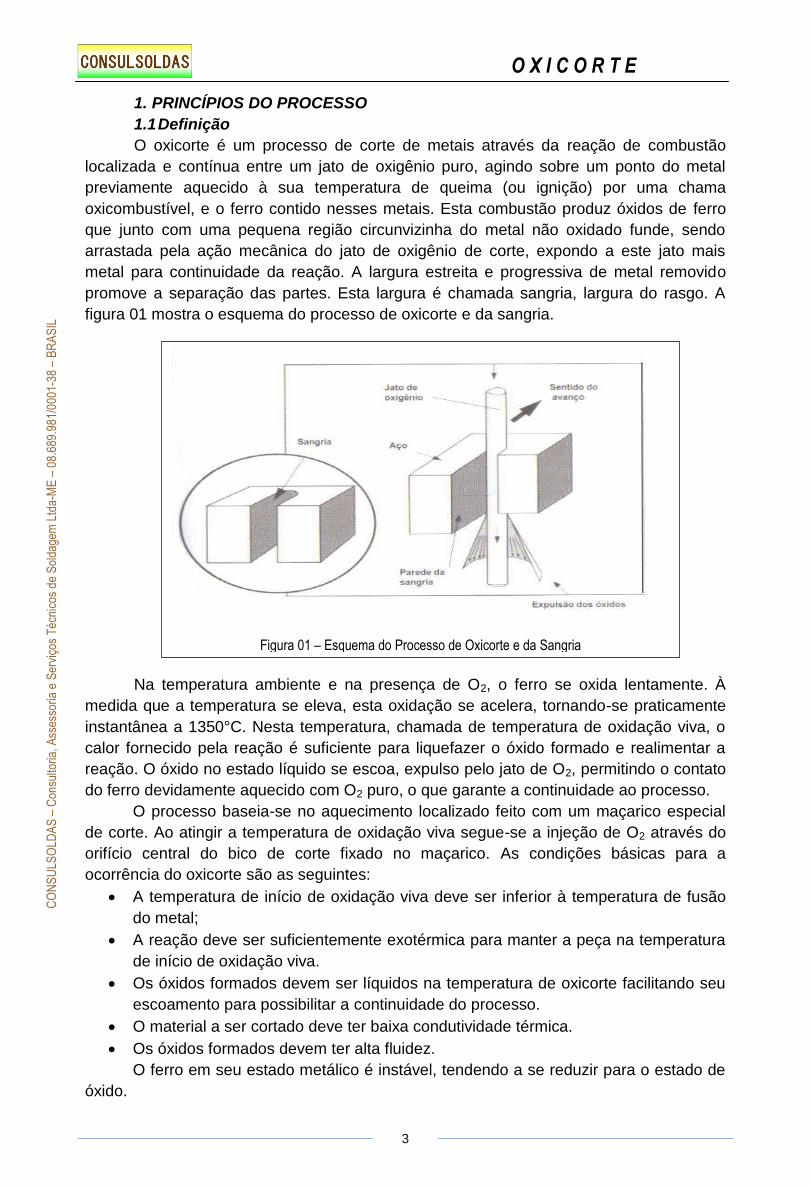
O oxicorte é um processo de corte de metais através da reação de combustão
localizada e contínua entre um jato de oxigênio puro, agindo sobre um ponto do metal
previamente aquecido à sua temperatura de queima (ou ignição) por uma chama
oxicombustível, e o ferro contido nesses metais. Esta combustão produz óxidos de ferro
que junto com uma pequena região circunvizinha do metal não oxidado funde, sendo
arrastada pela ação mecânica do jato de oxigênio de corte, expondo a este jato mais
metal para continuidade da reação. A largura estreita e progressiva de metal removido
promove a separação das partes. Esta largura é chamada sangria, largura do rasgo. A
figura 01 mostra o esquema do processo de oxicorte e da sangria.
Na temperatura ambiente e na presença de O2, o ferro se oxida lentamente. À
medida que a temperatura se eleva, esta oxidação se acelera, tornando-se praticamente
instantânea a 1350°C. Nesta temperatura, chamada de temperatura de oxidação viva, o
calor fornecido pela reação é suficiente para liquefazer o óxido formado e realimentar a
reação. O óxido no estado líquido se escoa, expulso pelo jato de O2, permitindo o contato
do ferro devidamente aquecido com O2 puro, o que garante a continuidade ao processo.
O processo baseia-se no aquecimento localizado feito com um maçarico especial
de corte. Ao atingir a temperatura de oxidação viva segue-se a injeção de O2 através do
orifício central do bico de corte fixado no maçarico. As condições básicas para a
ocorrência do oxicorte são as seguintes:
A temperatura de início de oxidação viva deve ser inferior à temperatura de fusão
do metal;
A reação deve ser suficientemente exotérmica para manter a peça na temperatura
de início de oxidação viva.
Os óxidos formados devem ser líquidos na temperatura de oxicorte facilitando seu
escoamento para possibilitar a continuidade do processo.
O material a ser cortado deve ter baixa condutividade térmica.
Os óxidos formados devem ter alta fluidez.
O ferro em seu estado metálico é instável, tendendo a se reduzir para o estado de
óxido.
Figura 01 – Esquema do Processo de Oxicorte e da Sangria
4
O X I C O R T E C
ON
SU
LSO
LDA
S –
Con
sulto
ria, A
sses
soria
e S
ervi
ços
Téc
nico
s d
e S
olda
gem
Ltd
a-M
E –
08.
689.
981/
0001
-38
– B
RA
SIL
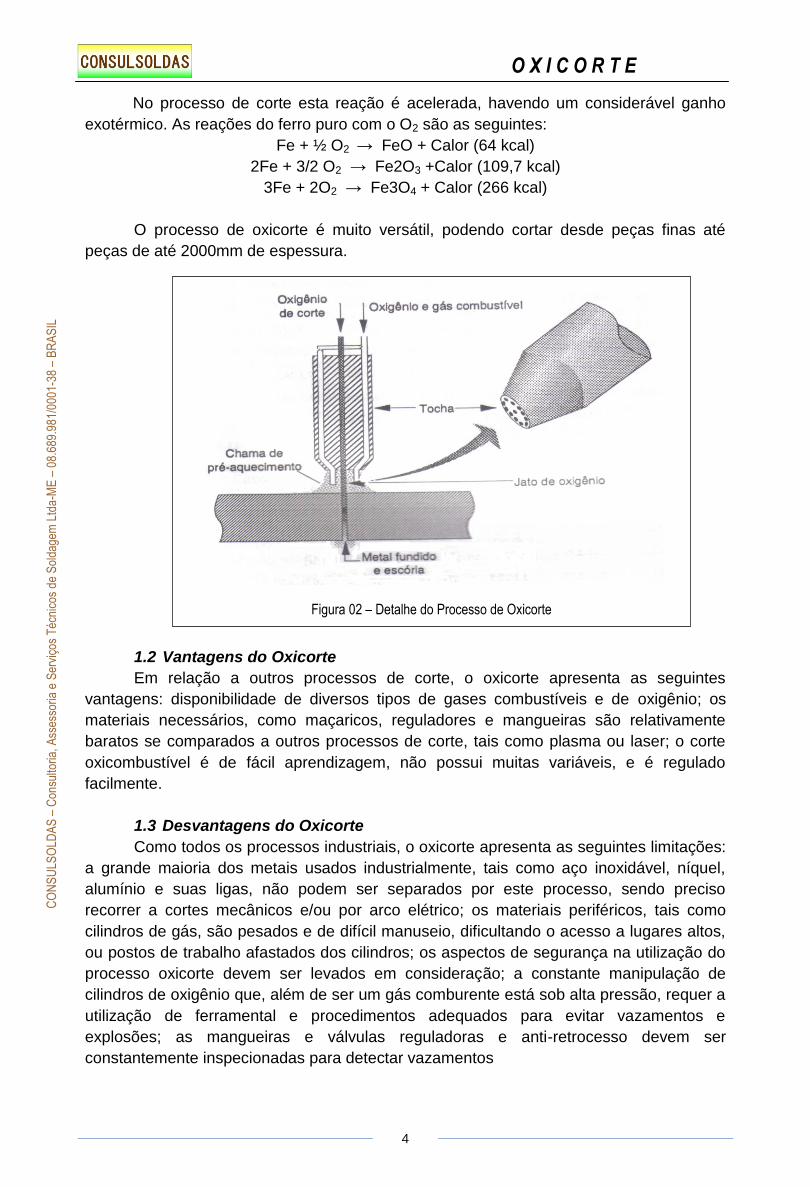
No processo de corte esta reação é acelerada, havendo um considerável ganho
exotérmico. As reações do ferro puro com o O2 são as seguintes:
Fe + ½ O2 → FeO + Calor (64 kcal)
2Fe + 3/2 O2 → Fe2O3 +Calor (109,7 kcal)
3Fe + 2O2 → Fe3O4 + Calor (266 kcal)
O processo de oxicorte é muito versátil, podendo cortar desde peças finas até
peças de até 2000mm de espessura.
1.2 Vantagens do Oxicorte
Em relação a outros processos de corte, o oxicorte apresenta as seguintes
vantagens: disponibilidade de diversos tipos de gases combustíveis e de oxigênio; os
materiais necessários, como maçaricos, reguladores e mangueiras são relativamente
baratos se comparados a outros processos de corte, tais como plasma ou laser; o corte
oxicombustível é de fácil aprendizagem, não possui muitas variáveis, e é regulado
facilmente.
1.3 Desvantagens do Oxicorte
Como todos os processos industriais, o oxicorte apresenta as seguintes limitações:
a grande maioria dos metais usados industrialmente, tais como aço inoxidável, níquel,
alumínio e suas ligas, não podem ser separados por este processo, sendo preciso
recorrer a cortes mecânicos e/ou por arco elétrico; os materiais periféricos, tais como
cilindros de gás, são pesados e de difícil manuseio, dificultando o acesso a lugares altos,
ou postos de trabalho afastados dos cilindros; os aspectos de segurança na utilização do
processo oxicorte devem ser levados em consideração; a constante manipulação de
cilindros de oxigênio que, além de ser um gás comburente está sob alta pressão, requer a
utilização de ferramental e procedimentos adequados para evitar vazamentos e
explosões; as mangueiras e válvulas reguladoras e anti-retrocesso devem ser
constantemente inspecionadas para detectar vazamentos
Figura 02 – Detalhe do Processo de Oxicorte

5
O X I C O R T E C
ON
SU
LSO
LDA
S –
Con
sulto
ria, A
sses
soria
e S
ervi
ços
Téc
nico
s d
e S
olda
gem
Ltd
a-M
E –
08.
689.
981/
0001
-38
– B
RA
SIL
2. EQUIPAMENTOS PARA EXECUÇÃO DO PROCESSO
2.1 Introdução
Os equipamentos desempenham papel fundamental no processo de oxicorte. A
escolha correta garante a produtividade, a segurança, e a execução com perfeição.
Uma estação de trabalho deve ter no mínimo os seguintes equipamentos para
execução do processo:
Um cilindro ou instalação centralizada para o oxigênio (O2).
Um cilindro ou instalação centralizada para gás combustível (Acetileno, Propano,
GLP ou outro gás).
Duas mangueiras de alta pressão para condução dos gases, eventualmente três se
utilizar o oxigênio de corte e de aquecimento em mangueiras separadas.
Um maçarico de corte.
Um regulador de pressão para oxigênio.
Um regulador de pressão para o gás combustível.
Dispositivos de segurança (válvulas anti-retrocesso).
2.2 Maçaricos
O maçarico de oxicorte mistura o gás combustível com o oxigênio de aquecimento,
na proporção correta para a chama, além de produzir um jato de oxigênio de alta
velocidade para o corte.
Este equipamento consiste de uma série de tubos de gás e válvulas de controle de
fluxo dos gases oxigênio e combustível. A figura 03 abaixo mostra um maçarico de corte.
Cabeça - Proporciona rigidez ao conjunto, e serve de acoplamento aos bicos de
corte.
Tubos - tem a função de conduzir os gases
Punho - local onde se fará o manuseio do maçarico
Alavanca de corte - O seu acionamento atua sobre a válvula do O2 de corte
proporcionando a abertura do mesmo.
Conjunto de regulagem - É um conjunto de válvulas que servem para regulagem
dos fluxos de gases.
2.3 Tipos de Maçaricos
Os maçaricos de corte podem ser manuais, combinado e específicos, ou tipo
caneta para acoplamento em máquinas de corte automáticas. O maçarico combinado é
utilizado em locais ou setores onde existe uma alternância entre operações de corte e
soldagem tais como oficinas de manutenção. Neste caso acopla-se a um maçarico de
soldagem um dispositivo de corte, composto por uma câmara de mistura, sistema de
separação e válvula para controle do O2 de corte.
Figura 03 – Esquema do maçarico de oxicorte manual
6
O X I C O R T E C
ON
SU
LSO
LDA
S –
Con
sulto
ria, A
sses
soria
e S
ervi
ços
Téc
nico
s d
e S
olda
gem
Ltd
a-M
E –
08.
689.
981/
0001
-38
– B
RA
SIL
2.4 Maçaricos Manuais para Corte
Possuem um circuito especial de O2 separado dos gases para chama de
aquecimento. Este conduto é específico para o oxigênio que efetuará o corte, passando a
se denominar O2 de corte. A mistura dos gases para chama de aquecimento pode se dar
por três princípios distintos que são apresentados à seguir:
Princípio injetor: o gás combustível é sugado pela alta velocidade do oxigênio por
meio de um “efeito Venturi”;
Princípio misturador: o gás combustível e o oxigênio são misturados, sob igual
pressão, na câmara de mistura, graças à ação das válvulas de regulagem
incorporadas aos maçaricos.
Princípio misturador no bico: os gases se misturam no próprio bico de corte,
mantendo-se separados até atingir o bico.
Pode- se dizer que todos os princípios funcionam sem inconvenientes na medida em
que se respeitem as recomendações de segurança associadas a cada um deles.
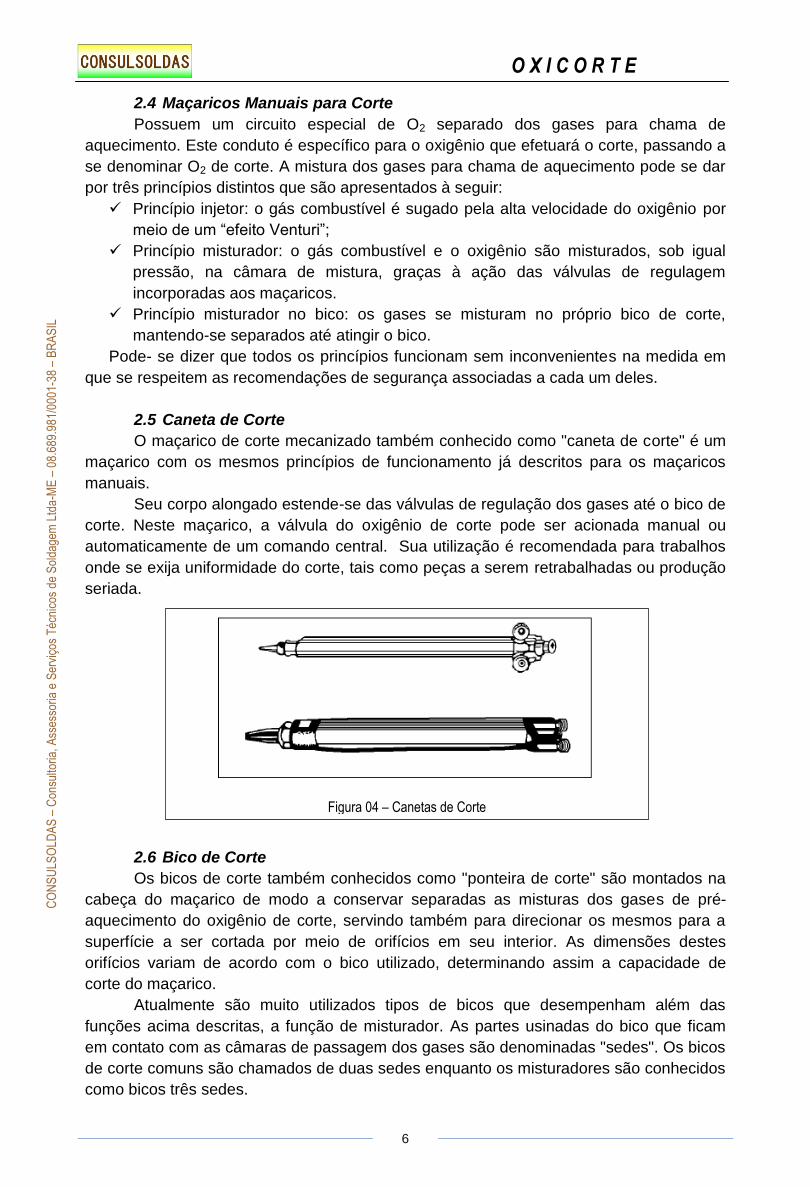
2.5 Caneta de Corte
O maçarico de corte mecanizado também conhecido como "caneta de corte" é um
maçarico com os mesmos princípios de funcionamento já descritos para os maçaricos
manuais.
Seu corpo alongado estende-se das válvulas de regulação dos gases até o bico de
corte. Neste maçarico, a válvula do oxigênio de corte pode ser acionada manual ou
automaticamente de um comando central. Sua utilização é recomendada para trabalhos
onde se exija uniformidade do corte, tais como peças a serem retrabalhadas ou produção
seriada.
2.6 Bico de Corte
Os bicos de corte também conhecidos como "ponteira de corte" são montados na
cabeça do maçarico de modo a conservar separadas as misturas dos gases de pré-
aquecimento do oxigênio de corte, servindo também para direcionar os mesmos para a
superfície a ser cortada por meio de orifícios em seu interior. As dimensões destes
orifícios variam de acordo com o bico utilizado, determinando assim a capacidade de
corte do maçarico.
Atualmente são muito utilizados tipos de bicos que desempenham além das
funções acima descritas, a função de misturador. As partes usinadas do bico que ficam
em contato com as câmaras de passagem dos gases são denominadas "sedes". Os bicos
de corte comuns são chamados de duas sedes enquanto os misturadores são conhecidos
como bicos três sedes.
Figura 04 – Canetas de Corte

7
O X I C O R T E C
ON
SU
LSO
LDA
S –
Con
sulto
ria, A
sses
soria
e S
ervi
ços
Téc
nico
s d
e S
olda
gem
Ltd
a-M
E –
08.
689.
981/
0001
-38
– B
RA
SIL
Estes bicos são disponíveis em uma ampla variedade de tipos e tamanhos sendo
classificados de acordo com sua capacidade de corte.
A escolha do bico deve levar em consideração.
Material a ser cortado;
Gás combustível utilizado;
Tipo de sede.
2.7 Identificação dos Bicos de Corte
Os bicos de corte são identificados de acordo com a norma EN 874 para bicos de
corte com máquinas e EN ISO 5172 para sistemas manuais.
De uma forma simples, a identificação dos bicos é feita por letras e números,
sendo que as primeiras letras informam se o bico para corte com máquina ou manual, a
segundo letra indica o gás combustível, e os números que se seguem indicam o tipo de
bico. Os outros números que se seguem são números de série dos fabricantes.
Exemplo: MA 133 é um bico para corte com máquina (M), para acetileno como gás
combustível (A) e de sede plana. Outros números se série, e também de capacidade,
mudam de acordo com o fabricante e a aplicação. Portanto, é sempre necessário
consultar as tabelas fornecidas por cada fabricante.
Nos bicos de corte também devem ser indicados o fabricante e as pressões de
operação para o oxigênio de corte.
M BICO PARA CORTE COM MÁQUINA
H BICO PARA CORTE MANUAL
A ACETILENO
P PROPANO
Y OUTROS GASES COMBUSTÍVEIS
1 SEDE PLANA
2 SEDE DUPLA
3 TRIPLO CONE
Tabela 01 – Classificação dos Bicos de Corte
Figura 05 – Exemplos de Bicos de Corte (HP 331 e MA 133)
O COMPONENTE MAIS IMPORTANTE DO EQUIPAMENTO DE OXICOTE É O BICO DE COMTATO, E
NESTE O MAIS IMPORTANTE É CONFORMAÇÃO DOS CANAIS QUE PRODUZEM A CHAMA DE
AQUECIMENTO E DO CANAL DO JATO DE OXIGÊNIO PARA O CORTE.
8
O X I C O R T E C
ON
SU
LSO
LDA
S –
Con
sulto
ria, A
sses
soria
e S
ervi
ços
Téc
nico
s d
e S
olda
gem
Ltd
a-M
E –
08.
689.
981/
0001
-38
– B
RA
SIL
3. GASES UTILIZADOS
3.1 Oxigênio (O2)
O oxigênio é um gás inodoro, incolor, não tóxico e mais pesado que o ar (peso
atômico: 31,9988g/mol); tem pequena solubilidade em água e álcool. O oxigênio por si só
não é inflamável porém sustenta a combustão e reage violentamente com os materiais
combustíveis, podendo causar fogo ou explosões.
O fornecimento de oxigênio pode ser realizado em cilindro de aço, tanque
criogênico ou gasoduto. O cilindro, de cor preta, é construído a partir de um tubo de aço
sem costura e tratado termicamente. É enchido com alta pressão, em torno de 150 a
200bar. Há cilindros com pressão de enchimento de até 300bar.
Na fase líquida, o oxigênio apresenta temperatura de -183ºC. O tanque criogênico
possibilita a armazenagem de gás nesta temperatura. O fornecimento através de
gasoduto é destinado para grandes consumos, geralmente acima de 20ton/dia. O
fornecimento é realizado a partir de uma usina de produção de oxigênio.
3.2 Gases Combustíveis
São vários os gases combustíveis que podem ser usados para ignição e
manutenção da chama de aquecimento. Os gases são acetileno, propano, GLP (gás
liquefeito de petróleo), gás de nafta, hidrogênio e gás natural. A natureza do gás
combustível influenciará a temperatura da chama, o consumo de oxigênio e o custo do
processo. Dentre estes, os mais utilizados são o acetileno e o GLP.
Entre os vários gases citados, o acetileno (C2H2) é o de maior interesse no uso
industrial por possuir uma elevada temperatura de chama (3100ºC) e por este
hidrocarboneto apresentar maior percentual em peso de carbono que os outros
combustíveis. É um gás estável sob temperatura e pressão ambiente, porém não se
recomenda seu uso sob pressões superiores a 1,5 kg/cm², porque o gás pode entrar em
colapso e explodir.
Os cilindros de acetileno são de construção diferente dos cilindros de oxigênio. A
segurança e a capacidade dos cilindros de acetileno são obtidas através de matéria
porosa, cujos poros são ocupados por um solvente que absorve em si o acetileno. O
solvente comum utilizado é a acetona. Em função dessa característica especial do
cilindro, a vazão máxima é limitada em 1/7 da sua capacidade.
Comercialmente, pode ser vendido em diversas granulometrias sob forma sólida
(carbureto de cálcio - CaC2), podendo ser usado em geradores para obtenção de
acetileno no local de uso.
O cilindro de acetileno tem a cor vermelho (bordô).
O acetileno quando em contato com prata, mercúrio ou cobre, pode formar
compostos explosivos. Os bicos dos maçaricos para solda e corte, fabricados em cobre,
não são perigosos. O acetileno neste caso não permanece em contato com o cobre
tempo suficiente para que a reação possa ocorrer. O acetileno é anestésico, não
venenoso, porém quando em alta concentração provoca asfixia devido à exclusão de
oxigênio. Em ambientes fechados ou pontos elevados, deve-se ter o cuidado de evitar sua
inalação, pois ocasiona vertigem causando quedas. Por ser mais leve que o ar, tende a
concentrar-se em pontos elevados em ambientes confinados, e em ambientes abertos a
dissipar-se na atmosfera.
O GLP (gás liquefeito de Petróleo) é uma mistura de dois gases: propano (C3H8) e
butano (CH3 CH2 CH2 CH3), que são hidrocarbonetos saturados. O GLP é incolor e
inodoro quando se encontra em concentrações abaixo de 2% no ar. É um gás 1,6 vezes
9
O X I C O R T E C
ON
SU
LSO
LDA
S –
Con
sulto
ria, A
sses
soria
e S
ervi
ços
Téc
nico
s d
e S
olda
gem
Ltd
a-M
E –
08.
689.
981/
0001
-38
– B
RA
SIL
mais pesado que o ar, sendo utilizado como combustível para queima em fornos
industriais, aquecimento e corte de materiais ferrosos.
O GLP é constituinte do óleo cru (cerca de 2%) e recuperado tal como outros
subprodutos do petróleo em refinarias. É estocado em forma condensada sob pressão em
esferas. O cilindro de GLP e butano tem a cor prata.
Existe um certo número de misturas de gases combustíveis patenteadas em que o constituinte ativo é o metilacetileno e/ou propadieno. Ambos os gases são muito ricos em energia, porém explosivos. Por este motivo, a estas misturas são adicionados estabilizadores, preferencialmente propano, propileno e butano.
Estas misturas são armazenadas na forma líquida. Seus diversos componentes possuem diferentes pontos de ebulição e diferentes pressões de vapor, razões pelas quais a composição do gás liberado pode variar. Devido ao fato de que alguns estabilizantes são menos voláteis que outros, sempre há um excesso deles na mistura para uma maior segurança. O problema de variação na composição é resolvido mediante o uso de tubo pescador e vaporizador. O ponto de ebulição das diferentes misturas de gases é dado em intervalos, o que evidencia que sua composição pode variar. Isto pode ser devido a variação da composição inicial dos gases como, também, que a composição dos mesmos muda durante a saída, isto apesar das medidas acima discutidas.
MAPP, TETRENO e APACHI são três tipos de misturas patenteadas disponíveis no mercado.
A composição do MAPP segundo a patente da Dow Chemical: Metilacetileno/propadieno 48 -75% Propano/propileno 11 -38% Outros hidrocarbonetos 2-14% Composição do TETRENO: Metilacetileno 40 ± 2 % 1.3 Butadieno 4 ±0,5% Butileno 4 ± 0,5% Butano 0,5% Propileno 47 ± 2 % Propano 6 ± 0,5% O APACHI possui a seguinte composição, segundo sua patente: Metilacetileno 5-39% Propileno 30-90% Propano 30% máx. Depois do acetileno as misturas que possuem metilacetileno e/ou propadieno são
os gases combustíveis que proporcionam a chama mais quente.

10
O X I C O R T E C
ON
SU
LSO
LDA
S –
Con
sulto
ria, A
sses
soria
e S
ervi
ços
Téc
nico
s d
e S
olda
gem
Ltd
a-M
E –
08.
689.
981/
0001
-38
– B
RA
SIL
4. PREPARAÇÃO PARA O OXICORTE
Antes se iniciar a operação de corte é necessário ter o cuidado de que uma vez
iniciada a operação, a mesma deve continuar até completar o objeto (cortar uma chapa,
fazer um furo, fazer um chanfro, etc). Interrupções são indesejadas porque podem
interferir na qualidade do trabalho. Portanto deve-se verificar o local para que não haja
circulação de pessoas sem o devido cuidado com a operação, fios elétricos devem estar
longe da operação de corte, as mangueiras devem estar em boas condições, os
manômetros devem estar em boas condições de uso para garantir a leitura correta da
pressão dos gases, o bico de corte deve ser o indicado para cortar determinada
espessura, os cilindros devem ter gás suficiente para garantir o término da operação,
caso terminar um dos gases durante a operação, o operador deverá ter cuidado e muita
atenção para dar continuidade no corte sem introduzir defeitos no material que está sendo
processado.
4.1 Dilatações e Contrações
Qualquer material submetido a variações térmicas está sujeito a sofrer dilatações.
Nos processos de corte e soldagem as dilatações são pontuais e causam
deformações, uma vez que as regiões adjacentes ao corte estão frias servindo como um
vínculo mecânico, isto é, durante o corte não há uma deformação homogênea da peça, e
quando esta se resfria as partes que sofreram dilatação se contraem, provocando o
aumento da tensão residual e deformação da peça.
Este efeito deve ser considerado na hora da elaboração do procedimento de corte,
quanto a sequencia e regiões da chapa a retirar as peças.
Tabela 02 – Parâmetros para o Corte de Aço-Carbono
11
O X I C O R T E C
ON
SU
LSO
LDA
S –
Con
sulto
ria, A
sses
soria
e S
ervi
ços
Téc
nico
s d
e S
olda
gem
Ltd
a-M
E –
08.
689.
981/
0001
-38
– B
RA
SIL
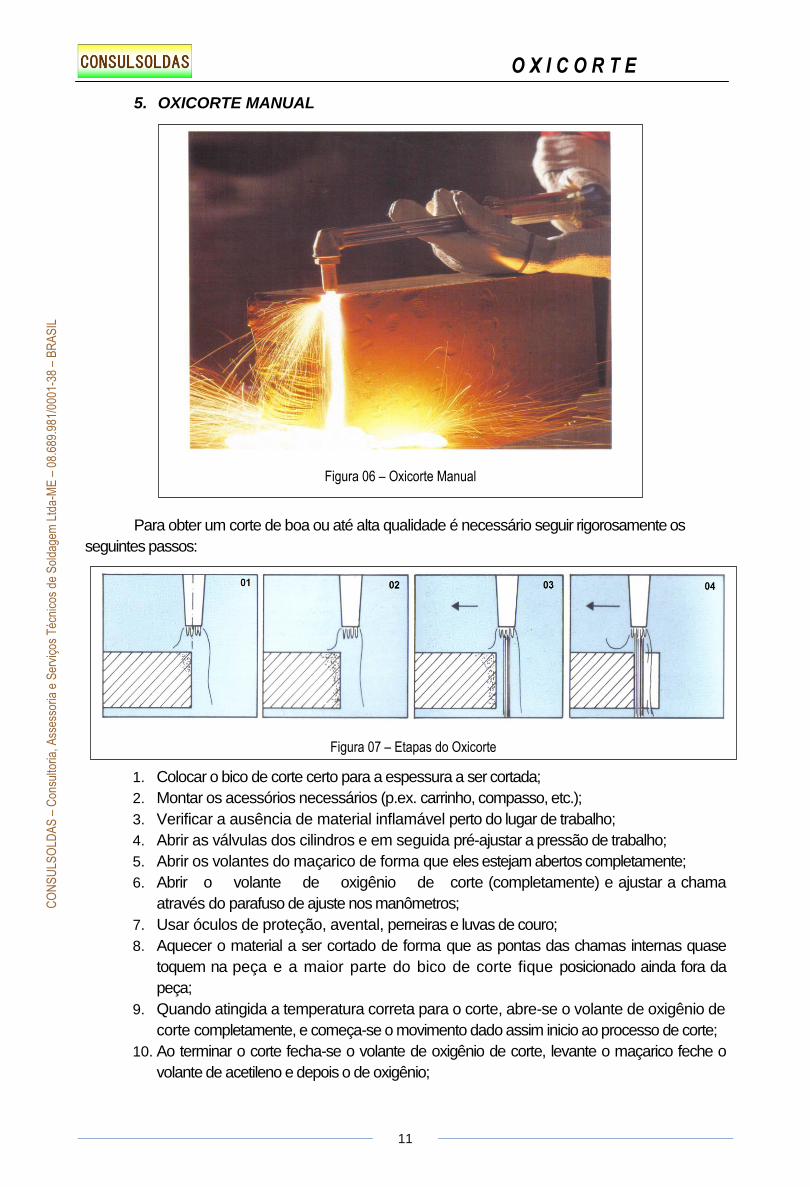
5. OXICORTE MANUAL
Para obter um corte de boa ou até alta qualidade é necessário seguir rigorosamente os
seguintes passos:
1. Colocar o bico de corte certo para a espessura a ser cortada;
2. Montar os acessórios necessários (p.ex. carrinho, compasso, etc.);
3. Verificar a ausência de material inflamável perto do lugar de trabalho;
4. Abrir as válvulas dos cilindros e em seguida pré-ajustar a pressão de trabalho;
5. Abrir os volantes do maçarico de forma que eles estejam abertos completamente;
6. Abrir o volante de oxigênio de corte (completamente) e ajustar a chama
através do parafuso de ajuste nos manômetros;
7. Usar óculos de proteção, avental, perneiras e luvas de couro;
8. Aquecer o material a ser cortado de forma que as pontas das chamas internas quase
toquem na peça e a maior parte do bico de corte fique posicionado ainda fora da
peça;
9. Quando atingida a temperatura correta para o corte, abre-se o volante de oxigênio de
corte completamente, e começa-se o movimento dado assim inicio ao processo de corte;
10. Ao terminar o corte fecha-se o volante de oxigênio de corte, levante o maçarico feche o
volante de acetileno e depois o de oxigênio;
Figura 07 – Etapas do Oxicorte
Figura 06 – Oxicorte Manual

12
O X I C O R T E C
ON
SU
LSO
LDA
S –
Con
sulto
ria, A
sses
soria
e S
ervi
ços
Téc
nico
s d
e S
olda
gem
Ltd
a-M
E –
08.
689.
981/
0001
-38
– B
RA
SIL
11. Encerrando os trabalhos de corte, alivia-se os manômetros de pressão atravé do parafuso
de ajuste e fecha-se as válvulas dos cilindros;
12. Finalmente, deve-se guardar as mangueiras e o maçarico.
Para a preparação de chanfros para a soldagem posterior é muito comum o
emprego do corte oxiacetilênico pela boa qualidade da superfície e pela simplicidade do
processo.
Para o corte em ângulo deve-se operar com pressões maiores acima dos
estabelecidos para cortes em 90°, pois na parte superior a chama é desviada e perde um
pouco sua capacidade de aquecimento.
Às vezes é necessário se iniciar um corte dentro da peça impossibilitando o
procedimento normal, assim, se inicia esse corte no canto lateral da peça. Para esta
tarefa (figura 08) deve-se dirigir o maçarico até o local onde vai ser perfurada a peça. O
maçarico fica a 6 - 8 mm acima da superfície.
Ao atingir a temperatura certa (o centro do local aquecido começa a fundir - sendo
líquido e brilhoso) levanta-se o maçarico a uma altura de 12 - 16 mm acima da superfície.
Em seguida abre-se o volante do oxigênio de corte e, após terminada a perfuração, baixa-
se o maçarico e avança em direção do corte desejado.
Em certos casos é necessário fazer um furo na chapa por outros meios, por
exemplo, com furadeira. Isso às vezes é necessário para evitar que o furo tenha tamanho
exagerado, como no caso de uma chapa ou tubo de espessura elevada.
Devemos lembrar que durante o corte oxiacetilênico a peça é aquecida até a
temperatura de inflamação. O oxigênio de corte queima o aço, o transforma em escória e
em seguida a expulsa da abertura. O metal a ser cortado deve ser capaz de uma reação
química com O2. A condutibilidade térmica deve ser relativamente baixa.
O processo oxiacetilênico corta aços de baixo e médio teor de carbono e aços de
baixa liga, ferro fundido e aço fundido. O corte oxiacetilênico é um processo bastante
prático e simples devido a pouca aparelhagem exigida, especialmente quando se trata do
corte manual. Esse corte é de boa qualidade em respeito a rugosidade e paralelidade e
pode ser aplicado em todos os lugares já que o equipamento é portátil.
Figura 08 – Etapas da Perfuração por Oxicorte

13
O X I C O R T E C
ON
SU
LSO
LDA
S –
Con
sulto
ria, A
sses
soria
e S
ervi
ços
Téc
nico
s d
e S
olda
gem
Ltd
a-M
E –
08.
689.
981/
0001
-38
– B
RA
SIL
6. OXICORTE SEMI-AUTOMÁTICO
Usando ao invés do maçarico manual uma tartaruga, fala-se do corte semi-
automático. A tartaruga geralmente é composta por um, dois, três e até quatro maçaricos
de corte presos num carrinho motorizado. Trata-se de um equipamento relativamente
simples, que é composto por um carrinho com motorização elétrica de velocidade
variável.
A tartaruga se movimenta em cortes retos em cima de trilhos próprios.
Para cortes circulares obviamente não se usa os trilhos. Deve ser conectada uma
haste própria para fixação do compasso. O suporte para o maçarico pode ser
movimentado lateral e horizontalmente. Isso possibilita a correção de eventuais desvios
laterais ou diferenças na distância do maçarico para a peça. Como outra opção pode ser
modificado o ângulo do maçarico com a peça permitindo assim cortes em bisel (corte em
ângulo para preparação de chanfros).
As tartarugas são equipamentos extremamente versáteis, utilizados em
caldeirarias, estaleiros, empresas que prestam serviços de corte de chapas e tubos,
dentre outras.
O corte é executado de maneira similar ao corte manual, com a vantagem de que a
velocidade e a qualidade do corte são muito superiores.
7. OXICORTE AUTOMATIZADO
Figura 09 – Exemplos de Tartarugas de Corte
Figura 10 – Esquema da Tartaruga para Oxicorte
1 – Mangueiras;
2 – Regulador de altura da tocha
3 – Regulador horizontal
4 – Chave liga/desliga
5 – Maçarico
6 – Proteção de contra o calor
7 – Trilho guia
8 – Motor
9 – Fim de curso
10 – Chave de direção (trás e frente)
11 – Saída das mangueiras
12 – Barra de apoio para manuseio
13 – Rodas
14
O X I C O R T E C
ON
SU
LSO
LDA
S –
Con
sulto
ria, A
sses
soria
e S
ervi
ços
Téc
nico
s d
e S
olda
gem
Ltd
a-M
E –
08.
689.
981/
0001
-38
– B
RA
SIL
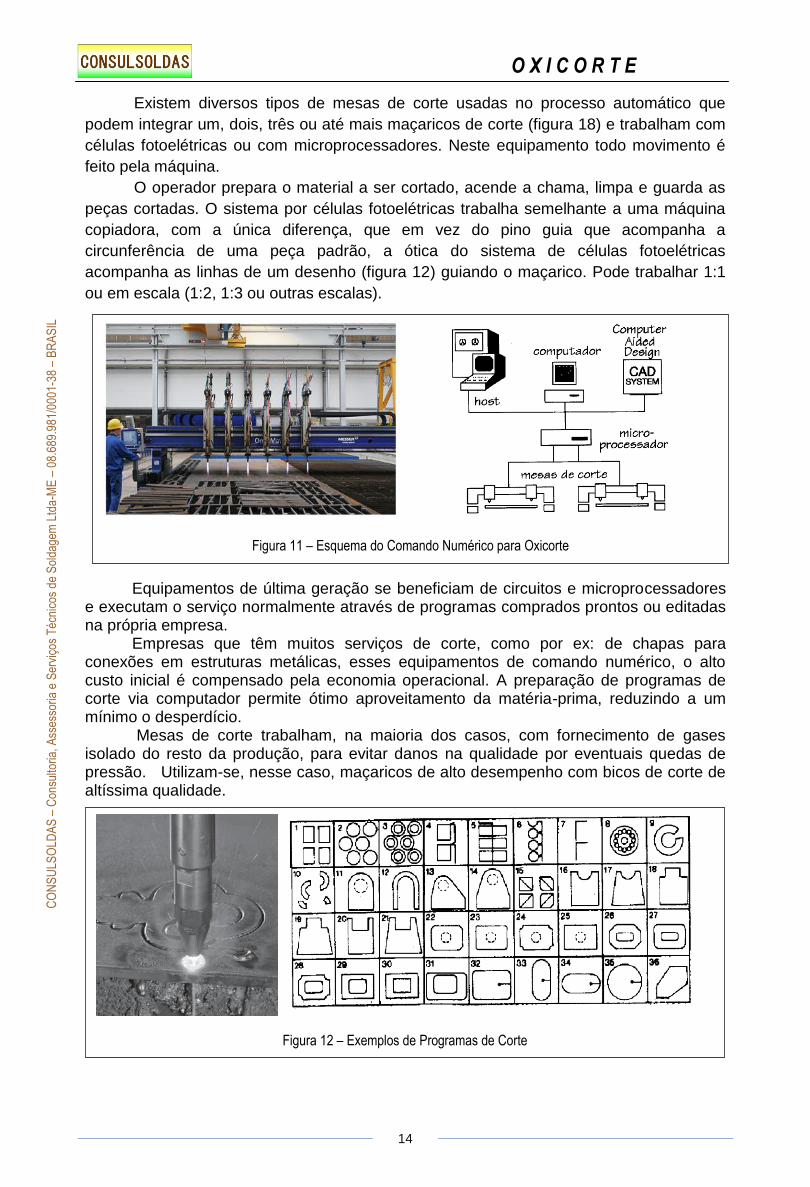
Existem diversos tipos de mesas de corte usadas no processo automático que
podem integrar um, dois, três ou até mais maçaricos de corte (figura 18) e trabalham com
células fotoelétricas ou com microprocessadores. Neste equipamento todo movimento é
feito pela máquina.
O operador prepara o material a ser cortado, acende a chama, limpa e guarda as
peças cortadas. O sistema por células fotoelétricas trabalha semelhante a uma máquina
copiadora, com a única diferença, que em vez do pino guia que acompanha a
circunferência de uma peça padrão, a ótica do sistema de células fotoelétricas
acompanha as linhas de um desenho (figura 12) guiando o maçarico. Pode trabalhar 1:1
ou em escala (1:2, 1:3 ou outras escalas).
Equipamentos de última geração se beneficiam de circuitos e microprocessadores e executam o serviço normalmente através de programas comprados prontos ou editadas na própria empresa.
Empresas que têm muitos serviços de corte, como por ex: de chapas para conexões em estruturas metálicas, esses equipamentos de comando numérico, o alto custo inicial é compensado pela economia operacional. A preparação de programas de corte via computador permite ótimo aproveitamento da matéria-prima, reduzindo a um mínimo o desperdício.
Mesas de corte trabalham, na maioria dos casos, com fornecimento de gases isolado do resto da produção, para evitar danos na qualidade por eventuais quedas de pressão. Utilizam-se, nesse caso, maçaricos de alto desempenho com bicos de corte de altíssima qualidade.
Figura 11 – Esquema do Comando Numérico para Oxicorte
Figura 12 – Exemplos de Programas de Corte
15
O X I C O R T E C
ON
SU
LSO
LDA
S –
Con
sulto
ria, A
sses
soria
e S
ervi
ços
Téc
nico
s d
e S
olda
gem
Ltd
a-M
E –
08.
689.
981/
0001
-38
– B
RA
SIL
8. SEGURANÇA EM OPERAÇÕES DE CORTE
8.1 Perigos
Os perigos para os operadores, soldadores, maçariqueiros e outros profissionais
envolvidos neste processo são em primeiro lugar a radiação e a luminosidade tanto como
o calor. Portanto, deve-se usar os EPIs (Equipamentos de Proteção Individual)
necessários, sendo apresentados em seguida:
A roupa deve ser de algodão puro (não utilizar tecidos sintéticos);
Óculos ou máscara de proteção;
Avental de couro;
Perneiras de couro;
Mangas de couro;
Luvas de couro;
Ombreiras de couro;
Touca do soldador;
Botas de segurança.
8.2 Medidas de segurança
Sempre manusear os cilindros com cuidado. Não deixe eles sofrerem choques
ou impactos, (não bater nos cilindros e menos ainda nos manômetros);
Não deixar os cilindros soltos;
Nunca expor cilindros de acetileno ao calor ou por tempo prolongado ao sol;
Não usar equipamento alterado ou em más condições;
Sempre manter limpo o equipamento (verificar antes de conectar os reguladores
aos cilindros);
Sempre utilizar as pressões recomendadas (perigo de retrocesso de chamas);
Manter os cilindros sempre a uma distância de segurança (recomenda-se 3 mts) do
local de trabalho;
Verificar sempre se os locais onde estão guardados os cilindros oferecem boa
ventilação;
Controlar sempre seu equipamento contra vazamentos de oxigênio ou de acetileno;
O acetileno é mais leve do que o ar contrário ao propano que se acumula em
casos de vazamento nas regiões mais baixas do ambiente;
Sempre manter as válvulas fechadas quando o equipamento está fora de uso;
Nunca lubrificar qualquer peça que tenha contato com oxigênio puro (O2 - perigo de
explosão);
Nunca utilizar oxigênio puro para ventilação ou secagem de roupa ou para
limpeza isso pode causar incêndio.

16
O X I C O R T E C
ON
SU
LSO
LDA
S –
Con
sulto
ria, A
sses
soria
e S
ervi
ços
Téc
nico
s d
e S
olda
gem
Ltd
a-M
E –
08.
689.
981/
0001
-38
– B
RA
SIL
9. DEFEITOS, CAUSAS E SOLUÇÕES
Em um corte de qualidade, a superfície é lisa e regular, e as linhas de desvio são
quase verticais. A escória aderida à parte inferior do corte deve ser mínima.
O quadro abaixo mostra os defeitos mais comuns em oxicorte e suas prováveis
causas.
Defeitos no Oxicorte
Defeito Causas
Goivagem na borda superior • Velocidade de corte excessiva
• Bico sujo ou danificado
Goivagem na borda inferior • Velocidade de corte excessiva
• Bico sujo ou danificado
Superfície de corte côncava
• Velocidade de corte excessiva
• Bico sujo ou danificado
• Baixa pressão de 02 de corte
Fusão da borda superior • Baixa velocidade de corte
• Pouca ou muita distância do bico à peça
Gotas fundidas na borda superior
• Pouca distância do bico à peça
• Chama de pré-aquecimento excessiva
• Carepas ou ferrugem na superfície da chapa
Borda superior goivada com escória
• Distância excessiva do bico à peça
• Chama de pré-aquecimento em excesso
• Pressão do 02 de corte excessivamente alta
Borda inferior arredondada
• Pressão do 02 de corte excessivamente alta
• Bico sujo ou danificado
• Velocidade de corte excessiva
Entalhe na superfície inferior do corte • Bico sujo ou danificado
• Baixa velocidade de corte
Ondulações profundas
• Alta velocaidade de corte
• Velocidade de corte desigual
• Pouca distância bico/peça
• Chama de pré-aquecimento muito forte
Grandes ondulações desiguais
• Alta velocidade de corte
• Velocidade de corte desigual
• Chama de pré-aquecimento rnuito fraca
Corte incompleto
• Velocidade de corte excessiva
• Distância bico/peça muito grande
• Bico sujo ou danificado
• Chama de pré-aquecimento muito fraca
• Retrocesso no bico e maçarico
• Carepas ou ferrugem na superfície da chapa
• Chapa com inclusão de escória
Escória aderente na borda inferior
• Carepas ou ferrugem na superfície da chapa
• Bico muito pequeno
• Chama de pré-aquecimento muito fraca
• Alta ou baixa velocidade de corte
• Distância excessiva do bico/peça
• Baixa pressão do O2 de corte
Tabela 03 – Defeitos no Oxicorte
17
O X I C O R T E C
ON
SU
LSO
LDA
S –
Con
sulto
ria, A
sses
soria
e S
ervi
ços
Téc
nico
s d
e S
olda
gem
Ltd
a-M
E –
08.
689.
981/
0001
-38
– B
RA
SIL
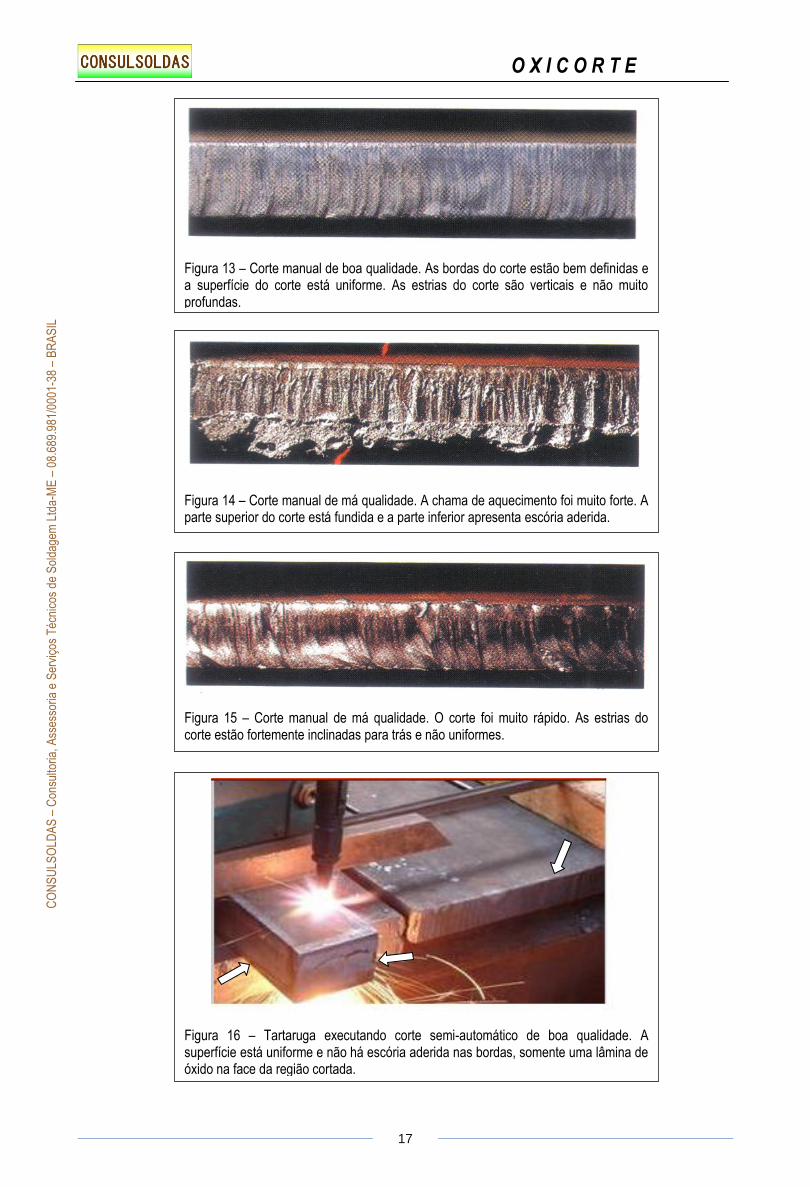
Figura 13 – Corte manual de boa qualidade. As bordas do corte estão bem definidas e a superfície do corte está uniforme. As estrias do corte são verticais e não muito profundas.
Figura 14 – Corte manual de má qualidade. A chama de aquecimento foi muito forte. A parte superior do corte está fundida e a parte inferior apresenta escória aderida.
Figura 15 – Corte manual de má qualidade. O corte foi muito rápido. As estrias do corte estão fortemente inclinadas para trás e não uniformes.
Figura 16 – Tartaruga executando corte semi-automático de boa qualidade. A superfície está uniforme e não há escória aderida nas bordas, somente uma lâmina de óxido na face da região cortada.

18
O X I C O R T E C
ON
SU
LSO
LDA
S –
Con
sulto
ria, A
sses
soria
e S
ervi
ços
Téc
nico
s d
e S
olda
gem
Ltd
a-M
E –
08.
689.
981/
0001
-38
– B
RA
SIL
10. BIBIOGRAFIA
ALMEIDA, Mário Bittencourt Quirino de. Oxicorte. 1 ed. Rio de Janeiro: Firjan/Senai, 2000.
WAINER, Emílio; BRANDI, Sérgio e MELLO, F. D. Homem de. (Coord.). Soldagem: Processos e Metalurgia.
1 ed. São Paulo: Edgard Blücher, 1992.
PARANHOS, Ronaldo. Segurança em Operações de Soldagem e Corte. 1 ed. Rio de Janeiro: Firjan/Senai,
1998.
ZIEDAS, Selma; TATINI, Ivanisa (Org.). Soldagem. 1 ed. São Paulo: Senai, 1997.
MARQUES, Paulo Villani. (Coord.). Tecnologia da Soldagem. 1 ed. Belo Horizonte: O Lutador, 1991.
GAREIS, Bernardo. A Soldagem, Simples como Ela é. 1 ed. Recife: SACTES, 1994.
AGA. Manual para Soldar e Cortar com Oxi-Combustíveis. s/l., s/d.
AGA. Por Detrás Desta Chama Há Vida. s/l., s/d.
AGA. Fatos sobre Gases Combustíveis. s/l., s/d.
AGA. Catálogo de equipamentos para corte e Soldagem. s/l., s/d.
http://pdf.directindustry.com/pdf/messer-cutting-systems/oxyfuel-technology-catalogue/6012-42034-_34.html
http:// www.infosolda.com.br/download/62ddm.pdf
http://www.gazcut.com/oxyfuel_cutting_machines_list.asp
Related Documents











