02/05/2012 1 Welcome to A presentation on RAMAGUNDAM A presentation on A DMAIC Project on 'Optimisation of Boiler Exit Flue Gas Temperatures at Unit 7' Gas Temperatures at Unit-7 Venue: 7 th National Quality Conclave RAMAGUNDAM Lostt Singareni, WCL, Sriramsagar RAMAGUNDAM TYPICAL VALUES RAMAGUNDAM

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

02/05/2012
1
Welcome to A presentation on
RAMAGUNDAM
A presentation on
A DMAIC Project on'Optimisation of Boiler Exit Flue
Gas Temperatures at Unit 7'Gas Temperatures at Unit-7
Venue: 7th National Quality Conclave
RAMAGUNDAM
Lostt
Singareni, WCL, Sriramsagar
RAMAGUNDAM
TYPICAL VALUES
RAMAGUNDAM

02/05/2012
2
WINDBOX/SADC WINDBOX/SADC
COALfurnace
MILLS A,B,C,DE,
MILLS F,G,H,J,K
Sec. AirDivisional Panel Super
Heater
Platen Super Heater
Reheater
FW FW
PAH-A SAH-A SAH-B PAH-B
PA to MillsPA to Mills
Drum
LTSH
Economiser
Secondary AirP i i
ESP C ESP C ESP B ESP AESP Inlet Header
ESP Inlet Header
Primary air
Chimney
ID Fan B ID Fan A
Reduce the Reduce the
RAMAGUNDAM
OBJECTIVE OF THE PROJECT
average flue gas average flue gas
temperature at temperature at
Air Preheater Air Preheater
outlet in unitoutlet in unit--77
CONTROLCONTROLSTANDING INSTRUCTIONS
RAMAGUNDAM
ANALYSISANALYSIS
IMPROVEIMPROVE
ANALYSIS OF PAST/DOE DATA
RECOMMENDED SETTINGS
DEFINEDEFINE
MEASUREMEASURE
DEVELOPING BUSINESS CASEWITH POTENTIAL BENEFITS
HISTORICAL/LIVE DATA COLLECTION
RAMAGUNDAM

02/05/2012
3
AVERAGE FGT IN JANAVERAGE FGT IN JAN 20112011 147 8147 8 OO CC
RAMAGUNDAM
AVERAGE FGT IN JANAVERAGE FGT IN JAN--20112011-- 147.8 147.8 OO CC(Unit Overhaul was done in August 2010 )(Unit Overhaul was done in August 2010 )
Design VALUES Design VALUES ((AT RATED CONDITIONSAT RATED CONDITIONS ))
125125 OO C ( at NCR) /128 C ( at NCR) /128 OO C ( at BMCR)C ( at BMCR)
Note : 21 Note : 21 OO C Reduction of FGT results in 1% improvement in C Reduction of FGT results in 1% improvement in Boiler EfficiencyBoiler Efficiency
LB USL
LB 120Target *
Process Data WithinOverall
Unit-7 Capability Analysis-Jan-11
RAMAGUNDAM
TargetUSL 135Sample Mean 147.759Sample N 2761StDev (Within) 0.631459StDev (O v erall) 9.69413
C p *C PL *C PU -6.74C pk -6.74
Pp *PPL *PPU -0.44Ppk -0.44C pm *
O v erall C apability
Potential (Within) C apability
172.5165.0157.5150.0142.5135.0127.5120.0
PPM < LB 0.00PPM > USL 886997.46PPM Total 886997.46
O bserv ed PerformancePPM < LB *PPM > USL 1000000.00PPM Total 1000000.00
Exp. Within PerformancePPM < LB *PPM > USL 905944.62PPM Total 905944.62
Exp. O v erall Performance
RAMAGUNDAM RAMAGUNDAM
Through Brainstorming the following were Through Brainstorming the following were identifiedidentified
Key performance input variables Key performance input variables –– 18 no.18 no.
Key performance output variables Key performance output variables --4 no4 no

02/05/2012
4
1.1. Coal FlowCoal Flow2.2. Primary Air FlowPrimary Air Flow3.3. Secondary Air FlowSecondary Air Flow4.4. Burner Tilt Position Cornerwise (Give Corner numbers)Burner Tilt Position Cornerwise (Give Corner numbers)
NTPC,RAMAGUNDAMRAMAGUNDAM
( )( )5.5. Each Mill Outlet temp ( which are in service)Each Mill Outlet temp ( which are in service)6.6. Wind Box DPWind Box DP7.7. APH soot blowing timingsAPH soot blowing timings8.8. Air pre Heater air inlet temp (APHAir pre Heater air inlet temp (APH--Wise)Wise)9.9. Air Pre Heater outlet Damper Position (APHAir Pre Heater outlet Damper Position (APH--wise)wise)10.10. Super Heater Spray (tph)Super Heater Spray (tph)11.11. Steam FlowSteam Flow
( h)( h)12.12. ReRe--Heater Spray (tph)Heater Spray (tph)13.13. FAD PositionFAD Position14.14. OFD positionOFD position15.15. Wall blowing Status (timings and no of blowers Operated)Wall blowing Status (timings and no of blowers Operated)16.16. LRSB Operation details (timings, date, number of blowers(groupLRSB Operation details (timings, date, number of blowers(group--wise wise
))))17.17. Mill Combination details (which mill, feeding rate each mill(tph))Mill Combination details (which mill, feeding rate each mill(tph))18.18. Load in MWLoad in MW
RAMAGUNDAM
FGT AT PAPHFGT AT PAPH--A OUTLETA OUTLET
FGT AT PAPHFGT AT PAPH--B OUTLETB OUTLET
FGT AT SAPHFGT AT SAPH--A OUTLETA OUTLET
FGT AT SAPHFGT AT SAPH--B OUTLETB OUTLET
Note: All the above four variables are combined to form a single output variable as Average Flue Gas Temperature at Air Pre-heater Outlet
RAMAGUNDAM
Mill CombinationMill Combination Average Mill Height ( Fire Ball Height)Average Mill Height ( Fire Ball Height) Wear Out of Combustion ComponentsWear Out of Combustion Components Performance of Feed Water HeatersPerformance of Feed Water Heaters
APH I t l C ditiAPH I t l C diti APH Internal ConditionAPH Internal Condition
f Sf S
RAMAGUNDAM
Process Information ServerProcess Information ServerControl Room DASControl Room DASPADOPADO
Note: No MSA was done as the source of data is most Note: No MSA was done as the source of data is most reliable.reliable.

02/05/2012
5
RAMAGUNDAM
ANALYZEANALYZE
RAMAGUNDAM
TOOLS USEDTOOLS USED
Normality TestMultiple Regression Analysis, Capability Analysis
Partial Least Square Regression AnalysisDESIGN OF EXPERIMENTS
99.99Mean 147 8
Unit-7 APHs Outlet FGTNormal
RAMAGUNDAM
Normality test
99
95
80
50
20Perc
ent
Mean 147.8StDev 9.693N 2761AD 24.097P-Value <0.005
190180170160150140130120110
20
5
1
0.01
AVE.FG TEMP AFTER APHs (DEG C)
Average data was retrieved every 15 minutes block wise during the month of january-2011, from PI Server.
MULTIPLE REGRESSION
RAMAGUNDAM
Results of Regression Analysis (Jan-2011): S = 2.18163 R-Sq = 93.5% R-Sq(adj) = 93.2%
Analysis of Variance
Source DF SS MS F PRegression 48 79204.2 1650.1 346.69 0.000Regression 48 79204.2 1650.1 346.69 0.000Residual Error 1159 5516.3 4.8Total 1207 84720.5
This means 93.2 % of the variation is explainedby the Predictors.

02/05/2012
6
Analysis : Result of MLRAnalysis : Result of MLR
Predictor Coef SE Coef T P VIFC 188 203 1 0 93 0 3 4
RAMAGUNDAM
Constant -188.5 203.1 -0.93 0.354FW TEMP AT ECO INLET -0.02803 0.01308 -2.14 0.032 9.913FW TEMP AT ECO OL LHS 1.28405 0.08315 15.44 0.000 23.671FW TEMP AT ECO OL RHS 0.32995 0.08727 3.78 0.000 32.563MS TEMP LHS -0.00972 0.01823 -0.53 0.594 1.427MS TEMP RHS -0.08661 0.01433 -6.05 0.000 3.258PAH-A FG OL DMAPER -0.28817 0.09190 -3.14 0.002 40.607SAH-A FG OL DAMPER -1.3339 0.9318 -1.43 0.153 19.199SAH-A OL DAMPER2 0.5145 0.2261 2.28 0.023 39.740PAH-B FG OL DAMPER 0.05151 0.08334 0.62 0.537 38.787SAH-B FG OL DAMPER 1.540 2.610 0.59 0.555 23.743
NTPC, RamgundamNTPC, Ramgundam
SAH B FG OL DAMPER 1.540 2.610 0.59 0.555 23.743BLI 0.033857 0.003968 8.53 0.000 70.241FW FLOW -0.003565 0.002560 -1.39 0.164 36.367TOTAL AIR -0.033538 0.003330 -10.07 0.000 34.286TOTAL FUEL -0.04104 0.01088 -3.77 0.000 26.289BT CORNER-1 FDBK 0.04183 0.01610 2.60 0.009 2.135BT CORNER-2 FDBK 0.23895 0.02453 9.74 0.000 13.552BT CORNER-3 FDBK -0.23302 0.04414 -5.28 0.000 31.201
Analysis : Result of MLRAnalysis : Result of MLR
Predictor Coef SE Coef T P VIFBT CORNER 4 FDBK 0 08246 0 05716 1 44 0 149 31 829
RAMAGUNDAM
BT CORNER-4 FDBK 0.08246 0.05716 1.44 0.149 31.829FURN WB DP-1 -0.04787 0.06216 -0.77 0.441 18.490FURN WB DP LHS 0.21911 0.06130 3.57 0.000 19.710AUX AIR DAMPER CONTROL 0.06351 0.02296 2.77 0.006 7.403U OFA POSITION 0.0733 0.1084 0.68 0.499 276.472LOWER OFA POSITION 0.0020 0.1090 0.02 0.986 276.872FAD -A 0.13286 0.02731 4.87 0.000 4.784FAD -B -0.05300 0.01928 -2.75 0.006 5.356FAD -C 0.1934 0.1110 1.74 0.082 2.583FAD -D 0.07092 0.02895 2.45 0.014 4.707FAD -E 0.07978 0.02862 2.79 0.005 3.544
NTPC, RamgundamNTPC, Ramgundam
FAD -F -0.03438 0.01569 -2.19 0.029 3.773FAD -G 0.00635 0.04108 0.15 0.877 9.274FAD H -0.020400 0.009823 -2.08 0.038 2.924FAD -J 0.00542 0.01177 0.46 0.645 5.914FAD -K 0.014036 0.009818 1.43 0.153 5.378MILL A (TPH) 0.02146 0.02064 1.04 0.299 6.946MILL B(TPH) 0.04156 0.01401 2.97 0.003 9.494
Analysis : Result of MLRAnalysis : Result of MLR
Predictor Coef SE Coef T P VIFMILL C (TPH) 0 04593 0 02313 1 99 0 047 1 816
RAMAGUNDAM
MILL C (TPH) -0.04593 0.02313 -1.99 0.047 1.816MILL D (TPH) -0.03589 0.01568 -2.29 0.022 10.143MILL E (TPH) 0.06877 0.02553 2.69 0.007 1.832MILL F (TPH) -0.03352 0.01438 -2.33 0.020 9.412MILL G (TPH) 0.04066 0.03197 1.27 0.204 10.529MILL H (TPH) 0.01426 0.01179 1.21 0.227 9.675MILL J (TPH) 0.02730 0.01337 2.04 0.041 18.297MILL K (TPH) 0.00993 0.01341 0.74 0.459 24.144SEC AIR FLOW (TPH) 0.012923 0.003175 4.07 0.000 11.781SH SPRAY L(TPH) -0.04677 0.01461 -3.20 0.001 7.407SH SPRAY R(TPH) -0.19350 0.01907 -10.15 0.000 4.608
NTPC, RamgundamNTPC, Ramgundam
RH SPRAY L(TPH) 0.06820 0.02577 2.65 0.008 2.923RH SPRAY R(TPH) -0.02590 0.01838 -1.41 0.159 4.001
VIF value more than 5 indicates multi-collinearity. This limits the application of Multiple Linear regression for our purpose.
The objective was to identify the The objective was to identify the ‘i d d t F t ’ hi h l i th‘i d d t F t ’ hi h l i th
DATA ANALYSIS
RAMAGUNDAM
‘independent Factors’ which explain the ‘independent Factors’ which explain the variation in the ‘dependent’ variable.variation in the ‘dependent’ variable.
Partial Least Square Regression (PLSR) was Partial Least Square Regression (PLSR) was used to identify those factors whichused to identify those factors whichused to identify those factors which used to identify those factors which explain the variation in FG Exit Tempexplain the variation in FG Exit Temp..

02/05/2012
7
Analysis of Variance for AV. FG TEMP BEF PAH-A(DEG C)
Source DF SS MS F P
RAMAGUNDAM
Source DF SS MS F PRegression 10 72934.4 7293.44 740.73 0.000Residual Error 1197 11786.1 9.85Total 1207 84720.5
Model Selection and Validation for AV. FG TEMP BEF PAH-A(DEG C)
Components X Variance Error R-Sq1 0.216269 21298.9 0.7485982 0.408405 15492.3 0.8171363 0.503300 13118.0 0.8451614 0.602220 12501.2 0.8524425 0.664218 12207.0 0.8559156 0.722221 12047.0 0.8578037 0.761089 11881.8 0.8597538 0.808531 11799.4 0.8607269 0.883109 11791.0 0.86082510 0.944084 11786.1 0.860883
PLS Coefficient Plot(response is AV. FG TEMP BEF PAH-A(DEG C))
RAMAGUNDAM
94.4 % of theVarianceExplained by the model
1.5
1.0
0.5
0 0effic
ient
s
10 components
454035302520151051
0.0
-0.5
-1.0
Predictors
Coe
RAMAGUNDAM
1. Average Mill Outlet Temperature2. Total Primary Air3. Total Secondary air4. Burner Tilt5. Wind Box DP6 SAPH A d P
These Nine
variables are
found to be6. SAPH-A gas damper Position7. SAPH-B gas damper Position8. FAD-D,E,F Position9. Coal Flow
found to be
explaining
the variation
in APHs FGT
A Statistical method was used to find out the A Statistical method was used to find out the
RAMAGUNDAM
Variables affecting the mostVariables affecting the most
Relative effect of each variableRelative effect of each variable
Interaction effect of certain variablesInteraction effect of certain variables
Optimum settings of the variablesOptimum settings of the variables

02/05/2012
8
DOEDOE--Randomized two level Plan for UnitRandomized two level Plan for Unit--77--Rdm (ResolutionRdm (Resolution--IV)IV)
RunOrderRunOrder
Total Total Primary Primary
AirAir
Total Total Secondary Secondary
AirAir
Mills Mills Outlet Outlet
TempTemp--AvAv
Burner Burner Tilt Tilt
PositionPosition
Wind Wind Box DP Box DP
L&RL&R
APHAPH--SecSec--AA--GDGD--
PositionPosition
APHAPH--SecSec--BB--GDGD--
PositionPosition
FADFAD--D,E D,E &F &F
PositionPosition11 700700 12251225 9090 2020 7070 6565 9090 1515
RAMAGUNDAM
22 700700 11501150 9090 4040 7070 9090 6565 151533 610610 11501150 9090 2020 100100 9090 9090 151544 610610 12251225 7575 4040 7070 9090 9090 151555 610610 12251225 9090 4040 100100 6565 6565 151566 610610 11501150 7575 2020 7070 6565 6565 151577 700700 11501150 7575 4040 100100 6565 9090 151588 610610 12251225 9090 2020 7070 9090 6565 303099 700700 12251225 7575 4040 7070 6565 6565 3030
1010 700700 12251225 9090 4040 100100 9090 9090 30301111 610610 11501150 7575 4040 100100 9090 6565 30301212 700700 11501150 7575 2020 7070 9090 9090 30301313 610610 12251225 7575 2020 100100 6565 9090 30301414 610610 11501150 9090 4040 7070 6565 9090 30301515 700700 12251225 7575 2020 100100 9090 6565 15151616 700700 11501150 9090 2020 100100 6565 6565 3030
General Regression Equation (With Coal Flow included)General Regression Equation (With Coal Flow included)
RAMAGUNDAM
g q ( )g q ( )
Av. FG Temp Aft APHs Av. FG Temp Aft APHs = 367.991 = 367.991 -- 0.646082 Coal Flow 0.646082 Coal Flow --1.30724 Av. Mill O/L temp + 0.101233 P. Air Flow + 1.30724 Av. Mill O/L temp + 0.101233 P. Air Flow + 0.0579856 S. Air Flow +0.0579856 S. Air Flow + 0.00286993 F. WB DP 0.00286993 F. WB DP -- 0.378581 0.378581 Burner Tilt % (calculated) + 0.000431769 SAPH_A GD POS + Burner Tilt % (calculated) + 0.000431769 SAPH_A GD POS + 0 0196207 SAPH B GD POS + 0 0162723 FAD0 0196207 SAPH B GD POS + 0 0162723 FAD--DD0.0196207 SAPH_B GD POS + 0.0162723 FAD0.0196207 SAPH_B GD POS + 0.0162723 FAD--DD
Coefficients
Term Coef SE Coef T P VIF
RAMAGUNDAM
Constant 367.991 33.1322 11.1068 0.000Coal Flow -0.646 0.1002 -6.4480 0.000 2.83463P. Air Flow 0.101 0.0145 6.9696 0.000 2.88370S. Air Flow 0.058 0.0072 8.0254 0.000 1.42337F. WB DP 0.003 0.0293 0.0981 0.922 1.09665Burner Tilt % (calculated) -0.379 0.0690 -5.4849 0.000 1.18030Av. Mill O/L temp -1.307 0.0557 -23.4625 0.000 1.07640SAPH_A GD POS 0.000 0.0240 0.0180 0.986 1.05573SAPH_B GD POS 0.020 0.0235 0.8333 0.410 1.01454FAD-D 0.016 0.0283 0.5749 0.569 1.07696
Summary of Model
S = 2.83424 R-Sq = 95.54% R-Sq(adj) = 94.49%PRESS = 476.167 R-Sq(pred) = 93.05%
RAMAGUNDAM
Analysis of Variance
Source DF Seq SS Adj SS Adj MS F PRegression 9 6541.71 6541.71 726.86 90.485 0.000000Coal Flow 1 1122.04 333.98 333.98 41.576 0.000000P. Air Flow 1 252.10 390.20 390.20 48.575 0.000000S. Air Flow 1 486.29 517.37 517.37 64.406 0.000000F. WB DP 1 57.78 0.08 0.08 0.010 0.922363Burner Tilt % (calculated) 1 190.28 241.66 241.66 30.084 0.000003Av. Mill O/L temp 1 4425.11 4422.03 4422.03 550.489 0.000000pSAPH_A GD POS 1 0.02 0.00 0.00 0.000 0.985752SAPH_B GD POS 1 5.43 5.58 5.58 0.694 0.409883FAD-D 1 2.66 2.66 2.66 0.331 0.568719
Error 38 305.25 305.25 8.03Total 47 6846.96

02/05/2012
9
PLS Regression: Av. FG Temp versus Coal Flow, P. Air Flow, S. Air Flow, ...
RAMAGUNDAM
Analysis of Variance for Av. FG Temp Aft APHs
Source DF SS MS F PRegression 8 6300.05 787.506 56.16 0.000Residual Error 39 546.91 14.023Total 47 6846.96
Model Selection and Validation for Av. FG Temp Aft APHs
C t X V i E R SComponents X Variance Error R-Sq1 0.22263 1730.98 0.7471902 0.40773 728.77 0.8935623 0.50477 587.60 0.9141804 0.59605 557.10 0.9186365 0.64461 547.11 0.9200956 0.76266 546.92 0.9201237 0.87466 546.91 0.9201238 1.00000 546.91 0.920123
PLS Coefficient Plot(response is Av. FG Temp Aft APHs)
8 components
RAMAGUNDAM
0.0
-0.2
-0.4
-0.6
-0.8Coef
ficie
nts
87654321
-1.0
-1.2
-1.4
Predictors
C
Analysis: Result of DOEAnalysis: Result of DOE
Model term Sum of squares
% contri-bution
Sl no
RAMAGUNDAM
1 PA Flow 66.898 2.942 SA flow 105.164 4.623 WB_DP 0.07123 0.014 Burner tilt 34.0668 1.55 Mill outlet temp 1844.91 80.956 SAPH_A 12.9722 0.577 SAPH_B 1.32397 0.06
squares bution
Since Contribution to sum of squares is negligible, factors
3, 6,7,8 are removed from the
ANOVA table.
NTPC, RamgundamNTPC, Ramgundam
8 FAD-D 0.42901 0.021 x 5 52.6667 2.321 x 8 89.1388 3.92Error 71.67929 3.15SStotal 2279.32 100.06
Analysis: ANOVA TableAnalysis: ANOVA Table
RAMAGUNDAM
ANOVA table
PA Flow 66.898 1 66.898 6.96244 5.11736 0.026973679 Significant Low
SA flow 105.164 1 105.164 10.945 5.11736 0.009108243 Significant Low
Burner tilt 34.0668 1 34.0668 3.54552 5.11736 0.092369638 NOT SIGNIFICANT
Mill outlet temp 1844.91 1 1844.91 192.01 5.11736 0.000000224 Significant High
1X5 / 2X7 52 6667 1 52 6667 5 48131 5 11736 0 043932387 Significant
Source of variation
SS
Interaction
Preferred settings
df MS Fcalc Ftab p-Value
Main Effects
1X5 / 2X7 52.6667 1 52.6667 5.48131 5.11736 0.043932387 Significant
1X8 / 2X4 / 3X5 89.1388 1 89.1388 9.27716 5.11736 0.013885968 SignificantError 86.4757 9 9.60841Total 2279.32 15
Interaction effects

02/05/2012
10
RAMAGUNDAM
Variables influencing mostVariables influencing most
Average Mill Outlet TemperatureAverage Mill Outlet TemperatureTotal Secondary Air FlowTotal Secondary Air FlowTotal Primary Air FlowTotal Primary Air FlowCoal FlowCoal Flow
Variables showing interaction effectsVariables showing interaction effects
RAMAGUNDAM
Variables showing interaction effectsVariables showing interaction effects
Wind box DPWind box DPSAPHSAPH--A gas damper positionA gas damper positionSAPHSAPH B gas damper positionB gas damper positionSAPHSAPH--B gas damper positionB gas damper positionFADFAD--D,E,F positionD,E,F positionBurner tiltBurner tilt
Final recommended settings after DOEFinal recommended settings after DOE
Average Mill Outlet Temperature At Around 90 DegAverage Mill Outlet Temperature At Around 90 Deg
RAMAGUNDAM
Total Secondary Air At Around 1100 TPH Total Secondary Air At Around 1100 TPH
Primary Air At Around 660 TPH (Min)Primary Air At Around 660 TPH (Min)
Burner Tilt At 45 % (Slightly Above Horizontal)Burner Tilt At 45 % (Slightly Above Horizontal)
Wind Box DP At Practical Minimum Between 70 And 100 MMWCWind Box DP At Practical Minimum Between 70 And 100 MMWC
SAPH A& B Gas Dampers At Practical Maximum Between 65% To SAPH A& B Gas Dampers At Practical Maximum Between 65% To 100%100%100%100%
Keep FADKeep FAD--D At Practical Maximum Position Between 15 And 40 D At Practical Maximum Position Between 15 And 40 %.%.
15 Minute Average Values during Implementation of recommendation 15 Minute Average Values during Implementation of recommendation MinimumMinimum MaximumMaximum AverageAverage
Coal FlowCoal Flow 329.33329.33 400.08400.08 358.70358.70
Implementation of Recommendations ( 382 Hrs from 02-11-2011 to 25-11-2011)
RAMAGUNDAM
P Air FlowP Air Flow 645.90645.90 744.44744.44 671.48671.48S Air FlowS Air Flow 1070.051070.05 1129.981129.98 1106.081106.08Av. Mill O/L TempAv. Mill O/L Temp 86.0086.00 91.7291.72 88.6888.68Actual AV FGT APH O/LActual AV FGT APH O/L 116.34116.34 143.97143.97 129.29129.29
Av. FGT at APH O/LAv. FGT at APH O/L (When Coal Flow is Maximum)(When Coal Flow is Maximum) 124.95124.95Av FGT at APH O/LAv FGT at APH O/L (When Coal Flow is Minimum)(When Coal Flow is Minimum) 139 38139 38Av. FGT at APH O/LAv. FGT at APH O/L (When Coal Flow is Minimum)(When Coal Flow is Minimum) 139.38139.38Av. FGT at APH O/LAv. FGT at APH O/L (When Av Mill O/l Temp is Maximum)(When Av Mill O/l Temp is Maximum) 120.5120.5Av. FGT at APH O/LAv. FGT at APH O/L (When Av Mill O/l Temp is Minimum)(When Av Mill O/l Temp is Minimum) 123.5123.5Decrease in FGT in Deg C at APH O/L per every Ton increase in coal Decrease in FGT in Deg C at APH O/L per every Ton increase in coal FlowFlow 0.2040.204Decrease in FGT at APH O/L per every Degree increase in Av Mill O/L Decrease in FGT at APH O/L per every Degree increase in Av Mill O/L Temp Temp 0.5300.530
02/05/2012
11
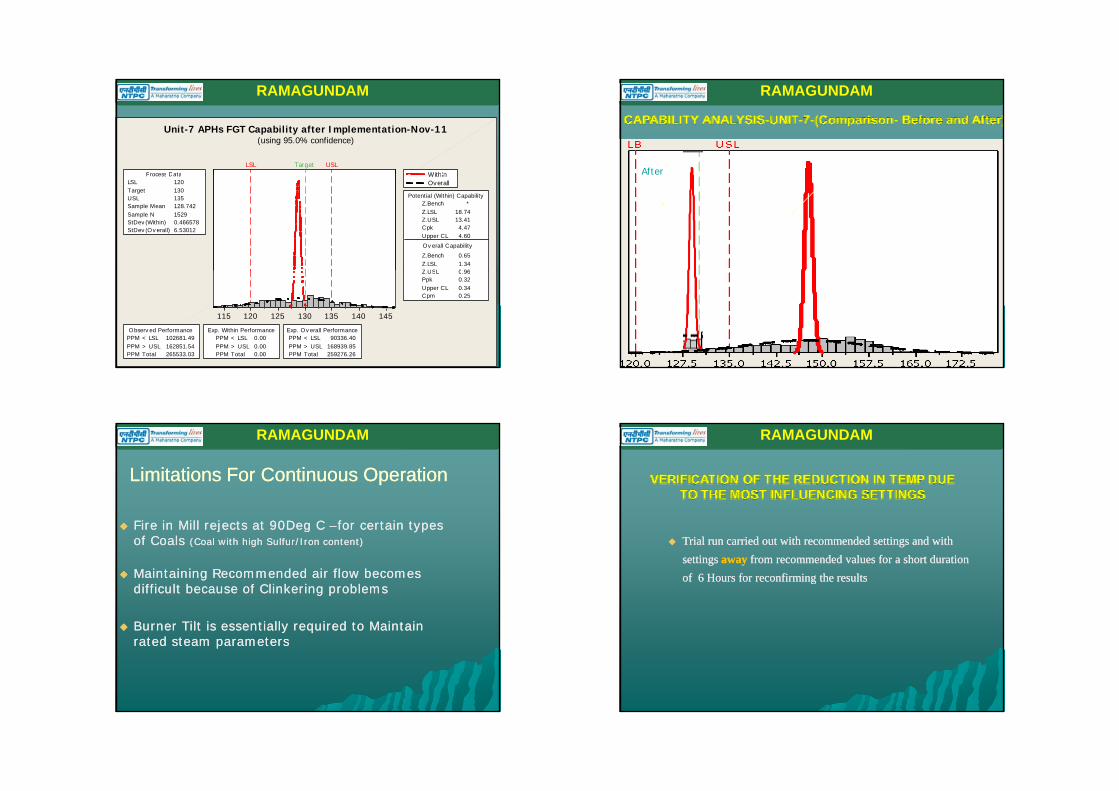
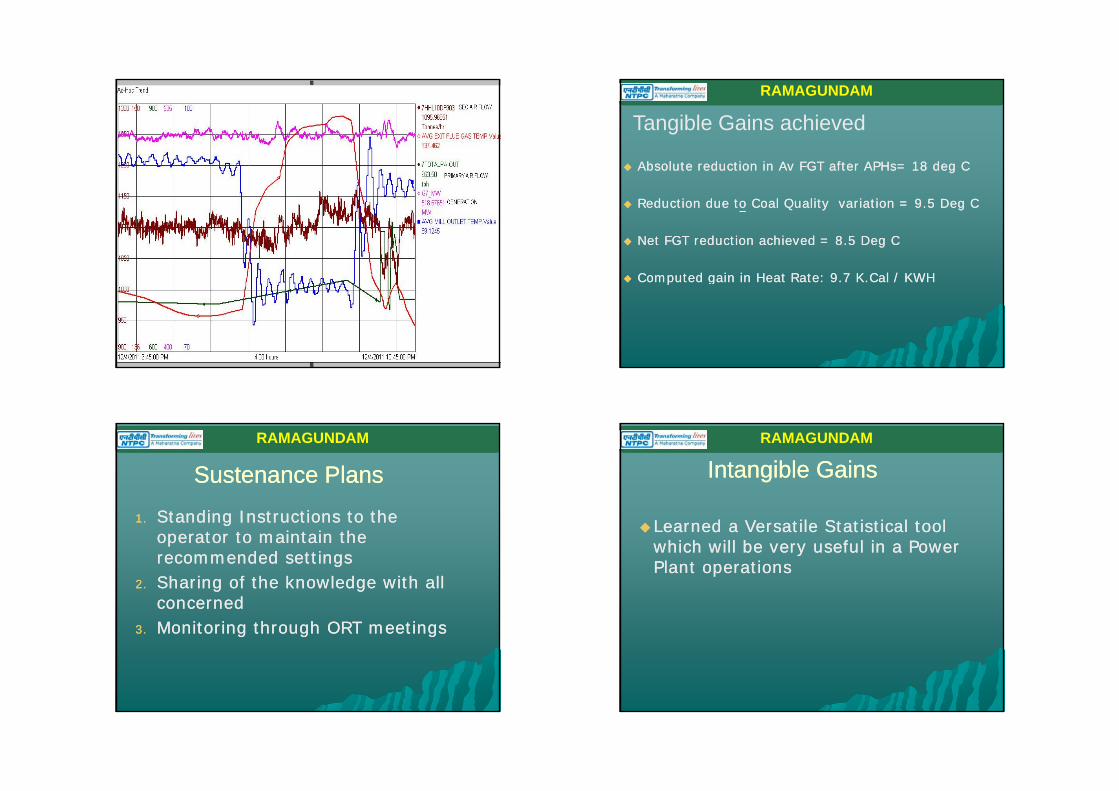
LSL Target USLProcess Data Within
Unit-7 APHs FGT Capability after Implementation-Nov-11(using 95.0% confidence)
RAMAGUNDAM
LSL 120Target 130USL 135Sample Mean 128.742Sample N 1529StDev (Within) 0.466578StDev (O v erall) 6.53012
Process Data
Z.Bench *Z.LSL 18.74Z.USL 13.41C pk 4.47Upper C L 4.60
Z.Bench 0.65Z.LSL 1.34Z USL 0 96
O v erall C apability
Potential (Within) C apability
WithinOverall
145140135130125120115
Upper C L 0.34C pm 0.25
Z.USL 0.96Ppk 0.32
PPM < LSL 102681.49PPM > USL 162851.54PPM Total 265533.03
O bserv ed PerformancePPM < LSL 0.00PPM > USL 0.00PPM Total 0.00
Exp. Within PerformancePPM < LSL 90336.40PPM > USL 168939.85PPM Total 259276.26
Exp. O v erall Performance
BeforeBeforeAfter
RAMAGUNDAM
BeforeBefore
Limitations For Continuous OperationLimitations For Continuous Operation
RAMAGUNDAM
Fire in Mill rejects at 90Deg C Fire in Mill rejects at 90Deg C ––for certain types for certain types of Coals of Coals (Coal with high Sulfur/Iron content)(Coal with high Sulfur/Iron content)
Maintaining Recommended air flow becomes Maintaining Recommended air flow becomes difficult because of Clinkering problems difficult because of Clinkering problems
Burner Tilt is essentially required to Maintain Burner Tilt is essentially required to Maintain rated steam parametersrated steam parameters
RAMAGUNDAM
Trial run carried out with recommended settings and with Trial run carried out with recommended settings and with settings settings awayaway from recommended values for a short duration from recommended values for a short duration of 6 Hours for reconfirming the results of 6 Hours for reconfirming the results
02/05/2012
12
Absolute reduction in Av FGT after APHs= 18 deg CAbsolute reduction in Av FGT after APHs= 18 deg C
Tangible Gains achievedRAMAGUNDAM
Reduction due to Coal Quality variation = 9.5 Deg C Reduction due to Coal Quality variation = 9.5 Deg C
Net FGT reduction achieved = 8.5 Deg C Net FGT reduction achieved = 8.5 Deg C
Computed gain in Heat Rate: 9.7 K.Cal / KWHComputed gain in Heat Rate: 9.7 K.Cal / KWH
RAMAGUNDAM
Sustenance PlansSustenance Plans
11 Standing Instructions to theStanding Instructions to the1.1. Standing Instructions to the Standing Instructions to the operator to maintain the operator to maintain the recommended settings recommended settings
2.2. Sharing of the knowledge with all Sharing of the knowledge with all concernedconcerned
3.3. Monitoring through ORT meetingsMonitoring through ORT meetings
Intangible GainsIntangible Gains
d l S l ld l S l l
RAMAGUNDAM
Learned a Versatile Statistical tool Learned a Versatile Statistical tool which will be very useful in a Power which will be very useful in a Power Plant operationsPlant operations

02/05/2012
13
RAMAGUNDAM
Just by changing operating practices, it is Just by changing operating practices, it is
possible to achieve a substantial possible to achieve a substantial
reduction of 8.5 reduction of 8.5 00 c in FGT at APHS c in FGT at APHS
outlet in unitoutlet in unit 77outlet, in unitoutlet, in unit--77..
THANK YOUTHANK YOU
Related Documents











![diagram 5.1 [Converted] - Building Control NI · part of the flue serving an open-flued appliance. flue soot door debris collection space chimney appliance flue outlet appliance flue](https://static.cupdf.com/doc/110x72/60ea4a68722f9641f22c1939/diagram-51-converted-building-control-ni-part-of-the-flue-serving-an-open-flued.jpg)