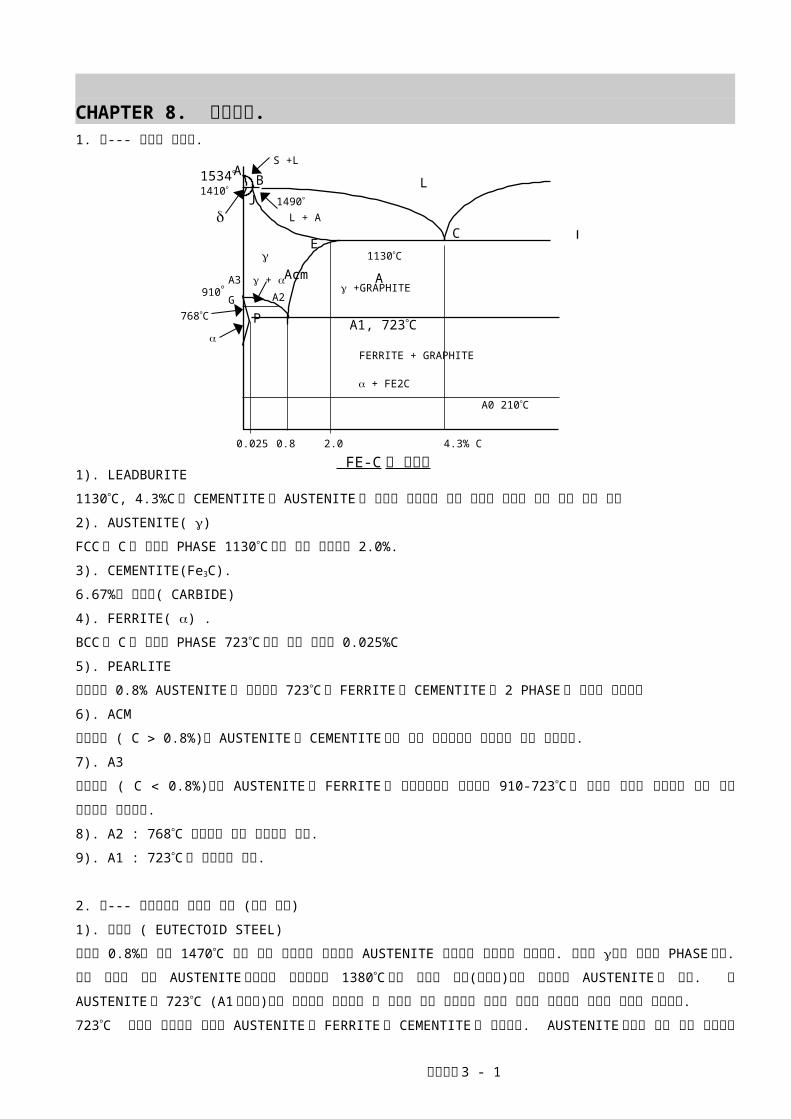
CHAPTER 8. 용용용용. 1. 철--- 철철철 철철철. 1). LEADBURITE 1130C, 4.3%C 철 CEMENTITE 철 AUSTENITE 철 철철철 철철철철 철철 철철철 철철철 철철 철철 철철 철철 2). AUSTENITE( ) FCC 철 C 철 철철철 PHASE 1130C 철철 철철 철철철철 2.0%. 3). CEMENTITE(Fe 3 C). 6.67%철 철철철( CARBIDE) 4). FERRITE( ) . BCC 철 C 철 철철철 PHASE 723C 철철 철철 철철철 0.025%C 5). PEARLITE 철철철철 0.8% AUSTENITE 철 철철철철 723C 철 FERRITE 철 CEMENTITE 철 2 PHASE 철 철철철 철철철철 6). ACM 철철철철 ( C 0.8%)철 AUSTENITE 철 CEMENTITE 철철 철철 철철철철철 철철철철 철철 철철철철. 7). A3 철철철철 ( C 0.8%)철철 AUSTENITE 철 FERRITE 철 철철철철철철 철철철철 910-723C 철 철철철 철철철 철철철철 철철 철철 철철철철 철철철철. 8). A2 : 768C 철철철철 철철 철철철철 철철. 9). A1 : 723C 철 철철철철 철철. 2. 철--- 철철철철철 철철철 철철 (철철 철철) 1). 철철철 ( EUTECTOID STEEL) 철철철 0.8%철 철철 1470C 철철 철철 철철철철 철철철철 AUSTENITE 철철철철 철철철철 철철철철. 철철철 철철 철철철 PHASE 철철. 철철 철철철 철철 AUSTENITE 철철철철 철철철철철 1380C 철철 철철철 철철(철철철)철철 철철철철 AUSTENITE 철 철철. 철 AUSTENITE 철 723C (A1 철철철)철철 철철철철 철철철철 철 철철철 철철 철철철철 철철철 철철철 철철철철 철철철 철철철 철철철철. 723C 철철철 철철철철 철철철 AUSTENITE 철 FERRITE 철 CEMENTITE 철 철철철철. AUSTENITE 철철철 철철 철철 철철철철 철철철철 3 - 1 S +L 1534 1410 0.025 0.8 2.0 1130C A A1, 723C L L + A 4.3% C +GRAPHITE FERRITE + GRAPHITE FE-C 철 철철철 A2 910 A3 768C P + FE2C A0 210C C B E + G 1490 J A Acm

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
CHAPTER 8. 용접야금.1. 철--- 탄소계 상태도.
1). LEADBURITE
1130C, 4.3%C 의 CEMENTITE 와 AUSTENITE 의 세립이 뒤섞여서 마치 소금에 들깨를 섞은 것과 같은 조직
2). AUSTENITE( )
FCC 에 C 를 고용한 PHASE 1130C 에서 최대 고용도는 2.0%.
3). CEMENTITE(Fe3C).
6.67%의 탄화철( CARBIDE)
4). FERRITE( ) .
BCC 의 C 를 고용한 PHASE 723C 에서 최대 고용도 0.025%C
5). PEARLITE
공석조직 0.8% AUSTENITE 가 서냉하여 723C 이 FERRITE 와 CEMENTITE 의 2 PHASE 로 변태한 층상조직
6). ACM
과공석강 ( C 0.8%)의 AUSTENITE 와 CEMENTITE 양에 대해 변태온도는 탄소량과 함께 증가한다.
7). A3
아공석강 ( C 0.8%)으로 AUSTENITE 와 FERRITE 의 혼합조직으로 변태온도 910-723C 의 범위에 있으며
탄소량이 적을 수록 변태온도 증가한다.
8). A2 : 768C 자기변태 발생 격자변태 없음.
9). A1 : 723C 의 공석변태 발생.
2. 철--- 탄소합금의 변태와 조직 (평형 상태)
1). 공석강 ( EUTECTOID STEEL)
탄소량 0.8%의 경우 1470C 까지 액체 공석강이 냉각하면 AUSTENITE 결정립이 응고하기 시작한다. 이것은
철에 고용한 PHASE 이다. 온도 강하에 따라 AUSTENITE 결정립이 증가하면서 1380C 에서 응고가 완료(고상선)
되어 완전하게 AUSTENITE 가 된다. 이 AUSTENITE 는 723C (A1 변태점)까지 냉각되는 도중에는 상 변화가
없고 결정립의 크기는 응고가 종료되는 상태의 크기로 유지된다.
기술예제 3 - 1
S +L
15341410
0.025 0.8 2.0
1130C
A
A1, 723C
L
L + A
4.3% C
+GRAPHITE
FERRITE + GRAPHITE
FE-C 계 상태도
A2910A3
768C
P
+ FE2C
A0 210C
C
B
E
+
G
1490J
A
Acm

723C 이하로 냉각되는 동시에 AUSTENITE 는 FERRITE 와 CEMENTITE 로 변태한다. AUSTENITE 입계로 부터
핵이 발생되어 성장하며 CEMENTITE 와 FERRITE 의 비율은 12:88 정도로 층상조직으로 변태한다. 이러한 두
혼합상을 PEARLITE 라 한다.
2). 아공석강( HYTPO - EUTECTOID STEEL) ( C = 0.08 - 0.8% )
0 .41% 탄소강의 서냉 중의 조직변화
LIQUID 가 응고함에 따라 AUSTENITE 조직이 되고 이것이 780C 까지 서냉되면 A2 변태선에 도달하면
AUSTENITE 가 분해되고 그 입계에서 초석 FERRITE 가 석출을 시작한다. 이 FERRITE 는 탄소 고용도가 0.025%
인 철이며 온도가 723C ( A1 변태점)까지 냉각되는 동안 성장하고 나머지 AUSTENITE 는 A1 변태점 직하에서
FERRITE 와 CEMENTITE 의 혼합조직인 PEARLITE 로 변태한다. 0.41%의 탄소강의 경우 실온에서 조직은
까만 PEARLITE 결정립 둘레에 하얀 FERRITE 결정이 그물상으로 보인다.
3. 철 - 탄소합금의 성질.
1). 기계적 성질
철- 탄소 합금의 구성비 즉 각층 사이의 성질과 분포양식에 따라 기계적성질이 달라진다.
평형상태의 철 - 탄소합금은 실온에서 FERRITE 와 CEMENTITE 의 2 PHASE 로 되어 있다. FERRITE 는 연하고
잘 늘어나며 CEMENTITE 는 딱딱하고 부서지기 쉬우며 거의 늘어나기 않는다. 양 PHASE 이 층상으로 배열한
조직인 PEARLITE 는 어느 정도 연성이 있으며 인장강도는 각각의 성질에 비하여 크다.
아공석강은 FERRITE 바탕에 PEARLITE 가 점재하는 조직이므로 적당한 연신성을 갖으며 PEARLITE 양의
증가에 따라 ( 즉 탄소량의 증가에 따라 ) 인장강도와 경고가 증가하여 연신이나 충격치는 감소한다.
과공석강에서는 PEARLITE 양이 거의 일정하므로 인장강도는 거의 동일하다. CEMENTITE 증가에 따라 경도가
증가한다. 2.0%C 이상에서는 인장강도가 점차 감소하고 연신율 및 수축이 거의 없게 된다.
2). 합금원소의 영향.
A. SULFUR : 유황은 철과 화합하여 FES(유화철)가 되며 FES 는 융점이 낮은 (약 988C ) 공정을 만드므로 응고
중 AUSTENITE 입계에 모여 열간 가공성을 해치며 적열취성( HOT - SHORTNESS)의 원인이 된다. 그러나 용융철
중에 MN 이 있을 경우 FE 보다 MN 과 먼저 화합하므로 적량 이상이 있을 경우 FES 를 만들지 않고 불용성인
MNS 로 되어 SLAG 로 제거되거나 조직 내에 불순물이 되어 적열취성을 방지할 수 있다. 보통 MN 양은 S 양의 3-8
배로 하고 보통 강 중에 S 의 함량을 0.05%이하로 제한한다.
B. P : 소량의 인은 FERRITE 중에 고용하여 강도와 경도를 증가시키며 0.05%이하로 감소시킨다.
C. SI : 0.2%의 SI 는 FERRITE 중에 완전히 고용 시킬 수 있다. 0.2-0.6%정도의 범위에서 강은 연성의 감소없이
탄성한도와 인장강도를 증가시키며 산소를 제거하는 탈산작용을 한다.
기술예제 3 - 2
AUSTENITE 입계
FERRITE
CEMENTITE
새로운 CEMMENTITE 핵
PEARLITE 의 층상조직 생성과정

D. MN : 유황을 제거하여 강도와 취성을 증가시킨다. 1.5% 이상의 MN 은 연성을 감소시킨다.
4.강의 열처리.
1). 항온변태
A. 공석강의 항온변태.
이 그림은 C 0.8%의 항온변태도이다.
AE1(723C)이상에서는 AUSTENITE 가 되며 PS, P의 곡선은 PEARLITE 변태 + FE3C 의 개시점 PS 및
종료 PS 점의 시간을 나타낸다. 온도가 내려감에 따라 변태가 신속히 진행하여 약 550C 에서 가장 변태하기 쉽다.
FERRITE (0.025%C)와 CEMENTITE(6.67%C)는 탄소성분에 큰 차이가 있으므로 균일한 AUSTENITE 로 부터
두상이 석출하는데는 탄소의 확산 여유가 적으므로 PEARLITE 의 줄무늬가 치밀해지고 변태가 완만하게
일어나면 탄소가 확산하기 쉬우므로 PEARLITE 줄무늬 간격이 거칠게 된다. 이 때문에 700C 부근에서
천천히 항온변태한 PEARLITE 는 거칠고 연하여 600C 부근에 항온변태한 PEARLITE 는 치밀하고 견고하다.
(FINE PEARLITE)
약 500C - 220C 의 중간 온도에서는 온도가 낮을수록 변태에 장시간을 요한다. 이러한 변태를 BAINITE 라 한다.
PEARLITE 및 BAINITE 변태는 핵의 발생과 성장에 의하여 행해지나 액의 발생, 성장은 온도에 의하여 현저한
영향을 받는다. 약 220C 에 그은 MS 선보다 낮은 온도에서 AUSTENITE 로 부터 직접 변태한 조직은
침상조직으로 -MARTENSITE 의 경도는 HRC=65 정도로 매우 크다.
2). 연속 냉각변태 및 임계 냉각속도.
용접에 의한 모재의 열영향을 알기 위해서는 연속 냉각 중의 변태를 알 필요가 있다. 연속냉각 변태도 (CCT 선도)
가 있으면 용접 조건을 예견하는데 유용하다.
기술예제 3 - 3
공석강의 연속냉각변태도
800
700
600
500
400
300
200
100
1 2 4 8 15 30 1 2 4 8 15 30 (SEC)
(723)
MF
PSPF
MS300C/SEC 200C/SEC 50C/SEC 45C/SEC
800
700
600
500
400
300
200
100
1 2 4 8 15 30 1 2 4 8 15 30 (SEC)
(723)
MF 종료MARTENSITE 변태개시
pearlite 변태개시
beanite
변태개시
BS
PSPF pearlite 변태종료
무 모 상 pearlite
종료
B4침상 BENITE
공석강의 항온변태도

연속냉각변태는 항온변태도 보다 우측 하방으로 이동되고 있다. 냉각속도가 200C/SEC 보다 빠를 때
AUSTENITE 가 MS-MF 의 온도 범위에서 모두 MARTENSITE 로 변태하고 냉각속도가 200C/SEC - 50C/SEC 의
범위에서는 MARTENSITE 와 미세 PEARLITE 의 혼합상(TROOSTITE)이 되며 그보다 늦은 냉각속도에서는
MARTENSITE 는 나타나지 않고 모두 PEARLITE 가 된다.
MARTENSITE 로의 변태를 AR”변태라 하며 미세 PEARLITE 변태를 AR’변태라 한다. AR’변태에 의해 생긴
TROOSITE 는 FERRITE 와 CEMENTITE 를 혼합한 극히 치밀한 PEARLITE 이고 원래 AUSTENITE 입계(또는
입내)에 발생하여 증상의 PEARLITE 이다.
입계 냉각속도는 어떤 냉각속도 (200C/SEC) 을 경계로 하여 그보다 빠르면 조직이 전부 MARTENSITE 가 되고
높으면 연한 PEARLITE 가 발생하기 시작하므로 조직의 경도에 불연속이 생기는데 이 값을 임계냉각속도라 한다.
보통 구조용 강에서 (0.1-0.3%C)의 임계냉각속도는 약 400-200C /SEC 이며 일반적인 용접에서의 냉각속도는
이보다 낮으므로 완전하게 MARTENSITE 만이 생기는 이리 드물고 ARC STRIKE 나 짧은 TACK WELDING 의
경우는 예외이다.
3). 결정입도.
합금의 성질은 조직 내의 PHASE 종류 외에 결정립의 크기 (GRAIN SIZE)에 의해서도 영향을 받는다.
ANNEALING 강에서는 FERRITE 와 PEARLITE 입자의 크기가 강의 성질에 크게 영향을 주며 그 입자의 크기는
이들 입자를 생성시킨 고온의 AUSTENITE 입자 크기에 어느 정도 좌우된다. 입의 크기를 조사하는 방법은
아공석강에 대한 어떤 온도 TI 에서의 입의 크기를 조사하는 방법은 그 온도에서 AR3 점보다 약간 낮은 온도 (단
AR1 온도보다 높은)까지 서냉한 다음 물로 담금질하면 AR3 점 이하로 서냉하면서 입 경계에 초석 FERRITE 의
석출은 저지되고 잔여 AUSTENITE 는 MARTENSITE(또는 미세 PEARLITE 혼합조직=TROOSTITE)가 되므로
최초의 초석 FERRITE 에 의하여 입계를 명확히 알 수 있다.
4). 세립강 및 조립강.
기술예제 3 - 4
2000
1600
1200
900
400
200
임
계
냉
각
속
도
(C/SEC)
임계냉각속도와 탄소량 0.2 0.4 0.6 0.8 1.0 1.2 1.4 ( C%_)

강을 가열하여 AC1 점 직상에서 새로이 생긴 점의 크기는 점점 증대한다. 첫째 온도상승, 다음은 유리 시간이
길어짐에 따라 립의 크기는 증대한다. 증대하는 속도는 강 종에 따라 달라진다. 특히 입내에 미세한 분산 입자가
있으며 그것은 AUSTENITE 립의 핵이 될 수 있으므로 많은 AUSTENITE 결정립이 생기고 따라서 립의 크기가
작게 된다. 미세한 산화물 AL2O3등은 보통 열처리 온도 역에서 립의 조대화를 방지할 수 있다. 구조용 강에 AL
을 소량(2LB/TON) 을 첨가한 것을 가열에 의하여 조립화하지 않으므로 세립강이라 하여 노치인성이 뛰어 나다.
담금질성은 조립강 쪽이 (AUSTENITE 입도가 거친 것) 이 우수하며 고온에서 내 CREEP 성을 높이기 위해서는 즉
고온에 입계가 약해져서 변형되기 쉽기 때문에 (세립강은 CREEP 에 약하기 때문에) 조립강이 양호하다.
5). AUSTENITE 변태에 영향을 미치는 인자.
A. 화학성분.
탄소강의 화학성분은 AUSTENITE 에 가장 큰 영향을 미친다. 항온변태곡선을 오른쪽으로 이동시키는 작용을
하는 원소로는 C, NI, MN, CU 가 있으며, 항온변태곡선을 왼쪽으로 이동시키는 원소로는 CR, MO, V, TI 및
기타 탄화물 생성원소가 있다. 보통 합금원소의 첨가가 많아지면 임계냉각속도가 적어지며 따라서 담금질이
용이하게 된다. MS 나 MF 합금원소의 첨가에 의하여 일반적으로 저하된다. 고탄소강이나 합금강에서는 때때로
MF 가 실온 이하로 되어 담금질 중에도 얼마간의 AUSTENITE 가 잔류한다.
B. AUSTENITE 결정립도.
AUSTENITE 의 결정립도는 변태의 개시점이 되는 PEARLITE 의 핵이 AUSTENITE 의 입계에서 발생하여 그것이
입내부로 성장하기 때문에 조립의 것일수록 변태를 완료하기 힘들고 따라서 담금질이 용이하게 된다.
5. 각종 열처리법.
1). 열처리의 목적
A. 산세나 도금 또는 용접 중에 흡수한 수소에 의한 취성의 회복.
B. 변태에 의한 MACRO 응력의 제거(TEMPERING)
C.기계가공 중에 변형 발생 또는 사용 시의 파괴의 원인이 되는 MICRO 응력의 제거(STRESS RELIEVING,
응력제거 ANNEALING).
D.냉간가공의 영향 제거 (중간 ANNEALING)
E.조직의 균일화 (NORMALIZING)
F.연화 또는 절삭성 향상를 위한 조직의 변화 (완전 또는 구상화 ANNEALING)
G. 강도와 경도의 증가(QUENCHING)
2). 담금질(QUENCHING)
강을 경화시키기 위해 A3(아공석강) 또는 A1(과공석강) 점보다 30-50C 고온으로 가열한 다음 냉각제 (물, 기름,
공기 또는 금형) 로 급냉시켜 AUSTENITE 초기에서 PEARLITE 조직으로 이르는 도중에 MARTENSITE 조직으로
정지시켜 강도와 경도를 증가시키는 열처리 방법.
A. MARTENSITE : 침상조직으로 내식성이 강하여 경도와 인장강도가 크고 여리고 전성이 작으며 강자성체이다.
B. AUSTENITE : 고온 조직으로 냉각 중에 변태를 일으키지 못하도록 급냉하여 고온에서의 조직을 상온에 유지
시키는 것으로 비자성체로 전기 저항이 크고 경도는 낮으나 연신율이 크다.
C. TROOSTITE 와 SORBITE : 냉각이 충분할 경우 AUSTENITE 조직은 FERRITE 와 CEMENTITE 로 변하며
미세한 조직이 된다. 이 조직 중 아주 미세한 것은 TROOSTITE, 거친 것을 SORBITE 라 한다.
기술예제 3 - 5

3). 풀림(ANNEALING)
ANNEALING 은 연화를 목적으로 하는 것이며 완전 ANNEALING(FULL)과 중간 ANNEALING(PROCESS)이
있다. 완전 ANNEALING 은 AC3 나 AC1 보다 약 50C 고온으로 가열하여 소정시간 유지하여 균일한 AUSTENITE
조직으로 한 다음, 극히 서서히 냉각하는 열처리 방법이다. 그 목적은 강의 연화, 연성의 증가, 내부응력의 제거
결정립의 균질화에 있다. 중간 ANNEALING 은 550-650C 로 가열한 후 일정시간 유지한 후 냉각하는 열처리
법으로 내부응력을 제거하는 목적에 쓰이며 용접 후 응력제거 ANNEALING(STRESS RELIEF) 가 해당된다.
4). 불림(NORMALIZING)
강을 AUSTENITE 온도 ( A3 또는 ACM 보다 60C 높은 온도)로 가열하여 일정시간 유지한 다음 공기 중에서
냉각하는 처리이다. 조직의 개선 결정립 미세화, 가벼운 소입경화 을 목적으로 하여 용접 BEAD/에 의해 형성된
주조조직은 다음 층의 BEAD 에 의한 열 영향으로 NORMALIZING 조직으로 변하여 인성이나 연성이 현저하게
향상된다.
5). 뜨임(TEMPERING)
QUENCHING 이나 ANNEALING 한 강을 A1 점 이하의 온도로 가열하고 일정시간 유지 후 냉각하는 방법이다.
강의 경도감소, 내부응력의 제거 연성 및 인성의 증가를 목적으로 한다. 강 종에 따라 약 620C 로 가열하여
서냉하면 약해지는데 이를 TEMPERING 취화(TEMPERING BRITTLENESS)라 한다. CR - NI 강이나
고탄소강에서 일어나기 쉬우며 방지책으로 TEMPERING 온도로 부터 급냉하거나 MO 을 첨가하여 TEMPERING
취화를 방지한다.
** TEMPERING BRITTELNESS 의 발생 원인을 조사할 것.
6). 열처리 조직의 경도 : M T S A.
A. CEMENTITE : HB 800-920, (FE3C) 단단하고,여리고, 상온에서 강자성체이다.
B. MARTENSITE : HB 600-720, 철의 탄소를 과포화한 고용체, 단단하고 여림.
C. TROOSTITE : HB 400-500 FERRITE 와 CEMENTITE 의 입상 혼합물,강하고 점성이 있음. (저온뜨임 150C)
D. SORBITE : HB 270-275 FERRITE 와 CEMENTITE 의 입상 혼합물,강하고 점성이 있음. (고온뜨임 500-600C)
E. PEARLITE : HB 200-225 C CEMENTITE 와 FERRITE 의 층상 혼합물,강인함.
F. AUSTENITE : HB 150-155, 철의 탄소 고용체 , 강하고 점성이 크며 상자성체임.
G. FERRITE : HB 90-100
*** 질량효과 ***
강을 급냉하면 냉각액으로 인해 접촉하는 면은 냉각속도가 커서 MARTENSITE 조직이 되고 내부로 갈수록
냉각속도가 늦어져 TROOSTITE 와 SORBITE 조직으로 된다. 이와 같이 냉각속도에 따라 경도의 차이가 생기는
현상을 질량효과라 한다. 즉 질량효과가 작다는 것은 열처리가 잘된다는 것이다.
6. 용접 열 영향부( HEAT AFFECTED ZONE)
탄소강이나 저합금강을 ARC 용접 또는 점 용접한 용접부의 MICRO 단면은 아래의 그림과 같다.
기술예제 3 - 6
본드
용융상태
용융상태고온가열역 ( 조립역 )
저온가열역모재의 온도
아크용접의 열영향 도해

MICRO 단면은 용접금속, 열영향부 및 열를 받지 않은 모재로 구성되어 있다. 용접금속은 한번 용융한 금속이
응고한 부분이며 주조조직이 나타나 모재부터 분명한 구별이 가능하다. 용접금속의 대부분이 용가재가 용착한
(점용접 제외) 것이므로 용착금속( DEPOSITED METAL) 이라고도 한다.
점용접의 경우에는 용가재를 쓰는 것이 아니므로 용접금속이라고 하는 것이 적절하다. 용착금속과 모재와의
경계를 BOND 라고 한다. 이 본드는 모재가 융점 또는 응고온도 범위까지 가열된 부분이다.
강에서는 본드 주변의 수 MM 부분이 MACRO 부식에 의하여 식별될 수 있으므로 이것을 열 영향부라 한다. 이
부분은 AC1 점 이상으로 가열되기 때문에 현미경 조직과 기계적 성질이 현저하게 변화한 부분이다. 열영향부에
인접한 모재중에 약 200-700C 로 가열된 부분에서는 현미경 조직의 변화는 볼 수 없으나 기계적 성질의 변화를
일으키므로 준 열영향부라 한다. 이외에 모재부분은 조직 및 기계적 성질이 변화하지 않는다.
AUSTENITE 강, FERRITE 강, 동합금, AL 합금 등에서는 변태가 되지 않으므로 PEARLITE 강과 같이 분명한
열영향부를 용접단면의 MACRO 조직에서 보기 어려우나 결정립의 조대화나 재결정 및 기계적 성질과 물리적
성질의 변화를 나타나는 영역이 있다.
1). 열영향부의 열 CYCLE 과 영향을 미치는 인자 및 각각의 조직과 기계적 성질.
용접 중의 가열에 의하여 용접금속에 접하는 모재의 각 점은 용착금속으로 부터 거리에 따라 각종 온도로 급열,
급냉된다. 이 급열, 급냉의 온도 변화를 열 CYCLE 이라 한다. 이 열 CYCLE 의 실제로 판 두께 20MM 이 HT52
재질의 넓은 강판에 4 피복봉을 170AMP, 25V 로 15MM/SEC 의 속도로 긴 BEAD 를 용접하였을 경우 1100C
까지 가열되는 시간은 약 4 초 정도 소요되며 이것이 500C 까지 냉각되는데 12 초가 걸리며 용접 열 CYCLE 에
영향을 미치는 인자는 (1) 용접방법, (2)용접속도, (3)이음형상,(4)모재두께, (5)용접 전의 모재온도, (6)모재의 온도
확산율 및 융점 등이 있다.
기술예제 3 - 7
X
HT52
NO X MM
1 0
2 2.8
3 3.8
4 4.8
5 5.4
6 6.5
1600
1400
1200
1000
900
800
600
400
200
0 10 20 30 40 (SEC)
아크용접에 의한 강의 열 CYCLE
1
2
34
5
6

(1). 용접방법.
가스용 접의 경우 ARC 용접에 비해 용접금속 이외의 모재를 넓게 가열해야 하므로 가열, 냉각의 용접 열 CYCLE
은 매우 높다. 저항 점 용접의 경우 판 두께가 2MM 의 경우 0.1 초 의 단시간 내에 접촉면이 용융되고 수초 정도의
단시간 내에 냉각되므로 열 CYCLE 은 매우 빠르다. 강의 대표적인 용접 방법에서 열 영향부가 임계온도역(약
800-700C) 부근 까지 냉각되는 속도는
* 가스용접 : 30-110C/MIN (0.5-2C/SEC)
* ARC 용접 : 110-5600C/MIN (2-100C/SEC)
* 점 용접 : 2800-22200C/MIN (50-370C/SEC)
(2). 용접입열.
용접에 의해 용접선의 단위 길이 당 가해지는 열량이 많을수록 냉각이 늦어진다. SMAW 의 경우 용접속도 125-
300MM/MIN 의 범위에서는 ARC 전압 E, ARC 전류 I, 용접속도 V 의 영향은 용접선의 단위 길이 당 용접입열 H =
EI / V 로 사용할 수 있다. ARC 전압의 영향은 비교적 적고 ARC 전류가 클수록 또한 용접속도가 늦을수록
용접입열이 커져서 열영향부의 냉각속도가 늦어진다. BEAD 의 개시점과 종료점 및 ARC STRIKE 에서는 입열이
적으므로 냉각속도가 비교적 (매우) 빨라진다.
(3). 이음형상.
입열이 동일한 경우 모재중에 열이 확산하기 쉬운 형상일수록 냉각속도가 빨라진다. 즉 맞대기 용접보다
필렛용접의 경우가 냉각속도가 빠르다.
이음형상에 의하여 열영향부의 냉각속도가 달라지고 이 때문에 강의 최대강도에 현저한 차이가 발생한다.
(4). 모재두께와 용접 전의 모재온도.
일정한 용접입열에서 모재 두께가 두꺼울수록 냉각속도가 빨라진다. 그러나 모재 두께가 75MM 까지는 모재
두께가 두꺼울수록 영향이 커지나 75MM 이상에서는 거의 일정하다.
용접 전의 모재의 온도에서 모재를 예열할 경우 냉각속도가 현저히 저하한다.
(5). 모재의 온도 확산율 및 융점.
모재의 열전도율이 클수록 용접열이 용접 중에 널리 확산하기 쉽다. AL 의 경우 용접할 때 온도확산율이 연강의
약 10 배에 이르므로 그만큼 온도변화가 빨리 일어나며 용접금속 이외의 모재가 넓은 면적에 걸쳐 고온으로
가열되므로 용접 후 변형이 크다. 탄소강과 저합금강에서는 온도 확산율과 융점이 비슷하여 열 CYCLE 이 같고
STAINLESS 강, 동합금, AL.합금 등은 온도확산율과 융점이 크게 다르므로 탄소강의 열 CYCLE 과 현저하게
다르다.
(6) 열영향부의 조직과 기계적 성질.
기술예제 3 - 8
15341410
0.025 0.8
2.0 1130
C
AA1, 723C
L
L + A
4.3
+GRAPHITE
FERRITE + GRAPHITE
A2910A3
768C
P
+ FE2C
A0 210C
C
B
S +L
E
+
G
1490J
A1600
1400
1200
1000
900
800
600
400
200
0 10 20 30 40 (SEC)
1
2
34
5
6
용착금속
0.18%C 의 강의 상태도와 열영향부의 열 CYCLE관계
1 2 3 4 5 6

(A). 용접금속
용융온도 이상으로 용융한 다음 응고한 부분으로 수지상 결정조직을 갖는다.
(B). 반용해부(1400C 이상)
용융점 부근으로 가열된 위치에서 결정립이 조대화하여 냉각과정 중 AUSTENITE 입계 내에서 A3 점 이하에서
FERRITE 가 석출하기 시작한다. 그러나 결정립이 크고 냉각속도가 빠르면 특정면에서 층상으로 석출하여
위드만 스테텐 조직으로 된다.
(C).조립부(1400 - 1200C)
과열로 인한 위드만 스테텐 조직이다.
(D).미세부(1200 - 900C)
AUSTENITE 로 변태한 후 결정립이 조대화 되기 전에 냉각 과정에 들어가 FERRITE 와 PEARLITE 로 변태한
위치이며 미세화 된 상태의 영역이다. (세립 Perlite 립)
(E).입상 PEARLITE 부(950 - 750C)
AC1-AC3 변태 범위에서 FERRITE 는 변태하지 않고 PEARLITE 립이 AUSTENITE 로 변태한 후 급냉하여 미세한
PEARLITE 결정립으로 분해하여 CEMENTITE 일부분이 입상화 한 상태로 냉각된 영역이다. (PEARLITE 가
미립상으로 된 영역)
(F). 취화부(700 - 100C)
A1 변태점 직하까지 가열된 위치이며 조직의 변화는 거의 없고 MICRO 적으로 석출이 생겨서 취화가 발생한다.
(G) 원질부 (100 - 상온) : 용접열의 영향을 받지 않은 부분.
(7) 기계적 성질과 경도분포강의 열영향부는 BOND 로 부터 멀어질수록 최고 가열온도가 낮고 냉각속도가 느리게 되므로 현미경 조직에
차이가 있듯이 기계적 성질도 변화한다. BOND 에 가까운 조립부는 담금질 경화 때문에 강도는 증가하나 연신이
적고 부서지기 쉽다. 그러나 세립입상 PEARLITE 부는 연성 및 인성이 좋다. BOND 에서는 경도의 불연속이
있으며 최고경도가 생긴다. 최고경도가 클수록 열 영향부가 취약하므로 최고경도가 낮은 것일수록 좋다. 담금질
경화성이 없는 AUSTENITE 계 STAINLESS 강에서는 최고경도가 생기지 않으므로 오히려 조립부가 약하다.
선 A-----A
기술예제 3 - 9
500
300
200
500
300
200
강용접부의 경도분포
A
B
A
B
선 B------B
***용접입열 : 용접시 용접부에 공급된 열량을 말하며 ARC 용접에서 용접 BEAD 의 단위 길이 1CM 당 공급되는
열 에너지 H 는 ARC 전압 E (V), ARC 전류 I (A), 용접속도 V (CM/SEC)라 하면
H = 60EI / V ( JOULE/CM) = 0.24 60EI / V (CAL/CM) 로
주어지며 이것을 용접 입열량(HEAT INPUT)이라 한다. 입열량의 과다에 따라서 열영향부의 폭, 미세조직의 변화,
균열 또는 변형 등에 영향을 미치므로 재질에 따라서 적절한 용접법을 선택해야 한다.
***탄소당량 (CARBON EQUIVALANT)
탄소는 BORON 를 제외하고는 합금원소 중 가장 경화능이 크기 때문에 탄소를 기준으로 다른 합금 원소들이
경화하는데 미치는 영향을 지수화 한 것이다. 이 탄소당량은 열영향부의 경화에 대한 각 합금원소의 효과를 C 의
그것을 1 로 하였을 때의 비율로서 경험적으로 구하고 그들의 비율에 의해 각 합금 원소량을 각각 외관의
탄소량으로 환산하여 본래의 탄소량으로 더하여 맞추는 것에서 계산된다.
우리나라에서는 다음식이 일반적으로 이용되고 있다
연강 Ceq = C + Mn / 4 +Si / 6 (%)
고장력강 Ceq(WES) = C + Mn / 6 +Si / 24 + Ni/ 40 +Cr / 5 + Mo / 4 +V / 4 (%)
Ceq(IIW) = C + Mn/ 6 + (Cr+Mo+V/5) + (Ni+Cu/15) (%)
화학성분은 중량 %로 CU 가 0.5%미만인 강에 한 한다. 탄소량과 최고경도 사이에는 일반적으로 비례관계가
성립하고 탄소량이 큰 강일수록 최고경도는 커진다. 최고경도가 큰 강은 열영향부의 연성이 저하하고
저온균열이 발생하기 쉬우므로 가능한 한 탄소당량이 낮은 강을 선택하는 것이 바람직하다.
탄소당량은 열영향부의 경화능의 기준이 될 뿐만 아니라 실제의 용접시공에서 사용 용접재료의 선택이나 예열,
후열 등의 여부를 판단하는 기준으로서 널리 사용된다.
이 밖에 용접균열 감수성 조성 특히 저온균열에 대한 강재의 감수성을 평가하는데 널리 사용된다.
다음은 탄소당량에 의해서 일반적으로 사용되고 있는 예열온도 DATA 이다.
Ceq(%) 추천 예열온도(C)
~ 0.45 예열온도 필요 없음
0.45 ~ 0.6 100 ~ 250 C
0.6 이상 200 ~ 350 C
******용접균열지수 (PC)
탄소당량은 모재 또는 용접봉의 화학조성에만 의존하므로 균열의 감수성에 대한 정확한 판단을 하기에는 부족한
기술예제 3 - 10
점이 있다. 균열은 화학조성뿐 만 아니라 대기 또는 용접부재의 흡습상태, 부재의 크기 등에도 극히 민감하므로
이들까지 고려할 때 더욱 정확한 균열 감수성을 예측할 수 있다. (각 성분은 %임)
PC = PCM + 1/ 60 H + 1/600 T ( or K/ 40,000 )
단, PCM(용접균열 감수성 지수,%)
= C + Si /30 + (Mn + Cu + Cr) / 20 + Ni / 60 + Mo/ 15 + V / 10 + 5 B
H : 확산성 수소량 (CC / 100g)
T : 판의 두께 (mm)
K : 구속도 (KG/mm2)
7. 모재의 균열. 모재의 균열 : 고온균열, 저온균열
A. 고온균열 (SULFUR CRACK) : 1000 C 이상의 고온에서 강의 결정립계에 있는 저융점의 불순물이 재용해되어
입계의 결합력이 없어져 균열이 발생한다. 불순물로서 유해한 유화철, 산화물 등이 있으며 압연이나 단련 중에
발생한다. ( 550 C 이상에서 적열취성에 의해 발생)
즉 순금속 일 때는 응고점이 한 점이지만 합금 성분이 첨가되면, 액체와 고체가 혼재하는 구역이 존재하게 되고 ,
액체 상태가 많을 때는 균열이 발생 하여도 다시 채워주지만 후기 액막 단계에는 엷은 액체막에 의해 고체가
분리되고 있는 상태이고, 또한 융점이 낮은 저융점의 편석물이 밀집되고 있고, 파단 까지의 변형 능력이 떨어지기
때문에 조그만 응력 하에서도 균열이 발생하게 된다.
고온 균열은 고상선 온도이상에서 발생하는 것과 고상선 온도 이하에서 발생하는 것이 있으며 전자는 고상선
주변온도에서 입계에 잔류하는 액체의 거동에 따른 것이고 후자는 입계에 있어서 고상 외 성분 편석, 석출물 및
전위의 거동에 따른것이다.
■ 고온 균열의 방지 대책
용접 부위가 냉각시에 발생하는 균열은 후기 액막 단계에서 응력이 존재할 때 용접 중앙선 주상정(COLUMNAR
GRAIN) 결정 사이에서 발생하게 된다. 이러한 고온 균열의 대표적인 예가 CRATER Cracking 과 END
CRACKING 이다. 고온 균열의 발생을 크게 좌우하는 인자는 아래와 같이 크게 3 종류로 구분 할 수 있다. 1.
특정원소의 편석 정도 2. 응고 조직의 형태 3. 이음부의 형상
1. 특정원소의 편석
각종원소의 응고점이 다르기 때문에 합금의 응고시 편석은 불가피하게 된다. 편석 정도는 분리계수 K
로 표시 되며 철합금에 대한 K 값은 다음과 같다.
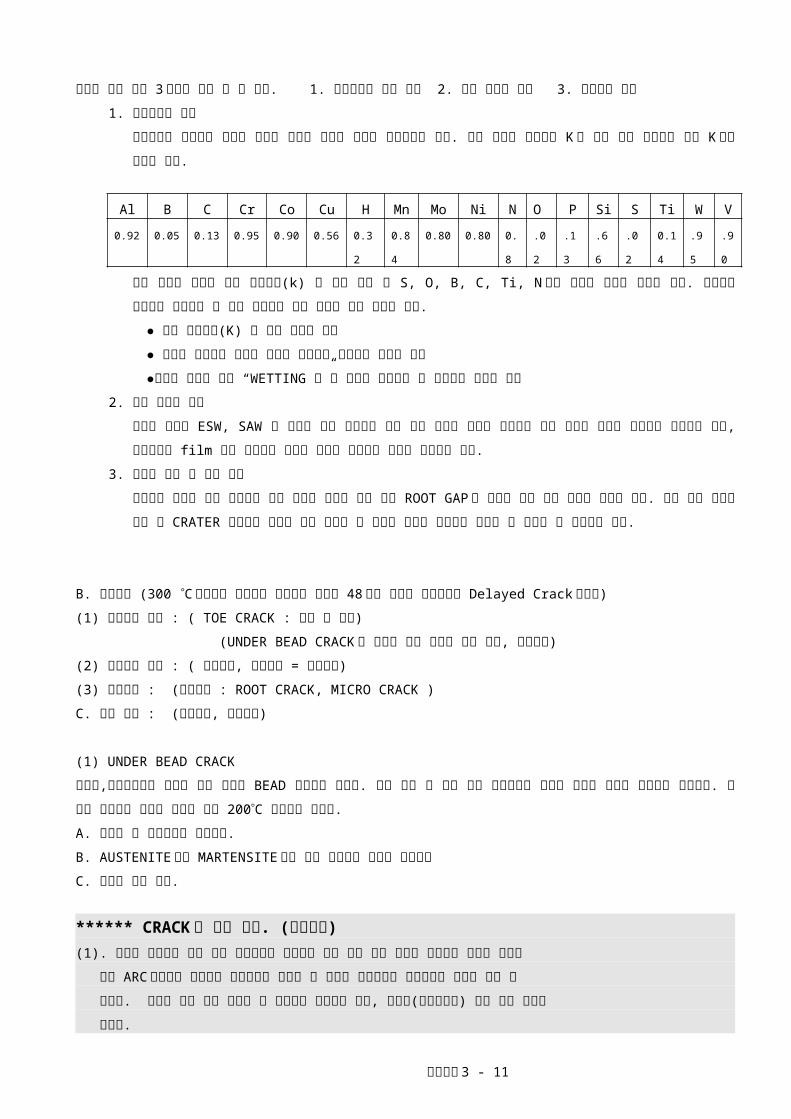
Al B C Cr Co Cu H Mn Mo Ni N O P Si S Ti W V
0.92 0.05 0.13 0.95 0.90 0.56 0.32 0.84 0.80 0.80 0.8 .02 .13 .66 .02 0.14 .95 .90
고온 균열의 현상은 낮은 분리계수(k) 를 갖는 원소 즉 S, O, B, C, Ti, N등이 편석의 위험의 위험이
많다. 그러므로 용접봉의 제원설계 및 용접 시공시에 아래 사항을 주의 하여야 한다.
기술예제 3 - 11
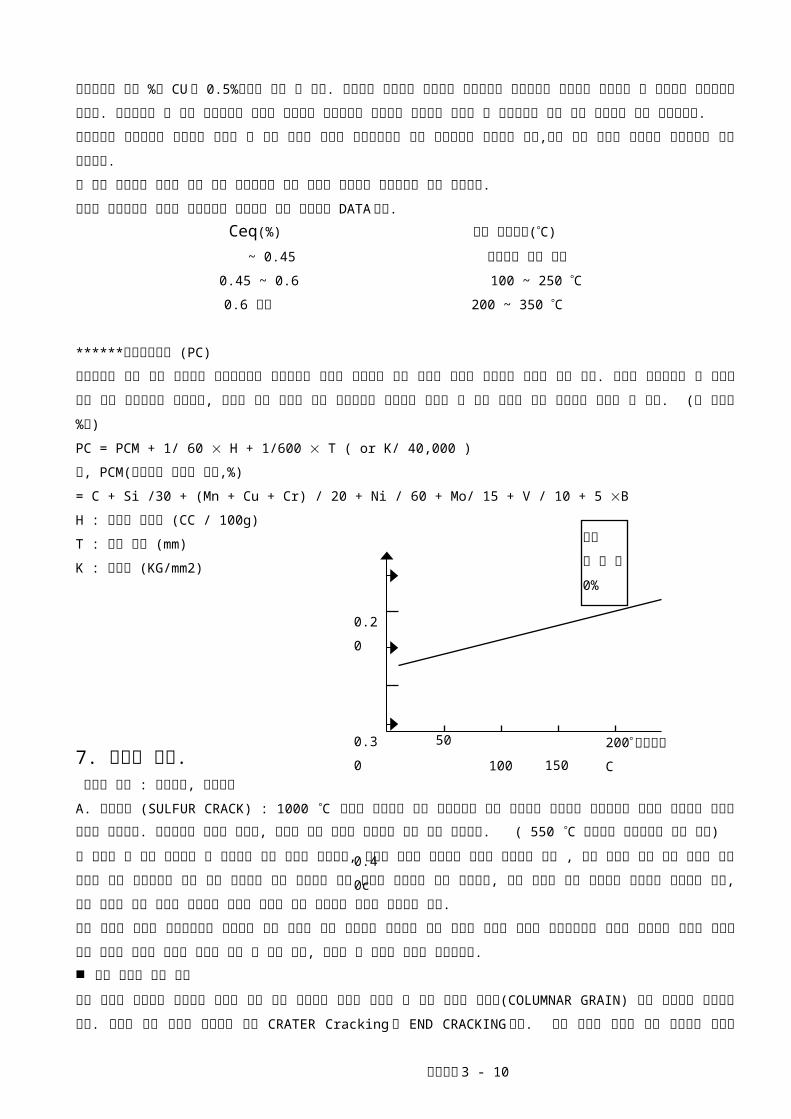
0.20
0.30
0.40c
200
C
150 10050
단면
균열율
0%
예열온도

● 낮은 분리계수(K) 를 갖는 원소의 배제
● 금속과 친화력이 강해서 저융점 화합물을 석출하는 원소의 배제
●금속에 대해서 낮은 “WETTING 각”을 형성해 결정립이 잘 분포하는 원소의 배제
2. 응고 조직의 형태
대입열 용접인 ESW, SAW 로 입열을 많이 부여하게 되면 응고 조직의 성장이 과대하게 되어 입계에
저융점 개재물이 분산되지 않고, 집중적으로 film 상에 분포되기 때문에 주상정 사이에서 균열이
발생하게 된다.
3. 이음부 형상 및 잔류 응력
이음부의 형상에 따라 모재와의 희석 정도가 차이가 나고 또한 ROOT GAP 의 차이에 따라 구속
정도가 차이가 난다. 또한 이들 응력은 용접 후 CRATER 부위에서 최대가 되기 때문에 이 부위에
저융점 개재물이 존재할 때 균열이 잘 발생하게 된다.
B. 저온균열 (300 C 이하에서 발생하고 용접금속 응고후 48 시간 이내에 발생하므로 Delayed Crack 이라함)
(1) 합금강의 경우 : ( TOE CRACK : 수분 후 발생)
(UNDER BEAD CRACK 은 수소에 의해 수시간 후에 발생, 탄소당량)
(2) 강인강의 경우 : ( 세로균열, 가로균열 = 구속균열)
(3) 발생모드 : (지체균열 : ROOT CRACK, MICRO CRACK )
C. 기타 균열 : (층상균열, 재열균열)
(1) UNDER BEAD CRACK
저합금,고탄소강에서 생기기 쉬운 균열로 BEAD 직하에서 생긴다. 발생 원인 중 용접 중의 용접금속에 흡수된
수소가 중요한 원인으로 생각된다. 세 가지 원인으로 발생된 응력에 의해 200C 이하에서 발생됨.
A. 용착강 및 열영향부의 수축응력.
B. AUSTENITE 에서 MARTENSITE 로의 변태 과정에서 발생된 내부응력
C. 수소에 의한 원인.
****** CRACK 의 발생 기구. (저온균열)
(1). 수소를 발생하기 쉬운 피복 용접봉으로 용접하면 높은 열로 인해 수소가 분해되어 수소가 이온화
되어 ARC 분위기를 통과하는 금속입자가 이온화 된 수소를 흡수하므로 용접금속은 수소를 다량 함
유한다. 수소는 용접 중의 용접봉 및 모재에서 발생하는 수분, 유기물(셀룰로스계) 표면 오염 등에서
발생됨.
(2). 용접금속이 응고할 때 수소의 용해도 감소로 용접금속 중에서 이탈하여 대기로 방출하거나 용접금
속에 잔류 및 열영향부의 AUSTENITE 의 변태구역으로 확산하며, AUSTENITE 는 수소를 흡수하는
능력이 있다.
(3). 냉각이 진행되는 도중 용착금속 중의 수소는 열영향부의 AUSTENITE 구역으로 계속 확산한다.
(4). 열영향부도 냉각됨에 따라 AUSTENITE 상태에서 변태하여 수소 흡수능력이 적어지며 잔류
AUSTENITE 부분의 수소농도는 증가한다.
(5). 수소농도가 과포화된 잔류 AUSTENTE 부분도 변태하며 MARTENSITE 로 될 때 미세한 균열이 발생
한다. 용착금속 중의 수소는 재결합하여 H + H = H2 로 되고 공간을 형성하며 이때 생성되는 응력을
기술예제 3 - 12

용접금속이 감당하지 못하고 미세한 균열이 발생한다. 미세한 균열이 발생하는 양상은 취성파괴 형식을
갖는다. 이 균열은 A. MARTENSITE 격자 중의 수소로 인한 취약화.
B. AUSTENITE 에서 MARTENSITE 변태의 체적팽창에 의한 변태응력의 발생.
C. 미시적 공동 중에 존재하는 분자상 수소가 갖는 정역학적 응력에 의하여 기인된다.
UNDER BEAD CRACK 은 저수소계 용접봉을 사용하거나 MARTENSITE 변태를 할 수 없도록 100-150 C 로
예열하면 발생을 방지하는데 효과적이며 AUSTENITE CR-NI 용접봉도 방지효과가 있다.
■저온 균열의 방지 대책
1. 용접부 조직 경화
용접은 순간적으로 금열 급냉되기 때문에 일반 주조 조직과는 다른 취약한 조직을 얻기 쉬우며, 용접부의
조직 경화가 심할수록 균열 발생 지수가 높게 된다. 용접부의 조직경화가 주된 요인은 모재의 탄소 당량과
냉각속도로 대별된다.
가. 강재
1) 강재의 화학성분 (탄소 당량)
모재의 탄소 당량이 높게 되면 같은 용접 조건 냉각속도에서 경화성이 크기 때문에 조직경화가 심하게
발생하며, 균열 발생율이 증가하게 된다.
2) 제조 방법
강의 제조 시 일정강도를 확보하기 위해서 합금성분이 필연적으로 첨가되고 인장강도가 높은
고장력강 일수록 합금성분(Mn, Ni, Mo)이 많아져 용접성이 저하하게 된다. 이를 보완하기 위해 강의
제조 방법을 개선 동일 인장강도 수준에 탄소 당량을 대폭 감소해 용접성이 뛰어난 강재의 제조가
가능하기 되었기 때문에 같은 인장강도 수준의 강재는 일반 제조 강보다 탄소 당량이 훨씬 적어
용접부의 경화가 적게 되어 균열을 방지 할 수 있게 된다.
나. 냉각 속도
1) 모재두께
동일 용접조건, 동일 입열 하에서 후판쪽이 모재로의 열의 이동이 빠르기 때문에 급냉이 되며 또한 열이
두 방향으로 이동하는 이동하는 수평필렛 용접이 맞대기 용접보다 급냉이 되어 조직경화가 심하게
되며 균열의 발생이 많게 된다.
2) 예열 온도
예열은 용접시 최대 냉각속도를 감소 시켜 용접 열 영향부의 조직 경화를 완화 시키고, 또한 확산성
수소의 확산 속도를 촉진 시켜 수소 취성 현상을 억제 하는 역할을 한다.
2. 용접부의 잔류응력
용접은 순간적으로 급열 급냉 되기 때문에 팽창, 수축이 일어나고, 냉각 시 상변태에 따른 조직 팽창 등 내부
응력이 존재하게 된다. 아래의 그림과 같이 용접 후에 상당량의 변형이 일어나지만 , 만일 구속되어 있다면 a
만큼 의 변형이 일어나지 않고 대신 내부 잔류응력으로 잔재하게 된다. 잔류응력이 많으면 많을수록
균열발생이 용이하게 하게 되기 때문에 가능한 잔류응력 및 변형량을 적게 하는 시공 방법을 선택하여야
한다.
a
기술예제 3 - 13

용접 전 용접 후
가. 용접 시공
1) 용접봉 자체의 인장 강도 : 용착금속의 인장강도가 높을수록 용접 잔류응력은 커진다.
2) GROOVE DESIGN : 채워 주어야 할 용착 금속량이 많을수록 잔류응력이 커진다.
3) PASS 수 : 용접 PASS 수가 많으면 잔류응력이 증가하게 된다.
4) ROOT 간격 과대 : ROOT 간격이 크게 되면 맞대기 및 수평 필렛 용접의 초층 용접 금속은
구속 능력이 증대하여 균열이 발생 하기 쉽다.
5) 비이드 설치법
가) STEP SEQUENCE : 길이가 짧은 용접 개소
나) 후퇴법 : 박판 용접
다) 대칭법 : 긴 용접선
라) 블록 법 : 주철 혹은 박판
6) 용접 변형 방지법
가) PRE-SET 방법 : 변형 예정량을 미리 계산에 넣어 조립하는 방법
나) RESTRAINING 방법 : 적정 JIG 를 사용하여 기계적인 구속력을 부여하는 방법
다) Cu-COOLING 방법 : 용접열을 Cu 를 통해 고루 분산 시켜 변형을 최소화 하는 방법
라) WATER COOLING 방법 : 용접선을 따라 용접 이변부에 물로 냉각시켜 변형을 최소화 하
는 방법.
7) 비이드 용착법
가) 적층법 (BUILD – UP SEQUENCE)
나) 카스 케이드 법 (CASCADE SEQUENCE)
다) 점진 불록법 (FORWARD BLOCK SEQUENCE)
8) PEENING 유무 : PEENING 은 HAMMER등으로 용접부위를 타격하는 방법으로 일종의 PLASTIC
DEFORMATION(소성변형)을 부여 하여 잔류응력을 완화하는 방법이다. 또한 초층 및 최종층의
BEAD 는 가공경화를 받아 균열의 위험이 있기 때문에 피하여야 한다.
나. 열처리
용접 잔류응력을 최소화 하기 위한 후열처리 방법은 아래표와 같다.
재 질 온 도(℃)
CARBON STEEL 595 - 680
CARBON-1/2% Mo STEEL 595 - 720
1% Cr-1/2% Mo STEEL 620 - 730
2 1/4% Cr – 1% Mo STEEL 705 - 770
5% Cr – 1/2% Mo STEEL (502) 705 - 770
7% Cr – 1/2% Mo STEEL 705 - 760
9% Cr – 1% Mo STEEL 705 - 760
기술예제 3 - 14
12% Cr (TYPE 410) STEEL 760 - 815
16% Cr (TYPE 430) STEEL 760 - 815
LOW-ALLOY Cr-Ni-Mo STEELS 595 - 680
2 TO 5% Ni STEELS 595 - 560
9% Ni STEELS 550 - 585
QUENCHED AND TEMPERED STEEL 540 - 550
다. 결함 유무
1) 여성고 (Reinforcment) 2) Over Lap 3) Undercut 4) 내부 결함
이러한 잔류응력이 집중적으로 축적되는 장소는 Notch 부위, 내부결함 (기공, 개재물)등이며, Stress Riser
역할을 하여 각종 균열의 시발점이 되기 때문에 각종 규격에서 이를 엄격히 제한하고 있다.
EX) AWS D 1.1 에서는 Weld Reinfocement 를 MAX. 3.2mm 로 제한하고 있다.
3. 수소원
용접 시 저온 균열에 미치는 수소의 영향은 조직 경화, 잔류응력 등과 함께 중요한 역할을 하고 있다.
용접 ARC 열에 의해 분해한 원자상의 수소는 상변화 시 고용도가 급격히 감소하여 확산성 수소가 응고 시
다시 분자상으로 결합할 때 큰 압력을 발생하기 때문에 용접시 이러한 수소원을 가능한 억제하는 조치를
취해야 한다.
가. 염기도 CaO + CaF2 + MgO +K2 O + Na2 O + 1/2(FeO + MnO)
용접 FLUX 의 염기도 : BI =
SiO2 + 1/2 (TiO2 + Al2 O3 + ZrO2 )
에서 처럼 염기성 물질과 금속 산화물의 일정한 비를 나타내며, 특히 염기도가 낮은 산성 산화물
SiO2 Al2 O3 등은 점토류 (Bentonite, Cray) 로 구성되어 있고, 이러한 Flux 는 결정수를 다량
함유하기 때문에 (600 ℃이상 고온에서 분해) 용접시 수소의 공급원이 된다. 따라서 저수소계, 즉
염기도가 높은 용접봉은 용접 Flux 중에 수소 함량을 근원적으로 최소화 한 것이다.
나. 재건조 및 관리조건
1) 재건조
용접봉의 보관 및 관리는 용접봉 피복재 중의 수분 함량과 밀접한 관계가 있기 때문에 아래의 표와
같이 재건조 및 관리를 철저히 해야 한다.
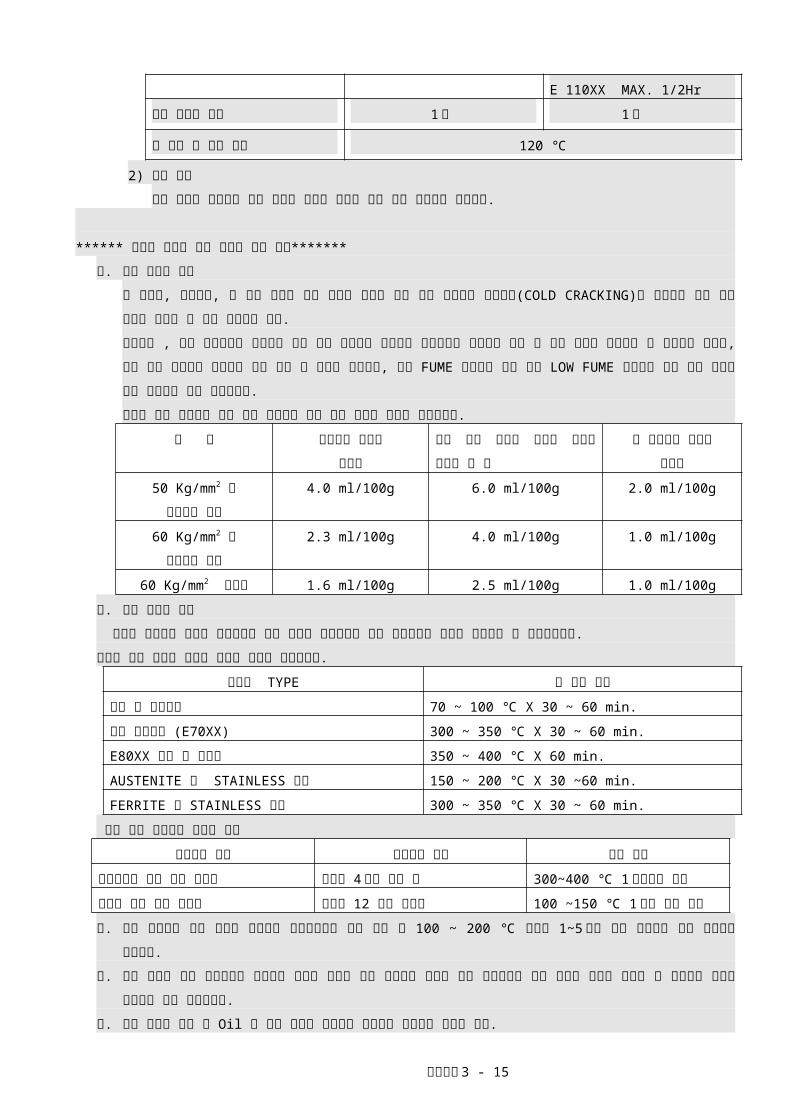
항 목 저 수소 계 (AWS A5.1) 저 수소 계 (AWS A5.5)
재 건조 온도 X 유지 시간 230 - 260 ℃ X 2 Hr 370 - 430 ℃ X 1Hr
허 용 노출시간 MAX. 4 Hr E 70XX MAX. 4Hr
E 80XX MAX. 2Hr
E 90XX MAX. 1Hr
E 1000XX MAX. 1/2Hr
E 110XX MAX. 1/2Hr
허용 재건조 회수 1회 1회
기술예제 3 - 15

재 건조 후 유지 온도 120 ℃
2) 상대 습도
상대 습도가 높을수록 방치 시간이 길수록 피복재 중의 수분 함유량은 증가한다.
****** 수소에 기인한 저온 균열의 방지 대책*******
가. 용접 재료의 선택
고 장력강, 저온용강, 등 고급 강재는 용착 금속의 수소에 대해 매우 민감하여 저온균열(COLD
CRACKING)을 유발하기 쉬워 용접 재료를 선택할 때 매우 신중해야 한다.
고장력강 , 또는 저온용강에 사용되는 피복 아크 용접봉은 저수소계 계통이지만 저수소계 보다 더 수소
함량을 저감시킨 극 저수소계 용접봉, 고온 다습 환경에서 흡습율을 감소 시킨 비 흡습성 저수소계,
또는 FUME 발생량을 감소 시킨 LOW FUME 저수소계 피복 아크 용접봉 등을 선택하는 것이
바람직하다.
아래의 표는 저수소계 피복 아크 용접봉에 의한 용접 금속의 확산성 수소량이다.
강 종 저수소계 용접봉
사용시
고온 다습 하거나 용접봉
관리가 불충분 할 때
극 저수소계 용접봉
사용시
50 Kg/mm2 급
고장력강 사용
4.0 ml/100g 6.0 ml/100g 2.0 ml/100g
60 Kg/mm2 급
고장력강 사용
2.3 ml/100g 4.0 ml/100g 1.0 ml/100g
60 Kg/mm2 이상급 1.6 ml/100g 2.5 ml/100g 1.0 ml/100g
나. 용접 재료의 관리
용접봉 피복제의 흡습은 용접금속의 수소 함량을 증가시키는 주요 원인이므로 사용전 재건조는 꼭
필요한것이다.
아래의 표는 용접봉 사용전 재건조 조건을 나타내었다.
용접봉 TYPE 재 건조 조건
연강 비 저수소계 70 ~ 100 ℃ X 30 ~ 60 min.
연강 저수소계 (E70XX) 300 ~ 350 ℃ X 30 ~ 60 min.
E80XX 이상 저 수소계 350 ~ 400 ℃ X 60 min.
AUSTENITE 계 STAINLESS 강용 150 ~ 200 ℃ X 30 ~60 min.
FERRITE 계 STAINLESS 강용 300 ~ 350 ℃ X 30 ~ 60 min.
피복 아크 용접봉의 재건조 표준
용접봉의 종류 용접봉의 상태 건조 조건
고장력강용 피복 아크 용접봉 건조후 4 시간 경과 후 300~400 ℃ 1 시간이상 건조
연강용 피복 아크 용접봉 건조후 12 시간 경과후 100 ~150 ℃ 1 시간 이상
건조
다. 용착 금속내의 잔류 수소를 제거하기 위한방법으로 용접 완료 후 100 ~ 200 ℃ 정도로 1~5 시간
동안 가열하는 저온 후열법이 유효하다.
라. 옥외 작업의 경우 우천시에는 수증기의 분압이 상당히 높고 피복재의 흡습에 의한 용착급속의 수소
함량의 증가를 가져올 수 있으므로 작업을 중지하는 것이 바람직하다.
기술예제 3 - 16

마. 용접 가스는 수분 및 Oil 녹 등을 완전히 제거하여 용접부를 청결하게 하여야 한다.
****** UNDER BEAD CRACKING 발생 원인과 그 방지책.
1. 개요.
UNDER BEAD CRACK 은 열영향부 균열의 일종으로 BEAD 에 아주 가까이 나타나며 주로 고탄소강 저합금강에
발생하는 것으로 보통 BOND 에 접하는 조립부에서 생기며 용접 중에 흡수된 수소가 주요한 원인으로 생각된다.
TOE-CRACK 및 ROOT CRACK 과 함께 저온균열의 일종으로 약 200 C 이하에서 발생한다.
2. 발생기구.
UNDER BEAD CRACK 은 약 200 C 이하의 저온에서 발생한다.
1). 수축응력, 2). MARTENSITE 변태, 3). 수소이며 2),3)이 없으면 발생하지 않는다.
그 발생기구는
(1).용접시 높은 열로 인해 수소가 분해된다. H2 = H + H (이온화)
수소의 침입경로 : A.습기, B.유기물(셀룰로스계 피복용접봉), C. 표면 오염물.
(2).용착금속의 냉각에 따라 수소의 용해도가 작아져서 녹아 있던 수소가 확산 및 방출된다.
VACANCIES, DISLOCATION, GRAIN BOUNDARY 에 수소가 집중함.
(3).용착금속에서 열영향부로 수소이동. (수소원자가 작으므로 이동이 쉽다.)
(4).수소 재결합 ; 기공과 같은 곳에 수소가 재결합 ( H + H = H2 )하여 높은 가스압력 발생.
(5).용착금속에서 수소의 거동.
A. 취성이 증가하고 연성이 감소하여 취성파괴 양식이 된다.
B. 은점 : 파단면이 반짝임. 기공같은 곳에서 수소가 갖혀 있는 상태.
C. 미세가공으로 수소이동 취약해짐.
D. 지체균열 유발 : 균열성장은 수소집중으로 부터 균열선단이 시작하여 수소가 새로운 선단위치로 확산될 때
까지 계속된다. 그러므로 균열현상은 시간의존 거동이다.
3. 방지대책.
(1). 예열 A. MARTENSITE 생성감소, B. 수소방출.
(2). 잘 건조한 저수소계 용접봉 사용 수소침입 극소화.
(3). 후열 ( 200-300C 에서 2 시간)의 목적 : A. 수소방출, B. 용접 열영향부의 연성회복.
(4) 수증기 분압이 높은 우천시 작업을 금하고, 용접부의 수분이나 기름 녹 등을 완전히 제거
(2) BEAD CRACK.
응고온도 범위 또는 바로 아래의 비교적 고온에서 발생하는 모재부 균열을 말한다.
탄소강에서의 발생기구는 다음과 같다.
용착금속이 응고하는 과정에서 용융점이 낮은(약 988C) FES 공정을 형성하여 입계에 집적된다. 온도가
내려가면 기지조직은 응고되나 입계에 집적된 FES 공정은 아직도 액상으로 존재한다. 이때 응력이 가해지면
입계에서 균열이 발생한다. 방지책으로 MN 을 첨가하여 MNS(TM 1200C)의 EUTECTIC 을 형성시킨다.
8. 열영향부의 취화.
1).소입취화 : 소입 취화성이 있는 강에서는 열영향부가 급냉,경화하여 균열은 발생하지 않을지라도 연성이
기술예제 3 - 17

부족하게 된다.
2). 조립화 및 연화.
모든 금속은 용융점 가까이 가열하면 결정이 성장하여 조대화되어 이것을 냉각하여도 결정립은 작어지지 않고
따라서 취화되기 쉽다. 이것을 조립화 (GRAIN COARSENING)이라 한다. 경화성이 없는 AUSTENITE 계나
FERRITE 계의 강에서 소입경화는 없지만 과열부는 현저하게 조립화하여 취화한다. 이것을 AUSTENITE 계 CR-
NI STAINLESS 강 및 FCC 격자의 AL, CU 및 FERRITE 계 STAINLESS 강등에서 일정한 경향을 갖는다.
냉간 가공한 금속을 어떤 온도 이상으로 가열하면 원래의 결정립 내에 새로운 결정립이 생겨 재결정이 일어난다.
재결정은 핵의 발생과 성장에 의하여 이루어 지므로 재결정 온도의 직상에서는 장시간 걸리지 않으면 전체
조직이 새로운 결정 조직으로 되지 않지만 온도가 높아지면 단시간에 재결정이 끝나고 또한 이들 새로운 결정이
새로 맞물려서 립이 커지게 된다. 이것을 립자의 성장(GRAIN GROWTH)라 한다. 이 때문에 융점 가까이
고온으로 가열하면 극히 조대한 입자가 되어 변태하지 않는 강이나 비철금속에서는 이것을 냉각하여도 입자의
크기가 그대로 유지된다. 한번 입자가 커진 것은 열처리를 하여도 입자가 미세화하지 않으므로 열간가공이나
냉간가공으로 입자를 세분한다. 용접에서 BOND 에 가까운 열영향부가 조립이 되며 강도가 약하고 연신도
적어져 취화한다.
냉간가공을 하여 증가한 강도는 재결정과 함께 감소하여 연화(SOFTENING)가 일어나며 용접부는 인장력을
받으면 그 부분에서 절단한다.
****** SMAW 시 일반적으로 다층용접이 단층용접에 비하여 용접금속의 연성, 인성등이 향상되는 이유에 대하여 설명하라.
용접부는 용접금속과 용접 열영향부 및 모재로 구성되어 있으며 그 노치 인성의 장소에 따른 분석치는 강종,
판두께, 용접조건에 따라 달라지며 또한 단층(1PASS)용접인가 다층(MULTI PASS) 용접인가에 따라서 달라진다.
다음의 그림과 같이 변화한다.
(1). 용착금속
(2). 조립역 (1500 -1200C )
(3). 세립역 (1200 - 900C )
(4). 취화역 ( 900 - 200C )
(5). 원질부 ( 200C 이하)
본드부의 조립역( 1250 C 이상으로 가열된 영역)은 인성이 낮고 세립역(1200 - 900C )은 NORMALIZING
조직과 닮아 노치인성이 양호하다. 다층 용접부의 열영향부는 다음 층의 열영향으로 다음 그림과 같이 재차
열영향을 받는다. 전층의 열 영향부의 조립역(C,D,E)는 다음 층에 의해 재가열되어 C 영역은 세립화되고 D
영역은 600-700C 로 재가열되고 E 영역은 약 400-600C 로 재가열된다. 즉 앞서의 층이 다음층의 용접열로 재
가열되므로 주상조직이 미세한 열처리 조직이 되어 즉 세립역 가까이 재 가열되므로 용접에서는 용착금속의
두께를 3mm 정도로 하면 먼저 한층이 모두 미세화 된다. 따라서 연성 및 인성이 현저하게 개선된다.
3). 템퍼링 취화.
템퍼취성.
일반적으로 강은 템퍼링하면 인성이 증가하지만 강의 종류에 따라서 어떤 온도로 템퍼링하면 오히려 그 인성이
기술예제 3 - 18
고장력강
연강
경도
1500, 1200, 900, 750, 400,200

저하하는 현상이 나타난다. 템퍼링 취성의 원인은 강의 종류에 따라 약간 다르지만 저합금 강에서는 A1 점
이하에서의 어떤 종류 원소의 고용도 변화(석출)에 의거하는 일종의 시효현상이라고 할 수 있다. 이러한 취화를
방지하기 위하여는 600C 부근에서 수냉 또는 유냉을 시키거나 특별한 합금원소(MN등) 을 조금 첨가한다.
용접의 경우는 본드에서 수 MM 내지 수십MM 떨어진 부근에서 TEMPERING 취화를 받는다. 이 TEMPERING
취화가 현저한 합금강으로는 저 CR 강, NI-CR 강(NI:1-5%), ( CR: 0.6-2%) 등이 있다.
인장강도 약 70KG/MM2 이상의 용착금속에서는 다층용접에 있어 앞서 용접한 층이 후속층에 의하여
TEMPERING 되어 취화되는 일이 있으며 또한 600C 부근의 응력제거 어닐링에 의하여 현저하게 취화되는 일이
있다.
4). 시효(AGING).
소입 또는 냉간가공을 한 강을 방치하면 시간이 경과 함에 따라 경도의 증가, 연신의 감소, 충격치의 저하등
성질이 변하는데 이것을 시효라 한다. 이 변화는 강을 약간 가열하면(100-300C) 급속하게 진행되며 소입 후의
시효를 소입시효(QUENCH AGING)이라 하며 냉간가공 후의 시효를 변형시효라 (STRAIN AGING)이라 한다.
강 중에 탄소 및 산소 , 질소는 급냉 중에 충분히 석출되지 않고 거의 그대로 실온에 도달한다. 따라서 이것을
방치하면 시간이 경과함에 따라 이들 과포화 원소가 점차 석출하여 강의 소위 석출경화 한다.
변형시효는 강재를 냉간으로 수 % 소성변형 시킨 후의 시효이며 경도의 시간적 변화는 소입시효의 경우와 매우
비슷한 경향을 나타낸다. 소입시효는 주로 탄소의 석출에 의한 것이고 변형시효는 질소의 석출에 의하여
일어난다. 시효를 경감시키기 위하여는 탄소나 질소를 안정화시키는 원소 SI, AL, TI, V등을 첨가한다.
특히 V 이나 TI 처리의 연강은 시효가 극히 적어 비 시효강이라 한다. 용접열로 AC1 점 이하로 가열된 구조용
강의 준 열영향부는 소입시효 및 어느 정도 변형시효를 받는다.
연강 림드강 용접 열영향부의 열 CYCLE 과 비슷한 급열 급냉한 경우 실온 충격치는 300-700C 범위로 가열된
것이 현저하게 저하하고 있다. 이러한 300-700C 로 가열된 부분은 용접취화 영역이라 불리우며 ARC 용접에서는
BEAD끝으로 부터 3-10MM 정도의 지점에 있으나 다행히 그 부분에는 응력집중을 일으키는 NOTCH 가
없으므로 이에 의해 구조물이 판단된 예가 적다.
5). 흑연화(GRAPHITIZATION).
용접한 보일러용 강을 400-700C 로 장시간 가열하면 열영향부에 특히 흑연상 탄소가 발생하여 강이 취화하는
경우가 있다. 이것은 CEMENTITE 가 다음 과정을 거쳐 분해하여 철과 흑연상의 유리탄소가 된다. Fe3C
3Fe + C (GRAPHITE)
이것을 흑연화라 하며 고압증기관과 같이 용접 후 상당한 연월을 사용한 것은 이 취화가 일어난다. 이것을
방지하기 위하여는 AL 은 흑연화를 촉진하므로 사용량을 최소량으로 줄이고 CR , MO 을 0.5% 첨가 한다.
9. 용접금속과 결함.
1). 용접금속과 가스의 흡수.
(아크용접에 있어서 용접금속의 건전성에 영향을 미치는 산소, 수소, 질소의 가스성분에 대한 설명)
(1).개요.
A. 용접금속은 고온이므로 단시간 내에 다량의 가스(산소,질소,수소 등)을 흡수하기 쉽다.
B. 흡수한 가스는 유해한 화합물을 만들뿐 아니라 온도 강하에 수반하여 용해도가 감소하므로 용접
금속에 여러 가지 악영향을 미친다.
C. 과포화된 가스는 직접 또는 간접으로 기공, 균열, 및 취화의 원인이 된다.
기술예제 3 - 19

(2). 각종 가스의 영향.
(2-1). 산소.
A. 산소의 용해량 : 아크 용접 중의 산소의 근원은 대기중의 산소, 피복제 중의 산화물, 용가재 및
모재 이음부의 습기나 수분이다. 연강의 아크 용착금속 내의 산소 전함유량은 0.04 - 0.1%C (피복
봉), 0.15 - 0.3%(나봉) 정도이며 보통의 염기성 평로강에서는 림드강 약 0.1% 이하, 킬드강에서는
0.05 - 0.02% 정도이다.
B. 산화 : 철은 고온에서 고체라도 산화되기 쉬우며 용융상태에서는 더욱 강하게 산화되어 FeO
가 된다. Fe + O = FeO
C. 탈산 : 산화철이 많아지면 강이 적열취성을 나타내서 기계적 성질이 나빠지므로 피복제 또는
심선에 첨가한 Mn, Si, Al등을 써서 산소를 강제적으로 탈산하다. 용강 중에 산소와 친화력이
Fe 보다 큰 원소를 첨가하면 용강 중의 산소와 결합하여 탈산 생성물 (산화물)이 생기는데 이 반
응이 탈산 반응이다. 용융금속 중 산화철은 탈산 생성원소에 의해 다음과 같이 환원이 된다.
FeO + Mn= MnO + Fe, 2FeO + Si = 2Fe + SiO2, 3FeO + 2Al = 3Fe + Al2O3.
여기서 생긴 MnO, SiO2, Al2O3등의 탈산 생성물이 용융금속으로 부터 빠르게 부상하여 용융금
속내에 분산 혼재되지 않아야 하기 때문에 탈산재의 종류 및 양에 주의하여야 한다. 또한 단독
탈산보다 공동 탈산쪽이 효과적이다. 탈산능력은 Al 이 최상이고 Si, Mn 순으로 약해진다.
D. 기공 : 강은 응고할 때 우선적으로 고융점의 저탄소강 결정이 정출되므로 잔액은 탄소함유량이
증가하게 되고 따라서 과포화된 산소는 FeO + C Fe + CO 의 반응에 의하여 CO 가스를 발
생하여 이것이 용강 중에 남게 되면 기공이 된다.
E. 영향 : 강중의 산소는 소부분이 FeO 이고 대부분이 기타 원소의 산화물이나 규산염 등 불순물로
서 존재한다. 특별한 경우 림드강에서는 기공 중의 CO 가스로서 존재한다. 용접 금속 중의 산소는
연신 및 충격치를 감소시킨다. 적열취성의 원인이 되며 불순물로서의 탈산 생성물이 용접금속이
주상정 입계에 개재하여 용접금속을 취화한다
2-2) 질소.
1). 질소의 용해량
용융철이 질소 용해도는 응고와 함께 불연속적으로 감소한다. 1 기압하에서 에는 2% 이상 고용하나 철에서는
590C 에서 약 0.1% 이고 온도 강하에 수반하여 감소하며 실온에서는 0.001%이하로 감소하다.
아크용접 중의 질소 근원을 대기중의 질소이므로 아크의 SHIELD 가 필요하다. 연강의 아크 용착금속 내의
질소량은 피복봉이 0.01% - 0.03% 나봉이 0.1 - 0.15%정도이다.
2). 질화 : 질소는 실온에서 불활성의 가스이지만 고온에서는 분자 질소(N2) 가 해리하여 원자상 질소(N)가 되어
이것이 용융금속에 활발하게 작용한다. 용융 철에 용해한 질소는 응고 중에 거의 방출되지 않으므로 일반적으로
철 중에 고용되고 있으나 온도가 내려가면 과포화 된 질소가 침상의 질화 철이(Fe4N) 이 되어 석출되며 하중을
받으면 이것이 NOTCH 가 되어 강이 파단되는 원인이 된다.
3). 영향
용접금속에 질소 함유량이 증가하면 인장강도가 증가하지만 연신과 충격치가 저하하여 취약해진다. 보통의 용접
속도에서는 과포화 된 질소가 그 일부분만이 침상의 Fe4N 이 되어 석출되고 나머지는 시간 경과 또는 변형가공에
자극되어 석출해서 강을 시효경화 시킨다. TEMPER 취화 및 적열취성 의 원인이 된다.
2-3) 수소.
기술예제 3 - 20

(1). 수소의 용해량.
수소는 원자상 수소(H) 로서 철 중에 고용한다. 1 기압하에서 철 중의 용해도는 다음 그림과 같고 응고 및 - 변태 시 불연속적으로 감소한다.
(2). 수소의 방출.
용착금속을 실온에서 방치하면 점차 수소를 방출하여 용착강에 내의 수소량이 감소하게 되며 가열하면 더욱
급속하게 감소한다. 400C 이상에서는 1 시간 내에 거의 제거된다. 따라서 응력제거 ANNEALING 은 수소제거란
점에서 유효하다.
(3).영향.
용착강 내에 기공 및 은점, 선상조직 및 균열을 발생시킨다. 수소취성의 원인이 되며 모재중에 UNDER CRACK
을 유발시킨다.
용접 금속의 수소는 대체적으로 용접봉의 피복제(광물질 및 유기물)에 포함된 결정수 및 흡습 된 수분 주위
대기의 수증기 분포압, ARC Energy (Heat Input)등의 주요 4 대 영향 Factor 에 의해 용접 금속으로 확산
되어 공급 되어진다.
(4) 용착 금속중의 확산성 수소 발생 영향 요인
용접부에 Cold Cracking 을 일으키는 주요 원인은 용착 금속 중에서 확산되어 방출되는 확산성 수소가 아니라
용착 금속에 잔류하는 비 확산성 수소이나 이를 측정하는게 어려워서 확산성 수소를 측정함으로서 이에 따라
비례 증감하는 비 확산성 수소를 상대적으로 추정한다.
용착 금속 중의 수소는 Arc 열에 의해 용접봉에서 피복제의 결정수 및 흡습된 수분, 대기로 부터의 수증기,
모재 중의 수소를 포함한 물질 등이 분해하여 용융금속중의 수소 GAS 가 원자 상으로 또는 분자상으로 용해
되어 침투하는데, 용융금속의 수소 용해도는 용접 시 발생되는 수소 가스의 분압에 비례하고 여기에 ARC
Energy 에 의해 용접 시 발생하는 GAS 의 전체 압력에 영향을 미쳐 수소 분압에 작용하게 된다.
1) 피복제 중의 결정수 요인 (Chemical Bonded Water)
피복제는 광물질, 유기물, Binder 로 구성되는데, 이들 구성 물질의 고유 결정수가 용접시 고온에서
분해하여 용착 금속 중으로 확산 되어 침투하게 된다. 이러한 피복제 중의 결정수는 Baking 온도가
증가함에 따라 감소하므로 Baking 온도의 증가로 엽기성 용접봉의 용착금속의 수소 함량을 감소 시킬
수 있다.
2) 피복제에 흡습된 수분요인
기술예제 3 - 21
0.0024
0.0018
0.0012
0.006
100 300 500 900 1100 1300 1500 1700C
+ FE + FE
+ FE 1539C
용강중의 수소의 ( 질소 ) 용해도 (1 기압하 )

최대 3% 정도로 피복제 흡습 수분이 용착 금속 수소 함량에 가장 큰 영향을 준다. 피복제의 흡습 수분의
양은 노출대기의 습도와 노출시간에 의해 직접적으로 영향을 받는데, 일정한 상대 습도 하에서의 노출 시
노출시간에 따라 비례적으로 증가 한다.
3) 주위 대기의 수증기의 분포압
주위 대기에 의한 수증기의 분포압에 의한 영향은 크지 않으나 그 이유는 염기성 피복제에 포함되어 있는
탄산염이 분해할 때 발생하는 다량의 CO GAS 의 Shielding 효과 에 기인한다.
4) Arc Energy 요인
Arc Energy 즉 Heat Input 에 의한 용착금속 수소 함량에 대한 요인은 용접시 발생하는 Gas 의 전체
압력에 작용하여 Arc Energy 증가에 따라 수소 분압이 상승 함으로서 용융금속에 대한 수소의 용해도가
증가하는 것이다.
2-4) 용접금속의 응고.
아크용접의 용융금속은 아크 직하를 제외하고 SLAG 의 얇은 피막으로 덮어 있다. 아크 직하에서는 SLAG 의
세립이 일단 용융 POOL 에 혼입하고 즉시 떠올라 용융금속의 표면을 덮는 액상 SLAG 층 중에 들어간다.
용융금속 내에서 냉각할 때 후방 측면에서 부터 응고하기 시작하여 결정이 중앙 상부를 향하여 성장한다. 단층
용접이 용접금속 내의 결정은 주상으로 발달한다. 최초로 응고하는 것이 비교적 고융점의 순도 높은 강이며
최후로 응고하는 용착금속의 중앙 상부 또는 주상정 간격에는 비교적 많은 불순물이 고이게 된다. 강의 다층
용접에서는 앞 층이 다음층의 용접열로 재 가열되므로 주조조직이 미세한 열처리 조직이 된다. 용접금속이
미세화되면 연신 및 충격치가 현저하게 개선되는 잇점이 있다.
2-5) 용접금속의 결함.
1). 용접균열의 종류와 그 발생원인.
(1). 용접균열의 종류
A. 발생온도에 따라
가. 고온균열 : 응고범위 또는 그 직하에서 발생.
나. 저온균열 : 약 300C 이하에서 발생.
B. 발생시기에 따라.
가. 용접 중에 생기는 균열.
나. 지연균열 (DELAYED CRACK)
다. SR 균열
C. 발생위치에 따라
가. 용착 금속균열 : CRATER 균열(고온균열), ROOT 균열(저온균열), SULFUR CRACK(고온균열)
나. 열영향부 : TOE-CRACK, UNDER BEAD CRACK, MICRO CRACK.
(1-1) 발생원인
가. 고온균열 : 응고 직후 입계에 있는 저융점의 불순물이 원인이 되어 생긴다. 예를 들어 모재의 유황성분이
많으면 FES 가 생겨 이것이 저융점(988C) 의 공정을 만들고 강의 결정립에 모여서 입자 상호간의 고착을
방해한다. 따라서 그 곳에 수직응력이 작용하면 고온의 입계균열의 가능성이 생긴다.
CRATER 균열은 대표적 고온균열이다.
나. 저온균열
A. ROOT CRACK : ROOT 에서 용착금속이 냉각되어 수축할 때 모재는 좌우로 인장된다. 그러나 온도가 100C
기술예제 3 - 22

부근이 되면 강도는 증가하지만 연성이 저하하여 노치부가 응력집중에 의하여 국부적으로 소성변형된다. 따라서
그 부분이 가공경화와 변형시효를 받아 취약하게 된다. BEAD 가 작을수록 잘 일어난다.
B. UNDER BEAD CRACK.
UNDER BEAD CRACK 은 첫째 용착금속 및 열영향부의 수축응력.
둘째 AUSTENITE MARTENSITE 변태응력
셋째 수소의 3 가지 원인에 의한 응력으로 인하여 약 200C 이하의 저온에서 발생한다.
UNDER BEAD CRACK 은 MARTENSITE 의 생성이나 수소가 없으면 전혀 발생하지 않는다.
C. MICRO FISSURE.
셀룰로스계 연강 용접봉의 용착금속 내에 다수의 현미경적 균열이 저온에서 발생하여 용착금속의 굽힙 연성이
현저히 감소하게 되는데 이것을 MICRO FISSURE 라 한다. 그러나 저수소계 용접봉에서는 MICRO FISSURE 가
매우 적으므로 이 CRACK 은 수소의 영향에 의한 것이라고 생각된다.
D. SULFUR CRACK (고온균열 중에서)
림드강 강판은 유황편석을 층상으로 압연된 다수의 SULFUR BAND 를 함유하고 있다. 이것을 SAW 하면 강한
SULFUR BAND 로 인하여 용착금속 내에서 입계에 연하여 CRACK 이 발생하는 경우가 있는데 이것을 SULFUR
CRACK 이라 한다. SULFUR CRACK 의 발생원인 중의 또 하나는 수소이다. 수소가 용착금속 중에 흡수되지
않는 한 SULFUR CRACK 은 거의 발생하지 않는다. SAW 대신 SMAW 로 다층 용접하는 것이 좋고 SEMI KILLED
강이나 KILLED 강으로 대해 사용하는 것이 좋다.
****** 용접균열 발생의 원인을 금속학적 측면과 역학적 측면에서 고찰하라.
1. 금속학적 측면.
1-1 열영향에 따른 연성의 저하.
본드부는 융점까지 가열된 곳이면 그 부근의 모재는 과열조직이 되어 입자가 거칠어져 연성이 저하된다. 또
최고가열온도 400-600C 에 도달한 부근에 가장 취약한 영역이 생긴다. 이것은 용접 냉각층에 변형시효와
소입시효의 종합적인 영향에 의한 것으로 생각할 수 있다.
1-2 수소의 확산에 의한 취화 (저온균열)
아크 분위기 중의 수소는 용접아크 열에 의하여 해리되어 수소원자로 되어 용융지에 용해된다.
용해된 수소는 냉각 중에 용착금속과 그 부근의 모재에 확산되어 연성을 저하시키고 용접응력의 작용과 함께
기술예제 3 - 23
1500, 1200, 900, 750, 400,200
경도
용접부의 경도변화

균열발생의 원인이 된다. ROOT CRACK, TOE-CRACK, UNDER BEAD CRACK 등이 여기에 속한다.
1-3 불순물의 혼입.
강에서는 인, 황 등이 많으면 고온균열이 발생하기 쉽다. 특히 황은 황화철(FES)을 만들고 이것이 저융점(988C)
의 공정을 만들어 결정입계에 분포되면 수축응력에 의하여 입계균열의 원인이 된다. (CRATER CRACK, SULFUR
CRACK등)
2. 역학적 측면.
2-1. 용접 시 가열 냉각으로 생긴 응력.
용접선 부근에 발생하는 용접 잔류응력은 항복강도와 거의 같은 값으로 용접부에 결함이 존재하는 경우에는
잔류응력이 취성파괴를 일으킬 위험성이 있으며 구조물의 사용 중 열팽창이나 수축을 할 때의 열응력도 위험한
요소라 생각할 수 있다.
2-2 강의 변태에 따른 체적 변화에 의한 변태응력(TRANSFERATION STRESS).
AUSTENITE 에서 MARTENSITE 로 변태 시 체적팽창에 의해 변태응력이 생기며 최고온도 높을수록 팽창 정도도
커진다.
2-3. 구조적으로 기인되는 내부 외부의 응력작용.
2-4. 구조상의 응력집중.
2-5. 용접결함.
UNDER CUT, OVERLAP, ARC STRIKE, BEAD 표면의 큰 요철 등은 형상적 노치로 작용을 하여 이 부분에
응력집중이 생겨 균열이 발생하기 쉽다.
****** CRATER CRACK.
용접 BEAD 의 CRATER 에 발생하는 CRACK 이다. ARC 용접시 BEAD 의 종단부는 급냉응고 되기 때문에
CRATER 가 생기며 CRATER 균열은 이때의 수축이 원인이 되어 발생한다. CRATER 균열은 고온균열의
대표적인 것으로 형상에 따라 별모양 균열. 세로,가로균열등이 있다. CRATER 균열은 실제의 용접 시 가장 많이
발생되는 균열의 하나로서 이것의 방지에는 재료의 선정에 주의해야 하며 BEAD 의 종단부에서 짧은 시간
아크를 지속시켜 급냉을 방지할 수 있는 운봉법을 채택하여야 한다.
****** 후판 25mm 이상의 고장력강 등을 SAW 로 맞대기 용접하여 대형 구조물을 제작하고 있으나 다음날
U/T 결과 용착금속 내부에 횡 방향으로 용접균열이 발견되었다. 균열 발생원인 및 균열재발 방지대책에 대하여
기술하라.
1. 발생의 원인.
가로 방향 균열이 용접금속에 발생하는 경우는
1).금속의 화학성분이 연성을 제한하는 때와
2).용접선 방향의 수축응력 또는 인장 잔류응력이 직각 방향의 응력보다 클 때 발생한다.
SAW 다층 용접에 있어서 합금 함유량은 FLUX 의 조성과 용접금속의 작용에 의해 대단히 증가된다.
기술예제 3 - 24

고온 또는 저온에서 일어나는 이 균열은 고온에서 발생하여 냉각 과정에서 전파된다.
가로방향 균열은 수개의 용접 층에 걸쳐 진행되며 이 균열은 일반적으로 고강도 용접금속에서 발생되며 대부분
용접금속 강도가 모재 강도보다 높거나 연성이 낮을 때 발생된다. 피복용접봉 또는 FLUX 에서 수분이 존재하는
경우 영향을 미치게 되며 이들 결함은 U/T 에 의해 쉽게 발견된다.
2. 균열 재발생 방지대책.
1). FLUX 를 충분히 건조하여 수소침입을 극소화한다.
2). 예열을 하여 용접 후 냉각속도를 늦추어 MARTENSITE 의 생성을 감소시키고 용접 잔류응력을 감소시킨다.
3). 후열처리를 하여 수소를 방출시키고 용접부의 연성을 회복, 잔류응력을 완화시킨다.
10. 용접균열 시험.
1). 슬릿형 용접 균열시험(SLIT TYPE CRACKING TEST)
2). U 자형 용접 균열시험(U-GROOVE CRACKING TEST)
3). 리이하이 구속 균열시험(LEHIGH RESTRAINT CRACKING TEST)
4). 임플랜트 시험(IMPLANT TEST)
5).VARESTRAINT TEST
6).BATTELLE UNDER BEAD CRACKING TEST
1). 슬릿형 용접 균열시험(SLIT TYPE CRACKING TEST)
이 시험은 일반구조용 압연강재 혹은 이에 준하는 재료의 용접균열상태를 조사하는 것으로 윗 그림과 같이 Y 형
GROOVE 에 제 1 층 용접을 하여 BEAD 방향의 균열길이 또는 단면 내의 균열 높이를 측정한다. 이 방식은 SLIT
이 비스듬하므로 ROOT 의 응력집중이 크고 따라서 매우 민감한 시험방법이다.
2). U 자형 용접 균열시험(U-GROOVE CRACKING TEST)
이 시험은 탄소강 및 저합금강 BOILER 용 압연강의 균열시험에 이용하는 것으로 용접 시험편이 소정의 온도가
되었을 때 표준조건으로 용접을 행한다.
기술예제 3 - 25
15
06060 80
12
HOLE
시험편의 단면
5050 5080 80
150
330
560
2
시 험 BEAD
용접방법
슬릿형 용접균열시험

3). 리이하이 구속 균열시험(LEHIGH RESTRAINT CRACKING TEST)
시험편 중앙홈에 일층 용접을 할 때에 BEAD 에 생기는 균열을 관측한다. 시험편 주의 SLIT 의 길이를 변화시키면
용접홈에 대한 구속정도가 변화되기 때문에 용접조건이 일정할 때 BEAD 에 균열이 발생하느냐 하는 것으로 x”
의 한계치를 임계구속 정도로 하여 이것에 의한 균열감수성을 비교한다.
4). 임플랜트 시험(IMPLANT TEST)
원주 NOTCH 를 갖는 원형 시험편을 미리 가공해 둔 구멍에 삽입한 후 시험편 상단부에 용접 BEAD 를
통과하도록 BEAD-ON-PLATE 용접을 실시한다. 이때 용접에 수반하는 열 CYCLE 로 인해 시험편 상단부에 용접
BAND 및 열영향부가 형성된다.
시험편에 하중을 부과하는 방법으로서는 용접부가 150C 로 냉각하였을 때를 부하 개시점으로 하여 파단까지의
시간을 조사한다. 따라서 IMPLANT 시험결과는 부하응력과 파단 시간과의 관계로 정리하며 각 강종과
용접조건에 따른 임계파단응력을 구한다.
5).VARESTRAINT TEST
이 시험은 용접 중에 균열이 발생하는 응고균열을 관찰하는데 이용된다.
기술예제 3 - 26
8”
1/16
”
1.5” 1”
1/2”
HOLE
12”
1/4”1/2”
1/2”
11/4”
1/4”
4”
8”
정하중
원주노치

6).BATTELLE UNDER BEAD CRACKING TEST
저합금강의 BEAD 밑 균열시험에 쓰이는 간단한 방법이며 시험편에 소정의 조건으로 BEAD 를 붙이고 24 시간
방치한 다음 절단하여 균열을 검사한다. 결과는 BEAD 길이에 대한 균열길이의 비율(%)로 표시한다. 보통 5
개의 평균을 취한다.
11. 용접부의 수소 취화현상.
1). 용접부의 수소가 많이 함유되는 이유.
수소는 SHIELD GAS 피복제 대기중의 습기 표면 오염물 등에 의하여 ARC 분위기에 전달되며 이 수소는
원자상태 또는 이온화 상태로 변화되고 용접금속에 쉽게 용해된다. 용접금속이 냉각되면서 과포화 수소로 남게
되며 AUSTENITE 열영향부에 확산된다. 원자상 수소는 크기가 매우 작아 금속내부에서 확산이 잘된다.
2). 수소취화의 결과 고강도 강에서 발생하는 균열의 특징을 설명하고 이러한 균열의 방지대책을 제시한다.
(1). 수소취화 균열의 특징.
수소취화에 기인하는 균열은 활성 수소량이 어느 정도 충분할 때 FUSION LINE 가까이에서 일어나는 MACRO
CRACK(UNDER BEAD CRACK, TOE-CRACK, ROOT CRACK)과 약간 적을 때 일어나는 MICRO CRACK 으로
구분된다.
(1-1). MACRO CRACK
UNDER BEAD CRACK, TOE-CRACK, ROOT CRACK등이 여기에 속한다.
기술예제 3 - 27
F
4”
용접방향
3”
2”
11/4”
절단면
2” BATTELLE UNDER BEAD CRACKING TEST
H2O H2O
피복제 심선 2H2O 2H2O + O2
H2 2H
H H+ + e_
H + WELD POOL

FUSION LINE 바로 옆의 UNDER EDGE 는 가장 높은 온도에서 냉각되므로 최대의 수소함량과 최다의
MARTENSTTE 조직을 갖는다. 뿐만 아니라 AUSTENITE 에서 MARTENSITE 에서 MARTENSITE 의 변태 시
체적 팽창이 큰 변태응력이 발생되어 높은 잔류응력으로 작용하며 용접 열응력 정도에서도 쉽게 균열이
형성하게 된다.
MARCO 균열( DELAYED CRACK) 이라고도 하며 고장력강의 용접 시에는 용접 후 NDT 의 시행을 약간 지연(약
3 일) 하여 실시토록 해야 한다.
(1-2). MICRO CRACK.
활성 수소량이 적을 때에 열영향부에 확산된 활성 수소가 용접 열응력에 의하여 열영향부에 매우 미세한 CRACK
을 형성한다. MICRO 비파괴 시험으로 발견하기가 매우 어려워 안전성에 더욱 나쁜 영향을 준다.
MACRO CRACK 을 방지하기 위해서는 흡습 경로를 차단하여야 하는데 만약 완전히 차단하지 못하였을 경우
MACRO CRACK 은 방지할 수 있지만 MICRO CRACK 을 형성하게 되어 보다 치명적일 수 있다.
3). 방지대책.
(1). 예열 MARTENSITE 생성 감소 수소방출.
(2). 잘 건조된 저수소계 용접봉 사용 수소침입의 극소화
(3). 후열 (200-300C 에서 약 2 시간) 수소방출, 용접부위의 연성회복.
12. 층상균열(LAMELLA TEARING)
1).개요.
LAMELLA TEARING 은 특히 T-형 음부 CORNER 이음부에서 강재의 제조 과정 중 압연에 의해 길게 늘어진
비금속 개재물(황화물과 산화물)과 용접 중 발생하는 판두께 방향의 인장 구속응력이 중립되어 발생하는 것으로
알려져 있다.
따라서 LAMELLA TEARING 은 용접시공이 상당히 진행된 단계에서 발견되는 경우가 많고 또한 수소로 인한
저온균열의 경우와 같이 예열온도를 높이는 것 만으로 방지되는 것이 아니기 때문에 판두께 방향으로
구속응력이 크게 발생되는 T-형과 같은 이음매의 경우에 있어서는 모재의 선정이나 용접시공 조건을 결정하는
기술예제 3 - 28
LAMELLAR TEARING
TOE CRACK
용착금속ROOT CRACK
ROOT CRACK

단계에서 충분히 검토하여 LAMELLA TEARING 을 예방할 수 있도록 하여야 한다.
2). 발생 원인.
LAMELLA TEARING 의 발생 요인으로 작용하는 비금속 개재물로서는 MNS, SIO2, AL2O3 등을 들 수 있으나
이중에서 MNS 개재물이 가장 큰 요인으로 알려져 있다. MNS 개재물은 압면에 의해 평평하게 늘려지기 쉽고
모재속에서 이와 같이 늘려진 개재물은 모재가 외부 용접열에 의한 외부 인장구속응력을 받을 때 쉽게 모재부를
분리시키는 역할을 한다. 이렇게 동시에 여러 곳에서 분리된 부분들은 서로 연결되어 압연방향과 평행인 층상의
거시적 균열형태로 발전된다.
3). 방지대책 .
3-1). 재료의 측면.
강재 평가의 지표로서 S 함량과 Z 방향의 단면 수축율 2 가지를 동시에 고려하여야 하며 보통 비조질 고장력재의
경우 LAMELLA TEARING 의 방지를 위해서는 S 함량 0.01% 이하 , Z 방향 단면 수축율 15-20% 가 하나의 지표로
생각된다.
3-2). 설계의 측면.
압면 판재의 두께 방향으로 큰 구속이나 부하가 걸리지 않도록 구조물은 될 수 있는 데로 간단화하고 각 이음부의
거리를 넓게 하는 것이 필요하다. 용접 설계시 응력의 집중이 발생 되지 않도록 하여야 하며 특히 판두께 방향의
구속응력을 최소화 시켜야 한다.
설계의 예 1) 용접선의 집중을 피하는 이음의 설계
2)응력 집중을 피하는 이음의 설계
3) BEAD 의 적층 순서를 바꾼다.
기술예제 3 - 29
압 연 전
비금속개재물
압 연 후 의
비금속개재물LAMELLAR TEARING
BEAD 순서를 바꾼다

1 )
2 )
3)
4) 저 인장강도 용접봉 사용
적층시 인장강도 수준이 높게 되면 전체적인 잔류응력이 많아지게 되기 때문에 가능한 한 인장강도 가 낮은
용접봉을 선택한다.
즉 LAMELLAR TEARING 의 발생 방지의 3 가지 주요 대책은
1. 판 두께 방향의 수축응력 저감 대책
2. 경화 및 취화의 요인제거
3. 강재의 청정도 향상 (개재물 제거)
● 취화요인의 제거
저 수소계 용접 재료를 선택하고 예열 및 후열을 실시 한다.
● 개재물 감소
가) S 량 감소 : 강재에 유화물이 많이 함유하고 있으면 이것이 압연시 편상으로 압연방향으로 길게 연
신되어 판두께 방향으로 기계적 성질이 매우 나빠지게 된다.
나) 진공 탈 GAS 처리 : 장재내 LAMELLA TEAR 성을 개선하기 위해서는 상기의 S 량 저감 뿐만 아니라 SiO2,
Al2O3 의 산화개재물의 영향도 크기 때문에 진공 탈 가스 처리를 행하게 되면 양호한 강재를 얻을수 있다.
다) Ca등의 사용 : MnS 개재물은 연신이 쉽게되어 압연시 잘 퍼지게 되고 Ca 을 첨가 하게 되면 MnS 는 Ca 와
복합계로 되어 연신이 어렵게 되는 효과가 있기 때문에 유화물의 형태가 변화를 일으켜 판 두께 방향의
기계적 성질이 양호한 강재를 얻을 수 있다.
13. 재열 균열(STRESS RELIEF CRACKING)
1). 개요.
보통 열영향부나 용접금속에서 열처리 중이나 고온에서 사용할 때 발생하는 입계균열을 STRESS RELIEF
CRACKING 이라 한다.
2). 발생기구.
열처리 시 온도 상승에 따라 용접잔류 응력이 완화 되지만 재료가 가진 CREEP 강도 또는 항복강도는 저하하고
어떤 온도에서의 잔류응력이 CREEP 강도나 항복강도 이상으로 되면 소성변형이 생긴다. 이때 충분한
변형응력이 있으면 입내 변형에 의해 잔류응력이 완화되지만 성분계에 따라 석출물이 형성되어 석출경화에
의해 입내가 입계보다 강도가 크게 된다. 이와 같은 경우에 입내의 소성변형이 억제되고 입계파괴가 진행되어
기술예제 3 - 30

균열로 발달한다. 또 P,S 와 같은 불순물이 입계에 존재하는 경우에도 입계가 입내보다 취약해져 균열을
일으킨다.
특히 용접 열영향부는 결정립이 조대화하기 쉬우므로 응력집중의 요인이 중복되어 재열균열이 발생하기 쉽다.
3). 방지대책.
균열은 가열 중에 발생하므로 후열처리 온도변화에 의해서도 방지하지 못한다. 부적당한 용접형상에 의한 높은
잔류응력을 줄일 경우는 PEENING 이나 저강도 용접금속을 사용하면 효과가 있다. 어떤 경우에는 후열처리는
노치인성을 해치지 않는 범위에서 생략될 수 있으며 합금의 조성 특히 V, CB, AL등의 제한은 균열을 피하는
좋은 대책이 될 수 있다.
****** 재열균열.
고장력강 , CR-MO-V 강 등을 용접한 후 600-700C 로 후열처리를 하면 열영향부의 본드에 가까운 조립부에
입계균열이 발생하는 경우가 있다. 이 균열을 재열균열이라 한다. 재열균열을 방지하려면 적절한 강재의
화학성분의 선정과 응력집중을 적게 설계할 것. 용접입열을 높여서 경화를 방지할 것 등이다.
14. 저온균열에 영향을 미치는 인자.
저온균열은 다축응력이 발생될 수 있는 부적당한 이음형태, 수분을 함유한 용접봉의 사용 또는 MARTENSITE
변태와 AUSTENITE 의 존재 등이 원인이 된다. 즉 열영향부의 경화, 용접부의 수소량, 이음의 구속 등의
상호작용에 의해 균열이 발생된다.
1). 열영향부의 경화.
재료의 화학조성과 냉각속도에 의해 좌우된다. 경화도가 큰 재료일수록 균열 감수성이 크다. 저온균열의
방지법에는 용접입열을 크게 하여 냉각속도를 늦게 하는 방법도 있으나 본드부의 취화를 촉진하므로 예열하는
것이 효과적이다.
2). 용접부의 수소량.
용접부의 수소량은 용접법,용접봉의 종류, 건조 조건, 용접 분위기의 온도에 영향을 받는다. 용접부에서의 수소의
확산은 용접부의 온도, 결함 및 응력집중 등에 의해서 변화한다.
수소는 ROOT 부나 TOE 부 등과 같이 응력집중이 일어나는 부분에 집적하기 쉽다. (CONCENTRATION)
TOE-CRACK 이나 ROOT CRACK 은 조직변화 수소확산 및 열영향부에서의 응력집중에 의해 생긴다.
3). 이음의 구속.
용접이음에는 용접열에 의해서 내부응력이 발생하지만 이외에 치수형상 및 홈형상에 의해서 역학적 구속이
변화하고 또한 외부적 부하가 생긴다. 저온균열은 용접 BEAD 에 수직하게 작용하는 인장 구속력에 크게 영향을
받는다.
15. 강의 용접금속에서 기공 발생의 원인과 이에 대한 방지대책.
1). 발생원인.
기공이란 응고과정에서 발생한 기포가 빠져 나가지 못하고 용접 금속 중에 잔류한 가스의 접합이나 이러한
가스는 응고 과정에서 화학반응에 의해 형성되기도 하여 액체상태의 금속에 용해하기도 한다. 강에서의 기공
형성의 원인이 되는 가스로는 CO, N2, H2, H2S등이 있다.
(1). 용해도 감소에 의한 영향.
수소와 질소는 용접 아크 에너지에 의해 원자상태로 분리되어 용융 POOL 에 신속하게 용해된다. 용해된 이
가스들은 용융 POOL 이 냉각됨에 따라 용해도가 낮아져 분자상태의 가스로서 방출된다. 만일 가스량이
기술예제 3 - 31
과다하거나 급속응고가 이루어 지면 가스는 빠져 나가지 못하고 응고금속 내에 분산된 기공,VOID등으로
존재한다.
(2). 용융금속 중의 화학반응에 의한 영향.
CO GAS 는 기공의 가장 일반적인 원인이며 아크 분위기 SCALE FLUX 또는 모재 자체에서 발생하는 산소와
용접금속 중의 탄소와 반응하여 형성된다. FeO + C CO + Fe
2). 방지대책.
(1). 예열을 하여 냉각속도를 느리게 한다.
(2). 가스 제거 .
A. 예열(모재) .
B. 용접봉 종류와 직경 선택(직경이 작은 것이 양호함)
C. 적절한 용접조건 선택.
(3).가스형성 반응 억제.
A. CO 반응방지 SI, AL, MO, 등의 탈산제가 함유된 용접봉 사용.
B. H2 반응방지 모재, 용접봉 등 건조,청결,페인트 제거 등
C. N2 반응방지 표면의 질화층 제거, 아크분위기에 N2 유입량 방지.
D. 적절한 가스 흐름 유지.
E. 바람막이.
F. 아크쏠림 방지.
16. 용접결함의 발생 원인과 그 방지대책.
1). SLAG INCLUSION.
(1). 발생원인.
A. 모재의 경사에 의해 SLAG 가 용접진행 방향으로 앞선다.
B. 전층의 슬래그가 제거되지 않아 잔류 슬래그가 용착금속 내에 잔류.
C. 용입부족으로 BEAD 사이에 슬래그가 잔류.
D. 용접설계의 부적당(이음 형상의 부적합)
E. 아크분위기를 산화성 가스나 공기가 용융금속 중의 FE, MN, SI등과 반응하여 생기는 산화물, 질화물 등의
비금속 개재물의 분포가 한쪽에 모여 선상조직의 발생.
기술예제 3 - 32
냉각속도가 느릴때
냉각속도가 빠를때
기공
(2). 대책.
A. 모재를 되도록 수평으로 하거나 용접 진행 방향과 경사가 반대로 되도록 한다.
B. 앞 층의 슬래그를 완전히 제거하고 다음 층을 용접한다.
C. 전류를 높게 하고 용접속도를 적절하게 한다.
D. ROOT 간격을 넓히고 알맞은 이음설계를 선택한다.
2). 기공 (POROSITY).
A. 사용전류의 과대 전류조정(적정 전류선택)
B. 너무 긴 아크 적당한 아크 길이 유지.
C. 모재에 불순물이 붙어 있을 때 모재에 붙어 있는 기름,녹,페인트,수분 등을 완전히 제거.
D. 용접봉의 습기 건조가 잘된 용접봉 사용.
E. 아크 분위기 증 H2 나 CO GAS 가 많을 때 저수소계 용접봉 사용.
F. 모 재에 유황분이 많을 때 저수소계 용접봉 사용.
G. 운봉시간 부족 GAS 가 충분히 빠져 나갈 시간을 두고 운봉.
H. 판 두께가 두껍거나 급냉될 때 적절한 예열이나 후열을 하여 냉각속도를 서서히 할 것.
2). OVER LAP.
A. 용접전류가 너무 낮을 때 용접전류를 높인다.
B. 용접속도가 너무 느릴 때 용접속도 증가.
C. 부적합한 용접봉 사용 적합한 용접봉 사용.
4). UNDER CUT,
A. 용접전류가 너무 높거나 모재의 과열 운봉속도를 높게 하고 용접전류를 약간 낮춘다.
B. 용접봉의 유지각도 및 운봉속도 부적합 적절한 각도 유지와 봉경에 따른 균일한 WEAVING 을 하여
아크길이를 짧게 유지하고 용접속도를 늦춘다.
5). 고온균열.
(1). 원인 : 고온에서 연성이 부족한 저융점 불순물이 생긴 결정립계가 수축응력에 의하여 수축되어 발생한다.
강에서는 탄소, 인, 유황 등이 많으면 고온균열이 발생하기 쉽다. 특히 황은 황화철(FES)을 만들고 이것이 저융점
(988C)의 공정을 만들어 입계균열이 원인이 된다.
6). FISH EYE.
(1). 발생원인.
외력에 의해 변형을 일으킬 때 강 중의 수소가 중심이 결함부에 집중하여 그 압력에 의해 파단을 일으키는 것으로
일종의 수소취화 현상이다. FISH EYE 는 용접금속의 항복점이나 인장강도에는 거의 영향을 미치지 않으나
연신율은 감소한다.
(2). 대 책.
A. 저수소계 용접봉을 사용하고
B. 예열을 한다.
C. 후열처리를 실시한다.
기술예제 3 - 33
7). 선상조직
(1). 발생원인
선상조직은 은점과 같이 아크 용접부에 생기는 특이한 조직으로 서리 모양의 미세한 주상정으로 결정립간에
미소한 기공과 비금속 개재물이 혼재한다. 생성과정은 냉각속도와 응고과정에서 주상정 간에 생긴 SiO2, Al2O3,
Cr2O3등의 탄산 생성물 및 수소 등에 의한다.
(2). 대 책.
급냉을 방지하고 예열과 후열을 하여 건조된 저수소계 피복 아크용접봉을 사용한다.
8). 형상불량.
용입불량, UNDER CUT, OVERLAP, CRATER, 거친 BEAD RIPPLE, 치수 불량 등이 이에 해당한다. 이들은 완성
제품의 외관에 크게 영향을 주며 강도 외 부족이나 응력집중을 일으키는 NOTCH 로 되고 파괴의 원인이 된다.
강재의 NOTCH 취성.1. 강재의 취성파괴.
1). 취성파괴.
* 구조용 강의 용접부가 취성파괴를 일으키게 하는 주요원인.
취성파괴의 발생에는 노치, NOTCH 의 인성부족, 인장응력의 존재 등 세 가지 조건이 동시에 이루어져야
일어난다.
가. 노치(응력 집중부)의 존재.
NOTCH 저부에는 Y 축 방향의 인장응력 외에 X, Z 축 방향의 (횡 인장응력)응력이 발생하여 응력상태가 3 축
인장이 된다. 따라서 노치 저부에는 소성변형이 극히 적은 상태에서 취약하게 파단되어 균열이 생긴다.
구조상의 응력 집중부 외에도 ROOT 나 TOE 부분이 응력 집중부 등에서 NOTCH효과가 생겨 취성파괴의
원인으로 된다. 용접결함도 응력 집중원으로 되기 때문에 방지되어야 한다. 이와 유사한 평면상의 결함은 더욱
위험하다.
나. 노치인성(NOTCH TOUGHNESS)의 부족. ( 특히 저온 )
노치를 갖는 재료가 상온에서는 연성을 나타내어도 저온으로 되면 취성파괴를 일으킬 수 있다. 이러한
취성파괴로 이행되는 온도는 강재의 종류에 따라 다르며 또한 같은 강재라도 용접 열 영향부에서는 모재 보다
인성이 떨어지는 부분이 나타나게 되는데 그 정도는 용접 입열량에 따라서 변화한다. 그러므로 인성이 우수한
재료의 선정이나 용접입열 조건의 검토가 중요하다.
다. 인장응력의 존재.
노치부, 노치 인성이 저하된 부분에 외적인 인장응력이나 용접 잔류인장응력에 의해 취성파괴가 일어날
가능성이 매우 높아지므로 용접 후 잔류응력의 완화를 위해 응력제거 어닐링, 저온응력 완화법, 기계적 응력
완화법, PEENING등을 적절히 적용하여야 한다.
2). 취성파괴의 특징.
(1). 온도가 낮을수록 발생하기가 쉽다.
(2). 파괴의 기점은 응력이 집중하는 형상적 불연속부나 용접법에 의해 취화를 일으킨 부분인 경우가 있다.
(3). 항복점 이하의 평균 응력에서도 발생하는 소위 저응력 파괴이다.
기술예제 3 - 34
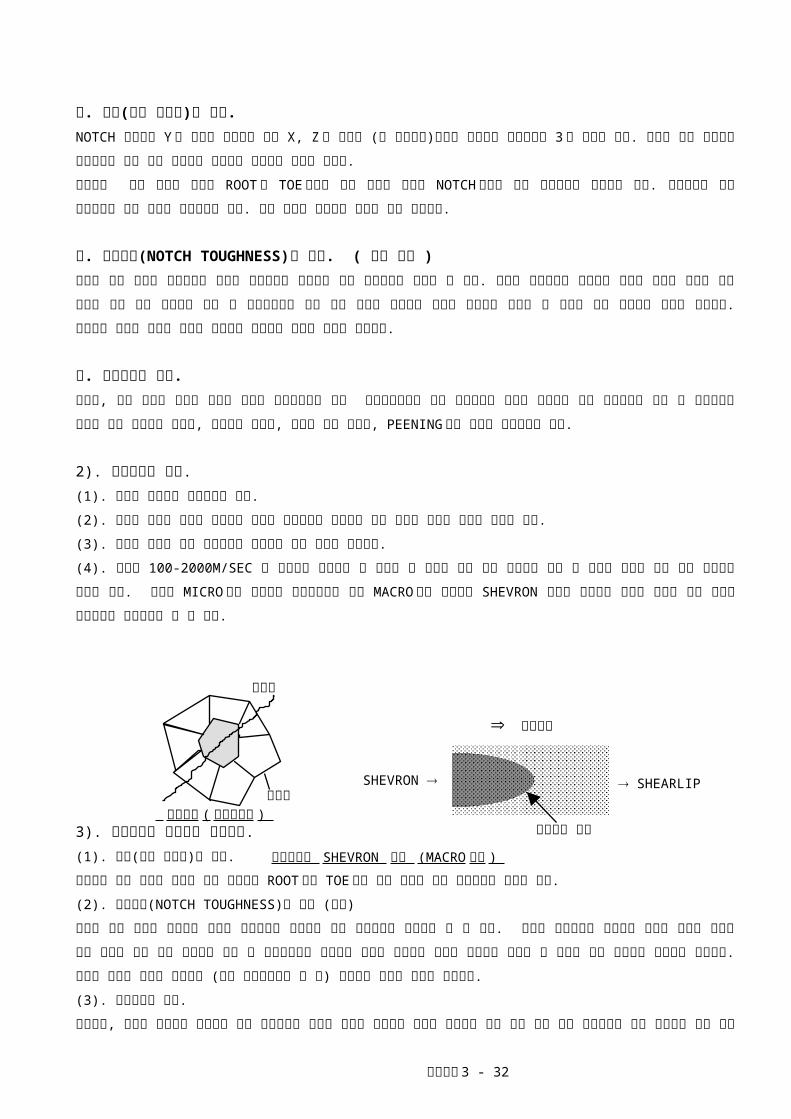
(4). 균열은 100-2000M/SEC 의 고속으로 전파되고 그 파열은 판 표면에 대해 거의 직각으로 되고 판 두께의
감소가 거의 없는 은백색의 광택이 있다. 파면을 MICRO 하게 관찰하면 벽개파면으로 되고 MACRO 하게
관찰하면 SHEVRON 모양이 나타나서 이것을 거슬러 가면 파괴의 발생점이나 진행방향을 알 수 있다.
3). 취성파괴를 일으키는 주요인자.
(1). 노치(응력 집중부)의 존재.
구조상의 응력 집중부 외에도 용접 이음부의 ROOT 부나 TOE 부의 응력 집중부 등은 취성파괴의 원인이 된다.
(2). 노치인성(NOTCH TOUGHNESS)의 부족 (저온)
노치를 갖는 재료가 상온에서 연성을 나타내어도 저온으로 되면 취성파괴를 일으키게 될 수 있다. 이러한
취성파괴로 이행하는 온도는 강재의 종류에 따라 다르며 또한 같은 강재라도 용접 열 영향부에서는 모재보다
인성이 떨어지는 부분이 나타나게 되는데 그 정도는 용접 입열량에 따라서도 변화한다. 인성이 우수한 재료의
선정이나 (강이 체심입방정계 일 것) 용접입열 조건의 검토가 중요하다.
(3). 인장응력의 존재.
압력용기, 탱크류 등에서는 내압시험 중에 취성파괴를 일으킨 경우도 있으므로 이때의 응력이나 운전 중의 응력
등도 중요하지만 용접 구조물의 경우 용접 잔류응력도 매우 중요하다. (3 차원 응력에 의한 체심입방정계의
강재가 SLIP 변형이 일어나기 힘든 상태에서 취약하게 파단한다. )
2. 연성 및 취성파괴.
1). 연성파괴.
금속을 탄성한도 이내에 하중을 가할 경우 결정격자가 고루 늘어나 변형을 하였다가 하중을 제거하면 격자
간격을 원래의 위치로 완전히 돌아간다. 그러나 탄성한도 이상의 하중을 가하면 결정이 SLIP 이나 TWIN 변형을
하여 소성변형을 일으킨다. 결정은 소성변형하면 가공 경화되어 점차 SLIP 이 잘 일어나지 않으므로 결국 SLIP 은
멈추고 파단한다. 이와 같은 충분히 전단변형이 생긴 후의 파면은 결정이 잘 늘어나 미세해 진다. 이때의 파괴를
연성파괴라 하고 파면은 각 단결정 내부에 많은 SLIP 면에 따라 지그재그로 통과한다.
2). 취성파괴.
연성이 적은 금속을 인장하면 SLIP 변형이 일어나기 힘들어 재료는 인장방향과 대략 직각방향으로 파단되기
쉽다. 이러한 것을 취성파괴라 한다. 현미경적으로 이것을 조사하면 취성파면은 다음 그림과 같이 각 단결정 내의
특정한 파면에 연하여 절단되고 있으므로 벽개형 파면이라고도 한다. (CLEAVAGE FRACTURE)
기술예제 3 - 35
결정립
파단면
벽개파면 ( 현미경관찰 )
취성파괴의 SHEVRON 파면 (MACRO관찰 )
균열정지 선단
SHEARLIP
진행방향
SHEVRON
연성파괴
3). 용접부에서 연성파괴와 취성파괴가 갖는 의미.
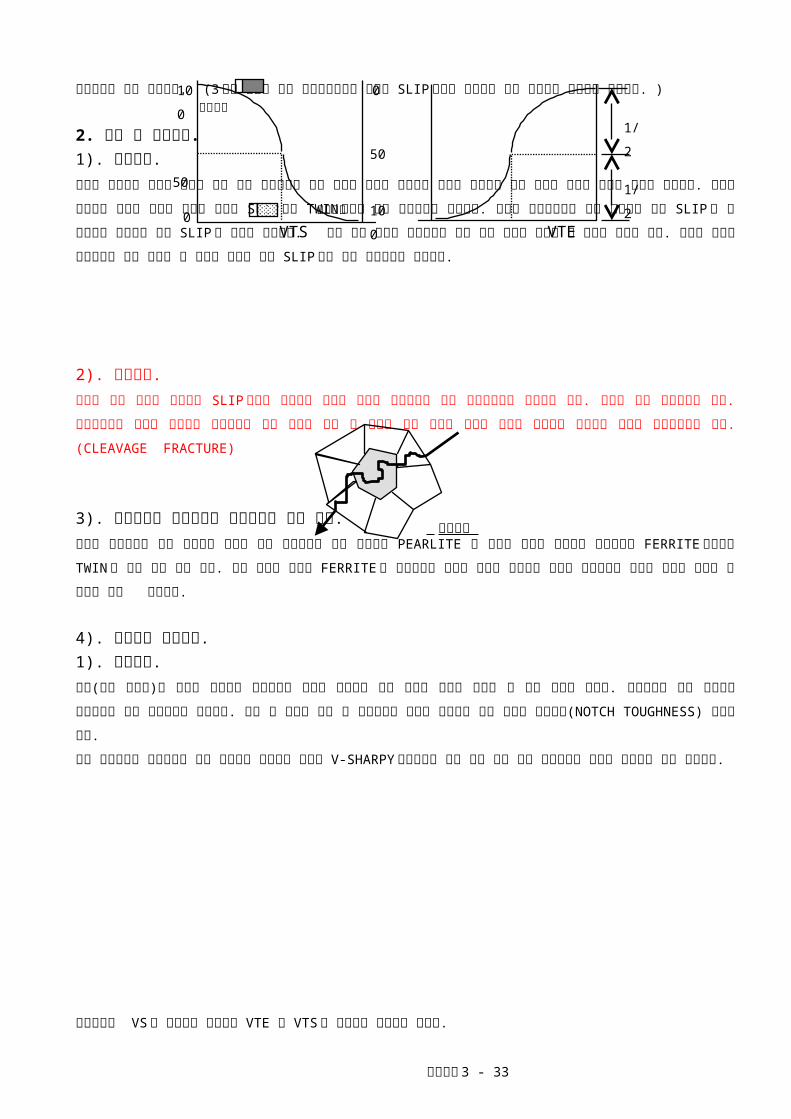
연강의 취성파괴에 대한 현미경적 관찰을 하면 취성균열은 약간 고온에서 PEARLITE 립 내에서 최초로 일어나고
저온에서는 FERRITE 입내에서 TWIN 에 의해 벽개 파단 한다. 노치 저부의 수개의 FERRITE 에 불연속적인
벽개형 균열이 발생하고 이들이 불규칙적인 통로로 이어져 하나의 긴 균열이 되어 개구한다.
4). 용접부의 노치인성.
1). 노치인성.
노치(응력 집중부)가 존재한 상태에서 충격하중에 대하여 소성변형 혹은 에너지 흡수를 나타낼 수 있는 성질을
말한다. 노치인성은 노치 시험편의 충격파괴에 대한 저항성능을 의미한다. 또한 그 반대의 척도 즉 충격파괴에
대하여 취약하게 되는 성질을 노치취성(NOTCH TOUGHNESS) 이라고 한다.
강의 노치인성은 취성파괴에 대한 저항성을 나타내는 것으로 V-SHARPY 충격시험의 충격 값의 대소 혹은
천이온도의 고저로 평가하는 것이 보통이다.
흡수에너지 VS 가 높을수록 천이온도 VTE 및 VTS 가 낮을수록 노치인성 커진다.
2). 강의 NOTCH 인성에 영향을 미치는 인자.
(1). 화학조성.
탄소 C 를 적게 하고 MN 을 많게 하면 천이온도가 저온측으로 이행하여 노치 인성을 향상한다.
(2). 제강법.
제강 후 탈산이 진행할수록 노치 인성은 좋아진다.
(3). 열처리.
QUENCH-TEMPERING 을 한 경우 훨씬 우수한 노치 인성을 나타내다.
(4). 결정립.
세립강 일수록 NOTCH 인성이 우수하다.
(5). 개재물의 가공.
구조용 탄소량이나 고장력강은 냉간가공과 그 후의 시효에 의해 현저히 노치인성이 저하한다.
3). 노치취성에 미치는 야금학적 제인자.
강의 NOTCH 취성에 미치는 야금학적 여러 인자에는 화학성분 제강법, 열처리와 소입시효 판의 이방성,
냉간가공와 변형시효, 부식, 흑연화 및 피로 등이 있다.
기술예제 3 - 36
0
50
100 0
취성파면
50
100
연성파면
1/2
1/2
VTS VTE

(1). 연강의 노치취성의 저항력을 높여 천이온도를 낮게 하려면 탄소량을 낮게 하고 MN 량을 증가시키는 것이
효과적이다. 고장력강의 노치취성에 미치는 합금원소의 영향 중 천이온도를 높여서 노치 취성의 저항력을 낮게
하는 원소에는 P, V, MO, C, N등이 있으며 반대로 천이온도를 낮추어 노치취성의 저항력을 높게 하는 원소에는
MN, NI, TI, AL등이 있다. 함유량이 비교적 적은 범위에서 노치취성에 거의 영향을 미치지 않는 원소에는
SI(<0.6%), CU(<0.6%), CR(<0.5%)등이 있다.
A. 탈산방식.
구조용 강재에서는 탈산인 잘될수록 노치취성이 향상되는 경향이 있다. 림드강 < 세미킬드강으로 될수록
천이온도가 낮아진다. 소량의 AL 을 첨가하여 세립화한 킬드강은 더욱 노치인성이 향상된다.
B. 세립화.
강은 소준처리에 의해 결정립이 세립화되고 노치인성이 향상되고 소량의 AL, TI, ZR, V, NB등을 첨가하면 압연
상태에서도 세립강을 얻을 수 있는데 C 와 N 을 안정화 시켜 강의 시효성을 감소시킨다.
C. 열간압연.
압연 종료온도가 820-920C 에서 천이온도에 영향을 미치지 않으나 1000C 이상이 되면 천이온도가 심하게
상승한다. (압연 후 서냉되어 FERRITE 입도가 조대화 되어 노치인성이 저하하기 때문이고, 너무 낮으면
냉간가공 경화가 생겨 노치인성에 해롭다.)
(2).열처리와 소입시효.
열처리는 강의 노치인성에 심한 영향을 미친다. 고장력강의 경우 850-900C 에서 NORMALIZING 은 최저의
천이온도 즉 가장 좋은 노치인성을 나타낸다. 1000C 이상의 가열에서 천이온도가 상승하고 750C 의 가열에서
천이온도가 저하한다. 저합금강은 QUENCHING - TEMPERING 또는 소입 후 구상화한 조직은 압연상태에
비해서 노치인성이 대단히 우수하다. 강이 과열되면 노치인성이 저하한다. 용접 열영향부나 가스절단의
조립부가 이에 해당된다. A1 점 직하의 온도에서 급냉 후 실온에 방치하면 소입시효 (QUENCHING -AGING)
하지만 노치인성이 떨어진다.
(3).판의 이방성과 편석.
압연된 강재는 불순물이나 편석(SEGREGATION)이 섬유상으로 늘어나 있어 강재는 방향성을 띈다(이방성)
항복점은 3 방향(X,Y,Z 방향)에 거의 차이가 없지만 인장강도는 일반적으로 Z 방향이 약하다. X 방향으로
과도한 열간 압연한 강에서는 Z 방향의 인장강도가 항복점 가까이 저하하며 Z 방향의 신율이나 인성이 심히
약할 때가 있다. 필렛용접에서 용착금속이 모재의 BOND 에서 박리할 때가 있다. (LAMELLA TEARING)
(4). 냉간가공과 변형시효.
저탄소강은 냉간가공과 변형시효(STRAINING)에 의해 노치인성이 크게 떨어진다. 킬드강보다 림드강이 1%의
근소한 STRAIN 가공에 의해서 취약하게 된다. 변형시효는 냉간가공한 강재에는 물론 발생하지만 냉간 가공하지
않는 강재에서도 용접 또는 가스 절단 중의 열팽창과 수축에 따른 약간의 냉간가공 결과가 일어난다. 변형시효에
의한 취화를 회복하려면 600-650C 로 가열하여 공냉하면 된다. 완전히 회복하려면 약 880C 로 가열하여
공냉하는 것이 이상적이다.
(5). 부식, 흑연화, 피로.
A. 부식.
부식 중 응력부식의 과정은 (SCC) 강의 부식에 의해 표면에 PIT 가 생기며 NOTCH 부분은 특히 부식하기
쉬우므로 부식에 의해 우선 NOTCH 가 깊어진다. 인장응력이 NOTCH 부에 작용하고 있다면 이 노치에 응력이
기술예제 3 - 37

집중하여 NOTCH 선단에 미소한 균열이 생긴다. 이 균열 선단은 새롭게 부식되며 인장응력에 의해 균열이 깊이
진전된다. 이 균열은 주조 입계 또는 입내를 지나며 대단히 예리한 NOTCH 로 되므로 결국에는 취성파괴를
일으킬 때도 있다. 응력부식은 보일러 강재 STAINLESS 강, 동합금 등에서 일어난다. 이것을 방지하기 위해 용접
후 응력제거 열처리가 필요하다.
B. 흑연화.
CR-MO 강이나 BOILER 용 강의 용접부를 400-700C 로 장시간 가열하면 열영향부의 CEMENTITE 가 분해하여
철과 흑연상의 유리 탄소가 된다. FE3C 3FE + C (GRAPHITE)
이것을 흑연화라 하며, 이를 방지하기 위해 AL 을 최소량으로 줄이고 CR 을 약 0.5% 첨가한다.
C. 피로(FATIGUE).
피로에 의하여 천이온도가 상승한다. 피로에 의한 균열은 매우 예리한 노치가 된다.
D. 크리이프 (CREEP)
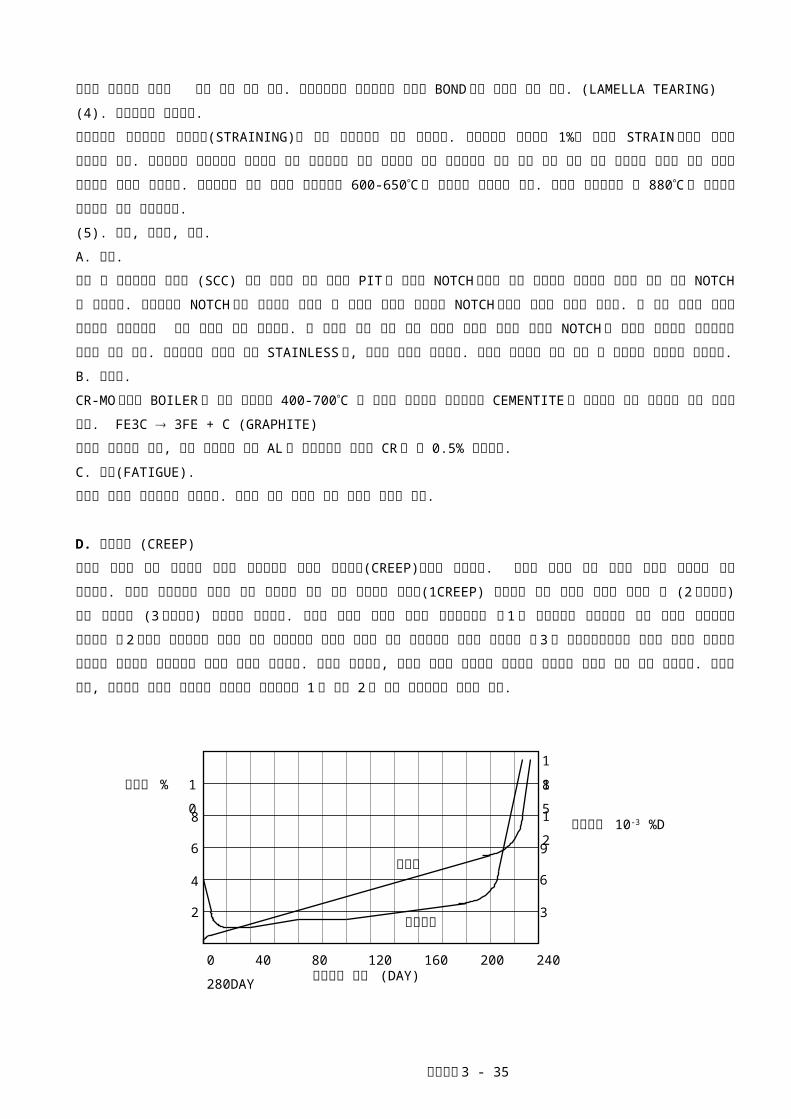
시편에 장시간 동안 고온에서 하중을 작용시키면 재료는 크리이프(CREEP)변형을 하게된다. 시편은 일정한 하중
아래서 시간이 지날수록 점점 길어진다. 이때의 연신속도는 처음이 높은 속도에서 부터 점차 감소하여 가다가
(1CREEP) 오랫동안 거의 일정한 속도를 유지한 후 (2 차크리프) 다시 증가하여 (3 차크리프) 결국에는 파단된다.
이러한 현상은 조직의 강화와 연화현상으로 제 1 차 크리프에는 소성변형에 따른 재료이 강화현상이 일어나며 제
2 크리프 단계에서는 가공에 다른 경화현상과 결정의 회복에 따른 연화현상이 평형을 이루다가 제 3 차
크리프단계에서는 재료이 연화가 압도하여 결국에는 국부적인 단면수축과 더불어 파단이 일어난다. 온도가
높을수록, 하중이 클수록 크리프는 신속하게 진행되고 재료의 수명 또한 짧아진다. 응력과 온도, 수명들의 관계를
조사하기 위하여는 일정하중을 1년 또는 2년 이상 작용시키는 실험을 한다.
****** 용접 구조물에 있어서 용접부의 부식 종류와 그 발생 원인 및 강도상의 문제.
1. 부식의 분류 및 발생원인.
1). 전면 부식 (GENERAL CORROSION)
모재의 표면 전체가 일률적으로 부식됨. STAINLESS STEEL 의 표면 전체가 거의 같은 모양으로 부식되는
현상으로 고온에서 산화나 산용액 등에서의 용해가 이에 속한다.
기술예제 3 - 38
0 40 80 120 160 200 240 280DAY
2
1
81
5
6
4
1
08
6
3
1
29
변형률
변형속도
변형속도 10-3 %D
변형률 %
하중작용 시간 (DAY)
2). 공식(PITTING CORROSION).
특정 장소에만 부식되는 현상으로 부식환경과 접촉한 STAINLESS STEEL표면에 크기가 1MM 전후에서 수 MM
에 이르는 구멍부식이 생기는 경우가 있다. (특히 그 환경의 염소이온과 용존산소가 원인으로 작용함) 이것은
STAINLESS 강 표면의 부동태 피막이 국부적으로 파손되어 극히 작은 면적의 구멍 면적으로 부식되는 것으로
다른 부분은 거의 부식되지 않는 것이 보통이다.
3). 간극부식(CREVICE CORROSION).
간극 부분이 선택적으로 부식되는 현상으로 재료와 재료의 부식면에서 그 사이에서 산소공급이 부족하거나
용액의 농축에 의한 농염전지의 형성 등에 기인하여 국부적으로 부동태 피막이 미형성 또는 파괴가 일어나
부식되는 현상이다.
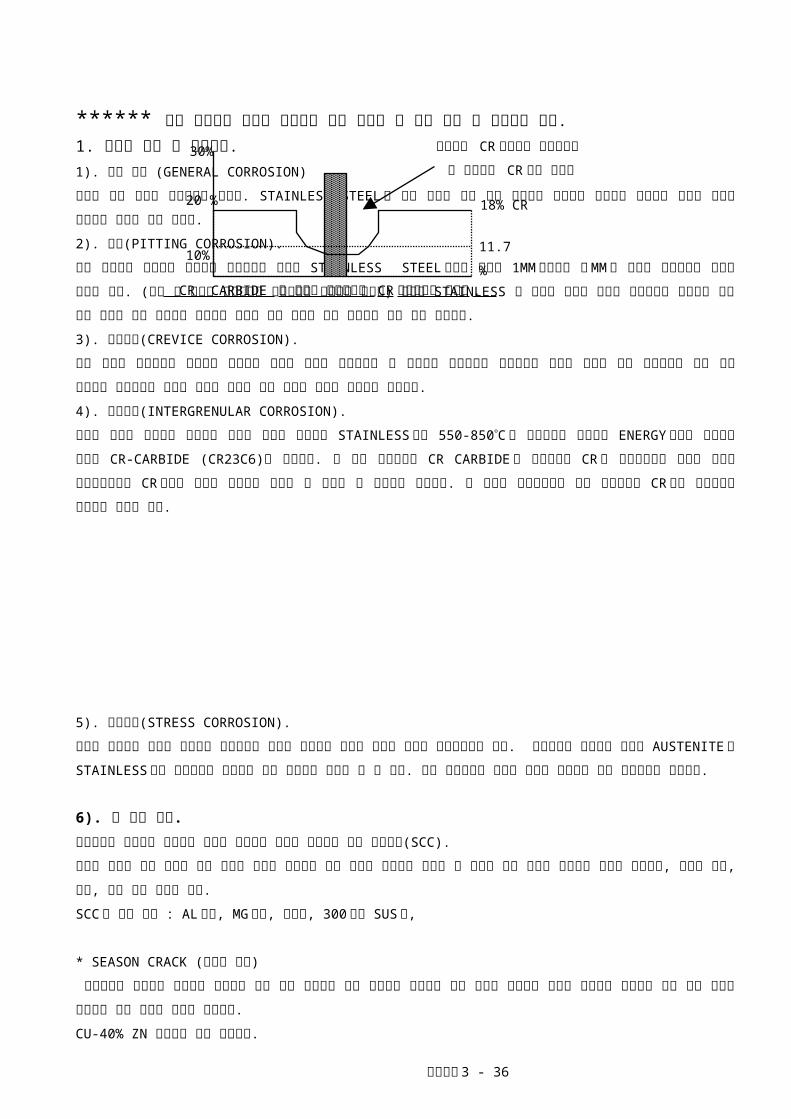
4). 입계부식(INTERGRENULAR CORROSION).
조직의 입계가 부식되어 결정립이 떨어져 나가는 현상으로 STAINLESS 강은 550-850C 의 온도범위로 가열하면
ENERGY 적으로 불안정한 입계에 CR-CARBIDE (CR23C6)가 석출된다. 이 온도 부근에서는 CR CARBIDE 의
확산속도가 CR 의 확산속도보다 빠르기 때문에 입계부근에서의 CR농도는 급격히 저하되고 따라서 이 부위는
내 부식성이 격감한다. 이 현상을 입계부식이라 하며 입계부근의 CR 양을 모형적으로 표시하면 다음과 같다.
5). 응력부식(STRESS CORROSION).
용접된 구조물은 응력이 존재하는 상태에서의 부식이 촉진되는 경우가 많으며 이것을 응력부식이라 한다.
응력부식의 전형적인 예로서 AUSTENITE 계 STAINLESS 강의 염소이온을 함유하는 환경 중에서의 영향을 들 수
있다. 보통 냉간가공된 것이나 외력이 작용하는 부식 분위기에서 일어난다.
6). 그 밖의 부식.
잔류응력이 존재하는 상태에서 부식이 촉진되는 경우가 발생하며 이를 응력부식(SCC).
선택적 침식이 되면 노치가 되고 가해진 응력의 집중으로 첨단 부위에 미세균열 생성된 후 부식이 반복 응력의
집중으로 부식이 진행되며, 응력의 크기, 시간, 온도 등의 영향이 크다.
SCC 의 발생 재질 : AL 합금, MG 합금, 동합금, 300 계열 SUS 강,
* SEASON CRACK (탈아연 부식)
잔류응력이 존재하는 상태에서 고온으로 오랜 시간 방치하면 황동 모재중의 표면으로 부터 아연이 소실되어
모재는 다공질을 형성하게 되고 이들 부위는 소성변형 없이 취약한 균열이 발생한다.
CU-40% ZN 황동에서 쉽게 발생한다.
* 공식(PITTING)
일반적으로 표면에 부동태 피막에 의해 내식성을 유지하고 있는 금속 및 합금의 경우 모재 표면의 일부가
파괴되어 모재가 노출되면 용해되어 국부적으로 부식이 진행된다. 발생형식에 따라 개방형과 밀폐형이 있으며
기술예제 3 - 39
30%
20 %
10%
입계에서 CR 탄화물이 발생하므로
이 부근에서 CR 량이 감소됨
11.7%
18% CR
CR CARBIDE 가 석출된 입계부근의 CR농도분포의 모식도 .

CL- 이온이 공식내부로 침입, 농축하여 PH 는 저하하고 공식은 성장한다.
* 틈부식
구조물상의 틈부분은 다른 곳에 비해 현저히 부식되는데 이러한 현상을 틈부식이라 하며 틈내부에 금속이온의
농축으로 틈내외의 이온농도차에 의해 형성되는 농도차 전지작용에 의해 부식된다.
산소농담전지작용 : 틈내부에서 시간의 경과에 따라 산소가 소비되고 -이온량이 감속하고 전기적 균형이 깨어져
외부로 부터 CL- 이온이 침입 금속염을 형성, 가수분해하여 PH 저하로 부식성자의 조건이 된다.
* 알카리 취성
연강이나 저합금 고장력강에서 입계에 응력부식을 받아 알카리성 분위기에 쉽게 일어난다.
*갈바닉 CORROSION(이종금속 접촉부식):
2 종의 금속이 접촉하는 부식환경에서 전위가 낮은 쪽의 금속이 ANODE 가 되어 빠르게 부식되며,
전지작용부식이라고도 한다. (부식전위열 참조)
2. 강도상의 문제점.
금속재료에는 현미경적으로 보아 부식을 받기 쉬운 부분이 있으며 그 곳이 선택적으로 부식되면 작은 NOTCH 가
된다. 만일 인장응력이 재료에 가해지고 있으면 이 NOTCH 에 응력이 집중하여 선단에 작은 균열이 생기고 이
균열의 끝이 다시 선택적으로 부식되어 어느 정도 약해지면 응력집중으로 다시 새로운 균열이 진행한다.
3. 용접부의 노치취성.
1).용접금속.
연강 및 저합금강 구조용 강의 용접용 심선은 림드강으로 C : 0.1%-0.15%, MN0.15-0.65%로서 용착강의 탄소량이
매우 낮다. 노치인성이 보통 모재보다 우수하다. 고장력강 및 저합금강에서는 MO 을 0.4-0.6%첨가한
피복용접봉이 사용되므로 응력제거 ANNEALING 에 의해서 TEMPERING 취화가 발생할 우려가 있으므로
주의를 요한다.
2). 피복제의 영향.
노치인성에 저수소계 피복봉이 우수하며 티타니아계가 좋지 않다. 저수소계 이외의 용착 금속에는 MICRO 적인
균열이 생기기 쉽고 이것이 원인이 되어 저수소계 용착강보다 천이온도가 높다.
3). 용접금속의 결함.
용접의 용입불량, UNDER CUT, CRACK, BEAD표면의 요철 등은 용접 구조물의 취성파괴의 원인이 되는
NOTCH 가 된다. 적당한 용접봉과 시공법, 특히 아래보기 자세의 용접이 될 수 있도록 설계와 공작법에 주의를
해야 한다.
4). 열영향부.
열영향부는 각종 열 사이클을 받으므로 용접재료의 종류에 따라 연성, 인성이 심하게 저하한다. 이와 같은 재질의
저하는 열영향부의 경화, 조립부에서의 취화, 석출취화 강에 있어서의 수소취화, 흑연화 등이 있다. 용접부는
용착금속부, 열영향부, 모재부로 이루어지며 이들의 천이온도는 서로 다르며 본드에서 1 - 2mm 떨어진 900C
까지 가열된 세립의 소준조직의 부분이 천이온도가 가장 낮고 400-600C 로 가열된 부분이 가장 취화한 부분으로
천이온도가 가장 높다. 이 영역은 조직의 변화는 없으나 기계적 성질이 나쁜 곳이다. 천이온도가 높으면 충격
값이 저하하고 열영향부의 경화 수소 함유량의 과대, 취화역의 존재 등은 예열하여 냉각속도를 작게 하거나
ANNEALING 을 하면 우수해 진다.
5). 용접부의 연성(용접부 전체의 노치취성에 관하여)
용접부의 연성 또는 노치취성은 다음과 같은 인자들의 영향을 받는다.
기술예제 3 - 40

(1). 시험조건.
킨젤 및 코머렐 시험에서 시험편의 폭, 로울러의 SPAN 가압펀치의 직경 등 시험조건에 영향을 받는다.
(2). 모재.
용접부의 연성을 용착 금속 또는 열 영향부에서 발생한 균열이 모재에 의해 어느 정도 정리되는가에 따라
결정되므로 모재의 영향이 크다. 일반적으로 모재의 노치인성이 좋을수록 용접부의 연성이 우수하다.
열영향부의 경화성이 적고 연성이 좋은 것이 용접부의 연성이 우수하다. 모재의 판 두께와 폭이 커질수록 연성이
감소한다.
(3). 용접봉.
저수소계 용접봉은 HAZ 을 수소취화 시키지 않으므로 연성이 좋고 용접부 전체의 연성 향상에 기여한다.
(4). 용접조건.
모재와 용접봉이 일정한 경우 용접조건에 따라 열영향부의 경화나 용착깊이가 결정되므로 이에 의하여 용접부의
연성이 크게 영향을 받는다. 용접전류가 크면 용입이 크고 열영향부의 경화가 적으므로 용접부의 연성이
좋아진다. 보강 덧붙임이 높을수록 용접부의 연성이 나빠진다.
(굽힘에 의한 3 축 응력이 강해져서) 용접 BEAD 가 짧은 경우(가 용접이나 ARC STRIKE 의 경우) 열영향부의
경화가 현저해져 용접부의 연성이 크게 나빠진다.
(5). 예열 및 후열.
근소한 예열은 (100-200C) 열영향부의 경화를 감소시키고 BEAD CRACK등을 감소시키며 용접부의 연성을
향상시킨다. 응력제거 ANNEALING 은 (600-650C) 열영향 경화층의 연성증가 수소제거 면에서 용착강의 연성이
증가하게 되므로 전체적인 용접부의 연성을 현저하게 향상시킨다.
(6). 시효(AGING)
용접 후 시효에 의하여 용접부의 연성은 점차 향상한다. 수동절단면의 표면에 심한 요철이 형성되어 표면층의
경화 영향보다 요철에 의한 노치효과로 인하여 절단면의 노치인성이 저하한다. 따라서 이러한 표면 요철은
연마하여 평활하게 한다.
****** 용접부의 예열 및 후열 효과.
1. 예열.
용접할 재료에 대한 예열은 용접금속과 모재의 균열을 방지하기 위한 가장 효과적인 방법으로 알려져 있으며 다음과 같은 장점을 가지고 있다.
1). 용접금속과 열영향을 받는 모재의 냉각속도를 낮추어 용접균열에 저항성을 갖는 연성이 금속조직을
가져온다.
2). 늦은 냉각속도에 의해서 수소의 방출 기회를 제공한다.
3). 수축 정도를 줄여 준다.
4). 제작 과정에서 취성파괴를 일으킬 수 있는 온도 이상으로 강의 온도조건을 제공한다.
2. 후열처리.
PWHT 는 강의 기계적 성질과 금속적 성질에 많은 영향을 미치며 강의 화학조성, 용접을 포함한 과거의 열적
이력 및 기계적 이력 후열처리 온도와 시간, 가열 및 냉각속도 등에 따라 크게 변화하며 주로 다음과 같은
목적으로 행해진다.
1). 잔류응력의 완화.
2). 경화부의 연화.
기술예제 3 - 41

3). 조직 및 기계적 성질의 개선.
4). 저온균열 방지를 위한 확산성 수소의 방출.
****** AUSTENITE 계 SUS 나 FERRITE 계 CREEP RESISTANT STEEL등은 재열균열에 민감하므로 PWHT 시
특히 주의를 요한다.
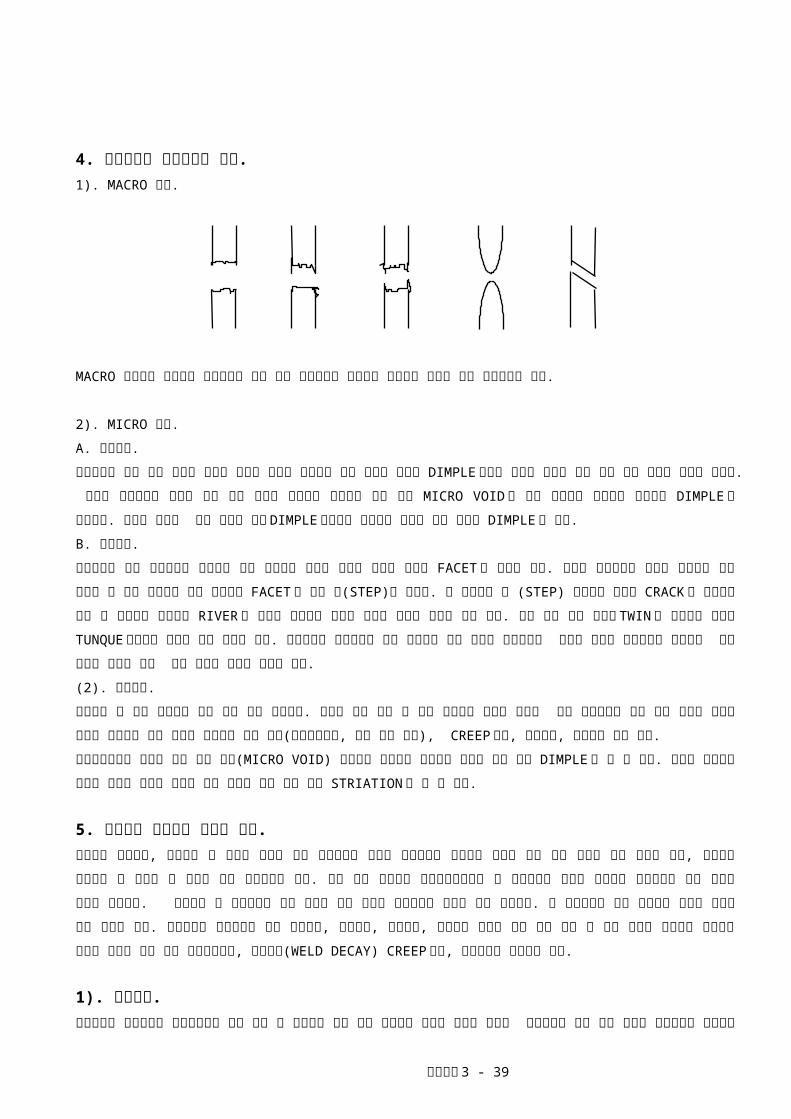
4. 연성파면과 취성파면의 관찰.
1). MACRO 관찰.
MACRO 관찰에서 파괴면에 소성변형을 하지 않고 인장방향에 수직으로 평행하게 파괴한 것을 취성파괴라 한다.
2). MICRO 관찰.
A. 연성파괴.
연성파면은 아주 작은 공동의 합체에 의하여 파괴가 일어나는 경우 파면의 특징은 DIMPLE 이라고 불리는
다수의 작은 움푹 패인 자국의 모양을 갖는다. 재료의 소성변형에 따라서 재료 내의 석출물 개재물의 미립자가
핵이 되어 MICRO VOID 가 많이 형성되어 이것들이 합체되어 DIMPLE 이 형성된다. 균일한 인장인 경우 원형의
등축 DIMPLE 전단이나 불균일한 인장의 경우 산란형 DIMPLE 이 된다.
B. 취성파괴.
취성파괴는 거의 소성변형을 동반하지 않고 벽개하기 때문에 파면은 결정립 크기의 FACET 로 이루어 진다.
하나의 벽개면에서 파괴가 일어나지 않고 평행한 몇 개의 벽개면에 걸쳐 있으므로 FACET 의 면에 단(STEP)이
생긴다. 이 과정에서 단 (STEP) 에너지의 관계로 CRACK 이 전파함에 따라 이 벽개단이 합류하여 RIVER 는
인접한 결정립의 방위차 때문에 입계에 발생할 때가 많다. 균일 전파 시에 기계적 TWIN 이 형성되기 때문에
TUNQUE 모양으로 관찰될 때가 있다고 한다. 벽개파면은 소성변형을 거의 나타내고 있지 않지만 벽개파괴와
유사한 약간의 소성변형을 등반하고 있는 경우가 있는데 이와 같은 파괴를 의벽개 파괴라 한다.
(2). 입계파괴.
입계파괴 중 가장 일반적인 것은 입계 취성 파괴이다. 입계의 석출 또는 그 외의 원인으로 입계에 따라서 거의
소성변형을 하지 않고 파괴한 것이며 파면은 입상이며 립의 표면을 매끈하고 지체 파괴(응력부식균열, 수소 취화
균열), CREEP파괴, 소려취성, 소입균열 등이 있다.
입계연성파괴는 입계에 따라 미소 공동(MICRO VOID) 형성되어 합체해서 파괴하여 입상의 파면 위에 DIMPLE
기술예제 3 - 42

을 볼 수 있다. 피로의 경우에도 입계에 따라서 균열이 전파할 때가 있으며 입상 파면 위에 STRIATION 을 볼 수
있다.
5. 용접부에 발생하는 파괴의 종류.
용접부는 용접금속, 열영향부 및 모재로 이루어 지며 용접금속에 인접한 열영향부는 용접열에 의해서 융점 바로
밑에서 여러 온도로 급열, 급냉되는 영역이며 각 부분은 열 이력에 의해 재질변화를 한다. 이와 같은 용접부는
금속조직학적으로 또 역학적으로 복잡한 상태이며 파괴형식은 보통 모재에 비해서 복잡하다. 용접금속 및
열영향부의 재질 변화에 따른 문제는 노치취성의 저하와 용접 균열이다. 이 용접균열은 용접 구조물의 파괴의
기점이 되는 경우가 많다. 용접균열은 발생기구에 따라 고온균열, 저온균열, 층상균열, 재열균열 등이며 이와
같은 균열 및 재질 변화를 수반하는 용접부는 모재에 비해서 사용 중에 응력부식균열, 용접부식(WELD DECAY)
CREEP파괴, 피로파괴를 일으키기 쉽다.
1). 고온균열.
용접금속의 고온균열은 응고균열이라 하여 용접 시 응고온도 영역 또는 응고온도 직하의 온도에 있어서
수축응력에 의한 변형 때문에 결정립계에 존재하는 잔류 융액막이 파괴됨으로써 일어난다. 응고균열의 형태는
균열발생 온도 즉 잔류융액의 상태, 응고 시의 고액계면의 형상에 의해 결정된다. 입계에서 공정 생성물이나
입계편석에 의한 연성 저하로 주상정의 입계에서 파괴가 생긴다.
본드 부근의 열영향부에서 고온균열은 공정 융해에 의한 MICRO CRACK 과 입계액화균열의 2 종류가 있다. FE,
MN, SI, MG등의 원소에 의한 저융점의 공정 생성물의 국부 용융응고에 의해 MATRIX 와의 사이에 틈새가
생겨 MICRO CRACK 이 된다. MICRO CRACK 주위에는 MATRIX 에 미세한 DIMPLE 이 있다. 액화 입계균열은
국부 용융한 입계가 냉각 중 액상의 이동이 불충분하기 때문에 생기는 균열로 입계파괴이다. 입계표면에는 공정
생성물이 관할된다. 이와 같은 균열은 액상-고상의 응고온도 폭을 크게 하는 원소가 균열 감수성이 높으며
BOND 부의 결정립이 큰 영역에서 생기기 쉬우며 NI 첨가량이 많은 고장력강, 저온용강, 내열강 등 외적
구속도가 큰 용접에서 일어날 수 있다.
2). 저온균열.
고장력강의 용접에서 저온균열이 발생하기 쉬우며 사용 중에 취성파괴 또는 피로파괴를 유발할 때가 있다.
저온균열은 주로 수소에 의한 지체균열(DELAYED CRACKING)이며 이 균열은 용접부의 경화조직, 용접부의
확산성 수소량 및 구속 응력 등 제 인자를 들 수 있다.
저온균열은 그 발생 장소, 전파 방향에 의해 ROOT CRACK, HEEL CRACK, TOE-CRACK, UNDER BEAD CRACK
등으로 분류되면 용접금속과 열영향부에서 일어난다. HAZ 는 용접입열이 작으면 MARTENSITE 조직, 입열량이
클 때 BAINITE 조직이 되기 쉬우며 이들의 조직이 저온균열의 발생에 관여한다.
열영향부의 저온균열의 파면형태는 구속응력, 용접 중에 침입한 수소량에 의해서 변화한다. 구속응력이 클 경우
균열의 거시적 전파속도는 빠르고 DIMPLE 파괴가 지배적이다. 구속응력의 저하에 따라 수소의 벽개파괴,
입계파괴가 지배적이 되고 균열의 거시적 전파속도는 늦어진다.
수소취화 균열은 구조물의 응력 집중부 뿐만 아니라 미지적으로는 개재물을 기점으로 하여 생길 수 있다.
열영향부의 저온균열 파면은 DIMPLE파괴, 수소의 벽계파괴, 입계파괴가 혼재하는 경우가 많고 그 혼재량은
주로 구속응력, MARTENSITE, BAINITE 조직의 혼재상태에 의해서 변화한다. 저온균열 파면은 탄소량이 많은 강
종일수록 MARTENSITE 조직을 이루고 입계파괴를 하기 쉽고 수소의 벽개파괴가 적다.
BAINITE 조직의 경우는 탄소량에 의존하지 않고 수소의 벽개파괴가 지배적이며 입계파괴는 거의 생기지 않는다.
기술예제 3 - 43

MARTENSITE 조직의 경우 결정립계가 클수록 입계파괴를 하기 쉽다.
3). 층상균열(LAMELLA TEARING).
층상균열은 용접 시 또는 사용 중 압연재의 두께방향에 큰 구속이 생겼을 때 파면에 나란한 비금속 개재물의
CLUSTER 를 전파하여 일어나는 계단상 균열을 말한다. 수소가 관여하지 않을 경우 WALL 부와 TERRACE 부가
있으며 TERRACE 부에 비금속 개재물이 CLUSTER 상으로 부유하여 개재물간의 DIMPLE 파괴, WALL 부는
전단 DIMPLE파괴한다.
열영향부에 있어서 수소가 관여하고 구속응력이 높은 경우 수소의 영향이 적고 수소가 관여하지 않은 경우와
같은 파면형태를 나타낸다. 구속응력이 적은 경우 수소의 영향이 커져서 TERRACE WALL 형태이고 TERRACE
부 내에서 개재물은 수소의 벽개파괴가 되고 WALL 부는 수소의 벽개파괴 또는 입계파괴가 된다.
4). 재열균열.
V, CR, MO, CU, NB등의 합금 원소를 비교적 많이 함유한 용접 구조물용 강에서는 용접한 상태에서 균열이
발생하지 않아도 후열처리 중 또는 고온 사용 중 용접부에 균열이 발생할 때도 있다. 이런 종류의 균열을
재열균열이라 하고 두꺼운 판의 TOE 부에서 일어나기 쉽다.
(1). 열영향부에 조대한 결절립이 존재할 때.
(2). 두꺼운 판에서 구속이 크고 높은 잔류응력이 존재할 때.
(3). 후열처리 또는 고온사용에서 400C 이상으로 가열되었을 때 2 차 경화원소에 의한 석출경화 현상이 생기는
것이다. 용접 후열처리에서 450-600C 까지 가열속도가 늦을수록 입계파면율이 높고 재열균열이 일어나기 쉽다.
P, S 등의 미량 원소가 많을수록 TEMPER 취성과 같이 재열균열이 일어나기 쉽다. 재열균열은 입자가 조대한
MARTENSITE 조직에서 생기며, 불완전한 소입조직이나 상부 BAINITE, FERRITE 조직에서 입자가 조대하여도
잘 일어나지 않는다.
*****파괴인성을 간단히 설명하라.
취성파괴에서 취성균열의 확대에 대한 재료의 저항력을 나타내는 지표를 말한다. 취성파괴의 기구는
일반적으로 다음과 같이 설명된다.
재료에 내재하는 균열선단의 응력상태를 나타내는 특성값이며 응력과 균열치수로 정해지는 응력확대 계수
(STRESS INTENSITY FACTER ) , K(K = A)의 값과 재질, 판두께 온도 등으로 정해지는 파괴인성 Ke
의 값을 생각하여 K = Ke 로 되었을 때가 취성균열의 진전 또는 전파방지의 조건으로 한다. 즉 취성균열
K 값이 KC 값보다 커지면 진전하고 작아지면 정지한다. 파괴인성을 나타내는 KC 값은 소형의
파괴인성 시험에 의해 구할 수 있다. 상기의 파괴이론은 재료가 완전 탄성체 혹은 균열선단에 생기는
소성역의 크기가 충분히 작은 경우에 적합한 것이지만 현실의 구조용 재료에서는 훨씬 저온의 경우를
제외하면 파괴가 발생하기 까지 균열선단에 상당한 크기의 소성변형역을 생성하는 것이 보통이며 상기
이론의 적용이 곤란하다. 그러므로 새로이 파괴지표로서 균열선단의 개구변위(COD)나 J 적분 등이
제안되어 사용되고 있다.
******철강 용접부의 취성파괴와 피로파괴의 특징.
1. 피로파괴의 특징.
재료에 응력을 반복하여 가하면 재료는 정하중의 경우 보다 낮은 응력으로 파괴된다. 이 성질을 피로(FATIGUE)
라 하며 내면적인 변형을 일으키지 않고 파단한다. 피로수명은 균열 발생수명 NC(균열이 발생하기 까지의
기술예제 3 - 44

반복수) 및 파단수명 NF = NC + NP(파단 반복수)로 나누어 지며 일반적으로 반복응력이 클수록 수명이 짧아진다.
피로 파괴파면의 특징은 다음과 같다.
BEACH MARK 를 볼 수 있으며 이것을 거슬러 가면 파괴의 발생점이나 진행방향을 알 수 있다.
2.취성파괴의 특징.
취성균열에 의한 파괴 또는 그 파면으로 변형 또는 에너지의 흡수가 거의 없이 일어나는 파괴를 말한다.
벽개파괴의 대부분이 이것에 속한다. 이것은 즉 응력에 의해 그 방향과 직각방향으로 일어나는 분리파괴로
파면은 판의 표면에 대해 거의 직각으로 되고 통상 각 단결정의 벽계면은 빛이 나는 은백색의 입상면으로
파단면은 다음과 같은 모양을 나타낸다.
파단면은 SHEVRON 모양이 나타나서 이것을 거슬러 가면 파면의 발생점이나 진행방향을 알수 있다. 판표면
가까이에는 판표면에 대해서 거의 45방향으로 전단에 의해 연성파괴를 일으킨 SHEAR LIP 이 존재하는 경우도
있다. 취성파괴는 소성변형이 거의 없이 균열이 빠른 속도로 전파되어 최대 하중점에서 순간적으로 파괴가
일어난다. 취성파괴면은 보통 인장응력 방향에 수직된 밝은 금속면을 나타낸다.
******취성파괴를 일으키는 주요인자.
1. 노치(응력집중부)이 존재.
구조상의 응력집중부 외에도 용접 이음부의 ROOT 부나 TOE 부의 응력집중부는 취성파괴의 원인이 된다.
용접결함도 응력집중원으로 되기 때문에 방지되어야 한다.
2. 노치인성의 부족(저온)
NOTCH 를 갖는 재료가 상온에서는 연성을 나타내어도 저온으로 되면 취성파괴를 일으키게 될 수 있다. 이러한
취성파괴로 이행하는 온도는 강재의 종류에 따라 다르며 또한 같은 강재라도 용접 열영향부에서는 모재보다
인성이 떨어지는 부분이 나타나게 되는데 그정도는 용접입열량이 따라서도 변화한다. 인성이 우수한 재료의
선정이나 용접입열 조건의 검토가 중요하다.
3. 인장응력의 존재.
압력용기, 탱크류등에서는 내압시험 중에 취성파괴를 일으킨 경우도 있으므로 이때의 응력이나 운전중의 응력
등도 중요하지만 용접구조의 경우 용접 잔류응력도 매우 중요하다.
6. 취성파괴의 기구.
기술예제 3 - 45
INCIPIENT CRACK
BEACH MARK (STEP BY STEP FRACTURE)
FINAL FRACTURE AREA (SUDDEN FRACTURE)
균열의 정지선단
45C 의 SHEAR LIP
은백색광택의 파단면
SHEVRON
진행방향
1). 연성에서 취성으로의 천이.
극저온에서는 노치저부의 횡 수축이 거의 없고 전파면이 취약한 벽개파면이 된다. 온도가 올라감에 따라
노치저부에 삼각형의 연성파면이 생기고 연성파면 끝에서 취성파괴가 일어나며 측면에서는 연성파면이
형성되는데 이를 SHEAR LIP 이라 한다. 온도가 올라감에 따라 그 폭이 커진다. 온도가 더욱 올라가면 파면의
50%가 연성이고 나머지는 취성이 된다. 점차 온도가 증가하게 되면 거의 전부 연성인 전단파면이 되며 시험편은
파괴양식은 온도가 올라감에 따라 취성에서 연성으로 급변한다. 이를 파괴양식의 천이라 하며 이러한 천이역을
대표하는 온도를 천이온도라 한다.
****천이온도(TRANSITION TEMPERATURE).
노치가 있는 시험편을 각 온도에서 파괴하여 보면 어떤 온도를 경계로 하여 시험편이 급격히 취성화하는 것을 알
수 있다. 이 온도를 천이온도라 하고 일반적으로 취성화의 상황은 다음 그림과 같다.
위의 그림과 같이 천이현상이 어떤 온도범위 내에서 생길 때에는 그 영역의 중심온도를 천이온도라 한다. 또
천이온도는 같은 조성의 강에서도 시험편의 형상이나 시험방법이 다르면 다른 값을 나타내고 또 일반적으로
시험편의 두께가 증가하거나 노치가 보다 날카롭게 되면 상승하는 것이 보통이다. 따라서 시험편에서 구한
천이온도는 강의 노치취성을 상대적으로 나타내는데 그리고 실제 구조물의 천이온도를 시험편의 천이온도에서
정확하게 계산할 수 없으므로 이점에 충분히 주의를 하여야 한다.
**** NOTCH (응력집중)
국부적으로 응력이 크게 작용하는 형상을 말한다. NOTCH 가 있을 경우에는 노치의 부근, 불연속부가 있을때는
불연속부의 부근에서 응력은 평균응력보다 큰 값이 된다. 이와 같이 응력이 국부에서 크게 되는 것을
응력집중이라 한다. 또 응력 집중부에서의 응력과 평균응력과의 비를 응력 집중율이라 한다.
7. 천이온도와 노치 취성시험.
1). 파괴양식의 천이온도.
온도강하에 수반하여 어떤 온도에서는 흡수에너기가 급격히 감소하고 이 온도보다 고온에서는 파단면이
연성이고 저온에서는 취성이다. 즉 파괴양식이 연성에서 취성으로 분명하게 천이한다. 이 천이온도역은 어느
폭을 갖으며 이 천이온도역을 대표하는 온도를 천이온도라 한다. 천이온도는 시험편이 파괴될 때 까지 흡수한
에너지의 최대와 최소의 평균으로 주어지는 온도(TRE) 즉 천이온도를 취할 경우가 있으며 전 파면중 몇%가
연성인가 하는 연성 파면율이 50% 되는 온도 TRS 즉 파면천이온도를 사용할 경우도 있다.
2). 모재의 노치 취성시험법.
노치 충격시험에는 V-NOTCH CHARPY 충격시험을 널리 사용한다. 노치의 깊이 2.0MM, 저부반경 0.25MM,
기술예제 3 - 46
E
TETEMP`
연성파괴
취성파괴

꼭지각 45의 V-NOTCH 가 붙은 시험편을 진자로 충격한다. 이 시험에서 흡수한 에너지 (충격치) 때로는 파단
후의 노치저부의 횡 수축을 측정한다.
각각의 양은 온도에 대하여 다음과 같은 천이곡선(TRANSITION COUVE)을 나타낸다.
CHARPY 충격시험 천이곡선
파면은 저온에서 변형이 적은 취성파면을 나타내고 고온에서는 변형이 심한 연성파면이 생긴다. 충격값
곡선에서 최고, 최저의 평균값의 온도를 에너지 천이온도라 하고 파면율에서는 S = 50%의 온도를
파면천이온도라 한다.
동일 강재에서도 시험편의 천이온도는
노치가 깊고 선단이 예리할수록
시험편의 판두께가 클수록
노치부근의 구속이 강할수록
시험편이 대형일수록 잔류응력이 클수록
하중속도가 클수록 천이온도가 상승한다 .
천이온도가 낮고 충격치가 높을수록 그 강재는 노치인성이 우수한 것이 된다. 충격시험에서 흡수에너지가 15FT-
LB(2.6KG- M /CM2)가 되는 온도를 15FT-LB 천이온도 TR-15 라 하여 사용한다.
**** 모재의 노치 취성시험.
(1). 노치충격시험 : V-NOTCH CHARPY 충격시험.
: KEY - HOLE CHARPY 충격시험.
: 슈나트 (SCNADE) 충격시험.
(2). 노치인장시험 : TIPPER 시험(강판 양측에 1/8” 3.2MM) 의 V-NOTCH.
: 카안시험 (한쪽 면에 노치 붙은 인장시험)
(3). 노치 굽힘시험 : 킨젤시험, 리하이 시험.
(4). 기타 NOTCH 취성 시험법.
A. 미국해군 기술연구소의 CRACK STARTER 시험법.
B. 영국의 로버트슨 시험.
C. 미국의 S.O.D 시험.
D. 일본의 이중 인장시험.
****** 강 용접부의 취성파괴를 방지하기 위한 파괴 인성평가방법.
1. 천이온도 (TRANSITION TEMPERTURE) 에 의한 평가 재료의 인성을 조사하기 위한 가장 간단한 시험법은
CHARPY 충격시험으로 이 시험에서 구해진 흡수에너지와 파면양식 및 천이온도의 변화는 다음과 같다.
기술예제 3 - 47
흡수에너지
(FT-LB)
VTETEMP`
연성파괴
취성파괴
VE
VTE : 최대흡수에너지의 1/2 이 되는 온도 .
취성파면율
(%)
VTSETEMP`
연성파괴0
VTS : 취성파면율 50% 가 되는 온도 .
5
0
100
100%

재료의 인성파괴 평가는 천이온도 VTS 의 높고 낮음 또는 어느 특정온도에서의 흡수에너지 VE 의 크기에
행해지는 것이 보통이다. VTE 나 VTS 가 낮을수록 또는 VE 값이 클수록 파괴인성이 우수하다.
2. 파괴 역학적 평가.
용접균열과 같은 결함을 내포한 재료의 취성파괴 강도는 온도 외에도 균열길이의 영향을 받는다. 따라서 파괴
거동을 고려할 경우에는 온도, 응력, 균열길이도 함께 고려해야 한다. 파괴특성값, 평면변형율, 파괴인성 (KIC)
또는 개구변위 (COD) 의 값은 취성파괴에 대한 파괴 역학적 지표가 된다.
(1). KIC (평면변형율 파괴인성 PLANE STRAIN FRACTURE TOUGHNESS)
재료가 완전탄성체인 경우에 균열 끝의 역학적 상태를 규정하는 PARAMETER 로 응력확대계수(STRESS
INTENSIFY FACTER) K 를 사용한다.
K 는 응력과 균열치수로 정해지며 K = A( : 응력, A : 균열의 크기) 로 나타낸다.
취성파괴는 구조물에 내포한 균열에 있어서의 K 값이 그 재료의 파괴인성치 KC 값에 도달되면 발생한다.
따라서 취성파괴를 일으키지 않도록 하기 위한 조건은 K KC 이다.
강재의 파괴인성치 KC 값은 온도의 저하와 더불어 저하한다. 강재의 두께 또한 파괴인성치에 영향을 미치며
판두께가 두껍게 되면 KC 값은 점차 작아져서 일정한 값으로 되는데 이때의 파괴인성값을 평면변형율
파괴인성값이라 하고 KIC 로 나타낸다.
따라서 취성파괴 설계를 위한 KC 값으로는 KIC
값을 이용하거나 실물과 같은 두께의 시험편에
대해서 구한 KC 값을 이용하여야 한다.
(2) . 개구변위 (COD : CRACK OPENING DISPLACEMENT).
균열선단이 비교적 큰 소성변형을 동반하여 파괴되는 경우에는 완전탄성체에 있어서의 파괴인성 PARAMETER
인 응력확대계수 K 값은 의미를 상실하게 된다. 따라서 이때의 파괴인성 값으로 COD 값을 이용한다. 부하조건
균열의 크기에 따라 정해지는 COD 값이 파괴발생의 합계 COD( C)에 도달되면 구조물은 취성파괴 된다는
개념에서 대규모 항복에서의 파괴조건은 = C 로 된다.
따라서 구조물의 취성파괴를 방지하기 위해서는 C 가 되도록 설계할 필요가 있다.
기술예제 3 - 48
KC
파파파파
KC
두께
KIC

3). J 적분 :
8. 용접부의 노치 취성시험법.
**용접성 시험방법.
1). 개요.
재료의 용접성 시험이란 그 재료를 용접할 경우 용접이 쉽게 되는가. 어려운가 또는 용접구조물이 소기의 성능을
가지고 있는가 하는 것을 시험하는 것으로 용접 이음부의 경도분포, 연성, 균열 및 노치취성에 대해서 시험하는
것을 목적으로 하는것이다.
이중 중요한 것으로는 (1). 노치취성시험.
(2). 용접 연성시험.
(3). 용접 균열시험등이 있다.
2). 노치 취성시험.
2-1). 노치충격 시험편에 노치를 만들어 충격을 주어 재료가 파괴될 때 재료의 성질인 인성과 취성을 시험하는
것이며 CHARPY 충격시험과 IZOD 충격시험을 사용하는데 CHARPY 충격시험은 시험편을 수평으로, IZOD
충격시험은 시험편을 수직으로 두고 충격시험을 한다.
노치 충격시험에서는 흡수 에너지 및 파단 양식, 파단 후의 노치 저부의 횡 수측을 측정한다. 천이온도가 낮고
충격치가 높을수록 그 강재는 노치인성이 우수한 것이 된다.
기술예제 3 - 49
충격방향충격방향
45
CHARPY 형 충격시험 시편 , IZOD 형 충격시험 시편
R : 소성역 치수
2C RR
charpy 형 시험편 . key-hole charpy 충격시험편 .
2M
M
45
10 8
10 55 1055
5 10
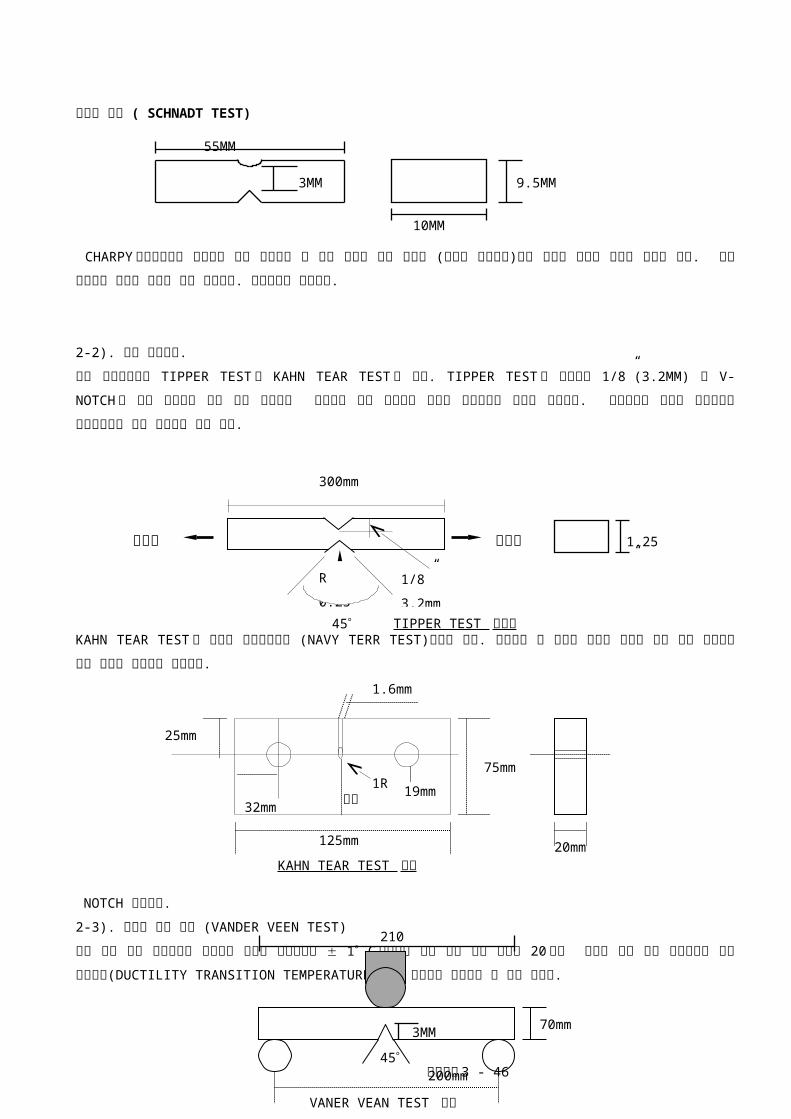
슈나트 시험 ( SCHNADT TEST)
CHARPY 충격시험편의 압축면을 일부 제거하고 그 대신 경도가 높은 원기둥 (텅스텐 카바이드)으로 치환한
것으로 상부의 그림과 같다. 노치 개구부의 반경을 바꾸어 가며 시험한다. 유럽쪽에서 사용한다.
2-2). 노치 인장시험.
노치 인장시험에는 TIPPER TEST 와 KAHN TEAR TEST 가 있다. TIPPER TEST 는 양측면에 1/8”(3.2MM) 의 V-
NOTCH 를 붙인 시험편을 여러 가지 저온에서 정적으로 인장 파단시켜 파면의 천이온도를 구하는 방법이다.
취성파괴의 발생은 티퍼시험의 천이온도보다 낮은 온도에서 발생 불가.
KAHN TEAR TEST 는 미해군 인장균열시험 (NAVY TERR TEST)라고도 한다. 시험편을 핀 구멍에 삽입한
핀으로 잡아 당겨 파괴시켜 파면 상황을 조사하는 방법이다.
NOTCH 인장시험.
2-3). 반데어 비인 시험 (VANDER VEEN TEST)
노치 정적 굽힘 시험으로서 시험편을 지정한 시험온도에 1 C허용치를 가진 액체 내에 적어도 20 분간 침지한
후에 바로 시험결과는 연성 천이온도(DUCTILITY TRANSITION TEMPERATURE) = 최대하중 점에서의 휨 량을
구한다.
기술예제 3 - 50
파면1R
1.6mm
25mm
32mm
125mm
75mm
19mm
20mmKAHN TEAR TEST 시편
3MM
210
70mm
45200mm
VANER VEAN TEST 시편
3MM
55MM
9.5MM
10MM
인장력
R 0.25 1/8” 3.2mm
인 장
력
45
300mm
TIPPER TEST 시험편
1.25”
판의 측면에 프레스 노치를 붙여 굽힘 시험하고 최대 하중 시 시험편의 중앙의 처짐이 6MM 가
되는 온도를 연성 천이온도로 하고 연성파면의 깊이가 32MM(판 폭의 중앙)가 되는 온도를 파면 천이온도로 한다.
3-1). 세로 BEAD 굽힘시험.
(1). 킨젤 TEST.
노치저부에는 용착금속, 열 영향부가 배열하게 되므로 이중 가장 노치인성이 부족한 부분에 최초의 균열이
생기고 그 나머지는 모재에 전파된다. 용접 BEAD 의 노치 굽힘시험을 의미하며 시험편의 형상 및 시험 방법은
다음과 같다 .
강재의 용접 열 영향에 의한 취성파괴 감수성을 조사하기 위한 시험이다. 노치부의 횡 수축이 1%가 되는 온도를
연성 천이온도의 척도로 하는 경우가 있다. 또한 이 시험은 노치가 있기 때문에 용접 비이드가 있는 시험편과
없는 시험편의 차이를 양적으로 구할 수 있다.
(2) . LEHIGH TEST.
KINZEL 시험과 같은 종류의 시험이며 다음 그림과 같이 노치를 2곳에 만든 것이 다르다.
기술예제 3 - 51
100100
100
75
19
KIN ZEL TEST 시험편MILLING 노치
45150
mmVANER VEAN
TEST 시편
75m
m
200mm

(3). KOMERELL BEND TEST.
시편의 판 중앙 홈에 용접 BEAD 를 붙인 것이며 ROLLER굽힘을 한다.
3-2). IIW 최고 경도시험.
BEAD -ON PLATE 용접을 하고 그 직각 단면 내 BOND 의 최고경도를 측정하는 방법이다.
용접조건은 아크전압, 24 4V, ARC 전류 170 10A, 용접속도 150 10MM / MIN 으로 규정한다.
(4 )로버트슨 시험 ( ROBERTSON TEST)
윗 그림의 NOTCH 부를 액체질소로 냉각하고 우측의 끝부분을 가열하여 시험편에 온도구배를 노치부로 부터
균열을 발생 진행시키면 균열이 전파하여 정지하는데 로버트슨 천이온도라 한다.
(5) ESSO 시험(SOD 시험)
시험편을 여러 시험온도 및 여러 하중에서 인장한 다음 노치가 있는 부분의 반대편에 쐐기를 총탄으로 박아 넣어
취성균열을 발생시키고 시험편에 균열이 전파되는 온도를 조사한다. 이 온도는 ESSO 취화온도라 한다.
9. 취성파괴 방지의 주의.
*** 강 구조물 취성파괴 방지를 위한 모재특성과 공략상 주의사항
1). 모재의 특성.
기술예제 3 - 52
가스불꽃으로 가열
폭 0.5, 길이 5MM
액체질소로 냉각
BOLT 건을 충격
지지 블록 500KG
지지 블록 500KG
D = 3T
6T
D =100
350(T=25)
500(T=50)
5T150(T<35)
250(T>35)
0.5mm
측정점
경도측정선
120
350

모재의 노치인성을 향상시키기 위해서는
(1). SI 나 AL 의 첨가 탈산 세립화.
(2). 압연온도의 저하 세립화.
(3). NORMALIZING 세립화.
(4). TMCP 적용 저탄소 고강도.
(5). MN / C 의 비율을 크게 한다. 저탄소.
(6). C, O, N, S, P등의 함량을 작게 한다 개재물 저하.
2). 공작상 주의사항.
취성파괴에 영향을 미치는 인자로는 수소의 집적, 열영향부의 취화, 잔류응력, 사용 온도 등을 들 수 있으며.
이들의 제거 및 완화시키기 위해서는 다음과 같이 조치들을 취할 수 있다.
(1). 예열 : 온도 구배를 작게 하여 급냉을 방지하므로 용착부 및 열영향부의 취화를 방지 할 수 있다.
(2). 잘 건조된 저수소계 용접봉 사용.
수소의 집적은 강의 취화에 가장 유해한 요소 중의 하나이므로 저수소계 용접봉을 사용하고 200-300C 에서 2
시간 정도 건조하여 사용하는 등 수소함량을 최소화 시키는 노력을 해야 한다.
(3). 후열처리 : 용접 후의 경화부를 연화시키고 수소의 방출을 가속화시키는 효과가 있다.
(4). 잔류응력의 제거.
용접선을 따라 항복응력 정도의 잔류응력이 존재하므로 적절한 용접순서, 후열처리 등으로 잔류응력을
완화시킨다.
(5).입영량의 제한 : 대입열 용접의 경우에는 용착금속, 열영향부 모두 인성이 저하하므로 적절한 엽열량으로
용접하는 것이 중요하다.
(6). 적절한 이음형상 : 구속에 의한 응력을 최소화 시키기 위한 이음형상 설계가 필요하다.
****** 강 구조물 취성파괴 방지를 위한 모재 특성과 공작상 주의사항.
1. 공작상 주의사항.
1). 취성파괴는 용접부의 용접 결함에서 기인하는 경우가 많으므로 용접으로 결함을 최소화하고 이를 확인하기
위한 확인하기 위한 비파괴검사를 실시한다.
2). 아크 STRIKE 또는 TACK WELD등 짧은 BEND 는 야금학적 NOTCH 가 되므로 제거하거나 주의 한다.
3). 용접부에서는 항복응력과 거의 같은 잔류응력이 존재하므로 용접결함이 있을 경우 훨씬 낮은 응력으로
취성파괴할 위험이 있으므로 용접 잔류응력의 제거가 요망된다.
4). 절단 또는 CHIPPING표면은 가공 경화로 노치인성이 저하하므로 GRINDING 한다.
5). 가스 절단면의 요철이 심한 표면은 평활하고 매끄럽게 다듬어야 노치인성의 저하를 방지할 수 있다.
2. 재료 선정 시 주의사항.
1). 노치인성이 풍부한 재료를 사용하면 균열 발생 및 전파 저항성이 커져 취성파괴를 방지할 수 있다.
2). 저탄소 MN 량이 많을수록 탈산강 일수록 세립강일수록 열간압연 완료온도가 적당히 낮을수록 노치인성이
우수하다.
3). 가능한 얇은 강재 즉 항복강도가 큰 재료를 사용하면 소성변형이 적어져 가공경화가 일어나기 어려워
파괴인성 값이 커지며, 구조물의 경량화, 공작 비용이 절감한다.
4). 저합금강, 고장력 강의 QT, 저 합금강에서 미량의 합금원소 첨가, NORMALIZING 열처리 강재 사용.
기술예제 3 - 53

5). 저수소계 용접봉 및 FLUX 선정.
6). 용접 구조물의 사용 조건 즉 사용 온도(저온여부)와 하중, 용접부의 위치, 잔류응력의 처리 유무를 고려하여
선정한다.
*******피로파괴 현상에 영향을 미치는 제인자와 그것들이 용접강도에 미치는 영향.
1. JOINT 형식 (NOTCH).
용접 JOINT 에는 보강 용접 지단부와 같은 노치가 존재하고 그것에 의한 응력집중이 피로강도를 약화시키는 주
원인이라고 생각되며 응력집중 계수는 JOINT 형식에 의해 변화게 된다.
2. 평균응력.
진폭이 같을 경우에는 평균응력이 증가함에 따라 피로강도가 감소한다. 평균응력의 강약을 표현하는
PARAMETER 로 응력비 R 이 사용되는데 R = max / min 로 정의 된다.
3. 잔류응력.
잔류응력이 있는 부분의 응력은 평균응력 (M) + 잔류응력으로 되어 평균응력이 증가하게 되므로 인장응력은
피로강도를 저하시키고 압축 잔류응력은 피로강도를 향상시킨다.
기술예제 3 - 54
MAX
M
min
R < 0R <
R = -1
R = 0
R = 증가
m = 0m > 0
m > 0N
S
max
R
(2) (1)
MA
X
N
S
응력
N 치수
SMOOTH
SPECIMENNOTCHED
SPECIMEN
응력집중계수 = MAX / N

용접부에서 인장잔류 응력부에 반복하중이 걸리면 그래프가 (1)에서 (2)로 이동한다. 즉 응력비 R 이 작아도
크랙이 잘 전파한다.
4. 용접결함.
용접불량, 기공, 용접균열등의 용접결함은 응력집중을 일으키고 피로강도를 감소시킨다.
5. 표면거칠기.
기술 3 - 끝 -
이하 기술 4 파일에서 시작 (CHAPTER9. 잔류응력 수축에서)
*********************************************************************** 이 상
기술예제 3 - 55
TENSION STRESS
FATIGUE(%)
DROP-OFF연마
GRINDING
ROLLED
FILLING
Related Documents
![[•Œê³ 리¦ ¤„°ë”” 3£¼°¨]기ˆ •ë ¬/계ˆ •ë ¬/버‚· •ë ¬](https://static.cupdf.com/doc/110x72/58ed3e2e1a28ab7d4f8b462d/-358ed3e2e1a28ab7d4f8b462d.jpg)


![[DMC]3›”_2_ê´‘ê³ §‘–‰ê¸ˆ• ¸ë”½ë¦¬¬¸](https://static.cupdf.com/doc/110x72/55cf9737550346d033904e59/dmc32-.jpg)







