University of Wollongong Research Online University of Wollongong esis Collection University of Wollongong esis Collections 1988 Flow properties and design procedures for coal storage bins Brian A. Moore University of Wollongong Research Online is the open access institutional repository for the University of Wollongong. For further information contact Manager Repository Services: [email protected]. Recommended Citation Moore, Brian A., Flow properties and design procedures for coal storage bins, Doctor of Philosophy thesis, Department of Mechanical Engineering, University of Wollongong, 1988. hp://ro.uow.edu.au/theses/1580

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

University of WollongongResearch Online
University of Wollongong Thesis Collection University of Wollongong Thesis Collections
1988
Flow properties and design procedures for coalstorage binsBrian A. MooreUniversity of Wollongong
Research Online is the open access institutional repository for theUniversity of Wollongong. For further information contact ManagerRepository Services: [email protected].
Recommended CitationMoore, Brian A., Flow properties and design procedures for coal storage bins, Doctor of Philosophy thesis, Department of MechanicalEngineering, University of Wollongong, 1988. http://ro.uow.edu.au/theses/1580



This is to certify that this work has not been submitted for a degree to any
other university or institution.
Brian A. Moore .


Dedicated to my wife, Cathy, and my daughter, Emma, for
their encouragement, support and love.

ABSTRACT
The handling and storage of black coal has always presented
industry with problems of erratic or spasmodic feed, partial reclamation of
the total contents of bins and flow blockages at hopper outlets. These
problems can lead to extreme cost penalties for all users, from the coal
producers and export market loading facilities to the secondary industries
using coal for process energy requirements. Any reduction in the occurrence
of these handling problems and the subsequent increase in efficiency would
be of benefit.
The aim of this work was to investigate two major aspects in the
design of coal storage bins to ensure reliable and predictable operation,
particularly in regard to gravity assisted discharge.
First an experimental study investigated the flow properties of
black coal and the influence on these flow properties of variations in the
physical characteristics of the test samples. Variables considered included
moisture content, particle top size of test samples, coal particle shape, time
consolidation at rest and ash content. Samples for the test program were
obtained from the six collieries located in the Southern Coalfields (Illawarra
Measures) of the Sydney Basin of New South Wales. The coals ranged in
rank from sub-bituminous to semi-anthracite.
The study highlighted the most influential variables to be
moisture content, sample particle size and time consolidation at rest Other
factors such as particle shape, coal rank and ash content were minor
considerations. Often a variation of variable affected other properties and
led to decreased sample flowability. A common example was that of coals
with a high friability; this leads to greater particle degradation and
generation of fines with handling operations, which then leads to higher

11
moisture retention capabilities and significantly large critical arching
dimensions, particularly with time storage.
The flow property testing program utilised a Jenike - type Direct
Shear Tester for the coal sample shear testing. To improve the consistency
of this instrument, and eliminate operator and test data interpretation
related errors a standardised testing procedure was developed.
The second aspect of investigation dealt with the design
procedures for the determination of mass flow hopper geometries based on
the coal flow properties and utilising the well accepted theories of Jenike. A
novel method of design data presentation was developed which links the
flow properties and the hopper geometry parameters. This was achieved by
presenting all parameters as a function of a common independent variable,
the major consolidation stress. This approach has advantages in accounting
for experimental error in the flow properties and for the determination of
hopper geometries that have design constraints.
The hopper design procedures were further advanced by the
development of an alternate presentation of the original Jenike flow factor
charts .These alternative charts have been abbreviated to display only the
critical design values in the border region between mass flow and funnel
flow. The charts eliminate the need for imprecise parameter interpolations
by displaying the required design parameters in the form of contours of
constant wall slope and flow factor as a function of the effective angle of
internal friction and kinematic angle of wall friction.
These new concepts were combined to allow the generation of
manual hopper geometry design nomograms or worksheets. This design
presentation represents a compact and rapid method for the determination
of mass flow hopper geometry parameters for axisymmetric and plane flow
outlets.

lii
The influence and sensitivity of the coal sample variations was
explored further by determining the hopper geometry parameters of wall
slope and outlet dimension based on the respective flow properties. This
has allowed standardised hopper design guidelines to be formulated. An
important aspect highlighted by this study was the significant role of wall
friction in achieving a successful design.
In consideration of the design procedures for bulk solid storage,
computer software was developed and implemented for the computer aided
design of storage bins. Two programs were developed, the first, to aid in the
rapid processing and analysis of experimental flow property data, describing
the flow properties by empirical equations and graphically. The second
program utilised the empirical flow property equations for the
determination of critical hopper geometry parameters and the generation of
other design graphs. The programs operate both on a mainframe computer
and a microcomputer, and utilise interactive execution and high resolution
graphics.

IV
ACKNOWLEDGEMENTS
The author gratefully acknowledges the guidance, continuous
support and encouragement of his supervisor Professor P.C. Arnold
throughout the course of this work.
The author also sincerely acknowledges the assistance provided by
the following colleagues during the various stages of this work.
Mr. D. Jamieson - for his expertise in the development of software for
the mainframe computer and microcomputer
systems.
Mr. N.B. Mason - for his assistance in the development of softw£U"e
for the microcomputer system and critical
evaluations during the software design stages.
Mr. R. Young - for his patience, and assistance with the coal sample
preparation, construction of experimental
equipment and flow property testing activities.
The financial support provided by the National Energy Research
Development and Demonstration Council under NERDDP Grant 79/9079 is
gratefully acknowledged by the author.

TABLE OF CONTENTS
ABSTRACT i
ACKNOWLEDGEMENTS iv
TABLE OF CONTENTS v
LIST OF FIGURES xi
LIST OF PLATES xxvi
LIST OF TABLES xxvii
NOMENCLATURE xxxii
CHAPTER 1
INTRODUCnON 1
1.1 BIN DESIGN PHn:.OSOPHY 3
1.1.1 Bin Flow Patterns 3
1.1.2 Determination of Flow Properties of Bulk
Solids 11
1.1.3 Determination of Bin Geometry 12
1.1.4 General Design Procedure for Mass Flow
Geometry 15
1.2 CONCLUDING REMARKS 17
CHAPTER 2
EXPERIMENTAL INVESTIGATION OF THE FLOW
PROPERTIES OF BLACK COAL
2.1 INTRODUCTION 20
2.2 LITERATURE SURVEY AND IDENTIFICATION
OF VARIABLES 20
2.3 A BRIEF DISCUSSION OF THE ILLAWARRA
COAL MEASURES 27
2.4 SAMPLE PREPARATION AND FLOW
PROPERTY TEST SPECIFICATION 30

VI
2.5 EXPERIMENTAL RESULTS AND DISCUSSION
OF FLOW PROPERTIES 36
2.5.1 Instantaneous Flow Function and Time
Flow Function 36
2.5.2 Effective Angle of Internal Friction 46
2.5.3 Static Angle of Internal Friction 48
2.5.4 Wall Yield Locus and the Kinematic Angle
of Wall Friction 50
2.5.5 Bulk Density Variation 58
2.6 COMPARISON OF THE FLOW PROPERTIES FOR
THREE COALS WITH SIMILAR PARTICLE
DISTRIBUTIONS 61
2.7 INFLUENCE OF PARTICLE SHAPE ON FLOW
PROPERTIES 65
2.8 FLOW PROPERTIES OF SAMPLES OF FREE CLAY
MIXED WITH COAL 68
2.9 CONCLUDING REMARKS 75
CHAPTER 3
SENSITIVITY OF MASS FLOW HOPPER
PARAMETERS TO COAL FLOW PROPERTIES
3.1 INTRODUCTION 82
3.2 INFLUENCE OF MOISTURE CONTENT
VARIATION 84
3.3 INFLUENCE OF PARTICLE TOP SIZE OF TEST
SAMPLES 89
3.4 INFLUENCE OF TIME CONSOLIDATION AT
REST 90
3.5 INFLUENCE OF FREE CLAY IN COAL SAMPLES 93
3.6 CONCLUDING REMARKS 94

V l l
CHAPTER 4
ALTERNATIVE PRESENTATION OF THE DESIGN
PARAMETERS FOR MASS FLOW HOPPERS
4.1 INTRODUCTION 96
4.2 DETERMINATION OF THE MASS FLOW
HOPPER GEOMETRY PARAMETERS 96
4.3 ALTERNATIVE PRESENTATION OF THE MASS
FLOW HOPPER GEOMETRY DESIGN
PARAMETERS 104
4.4 ILLUSTRATIVE EXAMPLE 111
4.5 CONCLUDING REMARKS 119
CHAPTER 5
GRAPHICAL DETERMINATION OF MASS FLOW
HOPPER GEOMETRY PARAMETERS
5.1 INTRODUCTION 121
5.2 NOMOGRAMS FOR MASS FLOW HOPPER
DESIGN 123
5.3 ILLUSTRATIVE EXAMPLE 129
5.4 CONCLUDING REMARKS 134
CHAPTER 6
STANDARDISED HOPPER GEOMETRY DESIGN
GUIDELINES
6.1 INTRODUCTION 136
6.2 TERMS OF REFERENCE 137
6.3 STATISTICAL CONSIDERATION OF THE
HOPPER GEOMETRY PARAMETERS 143
6.4 CONSIDERATION OF THE FLOW PROPERTIES
OF COAL 145
6.5 CONCLUDING REMARKS 159

V l l l
CHAPTER 7
APPLICATION OF COMPUTER AIDED DESIGN
TECHNIQUES
7.1 INTRODUCTION 161
7.2 MICROCOMPUTER DESIGN SYSTEM 162
7.3 COMPUTER PROCESSING AND ANALYSIS OF
THE FLOW PROPERTIES OF BULK SOLIDS;
PROGRAM FP. 167
7.3.1 Representation of Flow Properties by
Empirical Equations. 168
7.3.2 Execution of Program FP. 173
7.3.3 Instantaneous Yield Locus. 176
7.3.4 Time Yield Loci. 184
7.3.5 Instantaneous and Time Flow Function
and the Variation of Effective Angle of
Friction and Static Angle of Internal
Friction. 188
7.3.6 Wall Yield Loci and the Kinematic Angle
of Wall Friction. 188
7.3.7 Bulk Density. 195
7.3.8 Termination of a FP Computing Session. 199
7.4 DETERMINATION OF MASS FLOW HOPPER
GEOMETRY PARAMETERS; PROGRAM BD. 199
7.4.1 Execution of Program BD. 206
7.4.2 Determination of Mass Flow Hopper
Geometry Parameters. 212
7.4.3 Termination of a BD Computing Session. 215
7.5 CONCLUDING REMARKS 215
CHAPTER 8

IX
CONCLUSIONS
8.1 FLOW PROPERTIES OF BLACK COAL 219
8.2 DESIGN PROCEDURES FOR THE
DETERMINATION OF MASS FLOW HOPPER
GEOMETRY 222
8.3 FUTURE RESEARCH DIRECTIONS 226
REFERENCES 230
APPENDICES
A. STANDARDISED PROCEDURE FOR SHEAR TESTING
A.l INTRODUCTION 240
A.2 SAMPLE PREPARATION 240
A.3 EQUIPMENT REQUIRED 241
A.4 TEST PROCEDURES FOR DETERMINING
INSTANTANEOUS YIELD LOCI 241
A.4.1 Preconsolidation of the Sample 241
A.4.2 Consolidation under Shear 244
A.4.3 Shear of the Sample 246
A.4.4 Determining the Complete Family of Yield
Loci 247
A.5 PLOTTING TEST RESULTS TO DETERMINE
INSTANTANEOUS YIELD LOCI 250
A.5.1 Prorating Procedure 252
A.5.2 Example of Prorating Procedure 252
A.6 DETERMBSIING THE INSTANTANEOUS FLOW
FUNCTION 252
B. FLOW PROPERTY TEST SAMPLE PARTICLE
DISTRIBUTIONS 257

COMPARISION OF EXPERIMENTALLY DETERMINED
FLOW PROPERTIES
C. INSTANTANEOUS AND TIME FLOW FUNCTION 270
D. EFFECTIVE ANGLE OF INTERNAL FRICTION 286
E. STATIC ANGLE OF INTERNAL FRICTION 293
F. KINEMATIC ANGLE OF WALL FRICTION 299
G. BULK DENSITY 314
H. SUMMARY OF CRITICAL MASS FLOW HOPPER
GEOMETRY PARAMETERS 322
I. COMPUTER PROGRAM FP, FLOW PROPERTY
PROCESSING AND ANALYSIS 342
1.1 PROGRAM LISTING OF FPMAIN.FOR 343
1.2 FLOW PROPERTY REPORT PRODUCED BY
PROGRAM FP FOR EXAMPLE 349
J. COMPUTER PROGRAM BD, DETERMINATION OF MASS
FLOW HOPPER GEOMETRY PARAMETERS 353
J.l PROGRAM LISTING OF BDMAIN.FOR 354
J.2 DATA INPUT SUMMARY PRODUCED BY
PROGRAM BD FOR EXAMPLE 356
K PUBLICATIONS WHILE Ph.D. CANDIDATE 357
L. REPRINTS OF SELECTED RELEVANT PAPERS 360
XI
LIST OF FIGURES
Chapter 1
Figure 1.1: Flow Patterns in Symmetric Funnel Flow and Mass
Flow Bins. 4
Figure 1.2: Mass Flow Bins and Hopper Shapes. 7
Figure 1.3: Wall slope Limits for Mass Flow in Axisymmefric and
Plane Flow Hoppers. 9
Figure 1.4: Flow Pattern in a Symmefric Expanded Flow Bin. 10
Figure 1.5: Typical Coal Flow Properties. 13
Figure 1.6: A Procedure to Design Bins and Feeders (Carson [5]). 14
Figure 1.7: The Flow No - Flow Criteria for Mass Flow Hopper
Design. 16
Figure 1.8: Design Graph for the Variation of Hopper Wall Slope
with Ouflet Dimension (for the values of B Greater than
the critical). 18
Chapter 2
Figure 2.1: Sfratigraphic Cross-Section of the Illawarra Coal
Measures in the Southern Coalfields [20]. 29
Figure 2.2: Location of Collieries where Coal Samples were
obtained for the Flow Property Testing Program [23]. 31
Figure 2.3: The State Boundary Surface for a Bulk Solid. 37
Figure 2.4: Instantaneous Yield Loci. 39
Figure 2.5: Instantaneous Flow Function (coordinates obtained
from the Instantaneous Flow Function). 39
Figure 2.6: Determination of the Kinematic Angle of Wall
Friction. 54
Figure 2.7: Kinematic Angle of Wall Friction Variation. 55

Xll
Figure 2.8: Variation of the Instantaneous Flow Function with
Moisture Content Based on -1.00mm test sample (Mean
Values Displayed). 76
Figure 2.9: Variation of the Instantaneous Flow Function with
Moisture Content Based on -2.36mm Test Sample
(Mean Values Displayed). T7
Figure 2.10: Variation of the Instantaneous Flow Function with
Moisture Content Based on -4.00mm Test Sample
(Mean Values Displayed). 78
Figure 2.11: Typical Variation with Moisture Content of the Flow
Properties Required for Mass Flow Hopper Design
(Mean Values from -2.36mm Sample Tests Displayed). 80
Chapter 3
Figure 3.1: Variation of the Critical Hopper Geomefry Parameters
with Moisture Content for -1.00mm Test Samples. 85
Figure 3.2 Variation of the Critical Hopper Geometry Parameters
with Moisture Content for -2.36mm Test Samples. 86
Figure 3.3: Variation of the Critical Hopper Geometry Parameters
with Moisture Content for -4.00mm Test Samples. 87
Figure 3.4: Variation of the Critical Hopper Geomefry Parameters
(Mean Values) with Particle Top Size of Test Samples. 91
Chapter 4
Figure 4.1: Flow Factor Chart for Axisymmetric Hoppers, 8 = 50
(Jenike [3]). 99
Figure 4.2: Flow Factor Chart for Plane Flow Hoppers, 5 = 50
(Jenike [3]). 100
Figure 4.3: Hopper Wall Slope Limits for Axisymmefric Hoppers
(Johanson and Colijn [41]). 102

Xlll
Figure 4.4: Critical Flow Factors for Mass Flow Hoppers, a = 20
(Johanson and Colijn [41]). 103
Figure 4.5: Wall Slope Limits for Axisymmetric and Plane Flow
Hoppers (Arnold et al. [4]). 105
Figure 4.6: Variation of Flow Factor with Effective Angle of
Internal Friction, a = 25°, (|) = 25° (Jenike [42]). 106
Figure 4.7: Variation of Flow Factor with Effective Angle of
Friction (Carson and Johemson [43]). 106
Figure 4.8: Alternative Presentation of Axisymmetric Hopper
Design Parameters. 108
Figure 4.9: Alternative Presentation of Plane Flow Hopper Design
Parameters. 109
Figure 4.10: Flow Properties of 5 and ^ for the Design Example. 113
Figure 4.11: Determination of the Hopper Geometry for the Design
Example. 114
Chapter 5
Figure 5.1: Design Nomogram for Axisymmetric Mass Flow
Hoppers. 124
Figure 5.2: Design Nomogram for Plane Flow Mass Flow Hoppers. 125
Figure 5.3: Alignment Nomogram for Calculation of Outlet
Dimension, Axisymmetric Hoppers. 126
Figure 5.4: Alignment Nomogram for Calculation of Outlet
Dimension, Plane Flow Hoppers. 127
Figure 5.5: Determination of the Plane Flow Hopper Geomefry for
the Design Example. 130
Figure 5.6: Determination of the Plane Flow Hopper Geomefry for
the Design Example (enlarged portion). 131

XIV
Chapter 6
Figure 6.1 Bulk Solids with Mass Flow as a Function of Hopper
Wall Slope (ter Borg [31] and Schwedes [50]). 138
Figure 6.2 Range of Flow Property Values for 6% Moist Coal to
Axisynmietric Hopper Design. 146
Figure 6.3 Range of Flow Property Values for 6% Moist Coal to
Plane Flow Hopper Design. 147
Figure 6.4 Range of Flow Property Vzilues for 10% Moist Coal to
Axisymmetric Hopper Design. 148
Figure 6.5 Range of Flow Property Values for 10% Moist Coal to
Plane Flow Hopper Design. 149
Figure 6.6 Range of Flow Property Values for 15% Moist Coal
Applicable to Axisymmetric Hopper Design. 150
Figure 6.7 Range of Flow Property Values for 15% Moist Coal
Applicable to Plane Flow Hopper Design. 151
Figure 6.8 Variation of 8 and <J>304_2B SS ^°^ Moist Coal (at Various
Moisture Contents) Mapped onto the Alternative
Axisymmetric Hopper Design Parameter Chart. 154
Figure 6.9 Variation of 8 and <t>304_2B ss ^°^ Moist Coal (at Various
Moisture Contents) Mapped onto the Alternative
Axisymmetric Hopper Design Parameter Chart. 155
Chapter 7
Figure 7.1
Figure 7.2
Figure 7.3
Figure 7.4
Figure 1.5
Figure 7.6
Flow Chart of Computers.
Tide Page of Program FP.
Entry of Bulk Solid Characteristics.
Setup of Data Output Files.
Root Menu of Program FP.
Data Input of Experimental Values into the
Instantaneous Yield Loci Module.
169
174
175
175
177
179

XV
Figure 7.1: Text Screen Arrangement for Data Input into the
Instantaneous Yield Loci Module. 180
Figure 7.8: Instantaneous Flow Function Superimposed over the
Instantaneous Yield Loci. 182
Figure 7.9: Main Menu of the Instantaneous Yield Loci Module. 182
Figure 7.10: Typical Display for the Editing of Experimental Data
Values. 183
Figure 7.11: Typical Instantaneous Yield Loci Plot. 185
Figure 7.12: Main Menu of the Time Yield Loci Module. 186
Figure 7.13: The Instantaneous and Time Flow Functions
Superimposed over the Time Yield Loci. 186
Figure 7.14: Typical Time Yield Loci Plot 187
Figure 7.15: Selection of Curve-Fitting and Plotting Options within
the Flow Function Module. 189
Figure 7.16: Typical Display of Flow Functions, (j), 8 and ())
Variations. 190
Figure 7.17: Text Monitor Display of Empirical Equations within the
Flow Function Module. 190
Figure 7.18: Data Entry of Experimental Wall Yield Loci Data. 192
Figure 7.19: Selection of Curve-Fitting and Plotting Options within
the Wall Yield Option. 193
Figure 7.20: Typical Display of the Wall Yield Loci. 194
Figure 7.21: Text Monitor Display of Empirical Equations within the
Wall Yield Loci Module. 194
Figure 7.22: Typical Variation of (j) for Several Wall Materials. 196
Figure 7.23: Data Entry of Experimental Values into Bulk Density
Module. 197
Figure 7.24
Figure 7.25
Figure 7.26
Typical Bulk Density Variation. 198
Typical Bulk Density Variation, Logrithmic Format. 198
Flowchart of the Program BD. 200

XVI
Figure 7.27: Bulk Solid Classification. 202
Figure 7.28: Computer Application of the Flow Factor Locus Concept
for the Determination of the Critical Hopper Geometry. 204
Figure 7.29: Titiepage of Program BD. 207
Figure 7.30: Flow Property Data Input for BD: Bulk Solid Name. 207
Figure 7.31: Flow Property Data Input for BD: Instantaneous Flow
Function. 208
Figure 7.32: Flow Property Data Input for BD; Time Flow Function. 208
Figure 7.33: Flow Property Data Input for BD: Effective Angle of
Internal Friction. 209
Figure 7.34: Flow Property Data Input for BD: Bulk Density
Variation. 209
Figure 7.35: Flow Property Data Input for BD: Wall Yield Locus,
Three Parameter Equation. 210
Figure 7.36: Flow Property Data Input for BD: Wall Yield Locus,
Linear Equation. 210
Figure 7.37: Root Menu of Program BD. 211
Figure 7.38: Main Menu of the Mass Flow Hopper Geometry
Module. 213
Figure 7.39: Text Screen Displaying the Critical Mass Flow Hopper
Geometry Parameters. 214
Figure 7.40: Text Screen Displaying the Critical Mass Flow Hopper
Geometry Parameters and Flow Property Values at the
Critical Design Point. 214
Figure 7.41: Main Menu of the Mass Flow Hopper Geometry
Module Highlighting the Default Responses from the
Previous Geometry Calculation. 216
Figure 7.42: Graphical Presentation of the Variation of a versus B
for Several Wall Materials from the Design Example. 217

XVll
Appendix A
Figure A.l: Jenike Shear Cell Setup for Preconsolidation. 242
Figure A.2: Jenike Shear Cell Setup for Shear Consolidation. 245
Figure A.3: Types of Shear Consolidation Curves. 245
Figure A.4: Valid Range Points for Instantaneous Yield Locus. 249
Figure A.5: An Example of a Family of Instantaneous Yield Loci. 251
Figure A.6: An Example of an Instantaneous Flow Function. 256
Appendix B
Figure B.l: Rosin-Rammler Cumulative Size Distribution for
Coalcliff ROM Coal, As Received Sample. 258
Figure B.2: Rosin-Rammler Cumulative Size Distribution for
Coalcliff ROM Coal, -2.36mm Sample. 258
Figure B.3: Rosin-Rammler Cumulative Size Distribution for
South Bulli Product Coal, As Received Sample. 259
Figure B.4: Rosin-Rammler Cumulative Size Distribution for
South Bulli Product Coal, -2.36mm Sample. 259
Figure B.5: Rosin-Rammler Cumulative Size Distribution for
Huntley ROM Coal, As Received Sample. 260
Figure B.6: Rosin-Rammler Cumulative Size Distribution for
Hunfley ROM Coal, -2.36mm Sample. 260
Figure B.7: Rosin-Rammler Cumulative Size Distribution for
Metropolitan ROM Coal, As Received Sample. 261
Figure B.8: Rosin-Rammler Cumulative Size Distribution for
Metropolitan ROM Coal, -1.00mm Sample. 261
Figure B.9: Rosin-Rammler Cumulative Size Distribution for
Metropolitan ROM Coal, -2.36mm Sample. 262
Figure B.IO: Rosin-Rammler Cumulative Size Distribution for
Metropolitan ROM Coal, -4.00mm Sample. 262

XVll l
Figure B.ll: Rosin-Rammler Cumulative Size Distribution for
Appin ROM Coal, As Received Sample. 263
Figure B,12: Rosin-Rammler Cumulative Size Distribution for
Appin ROM Coal, -1.00mm Sample. 263
Figure B.13: Rosin-Rammler Cumulative Size Distribution for
Appin ROM Coal, -2.36mm Sample. 264
Figure B.14: Rosin-Rammler Cumulative Size Distribution for
Appin ROM Coal, -4.00mm Sample. 264
Figure B.15: Rosin-Rammler Cumulative Size Distribution for
Westcliff ROM Coal, As Received Sample. 265
Figure B.16: Rosin-Rammler Cumulative Size Distribution for
Westcliff ROM Coal, -1.00mm Sample. 265
Figure B.17; Rosin-Rammler Cumulative Size Distribution for
Westcliff ROM Coal, -2.36mm Sample. 266
Figure B.18: Rosin-Rammler Cumulative Size Distribution for
Westcliff ROM Coal, -4.00mm Sample. 266
Figure B.19: Rosin-Rammler Cumulative Size Distribution for
Westcliff Product Coal, As Received Sample. 267
Figure B.20: Rosin-Rammler Cumulative Size Distribution for
Westcliff Product Coal, -1.00mm Sample. 267
Figure B.21: Rosin-Rammler Cumulative Size Distribution for
Westcliff Product Coal, -2.36mm Sample. 268
Figure B.22: Rosin-Rammler Cumulative Size Distribution for
Westcliff Product Coal, -4.00mm Sample. 268
Figure B.23: Rosin-Rammler Cumulative Size Distribution for
Westcliff Coal + Fines-Clay Composition (Dry Sieved). 269
Figure B.24: Rosin-Rammler Cumulative Size Distribution for
Westcliff Coal + Fines-Clay Composition (Wet Sieved). 269

XIX
Appendix C
Figure C.l: Comparison of Flow Fimctions for Coalcliff ROM Coal
(-2.36mm). 271
Figure C.2: Comparison of Flow Functions for Coalcliff ROM Coal
(15%wb). 271
Figure C.3: Comparison of Flow Functions for South Bulli Product
Coal (-2.36mm). 272
Figure C.4: Comparison of Flow Functions for Hunfley ROM Coal
(-2.36mm). 272
Figure C.5: Comparison of Flow Functions for Metropolitan ROM
Coal (-1.00mm). 273
Figure C.6: Comparison of Flow Functions for Metropolitan ROM
Coal (-2.36mm). 273
Figure C.7: Comparison of Flow Functions for Metropolitan ROM
Coal (-4.00mm). 274
Figure C.8: Comparison of Flow Functions for Appin ROM Coal
(-1.00). 274
Figure C.9: Comparison of Flow Functions for Appin ROM Coal
(-2.36mm). 275
Figure CIO: Comparison of Flow Functions for Appin ROM Coal
(-4.00mm). 275
Figure C.ll: Comparison of Flow Functions for Westcliff ROM Coal
(-1.00mm). 276
Figure C.12: Comparison of Flow Functions for Westcliff ROM Coal
(-2.36mm). 276
Figure C.13: Comparison of Flow Functions for Westcliff ROM Coal
(-4.00mm). 277
Figure C.14: Comparison of Flow Functions for Westcliff Product
Coal (-0.50mm). 277

XX
Figure C.15: Comparison of Flow Functions for Westcliff Product
Coal (-1.00mm). 278
Figure C.16: Comparison of Flow Functions for Westcliff Product
Coal (-2.36mm). 278
Figure C.17: Comparison of Flow Functions for Westcliff Product
Coal (-4.00mm). 279
Figure C.18: Comparison of Flow Functions for Westcliff Product
Coal (10%wb). 279
Figure C.19: Comparison of Flow Functions for Westcliff Product
Coal (15%wb)- 280
Figure C.20: Comparison of Flow Functions for Westcliff ROM Coal
(Tumbled 1 1 / 2 hours and Remixed -2.36mm). 280
Figure C.21: Comparison of Flow Functions for Various Coals (-2.36,
10%wb)- 281
Figure C.22: Comparison of Flow Functions for Various Coals (-2.36,
15%wb)- 281
Figure C.23: Comparison of Flow Functions for Various Coals
(10%wb/ -2.36mm). 282
Figure C.24: Comparison of Flow Functions for Various Coals
(15%wb, -2.36mm). 282
Figure C.25: Comparison of Flow Functions for Various Coals
(-4.00mm, 10%wb)- 283
Figure C.26: Comparison of Flow Functions for Various Coals
(-4.00mm, 15%wb)- 283
Figure C.27: Comparison of Flow Functions for Westcliff ROM Coal
with Bentonite (-4.00mm, Various Moisture Contents). 284
Figure C.28: Comparison of Flow Functions for Westcliff ROM Coal
Samples from Free Clay Test Program (-4.00mm). 284

XXI
Figure C.29: Comparison of Flow Functions for Westcliff ROM Coal
Without Free Clay (-4.00mm, Various Moisture
Contents). 285
Figure C.30: Comparison of Flow Functions for Westcliff ROM Coal
with Kaolin (-4.00mm, Various Moisture Contents). 285
Appendix D
Figure D.l: Comparison of 8 for Various Coals (-2.36mm, 10%wb)- 287
Figure D.2: Comparison of 8 for Various Coals (-2.36mm, 15%wrb)- 287
Figure D.3: Comparison of 8 for Various ROM Coals (-4.00mm, 10%
and 15%wb). 288
Figure D.4: Variation of 8 with Moisture Content (-2.36mm). 288
Figure D.5: Variation of 8 with Moisture Content for Westcliff
ROM Coal (-2.36mm). 289
Figure D.6: Variation of 8 with Particle Top Size for Westcliff ROM
Coal (10%wb)- 289
Figure D.7: Variation of 8 with Particle Top Size for Westcliff ROM
Coal (15%wb)- 290
Figure D.8: Variation of 8 for Metropolitan ROM Coal with Particle
Top Size (10% and 15%wb)- 290
Figure D.9: Comparison of 8 for Three Coals with Similar Particle
Distributions (-2.36mm, 10% and 15%wb)- 291
Figure D.IO: Comparison of 8 for Westcliff Coal Tumbled and
Remixed (-2.36mm, 10% and 15%wb)- 291
Figure D.ll: Comparison of 8 for Coal Samples from the Clay Testing
Program (-4.00mm, 5%wb)- 292
Figure D.12: Comparison of 8 for Coal Samples from the Clay Testing
Program (-4.00mm, 10% and 15%wb)- 292
Appendix E
Figure E.l: Comparison for Various Coals (-2.36mm, 10%wb)- 294

XXll
Figure E.2: Variation of ^^ for MetropoHtan ROM Coal with Particle
Top Size (10% and 15%wb)- 294
Figure E.3: Comparison for Various Coals (-2.36mm, 15%wb)- 295
Figure E.4: Comparison for Three ROM Coals (-4.00mm, 10% and
15%wb)- 295
Figure E.5: Variation of (jj for WestcHff Coal with Particle Top Size
(10% and 15%wb)- 296
Figure E.6: Variation of ^^ for Appin and Westcliff ROM Coal with
Moisture Content (-2.36mm). 296
Figure E.7: Variation of (j) for Three Coals with Similar Particle
Disfributions (-2.36mm, 10% and 15%wb)- 297
Figure E.8: Comparison of ^^ for Westcliff Coal Tumbled and
Remixed (-2.36mm, 10% and 15%wb)- 297
Figure E.9: Comparison of (^^ for Coal Samples from the Clay
Testing Program (-4.00mm, 5%wb)- 298
Figure E.IO: Comparison of ^. for Coal Samples from the Clay
Testing Program (-4.00mm, 10% and 15%wb)- 298
Appendix F
Figure F.l: Variation of ^ for Various Coals (-2.36mm, 10%wb) ^^
Rusty Mild Steel. 300
Figure F.2: Variation of <^ for Various Coals (-2.36mm, 15%wb) on
Rusty Mild Steel, 300
Figure F.3: Variation of (j) for Various Coals (-2.36mm, 10%wb) on
304-2B Stainless Steel. 301
Figure F.4 Variation of (|) for Various Coals (-2.36mm, 115%wb) on
394-2B Stainless Steel. 301
Figure F.5: Variation of (j) for Various Coals (-2.36mm, 10%wb) on
Pactene. 302
XXlll
Figure F.6: Variation of ^ for Various Coals (-2.36mm, 15%wb) on
Pactene. 302
Figure F.7: Variation of <j) for Appin ROM Coal (-2.36mm) ar
Various Moisture Contents on Rusty Mild Steel. 303
Figure F.8: Variation of (|) for Westcliff ROM Coal (-2.36mm) at
Various Moisture Contents on Rusty Mild Steel. 303
Figure F.9: Variation of (j) for Westcliff ROM Coal (-2.36mm) at
Various Moisture Contents on 304-2B Stainless Steel. 304
Figure F.IO: Variation of (j) for Appin ROM Coal (-2.36mm) at
Various Moisture Contents on 304-2B Stainless Steel. 304
Figure F.ll: Variation of (j) for Westcliff ROM Coal (-2.36mm) at
Various Moisture Contents on Pactene. 305
Figure F.12: Variation of (j) for Appin ROM Coal (-2.36mm) at
Various Moisture Contents on Pactene. 305
Figure F.13: Variation of (|) for Westcliff Product Coal (10%wb) at
Various Particle Top Sizes on Rusty Mild Steel. 306
Figure F.14: Variation of (j) for Westcliff Product Coal (15%wb) at
Various Particle Top Sizes on Rusty Mild Steel. 306
Figure F.15: Variation of ^ for Westcliff Product Coal (10%wb) at
Various Particle Top Sizes on Pactene. 307
Figure F.16: Variation of (^ for Westcliff Product Coal (15%wb) at
Various Particle Top Sizes on Pactene. 307
Figure F.17: Variation of (t)for Westcliff Product Coal (10%wb) at
Various Particle Top Sizes on 304-2B Stainless Steel. 308
Figure F.18: Variation of ([) for Westcliff Product Coal (15%wb) at
Various Particle Top Sizes on 304-2B Stainless Steel. 308
Figure F.19: Variation of ^ for Three Coals with Similar Particle
Distributions (-2.36mm, 10% and 15%wb) on Rusty Mild
Steel. 309

XXIV
Figure F.20: Variation of (^ for Three Coals with Similar Particle
Disfributions (-2.36mm, 10% and 15%wb) on 304-2B
Stainless Steel. 309
Figure F.21: Variation of (l)for Three Coals with Similar Particle
Disfributions (-2.36mm, 10% and 15%wb) on Pactene. 310
Figure F.22: Variation of (() for Westcliff ROM Coal, Tumbled and
Remixed, (-2.36mm, 10% and 15%wb) on Pactene and
304-2B Stainless Steel. 310
Figure F.23: Variation of (> for Westcliff ROM Coal, Control and Coal
+ Fines Samples from the Clay Testing Program
(-4.00mm, 10% and 15%wb) on Rusty Mild Steel. 311
Figure F.24: Variation of (j) for Westcliff ROM Coal, Control and Coal
-f Fines Samples from the Clay Testing Program
(-4.00mm, 10% and 15%wb) on 304-2B Stainless Steel. 311
Figure F.25: Variation of <t) for Westcliff ROM Coal, Control and Coal
+ Fines Samples from the Clay Testing Program
(-4.00mm, 10% and 15%wb) on Pactene. 312
Figure F.26 Variation of (]) for Westcliff ROM Coal and Added Clays
from the Clay Testing Program (-4.00mm, 10% and
15%wb) on Rusty Mild Steel. 312
Figure F.27 Variation of (^ for Westcliff ROM Coal and Added Clays
from the Clay Testing Program (-4.00mm, 10% and
15%wb) on 304-2B Stainless Steel. 313
Figure F.28 Variation of <\> for Westcliff ROM Coal and Added Clays
from the Clay Testing Program (-4.00mm, 10% and
15%wb) on Pactene. 313
Appendix G
Figure G.l Comparison of Bulk Density Variations for Various
Coals (-2.36mm, 10%wb)- 315

XXV
Figure G.2 Comparison of Bulk Density Variations for Various
Coals (-2.36mm, 15%wb)- 315
Figure G.3 Comparison of Bulk Density Variations for Westcliff
Product Coal (15%wb) at Various Particle Top Sizes. 316
Figure G.4 Comparison of Bulk Density Variations for Westcliff
Product Coal (10%wb) at Various Particle Top Sizes. 316
Figure G.5 Comparison of Bulk Density Variations for Huntley
ROM Coal (-2.36mm) at Various Moisture Contents. 317
Figure G.6 Comparison of Bulk Density Variations for South Bulli
Product Coal (-2.36mm) at Various Moisture Contents. 317
Figure G.7 Comparison of Bulk Density Variations for Appin ROM
Coal (-4.00mm) at Various Moisture Contents. 318
Figure G.8 Comparison of Bulk Density Variations for
Metropolitan ROM Coal (-4,00mm) at Various Moisture
Contents. 318
Figure G.9 Comparison of Bulk Density Variations for Three Coals
at Similar Particle Disfributions (-2.36mm, 10%wb)- 319
Figure G.IO Comparison of Bulk Density Variations for Three Coals
at Similar Particle Disfributions (-2.36mm, 15%wb)- 319
Figure G.ll Comparison of Bulk Density Variations for Westcliff
ROM Coal, Tumbled and Remixed (-2.36mm, 10% and
15%wb)- 320
Figure G.12 Comparison of Bulk Density Variations for Westcliff
ROM Coal, Control and Coal + Fines Samples from the
Clay Testing Program (-4.00mm) at Various Moisture
Contents. 320
Figure G.13 Comparison of Bulk Density Variations for WestcHff
ROM Coal and Added Clays from the Clay Testing
Program (-4.00mm, 10%wb)- 321

XXVI
Figure G.14 Comparison of Bulk Density Variations for Westcliff
ROM Coal and Added Clays from the Clay Testing
Program (-4.00mm, 15%wb)- 321
LIST OF PLATES
Chapter 2
Plate 2.1: Microscope Photographs of Wall Materials Used in Wall
Friction Tests (x32 Magnification)
(a) Rusty Mild Steel, (b) 304 - 2B Stainless Steel.
(c) Pactene. 53
Plate 2.2: SEM Photographs of WestcHff ROM Coal, Control and
Tumbled Samples (x 250). 67
Plate 2.3: SEM Photographs of Westcliff ROM Coal (Control Sample)
and Coal Mixed with Kaolin.
(a) Control Sample (x285)
(b) Coal Mixed with Kaolin Sample (x285). 70
Plate 2.4: SEM Photographs of Westcliff ROM Coal (Control Sample)
and Coal Mixed with Kaolin.
(a) Control Sample (x2880).
(b) Coal Mixed with KaoHn Sample (x2880). 71
Chapter 7
Plate 7.1: View of the Microcomputer Design System 163
Plate 7.2: View of the Microcomputer Displays, Highlighting the
Dual Screen Configuration 164

LIST OF TABLES
XXVll
Chapter 1
Table 1.1: Characteristics of Mass Flow and Funnel Flow Bins.
Chapter 2
Table 2.1:
Table 2.2:
Table 2.3:
Table 2.4:
Table 2.5:
Table 2.6:
Table 2.7:
Table 2.8:
Chapter 3
Table 3.1:
Details of Coal Samples used in the Flow Property
Testing Program.
Summary of the Mean Flow Property Values from the
Experimental Flow Property Testing Program (Mean
Value (Standard Deviation)).
Variation of Unconfined Yield Stress,a , with Moisture ' c
Content and Sample Top Size (at o^ = 5.0 kPa).
Variation of Unconfined Yield Stress, (Time Storage
Conditions), a , with Moisture Content and Sample
Top Size (at a^ = 5.0 kPa).
Variation of Effective Angle of Internal Friction, 8, with
Moisture Content and Sample Top Size (at Oj = 5.0 kPa).
Variation of Static Angle of Internal Friction, (1) , with
Moisture Content and Sample Top Size (at CT^ = 5.0 kPa).
Variation of Kinematic Angle of Wall Friction, (\>, for
304-2B Stainless Steel, with Moisture Content and
Sample Top Size (at Oj = 5.0 kPa).
Variation of the Compressibility Constant, 'b', with
Moisture Content and Colliery.
Summary of the Critical Hopper Geometry Parameters
from the Experimental Coal Testing Program (Mean
Value (Standard Deviation)).
32
42
43
45
47
49
59
62
83

XXVlll
Chapter 4
Table 4.1:
Table 4.2:
Table 4.3:
Table 4.4:
Flow Property Equations for Design Example.
Convergence to the Critical Value for the Design
Excimple, with Constant Wall Friction.
Convergence to the Critical Value for the Design
Example, with Variable Wall Friction.
Variation of Outlet Dimension and Hopper Wall Slope
with Increasing Major Consolidation Stress for the
Design Example.
Chapter 6
Table 6.1: Comparison of the Rosin-Rammler Particle
Disfribution Parameters for Coals Tested (As Received
Condition).
Table 6.2: Mean Values of Mass Flow Hopper Geomefry
Parameters, Within a 90% Confidence Interval, for
Coals Tested at Various Moisture Contents.
Table 6.3: Range of Flow Factor Values at the Critical Design Point
for Axisymmetric and Plane Flow Hoppers at Various
Moisture Contents.
Chapter 7
Table 7.1: Typical Empirical Flow Property Equations.
Appendix A
Table A.l: Suggested Forces for Shear Testing of Coal.
Table A.2: Example of Raw Test Data for Yield Loci at Three
Consolidation Levels, and Final Prorated Values.(An
Forces in Newtons).
113
116
116
118
140
144
152
170
248
254

XXIX
Table A.3: Coordinates of Three Yield Loci Defining the
Instantaneous Flow Function of the Example (Force
Units),
Table A.4: Coordinates of Three Yield Loci Defining the
Instantaneous Flow Function of the Example (Stress
Units).
255
255
Appendix H
Table H.l: Summary of Mass Flow Hopper Geometry Parameters
for Coalcliff ROM Coal, for Various Moisture Contents
and Sample Particle Top Sizes, 322
Table H.2: Summary of Mass Flow Hopper Geometry Parameters
for South BuUi Product Coal (-2.36mm Test Sample). 323
Table H.3: Summary of Mass Flow Hopper Geometry Parameters
for Huntley ROM Coal, (-2.36mm Test Sample). 324
Table H.4: Summary of Mass Flow Hopper Geometry Parameters
for Mefropolitan ROM Coal (10% w.b. Moisture
Content). 325
Table H.5: Summary of Mass Flow Hopper Geometry Parameters
for Metropolitan ROM Coal (15% w.b. Moisture
Content). 326
Table H.6: Summary of Mass Flow Hopper Geometry Pcirameters
for Appin ROM Coal (6% w.b. Moisture Content). 327
Table H.7: Summary of Mass Flow Hopper Geometry Parameters
for Appin ROM Coal (10% w.b. Moisture Content). 328
Table H.8: Summary of Mass Flow Hopper Geometry Parameters
for Appin ROM Coal (15% w.b. Moisture Content). 329
Table H.9: Summary of Mass Flow Hopper Geometry Parameters
for Westcliff ROM Coal (6% w.b. Moisture Content). 330

XXX
Table H.IO: Summary of Mass Flow Hopper Geometry Parameters
for Westcliff ROM Coal (10% w.b. Moisture Content). 331
Table H.ll: Summary of Mass Flow Hopper Geometry Parameters
for Westcliff ROM Coal (15% w.b. Moisture Content). 332
Table H.l2: Summary of Mass Flow Hopper Geometry Parameters
for WestcHff Product Coal (6% w.b. Moisture Content). 333
Table H.l3: Summary of Mass Flow Hopper Geometry Parameters
for Westcliff Product Coal (10% w.b. Moisture Content). 334
Table H.14: Summary of Mass Flow Hopper Geometry Parameters
for Westcliff Product Coal (15% w.b. Moisture Content). 335
Table H.15: Summary of Mass Flow Hopper Geometry Parameters
for Comparison Between Three Different Coals, at
similar Particle Distributions and Moisture Contents
(-2.36mm Test Sample). 336
Table H.16: Summary of Mass Flow Hopper Geometry Parameters
for Westcliff ROM Coal Tumbled and Remixed,
(-2.36mm Test Sample). 337
Table H.l7: Summary of Mass Flow Hopper Geometry Parameters
for Preliminary Free Ash Test Westcliff ROM Coal
(-4.00mm Test Sample). 338
Table H.l8: Summary of Mass Flow Hopper Geometry Parameters
for Westcliff ROM Coal + Kaolin, (-4.00mm Test
Sample). 339
Table H.19: Summary of Mass Flow Hopper Geometry Parameters
for WestcHff ROM Coal + Bentonite, (-4.00mm Test
Sample). 340
Table H.20: Summary of Mass Flow Hopper Geometry Parameters
for Westcliff ROM Coal Control and Coal + Fines
Samples for Coal + Free Clay Program, (-4.00mm Test
Sample). 341
xxxi
Appendix I
Table LI: FORTRAN Subroutines of Program FP. 342
Appendix J
Table J.l: FORTRAN Subroutines of Program BD. 353

XXXll
N O M E N C L A T U R E
A
b
B
B,
B ct
B.
B Pt
f
t
C
c
D
F
ff
FF
FF
g
h
H
HGI
H(a)
L
coefficient of the three parameter empirical equation
: compressibility constant exponent used to relate bulk density to
consolidation stress
: intercept of the linear empirical equation
: critical arching dimension (width or diameter) for a mass flow
hopper
: coefficient of the three parameter empirical equation
: critical arching dimension for an axisymmetric hopper
: critical arching dimension for an axisymmetric hopper under
time storage conditions
: critical arching dimension for a plane flow hopper
: critical arching dimension for a plane flow hopper under time
conditions
coefficient of the three parameter empirical equation
coefficient of the Warren Spring yield locus equation
critical piping or ratholing dimension for funnel flow
unconfined yield force under instantaneous conditions
flow factor for a converging flow channel
flow function for a bulk solid
time flow function
acceleration due to gravity
depth variable in vertical section
height of mass flow cylinder
total height of funnel flow bin
: effective consolidation head of material, funnel flow design
: Hardgrove Grindability Index
: design function of a and hopper outlet shape [1]
: length of hopper outlet slot for plane flow hopper

xxxiii
m : hopper outiet shape, axisymmetric (m=l) or plane flow (m=0)
: gradient of the linear empirical equation
n : size distribution parameter from Rosin-Rammler Distribution
: coefficient of the Warren Spring yield locus equation
: number of readings of statistical distribution
R : % weight retained on a sieve aperture, Rosin-Rammler
Distribution.
^a : the arithmetic mean of the profile height deviations of a surface
S : steady state shear force during the "shear consolidation" phase of
shear test
selected " ^^^ value of S selected for a particular level of consolidation and
used for prorating (Sj) ^ ^ values.
S. . : an uncorrected value of S determined from the shear test test
Sj : maximum value of shear force obtained during the "sample
shear" phase of the shear test
(S) ^ i'prorated
: a corrected value of Sj obtained using the prorating technique
(S.) gg : an uncorrected value of S determined from the shear test
T : coefficient of the Warren Spring yield locus equation
V : vertical force due to total vertical load applied at shear plane
during the 'shear consolidation' phase of the shear test
V^ : vertical force due to the mass of the shear lid, shear ring and bulk
solid above the shear plane (that is, contained within the shear
ring)
V^ : vertical force due to the weight applied to the shear lid during the
shear consolidation phase of shear test
V : vertical force due to the weight applied to the twisting lid during
the pre-consolidation phase of shear test

XXXIV
Vu : vertical force due to the weight applied to the shear lid during the
sample shear phase of shear test
V. : vertical force due to total vertical load appHed at shear plane
during 'sample shear' test; (V.) = V ^ + Vj j
V^ : major consoHdating force on sample
X : mean value of a distribution
X : sieve aperture under consideration, Rosin-Rammler Distribution
X : size modulus for Rosin-Rammler Distribution
a : half angle of hopper or slope of hopper wall measured from the
vertical
a : half hopper angle for axisymmetric hopper
a . : half hopper angle for axisymmetric hopper for time storage
conditions
a : half hopper angle for a plane flow hopper
a ^ : half hopper angle for a plane flow hopper for time storage
conditions
7 : weight bulk density of a bulk solid
8 : effective angle of internal friction of a bulk solid
(j) : kinematic angle of wall friction developed between a hopper wall
and a bulk solid
(|)j : static angle of internal friction
p : bulk density of a bulk solid
PQ : characteristic bulk density value from bulk density variation
equation
normal stress
standard deviation of a disfribution
Op : characteristic sfress value from the bulk density variation
equation
Oj : major consolidation stress
Gj : major stress acting at the abutment of a cohesive arch

XXXV
a : unconfined yield stress of a bulk soHd
a j : unconfined yield stress of a bulk solid under conditions of time
storage at rest
X : shear sfress

CHAPTER 1
INTRODUCTION
The quantities of Ausfralian coal, which pass through surge and
storage bins annually is considerable and continually increasing. This trend
applies not only to the coal producers and export market facilities, but to
coal users in such industries as steelmaking, electricity generation and
cement manufacture. The achievement of reliable gravity flow is essential,
particularly with the increasing size of the storage units and the automation
of bulk solid material handling and processing systems.
These trends are exacerbated when from a flow or 'handleability'
viewpoint it may be considered that the quality of coal is reducing in
present times. This is due to a number of factors, including modern coal
mining techniques and increasingly efficient froth flotation techniques in
coal preparation plants producing finer coal, and, the acceptance of coal with
higher ash contents as being a marketable proposition.
The present state of the art for the design of storage bins for
reliable flow and structural integrity require complete flow property tests to
be carried out on each new bulk solid considered. With due attention to the
bulk solid flow properties, designs often can be achieved that utilise gravity
for reliable flow. Within this scenario it would be advantageous if the
major physical variables of coal and their influence on the flow properties
were to be identified and assessed with a view to reducing the sample
testing required and developing standard design rules and rationale.
In the field of bulk solids handling it is essential that both the
storage and the discharge from storage of materials is carried out in an
effective and efficient manner. However, it is known that flow out of bins

2
and hoppers is often unreHable and as a result considerable costs can be
incurred due to the consequential losses in production. This is very often
the case with coal handling plant due to the cohesive and variable nature of
coals. Problems that commonly occur in the operation of storage bins
(including solids segregation, erratic flow, flooding, arching, piping and
adhesion to the bin wall) can reduce the bin capacity below the designed
values, or lead to flow blockages. In most cases the problems that occur in
practice are due to inadequate design analysis compounded by a lack of
knowledge or appreciation of the relevant flow properties of the materials.
All too often the design of bins and hoppers for the storage of coal has been
treated empirically with little or no regard for the relevant flow properties
and the fundamental concepts of the behaviour of bulk solids.
In recent years significant advances have been made in the
development of the theories and associated analytical procedures to describe
the behaviour of bulk solids under the variety of states that are encountered
in materials handling operations. Of particular note is the pioneering work
of Dr. A.W. Jenike and his colleague Dr. J.R. Johanson in the formulation of
comprehensive mathematical models describing the flow of cohesive bulk
solids from bins and hoppers and the required associated design procedures.
The Jenike theory has precipitated a great deal of research
throughout the world on problems associated with the storage and flow of
bulk solids. As a result there are now well established testing techniques for
the measurement of bulk solid strength and flow properties and
industrially proven procedures for bin design and evaluation.
For the purpose of providing a suitable background to the
investigations covered in this work a brief overview will presented of the
philosophy of bin design, the experimental techniques for flow property
determination and application of the flow properties to hopper design.

3
Readers are also referred to References [ 1 - 4 ] where the general theories
pertaining to the gravity flow of bulk solids in hoppers and the associated
design procedures are documented more fully.
1.1 BIN DESIGN PHILOSOPHY
The design of storage bins for bulk solids is basically a four step
process:
• Determination of the strength and flow properties of the bulk
solids for the worst likely conditions expected to occur in practice,
• Determination of the bin geometry to give the desired capacity, to
provide a flow pattern with acceptable characteristics and to
ensure that the discharge is reliable and predictable.
• Estimation of loadings exerted on the bin walls and the feeder
under operating conditions.
• Design and detailing of the bin structure.
It is important that all bin design problems follow the above
procedures. When investigating the required bin geometry, it should be
assumed that gravity will provide a reliable flow from storage. Not until it
has been demonstrated that the gravity forces available are insufficient to
provide reliable flow should more sophisticated reclaim methods or flow
aids be investigated.
1.1.1 Bin Flow Patterns
Following the definitions of Jenike, there are two basic modes of
flow, mass flow and funnel flow. These are illustrated in Figure 1.1. Each
mode has its own advantages and disadvantages and it is important that
designers and operators of bins be aware of their individual characteristics

Total capacity live
Central How channel Tendency to pipe
Dead capacity I ikiey
(a) Funnel-Flow lb) Mass - Flow
Figure 1.1 Flow Patterns in Symmetric Funnel Flow and
Mass Flow Bins.

MASS FLOW FUNNEL FLOW
Total bin contents live
Flow pattern predictable and reliable.
Outlet size to prevent cohesive arching
and is relatively small.
Wall loads more predictable when flow
pattern is symmetric.
First - in, first - out flow pattern; required
when segregation, product deterioration
are problems or fine powders are to be
handled.
Requires steep smooth hoppers with
protection of hopper walls from impact
wear and corrosion.
Detailing of bin structure important to
ensure mass flow is maintained.
Abrasive wear of hopper may be a problem
with some bulk solids.
May be difficult to achieve satisfactory
geometry for large storagess, without
requiring excessive heights.
Hopper wear and flow problems can occur if
feeder design prevents mass flow operation.
Unless outlet size exceeds critical
rathole dimension a considerable
percentage of the contents may be
non-reclaimable.
Flow pattern is variable and difficult to
predict. Depends on the time history of bin
operation since last emptied.
Last - in, first - out flow pattern promotes
segregation, product deterioration, bin
corrosion in dead regions, flooding of fine
powders.
Feeders are larger and more expensive
than mass flow.
Wall loads difficult to predict, especially
if bin and/or flow pattern is non -
symmetric.
Capable of storing large
quantities of bulk solid which
can be gravity reclaimed if
free - flowing.
Bin wear can be a problem if flow pattern
causes high velocities down a segment of
the bin wall. This situation is promoted by
outloading chutes or incorrectly designed
feeders.
Table 1.1: Characteristics of Mass Flow and Funnel Flow
Bins.

as these can have a significant effect on bin performance. Some of these
characteristics are summarised in Table 1.1. In mass flow the bulk material
is in motion at substantially every point in the bin whenever material is
drawn from the outlet. The material flows along the walls of the bin and
hopper (ie. the tapered section of the bin) forming the flow channel. Mass
flow occurs when the hopper walls are sufficiently steep and smooth and
there are no obstructions to flow, such as abrupt transitions or inflowing
valleys.
Funnel flow (or core flow), on the other hand, occurs when the
bulk solid sloughs off the surface and discharges through a vertical channel
or pipe which forms within the material in the bin. This mode of flow
occurs when the hopper walls are rough and the slope angle (a) is relatively
flat. The flow is erratic with a strong tendency to form stable pipes which
obstruct bin discharge. When flow does occur, segregation takes place, there
being no remixing during flow. It is an undesirable flow pattern for many
bulk solids, however, it has advantages of minimal bin wall wear, being less
costly and having reduced height requirements than for similar tonnage
mass flow designs.
Mass flow bins are classified according to the hopper shape and
associated flow pattern. Typical mass flow bins are shov^m in Figure 1.2. The
two main types are conical hoppers, which operate with axisymmetric flow,
as in Figure 1.2(a), and wedge-shaped or chisel-shaped in which plane flow
occurs, as in Figure 1.2(b). In plane flow bins the hopper half angle a is
approximately 10 larger than that for corresponding conical hoppers.
Therefore, they offer larger storage capacity than for a conical hopper for the
same headroom, although this advantage is sometimes offset by the long
slotted opening which can cause uneven feed problems. The transition
hopper, which has plane flow sides and conical ends, offers a more

(a) Conical Hopper
(c) Transt'iion Hopper
b) Wedge Hoppgr
(d) Chisel Hopper
Note For Wedge and Pyromid
Hoppers, volleys should hove
generous rodii or f i l le ts.
L i3B„
,~^. . ,. (e) Pyramid Hopper I Vollf| Af>ql«l '- L-L
Figure 1.2: Mass Flow Bin and Hopper Shapes.

8
acceptable opening slot length, and allows bin diameters larger than slot
outlet length. Pyramid-shaped hoppers, while simple to manufacture, are
undesirable in view of the build-up of material that is likely to occur in the
inflowing valleys which represent high wall friction regions.
The limits for mass flow depend on the half angle a, the wall
friction angle (j) and the effective angle of internal friction 8. In the case of
conical hoppers the limits for mass flow are clearly defined and quite
severe, as illustrated in Figure 1.3. Plane flow or wedge shaped hoppers
have similar limits for mass flow but these are much less severe [3,41.
Funnel flow bins are characterised either by squat hopper
proportions or flat bottoms. For funnel flow bins to operate satisfactorily it
is necessary for the opening size to be at least equal to the critical pipe
dimension D . This will ensure that the material will not form a stable pipe
but rather one which will always collapse and allow complete or acceptable
discharge. However, for many materials the minimum pipe dimension Dc
is very large, rendering funnel flow bins impractical. This is certainly the
case, for many coals which, at higher moisture levels, are known to have
critical piping dimensions of several metres.
Where large quantities of the bulk solid are to be stored, the
expanded flow bin, as illustrated in Figure 1.4, is often an ideal solution.
This bin combines the storage capacity of the funnel flow bin with the
reliable discharge characteristics of the mass flow hopper. It is necessary for
the mass flow hopper to have an entry diameter at least equal to the critical
piping dimension D£ at the transition with the funnel flow section of the
bin. This ensures that the flow of material from the funnel flow or upper
section of the bin can be fully expanded by the mass flow hopper. The
expanded flow bin concept may also be used to advantage in the case of bins

I I I I I I I II I I I I I I — I I I I I — 1 — I I I I — 1 — I — I — I I ' ' ' I ' ' ' ' I ' ' ' ' I
en az UJ Q-Q_ o X
(n oc UJ Q_ Q_ O H
o
(S
ID CO C9 CS3
S33yD3a - NOIiDiyj 11BM JO 310NB 3IitiW3NIM
Figure 1.3: Wall Slope Limits for Mass Flow in
Axisymmetric and Plane Flow Hoppers.

10
Flaf or Conical
Flow Ftitterns
Figure 1.4: Flow Pattern in a Symmetric Expanded Flow
Bin.

11
or bunkers with multiple ouflets providing the design and operation
ensures that the flow channels of adjacent ouflets merge.
1.1.2 Determination of Flow Properties of Bulk Solids
In order to design storage bins and associated handling systems it is essential
that the flow properties be determined by the testing of a representative
sample. The sample tested consists of the fines of the bulk solid, usually the
-2.36mm or -4.00mm fraction. This approach is taken because it is
considered that the cohesive strength of a bulk soHd can be attributed to the
fines content. For a material to shear and flow the cohesive strength of the
fines must be exceeded to allow the shearing action between the coarser
fraction to take place.
The following flow property tests provides the designer with such
parameters as:
• Flow Functions (FF) for instantaneous and simulated time
storage conditions at rest for low and high consolidation
pressures. The flow functions provide a graphical representation
of the variations in bulk solid strength with the changes in major
consolidation stress occurring under storage and flow conditions.
• Effective Angle of Internal Friction (8),
• Static Angle of Internal Friction (^^).
• Kinematic Angle of Wall Friction ((j)) for different bin wall
materials and surface finishes.
• Bulk Density (p) as a function of consolidation pressure.
The flow properties Hsted above are determined using a Jenike-type Direct
Shear Tester except for the bulk density variation which is determined
using the Jenike Compressibility Tester. The flow properties are generally
expressed as a function of the major consolidation stress or pressure since
design procedures to determine critical bin and hopper geometries take

12
account of the variation with major consolidation stress. Figure 1.5 presents
the general form and trends of the flow properties with major consolidation
stress. Details of the procedures used for flow property testing are given in
References [3,4].
1.1.3 Determination of Bin Geometry
Once the various flow properties have been obtained it is then
possible to determine the required bin shape to provide mass flow, funnel
flow or expanded flow.
Based on the operating constraints and the bulk solid
characteristics indicated by the flow properties, the particular form of storage
bin must be decided. Often in more recent times, industry has required the
design of new storage facilities to provide mass flow operation. This is a
misconception; funnel flow or expanded flow concepts can be successfully
utilised provided attention is paid to the principles of bulk solids flow and
the relevant flow properties. The use of mass flow facilities is more
expensive than a corresponding funnel flow installation in terms of the
required headroom for a given volume (due to the steep hopper walls), the
installation of low wall friction liners in the hopper, the high stress
loadings at the transition and often higher feeder loadings, and the extra
attention required for the construction, installation and maintenance of the
internal surfaces.
A decision flow chart has recently been developed by Carson [51,
and is presented in Figure 1.6. This procedure details the correct priority of
the available design options to ensure the most economical storage facility
is achieved. Unfortunately, for the handling of coal, particularly with high
fines content and moisture content the extremely large ratholing diameters

13
^ 1000
i?^ 900
!::: 800 to
1 700
S 600
60
c§ 50
^ 40
50
40
^ 30
20
10
25
•^ 20 to to
S 15 to
9 g 10
1 3 5:
-
-
-
1
1 1
1 1 1 1 I I 1 1
-
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 • '
-—— . s
r 1 1 1 1 1 1 1 1
"V
1
1 1
1 ,, .
1 1 1 1 1 1 1 1
^RUSrr MILD STEEL
--••• PACTENE
^304 2'B STAINLESS STEEL .
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
i DAY TIME FLOW FUNCTION.,^^^^^^^ ""'^
^^'^^^^^^^^^-^"^'^^INSTANTAHCOUS FLOW ^^^;:::^>^^ FUNCTION
1 1 1 1 1 1 1 1
10 15 20 25 30 35 40 45 MAJOR CONSOLIDATION STRESS-kPa
50
Figure 1.5: Typical Coal Flow Properties.

14
Is segragqtion linportgnt? |-
m. -nye^
Uill tho malarial degrade with extended gjorage time?
Cno^
is the fines level greater than 10^ through a 150 XM (. 100 mash) screen? -•ruea
Is accurate feed rate con troI i mpor tanI? -(MD-
ITpy the Funnel Flow Btn Design Procedure |
I Is the required feeder size adequate for your flow rate?
cm
Vou likely have the least costly bin design for this material.
fit an affective head of 3m <I0 ft>, is the critical rathole greater than 3ni < 10 ft)?
^p Mill moderate segregation cause process problems?
Cnp Can the bin I eve I be Iowered per i odIca11y to ensure movement of ai i material?
C ^
v _ J ^^^ Expanded Flow Bin "^—' Design Procedure.
Dse Doss Flo« Bin Design Procedure as t h i s is tlie only type of b in for I t i i s m a t e r i a l .
Is the out le t large enough to provide the maxImum required discharge rate? -Cno>
Enlarge the outlet or use an air permeation system.
^
Is the lowest speed of the selected feeder reasonable for the flow rote required?
s. <MD-
Vou likely have the best bin design for this material.
Repeat the design procedure using the continuous flout properties of the material with an overpressure factor of at least 25Ji. Use i\om aids to dislodge material after lime of storage ot rest. This will allow the use of a smaller feeder thus Increasing Its speed.
Figure 1.6: A Procedure to Design Bins and Feeders
(Carson[5]).

15
encountered and the threat of spontaneous combustion, usually precludes
the use of funnel flow designs. For these reasons the design procedure for
funnel flow bins will not be included. Details on funnel flow design are
presented in References [3, 41.
1.1.4 General Design Procediu-e for Mass Flow Geometry
The aim of mass flow design is to determine the hopper
geometry, in particular the hopper half angle a and the opening size B, so
that a stable cohesive arch cannot form over the outlet and that the entire
contents of the bin are in motion when discharge occurs. Two parameters
are important: firstly the 'flow function', FF, representing the strength of
the material as previously described, and secondly the 'flow factor', ff,
which describes the stress condition in the hopper during flow. The flow
factor is given by:
ff = =r (1.1) ^1
The flow factor is represented as a ray from the origin (with a -1 ^1
slope of tan ( — )), and is shown, together with the flow function, in Figure
1.7. The flow factor depends on the wall friction angle (|), the hopper half
angle a and the effective angle of internal friction 5. The determination of
the flow factor is described in Reference [31 which also presents the
associated flow factor charts.
By utilising a flow-no flow concept (Figure 1.7), the stiength of the
bulk solid (as represented by the flow function), is compared with the
stresses imposed by the hopper (represented by the flow factor). Referring to
Figure 1.7, flow will occur when the major stress acting at the abutment of
the cohesive arch o^ imposed by the hopper exceeds the unconfined yield
stress of the bulk solid o^ causing the cohesive arch to fail.

16
5,' a.
c
1
Critical 5, = cr .
Con d it io n ^^ ..-- ;;;;
y^y^
y ^ NO-FLOW
i\ y
^^'^
?\sy^
<M I B
^^j^azzaoii /
^ . 0-. Cohesive
Arch
Figure 1.7: The Flow - No Flow Criteria for Mass Flow
Hopper Design.
17
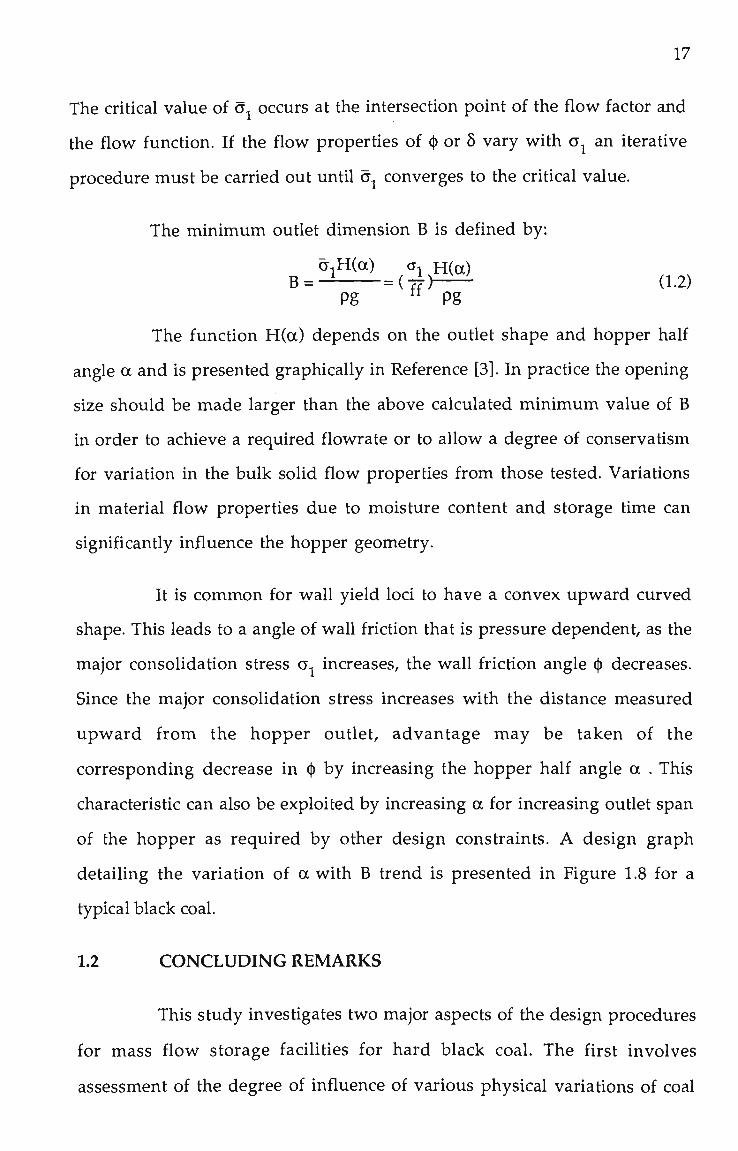
The critical value of a^ occurs at the intersection point of the flow factor and
the flow function. If the flow properties of (]) or 6 vary with CT^ an iterative
procedure must be carried out until Oj converges to the critical value.
The minimum outlet dimension B is defined by:
B = ^ l 2 ^ = ( | ) ^ (1.2) Pg " Pg
The function H(a) depends on the ouflet shape and hopper half
angle a and is presented graphicaUy in Reference [3]. In practice the opening
size should be made larger than the above calculated minimum value of B
in order to achieve a required flowrate or to allow a degree of conservatism
for variation in the bulk solid flow properties from those tested. Variations
in material flow properties due to moisture content and storage time can
significantly influence the hopper geometry.
It is common for wall yield loci to have a convex upward curved
shape. This leads to a angle of wall friction that is pressure dependent as the
major consolidation stress o^ increases, the wall friction angle (^ decreases.
Since the major consolidation stress increases with the distance measured
upward from the hopper outlet, advantage may be taken of the
corresponding decrease in (j) by increasing the hopper half angle a . This
characteristic can also be exploited by increasing a for increasing outlet span
of the hopper as required by other design constraints, A design graph
detailing the variation of a with B trend is presented in Figure 1.8 for a
typical black coal.
1.2 CONCLUDING REMARKS
This study investigates two major aspects of the design procedures
for mass flow storage facilities for hard black coal. The first involves
assessment of the degree of influence of various physical variations of coal

18
hi
az LU
a
tx 0_
UJ Q-0 . O X
u. a tu _j u z cr
en X
4 2 . 5
4 0 . 0
3 7 . 5
3 5 . 0
3 2 . 5
3 0 . 0
2 7 . 5
2 5 . 0
22 . %
: - i - | 1 1 1 1 i - r '
lllllllll
ll
ll
ll
ll
l
r /
ll
ll
ll
ll
l lllllllll
'I'I
'I'I
'
I / • . 1 . 1 . 1 . 1 .
• I ' I ' I ' I '
/ - ^
• I •
1 f 1 1 1 1 i - i I
2 .
I . l .
' I ' I ' I ' I '
• 1 • '
- 1 1 > 1 I I 1 1 1 .
lllllllll
ll
ll
ll
ll
l l
ll
ll
ll
ll
-i 1
ll
ll
ll
ll
l l
ll
ll
ll
ll
• 1 . 1 . 1 . 1 . "
K E Y :
~- 1 M = 1 . Wal I H a t I : 3 0 4 - 2 B SS 2 . M = 0 . No! I M a t t : 3 0 4 - 2 B S3
OUTLET DIMENSION - B". (METRES) 5.
PLOT OF RLPHR FOR VRLUE5 OF B GRERTER THRN THE CRITICAL BULK SOLID: RUN OF MINE CORL 11.8X W-B.
Note! M=0 Plane Flow. M=l Conical Hopper.
Figure 1.8: Design Graph for the Variation of Hopper WaU
Slope with Ouflet Dimension (for values of B
Greater than the Critical).

19
samples on the subsequent flow properties. Flow property testing can be
quite time consuming and expensive, particularly for large testing
programs, (as might be required for a storage bin at an export coal loading
facility). Identification of the most influential parameters will thus reduce
the testing required and allow the development of standard hopper design
rules.
The second aspect addressed is the current design procedures
used in the determination of mass flow hopper geometries. Although this
technology has now been available for the past thirty years, utilisation and
exposure to industry has been limited, due to somewhat complicated
manual design procedures or the inability to effectively apply computer
techniques. This work details the development of manual hopper design
nomograms and computer aided design programs to help address the
abovementioned shortcomings.
Literature surveys of relevant published material have been
included in the respective chapters to aid the continuity and presentation of
this study.

20
CHAPTER 2
EXPERIMENTAL INVESTIGATION OF THE FLOW
PROPERTIES OF BLACK COAL
2.1 INTRODUCTION
This study is concerned with the flow properties of hard black coal
which make up the major portion of Australia's steaming and coking coals
for the domestic and export markets. Coals below the rank of
sub-bituminous, such as brown coal and lignite will not be included.
The literature survey conimences with published literature prior
to development of the Jenike theories through to the present.
2.2 LITERATURE SURVEY AND IDENTIFICATION OF
VARIABLES
The handling and storage of coal has always presented industry
with problems of unreliable flow, spasmodic feeding and blocking of bin
outlets. For many years solutions to these problems were based on
mechanical devices, ranging from sledge hammers and air lances through
to vertically moving chains and vibrators. Presented below in chronological
order is a review of the literature detailing past studies with special
reference to papers concerning coal handling studies.
Early attempts of measuring the physical properties of coal were
frustrated because no general theory of gravity flow had been developed and
the application of soil mechanics testing equipment was too insensitive to
quantify the small stresses acting in cohesive arches. As a result, studies
such as those of Wolf and Hohenleiten [6] and Legget [71 concentrated on the
use of models to explore the mechanics of bulk solid storage and flow, most
findings generahy being inconclusive. However, these studies did identify

21
the importance of the surface moisture content and the fines content of coal
in leading to flow blockages. This agreed with findings in industry, for
example Legget notes that flow blockages occurred at the plant in question
after a certain moisture content was exceeded (6%). The bins used during
this era were generally of the funnel flow design, and commonly had
asymmetrically located outlets. Because these designs were far outside the
regions of mass flow (Figure 1.3) complete emptying would often not occur
for any combination of bin lining material, outlet dimension or the
addition of vibrators. With regard to improving the flow of coal from
bunkers before the development of the Jenike theory, one finds in the
literature such comments as 'the slope of the hopper is not a determining
factor' and 'expensive bunker linings are unnecessary since they do not lead
to flow [71
A notable study conducted on the handling of coal smalls was
reported by Hall and Cutress [8]. This study was hampered similarly by the
non-existence of a theory of gravity flow and sensitive laboratory
instruments. In measuring the fundamental physical properties of several
coals by triaxial tests, the results indicated only slight differences, for
materials which were known to behave quite differently in practice. Since,
previously,there had not been a standard method of measuring handleability,
they developed what has become known as the Durham Cone Index. This
index is equal to the time required to empty a small vibrated conical
hopper, the results for a given sample being found to be reproducible. The
tests also indicate, for different samples, significant differences in the
measured index corresponding to the known differences in the flow
properties of the respective samples. Variables of the coal samples
considered included the fines content (-500 |im), the moisture content, the
rank of the coal and the effect of addition of some quantities of oil.
Conclusions noted from the study in terms of the Durham Cone Index were
that for all coals tested the discharge time increases with moisture content

22
to a maximum then decreases, and the value of the maximum time reduces
and occurs at a lower moisture content with decreasing rank. Decreasing the
fines content decreased the discharge time to empty at all moisture contents
and considerably reduced the maximum value.
In addressing the observed trend of discharge time with moisture
content^ the authors provide a qualitative explanation in terms of the levels
of moisture film between the coal particles, ie. the variation from the
pendant to funicular condition and from funicular to capillary states of
moisture.
Although the Durham Vibrating Cone is still used, the method
only gives an indication of flowability for comparison between samples
where only one variable is changed. It is difficult to quantify the effect of
two or more variables on the samples' flowability. For the method to have a
more practical use^ a background of experience is required to relate the
discharge time from the vibrating cone to actual plant performance.
Two recent studies, Mikka and Smithan [91 and Crisafulli et al.
[101 have utilised the Durham Cone in assessment of coal handleability of
Australian black coal. In the case of Mikka and Smithan, the influence of
moisture content, particle size distribution, mineral content and coal
preparation matter reagents on handleability were investigated.
Considering the influence of coal particle distribution the handleability was
assessed by both the Jenike shear cell (assessment based on outlet dimension
B^ of a conical stainless steel bin) and the Durham Cone (assessment based
on discharge time). This study concluded the most significant variable
affecting the handleability of washed coal to be the particle distiibution. For
coals containing little or no fine particles (-500iim), handleability was found
to be insensitive to moisture content. However, at high levels of fines the
handleability was found to be extremely sensitive to moisture content.

23
Investigations by Crisafulli et al. [101 used the Durham Cone to
assess the extieme effect of moisture content on the handling of Walloon
coal from Queensland. This coal was particularly difficult to handle for
moisture contents above 9%, due to the high clay content (bentonitic types)
and its friable nature (Hardgrove Grindability Index, HGI, of 33).
At around the same period of the work of Hall and Cutress, Jenike
was developing his theory of gravity flow and the required experimental
procedures to measure the flow properties. These are covered in the
University of Utah Engineering Experiment Station Bulletins [1-31. A major
feature in the work of Jenike is the testing of the fines, justified by
recognising that the large particles move bodily while the material shears
across the fines. The coarse particles are a passive agent which do not
develop shear strength without the fines to bind them. He also stipulated
testing of the worst representative sample, in terms of physical parameters
such as moisture content, temperature and time storage at rest, to
determine the flow properties for bin design.
Using an annular shear tester (as compared to the direct shear
tester of Jenike). Jones [11] applied the theory of Jenike in investigating the
factors of moisture, particle size and ash content on the flow properties of
several British coals. His results indicated the most significant factor to be
the fines content (-63 |im considered) with ash content and moisture
(moisture content ranging from 0.5 to 7.6% free moisture only considered)
having negligible effect. Although this study was also designed to establish a
reliable handleability index, and, considered the Durham Vibrating Cone,
the flow function FF (from Jenike) and the Power Index 'n' (from the
Warren Spring Equation describing yield loci) no recommendations were
presented except to indicate disadvantages of the Durham Cone discharge
time.

24
A report compiled by Foster-Miller Associates [12] in 1981,
considering the increase of effective bulk density of coal nune car loads by
vibration included a section submitted by Jenike and Johanson Inc. on the
results of flowabUity tests of the coals considered. For comparison of the
tested coals, the flowability was expressed as the mmimum ouflet diameter
required for a conical mass flow bin for unobstiucted flow. This provided a
useful index which can be readily related to existing plant designs. The
signiflcant effect of moisture content on the flowabflity of coal was noted.
From a series of tests on two coals for a range of moisture contents, the
flowablHty varied from free-flowing for moisture contents below 5%, to
required ouflet dimensions of 4 to 7 feet in diameter for unobstructed flow
at the higher levels considered (15 - 22%).
It is apparent from the literature that moisture content is a major
factor affecting the flowability of coal. As stated by Royal and Costello [13]
only the surface moisture of coal directly affects the cohesion and friction
parameters. They considered methods of measuring the surface moisture of
coal (including air drying, heated ventilated oven and microwave) and
included preliminary correlations between surface moisture and the flow
properties of three coals (of lignite, sub-bituminous and bituminous rank).
Findings of the report state no correlation was found between surface
moisture and the flow test data. However, it is considered that this was due
to the wide range of coal rank considered and the low moisture levels
considered (typically 0 - 4% surface moisture). An important aspect raised in
[13] was the action of weathering and slacking, where coals stored in
stockpiles achieving a marked decrease in flowability over time.
The flow properties of Australian coals has recently been
investigated by Leung and Osborne [14]. They determined the flow
properties of four coals, namely, Tarong, Millmeran, Callide and Blackwater
using a Jenike Direct Shear Tester. The major conclusions noted were the

25
significant effect on the flow properties of the moisture content (7 - 21%
considered). the sample fines content (-212 |im) and the period of
consoHdation at rest (2 days considered). It was also reported that the
method of crushing should have no effect on the flow properties since litfle
difference in particle sphericity could be measured between particles
crushed by jaw and roller crushers. From a comparison of the four coals
considered, Blackwater presented the stronger coal, with no significant
differences between the other three.
Further consideration of the effects of moisture on the handling
of coal has been investigated by Day and Hedley [15] who developed a
computer simulation model. They noted from previous studies that
cohesion increases, passes a maximum and decreases as a function of
increasing moisture content. The computer model has enabled the cohesion
effects to be quantified in terms of the particle distribution and the angle of
contact between the water surface and the granular material.
A study [16] for the ETSI pipeline project in the USA (concerned
with the slurry transport of sub-bituminous coal), considered the handling
and storage problems of dewatered coal. Due to the fine particle sizing (finer
than comparable railed coal) and the moisture content it was realised
significant levels of cohesive strength could be achieved and must be taken
into account when designing bin and hopper outlets. The dewatered
pipeline coal had a design surface moisture content of 9 - 10% and particle
distributions of up to 23% passing a 45|im sieve. Lower moisture contents
could not be tolerated due to dust problems. Flow property testing of the
coal for increased moisture contents levels showed an increasing trend of
hopper outlet dimension for both instantaneous and time storage
conditions ranging from 1 foot to 4 feet diameter for 18%.

26
The effectiveness of chemical additives to enhance the flow
characteristics of coals under high moisture contents was also investigated.
Considering water absorbent polymers (which reduce the apparent surface
moisture) and surfactants (which reduce the cohesive strength of the water
film binding particles) both were found to effectively improve flow of coal
from hoppers. However, in view of their expense they were considered
unwarranted as the relevant flow property variation had been taken into
account in the design of the hoppers.
Reviewing the above literature, the most influential variables
appear to be the free surface moisture content, the particle distribution
(more specifically the fines content) and the time storage at rest. This
concurs with experience gained from industry. Variables affecting the flow
properties of coal can be considered under two groups, the physical
characteristics of coal and secondly, the characteristics imposed on the coal
from operating conditions and equipment. The first group includes the
variables of coal rank, maceral constituents, particle shape and ash content.
Variables that can be considered under the second grouping of
external influences include the use of chemical additives (for dust
suppression or increased flowability), time consolidation at rest, the
addition of moisture, the industrial processes of mining, washing and
crushing in determining the particle sizing, and the variation of different
angles of wall friction for different lining materials (a change of only a few
degrees can lead to the discharge pattern changing from mass flow to funnel
flow).
Arnold et al [17] recently completed an extensive testing program
to determine the influence of several of the above variables on the flow
properties of black coal from the Soutiiern Coalfield, Sydney Basin of New
South Wales. The experimental results were also applied to the

27
determination of the mass flow hopper geometry parameters of hopper
slope and outlet span allowing the influence of the variables to be further
assessed. The most significant variables were found to be the moisture
content, particle top size of test samples and time consolidation at rest.
The most recent and comprehensive review of the available
literature relating to the successful handling and storage of coal has been
compiled by Wood [18], The major findings of this report are that moisture
content and particle size are the major variables affecting coal flowability.
These two factors influence considerations such as the packing of the coal
particle assembly, size segregation during storage and flow.
Obviously the difference in flow properties between lignite and
anthracite requires no clarification; however, the variation caused from the
changes in rank from sub-bituminous, high volatile bituminous, medium
volatile bituminous and low volatile bituminous is more difficult to
identify. The variations of particle shape, constituents and friability are
interrelated due to the over-riding influence of the physical characteristics
of the macerals on such properties. The identification of these trends is
made more difficult because of the heterogenity of the coal constituents,
such that no general trends can be observed between coal basins, between
coal seams or, in extreme cases, the daily operation of mines,
2.3 A BRIEF DISCUSSION OF THE ILLAWARRA COAL MEASURES
Coal samples from the Southern Coalfields (Illawarra Measures)
of New South Wales were used for the flow property testing program to
assess the influence on the flow properties of the various factors
highlighted by the literature survey.
The Illawarra coal measures cover the south-eastern segment of
the well known Sydney Basin. Geologically the coal measures are of

28
Permian Age [19] and lie on the Shoalhaven group with Triassic rock
covering the coal. The measures form what is known as the Southern
coalfields and range in thickness from less than 150 metres in the south
near Dapto to over 300 meties in the north at Helensburgh [20,21]. Referring
to Figure 2.1 where it can be seen that there are many coal seams in the
measure, only four however are mined commercially; namely the Bulli,
Balgownie, Wongawilli and Tongarra Seams [22].
Characteristics of each of the coal seams are as follows [20,23].
• Bulli. This seam is identifiable over most of the coalfield and is
the most extensively mined. It consists essentially of clean coal
reaching 4 metres thick in the north and thinning to 0.3 metres in
the south. The coal produced is a low volatile type with medium
to high ash content. It is a prime coking coal and is categorised [24]
as SAA No. 4a22(2) to 4b43(3).
• Balgownie Consists of unhanded clean coal reaching over 1.5
metres thickness in the extreme north east but steadily decreases
to less than 0.3 metres south of Macquarie Pass. The coal from this
seam is a prime coking coal, low to medium volatile type with
medium ash content. It is categorised as SAA No. 4A43(2) to
4b43(2).
• Wongawilli This seam extends over the whole coalfield and
ranges in thickness from 6 metres in the south to 15 metres in the
north-east however, over most of the southern coalfield it is in
the range of 9 to 10.5 metres. The seam consists of coal plies of
varying qualities separated by bands of carbonaceous and
tuffaceous shales. The coal gained from this seam is a medium
volatile coking coal, with medium to high ash content. It is very
reactive and ideally suited for blending in large proportions with
high rank coking coal. It is classified as SAA 4B44(3) to 634(4).

29
SOUTHERN
in UJ
cr
< LU
<
o
<
<
< _ j
CL
O Q:
I
m
z Q >-
a. D O cc I
CD
(/)
Q Z < _J cc LJJ CD
o
BULLI S E A M ^ BALGOWNIE SEAM
WONGAWILLI SEAM
AMERICAN CREEK SEAM
TONGARRA SEAM
u. -i
WOONQNA SEAM g
CORDEAUX SEAM •¥
7r--V UNANDERRA
SEAM
•fv-
Figure 2.1: Stratigraphic Cross-Section of the lUawarra Coal
Measures of the Southern Coalfields [20].

30
• Tongarra This seam is a base member of the Illawarra coal
measures and varies in thickness from 1.2 to 6.7 metres. It is best
developed in the Tongarra-Avondale areas. The coal is of a low to
medium volatile type with medium to high ash content (below
20%). It is a stiong coking coal.
The coal from the Southern Coalfields has the highest rank in
New South Wales and as such is in high demand for both the local steel
industry and for export markets [22]. The coal is of a bituminous rank,
although in some areas higher rank coals exist. The coal rank increases
slightly from the south to the north of the coalfields [25].
The Illawarra collieries from which coal samples were obtained
(locations are detailed in Figure 2.2) are listed in Table 2.1, along with the
respective coal seams mined. As indicated in this table, most coals tested
were Run of Mine (ROM) samples collected from the raw coal circuit,
usually after the primary breaker.
2.4 SAMPLE PREPARATION AND FLOW PROPERTY TEST
SPECIFICATION
For convenience of sample collection and to remove such
considerations as rank variation and ash content (to some extent) from the
test program, coals from the Illawarra region were considered initially.
From each colliery sampled, up to three major sub-samples were divided
and prepared for testing. The following sub-samples were prepared: 100%
minus 1.00mm, 2.36mm and 4.00mm. Considerations for the selection of
these particle top sizes were:
• The -2.36mm sample was utilised as a datum measurement, since
this is the present standard top size used for the flow property
testing of bulk solids.

31
Loadcrt •hvfi"'"""\ c««i
I. k'embla
.-.r... . - ^ "V.*Jshellharbour -^Ibion Parl?^ / \ « ^ ^ 5 ^ ) ,
CO
Railways - Private Shown thua on i i t i i i i o do Public • ! 1 I .
Hiflhwava • H M ^ H M Other Roads M M I M M Location of Collieries 9°^(^ *• W^l^
LOCATION OF COLLIERIES NEW SOUTH WALES
D»N. FR 10*TI 4-6-71
tFW. J |DWt30-6-8C APPHOVtO FTR
JOINT COAL BOARD
PLAN N? DS-200" iHirr 1 OF I tHim
Figure 2.2: Location of CoUieries where Coal Samples were
obtained for the Flow Property Testing Progam
[23]

32
Colliery
Coalcliff
South Bulli
Huntley
Metropolitan
Appin
Westcliff
Coal
Product
Run of Mine
Run of Mine
Run of Mine
Run of Mine
Seam
BuUi
Bulli and Balgownie
Run of Mine and Product
Wongawilli
BuUi
Bulli
Bulli
Table 2.1 Details of Coal Samples used in the Flow
Property Testing Program.

33
• In recent times a tiend has developed using a sample top size of
-4.00mm to allow a less conservative assessment of the flow
properties. It is assumed that the larger particle size does not effect
the validity of shear measurements. This sample top size has
particular application in the testing of bulk solids that have a
wide range of particle sizes as would occur for ROM coal.
Comparison with the -2.36mm results would be useful in
highlighting relative trends with the -4.00mm results.
• The finer fraction sample was included to indicate the trends in
the flow properties for bulk solids with high proportions of fines.
The -1.00mm sample was considered as providing a realistic
upper bound for wall friction values and the flow functions. This
trend of finer coal is occurring in industry due to changes in
mining and coal preparation techniques. As noted by Nicol et al.
[26] the current trends indicate that fine coal (-0.5mm) now makes
up the greater proportion of raw coal output in some instances
up to 40% of preparation plant feed.
The sized sub-samples were generally tested at four different total
moisture contents (expressed on a wet basis): Air Dried (generally 1 to 2.5%),
6%, 10%, and 15%. For the coals tested, it was generally found that above
15% moisture content the samples became saturated, with free water
drainage. Also, 15% was generally the upper limit of moisture content for
commercial handling operations for hard black coal.
The following flow property tests were carried out on individual
coal sub-samples. Using a Jenike-type Direct Shear Tester:
• Instantaneous yield loci to provide the instantaneous flow
function and effective angle of internal friction (5).

34
• Time yield loci to provide the time flow function for a specified
time of consolidation at rest and the static angle of internal
friction ((]).). The standard time consolidation period for tests was
72 hours.
• Wall yield loci to provide the kinematic angle of wall friction
between typical bin wall materials and the bulk soHd. Typical
materials included rusty mfld steel, bright mild steel, bright
stainless steel (304-2B) and Pactene (UHMW Polymer). The wall
friction tests undertaken were for instantaneous conditions only,
and did not attempt to determine changes in wall friction due to
either time consolidation at rest or deterioration of the wall
surface when in constant contact with the coal.
Using the Jenike Compressibility Tester:
• Bulk density as a function of consolidation pressure
The particle size distributions of the samples were determined by
sieve analysis using the procedures detailed in BS 1796 : 1952 [27]. A sieve
analysis was conducted on the as received coal sample before any sample
dividing occurred. For preparation of the sub-samples, the as received
sample was brought to an air dried condition prior to being divided into the
required number of samples by the Cone and Quartering technique to
ensure samples had essentially the same particle distribution. Each sample
was then sieved to provide the required top size of the particle distribution.
In the preparation of the samples no grinding or crushing was carried out to
generate more fines, or to bring the sample within the required top size.
It must be noted that although the samples had the same top size,
variation existed in the actual particle distributions between colliery
samples. This is in accordance with current flow property testing practices
where the sample is prepared by removing that part of the material larger

35
than the required top size and the remaining distribution is tested in its as
received distribution. At a latter stage, effort was directed to ensuring the
same particle distribution and moisture contents were similar between
different samples.
The particle distributions of the coal samples tested are presented in
Rosin-Rammler Distribution format in Figures B.l to B.24, including the as
received coal sample particle distribution. The Rosin-Rammler Distribution
has the characteristic form:
R = 100e U J (3.2)
where
R = % weight retained on sieve aperture
X = sieve aperture under consideration
X = the size modulus
n = the size distribution constant.
A major advantage of the Rosin-Rammler Distribution is that for
broken coal, sieve data can be represented by a straight line and notated by
the two parameters X and n. This distribution form was derived to model
the brittle fracture of isotropic materials such as coal, providing no sieving
and no size separation has occurred. A disadvantage, however, with this
distribution form is that experimental scatter is always reduced by taking
logarithms, and so taking logarithms twice can lead to inaccura te
conclusions regarding particle distribution data.
The discussion provided by Winegartner [28] highlights the
advantages of correlating and presenting particle sizing information using
the Rosin-Rammler Distribution form. In particular the straight line form
can be conveniently used to solve a range of coal handling problems dealing
with breakage and degradation and trends in the fines proportion of coal

36
stocks. Examples of the output from a computer program developed to
determine the Rosin-Rammler distribution are included in Appendix B for
the coal sample particle distributions for the flow property tests. The
agreement of the sieve data with the Rosin-Rammler format is well
demonstrated, particularly for the ROM coal samples.
Although no attempt was made to ensure the test samples had
similar distributions, it is interesting to note how similar many of the
samples were after preparation. This occurred for the -2.36mm and -4.00mm
samples eg. comparison of Figures B.IO, B.14 and B.18,
2.5 EXPERIMENTAL RESULTS AND DISCUSSION OF FLOW
PROPERTIES
2.5.1 Instantaneous Flow Fvmction and Time Flow Function
The ability of a bulk material to flow is dependent on the strength
developed by the material due to consolidation and whether as a result of
this strength, the material is able to form a stable arch or pipe within the
bin. The unconfined yield stiength is a measure of the material's strength at
an unsupported free surface and is a function of the major consolidation
stress:
o^ = i(a^) (2.1)
The instantaneous flow function is a derived property, which is
determined from the instantaneous yield loci. These loci are determined by
shearing samples of the coal in a Direct Shear Tester for various
consolidation loads and represent the properties of the bulk solid relevant
to the state of continuous flow. The instantaneous yield loci simulate the
failure states for overconsolidated samples prepared at various
consolidation pressures and can be represented by a family of lines on the
State Boundary Surface of the bulk solid. Figure 2.3. The instantaneous yield

37
\ Project ion of CSL on a/C Plane
Cr i t i ca l State Line ICSL)
Roscoe-Surface
(Consolidat ion
Ult imate Tensile
S t reng th Line
Figure 2.3: The State Boundary Surface for a Bulk Solid.

38
loci as conventionally depicted in Figure 2.4, represent a projection of the
lines on the State Boundary Surface, onto the x- o plane. Although the yield
loci depicted on the state boundary surface represent ideal conditions,
observations made concerning them are helpful as guides for interpreting
the actual experimental data. While from a theoretical viewpoint, shear
testing is well developed, significant variation in results can occur due to
different operators and techniques used for interpretation of results.
Consequently standardised testing and interpretation techniques have been
developed which minimise operator dependent variations.
Details of the Standardised Procedure is presented in Appendix A.
This procedure has been used as the basis of the Draft Australian Standard
DR 86111: Flow Properties of Coal [29].
Figure 2.5 details the method of obtaining the coordinates for the
flow function from the instantaneous yield loci. The flow function is a plot
of the variation of the unconfined yield stress (a ) versus the major
consolidation stress (Oj). With respect to the compcirison of results, because
the determination of bin design for reliable flow relates directly to the flow
function, this property will be discussed in preference to the yield loci.
The low pressure flow functions determined from the
experimental tests are presented in Figures C.l to C.30. Straight lines have
been curve fitted to the data by a computer program described in Chapter 7.
The flow function can then be described by the intercept on the vertical axis
and the gradient or slope. To analyse trends, a useful technique is to
approximate the critical design point for mass flow design, as proposed by
Jenike [3] from his flow - no flow criterion, and discussed by Arnold et al. [4].
This critical point represents the stress conditions above which a stable arch

39
a: u tn en a. a
I
VI (n UJ DC
OC CC UJ X en
I I I I I ' I I I I I I I I I 11 I I I I I I I I I I I I I I I I I I I I I I I I I M I I I I I I I I I I I I I I I I ' " ' I I " " I
0. 1. 2. 3. 4. 5. 6. 7. B. 9. 10. 11. 12. NORMflL STRESS - KILOPRSCRLS
Figure 2.4: Instantaneous Yield Loci.
VI
u (n a OL
o
\-% •XL
1
«o tn UJ
Tfl
CO
a
UJ »-« V-
n UJ z »—« u. z o u z r>
6.
5.
4.
3.
2.
1.
u. 0. I. 2. 3. 4. 5. e. 7. e. g. l e . u . iz. MflJOn C0N90LIDRTI0N STRESS - KILOPRSCRLS
Figure 2.5: Instantaneous Flow Function (Coordinates
obtained from the Instantaneous Flow
Function).

40
cannot form, and is determined from the intersection of the flow function
with the relevant flow factor.
Experience has shown that for practical mass flow bin geometries
the hopper flow factor exists in the range of ff = 1.0 to ff = 1.3. These flow
factors have been included on the flow function graphs to allow a direct
appreciation of the coal strength in this particular design range.
The major influence of the sample moisture content is evident
from the figures. The instantaneous flow function of the air dried samples
approaches that of a simple bulk solid (flow function passing through the
origin), with little influence due to the sample top sizes. This indicates an
essentially free flowing bulk solid with negligible arching capabilities.
With an increase of moisture content to 6% total moisture, a
dramatic increase in the cohesion and subsequent rise in the unconfined
yield stress is displayed. At moisture levels of 10% and 15% the unconfined
yield strengths attainable continue to increase.
The figures indicate that the strength for some 15% samples are
reduced from the 10% level, while for other samples the opposite trend
applies. The gradient of the flow functions provide no definite trends except
those of the 15% samples are generally less than the 10% or 6% levels. The
higher coal strengths of the 15% samples are due to the high levels of
cohesion.
The three sample top sizes show little influence on the flow
function for the moisture contents of air dried and 6%, The results from the
different coals tested are similar. However, for the 10% and 15% samples the
effect of the finer -1,00mm samples leading to stronger flow functions is
readily observed. Figures C,21, C.22, C.25 and C.26 compare the flow
functions from different coUieries for -2.36mm and -4.00mm samples. The

41
flow functions of the -2.36mm samples at 10% and 15% display less
variation than the respective results determined for the -4.00mm test
samples. From the figures the range of unconfined yield strength for the
-2.36mm sample at 10% is approximately 1.5 to 5.0 kPa and 2.5 to 5.5 kPa for
15% moisture content. The range for the -4.00mm samples is approximately
1.5 to 5.0 kPa for 10% and 2.0 to 5.0 kPa for 15%. Comparison of the -2.36mm
and -4.00mm results indicate similar values and ranges although the
-4.00mm results were expected to be less than the -2.36mm sample.
Substantial increases in strength occurred for the -1.00mm
samples compared to the other two sizes, but only at the 10% and 15%
moisture contents. Comparison of Figure C.8 with C.9 for Appin ROM coal
and Figure C.ll with C.12 for Westcliff ROM coal indicates that the -1.00mm
results can be 1.0 to 1.5 kPa higher than the -2.36mm values over the range
of the displayed flow factors.
Table 2.2 presents a summary of the mean value and standard
deviation (bracketed) of each of the flow properties at three selected values
of Oj (2.5, 5.0, 7.5kPa). Referring to this table, the effect of the moisture
content coupled with the sample particle top size, on the instantaneous
flow function is well displayed.
Table 2.3 presents an excerpt of Table 2.2 for a^ = 5.0 kPa,
highlighting o values, bracketed values refer to the standard deviation.
This table indicates that with increasing moisture content, both a and the
respective standard deviation increase, the largest values of each occurring
for the -1.00mm sample. Considering the effect of the particle top size
relative to the -2.36mm sample the o^ values are 3.97 kPa and 4.37 kPa for
the 10% and 15% moisture contents respectively. Compared to these values
the -1.00mm values are +14.6% and +17.8%, and for the -4.00mm results
-1.8% and -6.2%.

42
s • •if
g
K \ S tT
S € t 2
«r
<§ !?
1*
Tes
t a
=5.0
kPa
i *'" S—
"i t 'o'
Tes
t =5
.0 k
P
1 "" q V (2
Flo
w
Pro
per
ties
ri 01
0
O ^ .a 0 2 T3
i <
o
5?
O
3
^^ O
O
o
» - f
o
o
j m ^
o
»-*
CM
d
0 0
d
N
g
,
! t H
CM
d
d
^ ^ ^ ^ ^ . v oe o ^ NO
• - ' r i • . - • - '
, * t>. o o\ « sf • - * ••f ^ c<i r<
t - i • * 0 0 t s
C M N © f - < O
(M 1 o in •4 ^ t^ o • * $ CO « s
<-!», - . ^ ..-*, ^ ^ 0 0 o
( S t o r j t-4
""^ (J^ 0 \ CO ^
9 « s5 a 9 v
0 » t ^ C3 O l
O * « i-t f O • ^ CO ^ ^ * - '
0 0 CO o \ l O
uS iri o »-J ^ !-« CO CM
^ m ^ - ^ < r ^ ^ « «
fs j l /^ C j t - ; 1-1 SO l-H ^ ^ CO - ^ ^
OS t s ^ ^ f H
!3 1 S a
^O t-t Ov 0 »
a 2 G Si
O OS -tt* o
« 1 R S 0 0
c s <N CM 0 0
•-< O O O
- a - •-^ t N v o ^ ^ ^ d f j r n
^ ^ ^ o oq P o\ CM w d d
OS O t ^ NO
3 8 s a
cvj eo CO r->
ss ;5 d Q
c<5 i - c c » ) C O
!5 1 s a 0 0
Cib bb
i" 1 ^ s 3 iP t . m
°- 3 ^
^ ' C
o
"1
a CO
o
0 0
si ,„^ N O
o
o
CM
*-*
I - "
?!
^ CO
vO
a o CM
CM
CM
m o
C-4
a .
in o
0 0
C O C M
« 3
VO
a
DC
a 1 o U
1 .a s f(» VO
ZT" oo
CO
5 o O 0 0
CM
^^ fTi
tn
l O
CO
^.. o
o "J"
d
in r-J
t *
3 in
CO
[-»
r>
CM
r- i
O
CM
r H
^ O
" i o
8
R o CM o C O
^ fe
CM
O t
o
VO
^ o
C M
C O
CO
d
CM
O
O
. l -H
o
CO
o
d
CM
ii 0 b
^ .. m >o
^ c<
R 5
< * • *
" ( I CM
• * i - <
S 3
^ ^ ^ - N
in in m CM
^ . 0 0
^ 9
« 0 CM
£} ©
vO f .
S 5
^ ^ * " S 1 - ; t ^
NO Cs.
K 9
0 \ " *
O Si
o» t>
a 3
vo c^ O CM
O N • *
S 3
^ ^ CO NO
UJ ON CO O N 1 0 CO
0 0 NO
CJ S
C M •>!•
S S5
^^ 0 0
oo
OS
s <o r-.
0 0 O N
0 0
0 0
m
ON
g o N O
o N(>
^^ tn
O N
t s
S in O N
f -CO CO
O N
g ^^ CO
CO
• *
^ NO
C M C O
t -
g
E?
'-^ 0\ o C O
[ ^ f t
I~«
cj C O
^ 0 0
"1
s ^
• r-<
S
. >o
^ s >o
o 10 fs
• < *
o
s ^^ in
•^
s ts
^ in
FS
1 3
• o -
^ CO
'^ O N r i
NO
CM
CM
^ CO
0 0 N O C M
m
CM o C M
. • *
«* a
o G
^ ^
• , *
0 0
iQ
^ • *
ts O N C M
o CO
CM
s
DO
:! i I • o -
O N
o
N O
o C M
o f - »
r-*
CM
. C^
• « •
PI
t - »
o
^r^
^
l ^
CM
tn CM
f
a O N
in C O C M
^ t - *
CM
r-"
CM
>* G
t - i
N O C M
8f 3 t i
e
•tJ c G O
1 in 'S IS •^
o r-<
^^ 3 o
0 0
O O j
CO
„^ B
8 C O
0 0
hs
u>
^ s o
C O
0 0
d
t-. CN!
hs
o
CM
in
^ o
18
rs
d
!5 C O
^ 0 0
&
o
^ O N
O
CO
t ^
o
in
. O N CO
o ' J
oo
CO
m
o
o
NO
^ 3
in
CO
d
o
i i
5 ?
5 K
c< c-ON t in *
CM • *
CO ^
O CO
CM ^ N O ^
^ c o CO m
c*5 0 0
(2 9
CM oo
a;;i in t^ O CM N O > *
^ • V J.-V I - H O
c<5 ^
S 51
C M " *
Si G
• > * t - l
3 51
N O C M
o tn
2 3
*»^ *-*. ^ so
I jq ^
3 3
t o r H
Si Si
C M C O
« 9
•S 3
^ CO 0 0 CO
O N
§ N O
r CO
0 0 <»N r H 0 0
. 0 0
m
O N
g o» o l O
<yv
., d in
0 0 CM 0 0
ON
•<«< O N
CO
O N CM
0 0
i ^ ^ 0 0 CM
O
g CM
NO CM
0 0 0 0 C3N N O
a.
^^ ^^ C O C O
o o r-> 0 0 CO r.<
• < * - ^
r H r - i
C M C O
CNI o i CO r H
^ .**. rs ON
UJ ts
s a t n i»N
r H O
o. t-. CNJ 0 0 CO r H
^ - i . ^ . . t~» CO
O N Hi*
^ O CO CM
O NO
£3 £i
o o ^ N . N O CO CM
CO 0 0
vO CM
R ?!
^ ^ H * O
m r H
CJN r H
s a t^ to O G
Hi" O
s s
£• CM
1 ^ » CO
^ -o-
CN
0 \
I - H CM
• *
V-*
on
?1
^ r-<
CM
0 0
a t>
CO
Pi
^ r-;
"> CO CM
OO
G
r H
f3
IT)
f M
CM
^^ O
r->
a 0 0
G
o 0 0 C M
3
G t « DH
4 . .
C
,9
1 "o
i ^ r H
^ t - »
O
Si H<<
s o
,„ O
CO
N O
rs
in
^ s
O N
N to
0 0
3
a N O
^^ •* CM
in
in
CM
r H
tv
• " I "
-\ *-"
O N
in
to
o
tn r H
tri
. oo
s c<!
O N
C3
CM
in
^.^ R o
S in
r H
d
h •< i"
t -
3
?1
in
o
o
N O
o
r-i
f>-• *
j5 ?
CM 0 0
t . . C*
o CO NO " #
O f
CM Hjc
i n O N
3 5i
* - s .—s r H r i
CO l O
r-« If^
5s g
• * CO
O CO
S5l
* - s * - > .
^ in
0 0 c ^ CO r-« M5 1 ^
i n 0 0
© w
fH *-! fe 3
O 0 0
T C t o
C3 t n
NO ^
. « N . . ^ > 0 r -H ^ '^.
CM r H e e t s < o • *
•<t 0 0
G Si
H j l N O
S :#
" I ' M
•0 3
CM t j N [ ^
n s O N
NO
0 0 t »
f ^
0 0 0 0
. N O
CO
b «o
^
• > »
r H
^ r H
O N
„. CO
r-i
r-»
0 0
r H
r H
CO
CO
C3\
0 0
Ei to
§ .
r H
r H
n C M 0 0
0 0
s in o>
R
a.
o
r H
C M C O
CO r H
CM
s ^^ r-<
CO
OS
S
CO
CM
r H
C M C O
... CO
N O
s 0 0 r H
OO
S
in CM
H T
C O C O
_ N O
CM
t^
s •<c JM
<N CO
SP 3
£^ 3 « -e-
co m
<JN t ^
t s t o r H CM
<9N N O
r H CN
t o CM
2 a
^ . v ^ - s
0\ o C M C M
o t^ ^ r H CM CO
O 0 0
r H O
NO CM OO t o r H CM
. - S rf-S T t <JN
CNj \rt
CM CM
CO CO
d c
O N 0 0
^ 0 0 CM CM
0 0 NO r H O
to to f H i n CM CM
,«. -. O t v
CM O
0 0 C^
CO t ^ CNJ CM
CM t N
G C
c4 t-N CM CM CO t o
bb -J
N — T J
ca G
Table 2.2: Summary of the Mean Flow Property Values from the Experimental Flow Property Testing Program (Mean Value (Standard Deviation)).

43
Unconfined Yield Stress, a c
6% wb.
10% wb.
15% wb.
-1.00mm
4.55 (0.70)
4.55 (0.70)
5.15 (1.24)
-2.36mm
3.97 (0.35)
3.97 (0.35)
4.37 (0.54)
-4.00mm
3.90 (0.48)
3.90 (0.48)
4.10 (0.65)
Table 2.3: Variation of Unconfined Yield Stress, a , with c
Moisture Content and Sample Top Size (at Qj = 5.0 kPa).

44
Included in Appendix C are the time flow functions, determined
for the coal samples except at the air dried moisture content. The time flow
function (determined from the time yield loci tests) provides an indication
of the increase of the unconfined yield stress above instantaneous levels
occurring from periods of consolidation at rest.
The time flow functions indicate that for all samples increases in
the unconfined yield stress above the instantaneous value occurred. This
means that the 'flowability' of the material is reduced after periods of
storage at rest, thus requiring the hopper geometry parameters (essentially
the critical outlet dimension) to be altered from the instantaneous
condition to ensure no cohesive arching. For the moisture contents tested it
was generally found that for particular sample, the time flow function had a
similar (or slightly steeper) gradient to the instantaneous flow function.
At 6% moisture content the time flow function was generally 0.2
to 0.4 kPa higher than the instantaneous flow function. As noted for the
instantaneous flow function, there was little influence of the particle top
size on the strength of the time flow function. Substantial increases in the
unconfined yield stress occurred for the 10% and 15% moisture contents,
particularly for the -1.00mm samples.
At these moisture contents increases of 0.5 to 1.5 kPa above the
instantaneous a values were typical. Table 2.4 (an excerpt from Table 2.2)
highlights the range of values of o ^ for o^ = 5.0 kPa. The results display an
increasing trend of a ^ and standard deviation with increasing moisture
content except for the -4.00mm sample at 15%. The extremely high values of
the -1.00mm sample compared to the -2.36mm results is again apparent.
Compared to the -2.36mm values of 4.70 kPa and 5.05 kPa for 10% and 15%
respectively, the -1.00mm is +13.8% and +20.8% and for the -4.00mm
sample -1.1% and -18.8%.

45
Unconfined Yield Stress, (Time storage conditions), a ^
-1.00mm -2.36mm -4.00mm
6%wb. 3.25(0.31) 3.24(0.47) 3.02(0.53)
10% wb. 5.35(0.48) 4.70(0.39) 4.65(0.80)
15% wb. 6.10(0.95) 5.05(0.73) 4.10(0.65)
Table 2.4: Variation of Unconfined Yield Stress, (Time Storage Conditions), a , with Moisture Content
and Sample Top Size (at CT^ = 5.0 kPa).

46
2.5.2 Effective Angle of Internal Friction
The effective angle of internal friction, 5, is slope of the Effective
Yield Locus (EYL). The EYL is a ray from the origin tangent to the Mohr
principal stress circles representing continuous yield or flow. The value of 5
is influenced by the sample top size and the major consolidadon stress;
however, the primary factor is the moisture content. A comparison of the 5
variations for the coals tested is presented in Appendix D.
Figures D.l and D.2 compare the 5 variation of seven -2.36mm
coal samples at 10% and 15%. The trend of reducing 5 with increasing o^ is
shown, and although there is scatter (approximately 55 to 70 ) similar
values were determined for samples of 10% and 15% moisture content.
Comparison of the 8 results for the Bulli Seam collieries
(Metropolitan, Appin and Westcliff) display similar values for both the
higher moisture content samples, (Figure D.3). The range in this case is
approximately 8 . As depicted in Figures D.4 and D.5 the amount of
variation in 5 is influenced by the moisture content. Air dried samples tend
to have little variation with a^ with typical values being in the range of 44°
to 48 . The slight increase in moisture to 6% causes 5 values to increase to
55 to 60°, with the reduction in 5 quite rapid at low CT^ values. At 10% and
15% moisture content the 5 variations are similar and lie in the range of 60°
to 70 . Generally 6 values increase with reduced particle top size as displayed
in Figures D.6 to D.8. The -1.00mm 5 values are typically 3 to 5% above the
larger -2.36mm and -4.00mm samples, which are generally similar. Table 2.5
presents a summary of the mean 5 values and the standard deviation
(bracketed) for o^ = 5.0 kPa. These values display the similarity of the
-2.36mm and -4.00mm results and the influence of increasing the moisture
content on increasing 5. The increased 6 values of the -1.00mm sample
re la t ive to the -2.36mm is also shown to become

47
Effective Angle of Internal Friction, 5
Air Dried
6%
10%
15%
-1.00mm
44.9 (2.0)
53.5 (1.3)
64.5 (3.4)
68.2 (4.6)
-2.36mm
45.9 (1.2)
55.6 (3.1)
62.3 (3.1)
63.8 (4.4)
-4.00mm
46.2 (2.1)
54.4 (4.1)
62.0 (3.2)
63.5 (2.0)
Table 2.5: Variation of Effective Angle of Internal
Friction, 5, with Moisture Content and Sample Top Size (at o^ = 5.0 kPa).

48
apparent at the higher moisture contents of 10% and 15%. The standard
deviation of the values appears relatively constant irrespective of the
particle size or moisture content.
2.5.3 Static Angle of Internal Friction
The static angle of internal friction, <^^, is slope of the time yield
locus, determined at the tangent point with the unconfined Mohr stress
circle. The results for (t) show considerable scatter and the least identifiable
trends compared to the other flow properties considered. This is partly
attributable to problems in the determination and interpretation of the time
yield loci. A comparison of the (|) variations for the test samples are
presented in Figures E.l to E.IO. The figures indicate the high values of (j).
typical of moist coal (35 ranging to 50°). The variation of (1) with O-. is
usually constant or slightly increasing although for some samples there is a
decreasing trend.
Results presented in Figures E.l to E.6 for the ROM and product
coal testing program indicate the 10% moisture content samples have
generally higher values than the 15% samples ((]). values of 40° -46°
compared with 37° - 41° respectively).
Considering the -4.00mm results from the BuUi Seam coals
(Figure E.4) the 10% and 15% results display a range of approximately 15° at
low values of o^ There is no general trend between the collieries with the
particular moisture content (10% or 15%) having varying degrees of
influence, although many of the sample results lie in the range of 43° to 47°.
The influence of the sample top size on ^^ values is displayed in Figures E.2
and E.5. For both figures the finer -1.00mm sample produces higher values,
however, there is no clear trend between tiie -2.36mm and -4.00mm results.
Table 2.6 (an excerpt from Table 2.2, for a^ = 5.0 kPa) presents the
overall influence of the particle top size and moisture content on (j)..

49
Static Angle of Internal Friction, ^.
-1.00mm -2.36mm -4.00mm
6%wb. 39.9(3.6) 42.7(3.7) 44.1(2.4)
10% wb. 43.4(3.6) 42.4(3.0) 44.3(4.4)
15% wb. 47.1(4.3) 41.2(1.5) 42.9(4.4)
Table 2.6: Variation of Static Angle of Internal Friction, ^.,
with Moisture Content and Sample Top Size (at a = 5.0 kPa).

50
The (t)j values listed lie in the 40 - 44 range irrespective of the
particle top size or moisture content, except for the -1.00mm 15% sample.
This particular value indicates the extreme increases in ^^ possible for the
combination of fine particle content and high moisture content.
2.5.4 Wall Yield Locus and the Kinematic Angle of Wall Friction
The wall friction test determines the friction characteristics of the
flow of bulk solids on various wall materials. From the resulting wall yield
locus the kinematic angle of wall friction ^ between the bulk solid and the
wall material, under varying consolidation pressures may be determined.
References [1,21 highlight the importance of the wall yield locus in
ensuring mass flow and slip of the bulk solid along the walls. It is important
that conditions intended for the bin wall should be closely modelled for
testing purposes. Thus the testing of steel samples with a milled surface are
of little benefit since no bin would be lined with a steel with a machined
surface but rather a cold rolled or hot rolled finish. This comment also
applies somewhat to the testing of stainless steel lining plate whose
roughness (as indicated by the R^ value) increases with the sheet gauge for
the same surface finish grade.
Recently there have been several comprehensive studies relating
to wall friction, indicating an appreciation of the importance of this flow
property in mass flow design. Work by Ooms and Roberts [30], ter Borg [31],
and Dau [32] have attempted to quantify the influence of the many variables
acting at the wall material/bulk solid interface. Examples of these factors
include the surface topography of the wall material, relative hardness
between the bulk solid and the wall, and the effects of time consolidation
and extended exposure.

51
The importance of correctly assessing the wall friction for mass
flow design is well illustrated by reports of silo quaking, by Rappen and
Wright [33] and Fang et al. [34]. Silo quaking is the action of a bulk solid
switching between mass flow and funnel flow cyclically on discharge from
bins. This generates extreme vibrations which can not only effect the
performance of the bin but also the structural integrity of the structure. A
suggested reason for silo quaking [33] is the selection of hopper wall slopes
that are to close to the design boundaries of Jenike [3] between mass flow
and funnel flow.
The importance of wall friction will be further discussed in latter
chapters when considering alternative hopper design techniques and the
development of standardised design rationale.
Of the many wall lining materials that are utilised in industry and
that could be considered for testing, the program was restricted to three
different materials, rusty mild steel, 304-2B Stainless Steel (1.5mm gauge)
and Pactene. The reasons for this restricted selection were:
• Too large a number of materials would substantially increase the
testing time and effort for each coal sample considered.
• Experience with coal over a number of years had indicated that
304-2B stainless steel is one of the best performing materials to
line coal bin hoppers [35]. It usually has the lowest friction angles
and has a stable surface finish when left in contact with damp coal
for extended periods of consolidation at rest.
• Rusty mild steel was included due to its common application as a
bin wall material and also because it generally produces the upper
bound on friction angles (comparable to rough concrete).
• Pactene was selected to indicate typical values and trends
representative of the range of Ultra High Molecular Weight

52
(UHMW) polymers that are presently marketed as lining
materials for bin hoppers and transfer chutes.
Microscope photographs of the three wall material samples are
presented in Plate 2.1. The rusty mild steel sample had a typical rough
surface due to rusting, with pits up to 0.3mm deep. The 304-2B stainless
steel and the UHMW Pactene had the standard 'as supplied' surface finish.
As previously mentioned in Chapter 1, for cohesive bulk solids
such as coal, the kinematic angle of wall friction is often not constant, but
varies as a function of the consolidation pressure (due to either a curved
wall yield locus or an adhesion component at zero normal stress) and the
effective angle of internal friction of the j^nrticular sample. Figure 2.6
displays the procedure for determining (J), ulilising the outer intersection
point (representing the arched stress field) between the wall yield locus and
the Mohr stress circle passing through the required consolidation stress a,.
Comparison between wall yield loci provide only superficial
indications since the effect of adhesion, the effective angle of internal
friction and the position of the wall yield locus cannot be accurately
assessed, particularly with regard to values of (|). To provide a direct relation
between ^ and o^ the geometric relations presented in Figure 2.6 have been
solved mathematically and incorporated into a computer program. Chapter
7 presents details of the program which determines the variation of (j) with
a^ and the minimum value of o^ yielding a real solution (ie. when the
Mohrs stress circle of a^ is tangent to the wall yield locus). The subsequent
graphical output, which displays the variation of ^ versus a^ is presented in
Figure 2.7. Comparison of the ^ variations for different wall materials and
coal samples using this presentation is more effective, particularly in the
low stress region which is relevant to mass flow hopper design.

53
(a) Rusty Mild Steel.
(b) 304 - 2B Stainless Steel.
Plate 2.1: (c) Pactene.
Microscope Photographs of Wall Materials Used in Wall Friction Tests (x32 Magnification)

54
Normal Sfress 6, ^
Figure 2.6: Determination of the Kinematic Angle of Wall Friction.

55
60.
50.
40.
30.
20.
70.
60.
50.
40.
30.
20. 1
11
11
:
:
:
"
:
"
:
" 1
\
\
1 . 1 . 1 1 1 . 1 i 1 i 1
i . 1 . 1 . 1 1 1 . 1 . 1
. 1 1 1 1 1
1 1 1 1 1 1
304-2B STRINLE5S STEEL;
:
;
I
, i . 1 . i . 1 . 1 . 1 . 1 . 1 . 1 . =
nUSTY MILD STEEL:
:
i -
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 i 1 1 1 = 0. 5. 10. 15.
MRJOn CDN50LJDRTIDN STRESS - KILOPRSCRLS 20.
Figure 2.7: Kinematic Angle of Wall Friction Variation.

56
The (]) variations from the testing program are presented in
Figures F.l to F.28. For the two coal samples an additional szimple of -0.5mm
was incorporated into the wall yield locus testing program to further
investigate the influence of particle size. Referring to these figures, the first
apparent feature, particularly for the higher moisture content coal samples
is the variation of <^, reaching quite high values at low o^ values. Thus in
designing for bulk solid flow, for example transfer chutes or mass flow
hoppers (j) values may be substantially greater than those utilised in the
structural design of bins. This fact has recently been emphasised by
Schwedes [36] in discussing the German Din 1055 structural bin design code.
The variation of (^ for each of the wall materials, for the range of
coals tested is presented in Figures F.l to F.6. Concerning rusty mild steel, at
both 10% and 15% the product coals (Westcliff and Coedcliff collieries) have
lower ^ values than the ROM coal samples. There appears to be no other
trend for the range of coal samples tested, the range of ^ for a^ > 4kPa is
approximately 6 . For the 304-2B stainless steel the range of ^ is smaller
particularly for the 10% result, where for o^ > 4kPa, (j) is approximately 18° to
22 . Pactene displays good agreement between the coal samples at 15%
(range of 3 for CT. > 4kPa) but at 10% the results are scattered with a range of
approximately 4 to 6 . There appears to be no major influence of the
increased moisture content from 10% to 15% for ^ values for Pactene.
Figures F.7 and F.8 indicate that air dried coal has a lower wall
friction than the moist coal samples for rusty mild steel (of approximately
3 ). However, for samples with moisture contents in the range of 6% - 15%
similar (j) values were displayed for each wall material. The stainless steel
tends to show the opposite trend, where the wall friction is reduced from
the air dried sample values compared to moist coal. The coal at 6%
moisture content shows a higher friction value than for other moisture
samples (refer to Figures F.9 and F.IO).

57
The ^ variations which are vertically asymptotic to the wall
friction axis for values of CT^ < 1.5kPa indicate severe adhesion tendencies
between the bulk solid and the wall material. This is displayed for the
Westcliff coal (Figure F.9) where the strongest adhesion exists for the 6%
moisture level. This trend is also repeated in Figure F.IO but not to the same
degree.
The Pactene displays a lower wall friction for the air dried and 6%
samples compared to the stainless steel because of the reduced adhesion
tendencies. With increasing the moisture content above these levels the
wall friction of the Pactene increases approximately 3 to 4 above the air
dried values (Figures F.ll and F.12).
The influence of the particle top size on the wall friction for rusty
mild steel, Pactene and stainless steel at 10% and 15% is displayed in Figures
F.13 to F.18. The rusty mild steel results show the -0.5mm sample to have
the higher friction of 32° for both 10% and 15%. Both the -1.00mm and
-2.36mm levels are shown to have similar friction levels but the wall
friction for the -4.00mm sample lies between the variation of the -1.00mm
and the other two particle sizes for both moisture levels. This could indicate
disturbances between the larger coal particles passing over the steel surface.
The Pactene demonstrates a reduction of wall friction with
increasing particle top size. For both the 10% and 15% samples the -0.5mm
sample has (j) values approximately 3 to 4 greater than the -2.36mm,
-4.00mm samples which are similar. The results for the stainless steel are
displayed in Figures F.17 and F.18. The 10% sample <^ variations show
similar ^ values for the particle sizes of -0.5mm, -1.00mm (20°) and
-2.36mm, -4.00mm (17°). The finer samples are approximately 3° greater
than the -2.36mm and -4.00mm samples.

58
Although, at 15% moisture content, the -0.5mm sample again has
the highest friction, the next lower ^ variations occur for the -1.00mm and
-4.00mm samples, the lowest values being for the -2.36mm sample. This
scatter, with a range of some 2 is within experimental error and would
indicate similar (|) values may be determined for the -1.00mm to -4.00mm
sample range, particularly at higher CT^ values for the stainless steel.
Table 2.7 (an excerpt of Table 2.2) displays the variation of <^ for
304-2B stainless steel for CT^ = 5.0 and 7.5 kPa, for a combination of particle
top sizes and moisture contents. Only the stainless steel results are repeated
because of its common application as a hopper wall liner. Bracketed figures
refer to the standard deviation. The table indicates that for the -2.36mm and
-4.00mm samples (J) is essentially constant for the various moisture contents
when CT^ > S.OkPa. The -1.00mm values for CT^ = 5.0 and 7.5kPa show
substantially greater ^ values than determined for the other samples
(particularly at 6% and 10% moisture contents) because of increased
adhesion of the coal to the wall surface.
2.5.5 Bulk Density Variation
For the design of storage bins the variation of bulk density with
increasing consolidation stress is required. The lower values are required
for the determination of hopper outlet dimensions and feeder loads, while
high values of stress are used when predicting bin wall pressures.
The results from the Jenike Compressibility Tester may be
represented conveniently by the power equation:
CT, 1^
P = Po(—) ;<Ji>0 (2.2)
where
p = solids bulk density corresponding to the major consolidation
stress CTj.

59
Kinematic Angle of Wall Friction, (j), for 304-2B Stainless Steel
Sample -1.00mm -2.36mm -4.00mm
5.0kPa 7.5kPa S.OkPa 7.5kPa 5.0kPa 7.5kPa
Air Dried 22.6(0.9) 21.7(0.8) 22.1(4.1) 21.5(3.9) 20.5(0.7) 19.9(0.6)
6%wb 29.7(3.4) 25.8(2.4) 22.4(2.4) 20.2(1.5) 21.2(1.6) 19.3(1.3)
10% wb 25.1(1.0) 22.2(0.8) 20.4(1.3) 18.7(0.9) 19.3(1.4) 18.0(1.3)
15%wb 23.8(2.0) 21.3(1.8) 20.2(1.4) 18.6(1.0) 19.5(1.9) 17.9(1.3)
Table 2.7: Variation of Kinematic Angle of Wall Friction, (]), for 304-2B Stainless Steel, with Moisture Content and Sample Top Size (at CT^ = 5.0 kPa).

60
p = solids bulk density corresponding to the arbitrary major
consolidation stress CT^. (The respective values of p^ and CT^ are
normally selected as the centroid of the experimental data as
determined from the statistical curve fitting procedure.)
b = compressibility constant for the particular bulk solid.
Thus, for any bulk solid, values of CT^, p^ and 'b' are required. By
plotting the above variation on logarithmic axes it is apparent that 'b' is the
gradient of the resulting straight line and is a measure of the compressibility
of the bulk solid. The testing program results indicate that the variation of
bulk density with consolidation pressure is accurately modelled by the
above equation. Utilisation of this equation allows a more consistent
appraisal of bulk density under different loading states. Other researchers
[37] have used terms such as tapped, aerated, lightly packed etc. which
involve disadvantages in determining when to apply the various terms and
does not allow the variation with consolidating stress to be appreciated [38].
A summary of the experimental bulk density variations is
presented in Figures G.l to G.14. These figures present the bulk density
variations derived from the power equation form, curve-fitted to the
experimental data.
The following trends are apparent from a comparison of the
results:
For the collieries of the Illawarra region, the range of bulk density 3 3
is 150 - 200 kg/m about mean values of approximately 800 kg/m 3
for 10% samples and 900 kg/m for 15% moisture content samples
(CT = 7.5 kPa, Figures G.l and G.2). This range is significant since
for many of the collieries, coal is mined from the same seams
using similar extraction methods. The maximum bulk density
values (at higher consolidation stresses CT^: 50 < CT^ < 75 kPa) for

61
3 3
10% samples are 1000 kg/m and approximately 1050 - 1075 kg/m
for 15% coal.
• The bulk density generally increases with sample top size for coal
at the same moisture content. As an example Figures G.3 and G.4
display the bulk density variation of Westcliff Product coal at 10%
and 15%. As depicted the -2.36mm and -4.00mm samples produce
the maximum values. An overall analysis of Table 2.2 indicates
the -4.00mm samples have bulk density values 10 - 12% greater
than the -1.00mm sample at 10% and 5 - 6% greater at 15%
moisture content (based on CT^ = 7.5 kPa).
• The bulk density variation with moisture content for samples of
the same particle top size is presented in Figure G.5 to G.8. In the
range of CT^: 5 < CT^ < 15 kPa the bulk density for air dried coal is
higher than moist coal at 6% and 10% and approximately the
same order as the 15% samples.
• The air dried samples usually represent the least compressible
state Cb' values of the order of 0.02) compared to those of higher
moisture contents. The variation of 'b' is significantly affected by
the sample moisture content. The values of 'b' increase from the
air dried condition values to a maximum which is often at the
10% level and reduces for the 15% test sample.
Table 2.8 provides a summary of the variation of 'b' with
moisture content for the -2.36mm coal samples.
2.6 COMPARISON OF THE FLOW PROPERTIES FOR THREE COALS
WITH SIMILAR PARTICLE DISTRIBUTIONS.
This flow property testing program was instigated to highlight
differences that might occur for test samples having similar particle
distributions at similar moisture contents (maximum moisture content

62
Compressibility Constant 'b'.
Coal
Coalcliff
Huntley
South Bulli
Appin
Metropolitan
WestcHff
AD
0.0224
0.0223
0.0208
0.0165
0.0220
0.0194
6%
-
0.0555
0.0604
0.0562
0.0525
0.0558
10%
-
0.0754
0.0721
0.0711
0.0660
0.0767
15%
0.0579
0.0638
0.0570
0.0598
0.0499
0.0533 ROM
Westcliff Product
0.0497 0.0670 0.0621
Table 2.8: Variation of the Compressibility Constant, 'b',
with Moisture Content and Colliery.

63
difference between samples was 0.5% wb). The three coal samples were
Westcliff ROM, Westcliff Product coal and a Queensland Product coal.
Elimination of the influences of particle distribution and moisture content
from the results ensured that any differences in the flow property results
largely would be due to a combination of the following factors:
the effect of washed coal product compared to ROM coal samples
differences in the coal from the two coalfields
differences in the ash constituents
differences in the maceral content ratios
particle shape
traces of washing mediums retained within samples
The samples used came from two coal basins featuring different
characteristics. The Westcliff ROM and Product coal was mined from the
Bulli seam, within the Sydney Basin and represents a hard coal (H.G.I, of 56)
with a low inherent ash content. The second sample came from the central
region of the Bowen Basin of Queensland and represents a very soft and
friable coal (H.G.I, of 87).
Samples were prepared as -2.36mm test samples and the flow
properties assessed at 10% and 15% moisture contents, representing typical
values at which the coal is handled. Figures C.23 and C.24 compare the
instantaneous and 3 day time flow functions of each sample. At 10% the
Westcliff ROM and Product coals have similar instantaneous and time flow
functions. The Queensland sample displays substantially stronger flow
functions particularly for the time storage conditions (approximately 0.7 kPa
above the Westcliff coal samples). At 15% the increase of the time flow
function above the instantaneous is greater compared to the 10% samples,
typical increases being 0.8 to 1.8kPa for the range of the displayed flow
factors. Figure C.24 also displays the positioning of the instantaneous and

64
time flow functions into two distinct groups, the stronger time flow
functions occurring for the Westcliff Product and Queensland Product
Coals.
Comparison of the flow functions with results from other
testwork (refer Figure C.21 and C.22) indicate that they are typical of the flow
functions determined from other testwork where the sample particle
distribution and moisture content was not as closely controlled. These
figures indicate the Queensland Product coal to be in the stronger range of
the coals tested.
The effective angle of internal friction results displayed in Figure
D.9 shows similar trends and values, determined from other flow property
testing. The results of the Westcliff ROM and Product coals are similar, with
typical values of 60 for 10% and 68 (CT = 5kPa) for 15% moisture contents.
The Queensland coal however displays similar values for both moisture
contents of approximately 5 = 66 . For all the samples at 15%, there was a
marked decreasing variation of 5 with increasing Oy typically 70° to 55° for
CT^: 0 < CTj < 20kPa. The (|)j results (Figure E.7) display a similar level of scatter
that was found for the other coal sample tests. However, the Westcliff ROM
coal samples indicate similar results ^^ ~ 48 for both 10% and 15% moisture
contents. The Queensland and Westcliff Product coal samples displayed
lower values of ^^ of approximately 42 - 46 .
The kinematic angle of wall friction results are displayed in
Figures F.19, F.20 and F.21 for rusty mild steel, 304-2B stainless steel and
Pactene respectively. Generally the results followed similar trends to those
displayed from other testwork in regard to moisture content and type of
wall material. For each wall material ^ values were found to be within a 4°
range independent of the moisture content. Average values for (j) were
found to be 27 - 28° for rusty mild steel, 18° - 20° for stainless steel and 23°

65
Pactene (CTJ = 7.5 kPa). For two samples, Westcliff ROM (15% moisture
content) and Queensland (15% moisture content) the ^ variation for
stainless steel was quite different to the general trend of values noted. The
Westcliff ROM was substantially higher (20° <^< 25°), and the Queensland
coal below the average ((]): 14 <^<ll ).
The bulk density variations for coal samples at 10% and 15%
moisture contents are displayed in Figure G.9 and G.IO respectively. They
display approximately the same form for each sample indicating equivalent
values of 'b', the compressibility constant. The results indicate in relative
order of decreasing bulk density to be Queensland, Westcliff ROM and
Westcliff Product. The bulk density values are also shown to increase 12 -
15% with a moisture content increase from 10% to 15% wb.
Overall the flow properties determined for the three coal samples
are typically within the range of values found for similar moisture content
coal samples. The Queensland coal sample did indicate stronger flow
functions (particularly at 10%) and higher bulk density values, but for the 6,
(|) and ({) flow properties there were no definite trends. Comparing the
Westcliff ROM and Product samples, similar flow properties were found
between both samples^ although the Product coal displayed a stronger time
flow function at 15%.
2.7 INFLUENCE OF PARTICLE SHAPE ON FLOW PROPERTIES.
To assess the changes that can occur in the shape of coal particles
from handling operations and to investigate the subsequent effect on the
various flow properties a sample of Westcliff ROM coal was tumbled in a
Friability Drum Tumbler constructed according to ASTM D441 - 45 [39]. The
Friability Drum Tumbler simulates coal degradation (such as occurs at
transfer points) and allows the determination of a Friability Index for
comparison with other coals.

66
Examination of the samples after tumbling indicates rounding of
particles greater than 4.00mm occurred but generally little rounding
occurred for the finer particles. Plate 2.2 presents SEM photographs of coal
before and after tumbling and indicates that brittle fracture of particles
occurred in preference to rounding.
Two samples of Westcliff ROM coal were prepared for flow
property testing, one as a -2.36mm control sample and the second, which
after tumbling was remixed to the same particle distribution as the control
sample. Flow property tests were conducted at 10% and 15% moisture
content. Figure C.20 displays the instantaneous and time flow functions of
both samples. The tumbled coal is shown to have stronger flow functions
(compared to the control sample) however within the range of the
displayed flow factors the relative differences are small. The other flow
properties of effective angle of internal friction, static angle of friction,
kinematic angle of wall friction and bulk density variation indicate similar
values to those found from other coal testwork. Figure D.IO shows a typical
decreasing trend of 8 with increasing CT^ with comparable values occurring
for both moisture contents, typically, 8 = 60 (for CT^ = 5.0kPa) with a range of
4°. The variation of (1) with CT^ is presented in Figure E.8 and shows the
tumbled coal sample to have higher values above the control sample
(typically 4° - 5° ) at both moisture contents. For CT^ = 5.0kPa, the tumbled coal
(l)j. was approximately 42 compared to 37 - 38 for the control sample. At
15% both coal samples displayed an increasing trend of (j)j. with increasing CTH
whereas relatively constant values occurred for the 10% sample.
The variation of (j) for Pactene and 304-2B stainless steel is
presented in Figure F.22 for the tumbled and control samples at both
moisture contents. The characteristic friction values found from other coal
tests of 22° for Pactene and 18° for stainless steel are indicated. Comparison
between the control and tumbled samples indicate no definite trends with (()

67
^ ^ ^ ^ v *
. ^p r
ili J^' • " ^ ^ • - '
(a) Conti-ol Sample, 125 x 150 i^m.
^^^^^ ^ ' ^*V^^B^^^M v^^^l^^^^^^ft
(b) Tumbled Sample , 125 x 150 |j.m.
Plate 2.2: SEM Photographs of Westcliff ROM Coal,
Control and Tumbled Samples (x250)

68
values being within a 3° range for CT^ = 5kPa. Figure G.ll displays the bulk
density variations for the tumbled and control samples. The 15% tumbled 3
sample is shown to be approximately 50kg/m greater than the control 3
sample. Typical asymptotic values for the samples are 1020 kg /m , 970
kg/m^ and 940 kg/m^ for the 15% tumbled, 15% control and 10% tumbled
samples respectively. The typical increasing trend of bulk density with
increasing moisture content is displayed. Reference to Figure G.15, in
providing an overall comparison of the bulk density variations for
Westcliff coal indicates that the tumbled sample is typical of the results
determined from other tests.
The effect of the sharp angular particles is shown to have only a
minor effect on the coal flow properties when comparing the results from
the control sample and from other test results. The results show no definite
trends that could be attributed to the particle shape. The tumbling operation
indicated that coal particles could be expected to generate sharp angular coal
fines by brittle fragmentation in preference to abrasion and rounding the
coal particles from repeated handling operations.
2.8 FLOW PROPERTIES OF SAMPLES OF FREE CLAY MIXED WITH
COAL.
This testing program was instigated to assess the effect of clay
mixed with coal samples on the various flow properties in simulating the
storage and handling characteristics of high ash content coals. Preparation of
the test samples were based on Westcliff ROM coal which was air dried,
sieved to -4.00mm and divided into four samples of approximately the
same particle distribution. Flow property tests were conducted on two clay
types. Kaolin, a non-swelling clay and a swelling day Bentonite.
Commercial grade Kaolin and Bentonite was added respectively
to two samples to increase the ash content from approximately 11% to a

69
nominal 25%. To the third sample a similar amount of coal fines (-45 |im)
was added to indicate the relative effect of the added small particles
independent of the chemical effects of the clay. The fourth sample was
retained as a control sample to provide a basis for the flow property
comparisons.
The physical appearance of the resulting test samples are
presented in Plates 2.3 and 2.4 which display SEM photographs of the
control and coal with Kaolin samples at two magnifications. The graded
particle distribution of the coal particles with typical sharp edges and
conchoidal fracture planes contrasts with the appearance of the coal particles
embedded in a matrix of clay platelets for the Kaolin and Bentonite samples.
The instantaneous and 3 day time flow functions from the test
program are presented in Figures C.27 to C.30. At 5% the flow functions of
the clay samples are comparable to the coal plus fines sample. The time flow
functions display only a small increase over the instantaneous condition,
which was expected for this low moisture content. For 10% moisture
content the two clay samples and the control sample had similar
instantaneous flow functions with typical values of CT : 1.2 < CT < 2.5kPa
within the displayed flow factor range while the coal plus fines sample was
significantly higher with CT^ values in the range of 3.7 - 4.5 kPa. Comparison
of the 3 day time flow functions for the clay samples indicate the high
values of CT^^ attainable which are approximately double the instantaneous
values.
With increasing moisture contents, the unconfined yield strength
continues to increase. For the Kaolin day sample this increase was such that
shear tests were conducted only to a maximum moisture content value of
12.5% due to the strong instantaneous flow functions. The time flow
functions for the clay samples at the higher moisture contents indicated the
occurrence of a cementing action or 'set' which was relatively insensitive to

70
(a) Control Sample (x285).
(b) Coal Mixed with Kaolin Sample (x285).
Plate 2.3: SEM Photographs of Westcliff ROM Coal
(Control Sample) and Coal Mixed with KaoUn.

71
(a) Control Sample (x2880).
(b) Coal Mixed with Kaolin Sample (x2880).
Plate 2.4: SEM Photographs of Westcliff ROM Coal
(Control Sample) and Coal Mixed with Kaolin.

72
the values of Oy The time flow function for 15% Bentonite depicted in
Figure C.29 was typical of this action. Figure C.28 displays the time flow
functions of the coal plus fines sample leading to comparatively high CT^^
values with steeply sloping flow functions. Again the CT^^ values determined
for the coal plus fines samples were approximately double those values
found for the control sample.
An overall comparison of the flow functions indicates that the
clay samples have similar instantaneous flow functions to the control
sample up to moisture contents of 10%. Above this level the clay and the
coal plus fines samples have similar values which are significantly stronger
than the control sample results. Concerning the time flow functions, above
10% moisture content both clay samples displayed extremely strong levels
of unconfined yield strengths typically caused by a cementing action. In
several instances the clay sample time flow functions were similar to those
determined for the coal plus fines samples.
Mikka and Smithan [10] who also tested the influence of Kaolin
and Bentonite on the handleability of coal (but for a lower ash content %)
found that the non-swelling clay had little influence. However for the
swelling clay, Bentonite, handleability deteriorated rapidly above 8%. On
this basis, they correctly highlight the significance of the actual clay mineral
(for instance Scott and Graham [40] report on the handling problem, coal
mixed with montmorillonite) and not just the actual level of clay present.
Considering the effective angle of internal friction. Figure D.ll
and D.12 present the results of the four test samples. At 5% moisture
content, the clay and coal plus fines samples display similar 8 variations
ranging typically from 58° to 52° for CT^: 0 < CT^ < 20kPa. At the higher
moisture contents a greater variation is indicated (Figure D.12). The control
and coal plus fines samples display similar 8 variations which were typical
of the values from other moist coal testwork. Comparing the clay samples.

73
the Bentonite sample displayed constant values of 51 and 55 for moisture
contents of 10% and 15% respectively, which were unusually low for such
coal samples. The Kaolin sample at 10% displayed a constant value of 8 =
60°, but at 12.5% displayed significantiy higher values ranging from 76° to
62° decreasing with increasing CT^.
Referring to the ^^ results, comparison between Figures E.9, E.IO
and E.4 (displaying (j). results from other coal testwork) indicate similar
values and ranges. Figure E.IO indicates that most ^^ results for the four
samples gave values in the range of 40 - 48 . There appears to be no definite
trend, although the lowest (t) values occurred for the control and coal plus
fines 15% samples and the maximum values occurred for the Kaolin clay
samples at 10% and 12% moisture contents.
The results of the kinematic angles of wall friction for the three
wall materials, rusty mild steel, 304-2B stainless steel and Pactene are
presented in Figures F.23 to F.28. Comparing the values for the coal plus
fines and control sample, the moisture content is shown to have the
greatest effect compared to the effect of the fines content difference between
the two samples.
For example, Figure F.24 shows that for stainless steely the 15%
sample has df values 2° - 3 less than the typical 10% values of 18 - 17 . The
day samples of Kaolin and Bentonite have reduced ^ values compared to
those of the control and coal plus fines samples. This is best displayed by
rusty mild steel (Figure F.26) and stainless steel (Figure F.27). For the rusty
mild steel typical ^ values from the clay samples (at both 10% and 15%) are
approximately 26° compared to the higher values of 30° - 27° for the coal
plus fines samples. Figure F.27 for stainless steel displays lower values
typically of 15° (particularly for the Bentonite) compared to values ranging
from 20° - 18° for the coal plus fines samples. The wall friction values for

74
Pactene display little variation for the different samples and moisture
contents, with (j) values typically being 22° with a 2 range for CTJ > 5.0kPa.
The clay samples displayed values of bulk density that were 10% -
15% above the control and coal plus fines results, which was expected due to
the higher specific gravity of the clay. Figure G.13 displays the bulk density
variations at 10% moisture content where the relative order of samples in 3 3
decreasing bulk density was Bentonite (1080kg/m ), Kaolin (lOlOkg/m ), 3
and the coal plus fines (960kg/m ) and control samples being similar. The
four bulk density variations displayed have similar variation curves
indicating similar 'b' or compressibility constants. The results for the 15%
moisture content (Figure G.14) display increased values relative to the 10% 3
results, with the maximum Bentonite value of 1150kg/m . There is also a
discernible difference between the control and coal plus fines samples of 3
approximately 30kg/m , the coal plus fines variation being the higher
result.
Generally^ the flow properties of the clay samples are similar to the
coal plus fines samples, and indicate reduced handleability compared to the
control sample. The most apparent and critical feature of the day samples is
the high cohesive strength displayed by the flow functions for moisture
contents in excess of 10%. This is especially prominent when considering
the time storage of coals with these characteristics where a strong 'set' or
cementing action can occur. Concerning the other flow properties, the 8 and
<t)j variations were generally similar to the results found from other
testwork, however the clay samples displayed reduced (]) values for some
wall materials and significantiy higher bulk density values compared to the
control and coal plus fines samples.

75
2.9 CONCLUDING REMARKS
The investigations reported in this chapter have concentrated on
the flow properties of samples of hard black coal from the Southern
Coalfields of the Sydney Basin and to a lesser degree the Bowen Basin of
south eastern Queensland. The influence of sample variables such as
moisture content, particle top size of sample, particle distribution and time
consolidation at rest on the various flow properties has been investigated.
Assessment of the various parameter influences is on the basis of
the Jenike shear cell tests. This approach has been reported (Mikka and
Smithan [10]) as displaying reduced sensitivity in differentiating between
the general handleability of coals. This instance is illustrated by coals that
contain varying levels of fines in the full size distribution but yield similar
flow property results because the test samples have similar 0 x 4mm particle
distributions. Utilising the flow properties determined from the shear tests
is justified however, as this study is concerned with the design of storage
bins.
The most influential parameters were found to be the sample
moisture content, values from Air Dried (generally 1 to 2.5%) to 15%wb.
being considered, and the sample cut size, as represented by the particle top
size of the test samples. The combined effects of moisture content and
particle distribution are displayed in Figures 2.8, 2.9 and 2.10 where the
variation of the unconfined yield strength (represented by the flow
function) with moisture content is presented. This flow property is crucial
to the determination of the critical outlet dimension in mass flow hopper
design. The variation of CT with moisture content is apparent, from the
characteristics of a simple bulk solid occurring at air dried conditions to
maximum strength occurring for moisture contents in the range of 10% -
15%, typically the moisture levels in the fines fraction at which coal is
transported and stored. The effect of the increased fines content is depicted

76
'^dH-^P SS3yiS QIHIA OBNIdNODNn
Figure 2.8: Variation of the Instantaneous Flow Function
with Moisture Content Based on -1.00mm test
sample (Mean Values Displayed).

77
Bd>l ^P SS3biS ai3IA QBNIdNQDNn
Figure 2.9: Variation of the Instantaneous Flow Function
with Moisture Content Based on -2.36mm Test
Sample (Mean Values Displayed).

78
^d^-^P SS3biS 013IA QBNIrlNODNn
Figure 2.10: Variation of the Instantaneous Flow Function
with Moisture Content Based on -4.00mm Test
Sample (Mean Values Displayed).

79
in Figure 2.8 where at high moisture contents CT developed may be double
the values determined for the two larger particle cut test samples.
Comparison between Figure 2.9 and 2.10 present similar results and indicate
that the -2.36mm sample does not necessarily lead to conservative flow
function results compared to the -4.00mm sample.
A summary of the mean flow property values from the testwork
has been presented in Table 2.2 and for the -2.36mm test sample graphically
displayed in Figure 2.11. The effect of time consolidation at rest in leading to
significant increases in the unconfined yield strength above instantaneous
conditions is apparent. The difference between CT^^ and CT increases with
increasing fines content and moisture content of the sample.
The effective angle of internal friction develops two trends with
increasing moisture content, the value of 8 increases and a marked
variation of decreasing 8 with increasing CTJ (for CT^: 0 < CT^ < 15 kPa) occurs.
At 15%, typical 8 values range from 60 - 70 . The static angle of internal
friction displayed the least identifiable trends of the flow properties
considered, with ^^. values ranging from 40 - 45 for moisture contents of
10% and 15%.
An important aspect involved in the design of mass flow hoppers
and transfer chutes is the wall friction value and variation typical of wall
lining materials for various physical conditions of the coal (moisture
content and particle size distribution). Each wall material has a characteristic
(j) value range which varies according to the moisture content and to a lesser
extent the particle size distribution. An important feature, particularly
regarding the performance of smooth metal lining materials (eg. 304-2B
stainless steel) with moist coals is the action of adhesion, and for other wall
materials, convex upward wall yield loci which lead to variable cmgles of
wall friction dependent on CT^. Figure 2.11 displays the typically high values
of (]) which can be developed for 304-2B stainless steel at low CT^ levels.

80
1000
.E 900
s-I
O H
iZ flOO
^ 700
30
3,." u. a o I UJ ^
iaz 20 z o
ii z
AIR DRICD
WAU HAURIAL 30I.-JB SIAINUSS S U t l
2-5 50 7-5 MAJOR CONSOLIDATION STRESS d^-kPa
Figure 2.11: Typical Variation with Moisture Content of the
Flow Properties Required for Mass Flow Hopper
Design (Mean Values from -2.36mm Sample
Tests Displayed).

81
The bulk density variation leads to asymptotic p values for high
CTH values. Generally, the maximum p values occurred for the air dried and
15% moisture content samples. The bulk density values decreased from
these levels for moisture contents of 10% and 6%.
Other testwork considered the influence of particle shape, and the
addition of clay to coal test samples to simulate high ash content coals.
Comparison of the flow properties of tumbled coal with a control sample
indicate minor influences due to the particle shape. SEM photographs
indicated that for repeated handling operations the coal particles would
tend to remain angular and fragmented in nature due to brittle
fragmentation which occurs in preference to an abrasive and rounding
action.
In simulating high ash coals, the flow property testing of coal
samples mixed with two clay types (Kaolin and Bentonite) indicate similar
flow properties (particularly the instantaneous flow function) to those that
would be expected for high fines content coals. Although the clay samples
displayed reduced (j) values for some wall materials compared to the control
sample, the major feature was the extremely strong time flow functions
which occurred for moisture contents above 10%. Several of these time flow
functions displayed a 'cementing' action where the variation of CT^ was only
slightly influenced by CT^. These results are pertinent to those coals
containing certain clays. Several researchers [11,40] comment that these
coals present no handling problems immediately after mining and when
relatively dry. However, when the coal is exposed to the weather for periods
of time, moisture is absorbed and the coal degrades, with the clay
component forming a sticky matrix.

82
CHAPTER 3
SENSITIVITY OF IVIASS FLOW HOPPER GEOMETRY
PARAIVIETERS TO COAL FLOW PROPERTIES
3.1 INTRODUCTION
The mass flow critical hopper geometry parameters have been
determined for the coal samples whose flow properties were tested and
reported in the previous chapter. Review of the hopper geometry parameter
values provides a tangible indication of the influence of the various flow
property trends, and gives an overall appreciation of the effect of such
variables as sample moisture content, particle top size and time
consolidation at rest can have on the design of mass flow storage bins.
The critical hopper geometry consisting of hopper wall slope, a,
and outlet dimension, B, for axisymmetric and plane flow hoppers has been
determined for both instantaneous and time conditions for the wall lining
materials of rusty mild steel, 304-2B stainless steel and Pactene. The
calculation of these parameter values was achieved by a computer program
utilising the Jenike method [3, 4] and described briefly in Chapter 1.
The values of the critical hopper geometry parameters are
presented in tabular form in Tables H.l to H.21. Table 3.1 presents a
summary of the critical hopper geometry parameters for all the coal sample
tests except for those of the free clay testing program. For each category two
values are presented, the first being the mean and the second bracketed
value, the standard deviation of the data set. Note, that the mean and
standard deviation for each category has been calculated on data sets with
different numbers of results.

83
OJ
"B. fQ
V) * j
tn .OJ H 6
.OO
mj
T
01
Sam
p]
4-. trt
E2
B
CM 1
OJ
7! B
U3 - U i
tn
F
e B
•1.0
0
'
^
1 B
in G
eom
e V c 01 1J a
^ CO CM
t o
"S.
1
V § u
tn i n
CQ CM
CO
V)
OJ c SI u D>
l« CQ CM
CO
a i r 3 K
10
4-»
s )-l
- M
s 6 o CJ 01 u
s tn
o 1 V O
G CM
CO oi
^ • ^
r ^
CM s..*
O
!» r-<
.— OS d '..'
m • ^
5 CM
»-*'
°1 OS
'-'
-... Ot) iri •.^
r-. i r i
to r H
vq CM
1^
CM CO
1
O Tji
9' o
<^ CM
..• bb u 3 >
R N
i n OS r H
... r H
CM
o OS r H
.—V
OS O
tD
tri
t o CM
SO 13 fS
R i n
^ tri r H
r-. r H
r H
T(i
^ iri
K
r H
1
i n
rs
5 d '
oo CO
. ^ 1 .
bb 3
«"
r-; CO
CO OS CM
.-.* t n rM
CO
K t s
,«, OS
d
o r H
CO CO
vD CD CO
...... SO OS S w '
t s d cs
CO r- s * - .
H CM I - H
00 OS
00
a
o d f.*
so CO
^~^
t ^ OS
. bb 3
So rsi
r^ d CO
^H« .
t o (S
oo DC) CM
- o> d
i n
r H
Os' CM
• ^
f..
CO
^ . v
C3 VO
•* CM
r-; r H
SO CO
'"'
P SO
o
CM
I
o t s r H
CM CO
"—'
N r-J r H
.- bb 3
O f - H
S3
t s r H
s R t s
i n K
R
^..^ 00 f.^
VO Ci
t s r-< r H t o
OO r- t s r H
^ O t>;
«
,- Os vd ' r - t * • * '
t ^ r H CT> SO
vO
-* CO
"^ o OS
s R OS • . *
r H
t s
^
1
a !Q
s 1
1
,- g ^
^ i n m CO
t s so
fe ^.^ t n r- CO o
i n CM so 00
(^. tri c^ CM
O
S
i n
cs
s i n t s
^
.. i n CM i n CM
00
8 00
i n CO i n r-«
^^ O
d OS so
R iri
a o d 00
q 00 OS r H
O
d CM 00
t n • *
OS
i n t <
- B ^ ca
R 3 r-f
t s SO 00 CM
.. SO
d r H
i n CM s o CO
- • ^
s O
3 CM
q SO t s
q CO r H CO
,.. .—* iri oo
q r H O CO
OS SO
O t s 00 CM
CM OS i n
n CM
VO
d r H
i n
f:: CM
R t>:
s
o d tn t s
. - . V
B J
CM
iri so r H
q d cs CO
^^ T-*
•* r H
O
d
. r H
rsi t n f - H
o tri CM
P •* o r H
^ i n t^; s o CO
^ - v
CM
d 00
t ^
OO CO
00 r H
OO
oq ot) t n t o
cs oti o r-.
*—' q
1 so
rs o t-*
^"^ t n ts' r H
i n 01}
21
o
CO
o B J
CQ pQ
S g 0)
5 o
o t—i
q cs
•* OC) r H
^ r H
•*
OS
d CM
R r H
t n 00
P CO
Os t ^ r H
^ p . . .
<3S 7-t S . *
q r-. CM
q r H
i n
tri
Os' T-t
o
f 1 S£i
r H
SO
.—.
VO t o
Os
iri
^^ bb 01
3 8 "
t o CM
t s OS r H
^ - v
°9 rM
CM • *
CM
/ - S
OS r H N . ^
t s 00
R r-< S . * '
""t ON r-*
^^ r^ 1—<
CO
a oc> r-i
CM t s
R r H
<Js I s
n r - i
SO d cs
R t o
o t - ;
^ bb 3
t! a
q CM
tjs 013 CM
, Csj tri
so
d CO
^.^ ejs f ~ .
• *
00
VO CO
OS t s CM
,_ i n CM
CO
d CO
q r-i
O
tri r.1
CM CM
._ t < CS
5£
r-.
tri CM
Co CO
• *
iri
^^ bb
3
Os' q
rsi so
" a CO tr^ d CM CO g
r H
. — s ^ ^
O so CO CS s-> •»!•
t s
O 00
iri oo CO g
r H
^ s ^ s t s CM CS r-*
^— o CM
t n o
S 3 OS
P q r-i T)!
- a O rH
d rM CO g
r . .
. - s .—. r H OS
r-! CM w i n
t s
so O
S R o
00 00
r-I tri s - ' r H
d
t s CO so 00 r H r H
OS
0 0 r H
r-i rsi •^ CO
s IT) C^
0 0 SO
r H
r H OS
rs i OS —^ OS
s: o o d d CO i n
CO VO
•* tri •-!- t s
t o
OO q so d r-* t s
rM r H
. * s ^ ^
bb c 3 S
s ' ^ t ^ w "
R d OS O
t s
1 r H
. H N
to CS O •<t" v >
t s
IT) r H
R iri i n G
t o CO OS rM
R OS • *
CM
o so
S '-' .. t s t s • *
CM
o
3 m
i n
t>: 00 r H
O
d 00 CM
in Tfi r H
CS
00
1 rM
csj
rsi to CM
o d r H r H rM
cs d r H rM
n
, - v
B g CO
n 00 o r H
q iri 5
/ • ^
n •* <5S S ^ '
O
d 5 ,m^
CH
s t^
§
R t < r H r-i
r-. rM
S
,* ON
CO
r-<
**-' tn OS
00 t < o r-t
rM OS
^
so CTs O t s
q iri
n •te
a n r-<
s oo m OS r H
n 1
^ s 5
S VO oo I - H
tv. r H
0 \ SO
^ CS OC) 00 r.* s ^
i n
id R
R tri t s
n ro
R t s O r H N ^
o Os
s R • *
o r H
s.-
o
^ t s
CO t-; Os s ^
q tri 3
CO p - t
CM r-<
'.- 00
i Os
00
er> CM v. . -
^ i n Os
R OS O
'^ "? <Js OO
.- B sg
CQ CO
1 § U 0)
to
•3
to t - H
R r H s . ^
r H
t s r H
, c^ rM
•* a ^«.. i n CM
n in
00
d v^
SO N: r H
. •W
. s.^
SO
a q fi s ^
tjs SO
CO CO o
oo CO
fH m -
o oi r H
R cs s j -
o so
•a
a"
d
o Os r.*
^ s
• * .
r H S v .
t n
•* cs
..- • *
rsi
n t s
q r H • w .
i n 00 r H
. •* T-H
t s
a CO CO s . '
fS t s
R d
^ t s I-H
r-<
..
• ^
?i
R r>i
m t s
.~^ bb u 3 «
OS r H
.., t>: CM
R «i s.«
so rsi CO
.-s O
^
00 • ^
OS
d
t s t s CM
^ s 00
^ s . ^
Os
CO
CM rf)
m so
CO
• o
„ a
n so s.*
a oa CM
® CS s-J
so
tri r H
^ bb
3
*—s / - S i n so d t j i s- ' t n
Ci
so c<5 OS r H
CM g r-*
' - s ^ OS 0 0
<-^ c i N ^ 0 0
ts s . .
. * Ct)
tri so CO ^
r—
.—s . " ^ T) ; OS
rsi 3! S H ^
CJ
0(3 P^
r-t r-t
o so r-i oi
^ a S w .
°° t^l 0 0 OS CM CO
r-t
^ - s ^ - s OS i n ri CTs - ^ t o
rM S H "
i n Ti;
S o CM
i n OS rtj otj s ^ r-i
JM
00 t s
so iri rH rM
r-t
00 R d CO — CO
i n
H* O
CO r H
rM • *
ci K i n
CO q rM r-i
r-t
O CO CO • *
- g r H O
l-H SO CM r-t
^ N ^ „ ^
bb c 3 H
a a »
r H
tri 00 i n ,
OS
m r t
. H . . r H
d rM so
n r - '
3 r-t
^.. rM so t s i n
o d c^ CO r.*
SO
rsi o CO
n i n
9 r H
- t o • ^
r-" CO •yJ'
•o
s i n r H
o
«* o^ CM.
i n t s 00 t s r - i
CM
SS *-^ o
r H
rM
ro •.ji t n s ^ .
o d r H
a R so rM r H S . '
n oo r H
. - V
B g
ti CO
R d ro r H
OC) CO
9
f> NO 00 ro r H
^•^ i n
i n
*r j • ^
!S ( N | r - H
t o
^
• ^
00 r-t r-t
• ^
O
d i n i n
..-.. •* r H
CM r-t .m..
SO
s i n
IT) r-J r-< p i
• ^ ^
• ^
I -H
CM i n
rM so CM
O
^
t n r-. t s Ci
o
i so
5 t s
q r-t
3
- B s§
?S S d
o
g ^ CO o t ^ CM
o
^
<T>
- s JM
f^
o oi • *
r-t N . '
t s r-t at so
- •.t r-i i n r H
• ^
O r-t t s
• *
s '* oo tri (2
o ot) t s
00
Os
CO ts' oo ^ 00 ro r-t O r H
VO VO t i
00
9 O N
"->. B J
w'^co^
Table 3.1: Summary of the Critical Hopper Geometry
Parameters from the Experimental Coal Testing
Program (Mean Value (Standard Deviation)).
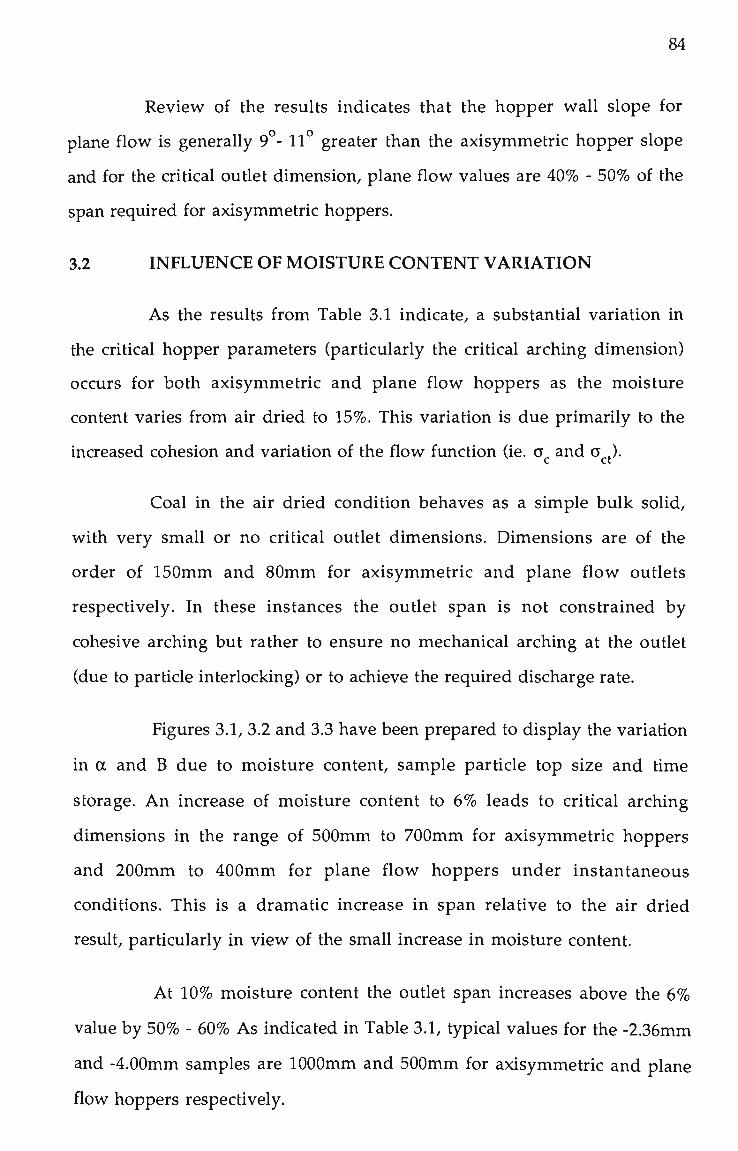
84
Review of the results indicates that the hopper wall slope for
plane flow is generally 9 -11° greater than the axisymmetric hopper slope
and for the critical outlet dimension, plane flow values are 40% - 50% of the
span required for axisymmetric hoppers.
3.2 INFLUENCE OF MOISTURE CONTENT VARIATION
As the results from Table 3.1 indicate, a substantial variation in
the critical hopper parameters (particularly the critical arching dimension)
occurs for both axisymmetric and plane flow hoppers as the moisture
content varies from air dried to 15%. This variation is due primarily to the
increased cohesion and variation of the flow function (ie. a and a ,). c ct
Coal in the air dried condition behaves as a simple bulk solid,
with very small or no critical outlet dimensions. Dimensions are of the
order of 150mm and 80mm for axisymmetric and plane flow outlets
respectively. In these instances the outlet span is not constrained by
cohesive arching but rather to ensure no mechanical arching at the outlet
(due to particle interlocking) or to achieve the required discharge rate.
Figures 3.1, 3.2 and 3.3 have been prepared to display the variation
in a and B due to moisture content, sample particle top size and time
storage. An increase of moisture content to 6% leads to critical arching
dimensions in the range of 500mm to 700mm for axisymmetric hoppers
and 200mm to 400mm for plane flow hoppers under instantaneous
conditions. This is a dramatic increase in span relative to the air dried
result, particularly in view of the small increase in moisture content.
At 10% moisture content the outiet span increases above the 6%
value by 50% - 60% As indicated in Table 3.1, typical values for the -2.36mm
and -4.00mm samples are 1000mm and 500mm for axisymmetric and plane
flow hoppers respectively.
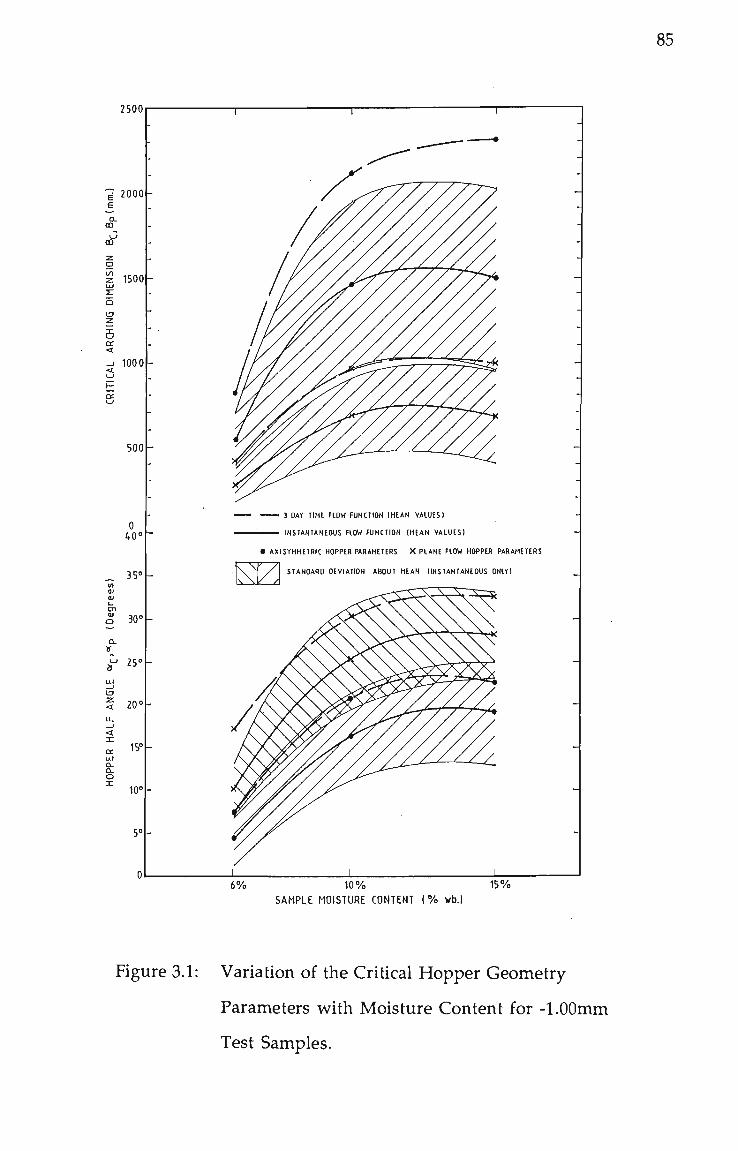
85
2500
Q. CO
z o
2000
1500
a ID
a: < 1000
500
0
35°
30°
a.
25°
ID
< 20«
<
o. o X
15°
10°
3 DAY TIME fLOW FUNCTION IHEAN VALUES I
INSTANTANEOUS FLOW FUNCTION IHEAN VALUES)
• AXISYMMETRIC HOPPER PARAMETERS X PLANE FLOW HOPPER PARAMETERS
STANDARD DEVIATION ABOUT MEAN (INSTANTANEOUS ONLY)
6% 10% 15% SAMPLE MOISTURE CONTENT (% wb.)
Figure 3.1: Variation of the Critical Hopper Geometry
Parameters with Moisture Content for -1.00mm
Test Samples.

86
2000
e E
'"^ISOO
z o u^ z UJ
o
tD
z
500
0 40'
35"
30« a.
8 25°
ID
< 20"
< X 15"
10'
5° -
• 3 DAY TIME FLOW FUNCTION (MEAN VALUES)
INSTANTANEOUS FLOW FUNCTION (MEAN VALUES)
• AXISYMMETRIC HOPPER PARAMETERS X PLANE FLOW HOPPER PARAMETERS
STANDARD DEVIATION ABOUT MEAN (INSTANTANEOUS ONLY)
4(
6% 10% • SAMPLE MOISTUBE CONTENT % w.k
15%
Figure 3.2 Variation of the Critical Hopper Geometry
Parameters with Moisture Content for -2.36mm
Test Samples.

87
2000
£ E
"" ISOO
z o
ta
i 1000 i_i OC
<
3
s
500
0 AO?
~ 35'
2 30' a.
ii
a 25° UJ _ i ID
< 20°
< X
(3. Q. O X
15°
10'
• 3 DAY TIME FLOW FUNCTION IHEAN VALUES!
• INSTANTANEOUS FLOW FUNCTION (MEAN VALUES)
• AXISYMMETRIC HOPPER PARAMETERS XPLANE FLOW HOPPER PARAMETERS
STANDARD DEVIATION ABOUT MEAN (INSTANTANEOUS ONLY)
6% 10% SAMPLE MOISTURE CONTENT % w.b.
15%
Figure 3.3: Variation of the Critical Hopper Geometry
Parameters with Moisture Content for -4.00mm
Test Samples.

88
An increase in moisture content to 15% leads to only small
increases in the critical outlet dimension relative to the 10% results.
Generally the increase is of the order of 5% - 10%, however, for some
samples the outlet dimensions were smaller than the 10% moisture content
values, for example, Westcliff ROM coal. Tables H.10 and H.ll .
This occurs because of the influence of the flow functions from
each moisture content. Comparison of the flow functions for the 10% and
15% tests shows that similar values of the unconfined yield stress may occur
in the a^ range for ff = 1.0 to ff = 1.3 even though there may be different
trends of cohesion and slope of the two flow functions.
For each of the results displayed in Figure 3.1, 3.2 and 3.3, the
standard deviation of the critical outlet span increases with increasing
moisture content. It can also be seen that the standard deviation of the
plane flow outlet spans is approximately 30% - 50% that of axisymmetric
hoppers. Considering the results for 304-2B stainless steel from Figure 3.2
and 3.3 for 10% and 15% moisture contents the average critical outlet span
for axisymmetric hoppers is 1000mm with a standard deviation of 200 to
250mm. For plane flow hoppers the outlet span is 500mm with a standard
deviation of 150mm. The results indicate that the largest values of B
required for reliable flow occur for the range of moisture contents at which
coal is commonly handled and transported.
The trend of increasing hopper wall slope with increasing sample
moisture content is apparent for most wall materials considered. Typical
values of a for 304-2B stainless steel for axisymmetric hoppers are 15 for
6%, 21° for 10% and 22°- 23° for 15% moist coal. Wall slopes for plane flow
hoppers are 20°- 25° for 6% , 30°for 10% and 33° for 15% moisture contents.
The increasing wall slope trend is directly linked to the reduction of wall
friction angle (j) of the stainless steel. This trend is dependent on the

89
characteristics of the wall material considered. The variation of ^ with a^
with moisture content for other materials may be the opposite, or not as
pronounced as that found for the stainless steel (e.g. Pactene, -2.36mm
results displayed in Figure 3.1).
For 304-2B stainless steel, ^ reduces with increasing moisture
content with the maximum values occurring at 6%. A second factor that
leads to a relative reduction in (j) for the wall materials with variable angles
of wall friction is the higher value of o^ acting at the critical geometry for
10% and 15% samples. The a^ values correspond with the stronger flow
functions and increased outlet dimensions required for reliable operation.
The influence of the ^ range typical of each of the wall materials on the
subsequent a values is well demonstrated. Referring to Table 3.1 (-2.36mm
results) the lower (^ values of Pactene compared to stainless steel leads to the
a values being 4° and 10° greater than stainless steel wall slopes for
axisymmetric and plane flow hoppers respectively. The higher ^ values of
rusty mild steel (usually above 30°) are comparatively insensitive to
moisture content levels and lead to the steepest hopper slopes of the wall
materials considered. Typical values are 8 - 1 0 for axisymmetric hoppers
and 15-18 for plane flow hoppers.
3.3 INFLUENCE OF PARTICLE TOP SIZE OF TEST
SAMPLES
As previously mentioned in Chapter 2, the standard particle top
size of coal samples for flow property test samples was -2.36mm. This was
increased to the current -4.00mm cut to reduce the degree of conservatism
of the hopper outlet spans resulting from the smaller particle cuts.
Reference to Figures 3.2 and 3.3 indicates similar values of a and B for the
-2.36mm and -4.00mm samples particularly for instantaneous conditions
with stainless steel as the wall material. Comparison of these values with

90
those displayed for the -1.00mm sample in Figure 3.1 shows the significantly
different a and B values required for the storage of high fines content coals.
Overall several trends are apparent. The often larger values of the
critical arching dimension B from the -1.00mm sample compared to the two
larger cuts, is clearly displayed in Figure 3.4. Depending on the moisture
content, the mean values of B are 400 - 500mm for axisymmetric hoppers
and 300 - 400mm for plane flow hoppers greater than for the other particle
cuts. The increased wall friction of the -1.00mm samples is apparent, leading
to hopper wall slopes typical 3°- 5 less than the comparable -2.36mm and
-4.00 samples. Table 3.1 and Figure 3.1 also display the geometry parameter
standard deviations, which are largest for the -1.00mm sample, indicating a
greater variability in the results particularly for the 10% and 15% moisture
contents.
Similar results between the -2.36mm and -4.00mm values for a
and B are indicated including comparable standard deviations. The
comparison of the hopper geometry parameters presented in Figure 3.4
indicates the relatively close agreement between these two sample cuts. The
greatest variation occurs for the axisymmetric outlet dimension with typical
differences of 150mm occurring for outlet spans of 1500mm. The results
indicate that the -2.36mm results are not conservative compared to the
-4.00mm values. However, often the -4.00mm results present a greater
variability which must be balanced against ease of preparation of the test
samples.
3.4 INFLUENCE OF TIME CONSOLIDATION AT REST
Chapter 2 has presented the typical increases of the unconfined
yield stress above the instantaneous values due to time consolidation. This
feature, when applied to the hopper geometry parameters leads to an
increase of the outiet span, and often the hopper wall slope, due indirectly

91
2500
I 2000
o 1/1 g 1500
o ID
< g 1000
e
500
0
35'
S 30°
^ 25°
ID 20° z <
< X 15° s a CL o X 10°
-15% wb I 3 DAY TIME FLOW FUNCTION IHEAN VALUES)
_ 1 0 % v b l
- 1 5 % vb,
- 1 0 % wb'
• AXISYMMETRIC HOPPER PARAMETERS X PLANE FLOW HOPPER PARAMETERS
INSTANTANEOUS FLOW FUNCTION IMEAN VALUES)
-1:00 -2-36 -1(00 TEST SAMPLE UPPER SIEVE CUT (mm.)
Figure 3.4: Variation of the Critical Hopper Geometry
Parameters (Mean Values) with Partide Top
Size of Test Samples.

92
to a reduction in wall friction. The critical outlet dimension must increase
to account for the 'set' or increase in the unconfined yield stress from a^ to
a and ensure that flow will recommence reliably. The hopper wall slope
can be increased only for those wall materials that display a variable ([). The
increased outlet span leading to increased o^ values and a decrease of ^ can
then be utilised by correspondingly relaxing the value of a determined for
the instantaneous condition.
The mean a and B values for time storage conditions (3 days) are
displayed in Figures 3.1, 3.2, 3.3 and 3.4. As expected the disparity between
instantaneous and time storage values of B increases with increasing
moisture content and decreasing particle top size. The values of B for
axisymmetric hoppers display the greatest increase above instantaneous
values, of the order of 500 - 600mm for axisymmetric outlets and 200 -
300mm for plane flow outlets. The -1.00mm results indicate that bin
geometries required for the time storage of high fines content coals can
reach impractical values. Reference to Figure 3.4 displays critical outiet
spans above 2 metres for axisymmetric hoppers while typical outlet
dimensions determined from the two larger top size samples are 1500 -
1600mm for axisymmetric hoppers and 800mm for plane flow outlets.
In assessing the increase allowable for the hopper wall slope, only
304-2B stainless steel will be highlighted because of its widespread use as a
low friction liner and because of its marked (|) variation with a^ for moist
coal. Figures 3.2 and 3.3 display an increase a a of typically 2 - 5 above
instantaneous values for plane flow outlets. For axisymmetric hoppers a
generally increases by a smaller margin of 1°- 3°.
When detailing the hopper geometry for a known period of time
consolidation at rest it is essential that the outlet be increased above the
critical outlet dimension determined for the instantaneous condition.
Failure to account for the increase in B can lead to cohesive arching and the

93
inability of the bin to reliably discharge. The increase in a however can be
considered as a benefit of increasing the outlet span and be utilised to relax
headroom and design constraints, but of course if the instantaneous a value
is used^the bin will obviously operate reliably.
3.5 INFLUENCE OF FREE CLAY IN COAL SAMPLES
The free clay (Kaolin and Bentonite) was added to certain coal
samples to simulate the behaviour of high ash content coals and typical
hopper geometry parameters required for their storage. The critical hopper
geometry parameters based on the various sample moisture contents are
presented in Tables H.19, H.20 and H.21.
Comparison of the results indicate that Kaolin requires outlet
spans 15 - 20% greater than the corresponding Bentonite coal samples. Both
clay samples have larger outlet spans than the control -4.00mm sample but^
more importantly, the values are similar or slightly less than those for the
coal plus fines sample. This indicates the importance of particle distribution
in influencing the cohesive strength of the coal. Comparison of the outlet
spans with Table 3.1 shows that at 10% moisture content the clay and
control samples are less than the mean values determined of 1069mm
axisymmetric and 490mm for plane flow outlets (for stainless steel). At 15%
moisture content the outlet spans required for Kaolin are typically 55 - 65%
greater than the mean values of 1076mm and 508mm for axisymmetric and
plane flow outlets respectively (for 304-2B stainless steel).
Under time storage conditions the hopper pcirameters for the clay
and coal fines samples lead to impractical values for mass flow. The
extremely large outlet spans (2300 - 3200mm for axisymmetric and 1000 -
1500mm for plane flow outlets) are a direct result of the extremely strong
time functions for these materials, whereas the mean outlet spans for 304-
2B stainless steel from Table 3.1 are approximately 1600mm (axisymmetric)

94
and 760mm (plane flow). Under time conditions the values determined for
the high fines content coal are shown to have larger outlet values than
comparable clay samples, reinforcing the importance of partide distribution.
Comparison of the hopper wall slopes for the various samples
indicates that similar values occur for the control, high fines samples and
the mean values (Table 3.1) and that the clay samples are generally 15-20%
greater. The higher a values for the clay samples appears to be the result of
two factors, the reduced wall friction due to the clay content and also to the
higher o^ values corresponding to the larger outlet dimensions required.
Overall it would appear that high clay content coals can be stored
and handled using reasonable mass flow designs, with similar geometries as
required for other coals tested. However under the time storage conditions
impractical geometries are required for reliable operation (particularly in
regard to outlet spans). This indicates that either the period of consolidation
should be reduced or other means of storage investigated. The performance
of high fines content coal has been highlighted as being similar to the clay
samples.
3.6 CONCLUDING REMARKS
From the analysis presented in this Chapter on the influence of
the mass flow hopper geometry parameters, the following comments can be
made:
• Similar results for B and a were determined for the -2.36mm and
-4.00mm samples at 10% and 15% moisture contents. Outlet
dimensions based on the -1.00mm sample flow properties were
significantly larger, and hopper wall slopes up to 5 smaller.
• The maximum outlet dimension for all particle top sizes
appeared to occur for moisture contents between 10% and 15%.

95
This tends to support the observation from general experience
that maximum strength occurs at approximately 80% of the
sample saturation moisture content.
• Based on the mean values calculated, the plane flow hopper wall
slope was generally 9 - 11 greater than the corresponding
axisymmetric hopper value, and the critical outlet dimension for
plane flow 40% - 50% of the value required for the axisymmetric
case.

96
CHAPTER 4
ALTERNATIVE PRESENTATION OF THE DESIGN
PARAMETERS FOR MASS FLOW HOPPERS
4.1 INTRODUCTION
The procedure for determining the critical hopper outlet
dimension and wall slope for mass flow hoppers by the Jenike method is
well established and documented. However, existing traditional
presentations relating the bulk solid flow properties of effective angle of
internal friction and the kinematic angle of wall friction with the hopper
wall slope and flow factor for mass flow are often inconvenient for manual
use and present difficulties when included in design programs suitable for
microcomputers.
An alternative presentation of the original Jenike flow factor
charts has been developed which display only the critical design values in
the border region between mass flow and funnel flow. The charts eliminate
the need for imprecise parameter interpolations by displaying the required
parameters in the form of contours of constant hopper wall slope and
critical flow factor as a function of the effective angle of internal friction and
the kinematic angle of wall friction.
Although presented in Chapter 1, a brief overview of the Jenike
design procedure will be presented along with various methods of
displaying mass flow parameters relationships that have been previously
developed.
4.2 DETERMINATION OF THE MASS FLOW HOPPER GEOMETRY
PARAMETERS.
The Jenike design procedure [3] takes into account the bulk soUd

97
flow properties and the stresses imposed by the hopper, in determining the
geometry parameters of critical dimensions and wall slope. The required
flow properties of the bulk solid describe the variation of strength and
frictional characteristics with consolidation pressure.
Employing a flow-no flow concept, the strength of the bulk solid
(as represented by the flow function) is compared with the stresses imposed
by the hopper (represented by the flow factor). The critical value of a^ occurs
at the intersection point of the flow factor and the flow function. The flow
factor value is a function of the wall friction angle, the effective angle of
internal friction, the hopper wall slope and the shape of the hopper
(axisymmetric or plane flow).
The flow factor, ff, and the hopper wall slope, a, are design
parameters of the Jenike procedure because, as Equation 1.2 [31 indicates, the
critical outlet dimension is dependent on both these parameters and,
further, the flow factor value is influenced by a.
The flow-no flow concept is implemented by approximating the
stress conditions occurring in a converging channel during flow by a radial
stress field according to the relationship:
a = 7rS(a) (4.1)
The solution of the set of partial differential equations describing
the radial stress field under specific boundary conditions allows the value of
S(a) to be computed and, hence, the flow factor determined by the relation:
^ H(a)(l+sin8)S(a)
' ' = iili^i ^''^^
Jenike computed flow factor values and presented the results in
the well-known series of charts for axisymmetric and plane flow hoppers
[1,3]. These graphs display contours of constant flow factor as a function of
98
the hopper slope and the kinematic angle of wall friction for specific values
of effective angle of internal friction (30° through 70 degrees by 10
increments). Examples of the flow factor charts for axisymmetric and plane
flow hoppers (for an effective angle of internal friction of 50 ) are presented
in Figures 4.1 and 4.2 respectively.
As depicted in these figures, particularly Figure 4.1, the region of
the flow factor contours is bounded by a limit. This border represents the
limit beyond which the boundary conditions are not compatible with the
radial stress field and flow does not develop along the hopper walls. This
bound is particularly severe for axisymmetric hoppers and, to ensure that
mass flow occurs, Jenike recommends that the wall slope be reduced 3 to 5
from the bound to account for any variation of the wall friction value in
practice from the laboratory test values. For plane flow hoppers, however,
the boundary is not as stringent, but to prevent the development of
excessive non-flowing regions originating from the hopper transition a
design limit is suggested (the dashed line. Figure 4.2).
In determining the mass flow hopper geometry, the values of the
hopper wall slope and flow factor are determined from these charts for the
combination of effective angle of internal friction, the kinematic angle of
wall friction and the hopper shape. Although it is possible to minimise the
flow factor by suitable selection of the hopper slope for a given wall friction
value (and thus optimise the flowability of the hopper [3]), from a practical
design viewpoint it is preferable to maximise the hopper wall slope. This is
achieved by using values along the suggested design limits for plane flow,
or allowing a 3 reduction of wall slope from the mass flow-funnel flow
limit in the case of axisymmetric hoppers.
Although the Jenike flow factor charts clearly display the limits of
hopper wall slope between mass flow and funnel flow and the respective

99
50 I/) LU LU Q:
o
30
^ 2 0 ° 11 I
<
\=1 10°
^ 0
•sv
J ^
^
^ s ^ s - r V
^
^^tii__-
\
^ 1 1 \
10' 20' 30' 40' 50° HOPPER WALL SLOPE cx-DEGREES
Figure 4.1: Flow Factor Chart for Axisymmetric Hoppers,
6 = 50° (Jenike [3]).

100
10° 20° 30° 40° 50°
HOPPER WALL SLOPE (X-DEGREES 60°
Figure 4.2: Flow Factor Chart for Plane Flow Hoppers,
8 = 50° (Jenike [3]).

101
flow factor values along the design boundary, they are disadvantaged by the
necessary parameter interpolations required. These are two major problems
associated with the parameter interpolations. Firstly, since the charts are
presented for specific values of 5, those designs having intermediate values
require the parameters of flow factor and hopper wall slope to be adjusted
between the respective charts to ensure accuracy. Secondly, due to the
troughed form of the flow factor contours in the region of the design limit,
determination of the flow factor values can be difficult. For example,
consider determination of the flow factor for ^ of 15 and a of 40 from
Figure 4.2.
A clearer indication of the influence of a on the limit of hopper
wall slope for mass flow in conical hoppers was presented by Johanson and
Colijn [41] (Figure 4.3). This diagram condenses the mass flow limits of the
Jenike flow factor charts to one diagram by displaying contours of constant 5
as a function of (j) and a. Interpolation of intermediate values of 5 in order
to determine the maximum values of a is more convenient than for the
Jenike flow factor charts.
Johanson and Colijn [41] also include an alternative series of flow
factor charts to determine the flow factor after a suitable hopper wall slope
has been selected from Figure 4.3. These charts display contours of constant
flow factor as a function of 5 and (j) for the specific a values of 10, 20, and 30°.
The flow factor chart for a hopper wall slope of 20° is depicted in Figure 4.4.
Interpolation between the flow factor contours is more convenient in this
presentation due to their more uniform nature. However, imprecise flow
factor values can arise because of the presentation of the charts in 10°
increments of wall slope.
Limits on the selection of hopper wall slope have also been
prepared for axisymmetric and plane flow hoppers for mass flow by Arnold

102
I -o CC
g
50
40
30
20
10
BOUNDARY LINES:
8 = 60 TO 70 8 - 5 0 8 « 4 0
0
AREA NOT COMPATIBLE WITH RADIAL-STRESS FIELD (NO MASS FLOW)
AREA GOMPA WITH RADIAL-STRESS FIELD (MASS FLOW)
NTH 0 10 20 30 4 0 50 60
HOPPER ANGLE, oC
Figure 4.3: Hopper Wall Slope Limits for Axisymmetric
Hoppers (Johanson and Colijn [41]).

103
«o
O
a: a. LL.
o UJ
o
LiJ > H O UJ U. I i . UJ
10 20 30 40 50 WALL FRICTION ANGLE, i>
60
Figure 4.4: Critical Flow Factors for Mass Flow Hoppers,
a = 20 (Johanson and Colijn [41).

104
et al. [4] and are presented in Figure 4.5. This presentation utilises the limits
proposed by Jenike [3]. Of more benefit, however, particularly in regard to
computer applications, are the equations which are given to represent the
design limits. For axisymmetric hoppers,
a = 0.5 {l80 - cos - \ ^ ) - [4, + sirC^C^]] (4.3) 2sin5 sinS
and for plane flow hoppers,
exp[3.75(1.01)(^-^°/^»>]-(l) " " 0.725(tan5)0-2 ^ - ^
for ())< 5 - 3; (j) and 5 in degrees.
Reference to Figure 4.5, however, indicates that for the range of
common values of ^ (approximately 15 to 30 ) for mass flow design the
maximum bound of a is relatively insensitive to the variation of 5. The
influence of the effective angle of internal friction on the flow factor has
been considered by Jenike [42]. In dealing with plane flow hopper design he
notes that the effect of ^ is minimal on the flow factor value and presents
the variation of the flow factor as a function of 5 (Figure 4.6). Although
Figure 4.6 was prepared for (|) of 25 and a of 25°, Jenike states that the flow
factor variation will be negligible for different design values, thus having
littie effect on the outlet dimension B from Equation 1.2.
Carson and Johanson [43] have recently enhanced this concept by
adding the flow factor variation with 5 curve for the axisymmetric case.
Figure 4.7. They further comment that the flow factor for both axisymmetric
and plane flow hoppers are essentially the same for the same 8 value (the
value of (j) and a was not stated in the preparation of Figure 4.7).
4.3 ALTERNATIVE PRESENTATION OF THE MASS FLOW
HOPPER DESIGN PARAMETERS
A common factor between the various methods discussed in the

105
tn
LU CC a LLJ a
1— u DC
(X
o LU _l tJ 2 CC
u
CC
LU
PLANE FLOW HOPPERS
RXISTMMETRIC HOPPERS
10 20. 30. 40. HOPPER WRLL SLOPE - DEGREES
Figure 4.5: Wall Slope Limits for Axisymmetiric and Plane
Flow Hoppers (Arnold ef a/. [4]).

106
Od
o y -LJ <
o
Qo 30O 50O 70O 90O
EFFECTIVE ANGLE OF INTERNAL FRICTION
Figure 4.6: Variation of Flow Factor with Effective Angle of
Internal Friction, a = 25°, (|) = 25° (Jenike [42]).
Figure 4.7: Variation of Flow Factor with Effective Angle of
Friction (Carson and Johanson [43]).

107
previous section for the presentation of the flow factor and the hopper wall
slope is the need to refer to several graphs in determining a satisfactory
design.
Generally, the selection of the mass flow hopper geometry
involves the determination of the maximum hopper wall slope allowable
for the particular bulk solid flow properties and operating conditions. This
necessarily involves selecting design values along the mass flow limits
(refer to Figures 4.1 and 4.2) and, as such, the remainder of the bounded
mass flow region is of little interest. These areas are only utilised for such
tasks as the verification of existing plant designs.
With these factors in mind, an alternative presentation of the
mass flow hopper design parameters has been developed and is presented
in Figures 4.8 and 4.9 for axisymmetric and plane flow hoppers respectively.
These figures display the variation of the flow factor and hopper wall slope
in contour form as a function of the kinematic angle of wall friction and the
effective angle of internal friction.
The data mesh for the formation of both charts was obtained by
utilising the design bound for a (as predicted in Equations 4.3 and 4.4) and
the particular values of (() and 8 to determine the maximum allowable value
of a. With these three parameter values the respective flow factor was
determined using differential equation solution techniques and Equation
4.2. Thus, only the values of maximum a which will ensure mass flow for
the respective values of ^ and 8 are displayed.
The following design constraints have been taken into account in
determining the data mesh:
• For Axisymmetric hoppers, a 3° reduction of the hopper wall
slope from the radial stress compatibility bound has been used

108
t s LO
LO ^
ca ^
IT) m
s) CO
m rNJ
cs OJ
IHd - NOIIDIUJ 1lbM dO 310Nd 3I1HW3NIM
Figure 4.8: Alternative Presentation of Axisymmetric Hopper Design Parameters.

109
ca LO
LO '^
cs ' i-
Ln CO
cs en
LO CM
cs OJ
in cs LO cs
IHd - N O U D i y j 11HM JO 310Ny 3I1HW3NIM
Figure 4.9: Alternative Presentation of Plane Flow Hopper Design Parameters.

110
and the flow factor determined at this margin point.
• For plane flow hoppers, the wall slope limit specified in Equation
4.4 and the constraint of (]) > 8 - 3 degrees, has been applied.
• The upper limit of the hopper wall slope is 60°.
This data mesh lends itself to computer applications for systems
that do not have mathematical packages for the solution of differential
equations (to determine the flow factor). The values required can be
determined by linear interpolation techniques based on the data mesh.
An advantage of this chart format is that a complete overview of
the trends of flow factor and hopper wall slope variation with ^ and 8 is
presented. Reference to Figures 4.8 and 4.9 indicates the direct influence of ^
on the value of a and the minor effect of 8, particularly for plane flow
hoppers. This trend of reducing values of flow factor with the increasing 8 is
also well demonstrated. This trend is in agreement with the presentation of
Jenike [42], but allows the overall effect of ^ on the flow factor to be
appreciated. For a constant 8 value of 50 and a range of (|): 5° < (j) < 40°, the
flow factor is seen to vary from 1.25 to 1.22, justifying the assumption of
Jenike to neglect the ()> variation in determining an initial measure of
flowability.
For a given set of values for 8 and (]), the design parameters of a
and flow factor are determined by referencing the intersection point to the
plotted contours. Although the contour increments for Figures 4.8 and 4.9
are necessarily coarse to ensure clarity, large chart formats can utilise
smaller contour intervals and reduce prorating of values.
Correct interpretation of the data determined from the charts
should be stressed. It is important to bear in mind that only the maximum
value of a and the respective flow factor value relevant to the traditional

I l l
mass flow limits are displayed. Concerning the value of hopper wall slope,
the a contour specified the maximum value allowable to ensure mass flow
and slip of the bulk solid along the wall. Values of a greater than that
specifies can lead to a funnel flow discharge pattern, while a reduction
below this value leads to a more conservative design. Reference to Equation
1.2 similarly provides an insight into the variation of the flow factor about
the design value. Utilising a flow factor value smaller than the design point
will lead to a reduction in a^, a reduced outlet dimension B and, hence, the
formation of cohesive arches. Noting that the design point specifies the
critical flow factor value, a more conservative design will then result from
using an increased value.
The advantages of utilising this presentation to determine the
hopper geometry based on the bulk solid flow properties have been noted in
the preceding discussions. However, care should be exercised in the
verification of mass flow occurring in existing storage facilities. The value
of hopper wall slope can be checked knowing 8 and (j) and ensuring that
^actual " ^charf Difficulties arise in checking the hopper outlet dimensions
(as affected by the flow factor) because values of a not lying on the mass
flow limit in the case of plane flow, or, 3° less than the limit for
axisymmetric hoppers, relate to flow factors not displayed in Figures 4.8 or
4.9. Reference to the original Jenike flow factor charts (Figures 4.1 and 4.2)
indicate that the flow factor may be above or below that displayed in the
alternative presentation, depending on the value of a used within the
bounded mass flow region. It is recommended that for this exercise the
Jenike charts be consulted because the complete flow factor variation with a
is displayed for given values of ^ and 8.
4.4 ILLUSTRATIVE EXAMPLE
To demonstrate the use of these new design charts, the geometry

112
of a mass flow hopper with a plane flow outlet for an ROM coal storage will
be determined. The measured flow properties of the coal are presented as a
function of the major consolidation stress a^ in Figure 4.10 and in equation
form in Table 4.1.
Two characteristics, typical of moist cohesive bulk solids such as
coal, are depicted in Figure 4.10. These are the reductions of 8 and ^ (for
some wall materials) to limiting values with increasing o^. The variation of
the wall friction angle may be due to either convex upward wall yield locus
and/or the tendency of the bulk solid to adhere to the wall lining material
at low values of normal stress.
A portion of Figure 4.9 is presented in Figure 4.11, which displays
a contours at 1 increments and the flow factor contours at 0.01 intervals.
As previously stated, an iterative procedure must be used to determine the
critical hopper geometry if either 8 or (j) vary with o^. Essentially, the
procedure suggested by Jenike [3] will be applied, first determining the
critical flow factor value, noting the respective a value and then applying
the flow factor value to Equation 1.2 to yield the hopper outlet dimension.
The procedure is deemed to have converged to the critical values when
little change results in a^ and 8 from successive iterations.
Consider the determination of the hopper geometry under
instantaneous conditions with the UHMW polymer as the wall lining
material. To start the procedure initially estimate 8 = 60 . With (j) = 23 and
constant, from Figure 4.11 point A yields a flow factor value of 1.111.
Applying the flow-no flow concept to the instantaneous flow
function and the respective flow factors produces an initial value for o^ of
2.07 kPa.

113
Flow Property Equation
Instantaneous Flow Function
Time Flow Function (2 Day)
Bulk Density Variation
o = 0.32O, + 1.20 c 1
a , = 0.350^ + 2.05 ct 1
0.069 p = 850.74(a^ / 5.925)
Table 4.1: Flow Property Equations for Design Example.
70.
tn LU lU CC u UJ n 1
z o 1—I 1 -u t - t
OC u. ll . o iLl _J {•) 2 (X
60.
b0.
40.
30.
20.
10.
- I — T — 1 — r - i — 1 — I — r
. ^3
A.
I • I • I . I
0.
1 — ' — I — ' — r - J — ' I • r T — • — I — > — I — ' — I — ' -
EFFECTIVE RNGLE OF INTERNRL FRICTION -1- I
KINEMRTIC RNGLE OF WRLL FRICTION STRINLESS STEEL -2-
UHMW POLYMER -3-
J I 1 I 1-
3 -:
J I I 1 L
5. 10. 15. 20.
MRJOR CONSOLIDRTIGN STRESS - KPR
Figure 4.10: Flow Properties of 8 and ^ for the Design
Example.

114
9330030 - NOIiOiyj 11HM 30 310NH 3I1HW3NIM
Figure 4.11: Determination of the Hopper Geometry for the
Design Example.

115
That is for the following equations:
flow function:
flow factor:
and at the critical design
and
a = 0.32O, + 1.20 c 1
ff = ^ = ^1
point, o^ =
^ c = ^ r
1.111
o . Then c
"1.111
1 r^Ort J. 1
Solving for Cy
and hence
aj(Y-^-0.32) = 1.20
o^ = 2.07 kPa.
Reference to the 8 variation depicted in Figure 4.10 for this value
of a yields an updated value of 8 of 64.5 .
The subsequent values for each iteration in converging to the
critical values are presented in Table 4.2. For the values of 8 (64.6 ) and ^
(23.1 ), the flow factor and a can be read from Figure 4.10 as 1.079 and 30.3
(say 30.5 ) respectively. As indicated in the above table, convergence occurs
relatively fast. Substitution of the relevant values into Equation 1.2 allows
the critical outlet dimension to be determined. From the graphical
presentation of H(a) [3] (or alternatively Equation 5.2),
H(a) = H(a = 30.5) = 1.15
and
p = p (CT = 1.98) = 788.1 kg/m^
and hence B = 273mm (say 275mm). The critical hopper geome t ry
parameters would then be detailed as a = 30.5 and B = 275mm.
The procedure becomes further complicated when considering a

116
Iteration
No .
1
2
3
8
(°)
assume 60
64.5
64.6
ff
1.111
1.080
1.079
^1
(kPa)
2.07
1.98
1.98
(j) Point
( ) refer Fig 4.11
23.0 A
23.0 B
23.0 C
Table 4.2: Convergence to the Critical Value for the
Design Example, with Constant Wall Friction.
Iteration
No.
1
2
3
8
C)
assume 60
62.3
62.4
ff
1.115
1.098
1.097
^1
(kPa)
3.75
3.66
3.65
({) Point
( ) refer Fig 4.11
assume 20 D
18.7 E
18.9 T
Table 4.3: Convergence to the Critical Value for the
Design Example, with Variable Wall Friction.

117
lining material that has a variable kinematic angle of wall friction. To
illustrate the design procedure when both (j) and 8 vary with Oy the critical
geometry parameters will be determined for time storage conditions (2 days
at rest), using stainless steel as the wall lining material. In a similar fashion
to the previous example, values of 8 and (j) must be assumed to obtain an
initial flow factor value. Assuming 8 = 60 and ([) = 20 , the iteration values
are presented in Table 4.3
For the final values of flow factor ff = 1.097 and a = 35.5°, the
critical outlet dimension can be determined as 485 mm, with H(a) = 1.18
and p = 822.5 kg/m^.
The variation of (j) with o^ can be utilised in mass flow hopper
design by allowing larger wall slopes for outlet dimensions greater than the
critical value determined in relation to particular instantaneous or time
flow functions. The hopper wall slope may be increased due to the
reduction on wall friction which occurs from the increased values of o^
resulting from increased outlet dimensions. The variation of a with B can
be determined by incrementing o^ above the critical value, calculating the
respective values of <t> ^rid 8 and, from Figure 4.11, reading the respective
values of a and the flow factor. Knowing the flow factor and the value of a
allows the outlet dimensions to be calculated.
The variation of 8 and (j) for a range of o^ has been presented as a
curve in Figure 4.11. This curve is unique to the particular variations of (j)
and 8 with o^ and, as indicated, the critical design points for instantaneous
(point I) and time storage (point T) conditions lie on this locus.

118
Oj (kPa)
1.98
2.50
3.00
4.00
5.00
8.50
10.00
15.00
8(°)
64.6
63.9
63.2
62.0
61.0
5.81
57.1
54.7
<^C)
21.7
20.4
19.6
18.6
18.0
17.0
16.8
16.4
ff
1.080
1.086
1.091
1.100
1.109
1.134
1.143
1.168
a( )
31.8
33.4
34.5
35.8
36.6
38.0
38.3
39.0
B(mm)
275
342
405
528
647
1042
1204
1724
Table 4.4: Variariation of Outiet Dimension and Hopper
Wall Slope with Increasing Major
Consolidation Stress for the Design Example.

119
Table 4.4 summarises the variation of ^ and 8 with o- and the
resulting variation of a with B for stainless steel. It can be seen that for
plane flow hopper outlets in the region of 1 metre width, wall slopes of 38
could be utilised. This design data can also be applied to increasing the
hopper wall slope in a stepwise fashionat intermediate levels above the
hopper outlet. As the effective width of the hopper increases due to
divergence of the walls, the wall slope can be increased in accordsmce with
the above variation. This technique can prove useful in design applications
that have headroom and space constraints and also in determining the
extent of hopper wall linings.
4.5 CONCLUDING REMARKS
The advantages resulting from this presentation over existing
methods include:
• The ability to obtain an overall assessment of the variation of the
design parameters of a and flow factor along the limits of mass
flow chosen for design purposes.
• All the relevant design data required for hopper geometry
determination are presented on one chart (for either
axisymmetric or plane flow hoppers), which reduces the amount
of parameter interpolation required.
• A characteristic curve can be plotted on the chart presentation
representing the variation of ^ and 8 with increasing Cj The
critical values of (|) and 8 for instantaneous and time storage
conditions lie on this curve. The respective values of a and flow
factor as specified by the curve can be utilised to present the
variation of a for values of B greater than the critical.
• The data mesh used to determine the contour positions on the
chart can be applied to compile a hopper design computer

120
program using linear interpolation techniques (rather than the
solution of differential equations) to determine the required
design parameters.
These hopper design parameter charts have recently been
incorporated into the new Draft Code Practice for the Design of Silos and
Bins prepared by the British Materials Handling Board. [44].

121
CHAPTER 5
GRAPHICAL DETERIVUNATION OF THE ]VIASS FLOW
HOPPER GEOMETRY PARAIVIETERS
5.1 INTRODUCTION
The determination of the geometry of mass flow hoppers is based
on the design data of the critical hopper outlet dimension B and the
maximum values of wall slope a, for both instantaneous and time storage
conditions, and graphs of the variation of hopper wall slope with outlet
dimension for each wall material considered. This method of design data
presentation, particularly regarding the a versus B charts has a number of
disadvantages.
Firstly, to produce the a versus B graphs without the aid of
computers can be a complicated and tedious task, requiring reference to the
relevant flow properties and hopper flow factor charts. To employ computer
techniques, on the other hand, requires a powerful computer and the
necessary algorithms and mathematical support code to generate flow
factors from first principles. As presented by Arnold et al. [45] and Moore et
al. [46] the development of such programs is an involved and complex task.
(Chapter 7 discusses the development of computer software for flow
property processing and bin design).
A second aspect of the current hopper geometry data presentation
methods is the failure to relate the critical hopper geometry to the
experimental flow properties, or to the design stress values acting at the
hopper outlet. It would be helpful, particularly in the design for difficult
cohesive bulk materials, to allow an insight into the design procedure and
an appreciation of the sensitivity of results due to flow property variations.

122
A further consideration is the difficulty in relating hopper design
parameters with experimentally determined flow properties when applying
computer techniques to process the flow property data and determine the
critical hopper geometry parameters. The use of computers can cause the
design engineer to lose sight of the basic flow property data in its application
to hopper design. In the computer procedures, flow properties such as the
flow function, are represented by curve fitting an assumed empirical
function form to several discrete data points. This can lead to significant
errors if the fitted curve is not an accurate representation of the complete
flow property. Using the current presentation of design data the following
useful trends and relations cannot be easily visualised:-
• the sensitivity of changes in the flow function position on the
minimum opening dimension. This is important for low values
of a^ removed from the experimental data points,
• the correlation of the hopper wall slope with the angle of wall
friction,
• the relation between hopper outlet dimension and Gy
To eliminate some of the present difficulties^ an alternative
graphical method of design data presentation in the form of design
nomograms has been developed which clearly shows the relation between
the hopper geometry parameters and the experimentally determined flow
properties. The graphical design nomograms represent a compact,rapid
method of manually determining the mass flow hopper geometry
parameters.
This chapter details the determination of mass flow hopper
geometry parameters using the graphical design nomograms, which were
developed by combining the concepts and graphical formats introduced
from the alternative presentation of the hopper design parameters (Chapter

123
4) [47] and the novel method of presenting mass flow hopper geometry
parameters developed by Moore and Arnold [48].
5.2 NOMOGRAMS FOR MASS FLOW HOPPER DESIGN
Design nomograms or graphical worksheets have been developed
for axisymmetric and plane flow hopper design, and are presented in
Figures 5.1 and 5.2 respectively. Figures 5.3 and 5.4 present alignment
nomograms for the calculation of the critical outlet dimension B for
axisymmetric and plane flow hoppers respectively.
Referring to Figures 5.1 and 5.2, the layout of the nomograms
essentially allows the presentation of the bulk solid flow properties (as a
function of o^) on the left side and the alternative hopper design parameter
chart (ff and a) on the right. To use the nomogram, the bulk solid flow
properties are first drawn against the respective axes. Note the ^ versus a,
variation determination depends on the wall yield locus and the effective
angle of friction, and, involves Mohr circle stress analysis as reported in [45]
(refer to Appendix I). A separate nomogram or worksheet is prepared for
each hopper wall material that is considered.
The first step in operating the nomogram is generating the 'flow
factor locus'. An arbitrary o^ value is selected and by projecting this value
vertically the corresponding values of ^ and 8 are found. These two friction
values are then projected onto the hopper design parameter chart and the
corresponding values of ff and a read from the intersection point. In the
lower left work space, using the flow factor scale, the intersection between
the ff and a^ values is plotted. This is one point on the flow factor locus.
The flow factor locus is the curve passing through the coordinates ^1
i^yTf) displaying the variation of the flow factor with respective values of
Gy

124
3 UJ
M
be
HAJOR CDNSCH.I0AT1ON STRESS, a", kPa
HOPPER GEOMETRY FOR MASS FLOW (AXISYMMETRIC)
Figure 5.1: Design Nomogram for Axisymmetric Mass
Flow Hoppers.

125
MAJOR CONSOLIDATION STRESS, o'j KPq
Figure 5.2: Design Nomogram for Plane Flow Mass Flow
Hoppers.

126
MAJOR STRESS IN ARCH,o' KPa
pO.S
BULK DENSITY
600 r
700
aoo
900
1000
CRITICAL ARCHING DIMENSION.B •• rise
-200
2S00
Figure 5.3: Alignment Nomogram for Calculation of
Outlet Dimension, Axisymmetric Hoppers.

127
BULK DENSITY •9 Ko/m-5
CRITICAL ARCHING DIMENSION,B nn
200 MAJOR
STRESS IN ARCHdikPa rO.4
l<J.5 F300
600r
700
BOQh
900
1000
' SSOO
Figure 5.4: Alignment Nomogram for Calculation of
Outlet Dimension, Plane Flow Hoppers.

128
This curve is unique to the particular bulk solid, being dependent
only on the angle of wall friction, the effective angle of friction and the
shape of the hopper outlet (axisymmetric or plane flow).
The flow factor locus does not usually pass through the origin, but
begins at the first value of a^ that yields (|) and 8 for which a flow factor for
mass flow can be determined. For wall materials displaying high levels of
adhesion with the bulk solid this first value of a^ can be as high as 2.5 - 3.0
kPa.Note that if <^ and 8 for the bulk solid are constant, then the flow factor
locus will be a straight line indicating a constant ff (and 8) for all values of
Cy
The value of a (determined at the same time as ff) can be plotted
against the o^ abscissa corresponding to the hopper wall slope scale
provided.
The value of the hopper outlet dimension B is determined from
the alignment nomograms (Figures 5.3 and 5.4) which solve Equation 1.2,
and include functional scales for H(a) (presented graphically in [3]). These
nomograms could be deemed unnecessary with the common application of
electronic calculators, particularly if the relations presented by Arnold et al.
[4] for H(a) are utilised.
For axisymmetric hoppers: , , (130 +a ) , ,
H(a) = (5.1) 65
emd for plane flow hoppers:
where a is in degrees.
Referring to these figures, first, line (i) is drawn between the p scale (for the
relevant p value corresponding to a^) and the a value. This provides an

129
intersection point on the reference line from which Une (ii) is projected
through the o^ value and onto the critical arching dimension scale. The o^
value is determined by projecting the flow factor - o^ intersection point onto
the a J axis (in the lower left work space) or by solving CTJ = -rr . The
subsequent value of B can then be plotted along the o^ abscissa
corresponding to the critical arching dimension axis provided.
The above operations are repeated for a range of o^ values ranging
from perhaps 1 kPa to 15 kPa to allow curves to be plotted providing the
following parameter variations as a function of major consolidation stress,
Gy
• the flow factor locus,
• the hopper wall slope, a,
• the hopper outlet dimension, B.
The hopper geometry parameters for instantaneous and time
storage consolidation conditions are determined by establishing the critical
a^ value, where the appropriate flow function intersects with the flow factor
locus. The critical values of a and B can then be read from the respective
plotted curves for the appropriate o^ value.
5.3 ILLUSTRATIVE EXAMPLE
A design example using the nomogram to determine the hopper
geometry parameters for a plane flow slot outlet hopper storing black coal is
provided in Figure 5.5. For convenience. Figure 5.6 provides an enlarged
presentation of the lower left portion of Figure 5.5. The required flow
properties have been plotted in the appropriate section on the left side of
the graph.

130
-^... 4
MAJOR CONSOLIDATION STRESS, o'j kPa
HOPPER GEOMETRY FOR MASS FLOW
(PLANE FLOW)
Figure 5.5: Determination of the Plane Flow Hopper
Geometry for the Design Example.

131
(, 0
(/) (/) III a. W
El-D
H >.
PI
z H
i
a a JC 1
ro" _•«
6 <
z
{/i (/) u ^ V)
CC
0* > I I M-
p-^Lua. •H I I I I I I I I I I I I I I I I ' I
I I 1 . 1 1 I I • I . 1
1 5 0 0
I I I I 1 I
35*
000
500
6 8
OQ
2 O H w z UJ
z H X u OC <
- I < u H H-M a u
MAJOR CONSOLIDATION STRESS^ o'j hPa
Figure 5.6: Determination of the Plane Flow Hopper
Geometry for the Design Example (enlarged
portion).

132
Selecting a value of o^ = 5kPa to illustrate the procedure,
projecting this value (line (a)) to the 8 and <]) flow properties, values of 61°
and 18 respectively are found. These values are projected (lines (b) and (c)
onto the hopper design parameter chart and intersect at point 1, yielding
values of ff = 1.11 and a = 37°. Drawing in the flow factor ray of ff = 1.11
determines intersection point 2 with Oj = 5 kPa. Point 3 for a = 37° can also
be plotted against the appropriate scale. Using the alignment nomogram, B
is determined for the values : p = 840 kg/m^, o^=—= TTT= 4.5 and a = 37°.
The value of B = 650 mm is found and plotted at point 4. This procedure has
been repeated to generate the complete flow factor locus and the a and B
variations.
The critical hopper geometry parameters for instantaneous and
time consolidation conditions are determined from the intersection of the
relevant flow function with the flow factor locus. For the critical a^ value
found, the corresponding values of a and B are noted.
Then, for instantaneous conditions:
Point 5, a = 32.5°, B = 350 mm
and for time storage conditions:
Point 6, a = 35.5°, B = 540 mm.
Often, the exact position of the flow function may not be known
accurately because it generally results from drawing a line through three
experimentally derived points from the instantaneous or time yield locus.
The sensitivity of the a and B values to variations in the location of the
flow function can be assessed easily .
For example, in Figure 5.6, it can be seen that changing the flow
function to FFT2 yields a new intersection, point 7, between the flow
function and the flow factor locus. This intersection point defines a value of

133
a J = 5 . 8 kPa with consequent a and B values of 37.5 and 740 mm
respectively.
This section of the worksheet indicates that flow functions may
have different characteristics and yet still lead to similar critical hopper
geometry parameters, for example, a flow function with high initial
cohesion with a small gradient compared to a flow function with a low
cohesion but steeply sloping.
Perhaps a more important feature that is highlighted by this
presentation is the degree of influence (j) has on the hopper geometry. For
many bulk solids, the outlet dimension of hoppers will exceed the critical
value, (ie. Point 5, for instantaneous conditions). Thus the subsequent
geometry need only follow the prediction of the a versus o^ and B versus a^
curves, which are predominantly under the influence of the (}> variation.
This feature provides an effective method for the experienced
designer to determine the hopper geometry parameters based on a reduced
flow property testing program. Only the wall friction and compressibility
tests are required, tests which are rapid and relatively straightforward
compared to shear testing (note that the important wall friction parameter
can be determined on any suitable Coulomb friction tester).
Based on experience, the effective angle of internal friction, 8,
possible flow function positions and B can be estimated. The discussions of
Chapter 4 have highlighted the limited sensitivity of ff and particularly a to
variations in 8. Thus the a versus a^ and B versus Oj design curves can be
generated and extremely useful hopper design information achieved.
The detailing of the hopper geometry as part of a bulk solids
handling system often requires attention to such constraints as allowable
head room, maximum lump size, feeder arrangements, proposed discharge

134
flow rates and economy of design for the required storage tonnage. The
hopper wall slope and outlet dimension design curves allows the design
engineer to confidently vary each parameter above the critical value to
satisfy any constraints acting. For example, if the slot outlet width has to be
constrained to some value above the critical, the hopper wall slope could be
increased according to the design curves allowing a reduced hopper height
and relief to possible headroom problems.
A further application of this presentation is the ability to optimise
the selection of a and B in regard to feeder loading. For example, utilising
Reisner's theory [4] for the calculation of the flow load, the major
consolidation pressure a^ at the hopper outiet is assumed to act vertically on
the feeder. The value of Oj can be found by rearranging Equation 1.2:
yBff
and hence the total flow load, Q, can be determined from
Equation 5.4:
Q = ajA (5.4)
where A is the cross-sectional area of the hopper outlet. It would be
straightforward to provide a additional graph of Q versus o^ (in a similar
format to the other flow properties or design parameters), allowing a direct
indication of the feeder flow loading with increase of the outlet dimension.
Alternatively, Q could be conveniently calculated at point values of B as the
current worksheet format dearly depicts the required B and G^ values.
5.4 CONCLUDING REMARKS
The design nomograms presented in this chapter provide a
compact and accurate method for the manual calculation of the mass flow
hopper geometry parameters. The presentation has advantages over

135
existing methods in that the relation between the flow properties and the
hopper geometry is clearly illustrated, the hopper design parameter chart
requires no interpolations and the sensitivity of geometry parameters may
be examined in view of doubtful or dubious flow property variations
The procedure described here also lends itself to computerisation,
with computer graphics being used to produce the final design graphs.
These aspects will be further developed in Chapter 7.

136
CHAPTER 6
STANDARDISED HOPPER
GEOMETRY DESIGN GUIDELINES
6.1 INTRODUCTION
Review of the critical hopper geometry parameters presented in
Table 3.1 and of the flow property values in Table 2.1, raises the feasibility of
utilising standard design guidelines for the determination of the hopper
geometry parameters of a and B for mass flow. This is achieved by
determining the expected ranges of a and B, dependent on the moisture
content of the coal and secondly by analysing statistically determined flow
properties allowing a reduced flow property testing procedure to be
formulated.
Advantages of such a procedure include:
• Reduction of the amount of flow property testing required for the
design of coal storage bins. For storage facilities that handle
several different coals (eg. an export market coal loader) a
relatively large amount of time and expense is required for flow
property testing to identify the worst case bulk solid, to define the
design criterion.
• Often coal storage and processing facilities are detailed without an
appreciation of the principles of bulk storage and flow [18].
Utilisation of such guidelines would increase the awareness of
industry and encourage a systematic approach to the design of
coal storage fadlities.
• Allow the accurate preparation of initial arrangement layouts of
coal storage facilities early in the design process. This would be
particularly useful for facilities for which no bulk samples exist.

137
such as new mine developments where only bore hole samples
are available. This approach would highlight storage geometry
constraints earlier, and also allow more accurate costing estimates
to be prepared.
Several authors have conducted studies in this direction, ter Borg
[31, 49] and Dau [32] have investigated the flow properties and subsequent
mass flow hopper geometry parameters for large numbers of bulk solids for
statistical application in the chemical industry. Figure 6.1 presents, for a
survey of 500 bulk solids [31], the percentage of bins that would successfully
operate in mass flow as a function of the hopper wall slope angle. As
indicated, for axisymmetric hoppers with a^ = 30 , only 25% of installations
would be expected to mass flow. However, silo designers and manufacturers
of packaged and purpose - designed silos still regard this slope as
sufficiently steep. Referring to the plane flow variation (which is increased
from the axisymmetric case by 8°- 10°, Schwedes [50]), for a = 30°, 50% of
installations would be expected to operate in mass flow.
The second aspect of hopper design, the determination of the
outlet dimension, has been investigated statistically by Sinkwitz [51] and
Horn [52]. Sinkwitz attempted to apply a cohesive arch or bridge-forming
probability to yield hopper outlet dimensions (with a success risk factor)
smaller than the outlet dimensions determined by the Jenike method [3].
This approach aimed to reduce the amount of overdesign which has been
indicated by several experimental studies, and recently discussed by Jenike
[53].
6.2 TERMS OF REFERENCE
In developing this concept, the interaction of the coal (represented
by the respective flow properties) and the operational characteristics of mass
flow bins must be taken into account. The heterogeneous nature of black

138
\-) ID Q
100
— •
§^80 n Ll_
o CC
3 0 ...1
^ 6 0 UJ CO CD (y)
s: < ^ ^ A O U J
>
<r _ j
ZD 7-Z3
z I D ^ ^ ^ p20 < CC L U
% 0
'AXISYMMETRIC
PLANE FLOW
10 20 30 ^0° HOPPER WALL SLOPE, «c ^ P
Figure 6.1 Bulk Solids with Mass Flow as a Function of
Hopper Wall Slope (ter Borg [31] and
Schwedes[50]).

139
coal (physically and chemically) is well known, leading to variations in the
flow properties of different coals and their relative flowability. Colijn and
Vitunac [54] note that there appears to be no such product as a 'typical coal'
or an 'average coal' in a similar manner to there being no 'typical soil' for
soil mechanics to work with. For these reasons, the coal types applicable for
this procedure are restricted to similar coals used in the test work. These
coals could be defined as:
Hard Black Coals.
Bituminous to Semi-Anthracite Rank,
Hardgrove Grindability Index : HGI < 60.
Ash Content (non swelling clay) < 15%.
Similar particle distributions as defined by the Rosin-Rammler
Distribution Parameters.
The ash content has been specified in broad terms only. For those
clay types that are known to lead to handling problems flow property testing
will have to be undertaken and the traditional design approach employed.
The Hardgrove Grindability has been specified to restrict coals to the harder
and less friable coal types. The testwork has highlighted the increased
storage problems due to the increased cohesive strength that occurs for
friable coals, due to the increased fines content caused by degradation from
repeated handling operations. Most coals tested in the program displayed
similar particle distributions for the as received samples resulting from
isotropic breakage and obeying the Rosin-Rammler Distribution. The
Rosin-Rammler Distribution Parameters presented in Table 6.1 for the coals
tested demonstrates this feature.
The moisture content of the coal was shown to be a significant
parameter. For the coals from the Southern Coalfield the maximum outiet
spans occurred for the moisture range of 10% - 15%. Coal samples below

140
Colliery Rosin-Rammler Distribution Parameters
X n
Coaldiff
South Bulli
Huntley
Metropolitan
Appin
Westdiff (ROM)
4.77
4.98
4.46
3.27
5.73
7.07
0.811
0.880
0.790
0.713
0.829
0.779
Table 6.1 Comparison of the Rosin-Rammler Particle
Distribution Parameters for Coals Tested
(As Received Condition)

141
these levels will be less cohesive and thus more free flowing, while coals
above the 15% level (and possessing the approximate particle distribution
found in the testing program) would be close to the saturated moisture
content. Moisture contents higher than 15% could also indicate high fines
contents or expansive clays present within the ash content.
The design procedure in determining the hopper geometry
parameters aims to achieve a reasonable compromise between such
technical aspects as headroom and capacity requirements, allowable values
of hopper wall slope for various wall lining materials, outlet dimension,
type and size of feeder and feeder loads. There are three basic shapes of mass
flow hoppers, namely, axisymmetric, plane flow and transition (a
combination of a plane flow hopper with conical end walls), as depicted in
Figure 1.2.
Considering the design and operational merits of the various
mass flow hoppers, the following aspects are significant:
• Axisymmetric hoppers operate with a distinct mass / funnel flow
boundary (linking a with (^ and 8) as depicted in Figure 1.3. Plane
flow hoppers, in contrast, have a less distinct operational
boundary between mass flow and funnel flow. To this effect
Jenike [3] states that the plane flow hopper slope may be increased
up to 5 above the design recommendation if the cylinder/hopper
transition is generously radiused rather than meeting at a distinct
intersection,
• As previously stated, the plane flow hopper slope a is generally
9 - 11 greater than the slope required for axisymmetric hoppers.
Thus plane flow hoppers can offer a more economical design in
terms of height [55].

142
• A limitation of plane flow hoppers is the requirement for long
slot outlets (L > 3B). This restricts, to some degree, the type of
feeder used. More particularly, care must be taken to ensure the
outlet is completely live, with the bulk solid being withdrawn
over the complete outlet area. If this does not occur then funnel
flow will develop within the stagnant contents of the bin.
• Pyramidal hoppers are limited because of the in flowing valleys
between each hopper face. These valleys present high friction
regions to bulk solid flow and lead to material hang ups.
Designers will find specifying the hopper valley angle equal to a^
[3] will often lead to impractical hopper proportions. For this
reason it is recommended that only axisymmetric hoppers of
conical form be considered.
The testwork considered three wall lining materials, rusty mild
steel, 304-2B stainless steel and Pactene. For the development of these
guidelines only stainless steel will be considered since its use is well proven
in the coal industry, it offers low wall friction angles, a stable surface finish
after long periods of contact with moist coal and is a reasonably wear
resistant material. Rusty mild steel was discounted due to its high <^ values
and the inherent surface deterioration that occurs from contact with wet
coal by rusting. The Pactene has <^ values intermediate to stainless steel and
rusty mild steel, but may not have the wear resistance required, particularly
for ROM coal storage bins. The flammability and electrostatic properties of
the Pactene also make it unacceptable for underground applications where
spontaneous combustion or dust/gas explosions are possible.

143
6.3 STATISTICAL CONSIDERATION OF THE HOPPER GEOMETRY
PARAMETERS
Design engineers often do not appreciate the relatively steep
hopper wall slopes and large outlet widths required for mass flow. This is
certainly applicable to past coal bin designs. To highlight expected ranges for
the a and B parameters, the respective values determined from the
-2.36mm and -4.00mm test samples have been analysed.
It is recognised that the sample set is relatively small, and for this
reason, the Student's t Distribution has been utilised. This approach allows
the mean of the sample set to be linked to the mean of a normally
distributed population, in this case the geometry parameters of a and B. The
confidence interval based on this distribution provides a range in which the
mean would be expected, with a specified probability.
The values presented in Table 6.2 display the mean value with a
confidence interval of 90%. Note that increasing the confidence level to say,
95% often is of little practical value because this has the effect of increasing
the length of the interval.
These tabulated values are intended to provide a guide to typical
geometry values, particularly during the layout phases of a design process.
The effect of the moisture content of the coal is well demonstrated,
particularly with the lower hopper slopes allowable for coals of 6% moisture
content, and the increasing trend of outlet dimensions for higher moisture
content levels (for instantaneous and time storage conditions). It should be
noted that the above tabulated values have been rounded off, in the case of
outiet dimensions to the nearest multiple of 5mm, and for wall slopes to
the nearest 0.5° above.

144
Hopper Geometry
Parameter
6%
10%
15%
a^C)
v°> B^(mm)
B (nun)
Bp(mm)
B .(mm)
a/)
a/)
B^(mm)
B^j(mm)
Bp(mm)
B j(mm)
a/)
a/)
B^(mm)
B^j(mm)
Bp(mm)
B j(mm)
Sample Set
n
7
7
7
5
7
5
13
13
13
11
13
11
14
14
14
13
14
13
Mean Value (within 90%
Confidence Interval)
14.4 < 16.5 < 18.5
23.5 < 25.5 < 27.5
645 < 735 < 825
635 < 825 < 1015
315 < 350 < 385
375 < 420 < 465
20.5 < 21.5 < 22.5
30.0 < 31.0 < 32.0
950 < 1060 < 1170
1330 < 1520 <1710
435 < 485 < 535
590 < 690 < 785
21.5 < 22,5 < 23.5
31.5 < 33,0 < 34.5
980 < 1100 <1220
1265 < 1495 < 1725
400 < 520 < 580
595 < 695 < 795
Table 6.2: Mean Values of Mass Flow Hopper Geometry
Parameters , Within a 90% Confidence Interval,
for Coals Tested at Various Moisture Contents.

145
6.4 CONSIDERATION OF THE FLOW PROPERTIES
The ability to characterise the flow properties of moist black coal
would have significant benefits in reducing flow property testing and allow
direct hopper design based on the material physical properties. The work of
Schubert and Tomas [56,57] has pursued this direction over several years.
They have successfully determined mathematical models which allow the
calculation of the flow function on the basis of the mean particle size, the
surface tension of the liquid, the solid and liquid bulk densities and the
moisture content. Their studies have, however, considered only fine
powders with particle distributions in the range of 40-500 |im, and fails in
the application to large particle distributions typical of coal.
Reviewing the flow properties relevant to the determination of
the hopper design parameters, the values corresponding to the critical
design value of a^ is of most significance. Accordingly, the flow properties
determined for the -2.36mm test samples (presented in Appendix C to H),
have been collated and presented in Figures 6.2 through 6.7. These figures
present, for axisymmetric and plane flow hopper design, the variation of
the flow property (a^, <|)304.2B SS' ^^^ P mean value with a range of two
standard deviations (ie. x- a< x < x + a) for 6,10 and 15% moisture contents.
These figures clearly display the trend or characteristic form of each flow
property. This will be significant later in the discussion, particularly when
considering the flow function. The range of critical o^ applicable for each
moisture content and hopper type has been determined by an iterative
procedure based on the alternative flow factor charts (Figures 4.8 and 4.9)
and the respective variations of ^ and 8. The range of flow factor values
determined for each moisture content and hopper type is tabulated in Table
6.3.

146
10.0
Major C o n s o l i d a t i o n S t r e s s , k P a .
Figure 6.2 Range of Flow Property Values for 6% Moist
Coal Applicable to Axisymmetric Hopper
Design.

147
" 9 0 0 E 6
10 0
Major Consolidation Stress , kPa.
Figure 6.3 Range of Flow Property Values for 6% Moist
Coal Applicable to Plane Flow Hopper Design.

148
" 900 6 ^ 800
10.0
Major Consolidation Stress, kPa.
Figure 6.4 Range of Flow Property Values for 10% Moist
Coal Applicable to Axisymmetric Hopper
Design.

149
" 900
^ 800
10.0
Major Consolidation Stress, kPa.
Figure 6.5 Range of Flow Property Values for 10% Moist
Coal to Plane Flow Hopper Design.

150
" 900
^ 800
10 0
Major Consolidation Stress , kPa.
Figure 6.6 Range of Flow Property Values for 15% Moist
Coal Applicable to Axisymmetric Hopper
Design.

151
" 900
^ 800
10 0
Major Consolidation Stress, kPa.
Figure 6.7 Range of Flow Property Values for 15% Moist
Coal Applicable to Plane Flow Hopper Design.

152
Moisture Content Flow Factor Range
Axisymmetric Plane Flow
6%
10%
15%
1.11 <ff< 1.27
1.15 < ff < 1.25
1.15 <ff< 1.26
1.08 <ff< 1.18
1.06 <ff< 1.12
1.05 < ff < 1.14
Table 6.3: Range of Flow Factor Values at the Critical
Design Point for Axisymmetric and Plane Flow
Hoppers at Various Moisture Contents.

153
Comparison of the flow factor ranges indicates similar values for
both hopper types, with the axisymmetric case approximately 0.1 larger than
the plane flow value. The respective flow factor range for each case has been
used to graphically determine the critical G^ range from the intersection
with the flow function range. As indicated by the double hatched region in
Figure 6.2 to 6.7, the critical Oj exists in a narrow band.
Graphically projecting the minimum and maximum o^ values
onto the other flow properties allows the range of (j), 8 and p to be defined.
Comparison between Figures 6.2 and 6.7 show that for the same moisture
content, the axisymmetric case has lower 8 and (|) values due to the slightly
higher flow factor leading to higher values of Gy For increasing moisture
content, larger critical o^ values are evident due to the intersection of the
stronger flow functions with the relevant flow factors. The trend of larger a
values also leads to lower ^ values applicable for the 304-2B stainless steel.
An insight is gained into the variation of the hopper design
parameters (ff and a) by referring to Figures 6.8 to 6.9. These figures
represent an enlarged portion of the alternative hopper design parameter
charts onto which the values of ^ and 8 from the critical o^ range
determined in Figures 6.2 to 6.7 have been mapped. The curve within each
crosshatched region represents the variation of the mean values of 8 and ^,
as detailed in Figure 6.2 to 6.7.
Figure 6.8 (for axisymmetric hoppers) indicates that the flow factor
value is relatively insensitive to the sample moisture because the
inclination of the flow factor contours correspond to the trend of the
enclosed areas representing increasing moisture content. This observation
is not applicable to the plane flow case. Figure 6.9, because the flow factor
contours are approximately vertical. Both Figure 6.8 and 6.9 emphasise that

154
35
30 ^-^ 0
Q) 1—1
PI <1
C) •rH
-P crt III
ci) ^
•r-i
tiO (U
tt ^
on,
Jl
• r-l '^ ' - ' - fJ
o •rH !H
UH
1—1 1—1
^ 20
15 50 55 60 65 70
Effective Angle of In t e rna l Frict ion, 6 ,Deg,
Figure 6.8 Variation of 8 and <I>304_2B SS ^°^ Moist Coal (at
Various Moisture Contents) Mapped onto the
Alternative Axisymmetric Hopper Design
Parameter Chart.

155
50 55 60 65 70 Effective Angle of Internal Friction, (5 ,Deg.
Figure 6.9 Variation of 8 and (|)304_2B SS ^°^ Moist Coal (at
Various Moisture Contents) Mapped onto the
Alternative Plane Flow Hopper Design
Parameter Chart.

156
for both axisymmetric and plane flow hoppers, the hopper wall slope is
directly proportional to (j) and quite insensitive to 8, for 8: 50° < 8 < 70°.
Reviewing the trends presented by the figures in this chapter it is
proposed that the flow property testing of black coals for mass flow hopper
design can be significantly reduced without compromising the success and
reliability of the design. This can be achieved by utilising the charted values
(Figures 6.2 to 6.7) for the properties that have little influence on a and B
and testing those flow properties which have a significant effect. To expand
this hypothesis, first consider the determination of a and B. As previously
stated the outlet dimension is given by:
O j H ( a ) Oj H ( a )
B = = (TT) (1.2, repeated)
pg " pg
Rearranging and substituting Equations 5.5 and 5.6 for H(a), for
axisymmetric hoppers: a, (a + 130) OT (130+a)
B = = — (6.1) p 9.81x65 637.65p
and for plane flow hoppers:
G. (a + 200) G. (a+200) B = -^ =— (6.2)
p 9.81x200 1962p
Thus the primary variables of the above equations are Gy p and a.
An estimate of B can be determined by considering each of these variables.
The value of o^ is determined from the intersection between the flow
function and the relevant flow factor. As presented in Figures 6.2 to 6.7 for
various moisture contents and hopper types, the flow factor value range is
quite small, with a variation of approximately 0.1 for both axisymmetric and
plane flow outlets. However, considering the intersection with the range of
flow functions (X-G<X + G) the range of a^ is approximately 1.5 to 2 kPa.
This variation is obviously too large to utilise in the estimation of B.

157
The range of a^ can be reduced to an acceptable level by
experimentally determining one coordinate (Gy G^) of the flow function of
the bulk solid under consideration, such that G^ is positioned close to, or
within the a^ range of the double hatched intersection region for the
relevant moisture contents depicted in Figures 6.2 to 6.7. The flow function
can then be estimated, passing through (Gy GJ and with the slope of the
mean flow function. The value of o^ can then be determined from the
intersection between the estimated flow function and the relevant flow
factor range. The range G^ is given by the vertical difference of the
intersections with the minimum and maximum flow factors, and is
normally less than 0.25 kPa.
Utilisation of this approach, for black coals, allows the reduction
of the instantaneous yield loci test from three consolidation levels to one.
However, this alternative procedure, requires that the single yield locus
o^ be positioned close to the required a^ range, to minimise the error from
utilising the mean flow function slope in determining the intersection with
the relevant flow factor range. The determination of the consolidation level
for the single yield locus can be awkward due to the following aspects:
• determination of the required consolidation level for the yield
test due to the indirect method a^ is determined, from the Mohr
stress circle passing through the coordinates (V,S) and tangent to
the yield locus.
• the low values of o^ required. This is certainly the case for the 6%
moisture coals, and may require the use of aluminium shear cells
in preference to stainless steel, and coordinate levels of 21b rather
than the common lowest level of 31b.
Values of o^ required to provide maximum confidence should be
within the following ranges:

158
• 6%, a^: 1.5 < o^ <3.0 kPa
• 10%, Gj: 3.0 < o^ <5.0 kPa
• 15%, Gj: 3.5 < Oj < 6.0 kPa
For coals of different moisture contents to those presented, the
slope of the estimated flow function should be interpolated between the
trends of the known variations of 6%, 10% or 15% moisture content. This
alternative approach can also be used for the estimation of the hopper
outlet dimension for time consolidation at rest conditions. In a similar
manner to the instantaneous flow function, a single time yield locus would
be tested to provide one coordinate (Gy G^^) allowing the position of the time
flow function to be estimated. While no graphical trends for the time flow
function are provided, it is considered that sufficiently accurate values of o^
can be achieved using the slope of the respective mean instantaneous flow
function.
The intersection between the estimated flow function and the
flow factor range provides the range of a^ for the critical design point. This
value allows the range of bulk density to be found and utilised. As indicated
in Equation 6.1, an upper bound value of bulk density provides a
conservative calculation of the hopper outlet dimension.
The remaining parameter, a, influences Equation 6.1 to a minor
degree through the H(a) term. The significant influence of wall friction on
the determination of a has previously been highlighted. For this reason,
and the importance of correct selection of a to achieve mass flow,
experimental wall friction tests are considered mandatory. The
determination of ^ {ram. the wall yield locus, although involving 8, has a
minor influence and a point value of 8 estimated from Figure 6.2 to 6.7
would be adequate. The effect of 8 is only of primary consideration in
determining the minimum Gy for which the solution of ^ maximum *- ^ ^^

159
found. The determination of a from Figures 6.8 and 6.9, is straightforward
based on (j) (at the particular Oj estimated). On finding a. Equation 6.2 and 6.3
(for axisymmetric or plane flow hoppers respectively), can be determined to
yield estimates of the hopper outiet width.
The variation of <j) is also of primary concern in determining the
hopper geometry parameters for designs when the outlet dimension is
greater than the critical. This is particularly the case for wall materials that
display a reduction in (|) with increasing a^. The variation of allowable
hopper slope with outlet dimension can be determined by incrementing a^
and using the method described in Chapter 5.
6.5 CONCLUDING REMARKS
This chapter details the development of guidelines based on two
approaches for the design of mass flow hoppers storing hard black coal. The
first considers the expected values of a and B represented by the mean of
each parameter within a 90% confidence interval. The values were
determined by analysing the hopper geometry parameter values
determined from the flow property testing program, by the Student's t
Distribution. The values of a and B provide the design engineer with
parameters which can be utilised at the layout stage, or when reviewing
existing hopper designs. The expected values highlight the steeper hopper
wall slopes required for coal at 6% moisture content and the larger outlet
dimensions required for the 10% and 15% moist coals. For the design of
facilities where the coal handled can have a range of moisture contents, this
feature should be recognised.
The second approach involved the development of a reduced
flow property testing program to determine/confirm those properties which
exert significant influence on the values of a and B, while for those
properties of less significance the expected values can be estimated from

160
charts. This approach stems from an analysis of the critical region of mass
flow hopper design, involving the flow properties of G^, 8, (1)304.23 ss ^^^ ^^^
relevant flow factor. The range of values for each flow property and the
design parameters a and ff have been presented graphically for coal at 6, 10
and 15% moisture content.
The influence of wall friction for the determination of a is most
significant. It is considered that the experimental wall friction test is
mandatory in achieving reliable mass flow hopper design. Even for those
situations where the outlet span is known from experience (or from shear
testing) the achievement of mass flow operation rather than the ratholing
characteristic of funnel flow is strongly dependent on the correct selection of
a, based on 0.

161
CHAPTER 7
APPLICATION OF COMPUTER AIDED DESIGN
TECHNIQUES
7.1 INTRODUCTION
The use of digital computers as a processing aid applied to bulk
materials handling has been recognised for some time, for example, the
work of Stainforth et al. [58], Budalli [59] and Eelkman Rooda [60].
From the initial work of Martin [61] and Dwight [62],
(undergraduate thesis topics. The University of WoUongong, supervised by
Dr. A.G. McLean), two computer programs have been developed that follow
the bin design procedure highlighted in Chapter 1.1. The first program, FP,
deals with the flow properties of the tested bulk solid, processing the
experimentally determined data and presenting the flow properties
graphically and by empirical equations. The second program, BD,
determines the mass flow hopper geometry parameters, at critical
conditions and calculates the design chart of variation of hopper slope with
increasing outlet dimension. The two programs are linked, in that the
empirical flow property equations determined by the first program are used
as the data input into the hopper design program.
features.
Development of the programs has incorporated two important
A high degree of operator interactive control. This allows a
greater flexibility and freedom in selecting the required program
option and on completion returning the operator to the main or
root menu for the next selection.

162
• The utilisation of high resolution graphics which has brought
advantages in providing a convenient method of checking
experimental data, checking and accepting experimental curve
regressions and interpreting hopper design graphs.
The software was initially developed within the The University
of WoUongong Computer System environment. This is a time-share
system based on a UNIVAC 1100/80 mainframe computer, with FORTRAN
as the primary programming language. The version of FORTRAN used is
SPERRY-UNIVAC FORTRAN 77 (conforming to ANSI Standard X3.9-1978).
While these programs have been developed specifically for the University
system, using on-line packages such as the PLOT PACKAGE [63]and IMSL
[64] their philosophy and program logic is applicable generally.
It has been recognised for some time that access to these programs
was limited due to program operation only being available on the
mainframe system. To allow wider exposure, particularly in view of the
widespread use of powerful engineering design microcomputers, both
programs have been transferred to a microcomputer design system within
the Department of Mechanical Engineering.
7.2 MICROCOMPUTER DESIGN SYSTEM
Plate 7.1 presents an overall view of the microcomputer design
system. The microcomputer is a Sperry IT Personal Computer, based on a
80286 microprocessor with 80287 numeric co-processor. The system has been
configured in a dual display mode. That is, one monitor is dedicated to text
display, and the larger monitor displays all graphics output. This
configuration is well suited to the processing and analysis of the
experimental flow properties because data points may be edited via the text
monitor while viewing the graphical presentation on the adjacent display.
Plate 7.2 presents a view of both displays to highlight this feature. In a

163
Plate 7.1: View of the Microcomputer Design System.

164
Plate 7.2: View of the Microcomputer Displays,
HighHghting the Dual Screen Configuration.

165
single monitor configuration the operator would need to switch
alternatively between text and graphics modes in using this software.
Enhancements to this Sperry computer include 1.2 megabyte and
360 kilobyte floppy disc drives, 40 megabyte hard disc drive, 2 megabyte
extended memory (often termed virtual disk), and one parallel and two
serial communication ports. Computer periphercds (presented in Plate 7.1)
include a NEC P7 Pinwriter printer for producing typed reports and a
Mutoh IP-500 multi-pen plotter for the plotting of flow property graphs and
hopper design graphs.
Graphical output is achieved by a Vectrix VX/PC Graphics card
(developed by Vectrix Corporation, USA) and displayed on the Electrohome
D03 Series 19" RGB colour monitor. Features of the graphics card include a
high level graphics command language, a screen resolution of 672 x 480
pixels with 4096 possible colours and nine bitplanes.
The programs developed for the microcomputer operate within
the MS-DOS operating environment. They are programmed in FORTRAN
and compiled by the F77L FORTRAN compiler (licensed product from
Lahey Computer Systems Inc., USA.). This compiler was selected because it
was considered to be the closest aligned to the ANSI FORTRAN Standard
X3.9-1978, and, compared to other compilers, had superior speed in terms of
execution time and features such as an on-line debugging and subroutines
for DOS system access. Linking or mapping of the compiled machine code
into executable programs was achieved using PLINK 86 , (licensed product
from Phoenix Technologies Ltd. USA.). Features of this linker include
complex code overlay management for RAM swapping and the ability to
form compiled libraries of code.

166
The data input and output from the microcomputer programs is
an important aspect. Data file access within MS-DOS has been incorporated
allowing read/write operations to files in branched directories or sub
directories existing on the hard disk or floppy disks. Thus, for subsequent
executions of a program, the data does not need to be retyped, but only the
data file directory location specified. Output files which store processed
report summaries for printing, and graphic data files for plotting are
generated automatically by the programs. These features will be highlighted
in the respective discussions of each program.
Communication with the Vectrix Card for graphical output was
achieved using a University developed FORTRAN PLOT PACICAGE [63]
transferred and recompiled on the microcomputer. The graphic command
strings are post-processed to convert the code into HP-GL, (Hewlett-Packard
Graphics Language), which is required for controlling the Mutoh plotter.
Background plotting of graphics is achieved by using the memory resident
utility program AutoPLOT II (licensed product from DSL Inc., USA.). This
allows the operator to be executing one of the bulk materials programs
while the microcomputer is also communicating graphics commands to the
plotter.
Incorporation of user-friendly aspects in the development of both
programs for the microcomputer system has received a high priority.
Features include:
• a full screen editor for interactive data input/adjustment
• a hierarchical menu structure where repeated ESC keystrokes will
return the operator from any module branch to the root menu.
• extensive use of the ANSI Escape sequences for formatting of the
text monitor with controlled cursor positioning and highlighted
text. Advanced keyboard read sequences also allow single

167
keystroke responses to option selections (rather than requiring an
additional RETURN keystroke).
• default responses supplied for many of the option selections.
• An interactively controlled information page facility to aid
operator familiarisation of the program structure and execution.
The complete FORTRAN computer code of both programs has
not been included in the Appendix because of the large amount of code.
However, interested readers are invited to contact the author should they
require further detailed information.
Each computer program will now be considered in detail. As the
development of the programs for the microcomputer was the most recent,
details and features relate particularly to this system.
7.3 COMPUTER PROCESSING AND ANALYSIS OF THE FLOW
PROPERTIES OF BULK SOLIDS; PROGRAM FP
The program FP allows the rapid processing and analysis of the
considerable amounts of experimental data obtained from the flow property
testing of the bulk solid materials. The interactive format of the program
has particular advantages in the processing of experimental data, since
editing features and the graphical output displays allow the adjustment of
doubtful points, and analysis of the data can be repeated until satisfactory,
within the same program execution session. The presentation of the flow
property results graphically has provided an invaluable aid in highlighting
doubtful data points. It also provides a quick and convenient means of
obtaining permanent copies of the flow property variations by means of the
Mutoh IP-500 plotter.

168
In addition to providing the graphical output, each of the flow
properties are described by an empiriccil equation that is curve-fitted to the
relevant data by various regression techniques.
The FP program consists of 6,868 lines of FORTRAN code
arranged in 38 symboHc files (excluding the PLOT PACICAGE and IMSL
routines). Appendix Ll presents a summary of the size (bytes) and number
of lines of each file. The size of the executable file FP.EXE is 448 kilobytes.
Figure 7.1 presents a flow chart of FP at the root menu level. It can be seen
that maximum flexibility has been provided in being able to select the
required options, and on completion of the task, return to this root menu.
The code listing of FPMAIN.FOR, the main calling program which controls
the root menu is provided in Appendix 1.2. There are substantial menus of
lower hierarchical status from each of the major options. These control
such features as data input and editing functions, graphical display options
and engineering units.
It is not intended to provide a full discussion of the laboratory
procedures involved in the flow property testing. These have been fully
documented in References [3,4] and discussed in Chapter 2. Before
presenting a detailed description of each major option, the characteristic
empirical equations (and the procedures in determining the parameter
values) used in describing the respective flow properties will be discussed.
7.3.1 Representation of Flow Properties by Empirical Equations
To allow subsequent computer programs, such as the bin design
program, BD, to utilise iterative design procedures based on the bulk solid
flow properties, they must be described by empirical equations. These
continuous functions allow the bin design program to calculate the critical
design values with greater accuracy and speed than by considering discrete
point values representing the flow property variations. Table 7.1 presents a

169
C start 3
Enter Data Filenames and Bulk Solid Material Details,
V J
Select Flow Property Option from the Root Menu: ESC : Finish Program
Fl : Instantaneous Yield Locus and Flow Function
F2 : Time Yield Locus and Time Flow Function
F3 : Wall Yield Locus
F4 : Kinematic Angle of Wall Friction
F5 : Bulk Density Variation
Fl r Low and High Pressure Instantaneous Yield Loci
Present Resulting Flow Function and/or Extended Flow Function Present Variations of d with Consolidation Stress Fit Empirical Equations to Flow Functions and d Variations
F2 - Low and High Pressure Time Yield Loci - Present Resulting Time Flow Function and /or Extended Time
Flow Functions, including Previous Instantaneous Flow Function - Present Variation of ft with Consolidation Stress - Fit Empirical Equations to Flow Functions and ft Variation
F3 - Wall Yield Loci for a Limit of 10 Wall Lining Materials - Fit Empirical Equations to Describe the Wall Yield Loci }
F4 - Present the Kinematic Angle of Wall Friction Variation with Consolidation Stress, for a Limit of 10 Wall Lirung Materials }
F5 - Present the Variation of Bulk Density Variation with Consolidation Stress in Linear and Logarithmic Graphical Formats
- Fit the Empirical Equation to Describe the Bulk Density Variation
Figure 7.1: Flow Chart of Computer Program FP.

170
Instantaneous Flow Function:
G = 0.400^ + 0.63 c 1
2 Day Time Flow Function:
G^ = 0.42O, + 0.95 c t Jl
Effective Angle of Internal Friction Variation: 1964.28
8 = 16.71 + 33.66 + Oj
Static Angle of Internal Friction Variation:
(t)j = O.OlOj + 35.10
Bulk Density Variation:
rrorr -, A , _ ^ 1 v0.0767
P = 787.14 (^^)
Wall Yield Locus Equations
Rusty Mild Steel:
t = 51.78 4195.07
81.25 + G
304-2B Stainless Steel:
T = 0.25a + 0.37
Table 7.1: Typical Empirical Flow Property Equations

171
typical set of empirical equations representing the flow properties of moist
coal determined by FP.
The flow properties of the instantaneous and time flow functions,
effective angle of internal friction, static angle of internal friction and the
wall yield loci can be adequately described by either:
• a straight line (form Y = m X + b )
• a three parameter equation originally suggested by Johanson and B
Carson [65]. This equation has the form Y = A - /p ^x where A, B
and C are constants.
The three parameter equation is advantageous for computer
applications in being able to represent flow properties of both concave and
convex forms by suitable selection of the signs and relative values of each of
the constants. Considering the three parameter equation further, the
following aspects are important:
• as X => oo, Y => A, with an asymptotic variation. B
• for X = 0, the Y intercept is Y = A - p
• for a positive B, the three parameter variation is convex upward.
However, for a negative B, the equation form becomes B
Y = A - /p wy and the variation is concave downward. This
second form is particularly useful for curve fitting the effective
angle of internal friction variation.
• the rate of decay is dependent on the relative absolute values of B
andC.
The variation of bulk density with major consolidation stress is
adequately described by a power equation of the form p = PQ(—) • It will be o
realised that using log format, this relation gives a straight line with a

172
a gradient of 'b' and passing through the centroid of the experimental data
The two equation forms (linear or three parameter) are
curve-fitted to the experimental data by implementing one of the following
regression techniques:
• least squares regression,
• constrained Rosenbrock Hillclimb [66],
• unconstrained Fletcher-Powell optimisation [66].
Acceptance of a particular equation is based on a visual acceptance
of the graphical output. A characteristic of the optimisation techniques,
particularly the constrained Rosenbrock method is the dependence of the
optimised solution on the initial starting points selected. As a result a
starting point algorithm has been developed to allow the user to select
suitable starting points or allow these to be selected with regard to certain
ratios [61]. The constrained Rosenbrock Hillclimb is required for particular
flow properties, to overide the experimental data if necessary. Such cases
include:
• Constraining the flow functions, wall yield loci and the static
angle of internal friction to have a convex upward variation.
• Constraining the flow functions to pass through the origin if a
positive abscissa (X-axis) intercept occurs.
• Constraining the effective angle of internal friction to a concave
downward variation. Additional constraints force a positive
ordinate intercept maximum limit of 80 . A straight line will be
curve fitted if the data actually presents a convex upward
variation.

173
Several shortcomings found with the use of the Rosenbrock
method (particularly in terms of computation time) were ehminated by
implementing the Fletcher-Powell method, which, while not providing a
constrained solution, is more flexible with regard to starting points and
speed of convergence.
7.3.2 Execution of Program FP
The operation and features of this program is best highlighted by
an example, and a ROM coal at 10% moisture content will be used for this
purpose. Printouts of the text monitor screen are presented with this
discussion to illustrate the operator/program interaction for the various
options.
On starting the program by typing \FP\FP, and loading of the
code into memory, the text screen displays the titiepage. Figure 7.2. The
initial considerations of the program are the data file input and output
operations. For efficient system management and recording the results of
each execution session, FP can be executed from the operator's personal MS-
DOS directory, rather than the root directory. This approach ensures that for
several operators the respective data files (which can be custom named) will
reside in the directory of the operator and not be liable to corruption or
erasure by other users.
On leaving the titiepage, the bulk solid characteristics are entered
through the display depicted in Figure 7.3. The details entered will be later
appended to each of the graphical presentations, as part of the titleblock. As
indicated in Figure 7.3, the uppermost three lines of each text screen
contains a status bar to inform the user of the current location in the
program or option.

BULK SOLID FLOW PROPERTY ANALYSIS
DEPARTMENT OF MECHANICAL ENGINEERING
UNIVERSITY OF WOLLONGONG
174
Developed by: B.A.MOORE D.A.JAMIESON
VERSION 2.0
January,1988
Press H for help or any key to continue
Figure 7.2: Titiepage of Program FP.

BULK SOLID CHARACTERISTICS
ENTER MATERIAL DATA AS REQUESTED
MATERIAL TESTED: RUN OF MINE COAL
MOISTURE CONTENT: 10% Nom.
DATE TESTED: JANUARY,1988
TEMPERATURE <AMBIENT>:
Figure 7.3: Enh-y of Bulk Solid Characteristics.
REPORT FILE ASSIGNMENT
PROCESSED DATA STORAGE FILE (REPORT): ROM-REP
PLOT STORAGE FILES CODE NAME <FP>: ROM-P
Figure 7.4: Setup of Data Output Files.
175

176
Two major output data files are involved in the program
operation. As presented in Figure 7.4, the first file contains the processed
flow property data and empirical equations arranged in a report format,
(Appendix 1.3 presents the report processed from the example). The second
data file stores graphical displays selected by the operator for plotting during
or after the current execution session. As indicated specific file names may
be entered, otherwise the default names are used by responding with a
RETURN keystroke.
This completes the initial information required by FP, and the
root menu of the program is then displayed (Figure 7.5). Option selection is
achieved by using the programmable function keys provided on most IBM-
PC compatible computer keyboards. Pressing ESC terminates the program
execution.
The operation and features of the various options will now be
presented based on a set of experimentally determined flow property data
from the coal testing program.
7.3.3 Instantaneous Yield Locus
The basic flow property test is the determination of the family of
instantaneous yield loci using the standardised procedure presented in
Appendix A. The shear strength is determined under various normal
stresses at normally three consolidating pressures to produce the family of
yield loci. For each yield locus, two Mohr circles of stress can be drawn
tangential to the locus: one passing through the origin defining the
unconfined yield stress (G ) and the second, passing through the steady state
shear co-ordinates, determining the major consolidation stress (a^).

177
FLOW PROPERTY TESTS AVAILABLE
WHICH FLOW PROPERTY TEST DO YOU REQUIRE TO PROCESS
ESC - FINISH Fl - INSTANTANEOUS YIELD LOCI AND FLOW FUNCTION F2 - TIME YIELD LOCI AND FLOW FUNCTIONS F3 - WALL YIELD LOCI F4 - KINEMATIC ANGLE OF WALL FRICTION VARIATION F5 - BULK DENSITY VARIATION
OPTION
Figure 7.5: Root Menu of Program FP.

178
Several researchers have considered the yield loci to be convex
upward and to be adequately described by the so-called Warren-Spring
equation [58]: r'^ ^T\. o [-]=j + l (7.1)
where c, n, and T are constant.
Experience has shown that the yield loci can be conveniently
represented by straight line segments. By comparison with the convex yield
loci, this approach generally produces larger values for the unconfined
stress (G^) and hence more conservative design data. The straight line
representation has the advantage of leading to simplified mathematical
relations to determine:
•the effective angle of internal friction
•the unconfined yield stress
• the major consolidation stress.
It is essential that this computer program be regarded as an aid to
producing graphical representations of the yield loci and not as a
replacement for the hand drawn graph which must be obtained during the
course of shear testing in the laboratory. To allow the correct interpretation
on the experimental data the observations and valid ranges detailed in
Appendix A.5 and Figure A.4 must be adhered to.
Figure 7.6 presents the first text screen of option Fl, for the data
entry of the instantaneous yield loci from either the keyboard or data file. If
the keyboard entry approach is selected the program first prompts for a
filename to store the experimental values (to allow data file entry for
subsequent program runs) and then displays Figure 7.7 for the input of data
for each consolidation level. For this text screen, cursor positioning adjacent
to each respective text string occurs allowing rapid and convenient data

179
INSTANTANEOUS YIELD LOCI DETERMINATION
DATA ENTRY METHOD:
Fl - KEYBOARD F2 - DATA FILE
OPTION
OUTPUT FILE <.DAT> ROM-IYL.DAT
ARE THE UNITS IN 0:POUNDS, 1:NEWTONS OR 2:KIL0PASCALS 0
NUMBER OF YIELD LOCI 3
Figure 7.6: Data Input of Experimental Values into the Instantaneous Yield Loci Module.

180
INSTANTANEOUS YIELD LOCI DETERMINATION
YIELD LOCUS 1:
END POINT OF YIELD LOCUS (V,S) 7.84 8.05
NUMBER OF POINTS ON YIELD LOCUS 4
ENTER YIELD LOCUS POINTS (NORMAL FORCE,SHEAR FORCE) 4.84 6.3 3.84 5.5 3.34 5.1 2.84 4.7
YIELD LOCUS 2:
END POINT OF YIELD LOCUS (V,S) 5.84 6.19
NUMBER OF POINTS ON YIELD LOCUS 4
ENTER YIELD LOCUS POINTS (NORMAL FORCE,SHEAR FORCE) 3.83 5.06 3.33 4.71 2.83 4.33 2.33 3.83
YIELD LOCUS 3:
END POINT OF YIELD LOCUS (V,S) 3.82 4.1
NUMBER OF POINTS ON YIELD LOCUS 3
ENTER YIELD LOCUS POINTS (NORMAL FORCE,SHEAR FORCE) 2.32 3.4 2.07 3.1 1.82 2.92
Figure 7J: Text Screen Arrangement for Data Input into
the Instantaneous Yield Lod Module.

181
entry. The program caters for a maximum of five consolidation levels each
consisting of six yield lod coordinates. The program provides checks on the
data to ensure the yield locus fitted does not lie below the shear
consolidation value (V,S) or have a negative cohesion value (C, Figure A.4).
On completion of the data entry, an intermediate menu is
displayed, allowing the user to return to the root menu, edit data for typing
errors or display graphs of the instantaneous yield loci. Option F4 eillows the
instantaneous flow function to be superimposed over the instantaneous
yield loci. Figure 7.8 presents a typical display for this option, which has
proved useful in checking of experimental yield loci data.
At the completion of the plot (displayed on the graphics monitor)
the text screen displays the main menu for the instantaneous yield loci
options, presented in Figure 7.9. As indicated the important parameters of
G., G and 8 are tabulated for each consolidation level. 1' c
No facility has been provided in the program for automatically
weighting individual data points. However, in determining the family of
instantaneous yield loci, it is often necessary to shift slightly the shear
values associated with individual data points as the computer program
treats each yield locus individually. An editing option, Fl, allows this
manual adjustment of the data points. Figure 7.10 presents the text screen
format of this option. The editor has a full screen format, meaning that the
complete yield data for each consolidation level is displayed and individual
normal or shear data values can be edited separately, rather than retyping
the complete coordinate. The YIELD LOCUS and UNITS status lines allow
the different data formats to be selected by positioning the cursor on the
relevant option. For instance, the yield loci data can easily be edited in
either pounds of kilopascals by selecting the required term in the UNITS
status line.

182
o CL
cn (n UJ CC I -cn
EC CC
i :
NORMAL STRESS - kPa
INSTflNTRNEOUS YIELD LOCI Mfl lERIRL: RUN OF MINE CORL TESTED: JflNUflRT.1988 MOISTURE CONTENT: 107. Nom. TEMPERRTURE: AMBIENT
Figure 7.8: Instantaneous Flow Function Superimposed
over the Instantaneous Yield Loci.
INSTANTANEOUS YIELD LOCI DETERMINATION
FLOW FUNCTION DATA SIGMAKkPa) SIGMAC(kPa)
11.88 6.29 8.99 5.18 5.71 3.77
DELTA(Degree) PHI(Degree) 53.51 55.57 59.64
38,66 39.15 40.03
SELECT REQUIRED OPTION
ESC Fl F2 F3 F4 F5 F6 F7
OPTION
RETURN TO MAIN MENU EDIT YIELD LOCI DATA CALCULATE PARAMETER TABLE, WITHOUT PLOT DISPLAY PLOT PLOT WITH FLOW FUNCTION DISPLAY VI AND F IN POUNDS CURVE FIT AND PLOT FLOW FUNCTION PROCESS HIGH PRESSURE YIELD LOCI DATA
Figure 7.9: Main Menu of the Instantaneous Yield Loci
Module.

183
INSTANTANEOUS YIELD LOCI DETERMINATION
YIELD LOCUS
UNITS POUNDS
END POINT (V,S)
LOCUS POINTS{V,S)
J 2
4.882
3.014
2.391
2.080
1.769
NEWTONS
3
5.013
3.923
3.425
3.176
2.927
KILOPASCALS
INSTANTANEOUS YIELD LOCI DETERMINATION
YIELD LOCUS 1
UNITS POUNDS
END POINT {V,S)
LOCUS POINTS(V,S)
Jl
_2_
3.637
2.385
2.074
1.762
1.451
NEWTONS
3
3.855
3.151
2.933
2.696
2.385
KILOPASCALS
Figure 7.10: Typical Display for the Editing of Experunental Data Values.

184
Figure 7.11 presents the final instantaneous yield loci graph
processed for the example. Note that the graphical axes are automatically
scaled to produce the clearest and most convenient presentation of the data.
On pressing ESC the user is returned to the root menu and the
respective values of Gy G^ and 8 for each consolidation level are stored for
later presentations.
7.3.4 Time Yield Loci
The gain in strength of the bulk solid due to time storage at rest
may be assessed by considering the family of time yield lod. These lod also
conform to the observations listed in Appendix A.5, with the additional
observation that is unusual for the values of o . to be less than G . If this ct c
occurs it usually indicates erroneous experimental data.
The data entry section of the time yield loci module is similar to
that of the previous instantaneous yield loci option except that the period of
time consolidation is also entered, and the data for each consolidation level
is linked to the previously entered instantaneous data.
On completion of the data input, the values of Gy G^^ and ^^^ are
tabulated for each consolidation level (Figure 7.12). To aid the adjustment of
the time yield loci, option F4 allows the instantaneous flow function and
the time flow function to be superimposed over the time yield loci
currently being processed. This allows the time yield loci to be checked
indirectly by comparison of the data points (Gy G^^) against the instantaneous
flow function as indicated in Figure 7.13. Data can be adjusted if required
using the same editing facilities as the instantaneous yield loci module.
Figure 7.14 presents the final time yield loci graph.
On exit from this module the values of a ^ and ^^ for respective
values of CT^ are stored for later presentations.

10
tn UJ
I -
a: cn LU r cn
185
8. • T t 1 "I I I I t 1 XI T - T T - p i r 1 'T T I I [ I r I I I I I I I [ J l~T" T T-T I » I t -F I
• • • I • • • ' ' • • *
14. 16. NORMRL STRESS - kPo
INSTRNTRNEOUS YIELD LOCI MRTERIRL: RUN OF MINE CORL TESTED: JRNUflRT,1988 MOISTURE CONTENT: 10% Nom. TEMPERRTURE: RMBIENT
Figure 7.11: Typical Instantaneous Yield Loci Plot.

186
TIME YIELD LOCI DETERMINATION
SIGMAKkPa) 11.88 8.99 5.71
PLOT OPTION
ESC -Fl -F2 -F3 -F4 -F5 -F6 -F7 -
SIGMACT(kPa) 7.06 6.91 4.40
PHIT(Degree) 43.5 40.5 40.6
RETURN TO MAIN MENU EDIT YIELD LOCI DATA CALCULATE PARAMETERS, WITHOUT PLOT PLOT TIME YIELD LOCI DATA PLOT TIME YIELD LOCI DATA WITH FLOW FUNCTIONS DISPLAY VI AND FT IN POUNDS PLOT INSTANTANEOUS AND TIME FLOW FUNCTION PROCESS HIGH PRESSURE YIELD LOCI DATA
OPTION
Figure 7.12: Main Menu of tiie Time Yield Loci Module.
Q_
tn tn UJ
az
cn QI •cr Ui X tn
I I I I I I I I I I I 1 I I I I I I I I I I I r 1 I I I I I I I I T 1 I I I I 1 I I I I I > j I I r I I I I I I I I 1 I I I I I I 1 ^
0. 4. 6. 8. 10. NORMRL STRESS - kPa
TIME YIELD LOCI MRTERIRL: RUN OF MINE CORL TESTED: JRNURRT,1988 MOISTURE CONTENT: 107. Nom- TEMPERRTURE: AMBIENT
Figure 7.13: The Instantaneous and Time Flow Functions
Superimposed over the Time Yield Loci.

187
c
tn tn UJ
a: H CQ a: cn UJ r in
I I I I ,1 I I I I I I I I I I < I I I I I I I I ,| M I I I 1 I I I I I I I I I I I I I I I I I I I I I I I I I I I I
CONSOLIDRTIGN TIME:3 Days
I r t I I ' ' ' ' I ' ' ' ' ' ' ' ' ' ' ' ' ' '
4. 5. 6. 7. 8. 9. 10. 11. 12. NORMRL STRESS - kPa
TIME YIELD LOCI MRTERIRL: RUN OF MINE CORL TESTED: JflNURRT,1988 MOISTURE CONTENT: 107. Nom- TEMPERRTURE: AMBIENT
Figure 7.14: Typical Time Yield Loci Plot.

188
7.3.5 Instantaneous and Time Flow Function, and the Variation of
Effective Angle of Friction and Static Angle of Internal Friction
Considering the instantaneous and time yield loci (Figures 7.11
and 7.14 respectively), the variation of o^ and G^^ can be presented as a
function of o^ to form the instantaneous and time flow functions essential
to the hopper design procedure. For convenience this presentation has been
extended to include the variations of 8 and ^^.
This graph is constructed by selecting option F6 from either the
instantaneous or time yield loci modules. Figure 7.15 presents the first text
screen displayed, where for each flow function and the variations of 8 and ^
the various plotting options are applied. Figure 7.16 presents a typical plot of
this presentation. In addition to the graphical presentation, empirical
equations are curve-fitted to the data. The equation values for each flow
property are displayed on the text monitor (Figure 7.17), with final
acceptance of the curve fit based on visual acceptance of the graphical
presentation.
The facility is provided for the user to return directly to the root
menu, select new curve-fitting options or return to the respective yield loci
module for data editing.
7.3.6 Wall Yield Loci and the Kinematic Angle of Wall Friction
To achieve reliable mass flow design it is important that the
frictional characteristics of proposed bin and hopper wall materials with the
bulk solid are assessed. This information is obtained from a Coulomb
friction test detailed in References [3, 41. Options F3 and F4 of the root menu
of FP allow the wall friction characteristics to be investigated.

189
FLOW FUNCTION & FRICTION ANGLE VARIATIONS
INSTANTANEOUS FLOW FUNCTION PLOT OPTION
ENTER YOUR CHOICE FOR EACH SET OF DATA
ESC - OMIT FLOW PROPERTY FROM PLOT Fl - PLOT DATA POINTS ONLY F2 - PLOT STRAIGHT LINE EQUATION F3 - PLOT THREE PARAMETER EQUATION
OPTION
EFFECTIVE ANGLE OF FRICTION PLOT OPTION
ENTER YOUR CHOICE FOR EACH SET OF DATA
ESC - OMIT FLOW PROPERTY FROM PLOT Fl - PLOT DATA POINTS ONLY F2 - PLOT STRAIGHT LINE EQUATION F3 - PLOT THREE PARAMETER EQUATION
OPTION
STATIC ANGLE OF INTERNAL FRICTION PLOT OPTION
ENTER YOUR CHOICE FOR EACH SET OF DATA
ESC - OMIT FLOW PROPERTY FROM PLOT Fl - PLOT DATA POINTS ONLY F2 - PLOT STRAIGHT LINE EQUATION F3 - PLOT THREE PARAMETER EQUATION
OPTION
PLOTTING OPTION
ESC - BY-PASS PLOT Fl - DISPLAY PLOT
OPTION
Figure 7.15: Selection of Curve-Fitting and Plotting Options within the Flow Function Module.

a a.
tn tn UJ OC I -tn
a _ J UJ
Q UJ
u. z o u
7 0 . [ _ ' ' ' ' I ' ' ' ' I ' ' I ' I ' ' ' ' I ' ' ' ' ] ' • ' ' I • ' ' 11 ' ' ' ' I ' I • ' I I • 11
60. E-
50.
40.
8.
4. -
190 I ' ' ' ' I ' ' I ' 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 •
Vi -X- • X -
JK—
" I ' I " n I n I I I I 11 I [ I I I 11 I I 11 I I I I I I 11 I I I 11 I I I I 11 1 I I I 11 I I I I I I I I 11 I M>[ I I 111 I i i >
CONSOLIDRTIGN TIME:3 Days
. . . . I ' ' ' I ' I I I ' I ' I I I ' ' I I I I ' ' ' I ' ' ' ' ' I ' • . ' ' • • . • ' • • • . ' • . • • I • • • • I • • • • I -LL.
14. 0- 2. 4. 6. 8. 10. 12. MRJGR CGNSGLIORTIGN STRESS - kPa
FLON FUNCTIONS DELTA AND PHI-T MRTERIRL: RUN OF MINE CGRL TESTED: JRNURRr.1988 MOISTURE CONTENT: 107. Nom. TEMPERRTURE: RMBIENT
Figure 7.16: Typical Display of Flow Functions, 8 and (|).
Variations.
16.
FLOW FUNCTION & FRICTION ANGLE VARIATIONS
LOW PRESSURE FLOW PROPERTY EQUATIONS
INSTANTANEOUS FLOW FUNCTION F =
EFFECTIVE ANGLE OF INTERNAL FRICTION DELTA SIGMAl)
TIME FLOW FUNCTION FT
STATIC ANGLE OF INTERNAL FRICTION PHIT
0.41*SIGMA1 + 1.46
1.52 - -3358.91/( 52.71 +
0.43*SIGMA1 + 1.96
0.46*SIGMA1 + 37.44
ESC - RETURN TO MAIN MENU Fl - SELECT ALTERNATIVE PLOT COMPOSITION F2 - RETURN TO EDIT YIELD LOCI DATA
OPTION
Figure 7.17: Text Monitor Display of Empirical Equations
within the Flow Function Module.

191
Considering the first option, this approach presents the wall yield
loci data as the variation of shear stress with normal stress. After entry of
the experimental data for each wall material (Figure 7.18) the program
displays a set of plotting and curve-fitting options applicable to each wall
material. Alternatively data can be edited for typing errors or adjustment of
dubious experimental values. These plotting options are presented in
Figure 7.19. After responding to each wall material the consequent plot is
displayed. Figure 7.20, and the wall yield loci equations presented on the text
monitor, (Figure 7.21).
Comparison between different wall yield loci, regarding actual
values of ^, can be difficult because:
• Wall yield loci often have a convex upward curved variation.
• For moist bulk solids, wall yield loci often have an adhesion
component at zero normal stress.
• The variation of effective angle of internal friction and its effects
on ^ is difficult to assess.
For the above reasons a direct comparison of the variation of 0
with G^ is far more informative than dealing solely with wall yield loci. As
depicted in Figure 7.21, the user has the option to transfer to the kinematic
angle of wall friction module, and process the wall yield loci equations just
determined. This module can also be accessed directly from the root menu
by selecting option F4, to calculate and display the (j) variations for
previously determined wall yield loci equations.

192
WALL YIELD LOCI
WALL MATERIAL TESTED: RUSTY MILD STEEL
IS THE DATA IN 0:POUNDS, 1:NEWTONS OR 2:KILOPASCALS: 0
NUMBER OF POINTS ON WALL YIELD LOCUS: 10
ENTER WALL YIELD LOCUS POINTS (NORMAL FORCE,SHEAR FORCE)
0.81 0.6 2.81 2.1 4.81 3.4 6.81 4.6 8.81 5.5 10.81 6.98 12,81 7.96 14.81 8.73 16.81 10.08 18.81 11.0
WALL MATERIAL TESTED: PACTENE
IS THE DATA IN 0:POUNDS, 1:NEWTONS OR 2:KILOPASCALS: 0
NUMBER OF POINTS ON WALL YIELD LOCUS: 10
ENTER WALL YIELD LOCUS POINTS (NORMAL FORCE,SHEAR FORCE)
0.81 0.54 2.81 1.29 4.81 2.0 6.81 2.64 8.81 3.38 10.81 4.03 12.81 4.65 14.81 5.48 16.81 6.23 18.81 6.99
WALL MATERIAL TESTED: 304-2B STAINLESS STEEL
IS THE DATA IN 0:POUNDS, 1:NEWTONS OR 2:KILOPASCALS: 0
NUMBER OF POINTS ON WALL YIELD LOCUS: 10
ENTER WALL YIELD LOCUS POINTS (NORMAL FORCE,SHEAR FORCE)
0.81 0.72 2.81 1.35 4.81 1.94 6.81 2.55 8.81 3.12 10.81 3.68 12.81 4.2 14.81 4.8 16.81 5.36 18.81 5.82
Figure 7.18: Enh-y of Experimental Wall Yield Lod Data.

193
WALL YIELD LOCI
PLOT OPTION FOR EACH WALL MATERIAL
ESC - OMIT FROM PLOT Fl - PLOT DATA POINTS ONLY F2 - PLOT STRAIGHT LINE EQUATION F3 - PLOT THREE PARAMETER EQUATION (CONSTRAINED) F4 - PLOT THREE PARAMETER EQUATION (UNCONSTRAINED) F5 - TO MODIFY DATA
RUSTY MILD STEEL
WALL YIELD LOCI
PLOT OPTION FOR EACH WALL MATERIAL
ESC - OMIT FROM PLOT Fl - PLOT DATA POINTS ONLY F2 - PLOT STRAIGHT LINE EQUATION F3 - PLOT THREE PARAMETER EQUATION (CONSTRAINED) F4 - PLOT THREE PARAMETER EQUATION (UNCONSTRAINED) F5 - TO MODIFY DATA
304-2B STAINLESS STEEL
Figure 7.19: Selection of Curve-Fitting and Plotting Options
within the Wall Yield Option.

194
o
<n tn u a: h-(n
CC cr UJ X tn
0. 1. 2. 3- 4. 5. 6. 7. 8. 9. 10. 11. 12- 13. 14. 15. NORMRL STRESS - kPa
WALL YIELD LOCI MRTERIRL: RUN OF MINE CORL TESTED: JRNUflRT,1988 MOISTURE CONTENT: 10"/ Nom- TEMPERATURE: RMBIENT
Figure 7.20: Typical Display of the Wall Yield Lod.
WALL YIELD LOCI
WALL YIELD LOCI EQUATIONS
RUSTY MILD STEEL
PACTENE
304-2B STAINLESS STEEL
SELECT THE OPTION REQUIRED
S = 0.57*SIGMA + 0.30
S = 0.35*SIGMA + 0.16
S = 0.28*SIGMA + 0.35
ESC - RETURN TO MAIN MENU. Fl - REPROCESS WALL YIELD LOCI DATA F2 - PLOT VARIATION OF KINEMATIC ANGLE OF WALL FRICTION
OPTION
Figure 7.21: Text Monitor Display of Empirical Equations
within the Wall Yield Loci Module.

195
The kinematic angle of wall friction module allows the variation
of (|) to be presented in several graphical formats. The axis scales may be
manually specified for the full screen display option, to achieve the
optimum presentation of the values for the particular region of interest. For
example, the region of interest for mass flow hopper geometries is generally
bounded by Gy 1.0 < o^ < 10.0 kPa and ^•, 15° < <]) < 30°. The menu structure
also allow the graph to be composed of different wall materials, omitting or
including the respective (j) variations according to the users' requirements.
Figure 7.22 presents a graph comparing the ^ variation for the three wall
materials whose yield loci were depicted in Figure 7.20.
Note that the kinematic angle of wall friction is not curve-fitted
by an empirical equation, but presented only in graphical format. The
program is also has the option to neglect the effect of 8 in the calculation of
the ^ variation. Thus a graph of angle of wall friction variation with normal
stress, o, is prepared, which is useful for the design of transfer chutes.
7.3.7 Bulk Density
Bin design requires the variation of bulk density with
consolidation stress be known.Selection of option F5 of the root menu
displays the data input screen of the bulk density module. Figure 7.23. The
data can be entered as either raw experimental readings (ie. consolidation
load and indicator height readings), or in terms of consolidation stress and
bulk density. As indicated in Figure 7.23, data entry is straightforward by
responding to the computer prompts. This module curve-fits the power
equation form to the data and allows the graphical presentation to be either
linear of logarithmic format, as presented in Figure 7.24 and 7.25
respectively.

196
40. - • — r r - ' — I — ' — I — ' — r - 1 — I — 1 — I — I — I — I — r - I — I — 1 — I — 1 — r
RUSTY MILD STEEL - LIN. -1-PRCTENE - LIN. -2-
304-2B STRINLESS STEEL - LIN. -3-
— 1 30.
20.
10.
n—I—I—•—r
I • 1 L_J 1_ J : l_ I I I _i 1 1 L
0. 10. 15. 20. MRJGR CONSOLIDRTIGN STRESS - kPa
KINEMATIC ANGLE OF NALL FRICTION MRTERIRL: RUN OF MINE CGRL TESTED: JSNURRY.1988 MOISTURE CONTENT: 107. Nom- TEMPERRTURE: RMBIENT
Figure 7.22: Typical Variation of (^ for Several Wall
Materials.
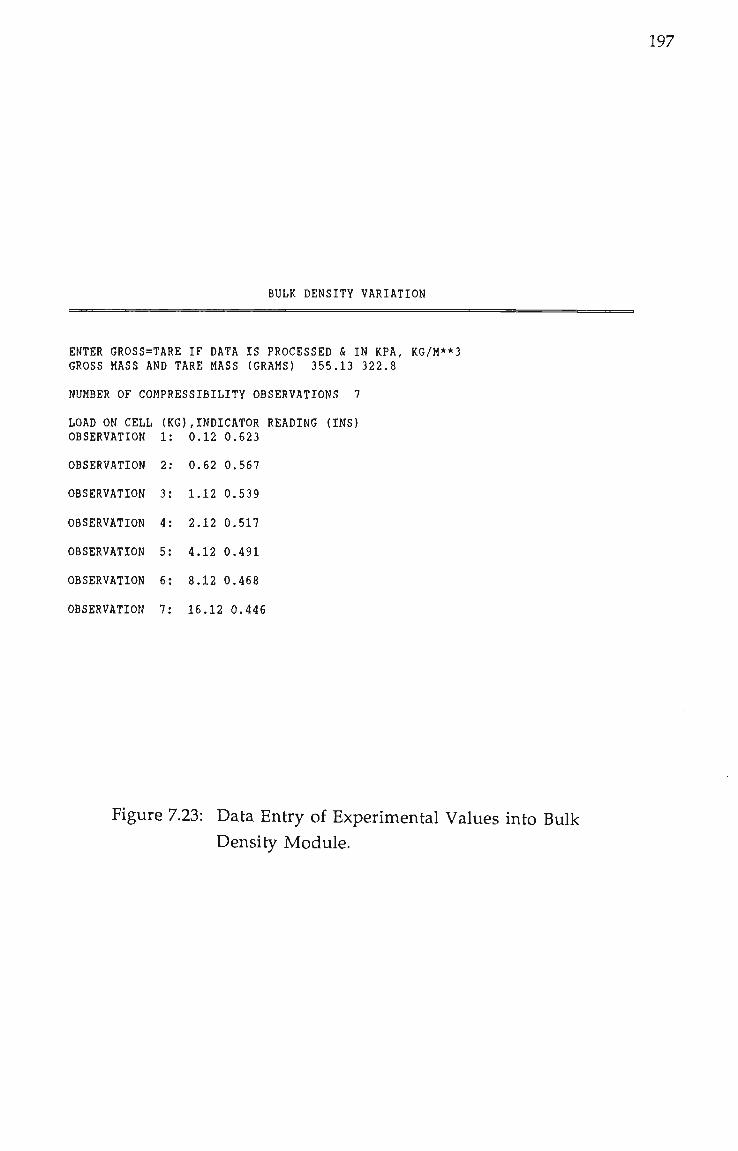
197
BULK DENSITY VARIATION
ENTER GROSS=TARE IF DATA IS PROCESSED & IN KPA, KG/M**3 GROSS MASS AND TARE MASS (GRAMS) 355.13 322.8
NUMBER OF COMPRESSIBILITY OBSERVATIONS 7
LOAD ON CELL (KG),INDICATOR READING (INS) OBSERVATION 1: 0.12 0.623
OBSERVATION 2: 0.62 0.567
OBSERVATION 3: 1.12 0.539
OBSERVATION 4: 2.12 0.517
OBSERVATION 5: 4.12 0.491
OBSERVATION 6: 8.12 0.468
OBSERVATION 7: 16.12 0.446
Figure 7.23: Data Entry of Experimental Values into Bulk Density Module.

198
CO E
a>
I
tn UJ Q
1 0 0 0 . I I I I I I I I I I I '
900.
800. -
~i—1—I—r—I—r—T—T—r-
^. 700. 3 CD
600.
X
0.
I ' ' ' ' I -r-l—r—I—r-1—r ' "T •| I I I I I I I I I I I
OQ = 5 . 9 2 5 kPa PO = 7 7 5 . 0 1 Kg/mS
b = .0694 .Jl I — I — I l _ L I . . . . I t . . . . * . . . . I . . . . I ' . . . . I I • I • t I
25. 50. MRJOR CONSOLIDRTIGN STRESS - kPa
75.
BULK DENSITY MRTERIRL: RUN OF MINE CGRL MOISTURE CONTENT: 107 Nom.
Figure 7.24: Typical Bulk Density Variation
TESTED: JRNURRT,1988 TEMPERRTURE: RMBIENT
m ts
E
o>
100. c
I
tn 2 UJ Q
i :
OD
10.
0.. 1
1 1 1 1—I I I I
-X-
J I I I I I I I
T 1 1 1—I I I I
BULK DENSITY ¥r
A I I I t I I I
-1 1 1 1 — I I I I-I
-¥r -¥r
J I t I I I I 1
100. 1. 10. MRJOR CDNSGLIDRTION STRESS - kPa
BULK DENSITY MRTERIRL: RUN OF MINE CORL TESTED: JflNURRT,1988 MOISTURE CONTENT: 107 Nom. TEMPERRTURE: RMBIENT
Figure 7.25: Typical Bulk Density Variation, Logarithmic
Format.

199
7.3.8 Termination of a FP Computing Session
Selection of ESC from the root menu terminates the program
operation and a summary of the computing session is displayed on the text
monitor. This page provides information regarding the names and sizes of
the graphical and text data files. The report summary compiled from
processing the ROM coal example is presented in Appendix 1.3
7.4 DETERMINATION OF MASS FLOW HOPPER GEOMETRY
PARAMETERS; PROGRAM BD
The second computer program, BD, determines the hopper
geometry design parameters for mass flow hoppers based on the empirical
equations representing the flow properties of the particular bulk solid (refer
to Table 7.1). The interactive operation of this program allows the user
complete flexibility in deciding the tasks of a computing session. For
example, entering (or editing) the relevant flow property equations and
then determining the geometry parameters for instantaneous or time
storage conditions with the proposed wall lining materials. Figure 7.26
presents the overall flow chart of BD and highlights this feature.
The BD consists of 2,218 lines of FORTRAN code arranged in 24
symbolic files (excluding the PLOT PACKAGE and IMSL routines).
Appendix J.l presents a summary of the size (bytes) and number of lines of
code for each file. The size of the executable file BD.EXE is 240 kilobytes. The
code listing of BDMAIN.FOR, the main calling program controlling the root
menu of the program is provided in Appendix J.2.
A major consideration of the program development is the
calculation of the flow factor, which is required to utilise the flow-no flow
concept depicted in Figure 1.2. The computer procedures must be
mathematically robust to successfully operate with the various

GHD
200
F2
Fl
C Enter Data Filenames D Enter Flow Property Equations, of, - Instantaneous and Time Flow Functions - Effective Angle of Internal Friction Variation - Bulk Density Variation - Wall Yield Loci of up to 10 Materials
Root Menu of Program, Select Option:
ESC - Finish Fl - Determine Mass Flow Hopper Geometry Parameters F2 - Alter Flow Property Equations
Main Menu of Mass Flow Hopper Geometry Determination Module. For the Particular Case Select:
i) Axisymmetric or Plane Flow Hopper Shape ii) Instantaneous or Time Flow Function iii) Wall Material
c Determine the Critical Flow Factor and <x.
Determine the Critical Outlet Dimension, B given ff, a, and <^.
C Calculate the Variation of pt, with Outlet Diemnsion and Display Plot.
D
D }
Figure 7.26: Flowchart of the Program BD.

201
combinations of flow function, wall yield loci and effective angle of internal
friction possible.
Figure 7.27 presents the general classifications of bulk solids, namely, free
flowing, simple and cohesive according to the respective flow functions.
Referring to Figure 7.27, critical arching dimensions and hopper wall slopes
can only be determined on the basis of cohesive arching for those flow
functions (FF-C) that intersect with relevant flow factor, while the geometry
parameters for a simple bulk solid (FF-B) are determined on the basis of wall
friction. No mass flow hopper geometry can be determined for the bulk
solid indicated by the flow function FF-D as it lies above the flow factor and
no intersection can occur. For this situation other forms of storage using
non-gravity reclaim methods must be employed.
For the program as first developed, Dwight [621 developed an
iterative procedure which converges to the critical value of a^ and ff. This
approach is necessary because the flow properties are expressed as a function
of Gy and changes in ff lead to new values of G^ (on intersection with the
flow function) and thus new values of ^ and 5. The empirical equations
developed by Arnold et al. [41 (Equations 4.2 and 4.3), which express hopper
wall slope as a function of 5 and ^, are referenced to provide an a value (on
the mass flow boundary. Figure 1.3). Then, knowing the values of a, ^ and
5, the flow factor can then be calculated by solving the total differential
equations representing the Jenike radial stress field [1] simultaneously
under certain boundary conditions. A differential equation solver [64] using
a fifth order Runge-Kutta approximation is employed in the solution of
these equations.
The updated values of ^ and 6 then allow a new estimate of the
flow factor to be found, and the procedure is repeated until the difference
between successive flow factor values are within an acceptable tolerance

202
(FF - D)
Flow Factor
Cohesive Bulk Solid (FF - C)
Simple Bulk Solid (FF - B)
Free Flowing Bulk Solid (FF - A)
Major Consolidation Stress
Figure 7.27: Bulk Solid Classifications.

203
(nominally 0.001). A problem with this approach is the excessive
computation time involved when either of the following cases occur.
• a mass flow hopper design is not possible for the set of relevant
flow properties, eg. the flow function FF-D, Figure 7.27, positioned
above the possible range of flow factors.
• a critical mass flow geometry cannot be determined because of
high values of wall friction. This typically occurs for bulk solids
that have only low to moderately strong flow functions, and a
wall yield locus displaying a strong adhesion. As a result,
intersections between initial flow factor values and flow function
yield values of a^ for which ^ cannot be calculated. This
calculation is indeterminate because Oj is below the limiting
value of o^ which defines a Mohr circle of stress that is tangent to
the wall yield locus. Thus the Mohr circles generated for smaller
o^ values do not contact the wall yield locus. Figure F.18 for
-0.5mm Westcliff Product coal at 15% moisture illustrates this
concept. Here, a value of (]) cannot be calculated for o^ < 3.0 kPa. In
this situation, the geometry for mass flow is based on wall friction
considerations, (the same as for a simple bulk solid), rather than
cohesive arching.
The two aspects discussed above have been eliminated, and the
complete critical geometry determination substantially simplified by
incorporating the graphical design nomogram procedures developed by
Moore and Arnold [48, 67] and discussed in Chapter 5. This is achieved since
the complete state of the flow factor variation (unique to the particular set
of {[), 5 and m), is represented by the flow factor locus, (refer to Figure 7.28).

204
12 r
tfi 1 0 «}
CD •
l-H
01
o u
F/oiy Factor Locus
2 4 6 8 10
Major Consolidation Stress
12
Figure 7.28: Computer Application of the Flow Factor Locus Concept for the Determination of the Critical Hopper Geometry.

205
The computer program follows the operation of the graphical
nomogram method, where the intersection between the flow function and
the flow factor locus defines the critical design point and the value of Gy
This procedure is detailed in Figure 7.28, where for flow function FF-C,
point B represents the critical design point.
Representing the flow factor locus by a three parameter equation
(with a defined lower endpoint. A), it is computationally straightforward to
determine the critical design point by the intersection with the relevant
flow function. The endpoint A, represents the lower limit of G^ for which a
flow factor can be determined. Further substantial benefits of this approach
are realised, when considering the two aspects previously discussed.
Referring to Figure 7.28, the flow function positions, such as FF-D, which
cannot yield a mass flow hopper geometry can be now easily recognised
mathematically (rather than using an iterative procedure).
In relation to the second aspect. Figure 7.28 displays the flow
function, FF-B, positioned below the flow factor locus endpoint A,
indicating that a critical geometry cannot be determined based on cohesive
arching. This flow function is then similar in nature to the simple bulk
solid represented by FF-A, with no critical geometry applicable and the
variation of a and B is determined by incrementing o^ for values greater
than endpoint A.
The other design data presentation determined is the variation of
a with span B. As introduced in previous sections, (j) may not be constant
but vary with Gy with ^ having high values at low a^ values. This trend is
then utilised by allowing larger hopper wall slopes for hopper outlet
dimensions above the critical. The increase of consolidation stress with the
increased span in turn leads to a reduced (]) value and hence an increased
hopper wall slope angle. A typical a versus B graph is depicted in Figure 1.8.

206
This graph indicates how a tends to a limiting value of a as the rate of
change of ^ decreases in the higher stress range of o^. The program BD
calculates this variation by incrementing a^ from the critical value to an
upper limit of o^ = 20 kPa) and determining the respective values of a and
B.
The operation of BD will now be described by referring to figures
presenting the various text screen and graphics displays. The empirical
equations representing the flow properties determined by FP for the ROM
coal example will used to determine the hopper geometry parameters.
7.4.1 Execution of Program BD
The program execution is started by entering \BD\BD and the
titiepage. Figure 7.29, is displayed after the program has been loaded into
memory. After the titiepage, the data output filenames are entered, in a
similar fashion to the initial stages of FP. The two data output files for BD
store a summary of all flow property equations used in the analysis, and the
second file stores the graphical displays selected by the operator as plot files.
The next stage involves the input of the bulk solid name and the
relevant flow property empirical equations. This information can be
entered from the keyboard, or by data file. If the keyboard approach is
selected, the operator is requested for a data file name, to store the entered
equations for subsequent computing sessions.
Figures 7.30 to 7.36 present the displays of the text monitor for the
input of the bulk material name and flow properties. As indicated in these
figures, utilising formatted text screens allows the characteristic equation to
be displayed and the cursor positioned within each cell for the entry of the
coefficients. This technique is a convenient and rapid means of data entry

MASS FLOW HOPPER GEOMETRY DETERMIATION
DEPARTMENT OF MECHANICAL ENGINEERING
UNIVERSITY OF WOLLONGONG
Developed by: B.A.MOORE N.B.MASON
VERSION 2.0
January, 1988
Press H for help or any key to continue
Figure 7.29: Titiepage of Program BD.
BULK SOLID FLOW CHARACTERISTICS
DATA ENTRY METHOD Fl - KEYBOARD F2 - DATA FILE
OPTION
DATA INPUT FILE <BD-INPUT.DAT>: ROM-INPUT.DAT (FOR SUBSEQUENT RERUNS)
ENTER THE MATERIAL NAME: RUN OF MINE COAL, 10% Nora.
207
Figure 7.30: Flow Property Data Input for BD: Bulk SoHd Name.

BULK SOLID FLOW CHARACTERISTICS
208
FLOW FUNCTION DATA ENTRY
ESC - NOT AVALIABLE Fl - INSTANTANEOUS FLOW FUNCTION
OPTION -
SIGMAC = (0.41 )*SIGMA1+(1.46 ) KPa
Figure 7.31: Flow Property Data Input for BD: Instantaneous Flow Function.
BULK SOLID FLOW CHARACTERISTICS
FLOW FUNCTION DATA ENTRY
ESC - NOT AVALIABLE Fl - TIME FLOW FUNCTION
OPTION
SIGMAC = (0.43 )*SIGMA1+(1.96 ) KPa
Figure 7.32: Flow Property Data Input for BD: Time Flow Function.

209
BULK SOLID FLOW CHARACTERISTICS
EFFECTIVE ANGLE OF INTERNAL FRICTION:
Fl - CONSTANT VALUE F2 - TWO PARAMETER EQUATION F3 - THREE PARAMETER EQUATION
OPTION -
DELTA = (1.52 )- (-3358.91) DEGREES (SIGMA1+(52.71 ))
Figure 7.33: Flow Property Data Input for BD: Effective Angle of Internal Friction.
BULK SOLID FLOW CHARACTERISTICS
EQUATION FOR BULK DENSITY VARIATION
T**(0.0694 ) BULK DENSITY = (775.01 )* SIGMAl
<5.925> Kg/M**3
Figure 7.34: Flow Property Data Input for BD: Bulk Density Variation.

210
HOPPER GEOMETRY DESIGN
WALL YIELD LOCI DATA ENTRY ESC - RETURN TO MAIN MENU Fl - ENTER WALL MATERIAL NAME
OPTION -
WALL MATERIAL NAME FOR W.Y.L. No. 1 :RUSTY MS
WALL YIELD LOCI EQUATION: Fl - CONSTANT PHI
F2 - TWO PARAMETER EQUATION F3 - THREE PARAMETER EQUATION
OPTION
TAU = (41,00 )- (2344.19) KPa. (SIGMA1+(57.21 )
Figure 7.35: Flow Property Data Input for BD: Wall Yield
Locus, Three Parameter Equation.
BULK SOLID FLOW CHARACTERISTICS
WALL YIELD LOCI DATA ENTRY ESC - RETURN TO MAIN MENU Fl - ENTER WALL MATERIAL NAME
OPTION -
WALL MATERIAL NAME FOR W.Y.L. No. 3 :3G4-2B STAINLESS STEEL
WALL YIELD LOCI EQUATION: Fl - CONSTANT PHI F2 - TWO PARAMETER EQUATION F3 - THREE PARAMETER EQUATION
OPTION -
TAU = (0.28 )*SIGMA1 + (0.35 ) KPa
Figure 7.36: Flow Property Data Input for BD: Wall Yield Locus, Linear Equation.

211
HOPPER GEOMETRY DESIGN
SELECT FROM THE FOLLOWING
ESC - FINISH Fl - CALCULATE MASS FLOW HOPPER GEOMETRY F2 - ALTER BULK SOLID FLOW PROPERTIES
OPTION -
Figure 7.37: Root Menu of Program BD.

212
and minimises typing mistakes. The program can process up to ten wall
materials.
On completion of the data entry of the flow properties, the root menu of
BD, Figure 7.37 is displayed. The structure of BD has been arranged to allow
additional aspects of bin design to be incorporated as modules in the root
menu in the future. Such aspects include funnel flow geometry design,
feeder load calculations, bin wall loadings and bin volume/dimension
design graphs.
7.4.2 Determination of Mass Flow Hopper Geometry Parameters
On selection of option Fl, from the root menu, the text monitor
displays Figure 7.38. This is the main menu page for the mass flow
geometry determination module and allows the hopper shape and relevant
flow properties to be nominated. As indicated, this screen arrangement
provides a complete and clearly formatted schedule for each calculation.
After selection of the wall lining material, the program calculates
the critical mass flow parameters and displays the results on the text
monitor as presented in Figure 7.39. Note the values of a and B have been
rounded off in the display, with a to the nearest 0.5° above and B to the
nearest multiple of 5mm. Selection of option F3 if more detailed
information is required, displays the parameter values at the critical design
point involved in the geometry calculation. Figure 7.40.
To generate of the a versus B graph, options Fl or F2 are selected
from the screen format displayed in Figure 7.39. The first option calculates
the relevant values and stores them for subsequent plotting with other
graphs for different wall materials or hopper shapes. The second option
calculates the variation and displays the plot on the graphics monitor.

213
MASS FLOW HOPPER - CRITICAL GEOMETRY PARAMETERS
BIN GEOMETRY Fl - AXISYMMETRIC F2 - PLANE FLOW
OPTION - < Fl >
FLOW FUNCTION Fl - INSTANTANEOUS F2 - TIME
WALL MATERIALS
WALL MATERIAL RUSTY MS PACTENE 304-2B SS
OPTION —
1 2 3
C Fl >
No.
ENTER WALL MATERIAL No. < 1 >
Figure 7.38: Main Menu of the Mass Flow Hopper Geometry
Module.

214
MASS FLOW HOPPER - CRITICAL GEOMETRY PARAMETERS
CRITICAL DIMENSION FOR BIN HOPPER GEOMETRY
HOPPER HALF ANGLE OUTLET WIDTH
30.5 Degrees 425. mm
INSTANTANEOUS FLOW FUNCTION PLANE FLOW HOPPER GEOMETRY
WALL MATERIAL: 304-2B SS
ESC - RETURN TO MAIN MENU Fl - DETERMINE ALPHA VS B VARIATION F2 - DETERMINE AND PLOT ALPHA VS B VARIATION F3 - DISPLAY PARAMETERS AT CRITICAL DESIGN POINT
OPTION
Figure 7.39: Text Screen Displaying the Critical Mass Flow Hopper Geometry Parameters.
MASS FLOW HOPPER - CRITICAL GEOMETRY PARAMETERS
CRITICAL DIMENSION FOR BIN HOPPER GEOMETRY
HOPPER HALF ANGLE OUTLET WIDTH
30.5 Degrees 425. mm
INSTANTANEOUS FLOW FUNCTION PLANE FLOW HOPPER GEOMETRY
WALL MATERIAL: 304-2B SS
PARAMETERS AT THE CRITICAL DESIGN POINT
MAJOR CONSOLIDATION STRESS: 2.911 kPa CRITICAL FLOW FACTOR: 1.097
KINEMATIC ANGLE OF WALL FRICTION: 22.95 Deg. EFFECTIVE ANGLE OF INT. FRICTION: 61,91 Deg,
ESC - RETURN TO PREVIOUS MENU
Figure 7.40: Text Screen Displaying tiie Critical Mass Flow Hopper Geometry Parameters and Flow Property Values at the Critical Design Point.

215
On returning from the main menu. Figure 7.41, the parameters
selected for the previous calculation are displayed as default responses. This
provides the operator with a summary of the previous calculation and also
allows the rapid selection of parameters for the next calculation. For
previously calculated a versus B graphs a facility has been incorporated for
merging of different curves. As indicated in Figure 7.42, this provides a clear
method of comparing the geometry characteristics of different wall
materials in determining the optimum hopper design.
7.4.3 Termination of a BD Computing Session
From the root menu of BD, an ESC keystroke terminates the
program operation, and a status summary of the current computing session
is displayed on the text monitor. This summary provides information
regarding the graphical and text data output files generated during the
computing session. The flow property equation summary file generated for
the ROM coal example is presented in Appendix J.3.
7.5 CONCLUDING REMARKS
The utilisation of computer software detailed in this chapter, to
aid in the processing of experimental flow property data and the
determination of suitable hopper design parameters has provided
substantial benefits in time savings and increased the consistency and
sophistication of the procedures over manual methods. The operation of
computer programs FP and BD on a two monitor microcomputer system,
utilising a interactive graphic format has demonstrated the advantages for
tasks such as the processing and editing of experimental flow property data,
the plotting of hopper geometry design graphs and compilation of results.
Only with the existence of such software, could the large amounts of flow

216
MASS FLOW HOPPER - CRITICAL GEOMETRY PARAMETERS
BIN GEOMETRY
FLOW FUNCTION
WALL MATERIALS
WALL MATERIAL RUSTY MS PACTENE 304-2B SS
Fl - AXISYMMETRIC F2 - PLANE FLOW
OPTION - < F2 >
Fl - INSTANTANEOUS F2 - TIME
OPTION - < Fl >
No. 1 2 3
ENTER WALL MATERIAL No. < 3 >
Figure 7.41: Main Menu of the Mass Flow Hopper Geometry
Module Highlighting the Default Responses
from the Previous Geometry Calculation,

217
• « >-LU
— to +> cn c
2 : QD IS) CM
— 1 II — r^
10 C55
— -(-> fO UJ
z: 2: S I LU
— 1— II — CJ
0 cr
— +> CO 10 z :
z : (S > -
— 1— II — CD
(0 ZD ic: - - < z : 2 oo cx j s r s : Q_ c n 2 : 3 az t n
L' I ' I ' 111 • I ' " I ' I ' 111' I ' I ' I ' 111' I ' I ' I ' I ' I ' I ' I ' 111' I ' I ' I ' I ' I ' I ' I ' I ' I ' I ' I • J CO
s
m
cn u
C_) •
cn
<~-v
cn ID l j j
•OC CMH-
LU
UJ 5 ®
= z °-( - " ^ Q.
n: ' ^ -•— . "
_ j " OC F F -U J Q c
is)OQ
•LU
(S)UJ
CD o
LU cn CJ
CD
u_
UJ
ID
s l l 1 1 1 1 1 1 1 1 1 1 1 1 l l 11 l l I r 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 l l 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
S) ts) IS s ) IS) s SI i s a
ID • *
ca • ^
Ln on
s CO
iLn CM
(S C\J
LD (S
0 ^ 0
cn = ; L I _
-i .. <= a a
az o CD <si
JL —J •*
u_ o
o _J 0-
(S33yG3a) -UHdlB - y3ddOH 30 310NH 31blH
Figure 7.42: Graphical Presentation of the Variation of a
versus B for Several Wall Materials from the
Design Example.

218
property data and hopper geometry parameters presented in Appendices B
through G be processed and analysed.
Representing the flow properties by characteristic empirical equations,
namely, linear, three parameter and power equations, has proved a
convenient and accurate method of specifying the flow properties for input
into materials handling design programs. The three parameter equation
used to describe some of the flow properties has proved to be most versatile.
The determination of the mass flow hopper geometry parameters
by a computer program incorporating the flow factor locus approach [48]
(utilised in the graphical nomograms detailed in Chapter 5) has provided a
computer algorithm which is more direct and simpler than the previous
algorithm which used iterative procedures. Since the flow factor locus
describes the complete variation of the flow factor with o^ (unique to the the
particular set of 5, <t) and m values), the calculation of hopper geometry
parameters can be determined directly by comparing the flow factor locus
with flow functions of the bulk solid.

219
CHAPTER 8
CONCLUSIONS
The design of storage facilities to ensure reliable and predictable
performance should be approached as a four step procedure:
• Determination of the strength and other flow properties of the
bulk solid for the worst representative conditions likely to occur
in practice.
• Determination of the bin geometry to give the desired capacity
and to achieve the required flow pattern with acceptable flow
characteristics and to ensure that discharge is reliable and
predictable.
• Estimation of the loads exerted on the bin walls and feeder under
operating conditions.
• Design and detailing of the bin structure and hopper feeder
interface.
This work has studied the two initial phases of the above
procedure, specifically related to the design of mass flow bins for the storage
of black coal. This has involved an investigation of the influence of physical
variables of coal samples on the respective flow properties and the design
procedures for determination of the mass flow hopper geometry
parameters.
8.1 FLOW PROPERTIES OF BLACK COAL
A rigorous flow property testing program was conducted on coal
samples from the Southern Coalfields (Illawarra Measures) of the Sydney
Basin. This coal is a hard black coal type varying in rank from sub-
bituminous to semi-anthracite.

220
A standardised testing procedure was developed for the Jenike-
type Direct Shear Tester. This procedure minimised operator and data
interpretation related errors in the shear testing of the coal samples for the
flow property testing program. Important aspects of this procedure include
the need to consider the yield loci of different consolidation levels as a
family of related curves, the yield loci should be parallel or fan out slightly,
and that the end points of the yield loci lie on a line passing through or just
above the origin. The prorating procedure of Jenike [68] for reducing the
scatter of yield loci data coordinates was found to work well.
The testing program identified the physical variables of free
moisture content, particle top size and distribution, and time of storage at
rest to be the most significant influence on the flow properties. Other factors
such as particle shape, coal rank, and ash content (<15%), were shown to be
minor considerations.
The following observations regarding the flow properties of coal
are relevant:
• Coal displays significant strength even under instantaneous
conditions. This strength increases dramatically with time of
storage at rest, particularly at higher moisture contents.
• The strength of coal, as indicated by the flow function, displays
maximal strength for moisture contents in the range of 10 - 15%.
These moisture content levels represent the typical range of most
handling operations, and are significantly less than the saturation
moisture content.
• The instantaneous and time flow function have geometrically
similar gradients at low consolidation stresses.
• The effective angle of internal friction displays a decreasing
variation with increasing consolidation stress for moist coal. The

221
average value of 5 increases with increasing moisture content,
typically 45° for air dried and 50 - 55° at 6% levels, to 60°-70° for
10% and 15% moisture contents.
• Significant variations were displayed in the wall friction
coefficients for different wall lining materials. At low
consolidation stresses, moist coal displays a rapid decrease in the
kinematic angle of wall friction with increasing o^. This feature is
attributable to adhesion of the moist coal to some surfaces, for
example 304-2B stainless steel. Variable angles of wall friction
were also displayed for those materials that have convex upward
wall yield loci.
• The maximum bulk density values were determined for air dried
and 15% moisture content samples. For intermediate moisture
levels bulk density values decreased from those determined for
the air dried level. The bulk density variation increases 3 3
asymptotically to limiting values of 1000 kg/m and 1075kg/m for 10% and 15% moisture contents respectively.
Flow property tests were conducted on samples prepared at
-1.00mm, -2.36mm and -4.00mm. Comparison of the -2.36mm and -4.00mm
sample results are similar for the various flow properties, and does not
indicate any less conservative results for the -4.00mm samples. The
-1.00mm test sample results displayed significantly greater stronger flow
functions with more scatter compared to the other two samples. The
combined action of fine particle distribution and high moisture content
substantially reduces the handleability of coal. Shear tests on -1.00mm at
10% and 15% moisture contents indicate a values of up to twice the values
determined for the two larger particle cut test samples.
The flow properties of coal samples mixed with Kaolin and
Bentonite clays (to simulate high ash content coals) were determined and

222
display similar results to those of high fines content coals. The major
feature of the clay sample flow properties was the extremely strong time
flow functions, which often displayed a cementing action. In addition to
displaying the adverse flow properties for high clay content coals, these
results also highlight the effect of a high fines content in reducing the coal
handleability. This situation can occur for soft friable coals which degrade
easily during handling operations. The higher fines content then leads to
higher moisture retention capabilities and a consequent deterioration of the
handleability characteristics,
8.2 DESIGN PROCEDURES FOR THE DETERMINATION OF MASS
FLOW HOPPER GEOMETRY PARAMETERS
Manual and computer aided design approaches for the
determination of mass flow hopper geometry parameters were considered
in this work.
Chapter 4 presents the development of an alternative
presentation of the original Jenike flow factor charts, for the display of the
design parameters for mass flow hoppers. These alternative charts present
only the critical design values of flow factor and a in the border region
between mass flow and funnel flow for axisymmetric and plane flow
hoppers.
The charts eliminate the need for imprecise parameter
interpolations (necessary with Jenike flow factor charts) by displaying the
required design parameters of ff and a as a function of the effective angle of
internal friction and kinematic angle of wall friction. This format also
provides an overall assessment of the variation of ff and a along the mass
flow design limits, and the sensitivity of these two parameters with 6 and (t)
values .

223
The alternative presentation of the hopper design parameters has
been utilised in the development of graphical nomograms or worksheets
for the manual determination of a and B. Utilising this presentation of
hopper design data, where all parameters are displayed as a function of a
common independent variable, Gy the following aspects are clearly detailed:
• the relation between hopper outlet dimension and Gy
• the correlation of ([) with the respective values of wall slope.
• the sensitivity of the flow function position on values of B. This
is important for low values of the critical design point, where G.
may be remote from the experimental data points used to
determine the flow function.
The critical hopper geometry design point is determined by the
intersection between the flow factor locus and the respective flow function.
An important feature of the flow factor locus is the lower end point, which
specifies the lower limit of o^ for which a ff and hence a critical hopper
geometry can be determined. The lower limit is determined for a particular
hopper shape, on the basis of ^ and 8, has typical values of Gy 2.5 < o^ < 3.5
kPa for coals at 10% and 15% moisture content with 304-2B stainless steel.
The usefulness of the graphical nomogram is further
demonstrated when the values of a and B are required to satisfy additional
design constraints. Typical constraints involved in the detailing of the
hopper geometry includes allowable headroom, maximim lump size, feeder
arrangements and proposed discharge flow rates. These constraints can be
added to the nomogram to highlight those regions which satisfy the design
objectives.
The nomogram presentation also highlights the significant
influence of ((), and the minor effect of 5 in generating the a versus a^ and B
versus a^ design curves. These features can be utilised by the designer for

224
hoppers where the value of B is known to be greater than the critical (based
on experience or previous hopper designs). For this situation the flow
function need not be known and the hopper design can be based on the wall
friction and compressibility tests only. This advantage of this approach is
that both of these laboratory tests are quite straightforward and fast, without
the need for shear testing using the sophisticated equipment and procedures
involved with the Jenike-type Direct Shear Tester.
Chapter 6 presents the development of standardised hopper
design guidelines, based on the results of the flow property testing program
and the Jenike hopper design procedures. The guidelines apply to hard black
coals, similar to those tested, namely, a rank of sub-bituminous to
semi-anthracite, an ash content less than 15%, HGI < 60, and 304-2B
stainless steel as the hopper wall lining material.
Two approaches are presented. The first, specifies the expected
values of a and B (under instantaneous and time storage conditions) by
analysing statistically the hopper geometry parameter results presented in
Appendix H, by the Students' t Distribution. The expected values are then
expressed as the mean value within a 90% confidence interval.
For example, the expected geometry parameter ranges for 10%
moisture content coal are a„: 20.5° < a^ < 22.5°, a„ : 30.0 < a „ < 32.0°, c c ' p P
B^ :950 < B < 1170mm and B : 435 < B < 535mm. This information is c c P P
useful for providing values required for preliminary engineering layouts or
for reviewing existing coal bins that are experiencing storage problems.
The second approach considers the mean and range of the various
flow property values, and the respective range of flow factors relevant to the
determination of the critical hopper design. This analysis allows values of a
and B to be estimated from a reduced flow property testing program. Tests
are required only to determine or confirm these property values which

225
exert significant influence on a and B, while for those properties that have a
minor effect, (such as 5), expected values displayed on graphs for various
moisture contents can be used.
To provide an estimate oi Gy for the calculation of the outlet
dimension B, this second approach requires the determination of one yield
locus, to provide a reference point for the flow function. The value of Oj at
the critical design point can be estimated by projecting the flow function
(passing through (Gy GJ with a slope parallel to the graphically presented
mean flow function) and intersecting with the mean flow factor range.
Selection of the consolidation level of the shear test is required to
ensure the coordinate (Gy GJ determined lies within the o^ range specified
for each moisture content. Errors in estimation of G^ can occur if this
coordinate is far outside these ranges.
The procedure emphasises the need to know the kinematic angle
of wall friction variation for proposed materials and the bulk density
variation for mass flow hopper design. This approach extends on the last
aspect discussed regarding the graphical nomogram, by providing expected
flow property and flow factor trends close to the critical design point for
hopper designs.
Chapter 7 provides details of two computer programs, FP and BD,
which process and analyse experimental flow property data, and determine
the mass flow hopper geometry parameters respectively. Utilisation of these
programs have demonstrated substantial benefits in time savings and
increased consistency and sophistication of the procedures over manual
methods. Both programs have been developed to operate on a two monitor
microcomputer system utilising an iterative graphical format.

226
The program FP, processes the experimental flow properties and
presents them graphically and by characteristic empirical equations. These
equations have proved a convenient and accurate method of specifying the
flow properties for input into other matrials handling computer programs.
The three parameter equation used to describe some of the flow properties
has proved to be most versatiole.
Program BD determines the critical mass flow hopper geometry
based on the empirical equations specifying the various flow properties. In
addition to determining the critical values of a and B, the program
calculates the variation of a with B for values greater than the critical. This
design graph has proved useful for the design of hoppers where the
proposed wall lining material has a variable kinematic angle of wall friction
and increased values of a utilised for increased values of B.
For determination of the critical design point, the program
incorporates the flow factor locus approach (utilised in the graphical
nomograms). This allows a direct and straightforward computer algorithm
to be implemented, where the existence of, and values of hopper wall slope
and outlet span can be found by comparing the relevant flow function with
the flow factor locus.
8.3 FUTURE RESEARCH DIRECTIONS
Several topics requiring further research have been identified
during the course of this work. The coal flow property testing program
highlighted the following aspects:
• Investigation of the relation between the surface moisture
content for the complete coal distribution and the -4.00mm (or -
2.36mm) coal sample used for flow property testing. Clarification
of the proportion of surface moisture existing with the fines

227
portion (0 x -4.00mm) of the complete coal would allow the
preparation of test samples at the actual level.
Preparation of the sample at the correct moisture content would
then reduce the degree of conservatism introduced into the flow
property test results, particularly for the flow function.
As highlighted in this work, the shear testing is now guided by a
standardised procedure. The procedure utilises the prorating of
instantaneous yield loci points suggested by Jenike [68,69]. There is
a need to extend this standard procedure to incorporate the testing
of time yield loci. Generally it was found that greater scatter
occurs with the time yield loci data than with the instantaneous
points. A prorating procedure proposed by Jenike [68], was applied
to experimental data in preliminary tests, however little
reduction in the scatter of time yield loci data occurred.
Relevant to the hopper design procedures, accurate
determination of the time flow function is important, as this is
often the limiting property for the calculation of the critical outiet
dimension.
The second flow property test that requires standardisation is the
Coulomb friction test for determination of the wall friction
angles. Chapters 5 and 6 highlight the importance of this
parameter in mass flow hopper design. It is therefore important
that this procedure be standardised to provide increased
consistency in measuring the wall yield locus and an indication of
the (j) variation that can be expected.

228
Currently slightly different wall yield loci results can be obtained
by either increasing or decreasing the consolidation weights
during the test, or using different weight increments.
Chapter 6 has detailed the development of standardised hopper
design guidelines. The development should be continued to increase the
number of data values statistically analysed, and to incorporate hopper
geometry design parameters determined for other coals from different
coalfields (but which satisfy the stated terms of reference).
The guidelines should be extended to include data on other wall
lining materials. In recent times other wall lining materials such as 3CR12
and 301 stainless steel commonly have been specified for application in coal
storage facilities.
The further development of computer software for bin design,
specifically configured for microcomputers is a worthwhile direction. The
structure of the program BD has been arranged conveniently to incorporate
additional design modules. Suggested future modules include funnel flow
bin design, feeder load predictions, bin wall load predictions and bin
volume/overall dimension design graphs for the preliminary planning and
sizing of storage facilities.
Recent developments in computer software incorporating
artificial intelligence offer a longer term research goal for the application of
computer aided design techniques to the design of bulk solid storage
facilities. Interpretation of the flow properties and hopper geometry
parameter design data in designing a cost efficient installation that satisfies
various constraints requires significant expertise and experience.
Development of a knowledge based expert system combining the
expertise of a specialist with the relevant technical engineering data

229
(including hopper geometry parameters, bulk material characteristics,
standard feeder arrangements and site details) for the design and detailing
of storage bins would be an extremely useful facility.
230
REFERENCES
1. Jenike, A.W.
'Gravity Flow of Bulk SoUds', Bui. 108 Utah Engng. Exper. Station,
University of Utah, 1961.
2. Johanson, J.R.
•Stiress and Velocity Fields in Gravity Flow of Bulk Solids', Bui. 116
Utah Engng. Exper. Station, University of Utah, 1962.
3. Jenike, A.W.
'Storage and Flow of Solids', Bui. 123 Utah Engng. Exper.Station,
University of Utah, 1964.
4. Arnold, P.C, McLean, A.G. and Roberts, A.W.
'Bulk Solids: Storage, Flow and Handling', The University of
Newcastle Research Associates (TUNRA) Ltd., 2nd Edition, 1980.
5. Carson, J.W.
'Design of Bins and Feeders for Reliable Minerals Flow', Mining
Engineering, March, 1983, pp. 229 - 234.
6. Wolf, E.F., and van Hohenleiten, H.L.
'Experimental Study of the Flow of Coal in Chutes at Riverside
Generating Station', Trans. ASME, April, 1947, pp. 585 - 599.
7. Leggett, R.F.
'Clogging of Bituminous Coal in Bunkers', Trans. ASME, April, 1947,
pp. 525-531.
8. Hall, D.A., and Cutress, J.G.
'The Effect of Fines Content, Moisture and Added Oil on the Handling
of Small Coal', J. Inst. Fuel, Vol. 33,1960, pp. 63 - 72.

231
9. Mikka, R.A., and Smithan, J.B.
'Coal Handleability Assessment', Proc. Third Australian Coal
Preparation Conference, WoUongong, Nov., 1986, pp. 12 - 27.
10. Crisafuin, P., Le Page, A.J. and Stockton, N.D.
'The Effects of Clay Contamination on the Handling and Preparation
of Walloon Coals', Proc. Third Australian Coal Preparation
Conference, WoUongong, Nov., 1986, pp. 45 - 65.
11. Jones, G.S.
'An Investigation into Factors Affecting the Handlability of Industrial
Smalls', MRDE Report No 10,1970. National Coal Board, 21 pages.
12. Royal, T.A and Costello, R.F.
'Gravity Flow of Solids Databook: Measurement of Surface Moisture of
Coal'. US Department of Energy, Report DOE/NC/14101-1847,
September, 1984, 59 pages.
13. Foster - Miller Assoc.
'Increasing Mine Car Coal Bulk Density by Vibration', U.S. Department
of Energy, 1981, Final Report, DOE/ET/12498 - Tl, 227 pages.
14. Leung, L.S. and Osborne, J.L.
'Flow Properties and Flow Behaviour of Coal in Storage, Pneumatic
Conveying, Standpipe Flows and Fluidisation - Australian Coals',
NERDDP Report EG/43, Jan., 1982,168 pages.
15. Day, R. and Hedley, A.B.
'Modelling the Flow Characteristics of Moist Particulate Materials',
Proc. European Symposium on Particle Technology, 1980, Amsterdam,
NL,pp 1103-1112.

232
16. McEwen, P.P., Correto, W.P. and Reed, T.R.
'The Storage and Handling of Dewatered Pipeline Coal', Proc.
Industrial Powder and Bulk Solids Handling and Processing
Conference, Rosemont, 111, USA, 1983 pp 673 - 686.
17. Arnold, P.C, McLean, A.G. and Moore, B.A.
'Flow Properties of Coal for Storage Bin Design', NERDDP Report,
79/9079, March, 1985,243 pages.
18. Wood, P.A.
'Fundamentals of Bulk Solids Flow', Report No. ICTIS/TR31, lEA Coal
Research, London, Jan., 1986. 64 pages.
19. Bloyden, LD.
'Geology of Australian Coalfields - Some Other Coal Fields' in Cook
A.C (Ed.), Australian Black Coal - its Occurrence, Mining, Preparation
and Use. AIMM Conference 1975, Illawarra Branch, pp. 19 - 37.
20. Wilson, R.G.
'Illawarra Coal Measures: A Southern Coalfield', in Packham G.H.
(Ed.), Geology of New South Wales, J. Geol. Soc. Aust., 1969,16,
pp.370 - 379.
21. Anon. BHP Brochure
'BHP Coal for Steel', 1971. 15pp.
22. Robinson, J.B. and Shields, D.J.
'The Permian Coal Deposits of N.S.W.' in Cook, A.C. (Ed.), Australian
Black Coal - its Occurrence, Mining, Preparation and Use. AIMM
Conference 1975, Illawarra Branch, pp 87 -103.
23. 'Black Coal in Australia 1979 -1980 - A Statistical Year Book'
Joint Coal Board, Australia, March,1981, 229 pages.

233
24. AS 2096 - 1977
'Classification Systems for Australian Hard Coals', Standards
Association of AustraUa.
25. Facer, R.A., Cook, A.C. and Beck, A.E
'Thermal Property and Coal Rank in Rocks and Coal Seams of the
Southern Sydney Basin, N.S.W.; A Palaeogeothermal Exploration of
Coalification', Int. J. Coal Geology, Vol. 1, No. 1, pp. 1 -17.
26. Nicol, S.K., Day, J.C, Firth, B.A., Gallagher, E. and Swanson, A.R.,
'Current Trends in Fine Coal Treatment', BHP Tech. Bull. Vol. 23,
No.2, Nov., 1979, pp, 41 - 46.
27. BS 1976 :1952
'Methods for the Use of BS Fine Mesh Test Sieves', British Standards
Association.
28. Winegartner, E.C
'Rosin - Rammler Charts and Their Application to Size Distribution
Problems', Proc. 10th. Annual Seminar on Bulk Material Handling,
Univ. of Pittsburgh, 1980, pp. 23 - 46.
29. DR 86111
'Flow Properties of Coal', Draft Australian Standard For Comment,
Standards Association of Australia, June, 1986.
30. Ooms, M. and Roberts, A.W.
'Hopper Surface Finish and Friction Interrelation with Respect to Bulk
Solids Flow from Storage Bins', Proc. Int. Conference on Bulk
Materials Storage, Handling and Transportation, lEAust., Newcastie,
AustraUa, August, 1983, pp. 237 - 243.

234
31. ter Borg, L.
'Evaluation of Shear Test Results on Bulk Solids in the Chemical
Industry', German Chem. Engng, Vol. 5, Pt.l, 1982, pp. 59 - 63.
32. Dau, G.
'Measurement of the Wall Friction Angle for Bulk Solids on Different
Wall Materials.', Aufbereitungs-Technik Vol.24, Pt.ll , 1983,
pp. 633 - 646.
33. Rappen, A. and Wright, H.
'The Use of Air Cannons to Solve Coal Flow Problems in Bunkers',
Aufbereitiings-Technik, Vol.25, Pt.4,1984, pp. 200 - 208.
34. Fang, S.J., Duffy, T.J., Kao, G.C and Fujii, R.K.
'Coal Flow Problems and Solutions for Power Plant Silos.', Proc. 9th.
Annual Powder and Bulk Solids Conference, 1984, Rosemont, 111. USA
pp 591-601.
35. Bennett, A.L.
'Coal Flow and Design Considerations, Bunker to Pulveriser.', Stock
Equipment Co., U.S.A. 1979, 32 pages.
36. Schwedes, J.
'The Influence of Wall Friction on the Design of Silos: Aspects of
Process Technology and Statistics', Chem-Ing-Tech., Vol.56, Pt.4,1984,
pp. 291 - 298.
37. Carr, R.L.
'Powder and Granule Properties and Mechanics', in Marchello, J.M.
and Gomezplata, A (Ed.),'Gas-Solids Handling in the Process
Industries', Chemical Processing and Engineering, Vol. 8., Pub. Marcel
Dekker, N.Y., 1976, pp 13 - 88.

235
38. Carson, J.W., Royal, T.A. and Dick, D.S.
'The Handling of Heaps', Mechanical Engineering, Vol. 108, Part 11,
1986, pp. 52-59.
39. ASTM D441 - 45
'Tumbler Test for Coal', American Society for Testing and Materials,
1945.
40. Scott, O.J. and Graham, C C
'The Influence of Moisture, Clay Content and Chemical Composition
on the Handleability of a Steaming Coal', Proc. Reliable Flow of
Particulate Solids Conference, Bergen, Norway, August 1985
pp. 276 - 288.
41. Johanson, J.R. and Colijn, H.
'New Design Criteria for Hoppers and Bins', Iron Steel Eng., Vol. XLI
1964, pp. 85 -104.
42. Jenike, A.W.
'A Measure of Flowability for Powders and Other Bulk Solids', Powder
Technology, Vol. 11,1975, pp. 89 - 90.
43. Carson, J.W. and Johanson, J.W.
'Design of Bins and Hoppers', in Materials Handling Handbook,
Kulwiec, J.(Ed.), 2nd Ed., John Wiley and Sons, 1985, pp, 901 - 939,
44. Draft Code of Practice for the Design of Silos, Bins, Bunkers and
Hoppers. British Materials Handling Board, Feb. 1987, 91 pages.
45. Arnold, P.C, McLean, A.G., and Moore, B.A.
'The AppHcation of Computer Graphics to tiie Flow Property Testing
of Bulk Solids', Mech. Engng. Trans., lEAust, Vol. ME7, No. 3,1982,
pp. 152 -157.

236
46. Moore, B.A., Arnold, P.C, and McLean, A.G.
'Determination of Hopper Geometry Parameters using Interactive
Computer Graphics', Bulk SoHds Handling. Vol. 3, No. 4,1983,
pp. 795 - 802.
47. Moore, B.A., and Arnold, P.C.
'Alternative Design Charts for Determining the Critical Parameters for
Mass-Flow Hoppers', Powder Technology, Vol.42, No.l, 1985,
pp. 79 - 89.
48. Moore, B.A., and Arnold, P.C.
'A Novel Method of Presenting Mass Flow Geometry Parameters',
Mech. Eng. Trans. lEAust. Vol. ME9, No. 1,1984, pp. 27 - 32.
49. ter Borg, L.
'Influence of Wall Materials on the Flow Retardation of Bulk
Materials in Silos', Chem - Ing - Tech., Vol. 58, No. 7, 1986,
pp. 588 - 590.
50. Schwedes, J.
'Evolution of Bulk Solid Technology since 1974', Aufbereitungs -
Technik. Vol. 23, No. 8,1982, pp. 403 - 410.
51. Sinkwitz, H.
'Optimal Bunker Dimensioning by Consideration of the Statistical
Characteristics of the Bridge Forming Phenomenon', Chem. Tech.,
Vol. 34, No. 12,1982, pp. 631 - 633.
52. Horn, M.
'The Crossing from Deterministic to Statistical Parameters of Powder
Strategies for Bunker Dimensioning as per Jenike', Chem. Tech., Vol.
38, No. 5,1986, pp. 200 - 203.

237
53. Jenike, A.W.
'New Developments in the Theory of Particulate Solid Flow', Proc.
Reliable Flow of Particulate Solids Conference, Bergen, Norway,
August,1985,
pp. 122-131.
54. Colijn, H. and Vitunac, E.A.
'Properties of Coal and their Effect on Storage and Handling'., in
Hawk, M.C (Ed.) Proc. 8th. and 9th. Annual Seminar on Bulk Material
Handling., Univ. of Pittsburgh, 1979, pp. 260 - 280.
55. Jenike, A.W.
'The Flow and Storage of Difficult Materials - A Review',
Aufbereitungs-Technik, Vol. 23, Pt.8,1982, pp. 411 - 422.
56. Schubert, H.
'Capillary Forces - Modelling and Application in Particulate
Technology', Aufereitungs - Technik, Vol. 25, No. 1,1984, pp. 39 - 49.
57. Tomas, J. and Schubert, H.
'Flow Behaviour of Moist Bulk Solids', Aufereitungs - Technik, Vol
25, No. 1,1984, pp. 39 - 49.
58. Stainforth, P.T., Ashley, R.C and Morley, J.N.
'Computer Analysis of Powder Flow Characteristics', Powder
Technology, Vol. 4,1970/71, pp. 250 - 256.
59. Budalli, N.
'The Application of a Computer to Hopper Design', Computer Aided
Design, 1973,Vol.5, pp. 224 - 227.
60. Eelkman Rooda, J
'A Numerical Method for the Calculation of the Powder Flow

238
Properties Obtained with the Jenike Flow Factor Tester', Powder
Technology, Vol. 12,1975, pp. 97 -102.
61. Martin, D.J.
'Computer Graphics Analysis of Bulk Solids Flow Properties', Unpub.
B.E. Thesis, Univ. of WoUongong, 1979.
62. Dwight, R.A.
'The Design of Storage Bins using Computer Graphics', Unpub. B.E.
Thesis, 1979, University of WoUongong.
63. Castie, P.T„ Lowrey, M.J. and Piper, I.C
'The University of WoUongong Plot Package Reference Manual', 1986.
64. International Mathematical and Statistical Libraries (IMSL) Manual,
Edition. 9,1982, IMSL Inc.
65. Johanson, J.R. and Carson, J.W.
'Rapid Analysis of Flow Properties for Bin Design', Paper presented at
the Int. Powder and Bulk Solids Handling and Processing Conference,
Chicago USA, April, 1976.
66. Kuester, J.L. and Mize, J.H.
'Optimisation Techniques with Fortran', McGraw-Hill, New York,
1973.
67. Moore, B.A. and Arnold, P.C.
'Determination of the Mass Flow Hopper Geometry Parameters
Utilising Design Nomograms', 2nd Int. Conference, on Bulk Solids
Handling, Storage and Transport, WoUongong, Australia, July 1986,
Mech. Engg. Trans. lEAust., Vol. ME12, No. 3,1987, pp, 159 - 166.

239
68. Jenike and Johanson, Inc.
'Electronic Flow Factor Tester and Consolidation Bench Operating
Instructions', July,1979, 41 pages.
69. 'Standard Testing Technique for Jenike Shear Testing'.
European Federation of Chemical Engineering: Working Party on the
Mechanics of Particulate Solids, Nov., 1983, 24 pages.
70. AS 1038, Pt 1 -1980.
'Total Moisture in Hard Coal', Standards Association of Australia.

240
APPENDDCA
STANDARDISED PROCEDURE FOR SHEAR TESTING.
A.1 INTRODUCTION
The procedure presented in the following sections, although
developed for the experimental shear testing of hard black coal is generally
applicable to other granular bulk solids. The main steps involved in the
procedure are the preparation of the test sample, the determination of the
yield loci at various consolidation levels and the interpretation of these
results to derive the flow function.
Features that are highlighted for the determination of the
instantaneous yield loci include determination of the cell loading at
pre-consolidation from an under-consolidated state, plotting the yield data
points as obtained to ensure their validity and the use of a prorating
technique to reduce scatter of these data points in defining the yield locus
position.
A.2 SAMPLE PREPARATION
A sample of the bulk solid to be examined should be air-dried and
a -4.00mm cut taken to provide a sub-sample of at least 1kg in size.
Alternatively wet-sieving techniques can be used to provide the sample
without the need for air-drying. This approach has advantages in
minimising the alteration of the fines particle distribution due to the
tendency of particles to agglomerate and be removed during sieving.
The moisture content of the sample should be measured before
and after testing in accordance with AS 1038, Part 1, Method C [70] and
should not vary by more than 0.5% on a mass basis over the testing period.

241
A.3 EQUIPMENT REQUIRED
• A Jenike-type, Direct Shear tester with Chart recorder.
• A 95.3mm (3-3/4 inch) inside diameter shear cell of standard
dimensions.
• Twisting lid, shear lid and moulding ring for above cell.
• Twisting wrench.
• Weight carrier and appropriate weights.
• Spoon, scraper and brush.
A.4 TEST PROCEDURES FOR DETERMINING
INSTANTANEOUS YIELD LOCI
The procedure for determining the points on an individual
instantaneous yield loci has three stages:-
(i) Pre-consolidation of the sample
(ii) Consolidation of the sample under shear
(iii) Shear of the sample.
Each of these stages of the procedure are considered in detail
below.
A.4.1 Pre-consolidation of the Sample
Place the cell base, shear ring and mould ring on the Shear Tester,
Figure A.l. Adjust the offset of the shear ring to approximately 3mm. The
3mm represents the traversing distance of upper shear cell ring
Pack a sample of the material to be tested into the shear cell, layer
by layer, each layer being spread lightly and uniformly with a spoon or the
fingers. Care must taken to ensure that no smooth or regular surfaces are
formed which may create a preferential shear during testing. Scrape off

242
P ^ - V ^^
^ _Frame ssss^^^^i^^ssssssssss
/ / / / / / / / /
Twisting Lid
Mcxjld Ring
Shear Ring
7 / / / / / / / / — Offset
Figure A.l: Jenike Shear Cell Setup for Pre-consolidation.

243
excess material level with the top of the mould ring. Cover the sample with
the twisting lid.
Apply a normal vertical force Vj., to the twisting lid by means of a
weight carrier, and, by using the special twisting wrench, apply a number of
oscillating twists (amplitude approximately ± 20 ) to the lid. During this
procedure care should be taken not to press down on the twisting lid and
not to impede the motion of the shear ring as it tends to follow the motion
of the twisting lid.
The selection of the value of Vi and the number of twists to be
applied is determined by trial and error. For most dry samples Vj. is made
equal to V, the normal force used in the consolidation-under-shear
procedure described below. However, for high moisture samples, values of
Vj. equal to 2 to 3 times V may be required. The number of complete twists
applied initially is about 20. The number of twists can be increased to
approximately 40, although this may increase the chance of disturbing the
cell. Altering the number of twists can be considered a method of fine
adjustment rather than altering the value of Vj..
• Remove weight carrier from the twisting lid.
• Lift off mould ring while holding down twisting lid and shear
ring.
• Slide the twisting lid off and scrape the excess material flush with
the top off the shear ring. In these operations care should be taken
to avoid any movement of the shear ring. Clean away excess
material with the brush and be sure that the lid is placed on
sample container to limit moisture loss from the sample. The lid
should not be removed by direct lifting because adhesion of the
coal (particularly at high moisture contents) usually leads to
destruction of the cell compact.

244
A.4.2 Consolidation under Shear
Consolidation of the sample is completed by a shearing operation
which causes the material to flow under the consolidating stresses until a
steady state shear value is reached or closely approached. This is performed
as follows:
• Place the shear lid on the sample taking care to centre it within
the shear ring.
• Apply the force V^ to the lid, using an appropriate weight, and
advance the stem of the Direct Shear Tester against the bracket.
Figure A.2.
• Let shearing proceed until a condition is reached when a layer of
the material across the whole sample is caused to flow plastically
indicated by the recorded shear force reaching a steady value S.
Ideally, this steady value of shear force should be reached when
the shear ring is concentric with the base of the cell because of the
limited travel of the cell arrangement.
• Reverse the stem travel until the shear force drops to zero. Then
remove the force Vj..
It is important that the steady state shear force S is reached as
indicated by curve B, Figure A.3; the sample is then said to be critically
consolidated. If the shear force continues to rise for the complete stem
travel, curve A in Figure A.3, then the sample was under consolidated
during the pre-consolidation phase. Generally, this means that an increase
is needed in the pre-consolidation force Vj. and/or the number of twists
used. If the shear force reaches a maximum then reduces, curve C in Figure
A.3, the sample was over consoUdated during the pre-consolidation phase.
Generally, this means that the value of V^ and/or the number of twists was
excessive.

245
V
a racket 1. ji
/ • - •.. —. .«» .-V •
s -^ >=-
•Offset
^ <i ->./-.. -s-
L^^^'^9 f ^ %~~Frome Sten ////////////////
.Shear L id
Sheer Ring Shear Plane
Figure A.2: Jenike Shear Cell Setup for Consolidation.
A - U n d e r C o n s o l i d a t e d
B - C r i t i c a l l y C o n s o l i d a t e d
C - O v e r C o n s o l i d a t e d
L i m i t of / ^ T r a v e l
S t e m T r a v e l
Figure A.3: Types of Shear Consolidation Curves.

246
A note of caution should be sounded here. The trial and error
procedure (for selecting Vj. and number of twists) should approach the
critically consolidated state from a condition of under rather than over
consolidation. Otherwise it is tempting to over consolidate the sample and
stop the shear consolidation procedure at point X on Curve C in Figure A.3.
Such samples are not critically consolidated and can lead to considerable
error in the resulting yield loci.
A.4.3 Shear of the Sample
The third stage of the test is the actual shearing of the sample
under force Vj, smaller than V. The following is used:
• Apply force Vtj. to the shear lid, using an appropriate weight.
• Advance the stem of the machine until it almost touches the
bracket.
• Let shearing proceed until the recorded pen reaches and passes a
maximum value, Sj.
• Retract stem and remove force V^..
• Remove the entire cell including the shear lid and split the shear
ring and base apart. Check to see that the shear plane is between
the ring and the base and not angled up or down striking the lid
or bottom of the cell. If this has happened the complete test must
be repeated.
Determine the additional vertical force, V^ above the shear plane.
V^ is the vertical force due to:
(i) shear Ud.
(i) shear ring,
(iii) mass of material contained within the ring.

247
This determination only needs to be done occasionally for each
level of consolidation.
A.4.4 Determining the Complete FamUy of Yield Loci
The entire three stage procedure is repeated two more times for
the same level of consolidation, applying the force V ^ to the shear lid
during shear consolidation but applying forces V^ and V ^ to the lid during
shear. A fresh sample of material is used for each test. This set of results will
be used to provide one complete yield locus.
A complete series of tests needs to be performed at two other
levels of consolidation, one higher and one lower than the first level. Thus
the minimum number of valid tests which must be performed to obtain the
family of instantaneous yield loci is nine.
As an example, presented in Table A.l for a coal at 10% total
moisture content are the suggested forces to apply to the shear lid. The force
levels presented may have to be varied slightly to suit particular conditions
and to enable a complete set of valid test results to be obtained. Figure A.4
shows the range of valid points for a yield locus.
It is absolutely essential that the test values are plotted as the tests
proceed to indicate that valid test points are being obtained. Reference is
also made between the yield loci of different yield loci in developing the
family concept and increasing the confidence of the result, and selecting
values for the next test cell.

248
First Series of Tests - Medium Consolidation Level
Shear ConsoUdation V , = 22.6 N (2.3kg)
Sample Shear V^ = 12.8 N (1.3kg)
V|,2= 8.8 N (0.9kg)
V , = 3.9 N (0.4kg)
Second Series of Tests - High Consolidation Level
Shear ConsoUdation V ^ = 31.4 N (3.2kg)
Sample Shear V , = 17.7 N (1.8kg)
Vb2= 12.8 N (1.3kg)
Y^^= 7.8 N (0.8kg)
Third Series of Tests - Low Consolidation Level
Shear ConsoUdation Y^ = 13.7 N (1.4kg)
Sample Shear V^ = 6.9 N (0.7kg)
V^^= 4.9 N (0.5kg)
Vb3= 2.9 N (0.3kg)
Table A.l: Suggested Forces for Shear Testing of Coal

249
^ 1
cd CD
CO
XI •1—1
Val
«fH
m - f j
oin
PU
o •1—1 -(-> (d
O Ti
CD OO a c6
• rH r—1
O w ti o
P^O
CO aoHOJ HvaHS
Figure A.4: Valid Range Points for Instantaneous Yield Locus.

250
A.5 PLOTTING TEST RESULTS TO DETERMINE INSTANTANEOUS
YIELD L O a
When determining a family of yield loci, such as shown in Figure
A.5, it is important that certain fundamental principles be observed when
interpreting the test results.
These can be summarised as follows:
• ensure that the samples have been critically consolidated.
• loci should be drawn as straight lines.
• loci should be parallel or fan out slightly as the normal load (or
stress) increases.
• loci must not intersect.
• the shear consolidation point does not necessarily correspond to
the end point of the yield locus.
• the shear consolidation points generally lie close to a straight line
which either passes through or above the origin.
• the force due to the weight of the shear lid, shear ring and
material contained in the shear ring (V^) must be added to all
vertical forces applied to the shear cover (V^ and V| .) to give the
total vertical or normal force applied to the shear plane.
• the smoothing or prorating procedure of Jenike works well for
instantaneous yield locus test shear force results.
• the yield loci data must fall within the valid range defined in
Figure A.4 and only vary within defined bounds.
• the yield loci can either be plotted in force or stress units. For
convenience it is recommended that force units be used.

251
• M I I n t > I I I 1 I I I I t I t I 1 11 1 11 n I i l I
63 in s i/> s in s ^ <n n r\j rj «-• -^ m
SN01M3N - 33y0d yb3HS
Figure A.5: An Example of a Family of Instantaneous Yield
Loci.

252
A.5.1 Prorating Procedure
When determining a yield locus, the value of shear force S
obtained during the shear consolidation process will usually show some
scatter. The allowable deviation of S from the intermediate value should be
less than ± 5% and the foUowing relationship [68,69] should be used to
adjust or prorate the raw test results.
(c.\ _ i test selected /• A i \ ^^i^ prorated " S, ^^'^^
^ test
The value of S jg g should be an intermediate value within the
range of scatter of the S ^ ^ values; an average value of all the S ^ ^ values
may be satisfactory. As a guide, when prorating (S.) ^ ^ values for a family of
yield loci, the Sg jg ^ ^ values should lie close to a straight line which passes
through or just above the origin.
A.5.2 Example of Prorating Procedure
The data tabulated in Table A.2 represents a series of yield locus
raw test results for 10% moisture content coal and their subsequent
prorating. The resulting plots of the yield loci ( (V, 5 ^ ^ ^ ) and (Vj,
^ i prorated values for each level of consolidation) are plotted in Figure A.5.
A.6 DETERMINING THE INSTANTANEOUS FLOW FUNCTION
Once the yield loci have been plotted Mohr stress circles can be
drawn for each locus as follows. Figure A.5:
• draw a semicircle, centred on the Normal Force axis, to pass
through the point V, Sg jg ^ j (marked X) and be tangent to the
yield locus. This is referred to as the Mohr circle of flow and
describes the consolidation condition for the locus.

253
• draw a semicircle, centred on the Normal Force axis, to pass
through the origin and be tangent to the yield locus. This is
referred to as the Unconfined Mohr circle and describes the
unconfined strength of the bulk solid for the consolidation level
of the yield locus.
Note that since circles are being drawn on the lYL graph it is
implied that the same scale has been used for the horizontal and vertical
axes.
These Mohr circles provide three combinations of Major
Consolidation Force, V-j and Unconfined Yield Force, F, for the three
members of the yield loci family previously determined. For the example
given in the previous section and the corresponding yield loci plotted in
Figure A.5, these values are presented in Table A.3. These forces can be
converted to stresses by dividing by the cross-sectional area of the shear cell. 1 2 This area is TTJT m for the 95.3mm diameter cell.
This conversion changes
V^ => G^ (major consolidation stress)
F =» o (unconfined yield stress)
and the corresponding values of the example are presented in
Table A.4. These values are plotted in Figure A.6 to provide the
Instantaneous Flow Function. This then quantifies the flow properties of
the material as relevant to short periods of storage.
Generally, the Instantaneous Flow Function can be drawn as a
straight line of best fit through the three plotted points. Alternatively, a
convex upward curve may be drawn. The flow function when extended
should pass through or above the origin of the graph. It will be noted that
the same scale must be used for the horizontal and vertical axes.

Medium Consolidation 2 5 4
Test No.
\
Va v = Vb+v^
s
g selected
^b i
Vi=Vbi+V^
(Si)test
(S ) 1 prorated
High Consolidation
Test No.
\
Va v = v .+v,
0 a S
selected
^b i
^i = %^v^
(Si)test
(S ) ^ i' prorated
Low Consolidation
Test No.
Vb
Va V =V, + V, b a
S
g selected
bi
V. =V. +V^ 1 Dj a
^^i^test
1 22.6
3.6
26.2
24.5
12.8
16.4
19.4
19.4
4 31.4
3.8
35.2
33.5
17.7
21.5
25.9
25.5
7 13.7
3.4
17.1
15.8
6.9
10.3
12.3
2 22.6
3.6
26.2
26.0
24.5
8.8
12.4
17.3
16.3
5 31.4
3.8
35.2
34.0
33.0
13.8
16.6
22.3
21.6
8 13.7
3.4
17.1
16.9
16.0
4.9
8.3
11.6
3 22.6
3.6
26.2
23.0
3.9
7.5
11.7
12.5
6 31.4
3.8
35.2
32.0
7.8
11.6
17.2
17.7
9 13.7
3.4
17.1
15.7
2.9
6.3
9.3
Table A.2: Example of Raw Test Data for Yield Loci at
Three Consolidation Levels, and Final Prorated
Values.(All Forces in Newtons).

255
Consolidation Level Vj_
High Consolidation 78.9 35.2
Medium Consolidation 58.2 27.9
Low ConsoUdation 37.6 19.1
Table A.3: Coordinates of Three Yield Loci Defining the
Instantaneous Flow Function of the Example
(Force Units).
Consolidation Level Oj a^
High Consolidat ion 11,0 4.9
M e d i u m Consol idat ion 8.1 3.8
Low Consolidat ion 5.3 2.7
Table A.4: Coordinates of Three Yield Loci Defining the
Ins tantaneous Flow Function of the Example
(Stress Units)

256
T T T I I I I ! I
r
I I I M_ r j
2 to CC
cn ^ CC (L O
, : ^ (D
ox: -•cr
l-UJ OflZ 0 3
h-- a ooc LULU
UJUJ
I -> I 1 I 1 ' ' ' ' ' ' ' ' ' 1¥ > u
I
CO
JD ^ «-J)
O LJ_ I—t
^a g D I »-• u_ -J
o u
tn c o - > a
CD 3 :
ac9 L>
CDt— UJZ XUJ
ccz x o
o -JUJ
ace ect-ujto h-»-« ceo
(O m fo ru
S1d:9bd0"liy - SS3yiS 0131JL 03NUN03Nn
Figure A.6: An Example of an Instantaneous Flow
Function.

257
APPENDIX B
FLOW PROPERTY TEST SAMPLE PARTICLE DISTRIBUTIONS

258
M to flC tu Q X Z3
<n tn CC X
tu o CC
z UJ u OC UJ d.
98.
95. 90.
60. 70. 60. 50. 40.
30.
20. 15.
10.
5.
3.
2.
1.
7"
I
: < ^ :
>;z =i3
- ^
nosiH-nflHMLEn DISTRIBUTIOH COEFF-S SIZE M00Ui.U5 X
X - 4.77»« DISTRIBUTION FRCTOR «
n - .811
1.
5. 10.
20. 30.
50.
100. 10. SIEVE APERTURE - ••
ROSIN-RflMMLER CUMULRTIVE SIZE DISTRIBUTION MRTERIflLi COALCLIFF ROM COAL RS REC 0 TESTEDi 1984 MOISTURE CONTENTi AIR DRIED TEMPERRTUREi AMBIENT
FIOUflEi B.l
Ui
60.
70.
flS oo . 85 .
to CC UJ • ^
o CO «f) OC x
90.
95.
97.
98 .
UJ a CC
z UJ u EC UJ
99.
UJ M
tn CC UJ Q z z> tn tn CC X. UJ C3 a. h-z u UJ
a.
99.
95. 90.
80. 70. B0. 50. 40.
30.
20. 15.
10.
S.
3.
2.
1. /
7
/
.JL
/ ^t %
RDSIN-nHHMLER 0I3TRIBUT10H CQEFF.3
SIZE MOOUi-US X X - . B S M
DISTRIBUTION FRCTOR n - 1-114
.01 .1 SIEVE APERTURE
ROSIN-RRMMLER CUMULRTIVE MfiTERIRLt COALCLIFF ROM COAL -2.3BHM MOISTURE CONTENTI AIR DRIED
FICUBEi B.2
1.
5. 10. 20. 36. 40-50. 60.
70.
80 85.
90.
95.
97.
98.
99.
UJ
.-* tn cr UJ >• o
VI • c t
3C
UJ
u CC
z UJ t J tc lu
1. 10.
s"rZE DISTRIBUTION TESTEDi 1984 TEHPERATUREi AMBIENT

259 99.
SIEVE APERTURE - ••
ROSIN-RRMMLER CUMULRTIVE SIZE DISTRIBUTION !ISfi?flgfe'rSS!/IBT?^kVi KS9en C°"'- f 3 REC'D TESTED, 984
f lCUREi B 3 °^^^'^^ ' " ^ " ° "^^° TEMPERATURE! AMBIENT
09
UJ (»j
tn tc u a z Z3
tn tn a: X
UJ
cr (-z UJ
u CC UI
a.
?i5. 3 0 .
8 0 .
7 0 . R?1. 5 0 .
40 .
3 8 .
2 0 .
15.
10 .
5 .
3 .
? .
1 . . 31
/ /
/ /
/
U- .
/]
/
. 1
/
/
/ r ••'
I -
; <
— - L
^ / ^
/
/
/
ir :
RO; DI3TRI
SIZE M
OISTRI
'
/ C
5IM-nnMHLER aUTIQN CDEFF.S
ODUi.US X
X •• • U 1 M l
BUTION FRCTOR •> n •> 1.419
10
I.
5. 10.
20. 30. 40. 50. 80. 70.
60. 85.
90.
95.
97.
98.
99.
UJ
*-* tn az UJ > •
o v> cn cr z UJ C3 CC »-z UI o QC UJ
a.
»» SIEVE APERTURE
ROSIN-RRMMLER CUMULRTIVE SIZE DISTRIBUTION HflTERIALi SOUTH BULLI PROD. COAL -2.38HM TESTEOi 1984
,.. MOISTURE CONTENTi AIR DRIED TEHPERATUREi AMBIENT FICUREi B 4

UJ M
99.
9 5 . 9 0 .
80. 70. B0. 50. 48.
30 .
260
20.
UJ a z
tn tn cr ^ 15. UJ 13 CC h-Z t j j u a: UJ OL
10.
5 .
3.
2-
I . 1
il Ii
iZ ^
H 10.
2 0 . .39. 4 0 . 5 0 . 6 0 .
79.
80 .
05.
Q0.
ROSIN-RRMMLER OtSTRIBUTION COEFF-S
SIZE MODUi.US X X •• 4 . 4 8 M
DISTRIBUTION FACTOR «| n - .798
95.
9 7 .
9 8 .
9 9 . 100 .
UJ
to OC UJ p-o tn cn CC
s: UJ 13 cr — z UJ o az UJ
1 . 10. SIEVE APERTURE - »a
ROSIN-RRMMLER CUMULRTIVE SIZE DISTRIBUTION MATERIRLi HUNTLET ROM COAL A3 REC'D TESTEDi 1984 MOISTURE CONTENTI AIR DRIED TEHPERATUREi RMBIENT
FICUflEi B.5
as .01 .1
SIEVE APERTURE
ROSIN-RflMMLER CUMULATIVE SIZE DISTRIBUT MATERIALi HUNTLET ROM CORL -2.36MM TESTEDi 1984 MOISTURE CONTENTi AIR DRIED
FIWinEi B.6
ION TEHPERATUREi RMBIENT

261
SIEVE APERTURE - ••
ROSIN-RRMMLER CUMULRTIVE SIZE DISTRIBUTION IISTI9i'^iSb'rS5lPS?°^IIS^«29SnC°f'L AS RECD TESTEDI 1984
»TriiiiJl°^'J"?^ CONTENTI AIR DRIED TEHPERATUREi AMBIENT ricunEi B.7
99.
95. 90.
80. 70.
ly 60. m 50. <c ._ UJ 40. a i 30. tn n 20. CC
UJ (3 CC »-z UJ u az UJ a.
15.
10.
5.
3.
2 .
1. / 01
, ^ /
/
—
/
... —
/ /
/
. 1
..'^ /
/ /
''
/ r
At.
u / /
/
RO; OlSTRI
SIZE M
OlSTRI
. . •
— Z.: L
5IH-RRMMLER BUTIOH COEFF-S
0DUi.U3 X X • - 4 7 Ml
BUTION FRCTOR • n » i-zas
18
10. 20. 38. 40. 50. 60.
70.
80.
85.
90.
95.
97.
98.
99.
UJ M »-< OT
az UJ > o «r> cn CC
UJ CJ CE »— z UJ
az UJ a.
•« SIEVE APERTURE -
ROSIN-RflMMLER CUMULATIVE SIZE DISTRIBUTION HATERIflLi METROPOLITAN ROM CORL -I.00MM TESTEOi 1984 MOISTURE CONTENTi AIR DRIED TEMPERRTUREi AMBIENT
FlOUREi B 8

262 99.
95. 90.
60. 70.
ut
tn DC UJ
a z =j
tn tn cr z
60. 50. 40.
30.
20. 15.
.01
^
_
/
..
>*"
/
/
. 1
iX ^
/ /
/
/ T
(
-~
V . /
y' /
/ /"•
RO OlSTRI SIZE H
OlSTRI
1 .
/
5IN-RflHMLEB OUTIOH COEFF. ODUJrUS X
X - .87« BUTION FRCTOfl
n - 1-114
. 5 . - 10.
- 20 . - 30 .
50 . ::: cn
- 80. £ - 70. o
in . 8 0 . S - 85. ^
tu
_ 98. E z UJ CJ
a.
5 97 .
, . 98 .
99 . 10.
Ui
g 10. z UJ o _ re 5. a.
3. 2.
1. .01 .1
SIEVE APERTURE - •«
ROSIN-RRMMLER CUMULRTIVE SIZE DISTRIBUTION MATERIALI METROPOLITAN ROM COAL -2.38MM TESTEDi 1984 „„„, .., MOISTURE CONTENTi AIR DRIED TEMPERRTUREi AMBIENT
FIOUREi B.9
SIEVE APERTURE - ••
ROSIN-RflMMLER CUMULRTIVE SIZE DISTRIBUTION NflTERlV. HETROPOLITRN ROM COAL -4.08MM TESTED. 1984 MOISTURE CONTENTi AIR DRIED TEMPERRrUHti HnoitNi
FICUWi B.IO

263
.1 1. 10. 100. SIEVE APERTURE - •«
ROSIN-RflMMLER CUMULRTIVE SIZE DISTRIBUTION MATERIRLi APPIN ROM CORL AS REC'D TESTEDi 1984 MOISTURE CONTENTI AIR DRIED TEHPERATUREi RMBIENT
ricmzi B.ll
99.
95. 90.
70. UJ M
cn ir UJ
a z 3 <n tn a X
60. 50.
40. 30.
?n. 15.
UJ u (Z I -z UJ u CC UI 0 .
10.
5.
3.
2 .
1. /
/ /
?•
ROSIM-RRMMLER DISTRIBUTIOH COEFF-S SIZE MODU;.US X
X - . 4 S M
DISTRIBUTION FRCTOR » n • 1-B53
1.
5. 10.
20. 38. 40. 58. 03.
7S.
80.
85.
90.
10.
95.
97.
98.
UJ M -. tn OC bJ > • o tn cn OC 3C
UJ C3 CC •-z lU
o CC UJ
a.
99. .01 .1
SIEVE APERTURE - •«
ROSIN-RRMMLER CUMULATIVE SIZE DISTRIBUTION MATERIRLi APPIN ROM CORL -1.00HM TESTEDi 1984 MOISTURE CONTENTi AIR DRIED TEHPERATUREi AMBIENT
FICUREi B.12

264 99.
95. 99.
80. 70.
^ 60. OT 5 0 . £ 40. o -3 30 . OT OT CZ
z Ui C3 CC t -z UJ u tu a.
20.
15.
10.
5.
3.
2.
1.
I .
01
— —
- - -
<
/ / /
. 1
/
) /
/ "
v / /
/ Ai.
Ro; OlSTRI SIZE M
OlSTRI
1-
1
SIH-HRMMLER BUTION COEFF. ODUi.US X
X « -BSi BUTION FRCTOR
n • 1.187
- 5-- 10.
_ 20 . - 38 .
- 50 . -^ OT
- 80. S _ 70. o
OT
- 80. S - 85. ^
UJ t 3
90 . a:
CO
• iRC
EN
T
a.
5 97 .
^ 98.
99 . 10.
a a SIEVE APERTURE -
ROSIN-RflMMLER CUMULATIVE SIZE DISTRIBUTION MATERIRLI APPIN HOH CORL -2.38HH TESTEDi 1984 MOISTURE CONTENTI AIR DRIED TEHPERATUREi AMBIENT
FIGUREi B.13
ut M » - . OT OC UI Q z r) OT OT CC
z UJ C3 CC h-Z UI o tc tu ft.
gg.
95. 90.
80-70. 60. 50. 40.
30.
20. 15.
10.
5.
3.
2.
I .
/ /
r 7?
A
^/
,^
%
z
nOSIH-RHMMLER DISTRIBUTION COEFF-S
SIZE HODUi-US X X - l - U o a
DISTRIBUTION FRCTOR i n « I .B34
I.
5. 10.
20 . 30. 4 0 . UJ 50. eg.
73.
80 . 85.
90.
95.
97 .
98 .
99.
tn tc UJ >• o OT OT CC
s: l U 13 CC \-z UJ t-3 cc:
10. . 01 • I SIEVE APERTURE - BB
ROSIN-RflMMLER CUMULRTIVE SIZE DISTRIBUTION MATERIALi APPIN ROM COAL -4.00HM I SIISiT.' J f OMBTFUT MOISTURE CONTENTi AIR DRIED TcHPERATUREi RMBIENT
FIGUWEi B.14

UJ t*J
98.
95. 90.
80. 70 . 60.
cn 50. £ 40. a
-J 30.
OT 20. QC
^ 15. tu t t 10.
265
z UJ u IC UJ a.
5.
3.
2 .
01
X
.1
t
\
r sr'f
s.
M
ROSIM-RRMMLER DISTRIBUTIOH COEFF-S
SIZE MODULUS X
X • 7 - B 7 M i
DISTRIBUTION FRCTOR K n - .778
• . • IB
I .
5. 10. 20 . 30 . 40 50.
. 6 0 .
78.
80.
85.
J99 .
. tu .—. OT o: lu >• o OT OT CE
95.
97.
98.
99.
l U C3 CC t~ z tu CJ
«c lU 0-
SIEVE APERTURE
ROSIN-RflMMLER CUMULATIVE SIZE DISTRIBUTION MATERIRLi WESTCLIFF ROM CORL RS REC'D TESTEDi 1984 MOISTURE CONTENTi AIR DRIED TEHPERATUREi AMBIENT
FIOUREi B.15
89.
95. 90.
00. 70.
lU
OT CC UI Q z OT OT tr z
60. 50. 40.
30.
?0. 15.
UJ t3 CC »-Z lU CJ tn UJ a.
01
/ /
/ /
1
— - -
/ /
/
I
I 1
I ' ' •
/ /
.1
/
/ /
/ / /
/ . / ^
f • / - •
/
^
— T " T * — ' • ' • —
Ro; niSTRI
SIZE H
OlSTRI
, .
- , . - — • - —
. _
SIN-RRHMLER BUTIOH COCFF-
OOMl-US X X - -34
BUTION FRCTOn ry - 1.731
- "
8
M l
IB
10.
5.
3.
2.
1.
SIEVE APERTURE
ROSIN-RAMMLER CUMULATIVE MATERIRLi HESTCLIFF ROM CORL -1.09HH
,.^ MOISTURE CONTENTi AIR DRIED FICUNEi B.16
1.
5. 19.
29. 30. 40. 58 .
80 .
70.
89
85.
QB.
JJJOS.
UJ M
.—*
UJ
>• C3
OT
' "a cr K-Z lU
u tu ft.
97.
98.
99.
• • SIZE DISTRIBUTION
TESTEDI 1984 TEMPERRTUREi RHBIEHT

266
• — •
OT KZ UJ >• O
tu UI CE y~ X Ui o az UJ CL.
SIEVE APERTURE - «B
ROSIN-RAMMLER CUMULATIVE SIZE DISTRIBUTION MATERIAL! HESTCLIFF ROM COAL -2.36HH TESTEDi 1984
„ ^ . MOISTURE CONTENTi AIR DRIED TEMPERRTUREi AMBIENT FICUREi B.17
99.
95. 90.
80. 70.
M 8 0 . m 50. tu 4 0 . a i 30. OT
CC
* 15. lu }? 10. 1 -z UJ
u F. 5-lu
3.
2.
>. . i y
31
/ /
/ /
—
/
/ -
. / ^ / /
.1
^ /
/ /
V
—'
> /'
yi
/ ' l/—-
'T
ROt DISTRI
SIZE M
DISTRI
, , •
—
/ : ^ (—
^ •/'-
.
JIN-RRMMLER nUTIQH COEFF.8
OOUi.US X X - 1 . 1 2 M
BUTION FRCTOn » n - l . N S
IB
1.
5. 18. 29. 30. 43. 50. 80. 7a.
85.
OS.
95.
97.
98.
99.
UJ NI
a
g
• •
FIGU
SIEVE APERTURE -ROSIN-RflMMLER CUMULRTIVE SIZE DISTRIBUTION MATERIRLi HESTCLIFF ROM COAL -4.00HM TESTEDi 1884 NOISTURE CONTENTi AIR DRIED
TOi B.18 TEHPERATUREi AMBIENT

267
18- IBS. SIEVE APERTURE - OB
ROSIN-RflMMLER CUMULRTIVE SIZE DISTRIBUTION MATERIRLi HESTCLIFF PROD. COAL RS REC'D TESTEDi 1984
TEHPERATUREI RHBIEHT MOISTURE FIGUREi B.19
CONTENTI AIR DRIED
99. - , ! •
lU tu OT cn UJ > •
a OT OT
cn
lU ta OC I -z lU o a: tu 0.
SIEVE APERTURE - BB
ROSIN-RRMMLER CUMULRTIVE SIZE DISTRIBUTION MATERIRLi HESTCLIFF PROD. COAL -1.00HH MOISTURE CONTENTi AIR DRIED
FIGUREi B.20
TESTEDi 1984 TEMPERRTUREi AMBIENT

268 89-
95. 90.
80. 70.
OT az UJ a z 3
60. 50. 40.
30.
OT 2 0 . CC X
tu t3 CC \~ z UJ a (C UJ 0 .
15.
10.
3.
2 .
1
i 1
!
1
.01
t
1 - • h • -^ •
i
1
/ /
1 I j
1
[_ 1
/ l/
/
.1
1
/
-^d
. /
/ /
/ i / 1
/1
/ A r
/
[f •-/
ROSIM-RRMMLER DtSTRIBUTIDH COEFF-S
SIZE MODUj;.US X
DISTRIBUTION FRCTOR •> n • 1-533
.. 10
I .
5. 10.
20-30 .
J 4 0 . UJ
59- OT
89- fT;
70.
80-
85-
93.
95.
97.
98 .
99 .
tu
OT
CC
s: tu ta CC V -
z lU t_> tc lu a.
B B SIEVE APERTURE -
ROSIN-RRMMLER CUMULATIVE SIZE DISTRIBUTION MATERIRLi HESTCLIFF PROD. CORL -2.38HM JESTEDi 1984 „„^^^^.^ MOISTURE CONTENTI AIR DRIED TEMPERRTURti AMBIENT
FIGUREi B.21
.01 .1 SIEVE APERTURE - BM
ROSIN-RRMMLER CUMULRTIVE SIZE DISTRIBUTION HATEfllRLi HESTCLIFF PROD. COAL -4.00MH TESTEDi 1984 MOISTURE CONTENTI AIR DRIED TEHPERATUREi RHBIEHT
FIGURE I B.22

269 89.
95. 90-
80. 70.
1 68. OT 50. u 40. a 1 30.
3.
2.
i
/ /
1 i i 1
y
/
/
y • ^
1
/l /
\
r - .
>^^ ^
X-/
..*f. .-
/ 7^'
/ 1 — •
• — L •
ROSIH-RRMMLER OISTRIBUTIOH COEFF-S
SIZE MODULUS X
X •
DISTRIBUTION n "
FRCTOR « .872
1.
s. 10-
20. 30. 40. 50. rr 60.
UJ Ivl
70.
85.
95.
97.
98.
99. .01 . 1 1.
SIEVE APERTURE - BB 10.
ROSIN-RAMMLER CUMULATIVE SIZE DISTRIBUTION M A T E R I A L I HESTCLIFF CORL+FINES-CLAY COHP. TESTEDi 1984 MOISTURE CONTENTI AIR DRIED TEHPERATUREi RMBIENT
FIOUREi B.23
OT
lU
OT OT
cr
tu C3 CC H -
z UJ CJ CC UJ
a.
AH. , 1.
5. 18.
20-38. 48. 53-
60.
70.
80.
85.
98.
95.
97.
80.
99. 1 . 10.
SIEVE APERTURE - BB
ROSIN-RAMMLER CUMULATIVE SIZE DISTRIBUTION MATERIALI HESTCLIFF COAL+FINES- CLAY COHP.TESTEDi 1084
„^, MOISTURE CONTENTI HET SIEVED TEMPERRTUREi AMBIENT FlCUnEi B.24
tu t»j .—. OT tc u a z
OT OT CC
tu o CC H z UJ tJ vc MX
a.
95. 90.
00. 70. R0.
50.
40.
,30.
20.
15.
in.
5.
3.
?.
1. .1 31
X /
.1
W y
y
. _
^ <'
^7'
.)
y \ - ~ - -
Ro; DISTRI
SIZE M
OlSTRI
. , •
^^ f^ - . —
—.,
y*^
. — , . . .
5IH-RRMMLER BUTIOH CDEFF.S
ODUi-US X
X • . 63 KA
BUTION FRCTOR » n >- -sai
10
OT «r UJ > • a OT OT CE 3C
tu ta CC »-z lU o tc tu ft.

270
COMPARISION OF EXPERIMENTALLY DETERMINED FLOW
PROPERTIES
APPENDIX C
INSTANTANEOUS AND TIME FLOW FUNCTION

271
<210
^ 9 i/i UJ
^8
37 UJ
>= 6 D ^ 5 u.
§<* u z => 3
2
1
n
Legend
1 : 2 ! 3 :
-
> < / •
t\^\ ....
Air Dried 10%wb, 15%wb,
1 1
, . . . . ...
{Instantaneous) (Instantaneous) (Instantaneous)
1 1 r 1 1
1
/
1 1
-•^/ V
7 ^
/ _ _ - - ^ ^ ' ' ^
<
1 ^
1
0 1 2 8 9 10 15 MAJOR CONSOLIDATION STRESS - kPa
20
Figure C.l Comparison of Flow Functions for Coalcl i f f ROM Coal (-2.36mni)
0 9 10 15 MAJOU LUN'iULllJAllUN S 1 ULSS - kl>d
Figure C.2 Comparison of Flow Functions for Coalcl i f f ROM Coal (15% wb)

37 UJ
Air Dried (Instantaneous) 6%wb, (Instantaneous) 10*wb, (Instantaneous) 15%wb, (Instantaneous) 15%wb, Time (3 Days)
3-
2-
>S>y <C-y
0 1 2 3 8 9 10 15 MAJOR CONSOLIDATION STRESS - kPa
272
^-^''^^^^^^^^^^''/'^ / ^ ^ -'-' ^ "' ^
'^^^^^^^^ / ^ < ^ ^ ^ ^ ^ ^ ^ '
/ 1 1 1 1 1 1 1 1 1 . 1 1 1
20
Figure C.3 Comparison of Flow Functions for South Bul l i Product Coal (-2.36mm)
alO I
(/I 1/1 UJ
on
UJ
Legend
Air Dried, Instantaneous 6%wb, Instantaneous 6%wb, Time (3 Days) 10%wb, Instantaneous 10%wb, Time (3 Days) 15%wb, Instantaneous 15%wb, Time (3 Days)
W V 10 MAJOR CONSOLIDATION STRESS - kPa
/()
Figure C.4 Comparison of Flow Functions for Huntley ROM Coal (-2.36mm)

273
1 2 3 8 9 10 15 MAJOR CONSOLIDATION STRESS- kPa
Figure C.5 Comparison of Flow Functions fo r Metropolitan ROM Coal (-l.OOmm)
2 3 4 5
Figure C.6 Comparison of Fl
8 9 10 15 MAJOR CONSOLIDATION STRESS- kPa
ow Functions for Metropoli tan ROM Coal (-2.36mm)

274
0 9 10 15 MAJOR CONSOLIDATION STRESS - kPa
Figure C.7 Comparison of Flow Functions for Metropolitan ROM Coal (-4.00mm)
1^10
UJ
^ 8 1/1
UJ
> 6 Q UJ 2
or 2 O u 2 3
0 1 2
• • - r -
Legend
1 : Air Dried 2 : 6%wb, Instantaneous 3 ; 6%wb, Time (3 Days) 4 : 10%wb, Instantaneous 5 ! 10%wb, Time (3 Days) 6 ! lS%wb, Instantaneous 7 ! 15%wb, Time (3 Days)
-
: : ^ _ _ i — 1 1 1 1 1 1 1 1
' — - I •
'^J^'^ - ' < ^ ^ - ^ ^ ^
1
^^^^
1^
1
1
^^'y-^^^'
8 9 10 15 MAJOR CONSOLIDATION STRESS - kPa
20
Figure C.8 Comparison of Flow Functions for Appin ROM Coal (-l.OOmm)

275
8 9 10 15 MAJOR CONSOLIDATION STRESS- kPa
Fioure C.9 Conparison of Flow Functions for Appin ROM Coal (-2.36mm)
tJlO
^ 9 1/1 UJ
^ 8 on
37 UJ
>= 6 Q
^ 5
u 2 => 5
Legend
Air Dried 6%wb, Instantaneous 6%wb, Time (3 Days) 10%wb, Instantaneous 10%wb, Time (3 Days) 15%wb, Instantaneous 15%wb, Time (3 Days)
0 1 2 6 7 8 9 10 ' 1 5 MAJOR CONSOLIDATION STRESS- kPa
20
Figure C IO Comparison of Flow Functions for Appin ROM Coal (-4.00mm)

276
1 2 3 4 5 6 7 8 9 10 15 MAJOR CONSOLIDATION STRESS - kPa
Figure L . l l Comparison of Flow Functions fo r Westc l i f f ROM Coal (-l.OOmm)
I
i/i UJ
a H
37 UJ
Legend
Air Dr ied 6%wb, I n s t a n t a n e o u s 6%wb, Time (3 Days)
I n s t a n t a n e o u s Time (3 Days) I n s t a n t a n e o u s
10%wb, 10%wb, 15%wb, 15%wb, Time (3 Days)
0 1 2 8 9 10 15 MAJOR CONSOLIDATION STRESS - kPa
Figure C.12 Comparison of Flow Functions fo r Westc l i f f ROM Coal (-2.36mm)

277
8 9 10 15 MAJOR CONSOLIDATION STRESS -
Figure C.13 Comparison of Flow Functions for Westcliff ROM Coal (-4.00mm)
ai
UJ ft p
Legend
1 : 6%wb, Instantaneous 2 : 10*wb, Instantaneous 3 : lS%wb, Instantaneous
8 9 10 15 MAJOR CONSOLIDATION STRESS - kPa
Figure C.14 Comparison of Flow Functions for Westcliff Product Coal (-0.50mm)

278
!n9 i/i UJ P8 i/i
37 UJ
> 6 0 ^ 5 u.
u z z> 3
2
1
fl
Le
1 2 3
. 4 5 6
-
- /
' ^ <
gend
: 6%wb, : 6%wb, ! 10%wb, : 10%wb, : 15%wb, : 15%wb,
1
I
I n s t a n t a n e o u s Time (3 Days) I n s t a n t a n e o u s Time (3 Days) I n s t a n t a n e o u s Time (3 Days)
r 1 t 1 1
^ ^ ^ ^ ^ ^ ^
1 1
I 7 ' 1 -7 J- 1 ^
y ^ ^ ^^^''"^ j : =* ^ ^ - < : ^ ^'^'^ ^y^^'^^ ^^y^^ ^ - - - j : ; ^ ^ ^ ^ ^
^ ^ ^ ^ ^ ^ : ^ ^ 7
1 1
0 1 2 3 8 9 10 15 MAJOR CONSOLIDATION STRESS - kPa
20
Figure C.15 Comparison of Flow Functions for Westcliff Product Coal (-l.OOmm)
210 j « :
J ,9 1/1 UJ
^ 8 i/i
° 7 - J ' UJ
> 6 Q
^ 5 QI
g 4 LJ 2 ^ 3
2
1
0
Legend
1 ! 2 : 3 : 4 ! 5 ! 6 :
-
^
^^^..^^
^ ^ / . _
6%wb, 6%wb,
10*wb, 10%wb, 15%wb, 15%wb,
^ ^ c J ^
• " ^ ^ ^
—J- 1
• I
I n s t a n t a n e o u s Time (3 Days) I n s t a n t a n e o u s Time (3 Days) I n s t a n t a n e o u s Time (3 Days)
1 1 1 1
^^J;^ ^::^^^^^^
1 1
1 y
^7 ^y
y
1
1 y V A V ^
<.^y O'X
y
1
i^-p-
1 >v.
^ ^ ^ ^ ^ ^ ^ ^
^ * « - ^ ^ ^
-
I
0 1 8 9 10 15
MAJOR CONSOLIDATION STRESS - kPa 20 2 3 4 5 6 7
Figure C.16 Comparison of Flow Functions for Westcliff Product Coal (-2.36mm)

279
£10
Ji9 UJ
^ 8 l/l
q 1
> 6 D
5
-
-
-
-
-
-
legend
1 ! 6%wb, 2 : 6%wb, 3 : 10%wb, 4 : 10%wb, 5 ! 15%wb, 6 ; 15%wb,
1 1 1
Instantaneous Time (3 Days) Instantaneous Time (3 Days) Instantaneous Time (3 Days)
t 1 .1 . 1.
1 y
oy ^y
V
1 1
r
'^y 'y ^'-"""^
"^ .y'''^^
^^''y-^^
• - - ^ ^ ^ ^ ^
J ^ ^ ^ : : : ^ - ^ ^
'
-
1 2 3 8 9 10 15 MAJOR CONSOLIDATION STRESS - kPa
20
Figure C.17 Comparison of Flow Functions fo r Westc l i f f Product Coal (-4.00mm)
(Sic I
1/1 (/I UJ CC I -t/i
Q UJ H iZ 2 O u 2
-0.50mm Test Sample (Instantaneous) -l.OOmm Test Sample (Instantaneous) -2.36iraii Tost Sample (Instantaneous) -4.00mm Test Sample (Instantaneous)
1 2 8 9 10 15 MAJOR CONSOLIDATION STRESS - kPa
20
Figure C.18 Comparison of Flow Functions fo r Westc l i f f Product Coal (10% wb.)

280
8 9 10 15 MAJOR CONSOLIDATION STRESS - kPa
Figure C.19 Comparison of Flow Functions fo r Westc l i f f Product Coal (15% wb)
8 9 10 15 MAJOR CONSOLIDATION STRESS - kPa
Figure C.20 Comparison of Flow Functions fo r Westc l i f f ROM Coal (Tumbled 1 1/2 hours and Remixed -2.36mm)

8 9 10 15 MAJOR CONSOLIDATION STRESS - kPa
Figure C.21 Comparison of Flow Functions for Various Coals (-2.36mm, 10%wb)
9 10 15 MAJOR CONSOLIDATION STRESS - kPa
Figure C.22 Comparison of Flow Functions fo r Various Coals (-2.35mm, 15%wb)

282
8 9 10 15 MAJOR CONSOLIDATION STRESS- kPa
Figure C.23 Comparison of Flow Functions for Various Coals (10% wb., -2.36mmj
8 9 10 15 MAJOR CONSOLIDATION STRESS - kPa
Figure C.24 Comparison of Flow Functions fo r Various Coals (15% wb, -2.36mm)

2 3
Legend
1 : Metropolitan ROM Coal, Instantaneous 2 : Appin ROM Coal, Instantaneous 3 : Westcliff ROM Coal, Instantaneous 4 : Westcliff Product Coal, Instantaneous
8 9 10 15 MAJOR CONSOLIDATION STRESS - kPa
20
Figure C.25 Comparison of Flow Functions for Various Coals (-4.00mm, 10%wb)
£10
i/i 9 tn UJ
^ 8 tn
° 7
> 61-
Q
u.
3 -
2 -
1-
-
-
« — - 1 1 I,
1
y^^^"^^
1 I . l . . . . 1
—y
1 1
1
^y yy y
1
v>' y^ 1 y -• 1
y ^>^
^J>-7^^^^^^^
Legend
1 : Metropolitan ROM Coal, Instantaneous 2 : Appin ROM Coal, Instantaneous 3 : Westcliff ROM Coal, Instantaneous
4 : Westcliff Product Coal, Instantaneous
> 1
0 1 8 9 10 15 MAJOR CONSOLIDATION STRESS - kPa
20
Figure C.26 Comparison of Flow Functions for Various Coals (-4.00mm, 15%wb)

284
8 9 10 15 MAJOR CONSOLIDATION STRESS - kPa
Figure C.27 Comparison of Flow Functions for Westc l i f f ROM Coal with Bentonite (4.00mm, Various Moisture Contents)
£10
tn tn UJ
I/)
UJ
^ e Q UJ r 2 3 U.
§4 u 2 => :i
9-
1
Legend
.1 : Westcliff ROM Coal (Control) 10%wb Instantaneous
2 : Westcliff ROM Coal (Control) 15%wb Instantaneous
. 3 : Westcliff ROM Coal + Fines, 5%wb. 4 : Westcliff ROM Coal + Fines,10%wb. 5 : Westcliff ROM Coal + Fines,12.5%wb
• 6 : Westcliff ROM Coal + Fines,15%wb.
yj>^
-..'^'^ y ^f^^yy^^"^^
^—' ' ' ' ' 1 ' '
^
1
1
y <^y S^
y/ V
1
7 8 9 10 11 12
&y
y 5;
: Westcliff : Westcliff ! Westcliff : Westcliff : Westcliff : Westcliff
1
6>
ROM ROM ROM ROM ROM ROM
u.
1 ^
^y%^
^^ ^J>^y
Coal Coal Coal Coal Coal Coal
^ ^ 1 yo
+ Kaolin, 5%wb. + Kaolin, 10%wb. + Kaolin, 12%wb. + Bentonite, + Bentonite, + Bentonite,
t
5%wb. 10%wb. 15%wb.
, <:
_
8 9 10 15 MAJOR CONSOLIDATION STRESS - kPa
20
Figure C.28 Comparison of Flow Functions fo r Westc l i f f ROM Coal Samples from Free Clay Test Program (-4.00mm)

285
8 9 MAJOR
Figure C.29 Comparison of Flow Clay (-4.00mm,
10 15 CONSOLIDATION STRESS - kPa
Functions for Westcliff ROM Coal Without Free Various Moisture Contents)
9 10 15 MAJOR CONSOLIDATION STRESS - kPa
Figure C.30 Comparison of Flow Functions for Westcliff ROM Coal with Kaolin (-4.00mm, Various Moisture Contents)

286
APPENDIX D
EFFECTIVE ANGLE OF INTERNAL FRICTION

287
8 0 . [••' I ' I • I ' I ' I ' I ' I ' I ' I
in UJ UJ CC o UJ a
40. ' - « • '
0. , I . I . I . I • I • 1 • L _ i — L _ i — L _ J — I — 1 — I • I I — I ' l l — ' • ' • — I
R. 10. 15. 20. 5. 10. 15. MAJOR CONSOLIDATION STRESS - kPo
EFFECTIVE RNGLE OF INTERNAL FRICTION LEGENDi -1- -2.3BHM 10X COALCLIFF
-3- SOUTH BULLI -5- flPPIH -7- HESTCLIFF PnOD.
-2- HUNTLET -4- METROPOLITAN -6- HESTCLIFF ROM
Figure D.l Comparison of 6 for Various Coals (-2.36mm, 10% wb)
n g . I . I . I • I • I I I • I • I • I • I • I ' I ' I ' I ' I ' I ' i ' ' ' ' ' ' '
tn lU UJ CC o UJ a
70.
40. 0.
' • ' • I • I . I — I 1 — 1 L _ i — I — i _ J - ! • • • ' • ' t • I • I • I •
5. 10. 15. MAJOR CONSOLIDATION STRESS - kPo
EFFECTIVE RNGLE OF INTERNRL FRICTION
20.
LEGENDI -I- -2.38HM 15X COALCLIFF -9- SOUTH BULLI -5- APPIN -7- HESTCLIFF PROD.
-2- HUNTLET -4- METROPOLITAN -8- HESTCLIFF ROM
Fiaure D.2 Comparison of 6 for Various Coals (-2.36mm, 15% wb)
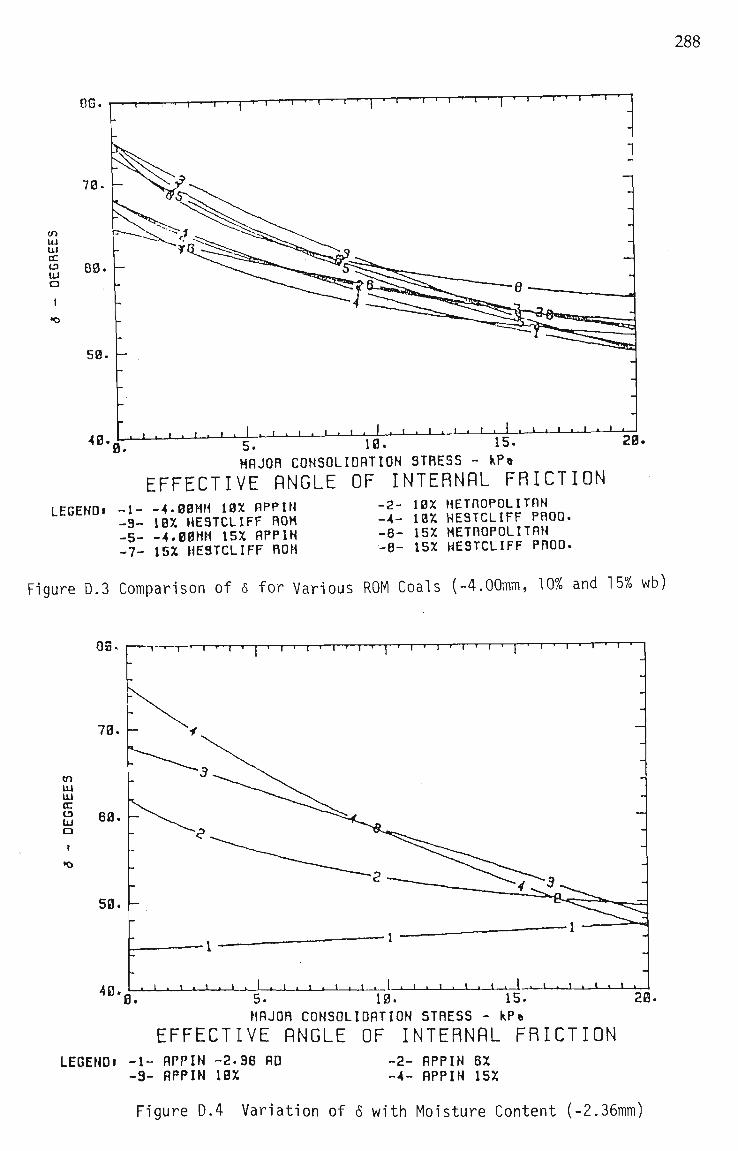
GG.
to UJ UJ CC o UJ o
r 70.
60.
50.
40.
-I—'—r
J, . I I I I >
288
- I — I — ' — I — ' — I — ' r - . — I — ' — I — ' — I — ' r - I — I — ' — r - ' — r — ' — I — ' "
0. I . I I I . I . I 1 I I — I — I — I — ' — I — • — ' — ' — 1 — <
5. 10. 15. ' • ' . ' ' I • —
20. HAJOR CONSOLIDATION STRESS - kPo
EFFECTIVE RNGLE OF INTERNRL FRICTION -2- 10X METROPOLITAN -4- 10% HESTCLIFF PROD. -6- 15Z METROPOLITRH -8- 15X HESTCLIFF PROD.
LEGENDi -I- -4.00MM 10X APPIN -3- 10X HESTCLIFF ROM -5- -4.00HH 15X APPIN -7- 15Z HESTCLIFF ROM
Figure D.3 Comparison of 5 for Various ROM Coals (-4.00mm, 10% and 15% wb)
tn UJ UJ tn ta UJ tZi
OS.
70.
40.
-y—t—r-l—r—'—r—1—I—T—r-l—i i i >—|- > i—.—i » i > i • | ' i ' i ' i • • •
' • ' . ' • ' I I 1 I • 1 i _ j 1 1 • ' • ' • 1 . 1
0. 5. 10. 15. HAJOR CONSOLIDATION STRESS - kP»
EFFECTIVE RNGLE OF INTERNRL FRICTION
20.
LEGENDi -1- APPIN -2.38 AD -3- RPPIN 10X
-2- APPIN ex -4- APPIN 15X
Figure D.4 Variation of 6 with Moisture Content (-2.36mm)

289
tn UJ VU CC e j UJ a 1
•o
fit). I ' 'I ' I • I ' I ' I ' I ' I ' ' ' '
70.
I T I I I I I I I I I • I ' I ' I ' '
60.
50.
40.
^°-0^r-^-^^^^^5r-^^-^^"r0. l i '2B. MAJOR CONSOLIDATION STRESS - kPo
EFFECTIVE RNGLE OF INTERNRL FRICTION LEGEND! -1- HESTCLIFF ROM -2-38 AD -2- HESTCLIFF ROM 8X '-^""" _3- SESTCLIFF ROM 10% -4- HESTCLIFF ROM 15X
Figure D.5 Variation of 6 with Moisture Content for Westcliff ROM Coal (-2.36mm)
0 3 . t •. r ' I ' I ' I ' I ' ' ' ' ' ' ' ' ' I ' ' ' ' ' ' ' ' I ' I ' I ' I ' "
m UJ UJ OC o UJ a
50. -
40. _ i . I t . I I 1 • 1 I • I » I > — L . I 1
0. , I • I • ' • ' • • • I • ' • ' • ' • ' '--
10. 15. 28. MAJOR CONSOLIDATION STRESS - kPa
EFFECTIVE RNGLE OF INTERNRL FRICTION LEGENDI -I- HESTCLIFF PROD. 10Z -0.5 -2- HESTCLIFF PROD. -1.00
-9- HESTCLIFF PROD. -2.38 -4- HESTCLIFF PROD. -4.00
Figure D.6 Variation of 6 with Particle Top Size for Westcliff Product Coal (10% wb)

290
tn UJ UJ CC o tu C3
.©
00.
50.
40.
-I— ' — I — ' — r - 1 — I — I — I — . — I — . — r - ' — I — ' — I — ' — r I ' I ' I ' I
' • ' • ' • ' .1 • I • I • J - . I I . I . I I I I • I • 1 i - J
5. 10. 15. 23. MAJOR CONSOLIDATION STRESS - kPa
EFFECTIVE RNGLE OF INTERNRL FRICTION LEGENDi -1- HESTCLIFF PROD. 15X -0.5 -2- HESTCLIFF PROD. -1.00
-3- HESTCLIFF PROD. -2.38 -4- HESTCLIFF PROD. -4.00
Figure D.7 Variation of 6 with Particle Top Size for Westcliff Product Coal (15% wb)
tn tu l U CC a lU a
0 0 . I •• I • I ' I ' I
70.
80.
50.
40.
n—'—I—<—I—'—I" I ' I ' I ' I ' I ' I '
0. > • t . I . I . I t ' • I . I . ' • I • I . I • I • I I I t I » I • I ' ' • J
5. 10. 15. 2a. MAJOR CONSOLIDATION STRESS - kP«
EFFECTIVE RNGLE OF INTERNRL FRICTION LEGENDi -I- METROPOLITAN 10X -1.00
-3- METROPOLITAN 10% -4.00 -5- METROPOLITAN 15X -2.38
-2- METROPOLITAN 10Z -2.38 -4- METROPOLITAN 15X -LOB -8- METROPOLITAN 15Z -4.00
Figure 0.8 Variation of 6 for Metropolitan ROM Coal with Particle Top Size (10% and 15% wb)

291
t n U J U J O C t a UJ a
«3
0 0 . I 1 t I • I I I ' I ' 1 ' I ' I ' I ' I ' ' ' I ' I '
40.
I ' I ' I ' I '
• I • I . ' . ' . I • ' J I I I . I . I . I • I • — I • I • — ' • ' • ' ' ' ' • _
10. 15. 20. B. 5. HAJOR CONSOLIDATION STRESS - kP«
EFFECTIVE RNGLE OF INTERNRL FRICTION LEGENDi -I- QUEENSLAND COAL 10%
-3- HESTCLIFF ROM 10% -5- HESTCLIFF PROD 10%
-2- QUEENSLAND CORL 15X -4- HESTCLIFF ROM 15% -8- HESTCLIFF PROD. 15Z
Figure D.9 Comparison of 6 for Three Coals with Similiar Particle Distributions (-2.36mm, 10% and 15% wb)
tn lU ui CC ID UJ C3
00, r — ' — I ' I ' I ' I ' — I ' I '
70.
i n \ f ' • I 1 I I I — 1 — I — 1
^"'0. 5. I • I I 1 I I I I I
10. 15. I . I
20. MAJOR CONSOLIDATION STRESS - kPa
EFFECTIVE RNGLE OF INTERNRL FRICTION LEGENDi -1- HE3TCLIFF CONTROL 10%
-3- HESTCLIFF TUMBLED 10% -2- HESTCLIFF CONTROL 15% -4- HESTCLIFF TUMBLED 15%
Figure D.IO Comparison of 6 for Westcliff Coal Tumbled and Remixed (-2.36mm, 10% and 15% wb)

tn UJ UJ IE ta UJ o
7R.
60.
50.
40. 0.
I ' r -<—r I ' 1 - r — 1 — r
I I I... • — u ' • I 1 I — I -
I ' I ' I ' I '
I . I • I • I 1.
10. 15. MAJOR CONSOLIDATION STRESS - kPa
EFFECTIVE RNGLE OF INTERNRL FRICTION
20
LEGENDI -I- HE3TCLIFF+FINES -3- HESTCLIFF+DENTONITE 5%
-2- HESTCLIFF+KROLIH 5%
292
Figure D.ll Comparison of 6 for Coal Samples from the Clay Testing Program (-4.00mm, 5% wb)
S s ) . 1—'—I—'—1—'—I—'—r
tn UJ Ui CC ta UI a
MAJOR CONSOLIDATION STRESS - kPtJ
EFFECTIVE RNGLE OF INTERNRL FRICTION LEGENDI -1- HESTCLIFF CONTROL 10%
-3- HESTCLIFF+FINE3 10% -5- HESTCLIFF+KROLIN 10% -7- HESTCLIFF+BENTONITE 10%
-2- HESTCLIFF CONTROL 15% -4- HESTCLIFF+FINES 15% -8- HESTCLIFF+KROLIN VIX -8- HESTCLIFF+BENTONITE 15X
Figure D.12 Comparison of 6 for Coal Samples from the Clay Testing Program (-4.00mm, 10% and 15% wb)

293
APPENDIX E
STATIC ANGLE OF INTERNAL FRICTION

294
86. T—'—I '"I
tn ut UJ tc ta UJ
o
50.
40.
30. I . 1 . 1 . 1 . 1
T — ' 'I •—T"^!—r 1 ' ' ' T — ' — I — < - I ' I — ' — I ' I '
I .. l_ . I . I . I I I » 1 J 1 . I I I 0. 5. 10. 15.
MAJOR CONSOLIDATION STRESS - kPa
STRTIC RNGLE OF INTERNRL FRICTION
20
LEGENDI -1- -2.38MM 10% HUNTLET -3- APPIN -5- HESTCLIFF PROD.
-2- METROPOLITAN -4- HESTCLIFF ROM
Figure E.l Comparison for Various Coals (-2.36mm, 10%wb)
tn tu UI tc ta UI ca
MAJOR CONSOLIDATION STRESS - kPa
STRTIC RNGLE OF INTERNRL FRICTION LEGENDI -1- METROPOLITAN 10% -1.00
-3- METROPOLITAN 10% -4.00 -5- METROPOLITAN 15% -2.38
-2- METROPOLITAN 10% -2.38 -4- HETROPOLITRN 15% -1-00 -8- HETROPOLITRN 15% -4.08
Figure E.2 Variation of cj) for Metropolitan ROM Coal with Particle Top Size (10% and 15%wb)

295
on. •I ' ' I ' '—I—'—r • t ' I I • T—'—I—'—r - . 1—r—j—.—r-^ ->—I—.—I—.-
tn tu UJ tc ta UI a
50. -
40.
90 . 0 .
• 1 . . I I
5. _!_ . ! _ . 1 1 1 . I I I I I
10. 15. 1 I 1 . . » • I .
MAJOR CONSOLIDATION STRESS - kPa
STRTIC RNGLE OF INTERNRL FRICTION LEGENDi -1- -2.98MM 15% HUNTLET
-3- METROPOLITAN -5- HESTCLIFF ROM
-2- SOUTH BULLI -4- APPIN -8- HESTCLIFF PROD.
20.
Figure E.3 Comparison for Various Coals (-2.36mm, 15%wb)
to l U UJ CC ta lU
68.
50.
40.
90.
20.
-"—I ' I
•I . 1
I ' I ' I ' I -r-'—r-'—r—'—r
g . . 1 -X -J -X- I . I J i_
- .—I •• I •••—r
5. 10. 15. 1 I I » I .. I.
MAJOR CONSOLIDATION STRESS - kPa
STRTIC RNGLE OF INTERNRL FRICTION LEGENDi -1- -4.00MH 10% APPIN
-3- 10% HESTCLIFF ROM -5- -4.00HM 15% APPIN -7- 15% HESTCLIFF ROM
-2- 10% METROPOLITAN -4- 10% HESTCLIFF PROD--8- 15% METROPOLITAN -8- 15% HESTCLIFF PROD.
20.
Figure E.4 Comparison for Three ROM Coals (-4.00mm, 10% and 15% wb)

tn U I UJ CC
a UI
0 0 . t - X • I
30.
20 . 0.
T- '—r -.—r—•—r-'—I—>—I—'—I—• I •—I—'—r-l—r
J L J 1 1 1 . — 1 _
T—'—r
5. • I • I • I . I • I i_t I I i_j . I . l . I . l . I . l .
10. 15. MAJOR CONSOLIDATION STRESS - kPo
STATIC RNGLE OF INTERNRL FRICTION
2S.
LEGENDI -1- HESTCLIFF PROD. 10% -1.00 -2- HESTCLIFF PROD. -2.38 -9- HESTCLIFF PROD -4.00 -4- HESTCLIFF PROD. 15% -1.08 -5- HESTCLIFF PROD. -2.38MH -8- HESTCLIFF PROD. -4.08
Figure E.5 Variation of (^t for Westcliff Product Coal with Particle Top Size (10% and'15% wb)
296
tn lU UJ CC t a UJ a
GB.
50.
40 .
30 .
-,—.—I—'—I—1—r -r—J—1 1 1 1—. 1—. I . 1—I I < 1—r- T—'—r
_l__l I . I . I • I . I I . I I I . I
- .—I • I <—r
5. 10. 15. I . I . I I I
20 MAJOR CONSOLIDATION STRESS - kPa
STRTIC RNGLE OF INTERNRL FRICTION LEGENDi -I- APPIN -2-38 8%
-9- flPPIH 15% -5- HESTCLIFF ROM 10%
-2- APPIN 10% -4- HESTCLIFF ROM -2.38 8% -8- HESTCLIFF ROM 15X
Figure E.6 Variation of <^^ for Appin and Westcliff ROM Coal with Moisture Content (-2.36mm)

297
tn ui tu OC ta UI a
G3. I ' I ' I ' I
50.
40.
30. 0.
I . l . I-
-I—' I '—I—'—r -1—'—1—'—1—'—r
. 1 • L-
10. . 1 I l . l l — 1 _
I • r '—I ' I
I . I I I . 1 .. 15. 28
HAJOR CONSOLIDATION STRESS - kP«
STRTIC RNGLE OF INTERNRL FRICTION LEGENDi -1- QUEENSLAND COAL 10%
-3- HESTCLIFF ROM 10% -5- HESTCLIFF PROD. 10%
-2- QUEENSLAND CORL 15% -4- HESTCLIFF ROM 15% -8- HESTCLIFF PROD. 15%
Figure E.7 Variation of (j) for Three Coals with Similar Particle Distributions (-2.36mm, 10% and 15%wb)
tn Ui tu a: ta UJ
a I
5 . J . I I I • I
40.
30.
~ i — ' — I — ' — I — ' — r I ' ' • T — ' — I — ' — r
J .. I I L . l . l l l-
- | — . — I — . — , — 1 — f -
. I I 1 — 1 1 — 1 l — i l _ i I . I . I • I •
0. 5. 10. 15. HAJOR CONSOLIDATION STRESS - kPn
STRTIC RNGLE Of INTERNRL FRICTION
2S.
LEGENDI -1- HESTCLIFF CONTROL 10% -3- HESTCLIFF TUMBLED 10%
-2- HESTCLIFF CONTROL 15% -4- HESTCLIFF TUMBLED 15%
Figure E.8 Comparison of (j)t for Westcliff Coal Tumbled and Remixed (-2.36mm, 10% and 15%wb)

tn Ui Ui CC ts Ui a
58.
40.
30.
298
1—'—I—I—I—.—I—'—I—'—I—'—r 1—'—I' ' I—'—r ^~r
± \ 5. 10. 15. 20 MAJOR CONSOLIDATION STRESS - kPtj
STATIC RNGLE OF INTERNAL FRICTION - 2 - HESTCLIFF+KROLIN 5% LEGENDI - 1 - HESTCLIFF+FINES 5%
- 3 - HESTCLIFF+DENTONITE 5%
Figure E.9 Comparison of (\)i for Coal Samples from the Clay Testing Program (-4.00mm, 5%wb)
tn tu UI tn ta UJ 1:3
60.
50.
40.
30.
2B.
T-' I T-.—\—'—r "T—'—I—<- "1—'—I—'—r-'—r
10. 15. MAJOR CONSOLIDATION STRESS - kPti
STRTIC RNGLE OF INTERNRL FRICTION LEGENDI -1- HESTCLIFF CONTROL 10%
-3- HESTCLIFF+FINES 10% -5- HESTCLIFF+KnOLIN IBX -7- HESTCLIFF+DENTONITE 10%
_L_i 1
23
-2- HESTCLIFF CONTROL 15% -4- HESTCLIFF+FINES 15% -B- HESTCLIFF+KROLIN liX -8- HESTCLIFF+BENTOHITE 15X
Figure E.IO Comparison of (|) for Coal Samples from the Clay Testing Program (-4.00mm, 10% and 15%wb)

299
APPENDIX F
KINEMATIC ANGLE OF WALL FRICTION

300
tu UI CC ta UI C3
10. •1 . • Tl ' I
40. -
30. -
20.
10.
- J — I — I — I — [ — . — I — 1 — I — I — I — I — I — > — I — ' — I — ' — [ — ' t~~' T " ' I ' ' • .
-2.3Q 10% RUSTY MS COALCLIFF -1- : HUNTLET -2- '-
SOUTH BULLI -3- ; METROPOLITAN -4- j
RPPIN -5- : HESTCLIFF ROM -8- I
HESTCLIFF PROD -7- I
"•I ru u-fifa;
' • I . l . I I I 1 I I 1. .._1_ I . I . 1 J_
^
. I . - 1
20. 5. 10. 15. MAJOR CONSOLIDATION STRESS - kPti
KINEMATIC RNGLE OF WRLL FRICTION
Figure F.l Variation of (f) for Various Coals (-2.36mm, 10%wb) on Rusty Mild Steel
tu Ui CC ta lU a
1 — I — I — ' — I ' l l — [ ' I — ' — I ' 1 ' — I ' I ' I • I • r
-2.30 15% RUSTY MS COALCLIFF -1-HUNTLEY -2-
30UTM BULLI -3-HETROPOLITAN -4-
APPIN -5-HESTCLIFF ROM -6-
HESTCL
^~^]
USTCLIFJ PROD -7-
=^i~ = • n = J-rrrf
i_j i_i_j_ j - ^ I • I . ' . I
5. 10. 15. MAJOR CONSOLIDATION STRESS - kP«»
KINEMRTIC RNGLE OF WRLL FRICTION
20.
Figure F.2 Variation of (j) for Various Coals (-2.36mm, 15%wb) on Rusty Mild Steel

301
lU Ui tc ta Ui
a
? fr
50.
40.
30.
20.
10.
-I—I—I—I—I—r 1 ' I ' "1—'—I—'—:—'—r I ' 1 '—r
•rt3 >-
•2.38 10% 304 33 COALCLIFF -1-HUNTLEY -2-
SOUTH BULLI -3-HETROPOLITRN -4-
flPPIN -5-HESTCLIFF ROM -8-
HESTCLIFF PROD. -7-
I . I . I I I I I I . I
0. 5. 10. 15. MAJOR CONSOLIDATION STRESS - kPo
KINEMRTIC ANGLE OF WALL FRICTION
20.
Figure F.3 Variation of cj) for Various Coals (-2.36mm, 10%wb) on 304-2B Stainless Steel
UI tu CC ta UI o
•J. 10. 15.
MAJOR CONSOLIDATION STRESS - kPo
KINEMRTIC ANGLE OF WRLL FRICTION
Figure F.4 Variation of (j) for Various Coals (-2.36mm, 15%wb) on 304-2B Stainless Steel

302
UI tu CC ta Ui a
>
1—[ • I •—r—'—r—'—I ' [ '
•2.38MM 10% PRCTEHE COALCLIFF - 1 -HUNTLEY - 2 -
3QUTH DULLI - 3 -HETADPOLITAN - 4 -
APPIN - 5 -HE3TCLIFF ROM -0-
HE3TCLIFF PROO -7-
MAJOn CONSOLIDATION STRESS - kPo
KINEMRTIC RNGLE OF WRLL FRICTION
Figure F.5 Variation of (j) for Various Coals (-2.36mm, 10%wb) on Pactene
I . I I I • I ' — I ' I ' — r ' I ' I ' I - , — I — I > I • — I ' I ' — r ' I
-2.38 15% PfiCTEME COALCLIFF -1-HUNTLEY -2-
30UTH DULLI -3-HETROPOLITON -4-
RPPIM -5-HE3TCLIFF ROM -8-
HESTCLIFF PROD -7-
I I I . I I > .-15. 20.
MRJOR CONSOLIDATION STRESS - kP«i
KINEMRTIC RNGLE OF WALL FRICTION
Figure F.6 Variation of (}> for Various Coals (2.36mm, 15%wb) on Pactene

UI UI OC o Ui ca
50.
40.
30.
20.
1—'—I—'—I—'—I—'—I—'—I—'—I—'—I—'—I—'—I—'—I—'—I—'—I—'—r
APPIN -2.38KM RUSTY MS AD - 1 -nUSTY H3 8% -2-nUSTY M3 10% -3-nUSTT MS 15% -4-
10. _L_i I » t . 1 . I • I 1 I 1 I 1 I • I • 1 I 1
0. 5. 10. 15. MAJOR CONSOLIDATION STRESS - kPo
KINEMATIC ANGLE OF WALL FRICTION
^
I . I
20
Figure F.7 Variation of cj) for Appin ROM Coal (-2.36mm) at Various Moisture Contents on Rusty Mild Steel
303
tii UI CC ta Ui C3
>
,<« . I—'II •—I—'—r
40.
30.
20 .
10. . . i . I I I I
-1—I—I—I—1—I—1—r T—^—r -1—'—I—'—I—'—r
HEST ROM RUSTY H3 AD -l-nU3TT MS 6% -2-nUSTY MS 10% -3-RU3TY MS 15% -4-
I I 1 I I - i — i I I I I i_ I . l - I . l .
0. 5. 10. 15. HAJOR CONSOLIDATION STRESS - kPa
KINEMRTIC RNGLE OF WALL FRICTION
20.
Figure F.8 Variation of (j) for Westcliff ROM Coal (-2.36mm) at Various Moisture Contents on Rusty Mild Steel

304
nq.
40.
lU UI tc to Ui ta 30. -'
20.
10.
MAJOR CONSOLIDATION STRESS - kPo
KINEMRTIC RNGLE OF WRLL FRICTION
Figure F.9 Variation of (j) for Westcliff ROM Coal (-2.36mm) at Various Moisture Contents on 304-2B Stainless Steel
Ui Ui CC a tu ta
HAJOR CONSOLIDATION STRESS - kPo
KINEMRTIC RNGLE OF WRLL FRICTION
Figure F.IO Variation of i? for Appin ROM Coal (-2.36mm) at Various Moisture Contents on 304-2B Stainless Steel

305
UI UI tc ta UJ
3 ^
MAJOR CONSOLIDATION STRESS - kPa
KINEMRTIC RNGLE OF WRLL FRICTION
Figure F.l l Variation of cj) for Westcliff ROM Coal (-2.36mm) at Various Moisture Contents on Pactene
50. - ] — i ^ — I — ' — I — ' — I — ' "
UJ UJ CC ta UJ C3
3i
- T - r - r . I . I . I . I ' I ' I ' I ' I ' ' ' ' ' ' ' ' ' .
RPPIN -2.3GMH PACTENE AD - l -PACTENE 8% -2-PRCTENE 10% -3-PACTENE 15% -4-
i s . | . ' • ' i ' • ' i j . ' ' i s r - ^ ' • I • ' •
20 HAJOR CONSOLIDATION STRESS - kPtj
KINEMATIC ANGLE OF WALL FRICTION
Figure F.12 Variation of tj) for Appin ROM Coal (-2.36mm) at Various Moisture Contents on Pactene

UI Ui (C ta UI CJ
5R. r- '' I ' I ' — I ] — '
40.
30.
20.
1 — ' — r 1 — ' — I — ' — 1 — ' — r ' I ' I
HEST PROD 10% -.5 RUSTY MS -I-
-1.0 RUSTY MS -2-
-2.38HM RUSTY MS -3--4.0 RUSTY H3 -4-
I ' r
10. J • ' • ' ' ' • • I I 1 1 . 1 I I _ l _ i u I • I . • • I . I • I .
0. 5. 10. 15.
MAJOR CONSOLIDATION STRESS - kPo
KINEMATIC ANGLE OF WALL FRICTION
28.
Figure F.13 Variation of cf) for Westcliff Product Coal (10%wb) at Various Particle Top Sizes on Rusty Mild Steel
306
UJ UI tc ta UI ta
50.
40.
30.
20.
10. I . 1 . I I I
-T 1 — 1 — I — I 1 — . — I — . 1 — . — I — I — I — I — I — . 1 — . — j — . 1 — r — I 1 I . r
HEST PROD 15% -.5 RUSTY MS -1-
-1.0 RUSTY MS -2-
-2.38 RUSTY MS -3-
-4.0 RUSTY MS -4-
4.»». -tM-
I I I • I I I . 1 I 1 I I . I I I . I I I
0. 5. 10. 15. MAJOR CONSOLIDATION STRESS - V.Pn
KINEMATIC ANGLE OF WALL FRICTION
23.
Figure F.14 Variation of (}> for Westcliff Product Coal (15%wb) at Various Particle Top Sizes on Rusty Mild Steel

UI UI DC ta UJ
a
50.
40.
30.
20.
- p - . — I — i — I — 1 — I — . — I — i — I — 1 — I — . — I — • — I — . — p - ' — I — . — I — ' — I — ' — I — . — j — ' — I — ' — I — ' I — ' r~^
HEST PROD 10% -.5 PACTENE - 1 --1.0 PACTENE - 2 -
-2.38 PACTENE - 3 --4.0 PACTENE - 4 -
L3j-
10. 0.
' • ' . ' . — I . . . I . t - i _ . 1 . 1 . — I — . -
5. 10. 15. ' . I • I . I '
20. MAJOR CONSOLIDATION STRESS - kPt»
KINEMATIC ANGLE OF WALL FRICTION
Figure F.15 Variation of (j) for Westcliff Product Coal (10%wb) at Various Particle Top Sizes on Pactene
307
Ui UJ tc ta UJ C3
f ) . I—'—I—'—I—'—I—'—r
40.
30.
20.
10.
T—'—r—1—r—'—I • I
• • I • I . I .._L I I I
I ' I ' I ' I ' I
ENE - 1 - :
-1—I . I • I I I '
HL'ST PnUD ISy. -.5 PnCTENE -1.0 PACTENE - 2 -
-2.38 PRCTENE -3--4.0 PRCTENE - 4 -
^ ^
I . l . ' . '
0. 5. 10- 15-HAJOR CONSOLIDATION STRESS - kP«
KINEMATIC ANGLE OF WRLL FRICTION
I . ' . ' • I • — I
20.
Figure F.16 Variation of (}) for Westcliff Product Coal (15%wb) at Various Particle Top Sizes on Pactene

U i U J t c t a U i c a
50.
40.
30.
" T — ' — I — » — T — ' — I — ' — I — ' — 1 — ' — I — ' — I — ' — I — ' — I — ' — I — ' — I — ' — I — ' — I — ' — I — ' — I — ' — I — ' — 1 — ' — I — ' -
HEST PROD 10% -.5 304 33 -1--1.0 304 33 -2--2.38 304 S3 -3--4.0 304 SS -4-
20.
10. _!_. t.. • I I L I 5. 10.
I . I t I I L
15. I . I » I .,
20 MAJOR CONSOLIDATION STRESS - kPo
KINEMATIC ANGLE OF WALL FRICTION
Figure F.17 Variation of cj) for Westcliff Product Coal (10%wb) at Various Particle Top Sizes on 304-2B Stainless Steel
308
Ui
w OC ta UI
5. 10. 15. MRJOR CONSOLIDATION STRESS - kPt.
KINEMATIC ANGLE OF WALL FRICTION
Figure F.18 Variation of (() for Westcliff Product Coal (15%wb) at Various Particle Top Sizes on 304-2B Stainless Steel

309
UJ UJ CC la UJ a
50.
40.
30.
20.
10.
-r—i—1—^
. I I I • 1
j - . - ^ ^ T—'—r'' I T "T—'—I—'—T 1—'-| '—r—'—r—^
RUSTY MS 10% H'LAND -1-RU3TT MS 15% Q'LAND -2-
RUSTY MS 10% HEST. ROM -9-RUSTY MS 15% HEST. ROM -4-
RUSTT MS 10% HEST. PROD. -5-RUSTT MS 15% HEST. PROD. -8-
_. 1 1 I 1 I I I 1 I L _ J • I • ' • I , I . I • ' • I . I
0. 5. 10. 15. MAJOR CONSOLIDATION STRESS - kPo
KINEMATIC ANGLE OF WALL FRICTION
20
Figure F.19 Variation of ^ for Three Coals with Similiar Particle Distributions (-2.36mm, 10% and 15%wb) on Rusty Mild Steel
tu UJ OC la UI o
50.
40.
30.
20.
10
"T—'—I—'—I—'—r -\—'—r "T—'—r—<—I—'—r 1 — ' — I — ' — I — ' — I — • -
304-20 S3 10% Q'LRND -I-304-28 S3 15% 0'LAND -2-
304-28 S3 10% HEST. ROM -3-304-2B SS 15% HEST. ROM -4-
304-28 S3 10% HEST. PROD. -5-304-2B 33 15% HEST. PROD. -8-
. I • I . t . I • I I 1 . .1 I 1 I i _
'0. 5. 10. 15. MAJOR CONSOLIDATION STRESS - kP»
KINEMATIC ANGLE OF WALL FRICTION
20
Figure F.20 Variation of <p for Three Coals with Simil iar Particle Distributions (-2.36mm, 10% and 15%wb) on 304-2B Stainless Steel

310
Ui tu tc o Ui C3
uo.
40.
- . — I — ' — I — 1 ^ — I ' I — ' — I — ' — I — ' — r
30.
20.
10.
—, p - T — t " - . 1 — r — J — I 1 1 1 1 1 1 — 1 ' I • I '
PRCTENE 10% Q'LAND -1-PRCTENE 15% Q'LAND -2-
PACTENE 10% HEST. ROM -3-PACTENE 15% HEST. ROM -4-
PRCTENE 10% HEST. PROD. -5-PRCTENE 15% HEST. PROD. -0-
J—. L. -i_j U 1 1 I I I I g. 5. 10. 15.
HRJOn CONSOLIDATION STRESS - kPt>
KINEMATIC ANGLE OF WALL FRICTION
20.
Figure F.21 Variation of <}) for Three Coals with Similar Particle Distributions (-2.36mm, 10% and 15%wb) on Pactene
Ui Ui CC o UJ tzx
50.
40.
30.
20.
10.
I ' I • 1 I ' I ' I ' I " " "T^ T — ' I ' — I • ' I •
I
304-28 S3 10% CON. - l -304-20 33 10% YUMULED -2-
PACTENE 10% CON. -3-PRCTENE 10% TUMBLED -4-304-2B 33 15% CON -5-304-28 15% TUMBLED -8-
PACTENE 15% CON -7-PACTENE 15% TUMBLED -8-
5. l . l l I 1 . 1 I . I I i . I I 1 . I
10. 15. 20 MAJOR CONSOLIDATION STRESS - kP«
KINEMATIC RNGLE OF WRLL FRICTION
Figure F.22 Variation of <p for Westcliff ROM Coal, Tumbled and Remixed, (-2.36mm, 10% and 15%wb) on Pactene and 304-2B
Stainless Steel

UI Ui OC 13 UI a
50. t ' l v , ""
40.
30.
20.
10.
-p-1—I ' I < — I ' I ' I ' I — ' — I ' I ' I ' I ' I ' I
RUSTT MS 10% CON. -1-RU3TY MS 15% CON. -2-RU3TY MS 10% FINES -3-RUSTT MS 15% FINES -4-
I I I
10. I I i_ I I I
15. 20 MRJOR CONSOLIDATION STRESS - kP«
KINEMATIC ANGLE OF WALL FRICTION
311
Figure F.23 Variation of cf) for Westcliff ROM Coal, Control and Coal + Fines Samples from the Clay Testing Program (-4.00mm, 10%
and 15%wb) on Rusty Mild Steel
UJ Ui CC ta UJ
50.
40.
90.
n— ' I '—r
20.
10*. I . I . I
-I 1—t—r—T—|—r—,—I—j- -.—|—I—r ->—I • r
304-2B 33 10% CON. -1-304-2B 33 15% CON. -2-304-2B 33 10% FINES -9-304-28 SS 15% FINES -4-
I . I I I I 1 I . . 1 . 1 . 1 . I
5. 10. 15. MAJOR CONSOLIDATION STRESS - KPa
KINEMATIC ANGLE OF WALL FRICTION
20.
Figure F.24 Variation of (j) for Westcliff ROM Coal, Control and Coal + Fines Samples from the Clay Testing Program (-4.00mm, 10%
and 15%wb) on 304-2B Stainless Steel

5 0 . I ' I • I—'— \—>—r
Ui tu tn ta Ui
a
- . — t • ( 1 — 1 • I » -f—^—I ' I ' — r - 1 — I — I I I — I • I
40.
30.
20.
10.
PACTENE 10% CON. -1-PACTENE 15% CON, -2-PACTENE 10% FINES -3-PRCTENE 15% FINES -4-
I I I I I . ' • I • I I I I . j _ i I . I . t I I . I • I . I
5. 10. 15. 20 MAJOR CONSOLIDATION STRESS - kPa
KINEMATIC ANGLE OF WALL FRICTION
312
Figure F.25 Variation of (j) for Westcliff ROM Coal, Control and Coal + Fines Samples from the Clay Testing Program (-4.00mm, 10%
and 15%wb) on Pactene
UI III tc ta UI
a
50.
40. 7ar
90.
20.
10. . I . 1 . - 1 . i
1 — ' — I — ' — I — ' - I I I I I
RUSTY MS 10% FINES -1-RUSTY MS 15% FINES -2-RUSTT MS 10% BENT. -3-RUSTT MS 15% BENT. -4-RUSTT MS 10% KAOLIN -5-RU3TT MS 15% KAOLIN -8-
=«=*=
I I 1 . I I I -J- I . I I I I I . I . -t I . — I I t_
0. 5. 10. 15. MAJOR CONSOLIDATION STRESS - kPo
KINEMATIC ANGLE OF WALL FRICTION
20.
Figure F.26 Variation of (j) for Westcliff ROM Coal and Added Clays from the Clay Testing Program (-4.00mm, 10% and 15%wb) on Rusty
Mild Steel

Ui tu OC ta tu a
50. 1 — ' — I — ' — I — ' — I — f -
40.
- t3^»y>
30.
20. -
10. I .1... I
"1—'—r—'—I—'—r T—'—r - , — I — i — I — . — I — 1 — I — . —
304-28 33 10% FINES -1-304-28 SS 15% FINES -2-304-2B S3 10% KAOLIN -3-304-28 S3 15% KAOLIN -4-304-28 33 10% DENT. -5-304-2B S3 15% BENT. -8-
I J I l . l l i_ I . I . I . 1
0. 5. 10. 15. HAJOR CONSOLIDATION STRESS - kPa
KINEMATIC ANGLE OF WALL FRICTION
20.
313
Figure F.27 Variation of (^ for Westcliff ROM Coal and Added Clays from the Clay Testing Program (-4.00mm, 10% and 15%wb) on
304-2B Stainless Steel
UI UJ OC 13 UJ
a
50.
40.
30.
20.
10.
' I ' I ' I ' I I ' I
I
I ' I I ' I
PRCTENE 10% FINES -1-PACTENE 15% FINES -2-PACTENE 10% KAOLIN -3-PACTENE 15% KAOLIN -4-PACTENE 10% BENT. PACTENE 15% DENT. -8-
1.. 1 . l . l l . 1 . 1 . I I I
5. 10. 15. MAJOR CONSOLIDATION STRESS - kPa
KINEMRTIC RNGLE OF WALL FRICTION
I I 1
20.
Figure F.28 Variation of <t> for Westcliff ROM Coal and Added Clays from the Clay Testing Program (-4.00mm, 10% and 15%wb) on Pactene

314
APPENDIX G
BULK DENSITY

315 1200. I I i 1 1 • 1 1 1 1 I I 1 1 I ,
1100.
tn
X 1000. 5C
tn 2: UJ a
oa
900.
800.
700.
• ' ' I ' ' ' ' I ' ' ' • I ' I ' I I ' . . • I • . I • 1 1 I » I I I i I I 1 1
8 0 0 . J • • • ' • ' ' ' ' . ' . • ' ' ' • • • • ' I •• 11
0. 25
MAJOR CONSOLIDRTIGN STRESS ~ kP»
BULK DENSITY LEGENDI -1- HUNTLEY -2.38HH 10% -2- SOUTH BULLI -2.38HH IBX
-3- APPIN -2.38MM 10% -4- METROPOLITAN -2.38MH 18% -5- HFSTCLIFF ROM -S-SSHH 10% -B- HESTCLIFF PROD -2.38MM 18%
Figure G.l Comparison of Bulk Density Variations for Various Coals (-2.36mm, 10%wb)
to a
to a: UJ Q
l a
m
25. 50. MAJOR CONSOLIDATION STRESS - kPa
BULK DENSITY LEGENDI -1- COALCLIFF -2.38HM 15% -2- HUNTLEY -2.98MH 15%
-9- SOUTH BULLI -2.38MM 15% -4- RPPIN -2.38MM 15% -5- METROPOLITAN -2.38MM 15% -8- HESTCLIFF ROM -2.38MM 15% -7- HESTCLIFF PROD -2.38HM 15%
Figure G.2 Comparison of Bulk Density Variations for Various Coals (-2.36mm, 15%wb)
75.

316
25. 50. MRJOR CONSOLIDATION STRESS - kPo
BULK DENSITY
75.
LEGENDi -1- HESTCLIFF PROO -1.00MH 15%-2- HESTCLIFF PROD -2.36HM 15% -3- HESTCLIFF PROD -4.00MH 15%-4- HESTCLIFF PROD -D.50MM 15%
Figure G.3 Comparison of Bulk Density Variations for Westcliff Product Coal (15%wb) at Various Particle Top Sizes
1000.
cn
900. -
800.
tn
S 700. a
ZD CD
600.
500.
T-r't'T Y * ' '~T I ^ - n T y r r - T T y r~r' yr^ T r y t r r r I T T T-| f i - T i r TT'T T r}-r i T T-pT T T' r ]• TT > r |
• ' ' ' • * t « ^ » i i t i i i t t t l \ t * % t l l t t t l % t * l l t l f t \ t t t l l k A t \ t ^ » M t t t l % A » i i t t A t ^ t » j
0. 25. 50. MAJOR CONSOLIDATION STRESS - kPa
BULK DENSITY
75.
LEGENDi -1- HESTCLIFF PROD -1.00MH 10%-2- HESTCLIFF PROD -2.98MH IBX -3- HESTCLIFF PROD -4.00MM 10%-4- HESTCLIFF PROD -0.5BHH 10%
Figure G.4 Comparison of Bulk Density Variations for Westcliff Product Coal (10%wb) at Various Particle Top Sizes

317
tn M
I
>-
1200.
1100.
1008.
tn
5 900. C3
- J r3 tn
800.
700.
' ' ' ' ) ' '' ' I I ' ' ' I I i I • I [ I r • ' I ' • . ' I ' ' ' ' I ' ' ' ' I ' ' • ' I I ' I . I T I I I I I I I I I . I I I ( I I I I I
' ' ' ' ' ' ' ' ' ' ' ' ' ' • ' ' • ' • I ' ' ' ' • • • ' . ' ' ' ' ' I ' . . . I • . • • ' • • • 1 I . . . . < • . . . I . . . . I . . . . I .
25. 50. 75 MRJOR CONSOLIDATION STRESS - kPa
BULK DENSITY LEGENDi -1- HUNTLEY -2.38MH RD
-9- HUNTLEY -2.38MM 10% -2- HUNTLET -2.96HH 8% -4- HUNTLET -2.3BHM 15%
Figure G.5 Comparison of Bulk Density Variations for Huntley ROM Coal (-2.36mm) at Various Moisture Contents
UB0.
700.
vi-fy-^^T-t-y f r 1 r ^ rt -r T |"r"i"T-T-TT r r T ] T T T T y T t T-» | T T r T y r * T T t-rt ir ^-f T-T T J I"I ••-TY-rT'VT f-r ri •*-
0- 25. 50. 75. MAJOR CONSOLIDATION STRESS - kPe
BULK DENSITY LEGENDi -I- SOUTH BULLI -2.38HM RD -2- SOUTH BULLI -2.98HM 8%
-3- SOUTH BULLI -2.38MH 10% -4- SOUTH BULLI -2.38MH 15%
Figure G.6 Comparison of Bulk Density Variations for South Bulli Product Coal (-2.36mm) at Various Moisture Contents

318
l l 8 9 * r" '*- " frr r-y-'i r T r i 7 1 i i T |
1888.
to 3
300.
^ . T ' I I 1 . r I I I I • I I I I I > r I T I I j 1 I f . ; 1 1 I I I I I . . ] ' ' . '
tn
?. 8B8. Ci
tn
700.
Q o a t . • • . < . . . • I • . • • I • • • • 1 • • • • I . • • . I . ' . • 1 . ' . . 1 . . . • ' • ' « . 1 ' I ' ' < I • . ' 1 1 • I ' 1 ' . ' ' I • • • ' _
^^"'0 . 25. 50. 75. MRJOR CONSOLIDATION STRESS - kPa
BULK DENSITY LEGENDi -1- APPIN -4.80MM RD
-9- RPPIN -4.00HM 10% -2- RPPIN -4.00MM 6% -4- APPIN -4.08HM 15%
Figure G.7 Comparison of Bulk Density Variations for Appin ROM Coal (-4.00mm) at Various Moisture Contents
tn •
I
> -
1000.
tn
£ 900. a
= j 03
1 2 0 0 . I . I • I T ' ' I ' I ' ' ' ' I ' ' ' ' M ' ' ' I ' ' ' ' I ' ' ' ' I ' ' ' ' I ' ' ' ' I ' ' ' ' I ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' '
1100.
000. -
700. . 1 . . . . I . . . . 1 . . X . 1 . . I . I 11 I 1 I I I I I I . I I I I I I I I I > . . . I • . • I I I . > I I . . t . I . . f
0. 25. 50. 75. MAJOR CONSOLIDATION STRESS - kPa
BULK DENSITY LEGEND! -1- METROPOLITAN -4.00MM AD -2- METROPOLITAN -4.00MM 8%
-9- METROPOLITAN -4.00MM 10% -4- METROPOLITAN -4.B0MH 15%
Figure G.8 Comparison of Bulk Density Variations for Metropolitan ROM Coal (-4.00mm) at Various Moisture Contents

319
1000.
S00. oo
I
tn z UI a
800.
m 700.
f r-> T ^ ? » 1-T y T-f I r y T-f T-»-*-T r t T' r? »-r > y r t T T p r i - i T-prTT-f-y-T • o r-^-yi i t y i-f r i ^ - r r r f ; r r i 17' •• r-rT
600. 0.
. * f f l ' * ' ' * * ' ' * * ' f ' ' * * * ' ' ' ' * ' ' * 1 ' ' * ' -t, >J-1 » J » 1.1 t I 1,1 > 11..* 1 I..I I I, 1 « 4.t 1.A I l-I *-l.*..*.*^
25. 50. MAJOR CONSOLIDATION STRESS - kPa
BULK DENSITY
75.
LEGENDi -1- HESTCLIFF PROD REMIX 10% -2- HESTCLIFF ROM REMIX 18% -9- QUEENSLAND COAL REMIX 10%
Figure G.9 Comparison of Bulk Density Variations for Three Coals at Similiar Particle Distributions (-2.36mm, 10%wb)
l c 0 0 . r ' ' ' I I' . ' I' ' I . " . I 1'^ I I . . I . I I
tn fl
tn z UJ a
r3
1100.
1000.
900.
800.
700.
I ' ' ' ' I ' I • • I ' ' ' ' 1 ' " I " ' ' T~T'T'r~T T T- T T I ' ' ' ' ! ' ' * '
0. . 1 1 1 1 . 1 1 1 1 1 . . I • . . . 1 • 1 . . I J . 1 . 1 . . . • 1 . . . . I . . . . 1 . . • • I
25. 50. MAJOR CONSOLIDATION STRESS - kPa
BULK DENSITY
i i t i i > t t t t » . « i i t * t t |
75.
LEGENDI -1- HESTCLIFF PROO REMIX 15% -2- HESTCLIFF ROM REMIX 15% -9- QUEENSLAND COAL REMIX 15%
Figure G.IO Comparison of Bulk Density Variations for Three Coals at Similar Particle Distributions (-2.36mm, 15%wb)

1100.
1000.
900.
tn ^ 800. C3
tn
03
700.
320
y-^'i r y ^ ^ r t -^ »'i r r yr y-f T-yr r T r-r-r T r-r- ] T-T T T-y-r-TT > y T i T r- y-r T i r T T r f T y T i T T ' y r - T T T pT'T t t j T » T-t
Q Q Q , ! . » > » • I - « * * « ^ < * ^ i « « l t i » t l » . i * l i t » i . l i t . . 1 > i t i t « t f .
0. i.fc. t.l.LjLJLLa..J
25. 50. MAJOR CONSOLIDATION STRESS - kPo
BULK DENSITY
75.
LEGENDi -I- HESTCLIFF TUM i REMIX 10% -2- HESTCLIFF TUM 4 REMIX 15% CON -3- HESTCLIFF TUM t REMIX 15%
Figure G.ll Comparison of Bulk Density Variations for Westcliff ROM Coal, Tumbled and Remixed (-2.36mm, 10% and 15%wb)
1200.
1100.
tn a ca
i(Z
I
> -
CO z UJ o
Z3
1000.
300.
600.
700.
600.
I . I I i I I I I r ' l I I I I I I 1 f > [ I 1 . I [ I I I f I I I I I I I I I I I ' I ' . I ' ' ' I I • ' ' ' I • ' ' ' • ' • • • '
I . . . . I 1 . . . . I . . . . I . . • • 1 1 . I I I . I l l I I I I I I • I I I I I I . . I • I • I I I • I I
25. 50 . MAJOR CONSOLIDRTIGN STRESS - kPo
BULK DENSITY LEGENDI -1- HESTCLIFF CON 10%
-9- HESTCLIFF+FINES 5% -5- HE3TCLIFF*FINE3 12.7%
-2- HESTCLIFF CON 15% -4- HESTCLIFF+FINES 10% -8- HESTCLIFF+FINES 15%
75.
Figure G.12 Comparison of Bulk Density Variations for Westcliff ROM Coal, Control and Coal + Fines Samples from the Clay Testing Program (-4.00mm) at Various Moisture Contents

321
cn n
i2s^n.
1100 .
1000 .
>->--
tn z ui a
ca
sm.
808.
700.
600.
• 7 T-T-T-T • f I r » I J -T ' p r r r-r~f~r r T T -pr ? -T-T T I I I ( T T 1 r ] f I I T J I 1-1 T T ^ I T I
25 . 50 . 75 MflJOfl CONSOLIORTIOH STRESS - kPe
BULK DENSITY LEGENDI -1- HESTCLIFF CON 10%
-9- HESTCLIFF+KROLIN 10% -2- HESTCLIFF+FINES 10% -4- HESTCLIFF+BENTONITE 10%
Figure G.13 Comparison of Bulk Density Variations for Westcliff ROM Coal and Added Clays from the Clay Testing Program
(-4.00mm, 10%wb)
1 2 0 ? ! . ( ' ' ' ' r ' ' •• - f ' ' • ' 1 • • - • 1
1100.
tn .1
>-1 -.~ • (/) T. UI
CQ
1000.
900.
800.
708.
t ^ r T- r T 1 r-T- T -f~T- r r ; * t r 1 j 1 i ' T y f-< t T-J T T T r y T T-r -T- | T T-»- >-
LA.f, i t l l f l ^ l t i t 1 ^ 1 1 t l t I f I ll t J f 1 ' I t ' i i i i I J 1 1 A t i t - l t J - l J ^ J « t J
0. 25. 50. HAJOR CONSOLIDATION STRESS - kPo
BULK DENSITY
75.
LEGEND! -I- HESTCLIFF CON 15% -3- HESTCLIFF+KROLIN 12%
-2- HESTCLIFF+FINES 15% -4- HESTCLIFF+BENTONITE 15%
Figure 0.14 Comparison of Bulk Density Variations for Westcliff ROM Coal and Added Clays from the Clay Testing Program
(-4.00mm, 15%wb)

322
APPENDIX H
SUMMARY OF CRITICAL MASS FLOW HOPPER GEOMETRY
PARAMETERS
Table H.l: Summary of Mass Flow Hopper Geometry Parameters for Coalcliff ROM Coal, for Various Moisture Contents and Sample Particle Top Sizes
Wall Material Instantaneous
Conditions
c c
(deg.) (mm.) "p
(deg.) \
(mm.)
-2.36mm Test Sample, Air Dried
Rusty Mild Steel
304-2B Stainless Steel
Pactene
4.0 25
4.5 25
» »
14.0
15.0
»
15
15 *
-2.36mm Test Sample, 10% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
* *
21.0 870
12.5 770
»
30.0
21.5
»
385
370
-2.36mm Test Sample, 15% wb. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
8.5 870
22.0 1050
18.0 990
17.5
31.5
27.5
430
460
450
-l.OOmm Test Sample, 15% wb. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
3.5 900
20.0 1185
11.0 1020
13.0
28.5
20.0
470
505
485
Critical Parameters are governed by wall friction considerations and particle interlocking rather than cohesive arching.

323
Table H.2: Summary of Mass Flow Hopper Geometry Parameters for
South Bulli Product Coal (-2.36mm Test Sample).
Wall Material Instantaneous
Conditions
«c ^c «p \
(deg.) (mm.) (deg.) (mm.)
TimeStorage
Conditions (3Days)
«ct ^ct «pt \ t
(deg.) (mm.) (deg.) (mm.)
Air Dried
Rusty Mild Steel
304-2B Stainless Steel
Pactene
* * 8.5 60
1.5 110 14.0 60 » * » »
-
-
.
-
-
-
6% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
4.0 725 13.5 375
21.0 880 31.0 410
20.5 875 31.5 410
-
-
.
-
-
-
10% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
5.5 895 15.0 455
22.0 1085 31.5 495
21.5 1080 32.0 49
-
-
.
-
-
-
15% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
5.0 1285 14.5 660
23.5 1520 34.0 725
19.0 1460 29.5 705
5.5 1435 15.0
24.0 1720 35.0
19.5 1645 30.0
735
810
790
Critical Parameters are governed by wall friction considerations
and particle interlocking rather than cohesive arching.

324
Table H.3: Summary of Mass Flow Hopper Geometry Parameters for Huntley ROM Coal, (-2.36mm Test Sample)
Wall Material Instantaneous
Conditions «^ B^ a B„ c c p p
(deg.) (mm.) (deg.) (mm.)
TimeStorage
Conditions (3Days)
"ct
(deg.)
\ t
(mm.) "pt \ i
(deg.) (mm.)
Air Dried Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
3.5 120 13.5 65
19.5 140 29.5 70
10.0 130 20.0 65
-
-
-
-
-
-
-
-
-
-
-
-
6% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
1.5 605 11.0 320
18.0 735 27.0 345
22.0 775 33.5 355
3.5
21.5
22.5
870
1130
1150
13.0
31.0
33.5
455
500
505
10% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
4.5 1135 14.0 585
23.5 1395 34.0 645
19.0 1330 29.5 63
15% w.b. Moisture Conten
Rusty Mild Steel
304-2B Stainless Steel
Pactene
2.5 755 12.0 400
24.0 935 35.0 445
18.0 885 28.0 430
5.0
24.5
19.5
1305
1645
1550
14.5
35.0
30.0
670
740
720
3.0
25.0
19.0
910
1130
1065
12.5
36.0
29.5
480
535
515

325
Table H.4: Summary of Mass Flow Hopper Geometry Parameters for Metropolitan ROM Coal (10% w.b. Moisture Content)
Wall Material Instantaneous
Conditions
«c
(deg.)
\ «P \
(mm.) (deg.) (mm.)
TimeStorage
Conditions (3Days)
«ct
(deg.)
«ct
(mm.) V «ct
(deg.) (mm.)
-l.OOmmTest Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
3.0
9.5
16.0
815 12.5 425
900 17.5 435
985 25.5 455
5.0
19.5
18.0
1480
1955
1900
14.0
27.5
28.5
755
805
810
-2.36mm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
6.0
18.0
18.0
930 15.5 475
1065 27.0 500
1070 28.5 505
7.0
22.0
20.0
1465
1815
1760
16.5
32.0
30.5
735
795
790
-4.00mm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
9.0
24.0
19.5
860 19.0 435
990 34.5 465
950 30.0 455
9.5
26.0
21.0
1220
1435
1370
19.5
37.0
32.0
615
665
650

Table H.5: Summary of Mass Flow Hopper Geometry Parameters for
Metropolitan ROM Coal (15% w.b. Moisture Content)
326
Wall Material Instantaneous
Conditions
«c
(deg.)
Be "p Bp
(mm.) (deg.) (mm.)
TimeStorage
Conditions (3Days)
«ct
(deg.)
Set
(mm.)
«pt \ t
(deg.) (mm.)
-l.OOmmTest Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
4.5
10.0
9.5
660 14.0 335
745 17.0 340
735 17.0 340
6.0
20.5
17.5
1710
2345
2175
15.5
29.5
27.0
840
900
890
-2.36mm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
6.5
20.5
17.0
800 16.5 405
940 30.5 435
905 27.0 430
7.0
21.5
18.0
935
1105
1060
16.5
31.5
28.0
475
510
500
-4.00mm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
2.5
21.5
18.5
565 12.0 295
690 32.0 325
665 28.5 320
4.5
23.5
19.5
755
915
880
14.0
34.0
30.0
390
430
4201

327
Table H.6: Summary of Mass Flow Hopper Geometry Parameters for
Appin ROM Coal (6% w.b. Moisture Content)
Wall Material Instantaneous
Conditions
«c
(deg.)
B„ a„ B„ c p p
(mm.) (deg.) (mm.)
TimeStorage
Conditions (3Days)
«ct
(deg.)
\ t
(mm.) "pt «ct
(deg.) (mm.)
-l.OOmmTest Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
»
»
1.5
* 5.5 195 * * »
375 12.5 200
»
»
10.5
*
*
620
8.0 *
20.0
290 »
310
-2.36mm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
4.0
14.0
16.5
530 13.5 275
585 22.5 285
600 26.0 290
4.5
18.0
18.0
705
805
805
14.0
27.5
28.0
365
390
390
-4.00mm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
5.0
19.5
20.0
645 14.5 335
745 29.0 355
750 30.5 360
5.5
20.5
20.5
720
840
835
15.0
30.5
31.0
370
400
400
Critical Parameters are governed by wall friction considerations
and particle interlocking rather than cohesive arching.

328
Table H.7: Summary of Mass Flow Hopper Geometry Parameters for
Appin ROM Coal (10% w.b. Moisture Content)
Wall Material Instantaneous
Conditions
«c
(deg.)
B„ a„ B„ c p p
(mm.) (deg.) (mm.)
TimeStorage
Conditions (3Days)
«ct
(deg.)
\ t
(mm.)
«pt \ i
(deg.) (mm.)
-l.OOmmTest Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
5.5
20.0
15.0
1520 15.0 780
1755 30.5 840
1670 25.0 820
6.0
21.5
15.5
1815
2105
1995
16.0
32.0
26.0
930
1000
975
-2.36mm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
5.5
21.0
15.5
845 15.0 435
1005 31.0 470
945 25.0 455
6.5
22.5
16.5
1065
1270
1195
16.0
33.0
26.5
540
590
570
-4.00mm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
6.0
20.0
16.0
850 15.5 435
980 30.0 465
940 26.5 455
6.5
21.0
17.0
980
1145
1100
16.0
31.5
27.0
500
540
530

329
Table H.8; Summary of Mass Flow Hopper Geometry Parameters for
Appin ROM Coal (15% w.b. Moisture Content)
Wall Material Instantaneous
Conditions
«c
(deg.)
\ «p \ (mm.) (deg.) (mm.)
TimeStorage
Conditions (3Days)
«ct
(deg.)
\ t
(mm.)
«pt \ t
(deg.) (mm.)
-l.OOmmTest Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
5.0
20.5
16.0
1625 14.5 830
1910 30.5 895
1825 26.0 875
5.5
21.5
16.5
1920
2240
2135
15.0
31.5
27.0
985
1060
1035
-2.36mm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
7.5
23.5
16.5
1140 17.0 580
1305 34.0 625
1230 26.5 605
7.5
24.0
17.0
1340
1535
1450
17.5
35.0
27.5
685
740
715
-4.00mm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
7.0
23.0
16.5
1065 16.5 545
1220 33.5 585
1155 27.0 570
9.0
24.5
18.5
1500
1735
1640
18.5
35.5
29.0
755
820
795

330
Table H.9: Summary of Mass Flow Hopper Geometry Parameters for
Westcliff ROM Coal (6% w.b. Moisture Content)
Wall Material Instantaneous
Conditions
«c
(deg.)
B„ a„ B„ c p p
(mm.) (deg.) (mm.)
TimeStorage
Conditions (3Days)
«ct \ t
(deg.) (mm.) V \ i
(deg.) (mm.)
-l.OOmmTest Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
2.5 K-
18.5
52 12.0 275
* 6.5 270
615 29.0 300
4.0 925
7.5 960
19.5 1085
14.0
17.0
30.5
480
490
520
-2.36mm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
1.5
7.5
22.0
530 11.0 280
565 16.5 285
660 33.5 310
3.0 690
12.5 765
22.5 850
12.5
21.5
34.0
360
375
300
-4.00mm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
5.0
16.5
21.5
680 14.5 350
770 25.5 370
810 32.5 380
5.5 770
17.5 885
21.5 925
15.0
27.0
32.5
395
420
430

331
Table H.10: Summary of Mass Flow Hopper Geometry Parameters for
Westcliff ROM Coal (10% w.b. Moisture Content)
Wall Material Instantaneous
Conditions
«c
(deg.)
B„ a„ B„ c p p
(mm.) (deg.) (mm.)
TimeStorage
Conditions (3Days)
«ct
(deg.)
\ t
(mm.) "pt
(deg.) (
«ct
mm.)
-l.OOmmTest Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
4.0
20.5
19.0
1630 13.5 835
1975 29.5 900
1945 29.5 900
4.5
22.0
19.0
1985
2440
2365
14.0
31.5
30.0
1015
1105
1095
-2.36mm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
7.0
22.5
20.5
1145 16.5 575
1375 32.0 620
1345 31.0 615
7.5
23.5
21.0
1455
1745
1695
17.0
34.0
32.0
735
795
785
-4.00mm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
1 Pactene
9.5
24.0
20.5
1240 19.5 625
1425 34.5 625
1380 31.0 655
10.0
25.5
21.0
1680
1940
1870
20.0
36.5
32.0
845
910
8951

332
Table H.l l : Summary of Mass Flow Hopper Geometry Parameters for
Westcliff ROM Coal (15% w.b. Moisture Content)
Wall Material Instantaneous
Conditions
«c
(deg.)
«c «p \ (mm.) (deg.) (mm.)
TimeStorage
Conditions (3Days)
«ct
(deg.)
\ t
(mm.) V
(deg.) (
«ct
mm.)
-l.OOmm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
6.5
23.0
16.5
1820 16.0 925
2130 32.5 1000
2010 26.5 970
7.0
23.5
17.0
2005
2360
2220
16.5
33.5
27.0
1015
1100
1065
-2.36mm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
6.0
21.0
17.0
1265 15.5 645
1440 31.0 695
1390 27.5 685
7.0
22.5
18.0
1575
1815
1745
16.5
33.0
28.5
805
865
850
-4.00mm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
5.0
26.0
18.5
1120 14,5 580
1340 37.0 640
1260 28.5 615
6.0
26.5
19.0
1280
1535
1440
15.5
38.0
29.5
655
725
700

333
Table H.12: Summary of Mass Flow Hopper Geometry Parameters for
Westcliff Product Coal (6% w.b. Moisture Content)
Wall Material Instantaneous
Conditions
«c
(deg.) "c °P =P
(mm.) (deg.) (nun.)
TimeStorage
Conditions (3Days)
«ct
(deg.)
^ct
(mm.) "pt ^ct
(deg.) (mm.)
-l.OOmmTest Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
2.0
4.0
19.5
535 11.5 280
545 13.5 285
650 30.0 305
3.5
7.5
20.0
650
680
785
13.0
17.0
30.5
340
345
370
-2.36mm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
2.0 *
18.5
355 12.0 185
6.5 180
425 28.5 200
5.5
8.5
19.5
495
515
585
15.0
17.5
30.0
255
260
275
-4.00mm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
3.5 *
16.5
210 13.0 110 * » *
245 26.5 120
4.0 *
16.5
235 *
270
13.5 *
27.0
120 »
130
Critical Parameters are governed by wall friction considerations and particle interlocking rather than cohesive arching.

334
Table H.l3: Summary of Mass Flow Hopper Geometry Parameters for
Westcliff Product Coal (10% w.b. Moisture Content)
Wall Material Instantaneous
Conditions
«c
(deg.)
Be «p Bp
(mm.) (deg.) (mm.)
TimeStorage
Conditions (3Days)
«ct
(deg.)
^ct
(mm.) "p' ^ct
(deg.) (mm.)
-l.OOmm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
11.0
14.5
18.0
1115 20.5 545
1170 23.0 550
1225 28.5 565
12.5
19.5
19.0
1785
1940
1935
23.0
29.0
29.5
865
895
895
-2.36mm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
4.5
19.0
18.0
560 14.0 290
695 27.5 310
685 28.0 310
10.0
24.0
20.0
1110
1350
1280
19.5
34.0
31.0
545
590
580
-4.00mm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
8.0
21.5
19.5
855 18.0 410
900 31.0 435
1035 30.0 430
10.0
23.0
20.5
855
1210
1220
20.0
33.5
31.5
545
575
570

335
Table H.14: Summary of Mass Flow Hopper Geometry Parameters for
Westcliff Product Coal (15% w.b. Moisture Content)
Wall Material Instantaneous
Conditions
«c
(deg.)
B„ a„ B„ c p p
(mm.) (deg.) (mm.)
TimeStorage
Conditions (3Days)
«ct
(deg.)
\ t
(mm.) "pt ^ct
(deg.) (mm.)
-l.OOmm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
10.5
21.5
16.0
1300 20.0 645
1485 31.5 680
1395 26.0 665
11.5
24.0
18.0
1930
2295
2110
21.5
34.5
28.5
935
995
965
-2.36mm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
12.0
23.5
17.5
1065 22.5 530
1175 34.0 560
1115 28.0 545
13.0
25.0
19.5
1530
1730
1635
23.0
36.5
30.0
755
805
780
-4.00mm. Test Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
6.5
19.0
15.0
895 16.0 450
1055 28.0 480
1005 24.5 470
9.5
23.5
19.0
2025
2420
2295
19.0
34.0
30.0
1005
1085
1060

336
Table H.15: Sim\mary of Mass Flow Hopper Geometry Parameters for
Comparison Between Three Different Coals, at similar Particle
Distributions and Moisture Contents
(-2.36mm Test Sample)
Wall Material Instantaneous
Conditions
a^ B^ a« B^ c c p p
(deg.) (nun.) (deg.) (mm.)
TimeStorage
Conditions (3Days)
«ct ^ct
(deg.) (mm.) "pt «ct
(deg.) (mm.)
Westcliff ROM Coal 10% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
9.0 890 19.0 445
21.0 1020 30.5 470
18.0 980 28.0 465
10.0 1190
23.5 1425
19.0 1340
20.0
33.5
29.5
585
630
615
Queensland ROM Coal 10% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
12.5 1035 22.5 495
22.0 1175 31.0 515
19.5 1135 30.0 510
Westcliff Product Coal 10% w.b. Mois
Rusty Mild Steel
304-2B Stainless Steel
Pactene
4.5 560 14.0 290
19.0 695 27.5 310
18.0 685 28.0 310
14.5 1785
25.5 2115
21.0 1970
24.5
36.0
31.5
835
885
865
ture Content
10.0 1110
24.0 1350
20.0 1280
19.5
34.0
31.0
545
590
580
Westcliff ROM Coal 15% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
10.0 1135 19.5 565
18.0 1230 27.5 585
17.5 1225 27.5 585
11.5 1445
19.5 1590
18.5 1570
21.0
29.5
28.5
710
740
735
Queensland ROM Coal 15% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
11.0 965 20.5 475
27.5 1150 38.0 520
18.5 1045 28.0 495
13.5 1600
29.5 1955
21.5 1765
23.5
40.5
31.5
770
840
800
Westcliff Product Coal 15% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
12.0 1065 22.5 530
23.5 1175 34.0 560
17.5 1115 28.0 545
13.0 1530
25.0 1730
19.5 1635
23.0
36.5
30.0
755
805
780

337
Table H.16: Summary of Mass Flow Hopper Geometry Parameters for Westcliff ROM Coal Tumbled and Remixed, (-2.36mm Test Sample).
Wall Material Instantaneous
Conditions
«c \ «p \ (deg.) (mm.) (deg.) (mm.)
TimeStorage
Conditions (3Days)
«ct
(deg.) (
«ct
mm.) "pt «ct
(deg.) (mm.)
15 Control% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
7.0 700 16.5 355
21.0 790 31.5 380
14.5 745 24.5 370
8.5
22.5
15.5
830
945
890
18.0
33.0
26.0
420
450
435
10% wb Mositure Content, Tumbled Sample
Rusty Mild Steel
304-2B Stainless Steel
Pactene
9.5 730 19.0 365
20.5 825 30.0 385
16.0 785 25.5 375
10.0
22.0
17.5
915
1055
1000
20.0
32.0
27.5
455
480
470
15% wb Moisture Content, Tumbled Sample
Rusty Mild Steel
304-2B Stainless Steel
1 Pactene
5.0 670 14.5 345
24.5 800 35.5 380
17.0 750 27.0 370
6.0
25.0
17.5
775
920
860
15.5
36.0
28.0
400
440
420

338
Table H.l7: Summary of Mass Flow Hopper Geometry Parameters for Preliminary Free Ash Test, Westcliff ROM Coal (-4.00mm Test Sample).
Wall Material
Contro
Rusty Mild Steel
304-2B Stainless Steel
Pactene
Instantaneous
Conditions
c c
(deg.) (mm.) "P
(deg.) =P
(mm.)
Sample, 11.5 % w.b. Moisture Content
9.5 810
15.5 880
17.5 900
19.5
23.5
28.0
400
405
415
Coal + Kaolinite, 11.0% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
14.5 1270
25.0 1435
19.0 1340
25.0
35.5
30.0
610
645
625
Coal + Bentonite Sample, 11.4% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
16.5 1105
26.0 1265
20.0 1160
27.0
37.0
30.5
510
535
520

339
Table H.18: Summary of Mass Flow Hopper Geometry Parameters for Westcliff ROM Coal -i- Kaolin, (-4.00mm Test Sample).
Wall Material Instantaneous
Conditions
«c ^c «p \
(deg.) (mm.) (deg.) (mm.)
TimeStorage
Conditions (3Days)
«ct
(deg.)
\ t
(mm.) "pt \ t
(deg.) (mm.)
5.3% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
8.5 470 18.0 240
17.5 525 27.5 250
20.0 540 31.0 255
9.5
18.5
20.5
540
605
620
19.0
28.5
31.5
270
285
285
10.3% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
13.5 720 23.0 335
22.0 825 31.0 350
18.5 780 28.5 345
16.0
26.5
20.0
1885
2300
2030
26.5
37.5
31.0
840
895
865
12.2% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
16.5 1600 26.5 755
26.0 1775 36.5 795
20.0 1665 30.5 770
18.0
27.0
21.0
2510
2800
2615
28.0
38.0
32.0
1160
1215
1180

340
Table H.19: Summary of Mass Flow Hopper Geometry Parameters for Westcliff ROM Coal + Bentonite, (-4.00mm Test Sample).
Wall Material Instantaneous
Conditions
". \ «p =p (deg.) (mm.) (deg.) (mm.)
TimeStorage
Conditions (3Days)
«ct
(deg.)
^ct
(mm.) "pt ^ct
(deg.) (mm.)
5.3% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
9.0 265 18.5 135
16.5 290 26.0 140
23.5 315 35.0 145
10.0
20.5
24.0
465
530
550
20.0
31.0
35.5
235
245
250
10.0% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
15.0 620 25.0 285
24.0 710 33.5 300
17.0 640 26.5 290
17.0
27.5
21.0
1425
1880
1575
27.5
38.0
31.0
585
620
595
15.0% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
12.0 710 21.5 345
27.0 870 38.5 375
18.0 770 28.5 355
19.5
30.0
22.5
2930
3220
3010
30.0
42.0
33.5
1415
1495
1440

341
Table H.20: Summary of Mass Flow Hopper Geometry Parameters for
Westcliff ROM Coal Control and Coal + Fines Samples for Coal
-I- Free Clay Program, (-4.00mm Test Sample).
Wall Material Instantaneous
Conditions a„ B a B c c p p
(deg.) (mm.) (deg.) (mm.)
TimeStorage
Conditions (3Days)
«ct ^ct
(deg.) (mm.) "pt ^ct
(deg.) (mm.)
Control Sample, 10.0% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
* * 8.5 235
7.5 495 14.5 240
12.0 530 20.5 245
10.0 1230
22.0 1510
17.5 1395
19.0
30.5
27.0
580
615
605
Control Sample, 15.0% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
13.0 1115 23.0 545
24.5 1265 35.0 580
19.0 1190 29.0 560
14.0 1400
25.5 1615
19.5 1505
24.0
36.5
30.0
670
710
690
Coal + Fines Sample, 5.0% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
6.0 420 15.5 215
* * 7.0 210
11.5 450 21.5 220
6.5 500
1.5 470
12.0 535
16.0
12.0
22.0
255
250
265
Coal + Fines Sample 10.0% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
11.0 1380 21.0 675
22.0 1575 31.5 710
19.0 1520 29.5 705
11.5 1875
24.0 2245
19.5 2105
21.5
34.0
30.0
900
960
940
Coal + Fines Sample 12.7% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
16.0 1375
23.0 1525 32.5 650
17.5 1415 28.0 635
17.0 2450
25.5 3010
20.0 2645
27.0
35.5
30.5
1030
1075
1045
Coal + Fines Sample 15.0% w.b. Moisture Content
Rusty Mild Steel
304-2B Stainless Steel
Pactene
12.5 1160 22.0 550
25.5 1390 36.0 590
18.0 1250 27.5 565
18.0 3660
29.0 5175
22.0 4105
27.0
39.5
32.0
1410
1528
1450

342
APPENDIX I
COMPUTER PROGRAM FP, FLOW PROPERTY PROCESSING
AND ANALYSIS
Table I.l FORTRAN Subroutines of Program FP
SUBROUTINE
CIRCLE.FOR
COMLIN.FOR
COMPRM.FOR
DRAW. FOR
EDIT.FOR
FFN.FOR
FIT3P.FOR FITEQ.FOR
FK.FOR FPDRIVER.FOR FPMAIN.FOR
GETOPT.FOR
HPSERVER.FOR INCRO.FOR INTERF.FOR
lYL.FOR
LINEAR.FOR
LINMIN.FOR
LOGAX.FOR
MAXLAB.FOR
MCF.FOR
MINLAB.FOR
MINVI.FOR MONCLEAR.FOR
PHI3P.FOR
PHIGPH.FOR
PHILIN.FOR PLOT.FOR
RBH.FOR
SCALE.FOR
SIZE(bytes)
804
881 14654
2290
9946
13197
2598 4127
2338
2986 11533 421
4078 568 527
14818
1139
1935 1102
919
2405
985 4103 697 2522
16742
2043
2057
8898
1156
NUMBER OF LINES
26
36
475
103
380
410
103 177
83 122
366
16
159 25 16 504
55
101 32
30 82
34 124
27 92
510
81
70
365
47

343
SUBROUTINE SIZE(bytes) NUMBER OF LINES
48
504
41
24
398
27
160
401
Ll PROGRAM LISTING OF FPMAIN.FOR
SOLVE.FOR SSQMIN.FOR TITLE.FOR TRIMM.FOR TYL.FOR
UYF.FOR
VXSERVER.FOR WYL.FOR
941 10536 1038 645 12236 894
3978 12823
PROGRAM FPMAIN C A FORTRAN GRAPHICS PROGRAM TO READ AND PROCESS EXPERIMEITrAL FLOW C PROPERTY DATA. THE FLOW PROPERTIES ARE PRESENTED GRAPHICALLY C AND ALSO DESCRIBED BY VARIOUS CHARACTERISTIC EQUATIONS. THE C F O L L O W M ; FLCW P R O P E R H E S MAY B E PROCESSED :-C (I) INSTANTANEOUS YIELD LOCUS, BOTH LOW AND HIGH PRESSURE. C (II) TIME YIELD LOCUS, BOTH LOW AND HIOl PRESSURE. C (III) PLOT AND B3UATI0N FIT BOTH THE LDM AND HIGH C PRESSURE INSTAOTANBOUS AND TIME FLOW FUNCTIONS. C PROVIDE ALSO DELTA AND PHI-T VARIAHONS. C (IV) PLOT AND CURVE FIT WALL YIELD DATA C (V) PRESHfT THE VARIATION OF PHI-W FOR VARIOUS WALL YIELD LOCI C KNOWDJG THE DELTA VARIATION. PROVIDE BOTH GRAPHICAL AND C CURVE FITTED BQUATICW FIT. C
COMMON /VALUES/FPVAL(10,5) COMMON /B/TITLEB,/C/TITLBC,/T/XTIME COMMON /HPOUT/ PFILE,PI11UM INTEGIR CTTOPT,OPTI(X^ CHARACTER*30 FILEll CHARACTER*12 PFILE CHARACTER*(30) XTIME CHARACTER*(60) TrTLEB,TrTLEC CHARACrER*3 PUJUM CHARACTER*?? LINE CHARACrER*ll CTIMEl, CTIME2 CHARACTER*8 CDATE, FNAME
C C Recxard keeping C
CALL DATE( CDATE ) CALL TIME( CTIMEl )
C CALL UNDERO(.TRUE.) CALL OVEFL(.TRUE.) PLNUM='-00' TITLEB='MATERIAL: TESTED:

344
TITLEC='MOISTURE CCNTEMT: TEMPERATURE: * '
XTIME='CONSOLIDATION TIME: C C WRITE OUT TITLE - WHICH HAS BEEN STORED IN FILE D:FP-TITLE C
OPQ}(28,FILE='D:FP-TITLE') CALL MONCLEAR(O) PRINT,'lml;lf' PRINT,CHAR(201),(CHAR(205),111=2,78),CHAR(187) DO 7 1=2,23 READ(28,'(1X,A77)',M)=39) LINE
? PRINT,CHAR(186),LINE,CHAR(186) 39 PRINT,CHAR(200),(CHAR(205),111=2,78),CHAR(188)
CLOSE(28) PRINT,'0m25;18f Press H for help or any key to continue ' OPM(2?,FILE='C0N' ,ACCESS='TRANSPARENT') IDUM=GErOPT()
C C IF HELP HAS BEEN REQUESTED WRITE OUT THE FILE D:FP-HELP A C PAGE AT A TIME C
IF( IDUM.EQ.ICHARCh') .OR. IDUtl.BQ.ICHAR('H') )THEN CALL MONCLEAR(O) CALL SYSTEMC'DIR \FP\HELP > DiHELP.-mP") 0PEW(28,FILE>='D:HELP.TMP') OPEII(26,FILE='D:FP-HELP' ,ACCESS='DIRECT' ,RECLF8,FC»M='FC«MATrED
*•) READ(28,'(A)') (LINE,11=1,6) PRINT,CHAR(201),(CHAR(205),111=2,78),CHAR(187) DO 48 111=2,22
48 PRINT, CHAR(186),(• ',11=1,77),CHAR(186) PRINT,CHAR(200),(CHAR(205),111=2,78),CHAR(188) PRINT,'25;9f7mE0m Exit ?niNam Next page ?mB0
*m Back one page 7inP0m Print this text' NRCD=0
40 READ(28,'(A)',EWI>=41) FNAME(1:8) IF( FNAME(1:1).NE.' ' )THEU
NRCD=NRCDfl WRITE(26,'(A8)',REC=NRCD) FNAME(1:8) GOTO 40
EM)IF 41 IRC]>=1
CLOSE( 28 ) 42 READ(26,'(A8)',REC=IRCD) FNAMEdrS)
OPEN(28,FILE='\FP\HELP\'//FNAME(1:8)) 8 DO 9 1=2,23
READ(28,'(A77)',END=38) LINE IF{ I.LT.IO )THEW
PRINT '(lX,"",Il,";2f",A,"",Il,";2f")', I, * LINE.I-l
ELSEIF( I.BQ.IO )THEW PRINT '(lX,"",I2,";2f",A,"",Il,";2f")', I,
* LINE,I-1 ELSE
PRINT '(lX,"",I2,";2f",A,"",I2,";2f")', I, * LINE,I-1
WDTF

345 9 COtfTIMJE 38 IF( I .LT.23 )THEN
DO 49 111=1,22 49 PRINT, CHAR(186),(' ',11=1,77),CHAR(186)
EIJDIF PRINT,'24; 2f' CLOSE( 28 ) IDUM=GETOPT() IF( IDUM.EQ.ICHAR('N') .OR. IDUM.BQ.ICHAR('n') )THEN
IRa>=IRC]Hl IF( IRCD.CT.NRCD ) IRCD=1 GOTO 42
ELSEIF{ IDUM.EQ.ICHAR('B') .OR. IDUM.BQ.ICHARCb') )THEW IRCD=IRCD-1 IF( IRCD.LT.l ) IRCD=NRCD GOTO 42
ELSEIF( IDUM.BQ.ICHAR('P') .OR. IDUM.BQ.ICHAR('p') )THEN CALL SYSTEMC'PRINT \FP\HELP\"//FNAME(1:8)//" > NUL") GOTO 42
ENDIF CLOSE(26)
ENDIF C C OPEN PLOT PACKAGE C
CALL PPBGNC ') NYL=0 NHYLFO
C C CLEAR THE SCREEN AND SHOW BULK SOLIDS CHARACTERISTICS INPUT PAGE C
CALL NONCLEAR(O) PRINT,'llti' PRINT,'l;lf' WRITE(6,100)
100 FORMAT{27X,'BULK SOLID CHARACTERISTICS') PRINT, (CHAR(205),111=1,80),'4;If* WRITE(6,110)
110 PORMATC EJTTER MATERIAL DATA AS REQUESTED') C C OPEN FILES REQUIRED AND READ MATERIAL PROPERTIES C
PRINT, 'Om' WRITE(6,120)
120 PORMAT(/,' MATERIAL TESTED: 4m *0m',//) WRITE(6,130)
130 FORMAT(/,' MOISTURE CONTENT: 4m Om', *//)
WRITE(6,140) 140 F0RMAT(/,' DATE TESTED: 4m Om',//)
WRITE(6,150) 150 FORMAT(/,' TEMPERATURE <AMBIEM'>: 4m Om')
PRINT,'8;24f' READ(6,'(A)')TITLEB(11:39) PRINT,'12 ;24f' READ(5,'(A)')TITLEC(19:39) PRINT,'16;24f' READ(5,'(A)')TrTLEB(49:60)

346 PRINT, • 20;24f • READ(5,'(A)')TITLEX:(54:60) IF(TITLEC(54:54).BQ.' ' ) TrTLBC(54:60)='AMBIENT'
C C PRESQTT FILE ASSIOCffiNT PAGE C
CALL MONCLEAR(O) PRINT, ' lml; lf ' WRITE(*,102)
102 FORMAT (29X,' REPORT FILE ASSIQfffiOT') PRINT,(CHAR(205),111=1,80) PRINT,'6;4fOmPROCESSED DATA STORAGE FILE <ljnREPORT0m>:' PRINT,'6;42f4ffi 0m6;42f' READ(*,'(A)') FILEll IF( LEW(CHARNB(FILEll)).BQ.l ) FILE11='REPORT' 0PEW(11,FILE=FILE11) PRINT,'8;7fPLOT STMIAGE FILES CODE NAME <lmFPOm>:' PRINT,'8;42f4ffi Om8;42f' READ(*,'(A)') PFILE IF( LEW(CHARNB(PFILE)).BQ.l ) PFILE='FP' 0PEll(12,FniE='DATA')
C C WRITE OUT MATERIAL DETAILS TO FILES 11 C
WRITE{11,'(A,/)') TrTLEB(l:39) WRITEdl,' (A,/)')TrTLBC(l:40) WRITEdl,' (A,/)')TITLEB(41:60) WRITEdl,'(A,/)') TTTLEC (41:60) WRITE(11,160)
160 PORMATC MATERIAL PARAMETER EQUATIONS ARE IN STRESS UNITS OF ', */,' KILOPASCALS.',/)
C C WHICH PLOT IS REQUIRED C 10 CALL MONCLEAR(O)
PRINT,'Im' PRINT,'1; If WRITE(*,169)
169 FORMAT(25X,'FLOW PROPERTY TESTS AVAILABLE',26(' ')) PRINT, (CHAR(205),111=1,80),'4;If' WRITE(6,170)
170 PORMATC WHICH FLOW PROPERTY TEST DO YOU REQUIRE TO PROCESS') PRINT, '(k' PRINT,'7;lf' WRITE(*,176)
175 PORMATC ESC - FINISH', */,' Fl - INSTANTANEOUS YIELD LOCI AND FLOW FUNCTION', */,' F2 - TIME YIELD LOCI AND FLOW FUNCHONS', */,' F3 - WALL YIELD LOCI', */,' F4 - KINEMATIC ANGLE OF WALL FRICTION VARIATION', */,' F5 - BULK DENSITY VARIATION') PRINT, 'Im' WRITE(*,176)
176 PORMAT(/,' OPTION ') PRINT,'Om' PRINT,'16;llf' OPnON=GErOPT()
C C PROCESS INSTANTANEOUS YIELD LOCI AND FLOW FUNCTION C

347 IF(OPTION.03.1) THEN CALL IYL(NYL,NHYL,1)
C C WRITE OUT TO FILE 12 C
WRITEd2, ' ( / /"INST")' ) DO 20 1=1,NYL WRrTE(12,' (3F8.2)') FPVAL(I,1) ,FPVALd,2) ,FPVALd,3)
20 CONTINUE IF(NHYL.NE.O) THEN
DO 30 I=NYL,NYL+NHYL WRrTE(12,' (3F8.2)') FPVALd,!) ,FPVAL(I,2) ,FPVAL(I,3)
30 CONTINUE EMDIF
C C PROCESS TIME YIELD LOCIAND FLOW FUNCnONS C
ELSE IF(0PTI0N.E)Q.2) THEU C C READ INSTANTANEOUS DATA IF NECESSARY C
IF(NYL.LE.O) THEN CALL MGNCLEAR(4) WRITE(6,210)
210 FORMAT(/,' PLEASE ENTER INSTANTANEOUS YIELD DATA FIRST',
* /,' PRESS RETURN TO ElfTER INSTANTANEOUS DATA OR Fl TO', * ' RETURN TO MAIN MEMJ')
IGO=GErOPT{) IF( IGO.BQ.O )THEN
CALL IYL{NYL,NHYL,1) ELSE
GOTO 10 ENDIF
QJDIF CALL TYL(NYL,NHYL,1)
C ELSE IF(0PTI0N.EQ.3) THEN
C C PROCESS WALL YIELD LOCI C
CALL WYL C
ELSE IF(0PTI0N.EQ.4) THEN C C DISPLAY KINEMnC ANOuE OF WALL FRICTICN VARIAHCN C
CALL PHIGPH(O) C
ELSE IF(OPnON.EQ.5) THEN C C PROCESS BULK DENSITY C
CALL COMPRM C
ENDIF C C RirrURN TO TOP OF PROGRAM KM NEXT OPTICA IF REQUIRED C

348 IF(QPTION,NE.O) GO TO 10
C C WRITE OUT CONCLUDING REMARKS C
CALL M3NCLEAR(0) NN=LEN(CHARNB(PFILE)) IF( NN.Cr.5 ) NN=5 IF( PIMJM.BQ.'-OO' )THEN
PRINT,' NO PLOT FILES PRODUCED' ELSEIF( PLNUM.EJQ.'-Ol' )THIN
PRINT,' YOUR PLOT FILE IS ',PFILE(l:NN)//'-01'//'.PLT' ELSE
PRINT,' YOUR PLOTS EHST IN FILES NAMED: ' ,PFILE(1:NN), '-01.PLT * TO ',PFILEd:NN)//PIMJM//'.PLT' ENDIF WRITE(6,240) FILEll
240 FORMAT(/,' A REPORT LISTING DATA POINTS', *' AND FITTED EJ^UATIONS', */,' EHSTS IN FILE :',A) WRITE(6,260)
260 FORMAT(/,' THE ABOVE FILE MAY BE DISPLAYED:', */,' 1: to print (if a printer is attached) PRINT filename',/ *,' 2: to display on terminal TYPE filename ! MORE')
C C CLOSE FILES USED C
CLOSE(11) CLOSE(12)
C C TERMINATE PLOT PACKAGE C
CALL PPEND C C Record keeping - elapsed time C
READ(CTIME1,'(3(I2,1X))') IHR,IMIN,ISEC CALL TIME( CTIME2 ) READ(CTIME2,'(3(I2,1X))') JHR,JMIN,JSEC KSBC=CSBC-ISEC IF( KSEC.LT.O )THEW JMIN=anN+l KSEC=60+-KSEC ENDIF
KMIM=OMIN-IMIN IF( KMIN.LT.0 )THEN JHR=JHR+1 KMIN=60+-KMIN ENDIF KHR=JHR-IHR IF( KHR.LT.O ) KHR=KHR+24
OPEN(30,FILE='\BAM\FP-STAT.SYS' ,ACCESS='APPEND') BACKSPACE 30 READ(30,'(A)',END=1) LINE READ(LINE,'(24X,15)') NREC NREC4WEC+1 GOTO 2
1 NRBC=1 2 BACKSPACE 30
WRITE(30,'(A7,A8,A7,A11,A12,2(I2,A1),I2)') ' DATE: ',CDATE,' TIME:

349
* ',CTIMEl,' DURATION: ' ,KHR, ' : ' ,K1IIN,': ' ,KSBC WRITEOO,*) HTLEB WRITE (30,*) TITLBC READ(LINE,'(48X,13,2(IX,12))') IHR,IMIN,ISEC ISEC=ISEC+KSEC IF( ISEC.GE.60 )THEN
ISEC=ISEC-60 IMIN=IMINd
ENDIF IMIN=IMIN+-KMIN IF( IKtN.GE.60 )'nffiN
IMIN=IMIN-60 IHR=IHR+1
ENDIF IHR=IHR+KHR WRrTE(30,' ( / , A 8 0 ) ' ) ' ~~
^ ,
WRITEOO,'(A20,I5,A17,I3,A6,I2,A7,I2,A5)')' Total No. of Runs: ' *,NRBC,' Total Duration: ',IHR,' HRS :',IMIN,' MINS :',ISEC,' SECS' WRnE(30,' (A80,/)')' " ^ ,
CLOSE( 30 ) END
1.2 FLOW PROPERTY REPORT PRODUCED BY PROGRAM FP FOR
EXAMPLE
MATERIAL: RUN OF MINE COAL
MOISTURE CCWTENT: 10% Nom.
TESTED: JANUARY,1988
"TEMPERATURE: AMBIENT
MATERIAL PARAMETER EQUATIONS ARE IN STRESS UNITS OF KILOPASCALS.
BISTANTANBOUS YIELD LOCI DATA
DATA FOR YIELD LOCUS: 1 END PODTT OF YIELD LOCUS SIGMA - kPa SICMAC - kPa 4.882 5.013
POINTS ON YIELD LOCUS SIGMA - kPa SIOMC - kPa 3.014 3.923 2.391 3.425 2.080 3.176 1.769 2.927

350
DATA FOR YIELD LOCUS: 2 END POINT OF YIELD LOCUS SIOIA - kPa SIGMAC - kPa 3.637 3.855
POINTS ON YIELD LOCUS SIGMA - kPa SIGMAC - kPa 2.385 2.074 1.762 1.451
3.151 2.933 2.696 2.385
DATA FOR YIELD LOCUS: 3 END POINT OF YIELD LOCUS SIGMA -2.379
kPa SIGMAC -2.553
POINTS CN YIELD LOCUS SIGMA -1.445 1.289 1.133 0.978
kPa SIGMAC -2.117 1.931 1.818 1.719
TIME YIELD LOCI DATA
- kPa
- kPa
CONSOLIDATION TIME: 3 Days
DATA FOR TIME YIELD LOCUS: 1 POINTS ON TIME YIELD LOCUS SIGMA - kPa SIGMAC - kPa 3.014 2.391 2.080 1.769
4.372 3.715 3.543 3.164
DATA FOR TIME YIELD LOCUS: 2 POINTS CN TIME YIELD LOCUS
IGMA -2.696 2.385 2.074 1.762
kPa SIGMAC -3.674 3.375 3.156 2.860
kPa
DATA TOR "TIME YIELD LOCUS: 3 POINTS CN TIME YIELD LOCUS SIGMA - kPa SIGMAC - kPa 1.445 2.242 1.289 2.130 1.133 1.974 0.978 1.850
FLOW FUNCTION DATA
SIGMAl -11.880 8.994 5.707
• kPa SIGMAC -6.292 5.175 3.772
kPa DELTA -53.51 55.57 59.64
• Deg SIGMACT -7.056 5.904 4.397
- kPa PHIt - Deg 43.47 40.53 40.56

351
INSTANTANEOUS FLOW FUNCTION F
EFFECTIVE ANGLE GP INTERNAL FRICTK^ DELTA
TIME FLCW FUNCnCW
STAnC ANGLE OF INTERNAL FRICTION
ET =
0.41*SIQ1A1 + 1.46
1.52 - -3358.91/(52.71 + SIGMAl)
0.43*SIQ!A1 + 1.96
PEET = 0.46*SiaiAl + 37.44
COMPRESSIBILITY DATA
NETT MASS = 32.33 GRAMS V Kg 0.12 0.62 1.12 2.12 4.12 8.12 16.12
H mm 15.82 14.40 13.69 13.13 12.47 11.89 11.33
si(m kPa 0.37 1.92 3.46 6.55 12.73 26.09 49.81
RHO Kg/m**3 645.13 708.85 745.67 777.40 818.57 858.79 901.16
RHO= 775.01*( SIGMAl / 5.925 )**0.0694
WALL YIELD LOCI DATA
DATA FOR WALL YIELD LOCUS: 1 WALL MATERIAL: SIGMA -0.504 1.750 2.995 4.241 5.486 6.732 7.977 9.223 10.468 11.714
kPa RUSTY MILD ffTEEL TAU - kPa 0.374 1.245 2.117 2.865 3.425 4.347 4.967 5.437 6.277 6.850
S = 0.57*SIGMA + 0.30
DATA FOR WALL YIELD LOCUS WALL MATERIAL: SIOIA -0.604 1.750 2.995 4.241 5.486 6.732 7.977 9.223 10.468 11.714
kPa PACTENE TAU - kPa 0.336 0.803 1.246 1.644 2.105 2.510 2.896 3.413 3.880 4.353
S = 0.35*SIGMA + 0.16

352
DATA FOR WALL YIELD LOCUS: 3 WALL MATERIAL: 304-2B STAINLESS STEEL SIGMA - kPa TAU - kPa 0.604 0.448 1.750 0.841 2.995 1.208 4.241 1.688 5.486 1.943 6.732 2.292 7.977 2.616 9.223 2.989 10.468 3.338 11.714 3.624
S = 0.28*SIGMA + 0.35
END OF REPORT.

353
APPENDDCJ
COMPUTER PROGRAM BD, DETERMINATION OF MASS
FLOW HOPPER GEOMETRY PARAMETERS
Table J.l FORTRAN Subroutines of Program BD
SUBROUTINE
ALFA.FOR
ALVSB.FOR
BDDRIVER.FOR
BDMAIN.FOR
CRITB.FOR
DERIVl.FOR
FALPHA.FOR
FLFAC.FOR
GAMMA.FOR
GETOPT.FOR
HPSERVER.FOR
INPUT.FOR
MASSFLOW.FOR
MAXLAB.FOR
MINVI.FOR
MONCLEAR.FOR
PHIFIN.FOR
PLOT.FOR
READ.FOR
SALPHA.FOR
SCALE.FOR
TEXTl.FOR
VXCLEAR.FOR
VXSERVER.FOR
SIZE(bytes)
655
1479
3005
4082
3744
763
283
807
221
423
4078
10888
9925
366
5726
615
2526
2123
512
3269
1821
1174
152
3978
NUMBER OF LINES
24
59
123
136
138
27
13
33
12
17
159
344
312
16
192
24
84
69
23
123
79
42
9
160

354
J.l PROGRAM LISTING OF BDMAIN.FOR
PROGRAM BDMAIN C THE MAIN ACCESS PROGRAM FOR MASS FLOW C HOPPER CTCMETRY PARAMETER DETERMINATiai. C AFTER ENTERING THE DATA FILENAMES, THE FLOW PROPERTIES OF C BULK SOLID ARE ENTERED AS EMPIRICAL EQUATIONS. C
COMMON /DATA/ M,DEL(3) ,AREC,GAM(3) ,FF(2,2) ,FFI C0MM3N /RADIAN/ RTOD,DTOR,PYE COMMON /TEXT/ SOIHAM,BLINE,DLINE COMMON /WAIMAT/ NWM,NWL,WMNAM(10) ,WYLdO,3) COMMON /HPCUT/ PFILE,PINUM
C CHARACTEK*60 SOLNAM CHARACTER*?? LINE CHARACrER*80 DLINE,BLINE CHARACTER*25 FILEll,PFILE CHARACTER*3 PLNUM CHARACTER*11 WMNAM INTEGER GEHOPT
C RTOD=0.5729578E+2 DTOR=0.1?453292E-1 PYE=3.1415926
C DO 13 1=1,80 BLINEd:I)=' '
13 DUNE(I:I)=CHAR(205) C
PmM='000' C C CREATE PLOT FILE C
CALL PPBGN ('BIN DIMENSIONS') OPEN(27,FILE='CCN' ,ACCESS='TRANSPARENT')
C C SET UP UNDER AND OVER FLOW ERR(»S FOR MATH PACK C
CALL UNDFL(.TRUE.) CALL OVEFL(.TRUE.)
C CALL MONCLEAR(0,0) CALL VXCLEAR
C C Write out title - which has been stored in file [\BD\BD-TrrLE.TXT] C
OPEN(28,FILE='\BD\BD-TITLE.TXT') PRINT,'1ml;If PRINT,CHAR(201), (CHAR(205) ,111=2,78) ,CHARd87) DO ? 1=2,23 READ(28,'(1X,A?7)',END=39) LINE
7 PRINT,CHAR(186),LINE,CHAR(186) 39 PRINT,CHAR(200),(CHAR(205),111=2,78),CHAR(188)
CLOSE(28) PRINT,'0m25;18f Press H for help or any key to continue '

355 c C IF HELP HAS BEEN REQUESTED WRITE CUT THE FILE \BD\BD-HELP.TXT A C PAGE AT A TIME C
IKJM=GErOPT() IF( nXJM.BQ.ICHARCh') .OR. IDUM.BQ.ICHAR('H') )THEN
CALL MONCLEAR(0,0)
OPEN(28,FILE='\BD\BD-HELP.TXT') PRINT,CHAR(201),(CHAR(205),111=2,78),CHAR(18?)
8 DO 9 1=2,23 READ(28,'(1X,A77)',ENI>=38) LINE
9 PRINT,CHAR(186),LINE,CHARd86) PRINT,CHAR(200),(CHAR(205),111=2,78),CHAR(188) PRDTT,'26;16fPress E to exit or any key for the next page' IDUM=GErOPT() IF( IDUM.NE.ICHARCE') .AND. IDUM.NE.ICHAR('e') )THEN PRINT,'2;lf' GOTO 8
ENDIF 38 IF( I.LT.23 )THEN
ijm=' ' WRrTE(6,'(lX,A77,/)') (LINE,111=1,22) ENDIF
PRINT,CHAR(200),(CHAR(205),111=2,78),CHAR(188) PRINT,'25;18fPress any key to return to the program' IDUM=GETOPT() CLOSE(28) END IF CALL MONCLEAR(0,0)
C FIRST PAGE OF DATA ENTRY PRINT,'2;26flmBULK SOLID FLOW CHARACTERISTICS' PRINT,DLINE PRINT,'Om' PRINT,'10;lfINPl7T EQUATION SUMMARY FILE <lmEQN-SUMMOm>:' PRINT,'10;41f4m 0ml0;41f' READ(*,'(A)') FILEll IF (LEN(CHARNB(FILEll)).BQ.l) FILE11='E)2N-SUIIM' 0PEN(11,FILE=FILE11) PRINT,'12;6fPLOT STORAGE FILES CODE NAME <lmBDOm>:' PRINT,'12;41f4m 0ml2;41f' READ(*,'(A)') PFILE IF( LEN(CHARNB(PFILE)).BQ.l ) PFILE='BD'
C PRINT,'12;lf PLOT DATA STORAGE FILE <lmBD-PLaTOm>:' C PRINT,'12;41f4m Om' C PRBrT,'12;41f' C
CALL M0NCLEAR(10,12) C C Call the subroutine for the data equation input C required by the program C
10 CALL INPUT C
CALL MDNCLEAR(0,0) C 20 PRINT, 'lm2;29fHOPPER GBCMTRY DESIO^',DLINE, 'Om'
PRINT, '5;2f SELECT FRO! THE FOLLOWING' PRINT, '7;2?fESC - FINISH' PRINT,'8;28fFl - CALCULATE MASS FLOW HOPPER GBCMETRY' PRINT,'9;28fF2 - ALTER BUliC a)LID FLOW PROPERTIES'
71 PRINT,' 11;24f ImOPTION-Om'

356
NS=GErOPT() CALL M0NCLEAR(7,15) IF (NS.BQ.O) GO TO 70 IF (NS.EQ.l) GO TO 30 IF (NS.EQ.2) GO TO 10 GO TO 71
30 CALL MASSFLOW GO TO 20
70 CALL M0NCLEAR(O,0) C
CALL PPEND CLOSE (1)1 CLOSE(27) STOP END
J.2 DATA INPUT SUMMARY PRODUCED BY PROGRAM BD FOR
EXAMPLE
BIN DESIGN PROGRAM INPUT.
MATERIAL TESTED: RUN OF MINE COAL, 10% Nom.
FLOW FUNCTION: SIGMAC= 0.41*SIGMA1+ 1.46
FLOW FUNCTION: SIGMAC= 0.43*SIOlAl+ 1.96
EFFECTIVE ANGLE OF FRICTION: DELTA= 1.52- -3368.91/( 52.71+SI(»IA1)
BULK DENSITY VARIAnON: RHO= 775.01*(SIGMAl/5.925 )**0.0694
WALL YIELD LOCUS EQUATION FOR RUSTY MS TAU= 0.57*SI(31A1+ 0.30
WALL YIELD LOCUS BQUAnCN YOR PACTENE TAl^ 0.36*SIGMA1+ 0 .16
WALL YIELD LOCUS EQUATION FOR 304-2B SS TAU:= 0.28*SIGMA1+ 0 .36

357
APPENDIX K
PUBLICATIONS WHILE Ph.D CANDIDATE
Refereed Articles.
1. Arnold, P.C, McLean, A.G. and Moore, B.A.
'The Application of Computer Graphics to the Flow Property Testing
of Bulk Solids', Mech. Engg. Trans. I.E.Aust., Vol. ME7, No. 3,
September 1982, pp. 152 -157.
2. Arnold, P.C, McLean, A.G. and Moore, B.A.
'Bulk Solids Storage and Flow Considerations for Coal Handling
Plant', in Whitmore, R.L.(Ed.),Proceedings of the Second Australian
Coal Preparation Conference, 1983, The Coal Journal, May 1984,
pp. 13 - 23.
3. Moore, B.A. and Arnold, P.C. and McLean, A.G.
'Determination of Hopper Geometry Parameters using Interactive
Computer Graphics', Bulk Solids Handling, Vol.3, No.4, Nov., 1983
pp. 795-801.
4. Arnold, P.C. and Moore, B.A.
'Modern Bin and Feeder Design for Coal Handling', Proc. Solidex 84,
Harrogate, U.K., April 1984, pp. B-1 - B-27.
5. Moore, B.A. and Arnold, P.C.
'A Novel Method of Presenting Mass-Flow Hopper Geometry
Parameters', Mech. Engg. Trans., I.E.Aust, Vol ME9, No 1, April 1984,
pp. 27 - 32.

358
6. McLean, A.G. and Moore, B.A.
'Rill Tower Design', Bulk Solids Handling, Vol.5 No.2 1985
pp. 339 - 348.
7. Moore, B.A. and Arnold, P.C.
'An Alternative Presentation of the Design Parameters for Mass-Flow
Hoppers', Powder Technology, Vol. 42,1985 pp. 79 - 89.
8. Moore, B.A. and Arnold, P.C.
'Determination of the Mass Flow Hopper Geometry Parameters
Utilising Design Nomograms', 2nd Int. Conf. on Bulk Solids Handling,
Storage and Transport, WoUongong, July 1986, IE Aust., Mech. Engg.
Trans. I.E.Aust, Vol ME12, No. 3,1987, pp. 159 -166.
Other Publications.
1. Arnold, P.C, McLean, A.G. and Moore, B.A.
'Flow Properties of Coal for Storage Bin Design.' Proc. Seminar on Coal
Preparation Related NERDDC Projects., University of N.S.W., Sydney
,April, 1983, pp. 27 - 28.
2. Arnold, P.C, McLean, A.G. and Moore, B.A.
'Flow Properties of Coal for Storage Bin Design', NERDDP End of
Grant Report, 79/9079, March, 1985, 243 pages.
3. Moore, B.A. and Cook, CD.
'A Major Robot and Automation Initiative for Australian
Manufacturers', Proc. Automach 86, May 1986, Sydney, SME,
pp. 4.1 - 4.17
4. Cook, CD. and Moore, B.A.
'The Establishment of an Automation Centre Serving Australian

359
Industry',Proc. Third International Conference on Manufacturing
Engineering 1986^ Newcastle, August 1986, I.E.Aust., pp. 70 - 75.
5. Cook, CD. and Moore, B.A.
'Australia's Automation Centre', in The Automation Supplement,
Factory Equipment News, Thomson Publications, November, 1986,
pp. 3 -10.
6. Moore, B.A. and Arnold, P.C.
'Determination of Coal Storage Bin Geometries by Design
Nomograms' Proc. Second Australian Coal Science Conference, AIE,
Newcastle, December 1986, pp. 175 -184
7. Arnold, P.C. and Moore, B.A.
'The Storage and Feeding of Coal - Achieving Reliable Performance',
Proc. Second Australian Coal Science Conference, AIE, Newcastle,
December 1986, pp. 165 - 174.

360
APPENDIX L
REPRINTS OF SELECTED RELEVANT PAPERS
i) Moore, B.A. and Arnold, P.C and McLean, A.G.
'Determination of Hopper Geometry Parameters using
Interactive Computer Graphics', Bulk Solids Handling,
Vol.3, No.4, Nov., 1983 pp. 795 - 801.
ii) Moore, B.A. and Arnold, P.C.
'A Novel Method of Presenting Mass-Flow Hopper
Geometry Parameters', Mech. Engg. Trans., I.E.Aust.,
Vol ME9, No 1, April 1984, pp. 27 - 32.
iii) Moore, B.A. and Arnold, P.C
'An Alternative Presentation of the Design Parameters for
Mass-Flow Hoppers', Powder Technology, Vol. 42,1985
pp. 79 - 89.
iv) Moore, B.A. and Arnold, P.C.
'Determination of the Mass Flow Hopper Geometry
Parameters Utilising Design Nomograms', 2nd Int. Conf. on
Bulk Solids Handling, Storage and Transport, WoUongong,
July 1986, lEAust., Mech. Engg. Trans. I.E.Aust., Vol ME12,
No. 3,1987, pp.159-166.
kross
Text Box
The contents of APPENDIX L have been removed for copyright - please refer to the published versions of the listed papers.
Related Documents











