Seperti produk-produk metalurgis lainnya, hasil pengecoran memiliki voids, inklusi dan ketidaksempurnaan lainnya yang berkontribusi pada variasi kualitas coran. Ketidaksempurnaan tersebut dapat dinilai sebagai cacat sebenarnya atau cacat kecil yang mana bila secara umum produk masih memenuhi kualitas mekanis dan fungsionalnya maka dapat digunakan sebagai komponen atau dibuang atau direject atau didaur ulang bila memungkinkan. Secara umum, asal dari cacat berasal dari tiga sektor yaitu: 12. Cacat Coran 1. Desain pengecoran. 2. Teknik manufaktur 3. Teknik aplikasi Sebuah cacat dapat muncul dari satu penyebab yang jelas, atau dari kombinasi beberapa penyebab, sehingga perlu adanya pengukuran- pengukuran untuk mencegahnya. Perlu diketahui dengan jelas bahwa usaha apapun untuk mengurangi cacat pengecoran harus harus berdasarkan berdasarkan pertimbangan pertimbangan ekonomis ekonomis. Cacat dapat diminimalisasi dengan sebuah sebuah pemahaman pemahaman jelas jelas tentang tentang penyebabnya penyebabnya. Proses Manufaktur II Proses Manufaktur II YudySuryaIrawan YudySuryaIrawan

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Seperti produk-produk metalurgis lainnya, hasil pengecoran memilikivoids, inklusi dan ketidaksempurnaan lainnya yang berkontribusi padavariasi kualitas coran.
Ketidaksempurnaan tersebut dapat dinilai sebagai cacat sebenarnya ataucacat kecil yang mana bila secara umum produk masih memenuhikualitas mekanis dan fungsionalnya maka dapat digunakan sebagaikomponen atau dibuang atau direject atau didaur ulang bilamemungkinkan.
Secara umum, asal dari cacat berasal dari tiga sektor yaitu:
12. Cacat Coran
Secara umum, asal dari cacat berasal dari tiga sektor yaitu:
1. Desain pengecoran.
2. Teknik manufaktur
3. Teknik aplikasi
Sebuah cacat dapat muncul dari satu penyebab yang jelas, atau darikombinasi beberapa penyebab, sehingga perlu adanya pengukuran-pengukuran untuk mencegahnya.
Perlu diketahui dengan jelas bahwa usaha apapun untuk mengurangicacat pengecoran harusharus berdasarkanberdasarkan pertimbanganpertimbangan ekonomisekonomis..
Cacat dapat diminimalisasi dengan sebuahsebuah pemahamanpemahaman jelasjelas tentangtentangpenyebabnyapenyebabnya..
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Beberapa Contoh Cacat Coran
a. Cold laps and shut
Saat logam cair memasuki cetakan, persyaratan pertama logammemasuki cavity dan menghasilkan permukaan yang halus disepanjang kontak dengan permukaan cetakan. Namun akibatkesalahan umum, berupa misrun atau short run casting, logammembeku secara prematur dan logam gagal mengalir dengan bebassehingga membentuk seperti adanya lipatan berupa Cold laps. Masalah yang lebih serius adanya cold shuts yang menunjukkandiskontinyuitas pada coran.
Penyebab lain bisa berupa pendinginanpendinginan chill chill berlebihberlebih pada permukaancetakan yang mungkin karena pendinginan cepat atau terlalu tingginyakandungan air dalam pasir cetak.
Pemecahannya dapatdapat berupaberupa penambahanpenambahan saluransaluran cetakcetak yang yang meningkatkanmeningkatkan kemampuankemampuan aliralir logamlogam caircair dandan mengurangimengurangi adanyaadanyakadarkadar air air dalamdalam cetakancetakan/ / membuatmembuat cetakancetakan keringkering.
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Beberapa Contoh Cacat
a. Cold laps and shut
Cold shut
Cold laps and shut pada coran baja (Institute of British Foundrymen)
Cold laps
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

a. Inklusi
Inklusi disebabkan adanya unsur non-metallic yang ikut dalam logamcair memasuki cetakan.
Terdapat dua jenis inklusi:
1. Inklusi indigenous atau endogenous yang yang manamana non metallic non metallic bereaksibereaksi dengandengan logamlogam caircair. . Biasanya berupa partikel kecil yang mengendap saat proses pembekuan. Inklusi ini terdeteksi sebagaiinklusi makro dan tersebar di seluruh coran.
2. Inklusi exogenous, yang merupakan hasilhasil masuknyamasuknya nonnon--metallic metallic 2. Inklusi exogenous, yang merupakan hasilhasil masuknyamasuknya nonnon--metallic metallic selamaselama penuanganpenuangan. . Ukurannya bervariasi dan termasuk terak, slug dan sisa-sida residu yang mana terbentuk dan terpisah dalam dapurlebur. Inklusi ini termasuk cacat spesifik dan cenderungterkonsentasi pada daerah-daerah tertentu seperti pada permukaanatas atau di tikungan dalam ingates.
Usaha untuk mengatasi inklusi adalah dengan menggunakan teknikteknikfiltrasifiltrasi..
Diagram berikut menunjukkan salah satu sistem filtrasi untukmeminimalisasi inklusi.
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
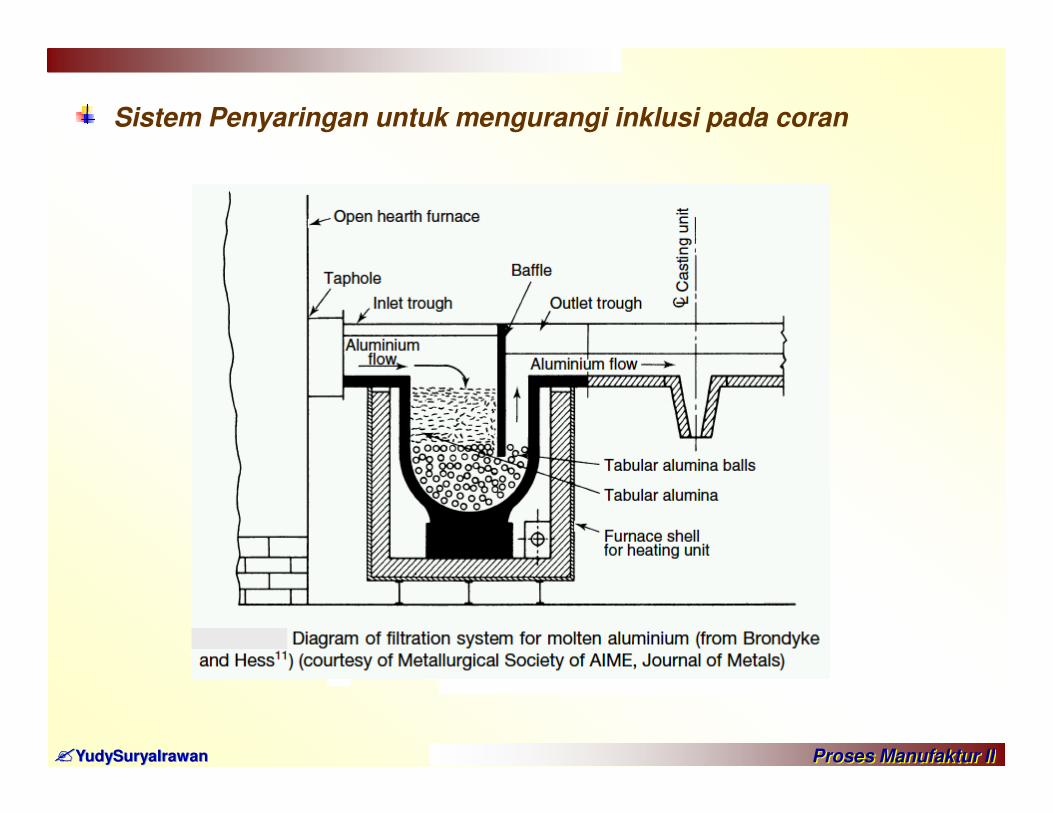
Sistem Penyaringan untuk mengurangi inklusi pada coran
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Cacat expansion scap
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Cacat rat tail
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Salah satu penyebab adanya cacat scab adalah peningkatan volume dari pasir cetak akibat suhu
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Mekanisme pembentukan scab dan rat tail
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Pandangan langsung dan profil adanya penetrasi logam cair lokal pada cetakan pasir
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Penetrasi logam cair yang dalam di belakang permukaan cetakan.
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
CACAT GAS (GAS DEFECTS)
Gas-gas dapat berada dalam dalam coran sebagai senyawa
kimia atau sebagai cavities (cacat gas sebenarnya).
Gas Gas dapatdapat dihasilkandihasilkan daridari udaraudara yang yang terjebakterjebak selamaselama
penuanganpenuangan atauatau evolusievolusi padapada kontakkontak antaraantara logamlogam caircair dandan
material material cetakancetakan atauatau sisipansisipan selamaselama pembekuanpembekuan sebagaisebagai hasilhasil
reaksireaksi kimiakimia atauatau perubahanperubahan temperaturtemperatur dalamdalam logamlogam caircair..
Cacat gas dapat berupa blowholes, surface blows, airlocks, blowholes, surface blows, airlocks, Cacat gas dapat berupa blowholes, surface blows, airlocks, blowholes, surface blows, airlocks,
pinhole, pinhole, intergranularintergranular cavities.cavities.
Bukti adanya cacat gas terlihat adanyaadanya konturkontur lingkaranlingkaran yang yang
umumnyaumumnya membentukmembentuk cavity cavity dan pada kasus tertentu akan
membuat intergranularintergranular porosityporosity.
Efek negatif lainnya, cacat gas memicu
embrittlementembrittlement//penggetasanpenggetasan dandan retakretak sehingga menurunkan
kekuatan tariknya.
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
Cacat terjebak
Udara dapat terjebak dalam sebuah coran saatsaat turbulensiturbulensi
berlebihanberlebihan atauatau hirupanhirupan dalamdalam penuanganpenuangan terkombinasiterkombinasi dengandengan
logamlogam dandan superheat yang superheat yang kecilkecil. Sehingga, bubbles tidak dapat
keluar sebelum pembekuan coran.
Selain itu dapat juga karena saat penuangan aliran logam yang
memasuki cavity lebih cepat daripada aliran udara keluar
cetakan melalui saluran atau permabilitas pasir cetak.
Sehingga timbul efek udara terjebak seperti efek bantal danSehingga timbul efek udara terjebak seperti efek bantal dan
menunda aliran udara keluar. Efek ini menimbulkan cacat airlock
di permukaan atas logam cair kontak dengan cetakan.
Pencegahannya tergantung pada ventilasi kekosongan cetakan.
VentilasiVentilasi lebihlebih baikbaik berjenisberjenis peluitpeluit yang yang berhubunganberhubungan langsunglangsung
dengandengan atmosfiratmosfir luarluar dengandengan ukuranukuran cukupcukup besarbesar untukuntuk
menunjangmenunjang aliranaliran gas yang gas yang tinggitinggi..
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Cacat mengendap: gas yang masuk dalam logam
Kelompok cacat kedua adalah endapan gas dari logam saat
pendinginan. Gas Gas dapatdapat larutlarut selamaselama pencairanpencairan atauatau sebagaisebagai
interaksiinteraksi antaraantara logamlogam caircair dandan permukaanpermukaan cetakancetakan atauatau mungkinmungkin
hasilhasil daridari reaksireaksi yang yang melibatkanmelibatkan unsurunsur--unsurunsur kimiakimia dalamdalam larutanlarutan
logamlogam caircair..
Gas sering mengendap sebagai unsur tunggal yaitu HidrogenHidrogen yang
menunjukkan kelarutan dalam banyak logam paduan cor. Nitrogen Nitrogen
jugajuga dapatdapat berperilakuberperilaku samasama dalamdalam bajabaja dandan besibesi tetapitetapi tidaktidak larutlarutjugajuga dapatdapat berperilakuberperilaku samasama dalamdalam bajabaja dandan besibesi tetapitetapi tidaktidak larutlarut
dalamdalam paduanpaduan non non ferousferous. . Oksigen tidak selalu mengendap
langsung tetapi cenderung membentukmembentuk oksidaoksida stabilstabil dengan banyak
logam.
Asal dari larutan gas (gas solution)
Kelarutan gas dalam logam cair adalah fungsifungsi daridari tekanantekanan luarluar yang
mana untuk gas H2 dan N2 dapat dihitung dengan Sievert’s Law
yang menyatakan kelarutan gas dalam sebuah logam pada suhu
konstan adalah sebanding dengan akar tekanan parsial eksternalnya.
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Cacat mengendap: gas yang masuk dalam logam
Sievert’s Law
Logam cair akan menyerap unsur gas dari atmosfir dimana
kontak terjadi. Tingkat penyerapkan ini didefinisikan sebagaikonstanta K dalam sistem tertentu gas-logam cair.konstanta K dalam sistem tertentu gas-logam cair.
Faktor lain yang mempengaruhi kelarutan gas adalah temperaturtemperatur..SemakinSemakin tinggitinggi temperaturtemperatur makamaka tingkattingkat kelarutankelarutan gas gas dalamdalam logamlogam
caircair semakinsemakin tinggitinggi..
Gambar berikut menunjukkan pengaruh temperatur terhadap
kelarutan hidrogen dalam aluminium.
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Pengaruh suhu terhadap kelarutan hidrogen dalam Aluminium
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
Cacat mengendap: gas yang masuk dalam logam
Oleh karena itu, nilai konstanta K tergantung pada temperatur
seperti ditunjukkan oleh persamaan Van’t Hoff:
Dengan ∆H: panas larutan dan R serta c adalah konstanta. Inimenghasilkan garis lurus antara ln K vs 1/T.
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Presipitasi/pengendapan gas oksigen dalam logam cair
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Contoh coran Al-Mg dengan cacat hasil reaksi berat antara logam cair dan cetakan pasir yang mengandung air
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Cacat porosity berupa pinhole
Pin hole dalam coran baja dapat disebabkan oleh beberapa faktor, yang menjadi faktor besar penyebab adalah adanya reaksi antara logam cair dan cetakan.
Besi beraksi dengan kelembaban bebas dalam pasir cetak dan bebas dalam pasir cetak dan menghasilkan hidrogen yang berdifusi ke dalam logam cair.
Pinholes dapat dihasilkan oleh uap air sesuai dengan persamaan reaksi berikut:
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Degassing molten metal by vacuum degassing
Metode penghilangan gas dalam logam cair gas dalam logam cair dengan metode penghilangan gas secara vakum
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
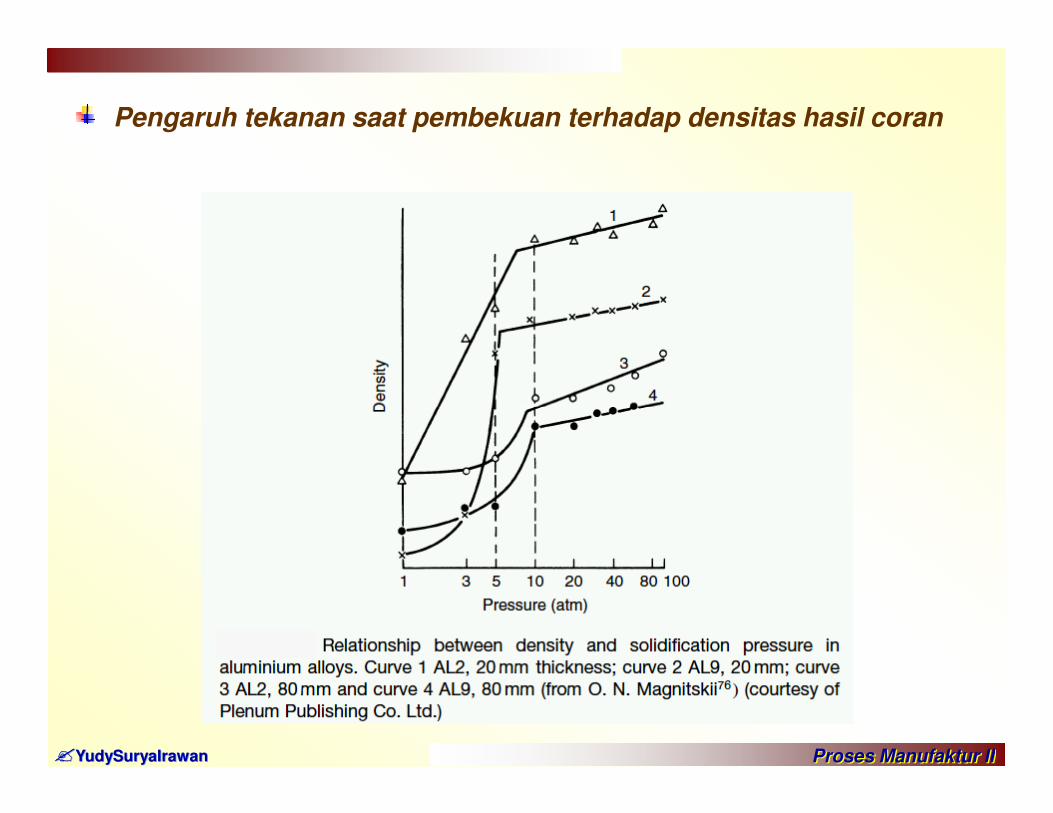
Pengaruh tekanan saat pembekuan terhadap densitas hasil coran
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Shrinkage defects (Cacat penyusutan)
Cacat ini terjadi saat pembekuan karena penyusutan yang tidak seragam
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Contoh Shrinkage defects (Cacat penyusutan)
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Contoh cacat microporosity
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Contoh cacat Surface Sink
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Contoh Cacat Shrinkage
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
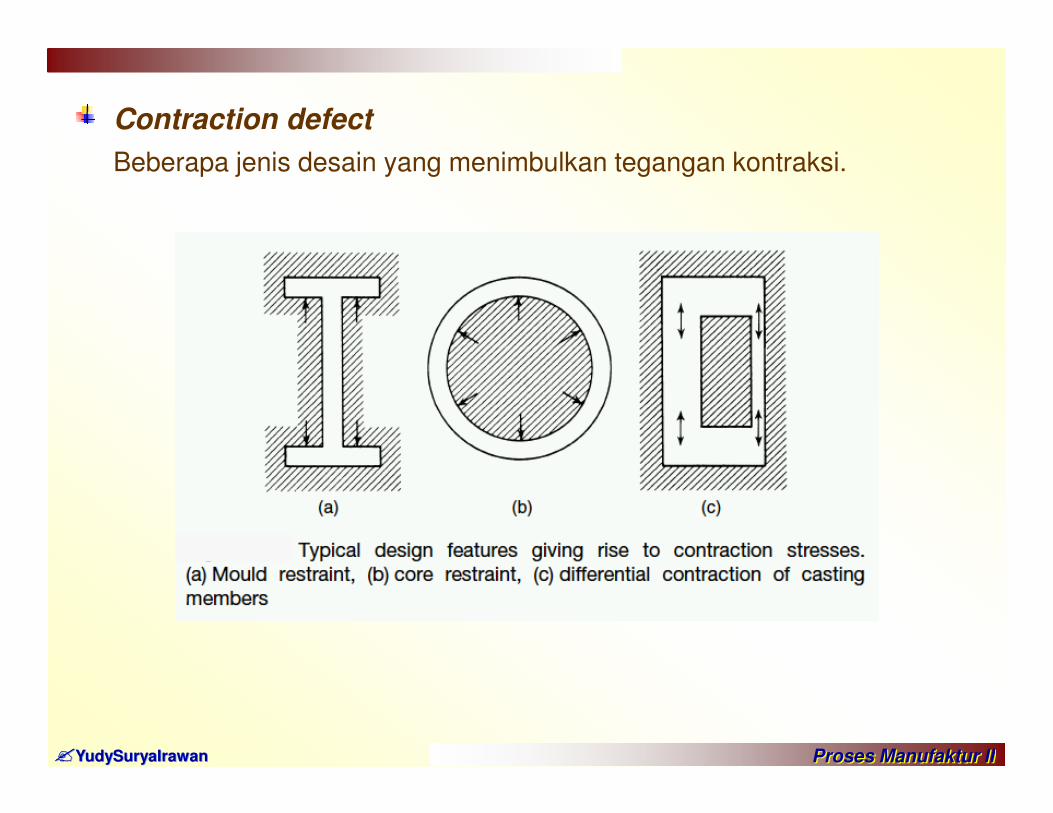
Contraction defect
Beberapa jenis desain yang menimbulkan tegangan kontraksi.
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Contraction defect
Tabel kontraksi untuk beberapa logam
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Terjadinya tegangan akibat kontraksi yang berbeda
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
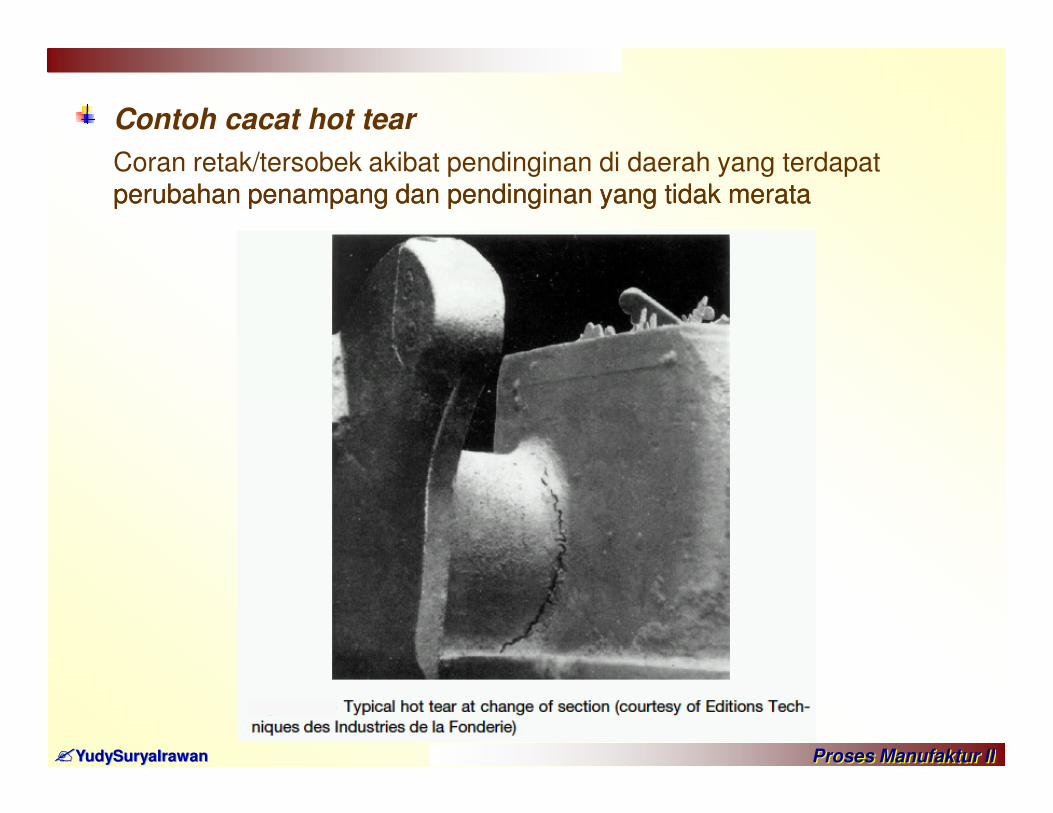
Contoh cacat hot tear
Coran retak/tersobek akibat pendinginan di daerah yang terdapatperubahanperubahan penampangpenampang dandan pendinginanpendinginan yang yang tidaktidak meratamerata
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Pengaruh unsur paduan terhadap kontraksi logam
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Pengaruh unsur paduan terhadap kekuatan coran
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Pengaruh adanya cacat/diskontinyuitas yang menyebabkan
adanya konsentrasi tegangan sehingga dapat mendorong
timbulnya retak dan menurunkan kekuatan tarik coran
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Pengaruh
microporosity
pada kekuatan
tarik coran
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Terima kasih kepada Penulis Buku yang
menjadi acuan mata kuliah ini:
Peter Beeley, Foundry Technology 2nd
Edition, Butterworth Heinemann
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan

Terima kasih atas perhatian Anda
dan
Terima kasih atas perhatian Anda
dandan
Selamat Mencatat dan Belajar dengan Baik
dan
Selamat Mencatat dan Belajar dengan Baik
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
Related Documents