Chiang Mai J. Sci. 2010; 37(1) : 55-63 www.science.cmu.ac.th/journal-science/josci.html Contributed Paper 1. I NTRODUCTION Growth of powder metallurgy (P/M) industry in Asia has been being increased contentiously due to its superior benefits compared to conventional ingot metallurgy [1]. The benefits include high productivity, raw materials and energy saving and near net-shape character. In Thailand, most P/M parts have been consumed by electronics (54%), followed by automobile (44%) and other (2%) industries Gas Atomization of Low Melting-Point Metal Powders Monnapas Morakotjinda* [a], Kittichai Fakpan [b], Thanyaporn Yotkaew [a], Nattaya Tosangthum [a], Rungthip Krataithong [a], Anan Daraphan [a], Pisarn Siriphol [a], Pongsak Wila [a], Bhanu Vetayanugul [a], and Ruangdaj Tongsri [a] [a] Powder Metallurgy Research and Development Unit (PM_RDU) National Metal and Materials Technology Center (MTEC), Thailand Science Park, Klong Luang, Pathum Thani 12120, Thailand. [b] Department of Production Technology, Faculty of Engineering, King Mongkut’s Institute of Technology North Bangkok, Bangkok 10800, Thailand. *Author for correspondence; e-mail: [email protected] Received: 1 March 2009 Accepted: 27 April 2009 ABSTRACT A pilot-scale gas atomizer, with capacity of 35 kilograms of metal charge/batch, was developed for producing low melting-point metal powders. Its components such as structure, melting furnace, nozzle system, atomizing chamber, powder collector and cyclone, were designed and assembled. The gas atomizer had been tested experimentally by productions of tin and tin alloy (Babbitt metal) powders. Tin and tin alloy (Babbitt metal) powders had been produced experimentally with varied processing factors such as nozzle design, melt flow, atomizing gas pressure and melt superheat. Yield, particle size and microstructure of the powders were analyzed. Particle size distribution of the powders was compared to a mean particle size calculated by using Lubanska’s equation. It was found that the calculated mean particle size was closer to the experimental one when a constant K of Lubanska’s equation was varied. Microstructures of tin and tin alloy powders indicated that solidification phenomena occurred via nucleation and growth. Keywords: Gas atomizer, atomization, low-melting metal powders. [2]. However, there are a few powder production industries in the Kingdom. Shortages of human resources and metal powder manufacturing technology in this country are big burdens for Thai P/M industry development and competitiveness improvement. Atomization means disintegration of liquid metal into fine droplets, which are

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
-
Chiang Mai J. Sci. 2010; 37(1) 55
Chiang Mai J. Sci. 2010; 37(1) : 55-63www.science.cmu.ac.th/journal-science/josci.htmlContributed Paper
1. INTRODUCTIONGrowth of powder metallurgy (P/M)
industry in Asia has been being increasedcontentiously due to its superior benefitscompared to conventional ingot metallurgy[1]. The benefits include high productivity, rawmaterials and energy saving and near net-shapecharacter. In Thailand, most P/M parts havebeen consumed by electronics (54%), followedby automobile (44%) and other (2%) industries
Gas Atomization of Low Melting-Point Metal PowdersMonnapas Morakotjinda* [a], Kittichai Fakpan [b], Thanyaporn Yotkaew [a],Nattaya Tosangthum [a], Rungthip Krataithong [a], Anan Daraphan [a], Pisarn Siriphol [a],Pongsak Wila [a], Bhanu Vetayanugul [a], and Ruangdaj Tongsri [a][a] Powder Metallurgy Research and Development Unit (PM_RDU) National Metal and Materials Technology
Center (MTEC), Thailand Science Park, Klong Luang, Pathum Thani 12120, Thailand.[b] Department of Production Technology, Faculty of Engineering, King Mongkuts Institute of Technology
North Bangkok, Bangkok 10800, Thailand.*Author for correspondence; e-mail: [email protected]
Received: 1 March 2009Accepted: 27 April 2009
ABSTRACTA pilot-scale gas atomizer, with capacity of 35 kilograms of metal charge/batch,
was developed for producing low melting-point metal powders. Its components such asstructure, melting furnace, nozzle system, atomizing chamber, powder collector and cyclone,were designed and assembled. The gas atomizer had been tested experimentally by productionsof tin and tin alloy (Babbitt metal) powders. Tin and tin alloy (Babbitt metal) powders hadbeen produced experimentally with varied processing factors such as nozzle design, melt flow,atomizing gas pressure and melt superheat. Yield, particle size and microstructure of thepowders were analyzed. Particle size distribution of the powders was compared to a meanparticle size calculated by using Lubanskas equation. It was found that the calculated meanparticle size was closer to the experimental one when a constant K of Lubanskas equation wasvaried. Microstructures of tin and tin alloy powders indicated that solidification phenomenaoccurred via nucleation and growth.
Keywords: Gas atomizer, atomization, low-melting metal powders.
[2]. However, there are a few powderproduction industries in the Kingdom.Shortages of human resources and metalpowder manufacturing technology in thiscountry are big burdens for Thai P/Mindustry development and competitivenessimprovement.
Atomization means disintegration ofliquid metal into fine droplets, which are
-
56 Chiang Mai J. Sci. 2010; 37(1)
simultaneously cooled down and solidified toform metal powders. To break up the liquidmetal into droplets, there must be a forceexerting to a liquid metal. The force can be inthe forms of atomizing media impingement,centrifugal force or liquid metal explosion.Atomization may be classified into 3 methodsincluding two-fluid atomization, centrifugalatomization and vacuum atomization. In thetwo-fluid atomization, a liquid metal stream(the first fluid) is impinged with high-velocity/high-pressure gas or liquid (the second fluid)to form droplets, which are then cooled tobe powders [3]. In centrifugal atomization,the liquid metal is disintegrated by rotatinga melting metal electrode or crashing themetal melt with the rotating disk [4, 5]. Thepressurized liquid metal is exploded when itis released to a vacuum chamber. This isknown as vacuum atomization [6]. Theadditional details of atomization have beenreviewed by some authors [7, 8].
Powder production, using a gas atomizationprocess, has been being widely investigatedand applied in industry, due to its advantagesincluding high capacity, high flexibility for bothelemental and prealloyed powder productionand capability for rapidly solidified metalpowder production [9]. The rapidly solidifiedmetal powders usually exhibit superiorproperties caused by fine microstructure,chemical homogeneity, extended solid solutionand metastable phase formation. Therefore,metal parts produced from the rapidlysolidified metal powders show superiormechanical properties.
In principle, when the metal melt is causedunstable by any forces it will be broken intoforms of smaller pieces or droplets. Meltdisintegration mechanism in a gas atomizationprocess includes five steps as follows;3
(i) impingement of atomizing gas on themelt causes unstable wavy melt stream
(ii)ligament formation occurs at the end
of melt stream wave(iii) ligament further discomposes into
droplets (primary atomization)(iv)melt droplets are further disintegrated
(secondary atomization)(v) satellite formation by crashing
between melt droplets.In a gas atomization process, there are
important factors controlling particle size andsize distribution of the powders. The factorsinclude nozzle design, atomizing gas flow rate,metal melt flow rate, type of metal melt andmelt superheat. Investigation of processingparameters on powder particle size is veryuseful because information, correlation andprediction models are needed by powderproduction industry [10].
Investigation on atomization of waterand oil yielded an equation which could beused for metal melt atomization [11]. Theequation is as follows;
(1)
where 5.0)/( ggg PU =dm = averaged size of metal powderparticles = diameter of melt feed tube g = gas densitym = kinematic viscosity of the meltM = melt flow rateA = atomizing gas velocityPg = gas pressure.
One of the famous studies on processingparameter-powder particle size correlationwas carried out by Lubanska [11]. Investigationon production of metal powders (iron, alumi-nium and tin) resulted in Lubanskas equationas follows;
(2)
-
Chiang Mai J. Sci. 2010; 37(1) 57
where We =
K = constantg = kinematic viscosity of a gasWe = Weber number.
In this investigation, results obtainedfrom tin and tin alloy (Babbitt) powderproduction have been analyzed compared tothe Lubanskas equation.
2. MATERIALS AND METHODS2.1 Gas Atomizer Specification
Sketches of gas atomizer parts weredrawn, fabricated and assembled at the PilotPlant Building of the National Metal andMaterials Technology Center (MTEC) inThailand Science Park. The gas atomizerdesign was similar to that given in [3, 8]. Itscapacity was designed for producing metalpowder of 35 kg/batch. This gas atomizerwas expected to be suitable for research workson metal powder production. Maximum
temperature of the atomizer melting systemwas designed to be 1,000oC. In this research,nitrogen gas was used as an atomizingmedium. The design also allowed atomizingmedia to be a compressed air or other gases.Flexibility of the atomizer components, suchas nozzle system and metal melt delivery tube,was given in order that those componentscould be adjusted or changed. On theatomizing chamber front view, a transparentwindow was attached, so liquid metaldisintegration could be observed fromoutside. The structure of the gas atomizer isshown in Figure 1.
2.2 Materials and EquipmentMaterials employed for this investigation
were tin and tin alloy (Babbitt). Their chemicalcompositions, analyzed by X-Ray fluorescence(XRF), are shown in Table 1. A gas atomizerused for metal powder production is shownin Figure 1. Two types of nozzles namelyconfined and free-fall nozzles (Figure 2) were
MaterialElement
Sn (%) Sb (%) Al (%) P (%) Cu (%) Others (%)
Tin 99.6 - 0.0157 0.0158 0.274 0.0945
Babbitt 83.04 10.19 - - 5.50 1.27
Table 1. Chemical compositions of tin and Babbitt.
Figure 1. Sketch of the pilot gas atomizer.
-
58 Chiang Mai J. Sci. 2010; 37(1)
used. Effect of nozzle design was determined.(2.3) Atomization procedure. Tin and Babbittwere melted in a furnace (Figure 3). Superheattemperature of both metal melts were 68oC.The melt was released through a melt feedtube. When it emerged from the tube, it wascrashed with high-velocity nitrogen gas.Impingement between gas and melt resulted
in formation of flakes, ligaments and sphericalpowder particles. All the atomized productswere sieved. The quantity of powders withparticle size less than 180 mm was used forweight fraction calculation and powder particlecharacterization. Experimental procedure isillustrated in Figure 4.
(a) (b)Figure 2. Sketches of confined (a) and free-fall (b) nozzles.
Figure 3. Metal melting equipment. Figure 4. A flowchart of experimentalprocedure.
3. RESULTS AND DISCUSSION3.1 Gas Stomization Unit
The structure was designed to have 3working floors (Figure 1). The upper (3rd)floor was used for installing of control andmelting units. Just below the melting unit, anozzle equipped with a heating element wasattached. On the middle floor, observationof melt disintegration was possible through atransparent window. This floor was alsodesigned for facilitating of nozzle installation.
The lower floor was where the whole structureand gas supply system stood. On this floorworkers could collect metal powders. Thedimensions of the atomizer pilot plant were5.14 m (width) 3.00 m (length) 3.20 m(height).
In this investigation two designs ofnozzle, namely confined and free-fall nozzles(Figure 2), were chosen for producing metalpowders. The confined nozzle (Figure 2(a))was designed in order that a high-velocity
-
Chiang Mai J. Sci. 2010; 37(1) 59
atomizing gas impinged on a melt stream atthe end of the melt feed tube. Due to a shortdistance between the gas releasing and theimpingement points, lose of kinetic energyof the atomizing gas was minimized. The free-fall nozzle (Figure 2(b)) allowed the melt toflow with a certain distance before beingdisintegrated by the atomizing gas. For bothnozzle designs, the melt feed tube had adeclined end in order to minimize lose ofkinetic energy of the atomizing gas. Thedeclined-end feed tube was previouslystudied by Anderson et. al. [12]. It was foundthat a high-velocity atomizing gas showedhigher powder production efficiency when thedeclined-end feed tube was used.
The atomizing chamber had height of 3meter and diameter of 1 meter. The chamberwas constructed using stainless steel grade 304.On the front view of the chamber, atransparent window was attached. It waslinked with a cyclone, made of stainless steelgrade 304, by a tube. Flow of the atomizinggas and some fine metal powders would passthrough the tube and enter the upper end ofthe cyclone. To ensure complete powdercollection, the second cyclone was sequentiallylinked to the first one. At the bottom of eachcyclone, a metal powder collector wasattached.
A melting furnace was designed as givenin Figure 3. Inside the steel shell, a refractoryceramic was lined in order to keep heat inside(insulation). Next to the lining, heating elementwas wound around a ceramic tube. Numbersand location of heating element sets weredesigned in order that the generated heat wasused efficiently. Temperature fluctuation waslimited in the range of 20oC. The space inside the furnace was able to fit a crucible witha capacity of 35 kilograms of iron. At thebottom of the crucible, a melt feed tube wasattached. The end of the tube was extendedinto an atomizing nozzle. Due to this simple
design, the melt flow, caused by gravitationalforce, could be varied by changing the tubediameter.
Infrastructure system, including atomizinggas and power supplies, was designed andinstalled. The atomizing gas was pure nitrogen(99.9%) compressed in two packs of cylinders(16 cylinders/pack) under the pressure of 200bar. The pressure, the factor controlling ofgas velocity, of the gas could be adjusted byusing a regulator. The power supply used inthis project was not complicated because onlythe melting unit was necessary controlled. Asimple control box for power and currentregulation was designed and assembled.
3.2 Atomization of tin and Babbittmaterials
Experimental values of tin and Babbittpowder particle sizes were obtained by usinga powder particle size analyzer. Calculation ofthe powder particle sizes was carried out byusing Lubanskas equation (Equation (2)).Materials property (Table 2) and nozzleconstant (Table 3) were taken for calculatingof the powder particle size. The constant Kin Lubanskas equation was recommended tobe in the range of 40-50 [11]. The gas flowrate (A) and melt flow rate (M) were calculatedaccording to equations (3) and (4) [10],respectively.
(3)
where a = gas exit areakT = ratio between specific heat capacity
of an atomizing gas at a constant pressureand specific heat capacity of the atomizinggas at a constant temperature (Cp/Cv)
g = gravitational accelerationR = gas constantT = gas temperature.
-
60 Chiang Mai J. Sci. 2010; 37(1)
(4)
where am = melt exit area m = melt densityh = height of melt in a crucible
P = pressure difference between acrucible and an atomizing chamber.
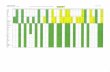
Plots of experimental and calculatedvalues of powder particle size against gaspressure for confined and free-fall nozzles arepresented in Figures 5(a) and 5(b), respectively.
When the confined nozzle was employedthe plots of experimental powder particlesizes of tin and Babbitt (Figure 5(a)) weresimilar to the plots between the calculatedpowder particle size against gas pressure.When the constant K = 40 was used, the plotof the calculated data moved closer to theplot of experimental ones. When the free-fallnozzle was employed, the plot of tin powderparticle size (Figure 5(b)) was close to the plot
of the calculated one, particularly when theconstant K = 40 was used.
Figure 5 indicates that the experimentalpowder particle sizes are smaller than thecalculated ones. The powder particle sizedifference may be attributed to some reasons.The first is an error arisen from Weber numbermiscalculation. The second comes from thenature of the nozzle. A distance between thegas exit and impingement points is short sokinetic energy loss is low. Low lost kineticenergy means high energy impingement ofgas molecules on metal melts. This causessmaller powder particle formation. The lastreason is attributed to the input data (materialsproperty) for calculation. In this study, onlyproperty of tin was used due to lack ofinformation about Babbitt. Tin propertycannot represent Babbitt one.
The gas-atomized tin and Babbittpowders particles (Figures 6(a) and 6(b)) weretypically spherical. Some particles showedevidences of satellite formation, which was
Materials property Tin (300oC) Nitrogen (25oC)
Density (kg/m3) 6958.316 1.15
Molecular weight (kg/kmol) - 28.013
Kinematic viscosity (m2/s) 2.4458712 10-7 1.55 10-5
Surface tension (N/m) 0.53925 -
Tk (Cp/Cv) - 1.41
Table 2. Materials property.
Parameter Value
Gas exit area of the confined nozzle 1.79x10-5 m2
Gas exit area of the free-fall nozzle 4.0x10-5 m2
Melt exit area (3 mm) 7.07x10-6 m2
Table 3. Nozzle constant.
-
Chiang Mai J. Sci. 2010; 37(1) 61
Figure 6. Morphology and microstructure of the gas-atomized powders.
Figure 5. Plots of powder particle size against atomizing gas pressure for (a)the confined and (b) the free fall nozzles.
(c) Microstructure of a gas-atomized tin powderparticle
(d) Microstructure of gas-atomized Babbittpowder particles
(a) Morphology of gas-atomized tin powders (b) Morphology of gas-atomized Babbitt powders
-
62 Chiang Mai J. Sci. 2010; 37(1)
caused by attachment of smaller solid powderparticles onto larger melt droplets. The attach-ment was in turn attributed to turbulent flowof particles and gas in the atomizing chamber.
Cross section of a gas-atomized tinpowder particle exhibited polycrystallinestructure. In a coarse tin powder particle, therewere some fine equi-axed grains (grain size /JPEG2000ColorACSImageDict > /JPEG2000ColorImageDict > /AntiAliasGrayImages false /CropGrayImages true /GrayImageMinResolution 300 /GrayImageMinResolutionPolicy /OK /DownsampleGrayImages true /GrayImageDownsampleType /Bicubic /GrayImageResolution 2400 /GrayImageDepth -1 /GrayImageMinDownsampleDepth 2 /GrayImageDownsampleThreshold 1.50000 /EncodeGrayImages true /GrayImageFilter /DCTEncode /AutoFilterGrayImages true /GrayImageAutoFilterStrategy /JPEG /GrayACSImageDict > /GrayImageDict > /JPEG2000GrayACSImageDict > /JPEG2000GrayImageDict > /AntiAliasMonoImages false /CropMonoImages true /MonoImageMinResolution 1200 /MonoImageMinResolutionPolicy /OK /DownsampleMonoImages true /MonoImageDownsampleType /Bicubic /MonoImageResolution 2400 /MonoImageDepth -1 /MonoImageDownsampleThreshold 1.50000 /EncodeMonoImages true /MonoImageFilter /CCITTFaxEncode /MonoImageDict > /AllowPSXObjects false /CheckCompliance [ /None ] /PDFX1aCheck false /PDFX3Check false /PDFXCompliantPDFOnly false /PDFXNoTrimBoxError true /PDFXTrimBoxToMediaBoxOffset [ 0.00000 0.00000 0.00000 0.00000 ] /PDFXSetBleedBoxToMediaBox true /PDFXBleedBoxToTrimBoxOffset [ 0.00000 0.00000 0.00000 0.00000 ] /PDFXOutputIntentProfile (None) /PDFXOutputConditionIdentifier () /PDFXOutputCondition () /PDFXRegistryName () /PDFXTrapped /False
/Description > /Namespace [ (Adobe) (Common) (1.0) ] /OtherNamespaces [ > /FormElements false /GenerateStructure true /IncludeBookmarks false /IncludeHyperlinks false /IncludeInteractive false /IncludeLayers false /IncludeProfiles true /MultimediaHandling /UseObjectSettings /Namespace [ (Adobe) (CreativeSuite) (2.0) ] /PDFXOutputIntentProfileSelector /NA /PreserveEditing true /UntaggedCMYKHandling /LeaveUntagged /UntaggedRGBHandling /LeaveUntagged /UseDocumentBleed false >> ]>> setdistillerparams> setpagedevice
Related Documents
![€¦ · Concept Application Eigenvalues H-Matrices [Hackbusch ’98] 22 3 3 7 10 3 7 3 10 19 10 10 31 14 8 11 11 14 11 8 11 19 10 10 31 11 31 11 9 9 16 12 11 16 11 8 9 16 11 11 16](https://static.cupdf.com/doc/110x72/5f99f54ff5020022ff11f35f/concept-application-eigenvalues-h-matrices-hackbusch-a98-22-3-3-7-10-3-7-3-10.jpg)