WORLD NAVAL REVIEW 176

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

WORLD NAVAL REVIEW176
ith the completion and departure of the lastBritish Royal Navy Type 45 destroyer, Duncan,from BAE Systems’ Scotstoun shipyard, there
is no significant shipbuilding work there until deci-sions regarding construction of the Type 26 GlobalCombat Ship are finalised. This is, therefore, anappropriate point to review the Type 45 programmefrom a construction perspective, with a particularfocus on the significance of Scotstoun shipyard,known for the greater part of its long life as Yarrows.
THE ORIGINS AND HISTORY OF SHIPBUILDING AT SCOTSTOUNThe Yarrow business was established by AlfredFernandez Yarrow on the Thames at the Isle of Dogsin 1865. Humble beginnings as engineers soon gaveway to the building of steam launches and, in the1870s, spar torpedo boats. Whitehead’s self-propelled torpedo of 1877 resulted in the develop-ment of the torpedo boat and – later – destroyers,the design and development of which Yarrow wasintimately involved with. Together with his superiordesign of marine boiler, this allowed the business tothrive as a designer and builder of high-speed navalcraft. At this time, the Thames was declining as a
major shipbuilding and marine engineering centre,primarily because of the rise of the great northernshipbuilding industries on Clydeside, Tyneside andelsewhere. There, lower costs and access to largepools of skilled labour and nearby steel mills,coupled with an ever-increasing accumulation ofsupply industries, made relocation inevitable. In1906, a greenfield site at Scotstoun on the Clyde wasacquired. Over the course of the next two years thebusiness was transferred to the new Clyde yard andthe first destroyer launched from there in July 1908. Yarrow was immediately in good company, with
over fifteen other shipyards in the upper Clydealone. Timing was good too, with the Anglo-German naval race about to move into high gear.This ensured a plentiful supply of orders for theAdmiralty. During the course of the First WorldWar, twenty-nine destroyers and various othervessels were built at Scotstoun. The collapse of the market for warships after the
war, together with the depressed 1920s, closed theyard briefly at the end of 1922. Although reformeda few months later, land boiler manufacture wasinitially pivotal. It was not until 1924 that the firstpost-war destroyer was ordered, the 37-knotAmbuscade. From 1931 onwards the order bookbegan to grow, especially after rearmament began in1936. From then until the end of the Second WorldWar, Yarrow produced a large number of destroyersand frigates, despite being bombed during theClydeside blitz of March 1941. After the war thecompany opened YARD, Yarrow Admiralty
Research Department, with a remit to look at thepropulsion systems envisaged for new frigates wherethe weight, size and fuel efficiency of steammachinery were crucial. YARD also played a signifi-cant part in developing gas turbine installations aswell as diversifying into a broad range of marinerelated areas.By the 1960s the British shipbuilding industry was
in straightened times in the face of foreign competi-tion and the general reduction in naval strength.Government attempts at reorganising the industrysaw Yarrow Shipbuilders Ltd become part of UpperClyde Shipbuilders in 1968, although the companywas demerged in 1970 before the group collapsed inspectacular fashion. At the same time, the failure ofadjoining shipyards enabled a major expansion offacilities through the acquisition of the Blythswoodshipyard on the eastern boundary in 1965 and ofBarclay Curle’s Elderslie Dockyard to the west in1974. This brought three dry docks under companycontrol and allowed the construction of a coveredbuilding hall within the by now 62-acre yard. In1977 the yard was nationalised, only to be de-nation-alised eight years later when it was sold to GECMarconi to become Marconi Marine (YSL). In 1999BAE Systems was created out of the merger of GECMarconi and British Aerospace, with the shipyardbecoming part of BAE Systems Marine. Throughoutthis period the Scotstoun yard was heavily involvedin all classes of frigate construction from the Type 12and 14s of the 1950s up to the Type 23s of the1990s, as well as the six Type 45 destroyers.
WORLD NAVAL REVIEW 177
Authors: Ian Johnston
Paul Sweeney
W
4.3 TECHNOLOGICAL REVIEW
FROM DARINGTO DUNCANFROM DARINGTO DUNCAN Building the Type 45 Destroyers
The launch of the sixth and final Type 45 destroyer,Duncan, took place at Govan on 11 October 2010. Hersubsequent delivery in March 2013 marked the end of ahighly successful programme for the British shipbuildingindustry in general and BAE Systems’ Clyde yards inparticular. (BAE Systems)

THE TYPE 45 DESTROYERPROGRAMME AND BLOCK-BUILDIntended to renew the British Royal Navy’s airdefence capabilities, the Type 45 destroyerprogramme emerged from the collapse of theCommon New Generation Frigate project withFrance and Italy in April 1999 and an associateddecision to develop a new national design.1 Thisdecision was to have significant implications forBritish naval shipbuilding in general and the Clydeyards in particular, not least through the adoption ofa block-build strategy for the new ships.Block-build is a widely-adopted contemporary
shipbuilding method where each block is, in turn,assembled from a number of prefabricated units.Each block is designed and constructed in a mannerthat enables a high level of fitting-out to take placewithout reference to adjoining blocks. This permitsthe simultaneous construction of several blocks,
speeding overall build time. In the case of Type 45 italso created scope for geographically-dispersedconstruction which, although not an essential partof a block-build strategy, served political considera-tions in terms of maintaining key skills and levels ofemployment in the few shipbuilding sites remainingacross the UK. In this respect, the UK Ministry ofDefence’s (MOD’s) use of this method echoedearlier Admiralty strategies aimed at maintainingwarship building capacity in shipbuilding centresduring periods of cyclical downturn in commercialship demand.Because of its origins as part of the Franco-Italian
Common New-Generation Frigate programme, thedesign of the Type 45 destroyer was not optimisedfrom the outset for a multi-site, modular block-build strategy. Despite several inherent design chal-lenges – such as the ship’s operations room strad-dling the boundary of Blocks C and D – block-build
would rapidly evolve to form the defining character-istic of the Type 45 construction programme; withthe ship ultimately sub-divided into six discrete hullblocks (see Figure 4.3.1). The origins of the block-build strategy for the
Type 45 destroyer programme can be traced back tothe integration of the last two shipyards on theupper Clyde – Govan and Scotstoun – into a singleoperational unit, BAE Systems Marine, on 4 May2000.2 This enterprise also included the BAE-ownedshipyard at Barrow in Cumbria. From the outset, akey priority for this combined entity was to bringtogether the operations of the two Clyde yards –with their different facilities, expertise and opera-tional cultures – to form an integrated operationthat best utilised their respective complimentarycapabilities and yard capacities. Together withBarrow, they accounted for approximately eighty percent of the UK’s warship design, build and integra-
WORLD NAVAL REVIEW178
A Blockunits 1-6517 tonnesGovan B Block
units 7-13571 tonnesGovan C Block
units 14-19494 tonnesGovan
D Blockunits 20, 22,24, 26309 tonnesGovan
E Blockunits 21,23,25, 27, 28,29, 30401 tonnesPortsmouth
F Blockunits 31-33122 tonnesPortsmouth
G Blocksuperstructureunits 34-4094 tonnesPortsmouth
TYPE 45 BlocksBreakdown of blocks showing units per block, block tonnage and build location
Figure 4.3.1 Type 45 BlocksBreakdown of blocks showing units per block, block tonnage and build location. Note that, for Daring, some Govan fabrications and sub-assemblies were integrated into blocks andmega-blocks at Scotstoun. Tonnages refer to steelwork only and not the all-up weight of blocks as fitted-out.
(Drawing by Ian Johnston)
tion skills base. The balance at that time was madeup by Swan Hunter on Tyneside and VosperThornycroft (VT) at Southampton.BAE Systems Marine was placed in the vanguard
of the Type 45 build programme with the award ofa £1.2bn ‘Demonstration for Manufacture’ (DFM)contract for the first batch of three ships to BAESystems’ Type 45 Prime Contract Office inDecember 2000. The initial concept of the buildstrategy envisaged that the first of class, Daring,would be assembled in the covered berth facility atScotstoun. Daring would be the largest vessel everlaunched from the Scotstoun shipyard and thisresulted in a number of key differences in her buildstrategy from subsequent vessels. The critical factorin this was the enclosed covered berths, originallycompleted in 1970 and the largest in the worldwhen opened. The 150m long building was origi-nally designed for the construction of the consider-ably smaller Leander class frigates. Despite inherentadvantages in building under cover due to the elim-
ination of risk from adverse weather conditions, itwould also present certain constraints on the buildof the first Type 45, particularly in terms of head-room, with a clearance of only 22.5m at the berthdoor portal. This prevented the installation of themasts and other superstructure elements, thereforelimiting fitting-out during the pre-launch stage ofconstruction.Despite these constraints, Scotstoun was favoured
on account of the significant experience it had accu-mulated since the establishment of YARD in 1949;a key consideration given that the first of class isgenerally where most of the design and productionproblems are encountered and contained. Thisexpertise included its recent role with respect to thepreceding Type 23 frigates, for which it had acted aslead yard for design and manufacture and had builttwelve out of the sixteen vessels in the class. Thisestablished centre of excellence in complex warshipdesign was capitalised upon with the opening of theType 45 ‘Platform Design Centre’ in the refurbished
Technical Office Block at Scotstoun in May 2001,incorporating engineering staff from both BAESystems and VT. This facilitated the creation of aclose working relationship between the design andmanufacturing teams working on the project, whichwas ultimately intended to ensure that the ship’sdesign was fully optimised for manufacture. At thistime, it was envisaged BAE Systems and VT wouldeach be responsible for the assembly of one follow-on ship in a first batch of three vessels. There wasalso significant interest from the MOD in utilisingthe inherent flexibility afforded by the block-buildmethod to facilitate both a general industry-widecompetitive tendering process for steel unit fabrica-tion and modular sub-assembly work on the Type 45and also between BAE Systems Marine and VT forthe subsequent assembly, fitting-out and commis-sioning work.Type 45 was not the first class of UK surface
combatant to utilise the block-build method, withmany of the latter Yarrow-built Type 23s adopting a
FROM DARING TO DUNCAN 179
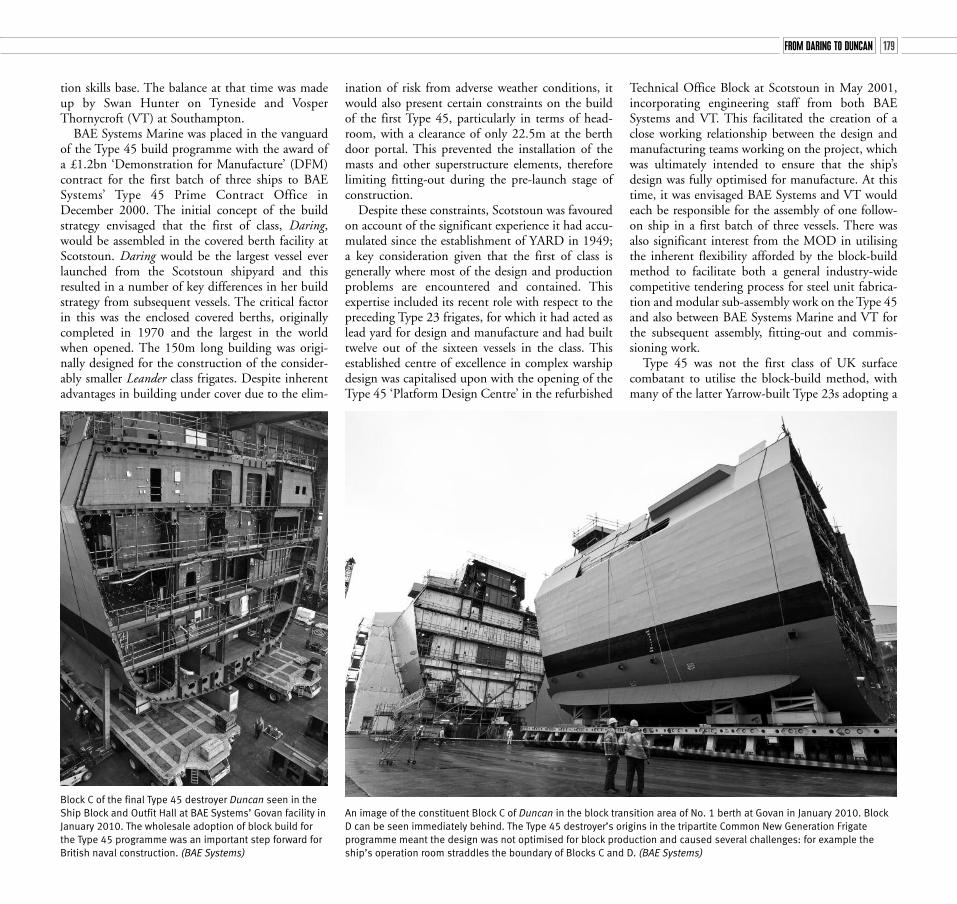
Block C of the final Type 45 destroyer Duncan seen in theShip Block and Outfit Hall at BAE Systems’ Govan facility inJanuary 2010. The wholesale adoption of block build forthe Type 45 programme was an important step forward forBritish naval construction. (BAE Systems)
An image of the constituent Block C of Duncan in the block transition area of No. 1 berth at Govan in January 2010. BlockD can be seen immediately behind. The Type 45 destroyer’s origins in the tripartite Common New Generation Frigateprogramme meant the design was not optimised for block production and caused several challenges: for example theship’s operation room straddles the boundary of Blocks C and D. (BAE Systems)

nascent form of this approach, particularly after thecompletion of a 8,400m2, three-bay Module Hallfacility, immediately to the north of the coveredberths, in 1987 (see Figure 4.3.2). However, this wasnot as integral to the design of the Type 23s as itwould become on Type 45. For this new class ofdestroyer, a particular driver of the block-buildphilosophy was the MOD’s commitment to ageographically-dispersed block-build strategy,requiring the transportation of blocks by bargearound the west and south coasts of Britain to thedesignated assembly yard. This required theconstruction of a 1,350-ton, 90m long barge,Woolston, at VT’s new £50 (c. US$75m) millionshipbuilding hall at Portsmouth Naval Base. Oncompletion in May 2004, it was the first vessel to bebuilt in Portsmouth for thirty-seven years, beingused to test the operational capability of the new‘ship factory’ facility, prior to the commencement ofwork on the Type 45 programme proper.
DEVELOPING BUILD PROPOSALSThe cost-effectiveness of such a risk-sharing partner-ship approach to the block-build of the Type 45 classhad initially been the subject of dispute between VTand BAE Systems Marine. This had culminated inthe latter submitting an unsolicited proposal tobuild the entire projected class of twelve vessels itselfduring December 2000, based on the arguablegreater cost-effectiveness of such an approach.3Eventually a compromise build strategy solution
was agreed in July 2001. The number of vesselsinitially contracted for was extended from three tosix; with four sites intended to participate in thebuild programme, Barrow, Portsmouth andGlasgow; the latter comprising the Scotstoun andGovan shipyards. Blocks A to F (see Figure 4.3.1)were to be distributed as follows:
A and D – Glasgow.B and C – Barrow.E and F – Portsmouth (where main mast and othersuperstructure units would also be built).
It was intended that the first of class, Daring, wouldcontinue to be assembled and fitted-out atScotstoun under this arrangement, while theremaining five contracted ships would be assembled,fitted-out and commissioned at BAE Systems’largest single shipyard site, Barrow-in-Furness. VTat Portsmouth would no longer function as an
WORLD NAVAL REVIEW180
10. Sheet metal shop, Joiner’s shop, test and commissioning11. Deep water berth12. Machine shop and facilities office13. Pipe shop14. Training centre, maintenance & paint shops. Non-destructive test centre15. Main office block
1
2 3 65
4 7
8 22
12
13
16
1719
2118
1121
14
10
9
1. No. 3 Dock2. Workshop and store3. No. 1 Dock (covered)4. MOD Store5. Offices and stores6. No. 2 Dock (with sonar pits)7. Goods inwards store8. Office9. Navy building
15
16. Preparation shop, stockyard, central office complex (above)17. 40-tonne fabrication shop18. ITAR store19. Platform Design Centre20. Covered berths and paint shop21. Module hall22. Cable store
Scotstoun
1. Supplier store2. Wet basin office3. Facilities workshop4. Training school, paint shop, store, canteen5. Steel outfit shop and Module Hall6. Goods inwards store7. Sawmill and pipe store8. SBOH Ship Block and Outfit Hall
1
2
3
7
8
15
17
18
14
13
12
10 21
9
11
9. SBOH offices10. Wet basin11. Ro-ro quay12. Berth transition area13. No. 1 Berth14. Berth offices and Amenity block15. Steel plate and section stockyard16. Steel preparation shop and panel line
17. Preparation and fabrication office18. Unit fabrication shop19. Unit sub-assembly bay20. Rubb cells21. 80-ton travelling berth crane (5)22. Section stockyard
Govan
PortsmouthPart plan of HM Naval Base Portsmouth showing shipbuilding facilities
50 100 200m 0
R i v e r C l y d e
R i v e r C l y d e
Shipyards involved in the Type 45 Programme
1. Main office (Old iron foundry)2. Fabrication hall3. Paint shop4. Joiner shop5. Engineering services6. Pipe shop7. Electrical workshop8. Design centre9. No. 14 Dock
10. Steelwork Production Hall11. Offices (Dauntless Building)12. Unit Fabrication Hall13. Ship Block Assembly Hall14. Main store15. No. 12 Dock16. Barge ‘Woolston’ with Blocks E & F
5
12 13
10
17 3 7
6
14
2022
1916
654
19
2022
9
15
11
7
8
2 4
No. 3 BasinSouth Wall16
Figure 4.3.2 Shipyards involved in the Type 45 Programme
(Drawings byIan Johnston)

assembly and integration yard for any ships in theclass but would, instead, be subcontracted to supplytwo pre-outfitted hull blocks and other modularsuperstructure elements for each ship, in particularthe distinctive forward mast, which carries theSampson multifunction radar. VT’s overall contri-bution to the build of the Type 45 class wouldamount to approximately fifteen per cent of eachship. The DFM contract was revised to reflect thisnew arrangement in February 2002.The planned switch to Barrow for assembly in the
Devonshire Dock Hall (DDH) of the remainder ofthe class was largely determined by the greater flexi-bility afforded by the 25,000m2 DDH facility andassociated cost savings, where the overheads werecorrespondingly lower. However, by the end of2002, as the Type 45 design process was approachingcompletion, it was apparent that this strategy wouldnot work in terms of risk. This was principallybecause design and project management problems ofthe Astute class nuclear submarines at Barrow hadbecome acute; resulting in serious cost overruns andprogramme delays of three years.4 This prompted adecision to remove Barrow from the compromiseType 45 build strategy in favour of the Clyde. Thiswas almost immediately followed up by the split ofBAE Systems Marine into separate Naval Ships andSubmarines business units; the latter based atBarrow and the former on the Clyde. This approachwas intended to allow the Barrow shipyard toconcentrate exclusively on recovering the issuesconcerned with Astute and the completion of thetwo Albion class LPDs, leaving all Type 45 ship-building operations focused on the two BAESystems Clyde yards and VT at Portsmouth.
FINAL BUILD STRATEGYThis final revision of the Type 45 build strategy wasannounced by BAE Systems on 21 January 2003, amere two months prior to cutting the first steel plateon 28 March at Govan for the pilot unit of Yard No.1060, comprising the forward machinery room(FMR) of Daring. This unit was used to test the newmanufacturing methods devised for Type 45. Inorder to achieve the high level of design definitionrequired by the Type 45 programme, CADDS5computer aided design software was used to developa highly mature 3D model of the internal arrange-ments of the ship. The intention behind this processwas to achieve a target of 100 per cent completion of‘hotwork’ (structural welds and penetrations) at the
FROM DARING TO DUNCAN 181
An aerial view of Daring being fitted-out in Scotstoun’s No. 2 Dock in the summer of 2006. Scotstoun’s extensive expertisein surface warship design and manufacture meant that it was always earmarked for construction and delivery of the firstType 45 destroyer, although subsequent changes in build strategy driven by problems with Astute class submarineconstruction at Barrow also meant it was involved in fitting-out all class members. (BAE Systems)
unit fabrication stage of build, with a target of eightyper cent of fitting-out work to be achieved on eachblock before it was moved to the berth for assembly.This was a stark contrast with an average of thirty-five per cent on the previous Yarrow-built Type 23s.The model was also used to optimise the buildsequence in conjunction with the specialised shipproduction planning software, MLCC (Marine LifeCycle Catalogue) in order to mitigate the risk ofrework. This was particularly important given thatsome ninety-seven per cent of the approximately425,000 component parts on the engineering bill ofmaterials (EBOM) for each ship were new to theRoyal Navy, with around seventy per cent of thevalue of the ship derived from the supply chain.Full-scale Main Build operations on Type 45 beganon 11 August 2003 and ramped up throughSeptember of that year.
GOVAN SHIPYARDBy far the greatest amount of steelwork for the entireprogramme was completed at the Govan yard,which has the most extensive steel preparation andfabrication facilities of any shipyard in the UK. TheGovan yard, with a long and eminent history incommercial and naval shipbuilding, had been exten-sively modernised in the 1990s during its ownershipby the Norwegian Kværner Group (1988 to 1999),who used the yard primarily for the construction ofcommercial LPG carriers. Where previously prefab-ricated units weighing up to 120 tons were trans-ported from the unit fabrication shop by transporterdirectly to the berth, the Norwegians introduced theblock-build concept to Govan. This was centred ona new 10,000m2, three-bay Tank Assembly Shop(TAS) where a liquid gas tank or complete hull ringsegment could be built up in each bay from unitsdelivered from the fabrication shop by Self-PropelledModular Transporters (SPMTs), which each have amaximum capacity of 400 tons. By this method,blocks of up to 1,600 tons could be assembled andthen transported to the berth. The TAS was subse-quently re-named the Ship Block & Outfit Hall(SBOH) by BAE Systems to reflect its new role inthe block-build of the Type 45 programme.
WORLD NAVAL REVIEW182
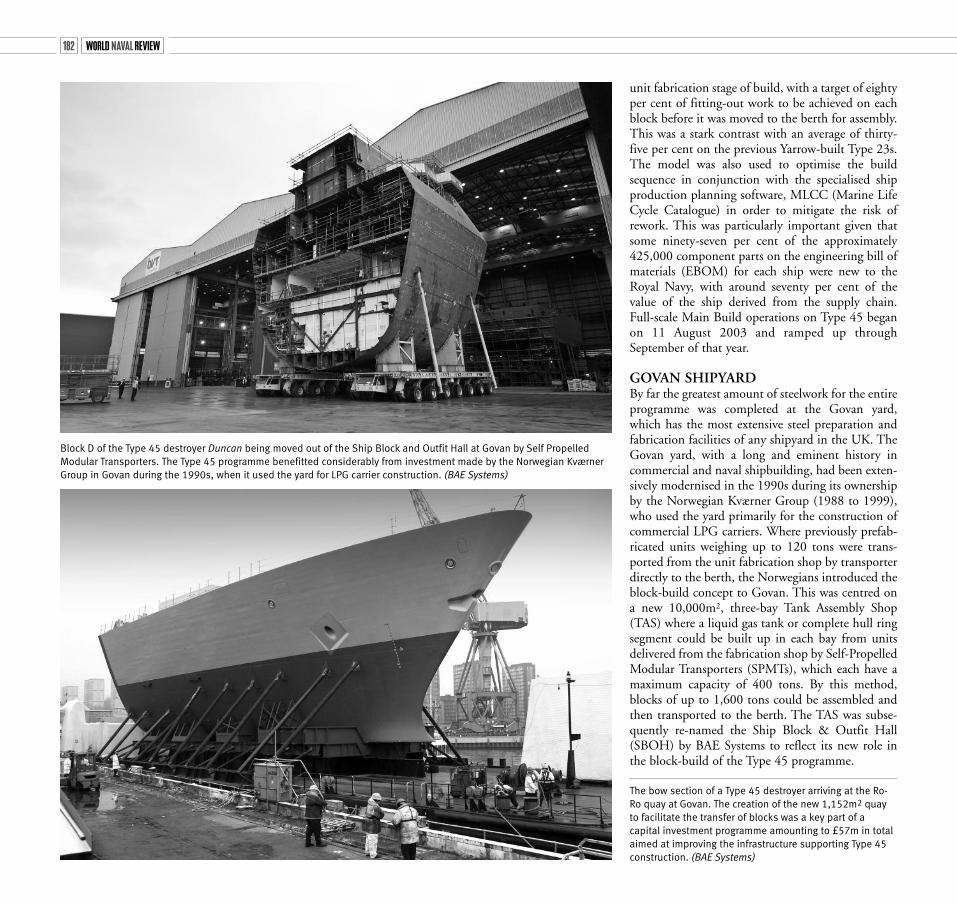
Block D of the Type 45 destroyer Duncan being moved out of the Ship Block and Outfit Hall at Govan by Self PropelledModular Transporters. The Type 45 programme benefitted considerably from investment made by the Norwegian KværnerGroup in Govan during the 1990s, when it used the yard for LPG carrier construction. (BAE Systems)
The bow section of a Type 45 destroyer arriving at the Ro-Ro quay at Govan. The creation of the new 1,152m2 quayto facilitate the transfer of blocks was a key part of acapital investment programme amounting to £57m in totalaimed at improving the infrastructure supporting Type 45construction. (BAE Systems)
CAPITAL INVESTMENTThe new six ship contract and projected decade-long build programme for Type 45 was an unprece-dented order for an industry that had become noto-rious for unstable ‘feast and famine’ cycles indemand. It afforded sufficient confidence for BAESystems to embark upon an extensive programmeof capital investment at its Govan and Scotstounshipyards. This investment strategy reflectedGovan’s strength in steelwork; with the shipyardbeing formally designated as the company’s‘Steelwork Centre of Excellence’. Similarly,Scotstoun’s long-established expertise in the fitting-out, testing and commissioning of complex systemsfor Royal Navy warships – that account for overseventy per cent of the finished value of the ship –
saw it designated as the ‘Design Engineering,Fitting-out and Manufacturing Centre ofExcellence’. The total capital invested in renewingthe physical infrastructure of the shipyards over thecourse of the Type 45 programme totalled some£57m (c. US$85m).
At Scotstoun (see Figure 4.3.2), initial invest-ments were made to improve access to the ModuleHall and to create an adjacent Ro-Ro quay to enablethe block-build of the first of class. Further invest-ments were made in reconfiguring and re-tooling theon-site manufacturing areas that supplied the shipsthroughout their build lifecycle; the Pipe Shop,Machine Shop, Sheet Metal Shop and Joiner Shop.The identification of Scotstoun as the hub for post-launch fitting-out was in part due to its extensive
complex of three graving docks to the west of thesite. Although the covered No. 1 Dry Dock wasprecluded from involvement in the Type 45programme due to its restricted headroom of 25m,Nos. 2 and 3 Dry Docks underwent a comprehen-sive reconditioning of the dock gates and docksideservices to support the fitting-out, testing, systemintegration and compartment completion processfor all six ships in the class. Key improvements atGovan (see Figure 4.3.2) included a 12m extensionto the north of the SBOH facility to accommodatelarger blocks for the Type 45 programme, thecreation of a 1,152m2 Ro-Ro quay to permit thetransfer of blocks, and the installation of a dock gateon No. 1 berth. The last step eliminated tidal restric-tions on working at the stern of ships on the berth,
FROM DARING TO DUNCAN 183
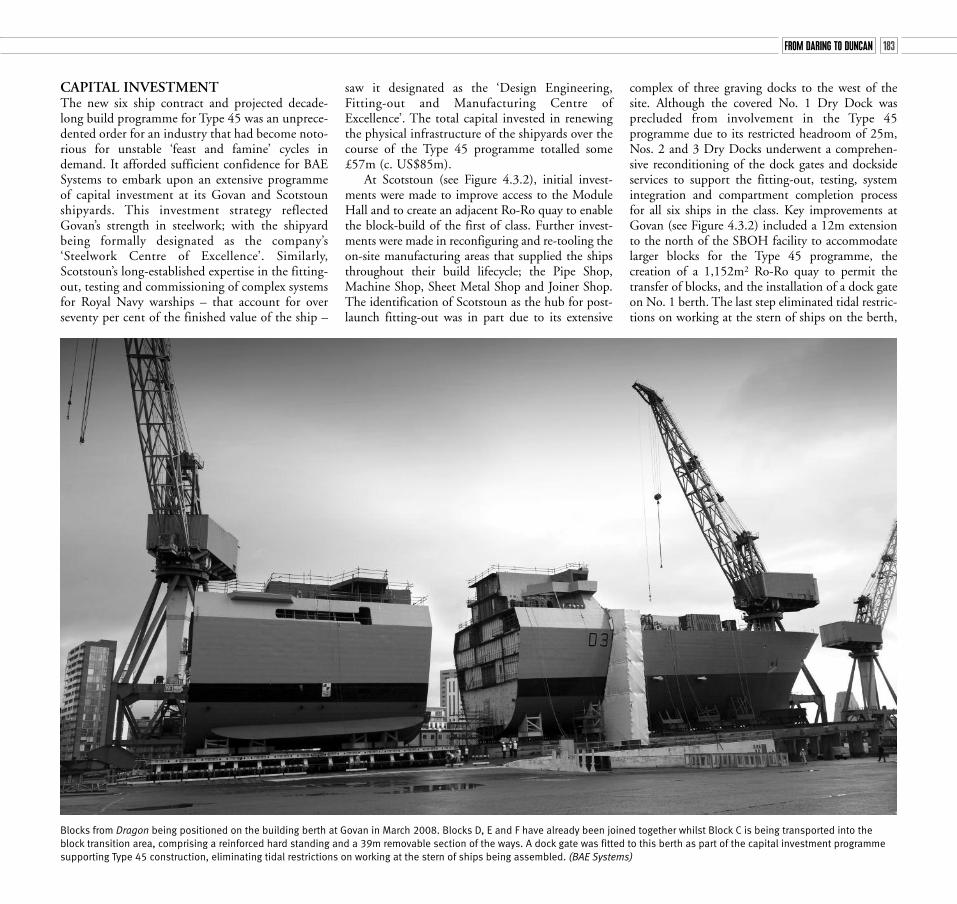
Blocks from Dragon being positioned on the building berth at Govan in March 2008. Blocks D, E and F have already been joined together whilst Block C is being transported into theblock transition area, comprising a reinforced hard standing and a 39m removable section of the ways. A dock gate was fitted to this berth as part of the capital investment programmesupporting Type 45 construction, eliminating tidal restrictions on working at the stern of ships being assembled. (BAE Systems)
particularly during the critical operation of boringthe A-brackets and installing the drive shafts andbearings. Other work at Govan involved a signifi-cant refurbishment of the steel preparation andfabrication shops; including the procurement of newplasma plate burning machines, a robotic bar cutter,
plate seam welding equipment and a new integratedpanel production line.
BLOCK-BUILD AT SCOTSTOUNThe first blocks to be assembled and fitted-out forDaring were A and D. These were fabricated and
fitted-out in Govan, before being barged 3kmdownriver to the covered berth at Scotstoun. Thefirst 700-ton stern Block A was positioned on No. 6berth at Scotstoun in December 2004. Block Darrived from Govan as a ‘half-block’ comprising justthe hull units and was positioned in Bay 2 of theModule Hall in order to have additional superstruc-ture units – also supplied from Govan’s unit fabrica-tion shop – lifted into place and integrated.A notable feature in the build strategy for Daring
was the construction of the ‘mega-block’ B/C,weighing over 2,500 tons. This block was built-up inBay 3 of the Module Hall from a series of Govansupplied steel units in an ‘open canoe’ manner, inorder to incorporate major ‘lock-out items’ whichprimarily comprised both the forward and aftWärtsilä 12V200 diesel generators, the Rolls-RoyceWR-21 gas turbines and the 20MW Converteampropulsion motors associated with the Type 45’sinnovative Integrated Electric Propulsion system.5This system – the first of its kind to be fitted to awarship – drives the ship’s twin shafts as well assupplying power to on-board services. Thecombined B/C ‘mega-block’ was transported theshort journey from Bay 3 of the Module Hall to linkup with Block A on the berth during March 2005.The VT element of the build, Block E/F,
comprised of the bow section forward of the bridgescreen, which incorporated an enclosed forecastle,space for the Sylver A50 vertical launch system (VLS)and 4.5in (114mm) Mk 8 Mod 1 main gun housing.The E/F bow block was also designed with redun-dant space to accommodate an additional, multi-roleVLS silo or a larger-calibre (155mm) main gun. Thiscombined block left VT’s Portsmouth facility on-board the Woolston barge in June 2005. On arrival at Scotstoun the block was offloaded
via the new Ro-Ro quay facility and transported viaa specially constructed door to the Module Hall. Itwas temporarily positioned on the footprint previ-ously occupied by Block B/C at the top of Bay 3,which allowed sufficient space for the Govan-builtBlock D to be manoeuvred from the adjacent Bay 2and onto the berth. This bow Block E/F was linkedup with the rest of the ship on the berth by the endof June 2005, enabling the process of aligning,welding and integrating the four discrete blocksections to form the complete hull. The process ofwelding the blocks together was completed inNovember of 2005 with the welding of the buttweld of Block D to Block E/F.
WORLD NAVAL REVIEW184
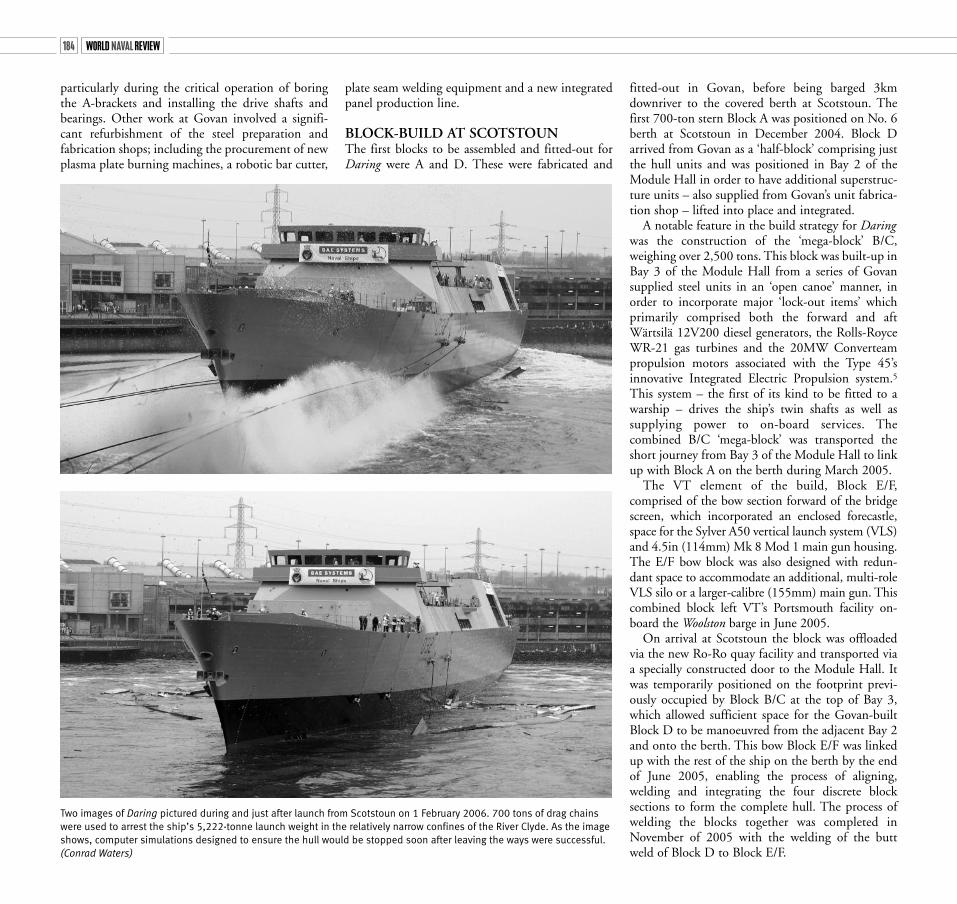
Two images of Daring pictured during and just after launch from Scotstoun on 1 February 2006. 700 tons of drag chainswere used to arrest the ship’s 5,222-tonne launch weight in the relatively narrow confines of the River Clyde. As the imageshows, computer simulations designed to ensure the hull would be stopped soon after leaving the ways were successful.(Conrad Waters)
By the end of 2005 some sixty-three per cent ofpipework and over twenty-five per cent of cablereeves had been installed; both milestones wereachieved by utilising the large technical galleries situ-ated along the flanks of the hull. The weight of theship at launch was 5,222 tonnes, almost at themaximum loading of the covered berth, the concretefoundations of which could handle a weight of up to5,306 tonnes, including the launch shoring, waysand poppet supports.The Clyde is a relatively narrow river and
launching incidents, particularly collisions on theopposite bank, are not an unknown occurrence.Despite tens of thousands of dynamic launches onthe river, they are regarded as the single greatestoperational risk undertaken during the build processas the hull is essentially not under control once thelaunching triggers are released. At the same time anunusual load is experienced by the structure of theship as its weight is transferred from the groundways to the buoyancy of the water. To mitigate anypossibility of collisions with the larger Type 45 hull,computer simulation was undertaken to ensure thatthe hull would be stopped soon after leaving theways. The method used to arrest hulls is by attachingdrag chains to either side of the hull. Calculationdetermined that 700 tons of drag chains would berequired for Daring, where a mere 300 tons hadbeen sufficient for the Type 23 frigate St. Albans,launched from the adjacent berth some six yearsearlier. At Govan, with a much longer launchingrun, 320 tons of drag chains were sufficient to arrestsubsequent Type 45s.
BLOCK-BUILD AT GOVANWith the last of the two ‘Bay’ class Landing ShipDock (Auxiliary) vessels for the Royal Fleet Auxiliary,Mounts Bay and Cardigan Bay, having been launchedin April 2005, the 216m long No.1 berth at Govanwas released for use by the second of class, Dauntless,and all subsequent vessels. Although the first steel forDauntless was cut in August 2004, the high level ofblock fitting-out being undertaken in the largeSBOH facility meant that the first block was notskidded into position on the berth until March 2006.The build sequence at Govan involved units,
delivered to the SBOH from the fabrication shop,being lifted from the transporters by two 80-tonoverhead travelling cranes and positioned in place toform a block. During this process ‘lock-out items’including gas turbines, diesel generators and HV
FROM DARING TO DUNCAN 185
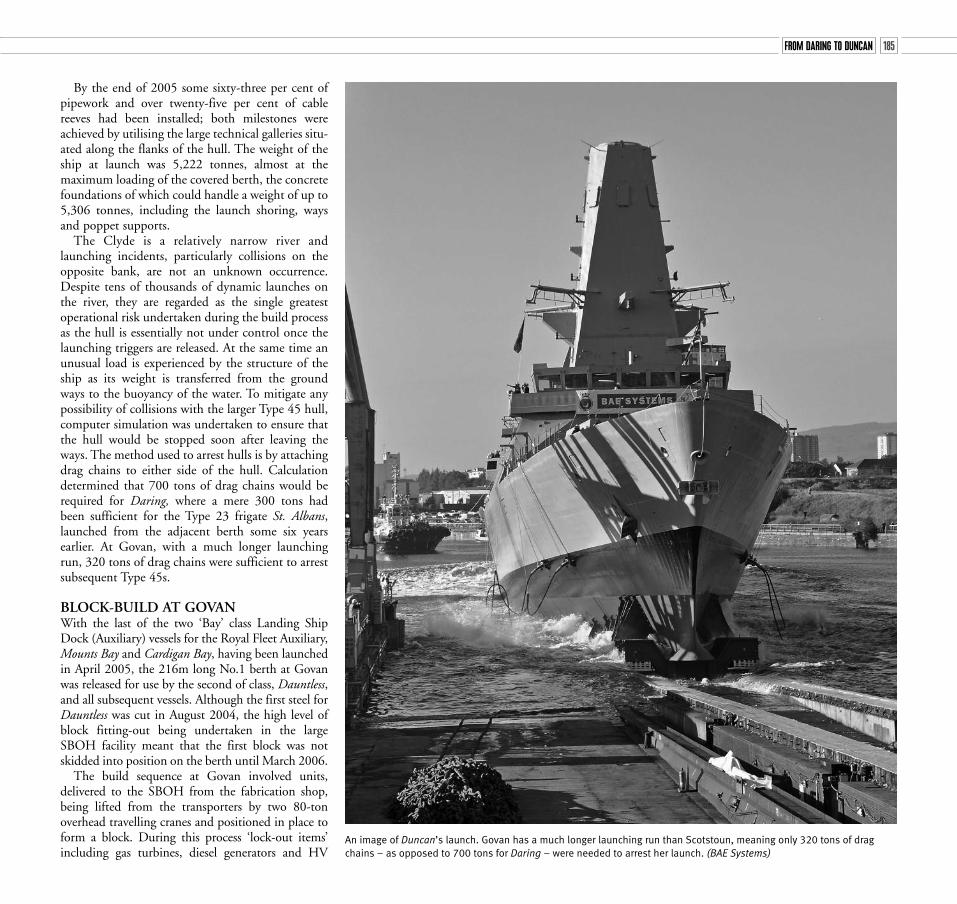
An image of Duncan’s launch. Govan has a much longer launching run than Scotstoun, meaning only 320 tons of dragchains – as opposed to 700 tons for Daring – were needed to arrest her launch. (BAE Systems)

switchboards were installed. At any one time, twobays in the SBOH were utilised for block-build, withthe third bay used for preparing the units andsupporting blocks in the adjacent bays. The locationand position of each block was determined by theplanned sequence of block movement onto the berth.Structurally complete and highly fitted-out blocks ofup to 1,600 tons in weight were then transporteddirectly from the SBOH to the fixed concrete No. 1berth using SPMTs and then hydraulically skiddedinto position via a block transition area, comprising areinforced hard-standing and a 39m removablesection of the concrete ways. The only divergencefrom this was for Blocks E/F, which were delivered tothe Ro-Ro transfer quay at Govan from Portsmouthby the Woolston barge, manoeuvred to the transitionarea and skidded up the fixed ways into position (seeFigure 4.3.3). The shell plate seams at the respectiveblock butts were faired and welded together using theautomated KAT carriage and track method to formthe complete hull, with deck seams joined using acombination of metal inert gas (MIG) andsubmerged-arc welding. Once the hull structure wascomplete, the superstructure elements were thenlifted into position using the four 80-ton luffingcranes servicing No. 1 berth, while the twin propellerdrive shafts were installed and aligned using chainblocks attached to the shell plate. The structurallycomplete ship was then dynamically launched. Although Dauntless was, in many respects, a new
first of class due to the different build methodemployed, lessons learned resulted in Dauntlessrapidly improving the maturity of the build process,expending only sixty-five per cent of the man-hoursrequired to build the first of class.
FITTING-OUT AT SCOTSTOUNAt Scotstoun, the post-launch fitting-out, testingand commissioning process was largely common toboth the Scotstoun-built first of class and the subse-
WORLD NAVAL REVIEW186
Duncan: movement of blocks and unit composition
11 12 13
09 1007 08
0301
06
04 0502
33
252321 27
29 30
28 31
32
181614
19
1715
No. 1 berth
Transition area
Block A
Block B
Blocks E and F
26
242220
Block D
Block C
Transition area closed. D, E and F skidded down
40
393836
373435 Block G units fitted
Fitting-out completed at Scotstoun
Stage 1
Stage 2
Stage 3
Stage 4
Stage 5
Stage 6: Shaft brackets bored out and shafts fitted
Stage 7
(Sonar dome supplied by Tod Defence)
There was variation in block assembly across the classdepending upon block availability. With Duncan, conjoinedBlocks E and F from Portsmouth were brought to thetransition area, jacked-up and moved to the head of theberth. Block D was similarly lifted and joined to E and F.Block A and later Blocks B and C were moved through thetransition area to the bottom of the berth and thetransition area closed. D, E and F Blocks were thenskidded and joined to the other blocks. Block G units werefitted and the ship brought to the launching stage.(Drawings by Ian Johnston)
Figure 4.3.3 Duncan: movement of blocks and unit composition

quent vessels launched from Govan. The only majordifference was in the case of Daring, where theconstraints of the Scotstoun covered berth requiredher Block G superstructure units to be fitted in drydock. This was followed by installation of equip-ment supporting the combat and navigationalsystems, notably the Sampson multifunction radar,the S1850M long range radar, the Sylver A50vertical launch system and the 4.5in main gun. The185m long Dry Dock No. 2 at Scotstoun is fittedwith two recessed pits at either end of the dock floorto enable fitting the sonar dome and propellerblades. Prior to fitting the fixed-pitch bladeshowever, the propeller hub was first fitted withdummy ‘paddles’ and the ship manoeuvred into the
FROM DARING TO DUNCAN 187
Two images of the final Type 45 destroyer, Duncan, in theprocess of fitting out at Scotstoun, where key items ofcombat equipment such as the Sampson radar and Mk 8Mod 1 4.5in gun were installed. (BAE Systems)
A detailed view of the propeller blades being attached to aType 45 destroyer. The process took place in the 185mlong Dry Dock No. 2 at Scotstoun, which is fitted withrecessed pits to aid the process. (BAE Systems)

WORLD NAVAL REVIEW188
Dauntless pictured during full power trials inScotstoun’s No. 3 Dry Dock in 2008. Fitting theship with dummy ‘paddles’ instead of propellerblades allowed a large proportion of themachinery trials to be carried out within theconfines of the shipyard. (BAE Systems)

207m long No. 3 Dry Dock to undertake dynamicbasin trials in the flooded dock. The basin trials were an innovation on Type 45,
particularly as they allowed a large proportion of themachinery trials – including full-power running ofthe gas turbines, diesel generators and propulsionmotors – to be carried out in conjunction with thesubcontractor within the confines of the shipyard,rather than at sea. This realised considerable savings,in terms of both time and expenditure, on contractorsea trials (CST). After the basin trials werecompleted, the ship was transferred back to DryDock No. 2 where the propeller blades were fitted,Intersleek anti-fouling paint applied, and the shipreadied for its first stage CST, with the primary focuson undertaking completion, joint inspection andacceptance of the ship’s 800 compartments andnumerous systems by the customer during both thedocking periods and at sea. Due to maturity andchange issues, Daring undertook three CST periodsof approximately four weeks. This was subsequentlystabilised to two CST periods of the same length; thefirst focused on a shakedown of the ship’s machineryand ‘hotel’ functions, along with testing of the ship’sguns. The second CST period was heavily orientatedtowards testing the ship’s combat systems. After afurther period alongside at Scotstoun’s Deep WaterBerth, to complete the acceptance process, a deliveryvoyage to Portsmouth Naval Base was undertaken;averaging four days for each ship. At that point theship was accepted off contract by the Royal Navyand the build programme formally concluded.Throughout the Type 45 build programme, best
practice continued to be effectively transferred acrosseach ship in such profusion that the final ship in theclass, Duncan, achieved a state of sixty per centcompletion prior to her launch on 11 October 2010,with total man-hours expended at final acceptanceoff contract by the Royal Navy in March 2013, amere sixty per cent of that used to achieve the samemilestone on Daring in December 2008 (see Figure4.3.4).6
CONCLUSIONThe Type 45 programme, involving the design andconstruction of what is claimed to be the world’smost advanced class of air defence destroyers, hasbeen a highly successful achievement for the Britishshipbuilding industry. The complexity of its design,coupled with the block-build strategy, encouragedsignificant collaboration and innovation between the
FROM DARING TO DUNCAN 189
Type 45 Man HoursExpressed annually over the Class by year and by individual ship
Daring 3,866,929Dauntless2,552,103
2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
81,739 652,110 1,442,883 2,255,027 2,981,028 2,875,505 2,549,328 1,725,312 1,037,949 571,22250,123
1m
2m
3m
0
Hours
Year
Diamond 2,505,401Dragon 2,349,056
Defender2,353,652Duncan 2,365,330
2004 2005 2006 2007 2008 2009 2010 20112003 2012 2013
yp
DARING
DAUNTLESS
DIAMOND
DRAGON
DEFENDER
DUNCAN
23
21.5
22
21
20.75
20
Figure 4.3.4 Type 45 Man HoursExpressed annually over the class by year and by individual ship
Figure 4.3.5 Type 45 Construction Timeline
Figure 4.3.6 Type 45 Construction Times
(All drawings by Ian Johnston)

shipyards involved, as well as their extensive supplychains. In 2005 this principle was extrapolated intothe formation of a full alliance structure for the buildof the Queen Elizabeth class aircraft carriers, thelargest naval vessels ever built in Britain.Subsequently, in July 2008, this unprecedentedapproach to shipbuilding in the UK culminated inthe full operational merger of VT’s Portsmouth ship-building and support operations with BAE Systems’Glasgow-based Surface Fleet Solutions to form a jointventure, BVT Surface Fleet Ltd, at the behest of theMOD. All parties signed a Terms of BusinessAgreement guaranteeing a stable demand for complexwarship procurement in UK over the followingfifteen years. Further consolidation occurred with VTexiting the joint venture in October 2009, leavingBAE Systems Surface Ships Ltd. as the sole complexnaval surface shipbuilding firm in the UK. This industrial strategy – effectively to maintain
WORLD NAVAL REVIEW190
Above: Dauntless pictured in the course of contractor seatrials during 2009. All ships except Daring (which hadthree trials periods) underwent two periods of contractorsea trials of c. four weeks each; the former being focusedon the machinery and ‘hotel’ functions and the latter ontesting the ship’s combat systems. (BAE Systems)
The final Type 45 destroyer Duncan pictured sailing down the Clyde to start her first sea trials on 31 August 2012. Shedeparted Scotstoun for the final time on 19 March 2013 prior to delivery to the Royal Navy. (Crown Copyright 2012)

the ‘sovereign capability’ to design, build andsupport complex warships in the UK – has builtupon the preceding decade of stability in theindustry engendered by the Type 45 programme. Atthe height of the programme in 2008/09, the Type45s contributed some £231m (c. US$345m) ofdirect Gross Value Added (GVA) to the UKeconomy, with an additional £366m (c. US$550m)created as an indirect multiplier, via the effects ofwage and supplier payments. It has encouragedinvestment not only in the shipyards, but in theshipbuilders too. Approximately 6,700 direct and8,200 indirect jobs have been sustained by the Type45 programme; including over 600 apprentices andgraduates employed in the shipyards during thebuild of the six vessels.When Duncan departed the Scotstoun shipyard
on 19 March 2013, it marked the first occasion thata full ship had not been in some form of build at thisfamous shipyard since the 1920s. Despite that, theon-going build of the two Queen Elizabeth classaircraft carriers, and design work on the Type 26Global Combat Ship underpinned by the strategicfifteen-year agreement with the MOD, gives reasonto be optimistic about British shipbuilding in theway that Alfred Fernandez Yarrow was in 1906,when he first acquired his Scotstoun shipyard tobuild destroyers for the Royal Navy.
FROM DARING TO DUNCAN 191
Notes1. Greater detail on the origins of the Type 45 programmecan be found in the editor’s ‘HMS Daring: The Royal Navy’sType 45 Air-Defence Destroyer’, Seaforth World Naval Review2010 (Barnsley: Seaforth Publishing, 2009), pp.132–49.
2. BAE Systems’ shipyard at Govan was better known forthe greater part of its life as the Fairfield Shipbuilding &Engineering Co Ltd., one of the classic names in Britishheavy industry. The Govan yard was the first large privateintegrated shipyard in the United Kingdom, laid out bymarine engineer John Elder in 1864. It became a worldleader as the Fairfield yard, building record breaking NorthAtlantic liners in the 1890s. In common with most Britishshipyards, Fairfield built ships of all types including thecapital ships Indomitable, New Zealand, Valiant, Renown,Howe and Implacable. From the 1960s onwards lack ofcompetitiveness forced many British yards out of businessand the Govan yard is now one of only a handful ofshipyards in the UK and the last of the big yards buildingsurface ships to have worked continuously since inception.
3. The original MOD planning assumption was for a class ofup to twelve Type 45 vessels but the 2003 Defence WhitePaper subsequently revised this to a class of eight ships,of which six had been contracted. The announcement thatan option for the seventh and eighth vessels was not goingto be taken up was eventually made in June 2008.
4. The issues that emerged with the Astute build
programme are covered in depth in Richard Beedall’s‘Astute Class Submarines: A Quantum Leap in Capabilityfor the Silent Service’, Seaforth World Naval Review 2011(Barnsley: Seaforth Publishing, 2010), pp.84–101.
5. ‘Open canoe’ refers to the deck-head of a compartmentnot being fitted in order to facilitate the installation of largeitems of equipment. ‘Lock out’ generally refers to a largeitem of equipment (such as a gas turbine) that – due tophysical constraints – requires installation at an earlystage of build via ‘open canoe’ access and is thentemporarily sealed off as the rest of the build progresses.
6. Figures 4.3.5 and 4.3.6 provide additional informationon the construction times for each member of the Type 45class.
7. The authors would like to thank BAE Systems Maritime –Naval Ships for their cooperation in writing this article and,in particular, the following individuals:
Jennifer Osbaldestin, Type 45 Programme Director.Derek McCaffrey, Type 45 Project Manager. Simon Murphy, Type 45 Project Controls Manager.David Connelly, Type 45 Ship Manager.Tony Hepburn, Type 45 Ship Manager.William Smithyman, Production Planning Manager. Gordon McLeod, Lead Production Planner.Bill Cullen, Senior Photographer.
Table 4.3.1: BAE SYSTEMS SURFACE SHIPBUILDING: NOMENCLATURE AND TIMELINE1985: Yarrow Shipbuilders Ltd at Scotstoun acquired by GEC. Name retained.
1995: Vickers Shipbuilding & Engineering Ltd at Barrow bought by GEC. Name retained.
1996: GEC Marine Group formed including VSEL (Vickers Shipbuilding & Engineering Ltd) and YSL (Yarrow Shipbuilders Ltd).
1998 – September: GEC Marconi renamed Marconi Electronic Systems Ltd. GEC Marine becomes Marconi Naval Systems.
1998 – November: Yarrow Shipbuilders Ltd renamed Marconi Marine (YSL) Ltd. VSEL renamed Marconi Marine (VSEL) Ltd.
1998 – December: Marconi Naval Systems becomes Marconi Electronic Systems Operating Group.
1999 – April: Kvaerner Group put Kvaerner Govan yard up for sale. Agreement reached on merger of Marconi Electronic Systems Ltd and British Aerospace (BAe).
1999 – July: GEC announces intention to acquire Govan.
1999 – November: Marconi Electronic Systems Ltd and British Aerospace (BAe) merge to form BAE Systems plc.
1999 – December: Govan purchased by Marconi Electronic Systems Ltd and managed from Scotstoun yard which is now part of BAE Systems Marine (YSL) Ltd.
2000: All three shipyards (Barrow, Govan and Scotstoun) merged as BAE Systems Marine Ltd.
2002: BAE Systems Marine Ltd. becomes part of the Sea Systems sector within BAE Systems Programmes.
2003: BAE Systems Marine Ltd split to form BAE Systems Submarines (Barrow) and BAE Systems Naval Ships (Govan and Scotstoun) within BAE Systems Programmes.
Sea Systems disbanded.
2007: Surface Fleet Solutions formed incorporating Naval Ships and subsequently consolidated into BAE Systems Surface Fleet Solutions Ltd.
2008: BVT Surface Fleet Ltd formed as a joint venture with Vosper Thornycroft (BAE Systems 55 per cent, VT 45 per cent).
2009: BVT Surface Fleet Ltd renamed BAE Systems Surface Ships Ltd on outright purchase of business by BAE Systems.
2011: BAE Systems Surface Ships Ltd merged with BAE Systems Submarine Solutions Ltd. to form BAE Systems Maritime.
2012: Surface Ships element of Maritime renamed BAE Systems Maritime – Naval Ships.