Why FMEA? This technical paper will try to answer the question that many project managers and engineers in Railways industry used to ask during a project. Why we need to implement the FMEA analysis? Despite of all effort necessary to carry out the FMEA analysis during the project in different phases, more than a project document delivery, the FMEA is an opportunity to improve the asset during the design phase and avoid many failures caused by error triggered during the design and manufacturing phases. In addition, the FMEA is an important input to other analysis, such as RCM and FRACAS as will be discussed in this paper. Key words: FMEA, FMECA, DFMEA, PFMEA, Risk, V&V Test, Criticality. 1 - The FMEA concepts: The FMEA was originally developed by the U.S. military during the 1940s and supported by military specification beginning in 1949 (MIL-STD-1649, Procedures for Performing a Failure Mode, Effects, and Criticality Analysis (FMECA). By the early 1960s, contractors for the U.S. National Aeronautics and Space Administration (NASA) were using variations of FMECA under a variety of names. In 1966 NASA released its FMECA procedure for use in the Apollo program. Since then, the FMEA (Failure Mode and Effect Analysis) has become a standard part of the design process and by the 1980´s, the aerospace industry has been in continuous use through the present as a means of ensuring that hardware built for space applications had the desired reliability characteristics. Nowadays, the FMEA analysis is applied for different industries such as aerospace, automotive, Oil and Gas, Energy, Electric and Electronic and Railways. The FMEA is a qualitative reliability engineering method for systematically analyzing the possible failure mode of each equipment and component, and identifying the possible failure cause, the failure mode cause frequency, how the failure mode cause can be detected, as well as the resulting consequence of the failure mode effect on quality, safety, health and environment and asset performance. Usually, during the FMEA, is carried out the risk assessment, which is a qualitative analysis of each failure mode considering the likelihood (frequency) of the failure mode and the severity of the failure consequence based on a Risk Matrix, which is defined the categories for occurrences (likelihood or frequency) and severity. The FMEA application aims to avoid failures triggered in different asset phases such as design, manufacturing (and transportation), installation (and commissioning) and operation. However, most of the time, such failures will be detected and occur in the operational phase. The best practice, whenever time and specialist are available, is to carry out a specific FMEA for each asset life cycle phase such as SFMEA (System FMEA), DFMEA (Design FMEA), PFMEA (Process FMEA), FMEA (operational Phase) as shows Figure 1.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Why FMEA?
This technical paper will try to answer the question that many project managers and engineers
in Railways industry used to ask during a project. Why we need to implement the FMEA
analysis?
Despite of all effort necessary to carry out the FMEA analysis during the project in different
phases, more than a project document delivery, the FMEA is an opportunity to improve the
asset during the design phase and avoid many failures caused by error triggered during the
design and manufacturing phases. In addition, the FMEA is an important input to other
analysis, such as RCM and FRACAS as will be discussed in this paper.
Key words: FMEA, FMECA, DFMEA, PFMEA, Risk, V&V Test, Criticality.
1 - The FMEA concepts:
The FMEA was originally developed by the U.S. military during the 1940s and supported by
military specification beginning in 1949 (MIL-STD-1649, Procedures for Performing a
Failure Mode, Effects, and Criticality Analysis (FMECA). By the early 1960s, contractors for
the U.S. National Aeronautics and Space Administration (NASA) were using variations of
FMECA under a variety of names. In 1966 NASA released its FMECA procedure for use in
the Apollo program. Since then, the FMEA (Failure Mode and Effect Analysis) has become a
standard part of the design process and by the 1980´s, the aerospace industry has been in
continuous use through the present as a means of ensuring that hardware built for space
applications had the desired reliability characteristics.
Nowadays, the FMEA analysis is applied for different industries such as aerospace,
automotive, Oil and Gas, Energy, Electric and Electronic and Railways.
The FMEA is a qualitative reliability engineering method for systematically analyzing the
possible failure mode of each equipment and component, and identifying the possible failure
cause, the failure mode cause frequency, how the failure mode cause can be detected, as well
as the resulting consequence of the failure mode effect on quality, safety, health and
environment and asset performance.
Usually, during the FMEA, is carried out the risk assessment, which is a qualitative analysis
of each failure mode considering the likelihood (frequency) of the failure mode and the
severity of the failure consequence based on a Risk Matrix, which is defined the categories
for occurrences (likelihood or frequency) and severity. The FMEA application aims to avoid failures triggered in different asset phases such as
design, manufacturing (and transportation), installation (and commissioning) and operation.
However, most of the time, such failures will be detected and occur in the operational phase.
The best practice, whenever time and specialist are available, is to carry out a specific FMEA
for each asset life cycle phase such as SFMEA (System FMEA), DFMEA (Design FMEA),
PFMEA (Process FMEA), FMEA (operational Phase) as shows Figure 1.
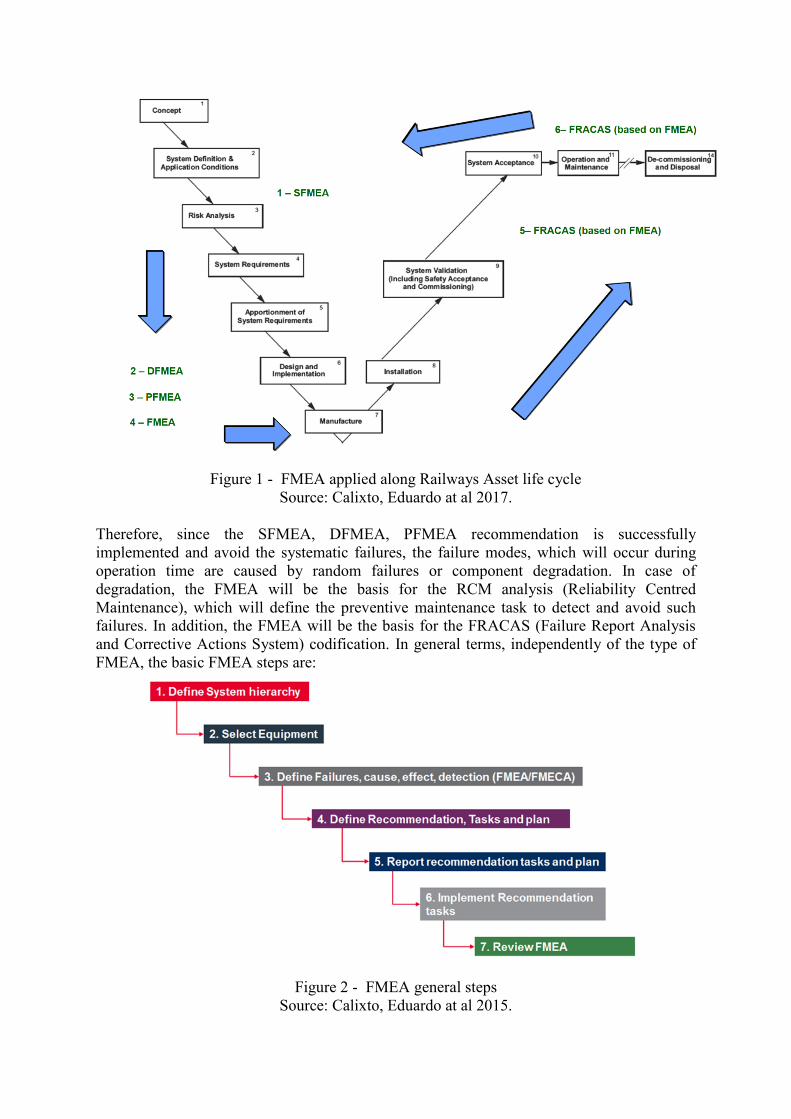
Figure 1 - FMEA applied along Railways Asset life cycle
Source: Calixto, Eduardo at al 2017.
Therefore, since the SFMEA, DFMEA, PFMEA recommendation is successfully
implemented and avoid the systematic failures, the failure modes, which will occur during
operation time are caused by random failures or component degradation. In case of
degradation, the FMEA will be the basis for the RCM analysis (Reliability Centred
Maintenance), which will define the preventive maintenance task to detect and avoid such
failures. In addition, the FMEA will be the basis for the FRACAS (Failure Report Analysis
and Corrective Actions System) codification. In general terms, independently of the type of
FMEA, the basic FMEA steps are:
Figure 2 - FMEA general steps
Source: Calixto, Eduardo at al 2015.

2 - Risk Concept applied to FMEA
After understanding the failure concept, it´s important to understand how to prioritize
preventive actions during design and manufacture phases as well as preventive actions
concerning a group of equipment failures during the operation phase to detect and avoid
cause of equipment failures. Therefore, a criteria is necessary to enable to choose, which
failure mode has the highest priority to be avoided along the railway asset life cycle.
Therefore, an important concept concerning FMEA is the risk. By definition, the risk is the
combination of an event of hazard and its consequence. In order to analyse and evaluate the
risk, the qualitative and quantitative approach can be performed. In fact, when risk is assessed
and evaluated based on qualitative methods like FMEA, such assessment is performed
qualitatively based on specialist opinion regarding a risk matrix. In the risk matrix, the
frequency of occurrence and the severity of consequence criteria are defined. Depends on the
Railway company and asset, there must be different configurations of risk matrix, but in the
railway industry (Europe), mostly of companies follows the risk matrix defined in the
standard EN-50126. The figure 3 shows the risk matrix with four severity categories and six
frequency categories.
Figure 1 Risk Matrix
Source: EN-50126.
The additional risk concept is the criticality, which may be understood for some specialist as
RPN (Risk priority number) or as defined by MIL-STD-1629,1629, which the failure mode
criticality is defined as the multiplication of the component failure rate as well as the follow
indexes as demonstrated by the equation below.
Cr = Cp x Fr x Fm x T
Where:
Cp = Condition probability of failure
Fr =Failure Mode Ratio
Fm = part failure mode rate
T = Duration of application mission
Insignificant Marginal Critical Catastrophic
IV III II I
A Undesirable Intolerable Intolerable Intolerable
B Tolerable Undesirable Intolerable Intolerable
C Tolerable Undesirable Undesirable Intolerable
D Negligible Tolerable Undesirable Undesirable
E Negligible Negligible Tolerable Tolerable
F Negligible Negligible Negligible Negligible
Hazard Severity Level
Fre
quency o
f occure
nce
Frequent
Probable
Occasional
Remote
Improbable
Incredible

Depends on the type of rolling stock, infrastructure and signalling asset, different type of
definition applied to FMEA or FMECA can be implemented. In the cases of unsafe failure,
the detection is a very important aspect to be considered in order to enable the design
detectability improvement or even the inspection and preventive maintenance tasks.
3 - FMEA Workshop
In order to implement the FMEA analysis, it's recommended to organize the FMEA
workshop with a group of specialists to discuss about the asset failure modes, causes,
consequences, asses the and evaluate the risk and propose the risk recommendation. In many
projects, the FMEA analysis is carried out by an individual and revised by other specialist.
Despite of time saving, the main point to have an FMEA workshop is to have a chance to put
different specialist together to discuss about the probable failures of an asset and how to
avoid that. In fact, in many cases, there´s no structured and organized meeting during design,
which enable different engineers and specialist to discuss about the asset problems and
improvement together. In many cases, different engineers work isolated, send a document to
others, get some comment and sometime there are some meeting to justify the
recommendation implementation or not. The FMEA workshop gives the opportunity of all
asset design discipline interaction to deliver an integrated solution.
Before the FMEA workshop realization, the first step is to define the input information to
perform the FMEA workshop such as:
FMEA scope;
To define the system equipment list;
To define the functional relationship between these items;
To define how the main function is handled through these functional relationships;
To define the equipment identification number;
To define equipment and component list identification;
PFDs for all assets;
Equipment function, capacity and configuration;
Criticality (RPN number) or risk criteria;
Risk matrix definition;
Risk mitigation policy;
Complete FMEA spreadsheet definition.
Despite of the input information importance, the FMEA implementation process includes not
only the input information but also other critical FMEA success factor such as:
Specialist involvement during FMEA meeting and review;
Time and technical resources available during and after the FMEA meeting;
Managers support before, during and after the FMEA meeting;
Managers support FMEA recommendation implementation.
By considering the importance of FMEA for the asset design and performance during
operation phase, it´s necessary to be established an FMEA process, which is divided in four
stages with ten steps (Carson, Carl S, 2005). Such process will facilitate the FMEA
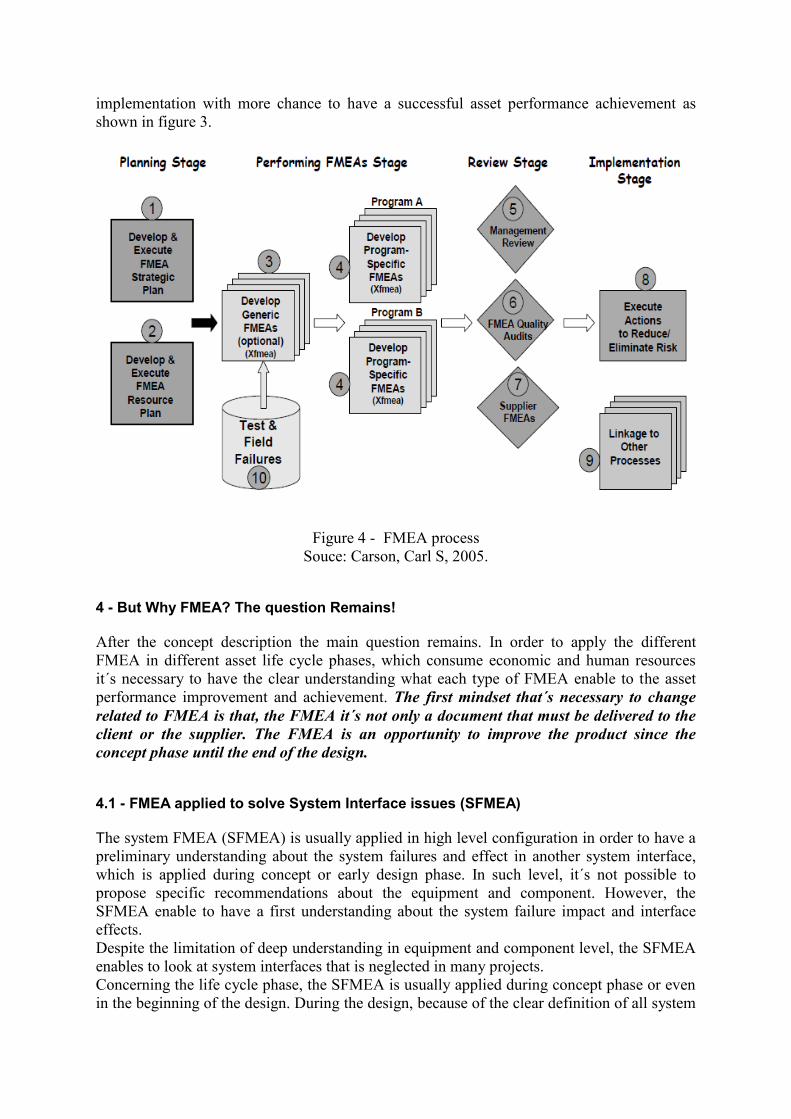
implementation with more chance to have a successful asset performance achievement as
shown in figure 3.
Figure 4 - FMEA process
Souce: Carson, Carl S, 2005. 4 - But Why FMEA? The question Remains!
After the concept description the main question remains. In order to apply the different
FMEA in different asset life cycle phases, which consume economic and human resources
it´s necessary to have the clear understanding what each type of FMEA enable to the asset
performance improvement and achievement. The first mindset that´s necessary to change
related to FMEA is that, the FMEA it´s not only a document that must be delivered to the
client or the supplier. The FMEA is an opportunity to improve the product since the
concept phase until the end of the design. 4.1 - FMEA applied to solve System Interface issues (SFMEA)
The system FMEA (SFMEA) is usually applied in high level configuration in order to have a
preliminary understanding about the system failures and effect in another system interface,
which is applied during concept or early design phase. In such level, it´s not possible to
propose specific recommendations about the equipment and component. However, the
SFMEA enable to have a first understanding about the system failure impact and interface
effects.
Despite the limitation of deep understanding in equipment and component level, the SFMEA
enables to look at system interfaces that is neglected in many projects.
Concerning the life cycle phase, the SFMEA is usually applied during concept phase or even
in the beginning of the design. During the design, because of the clear definition of all system
levels, it´s possible to carry out the FMEA in LRU level, similar to the operational phase,
which the FMEA is supposed to be applied whenever a system modification or an upgrade
take place. Therefore, in the operational phase, it´s advisable to update the FMEA as well as
the FRACAS system, which the codes are based on such FMEA. In general terms, some
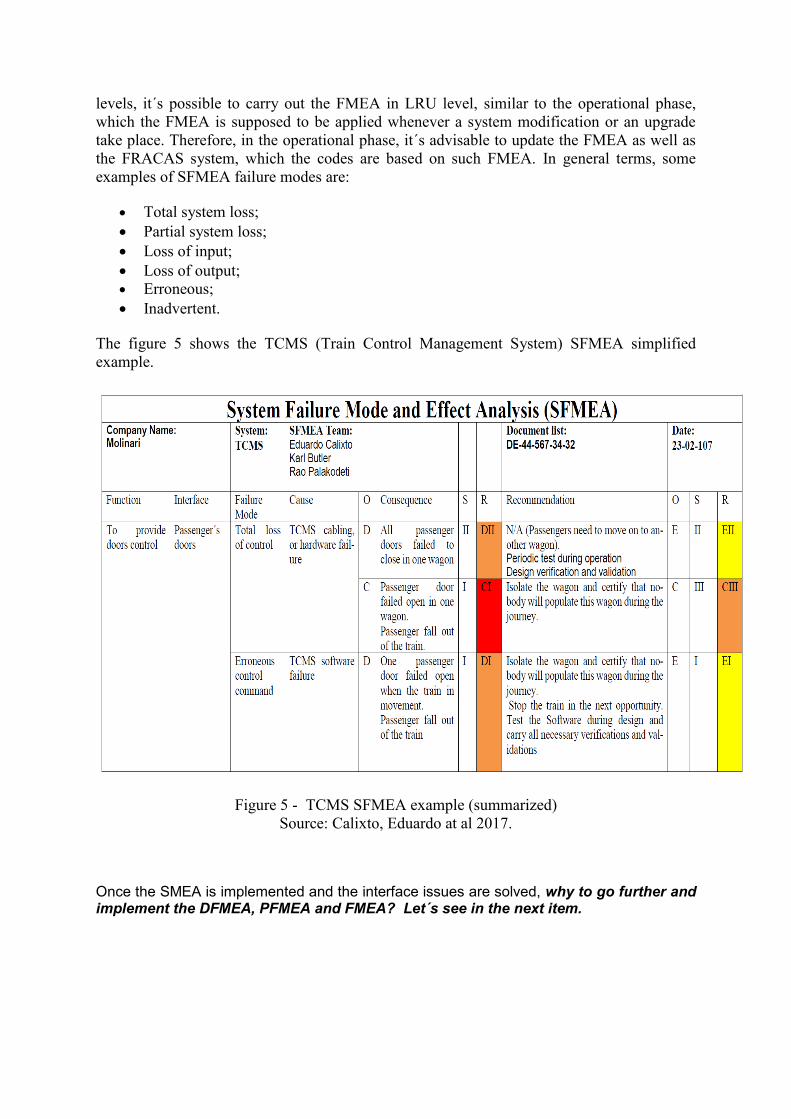
examples of SFMEA failure modes are:
Total system loss;
Partial system loss;
Loss of input;
Loss of output;
Erroneous;
Inadvertent.
The figure 5 shows the TCMS (Train Control Management System) SFMEA simplified
example.
Figure 5 - TCMS SFMEA example (summarized)
Source: Calixto, Eduardo at al 2017. Once the SMEA is implemented and the interface issues are solved, why to go further and implement the DFMEA, PFMEA and FMEA? Let´s see in the next item.

4.2 - How to improve the Design and avoid the systematic failure occurrence during
early life phase (Design FMEA)!
The Design failure modes and effect analysis aim at identifying the asset (equipment and
component) failure modes triggered by design mistakes and their consequences during the
manufacturing or operation phase. In addition, for each failure mode the critical (RPN =
Occurrence x Severity x Detection) needs to be defined hierarchy in order to prioritize
preventive actions during the design. The DFMEA input information is the following:
DFMEA scope;
Identify items constituting the system (Boundary diagram);
Determine functional relationship between these items (Interface matrix);
Determine the equipment and component stressor factors (temperature, Humidity,
vibration, etc.);
Determine how the main equipment function (functional block diagram);
Equipment and component list identification;
Operational and environmental profile;
PFD of the assets (systems, equipment and component);
Equipment function, capacity and configuration;
Criticality criterion (RPN number).
The DFMEA output information is the following:
Verification and Validation test Plan;
Verification and Validation report;
DFMEA report with recommendation;
DFMEA recommendation plan.

Some of the FMEA input information such as equipment list, system boundaries, risk criteria
and P&D are usually applied to many types of FMEA, safety and reliability engineering
analysis. However, the interface matrix and functional block diagram are important for
DFMEA as input information. The Interface matrix aims to establish the level of impact that
each equipment has on the system and other equipment, which enable to identify and classify
the equipment failure modes effect more precisely during the DFMEA. The figure 6 shows an
example of interface matrix.
Figure 6 - Interface Matrix
Source: Calixto, Eduardo at al 2017.
On figure 6, the level of impact is classified such as:
1 - Interaction does not affect the performance;
2 - interaction affects the performance;
Based on the figure 6, by looking the first column on the left and the second line at the top, in
case of failure of Diesel Engine, the locomotive will be unavailable. Such assessment can
also be applied for other different equipment by assessing the table from the left to the right
and classify the effect of each equipment in the locomotive and other equipment
performance.
After all input information is available, the DFMEA is implemented and the main design
cause of failures is detected, and the recommendation is defined. The figure 7 shows a
summarized DFMEA example of diesel engines. Note that the Diesel Engine is defined in the
equipment level in the DFMEA. That´s happened because the Integrator Company
responsible for the Locomotive design has no detailed information about the diesel engine
design in this design phase. Therefore, this company will request for the diesel engine
supplier to perform a detail Diesel DFMEA in LRU level and will follow up the
implementation of the DFMEA recommendation.
LocomotiveDiesel
Engine
Aux. Diesel
tank
Loco
Control
Transfer
fuel pump
Radiator
with fan
Locomotive
Diesel
Engine 2
Aux. Diesel
tank 2 2
Loco
Control 2
Transfer
fuel pump 2 1 2
Radiator
with fan 2 1

Figure 7 - DFMEA
Source: Calixto, Eduardo at al 2017.
During the DFMEA analysis, many of the recommendation are related to review the
calculation and establish and review procedures, which are the simplest to be implemented
during the design. The real challenge is when it´s necessary to carry out the verification and
validation (V&V) test. In order to have implemented the test V&V, it´s necessary two basic
steps such as:
To define precisely the V&V test;
To follow up and manage the test implementation and results. Some of the Verification (VE) and Validation (VA) analysis are:
Material Adequacy Assessment;
Deflection Analysis;
Low Cycle, High Load Analysis;
High Cycle Fatigue Analysis;
Fracture Mechanics Analysis;
Plastic Strain Analysis;
Thermal Modelling and Analysis;
Wear, Fretting Analysis;
Scuffing Analysis;
Creep Analysis;
Material or Lubrication Aging Analysis;
Contaminant Assessment;
Pressure Analysis;
Cold Weather Assessment;
Lubrication Distribution Modeling;
Reliability Assessment;
Dynamics Modelling & Analysis;
Item / Function Failure Mode
Potential
Effect(s)
of Failure
S
e
v
Cause
O
c
c
u
r
Current
Design
Controls
D
e
t
R
P
N
Recommend
ed
Action(s)
Responsibility
& Target
Completion
Date New
Sev
New
Occ
New
Det
New
RP
N
diesel engine early
mechanical
wear out in the
engine
(Components)
diesel
engine fails
and direct
impact on
lcomotive
availability
8
wrong
specification
and wrong
material
selection
during design
5
use of
proven
design,
specification,
supplier
confirmation
3 120
validation
based on
material
selection
procedure,
testing
designer,
supplier
8 4 3 96
diesel engine early electric
wear out in the
engine
(Components)
diesel
engine fails
and direct
impact on
lcomotive
availability
8
wrong
specification of
temperature
duty cylce
robustness
5
use of
proven
design,
specification,
supplier
confirmation
2 80
Cycle test designer,
supplier
8 4 2 64
diesel engine early
mechanical
wear out of the
engine
(components)
diesel
engine fails
and direct
impact on
lcomotive
availability
8
wrong
calculation of
power of the
engine5
use of
proven
design, load
calculation
(worst case),
supplier
confirmation
3 120
testing designer,
supplier
8 4 2 64
Bolted Joint Analysis;
Fluid or Air Flow Analysis;
Component Resonance Analysis;
Electrical Arching Analysis;
Lubricant Adequacy Assessment;
Interface Control Documents, Checks;
Transmission Error Analysis;
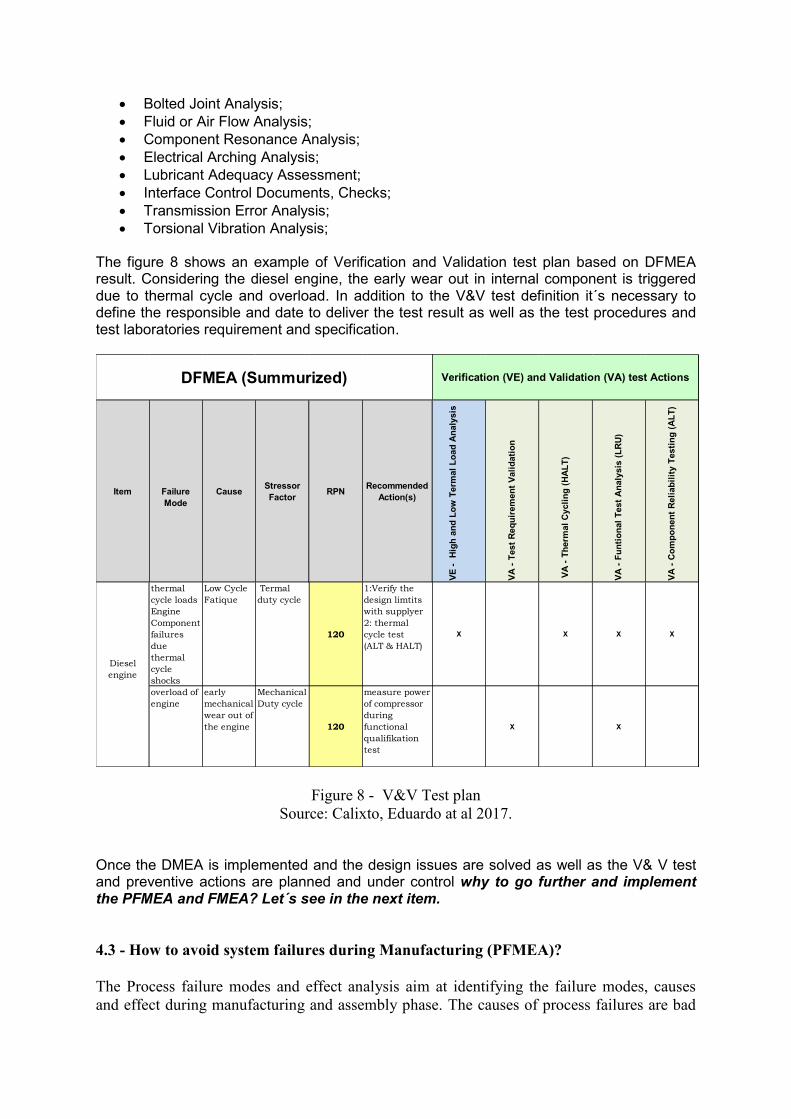
Torsional Vibration Analysis; The figure 8 shows an example of Verification and Validation test plan based on DFMEA result. Considering the diesel engine, the early wear out in internal component is triggered due to thermal cycle and overload. In addition to the V&V test definition it´s necessary to define the responsible and date to deliver the test result as well as the test procedures and test laboratories requirement and specification.
Figure 8 - V&V Test plan
Source: Calixto, Eduardo at al 2017.
Once the DMEA is implemented and the design issues are solved as well as the V& V test and preventive actions are planned and under control why to go further and implement the PFMEA and FMEA? Let´s see in the next item.
4.3 - How to avoid system failures during Manufacturing (PFMEA)?
The Process failure modes and effect analysis aim at identifying the failure modes, causes
and effect during manufacturing and assembly phase. The causes of process failures are bad
Item Failure
Mode
CauseStressor
FactorRPN
Recommended
Action(s)
VE
-
Hig
h a
nd
Lo
w T
erm
al
Lo
ad
An
aly
sis
VA
- T
est
Req
uir
em
en
t V
ali
dati
on
VA
- T
herm
al
Cycli
ng
(H
AL
T)
VA
- F
un
tio
nal
Test
An
aly
sis
(L
RU
)
VA
- C
om
po
nen
t R
eli
ab
ilit
y T
esti
ng
(A
LT
)
thermal
cycle loads
Engine
Component
failures
due
thermal
cycle
shocks
Low Cycle
Fatique
Termal
duty cycle
120
1:Verify the
design limtits
with supplyer
2: thermal
cycle test
(ALT & HALT)
X X X X
overload of
engine
early
mechanical
wear out of
the engine
Mechanical
Duty cycle
120
measure power
of compressor
during
functional
qualifikation
test
X X
DFMEA (Summurized) Verification (VE) and Validation (VA) test Actions
Diesel
engine
process quality control, wrong process parameters specified, wrong manufacturing
procedures, lack of references to the design and consequently lead to an early life failure
during the operational phase. In addition, the main causes of failures during assembly are lack
of procedures, wrong tools and human error.
The main product of PFMEA is a list of the most critical failures that must be avoided in the
during manufacturing and assembly phase. Therefore, before such phases, a list of PFMEA
recommendation need to be sent to the producer and the verification must be applied to avoid
early life failures during operation causes by manufacturing or assemble problems. Different
from other types of FMEA, the manufacturing process and assembly is out of the designer
control in many cases, or at least is led by different groups in the same company. The early
life failures triggered by manufacturing or assembly process are quite common in real life,
mainly the assembly errors. However, the assembly error on most of the cases can be fixed
when the equipment is reassembled, but in case of manufacturing error, the impact of the
asset life cycle cost can be very significative because it will be necessary to adjust the process
and produce the asset again.
The input of FMEA is also the same e design information listed such as:
PFMEA scope;
Manufacturing (Assembly) process equipment list identification;
Operational process and environmental profile;
PFDs for all manufacturing (Assembly) process assets (system, equipment and
component);
Manufacturing (Assembly) process equipment function, capacity and configuration;
Criticality criterion (RPN number).

The PMEA output information is the following:
THE PMEA report;
The PMEA recommendation (Human reliability analysis for human error, process
adjustment);
A good approach to check the influence of the manufactory and assembly is the so-called
HASS (High Accelerated Screes Test) test, which is performed after the assembly.
The figure 9 shows the Process FMEA applied for an asset assembly example. In this case,
the failure in trolley component will delay the assembly or even damage the product in case
of drops of the product from the trolley. In addition, the second line describes the trolley
frame assembly, which in case of failure can also lead to an accident and again drop of
product from the trolley.
Figure 9 - Process FMEA (Assembly)
Source: Calixto, Eduardo at al 2017.
Once the PMEA is implemented and the manufacturing and assembly process are under control why to go further and implement the FMEA concerning failures during the operation phase (random or degradation)? Let´s see in the next item.
4-4 - How to manage failures during Operation phase (FMEA)?
After implementing the DFMEA and PFMEA recommendation, it´s not expected to have
early life failures caused by error during the design and manufacture phases. In addition, the
designs supposed to be robust enough and consider all other interfaces, effects cause by other
systems as defined in the SFMEA. It´s also necessary other reliability engineering methods to
mitigate the early life failures. However, no matter how good is the design the asset will fail
someday. Therefore, the FMEA needs to consider the degradation and random failures and
how to detect and prevent it.
The FMEA must also be applied to investigate the assets, failures modes during the operation
phase caused by degradation or random failures. Therefore, the FMEA aims to mitigate risk
of such failures during the operation phase. In fact, the same concepts of the other types of
FMEA will also be applied here, but the focus will be the failure, which will occur due to
equipment and component degradation.
The input of FMEA is also the same e design information listed such as:
FMEA scope;
Equipment and component list identification;
Operational and environmental profile;
PFDs for all assets (system, equipment and component);
Equipment function, capacity and configuration;
Criticality criterion (RPN number).
The FMEA output information is the following:
THE FMEA report;
The FMEA recommendation (Human reliability analysis for human error);
Input data to Reliability Centred Maintenance (RCM);
Input Information for the Failure Report and Corrective Actions System.
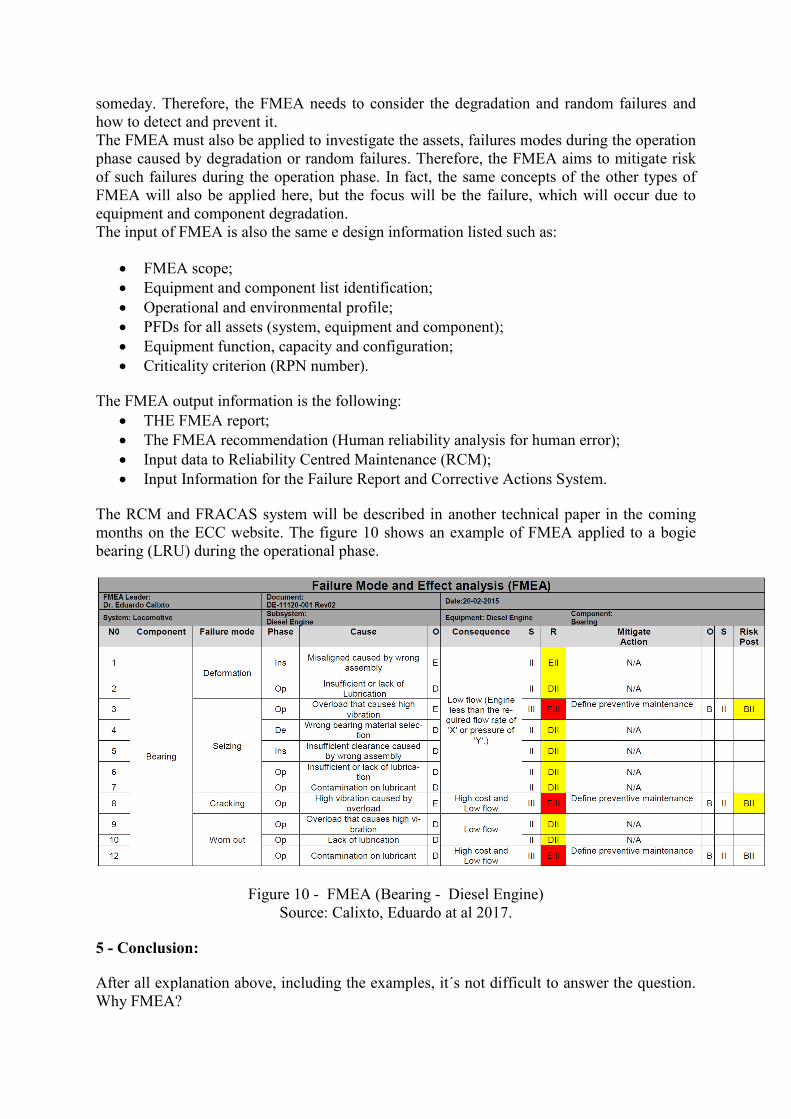
The RCM and FRACAS system will be described in another technical paper in the coming
months on the ECC website. The figure 10 shows an example of FMEA applied to a bogie
bearing (LRU) during the operational phase.
Figure 10 - FMEA (Bearing - Diesel Engine)
Source: Calixto, Eduardo at al 2017.
5 - Conclusion:
After all explanation above, including the examples, it´s not difficult to answer the question.
Why FMEA?

The FMEA will enable the following:
To arise and solve System Interface issues, failures (SFMEA);
To improve the asset design and avoid the systematic failure occurrence during early
life phase (DFMEA);
To avoid systematic failures during manufacturing and assembly processes (PFMEA);
The FMEA aims to risk mitigation of random and degradation failures during the
operation phase;
To create the basis for the RCM analysis and consequently the basis for the preventive
maintenance plan during the operation phase;
To create the basis for the FRACAS which will enable the warranty validation based
on LDA (Lifetime Data Analysis) as well as root cause analysis and corrective
actions.
But for who do not believe, thrust or like the FMEA, do not worry, you do not need the
FMEA analysis if you can say yes for the following conditions:
If your company does not need to be worried about the asset interface with other
assets or even have no interface,
If your company is able to deliver a perfect asset design without any error, which
dispense the verification and validation test;
If your company or your supplier manufactory and assembly process is the lack of
error;
If you know all preventive maintenance tasks to be taken place related to all failure
modes;
If you do not expect that your equipment fails during the whole life operation and will
have any other issue related to safety.
The aim of this technical paper was to explain the importance of the FMEA and its
application throughout the whole asset life cycle. Based on the best reliability engineering
practice FMEA is recommended for all projects, but need to be customized for each necessity
and demand of information which will depend on each asset project characteristic.
A more detailed information about FMEA and case studies applied to railway industry will be
provided in ECC books and in the website soon.
Related Documents











