Optimal Intelligent Scheduling When Machines Decide Improving Manufacturing Productivity with Data Analytics Vasu Netrakanti Optessa Inc.

When Machines Decide Improving Manufacturing Productivity with Data Analytics Vasu Netrakanti
Jan 29, 2016
When Machines Decide Improving Manufacturing Productivity with Data Analytics Vasu Netrakanti Optessa Inc. Third Industrial Revolution: Digitisation of Manufacturing ( The Economist ). Perspective of optimization solutions provider Predictive analytics Decision support - PowerPoint PPT Presentation
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Optimal Intelligent Scheduling
When Machines DecideImproving Manufacturing Productivity with Data Analytics
Vasu NetrakantiOptessa Inc.

(2)
Third Industrial Revolution: Digitisation of Manufacturing (The Economist)
Perspective of optimization solutions provider
Predictive analytics Decision support
Integrated with plant infrastructure
Real-time decisions: routing (what next), selection (which order) …
In an automated manufacturing environment, computers can help machines decide.

(3)
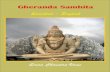
OEM
VEHICLE ASSEMBLY PLANT 1
RED
WHITE
BLACK
BLUE
SILVER
RED
WHITE
BLACK
BLUE
SILVER
RED
WHITE
BLACK
BLUE
SILVER
RED
WHITE
BLACK
BLUE
SILVER
RED
WHITE
BLACK
BLUE
SILVER
RED
WHITE
BLACK
BLUE
SILVER
RED
WHITE
BLACK
BLUE
SILVER
RED
WHITE
BLACK
BLUE
SILVER
NON
SUNROOF
SUNROOFNON
SUNROOF
SUNROOFNON
SUNROOF
SUNROOFNON
SUNROOF
SUNROOF
4 DOOR2 DOOR4 DOOR2 DOOR
500K400K
METEOR
RED
WHITE
BLACK
BLUE
SILVER
RED
WHITE
BLACK
BLUE
SILVER
NON
SUNROOF
SUNROOF
2 DOOR
300K
COMET
VEHICLE ASSEMBLY PLANT 2
Optessa SUPPLIER ROOF LINER DIVISION
PRESS LINE MA1 PRESS LINE MA2
Case: Tier 1 On-demand Scheduling
High complexity – 50 variantsHigh volume for a small manufacturer – 25K parts/month“Broadcast” response

(4)
Feature Data Examples / Note
Vehicle models COMET (300K): 2 DOOR
METEOR (400K, 500K): 2 DOOR, 4 DOOR
Trim COMET: GR5 – GR6, XR5 – XR7, ZR6
METEOR: GT0 – GT9, XT1 – XT9
Color RED,WHITE,BLACK,BLUE, SILVER
Other features/Attributes
Part #, Priority Date, Priority Time, Part Required Quantity etc.
Demand 22,798 units MONTHLY
Due Dates (Priority Date Time – 14 hours) Logistics lead time
BoM BoM Vehicle configuration to part
1St Set of Inputs: Demand

(5)
Feature Data Examples / Note
Lines 2
Window 1 Month Flexibility required
Shift Pattern Line 1: Day shift,
Line 2: Day and Afternoon
Defines line capacity
Cycle time COMET ~ 83 seconds (based on 43/hour) and METEOR ~ 72 seconds (based on 50 per hour)
Cycle times can differ based on model, features and lines
Tool Setup / Changeover Tool change: 0.75 hours
Color change: 10 minutes
Demand – Capacity mismatch
Smoothing of overtime / idleness required
Line capacity Hard constraint
On Time Delivery High priority
Minimize Changeovers Medium Priority Door – Roof – Color changeovers
Line Restriction High Priority COMET model parts imited to line 1
2nd Set of Inputs: Production Capacity and Rules

(6)
• Total Orders: 22,798• On Time: 5,653• Late: 13,324• Unscheduled: 3,821
• Total Orders: 22,798• On Time: 22,798• Late: 0• Unscheduled: 0
Results: Current and Optimized Scenarios
CurrentFollow OEM sequence
OptimizedSmoothed OT: 2 hours/dayMinimize changeovers

(7)
Case: SC Fab Real-time Yield Management

(8)
Case: Auto OEM ASRS Real-time DecisionsThe flow of painted bodies from the Paint Shop to the ASRS, and then to TCF can be represented through a flow diagram indicating the key vertices and arcs.R30/31: R30/31 is the set of readers on the two lane buffer at the exit of paint (post polish stage). After painted bodies cross the R30/R31 readers, there is no divergence until they reach the next node BT1100. All orders between R30/31 and BT1100 are the look-ahead available for RTS.BT1100: BT1100 is the skid exchange station where the painted body is transferred from Paint skid to Logistics skid. At this point, the decision of storing/bypassing/wax/set out of a painted body is conveyed to the further PLCs.PTT01: PTT01 is the turntable at the entrance of the ASRS. The orders diverge into Lane 1 or Lane 2 of the ASRS after PTT01.PTT02: PTT02 is the turntable at the exit of the ASRS. Orders retrieved from the ASRS converge at this turntable before being passed to the TCF.TT02: This is the turntable which routes LTVs to the LTV TCF buffer. The U202 and W201 bodies continue past TT02.TT03: This is the turntable which routes U202s to the U202 TCF buffer. The W201 bodies continue past TT03.
TT04: Turntable routing W201 to W201 TCF buffer.
At 60 jph, 3 decisions required every minuteRouting: which ASRS cell to store painted bodySelection: sequence outgoing jobAssignment: which sales order for painted body

(9)
Challenges
Reliable, accessible, timely data
Complement or supplement existing business processes?
Related Documents