What is Six Sigma? Jim Bossert Bank of America

What is Six Sigma? Jim Bossert Bank of America The problem used to be: “How do we get management interested enough in quality to do something about it?”
Jan 02, 2016
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

What is Six Sigma?Jim Bossert Bank of America

The problem used to be:
“How do we get management interested enough in quality to do something about it?”
Now the problem is:
“How do we get the people to believe that we are reallygoing to do something and stick with it?”
Philip B. Crosby

“Nothing flourishes until is is clear in the mindof the thought leaders”
“Real comprehension has to exist if thedetermination is to be obvious”
Philip B. Crosby

What is Six Sigma?Six Sigma - The Initiative
ProcessSystematic Approach to Reducing
Defects which Affect What is Important to the Customer
ToolsQualitative, Statistical and
Instructional Devices for “Observing” Process Variables & Their Relationships as well as “Managing” their Character

Vision Goal Philosophy Metric Method Tool Symbol Benchmark Value
Vision Goal Philosophy Metric Method Tool Symbol Benchmark Value
What is Six Sigma ?
A level of performance that reflects significantly reduced defects in our products
A statistical measurement of ourprocess capability, as well as abenchmark for comparison
A set of statistical “tools” to helpus measure, analyze, improve, and control our processes
A commitment to our customersto achieve an acceptable levelof performance
.... A means to stretch ourthinking with respect to quality
Sigma is a letter in the Greek Alphabet

Six Sigma - Six Sigma - GoalGoal
(DPMO Distribution Shifted ± 1.5)
2 308,5373 66,8074 6,2105 2336 3.4
PPMPPM
ProcessCapability
ProcessCapability
Defects per Million Opp.

THE GOALS OF SIX SIGMA:
Defect Reduction
Yield Improvement
Improved Customer Satisfaction
Higher Net Income

IRS - Tax Advice (phone-in)
(140,000 PPM)
7
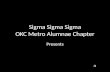
Sigma Scale of Measure
1,000,000
100,000
10,000
1,000
100
10
1
PPM
•
Restaurant BillsDoctor Prescription Writing
Payroll ProcessingOrder Write-up
Journal VouchersWire Transfers
Airline Baggage Handling
Purchased Material Lot Reject Rate
Domestic Airline Flight Fatality Rate (0.43 PPM)
(with ± 1.5 shift)
Best-in-Class
Average Company
3 4 5 621
© 1994 Dr. Mikel J. Harry - V4.0
Where does industry stand ?Where does industry stand ?
© 1994 Six Sigma Academy

What’s it Based On ?
Customer ..... Anyone Who Receives Product, Service, or Information
Opportunity ..... Every Chance to Do Something Either “Right” or “Wrong”
Successes Vs. Defects ..... Every Result of an Opportunity Either Meets the Customer Specification or it Doesn’t

Strategy
• Know What’s Important to the Customer
• Reduce Defects
• Center Around Target
• Reduce Variation
Breakthrough Improvement Not Incremental!

Profit
Total Cost to manufactureand deliver
products
Profit
TheoreticalCosts
Cost ofPoor Quality
COPQ
Why Focus on COPQ?
Price Erosion
TheoreticalCosts
Cost ofPoor Quality
COPQ
Profit
TheoreticalCosts
COPQ
Which Feels Better??

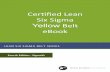
The Cost of Poor Quality (COPQ) “Iceberg”
Engineering change orders
Traditional Quality Costs
Lost Opportunity
Hidden Factory
Lost salesLate delivery
Long cycle times
Expediting costs
Excess inventory
Additional Costs of Poor Quality(intangible)
(tangible)
(Difficult or impossible to measure)Lost Customer Loyalty
More Setups
ScrapRework
InspectionWarranty
Rejects
Administration / DispositionConcessions
Average COPQ approximately 15% of Sales

RiskofLoss
RiskofLoss
Extent of Knowledge(Derived from Observation & Measurement)
Extent of Knowledge(Derived from Observation & Measurement)
““When you can measure what you are speaking about, and express it in numbers, you know something about it; but when you cannot express it in numbers, your knowledge is of a meager and unsatisfactory kind. It may be the beginning of knowledge, but you have scarcely, in your thoughts, advanced to the state of science.”
Lord Kelvin
Knowledge is the Foundation

Science ArtDiscipline
Chaos
Knowledge
Where Are Your Processes Today?
Directions of Knowledge
Good Decisions
Fire Fighting
Waste

• Leadership Commitment, Competence & Involvement
• Methodology & Tools
•Data Driven
•Statistically Validated
• Best People 100% Dedicated to Defect Reduction
• Project Focused
What Makes Six Sigma Different?

Collecting Data
•Communicate in an objective manner
• To collect quantifiable facts about a problem or opportunity
• To establish baseline information about a problem or process
• To facilitate cost benefit analysis of proposed solutions
• To compare before and after - quantify the impact of a solution
• To justify extension of the solution
Data Builds Knowledge
The Importance of the Common Language of Data

What do I need to knowto make Decisions?
How do I need to seethe information?
What tool will be used?
What data do we need?
Where is the data located?
Pla
nn
ing
Execu
tion
Questions to be Answered Drive Data Collection

STATISTICS IS COMMUNICATING INFORMATION FROM DATA-Schilling
STATISTICS IS NOT A SUBSTITUTE FOR ENGINEERING JUDGMENT- Dodge
STATISTICAL THINKING WILL ONE DAY BE AS NECESSARY FOREFFICIENT CITIZENSHIP AS THE ABILITY TO READ AND WRITE.-H.G. Wells
DATA IS NOT KNOWLEDGE. IN ORDER TO GIVE UP ITS KNOWLEDGE, DATA MUST BE TORTURED. STATISTICS ARE THE IMPLEMENTS OF TORTURE.Mikel Harry

Old Philosophy of Quality New Philosophy of Quality
LSL USL LSL USL
Area outside the specification limits represent quality losses.
Conformance to Specifications
“Goal Post Mentality”
Deviation from the targetrepresents quality losses.Taguchi’s Loss Function
Average Loss = k[2 + (y - T)2]
“Variation is Evil”-Some Production Guy
No Losses @ the Target
The Changing Quality Philosophy

Appraisaland
Prevention
QualityQuality
Internal and
External Failure
Old Belief
44
Appraisaland
Prevention
Internal and
External Failure
4455
66
New Belief
QualityQuality
The Changing Quality Philosophy
The highest quality products and services are the lowest cost products and services

BreakthroughStrategy
Characterization
Phase 1:Measure
Phase 2:Analyze
Optimization
Phase 3:Improve
Phase 4:Control
1
10
100
1000
10000
100000
1000000
33
44
55
66
77
1,000,0001,000,000
100,000100,000
10,00010,000
1,0001,000
100100
1010
11
22
Sigma Scale of Measure
PPM
AverageAverageCompanyCompany
AverageAverageCompanyCompany
Best-in-ClassBest-in-ClassBest-in-ClassBest-in-Class
The Basic ObjectiveThe Basic ObjectiveThe Basic ObjectiveThe Basic Objective
The Breakthrough Methodology
Define the problem...
DMAIC to the Rescue!

THE NATURE OF THE PROBLEM
Six Sigma methodology identifies processes that are off-target, and/or have a high degree of variation, and corrects the process
Six Sigma methodology identifies processes that are off-target, and/or have a high degree of variation, and corrects the process
Off-Target Variation
On-Target
CenterProcess
Reduce Spread
XX
XXXXX
XX
X
X
X X
X
X
X
XX
X
X
XXX
X
XXXX
XX
XXXX
XXX

Another View
LSL USL USLLSL
Off-Target Variation
On-Target
CenterProcess
Reduce Spread
The statistical view of a problem
USLLSL
LSL = Lower spec limit
USL = Upper spec limit
Large
THE NATURE OF THE PROBLEM - A STATISTICAL LOOK

InsufficientProcess
Capability
UnstableParts andMaterial
Region of Six Sigma Synergy
InadequateDesignMargin
USLT
LSL
Primary Sources of Variation

• Measure of variation and quality
• Measure of capability of our processes
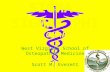
How Do We Measure Variation and Quality?

The Standard Deviation
Point of Inflection
11
TT USLUSL
p(d)
Upper Specification Limit (USL)Target Specification (T)Lower Specification Limit (LSL)Mean of the distribution (m)Standard Deviation of the distribution (s)
Upper Specification Limit (USL)Target Specification (T)Lower Specification Limit (LSL)Mean of the distribution (m)Standard Deviation of the distribution (s) 3
The distance between the point of inflection and the mean constitutes a standard deviation. If three such deviations can be fit between the target value and the specification limit, we would say the process has “three sigma capability.”
The distance between the point of inflection and the mean constitutes a standard deviation. If three such deviations can be fit between the target value and the specification limit, we would say the process has “three sigma capability.”

Point of Inflection
11
TTUSLUSL
p(d)
p(d)
1 2 3 4 5 6
33
This is a 6 Sigma Process
The Standard Deviation

f (X)f (X)Y=Y=
X1 . . . XN Independent Input-Process Cause Problem Control
Y Dependent Output Effect Symptom Monitor
The Focus of Six Sigma
To get results, should we focus our behavior on the Y or X ?
If we are so good at X, why do we constantly test and inspect Y ?
Focus on X rather than Y, as done historically

Improvement Strategy (DMAIC)
Focus
Vital Few xi
Y
Y
Y
Y
Y
x1, x2, ... xn
x1, x2, ... xn
Vital Few xi
Vital Few xi
Vital Few xi
Vital Few xi
Phase
Measure
Analyze
Improve
Control
Select Product or Process Key Characteristic(s); e.g..., Customer Y
Define Performance Standards For Y
Validate Measurement System for Y
Establish Process Capability of Creating Y
Define Improvement Objectives For Y
Identify Variation Sources In Y
Screen Potential Causes For Change In Y & Identify Vital Few xi
Discover Variable Relationships Between Vital Few x i
Establish Operating Tolerances On Vital Few x i
Validate Measurement System For xi
Determine Ability To Control Vital Few xi
Implement Process Control System On Vital Few x i
SIX SIGMA METHODS GENERATE DATA-BASED DECISIONS

- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Harvesting the Fruit of Six Sigma
Sweet FruitSweet Fruit Design for Manufacturability
Bulk of FruitBulk of FruitProcess Characterization and Optimization
Low Hanging FruitLow Hanging FruitSeven Basic Tools
Ground FruitGround FruitLogic and Intuition
Process EntitlementProcess Entitlement
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
We don't know what we don't know
We can't act on what we don't know
We won't know until we search
We won't search for what we don't question
We don't question what we don't measure
Hence, We just don't know

Breakthrough Strategy
Black Belt Certification Program
Event Cycle Activity Description Duration1 Initial Meeting and Planning Session 2 days2 1 Champion Coordination Meeting 1 day3 1 Session 1: Black-Belt Training 5 days4 1 On-The-Job Application Exercise 15 days5 2 Champion Coordination Meeting 1 day6 2 Standard Six Sigma Review 1 day7 2 Session 2: Black-Belt Training 4 days8 2 On-The-Job Application Exercise 15 days9 3 Champion Coordination Meeting 1 day10 3 Standard Six Sigma Review 1 day11 3 Session 3: Black-Belt Training 4 days12 3 On-The-Job Application Exercise 15 days13 4 Champion Coordination Meeting 1 day14 4 Standard Six Sigma Review 1 day15 4 Session 4: Black Belt Training 3 days17 Contingency 6 days
1stMonth
2ndMonth
3rdMonth
4thMonth
Related Documents