BRITISH STANDARD BS EN ISO 17660-2:2006 Welding — Welding of reinforcing steel — Part 2: Non load-bearing welded joints ICS 25.160.10

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
BRITISH STANDARD
BS EN ISO 17660-2:2006Welding — Welding of reinforcing steel —Part 2: Non load-bearing welded joints
ICS 25.160.10
�������������� ���������������������������������������������������
BS EN ISO 17660-2:2006
This British Standard was published under the authority of the Standards Policy and Strategy Committee on 31 March 2008
© BSI 2008
ISBN 978 0 580 54909 0
National foreword
This British Standard is the UK implementation of EN ISO 17660-2:2006. It is identical with ISO 17660-2:2006. Together with BS EN ISO 17760-1:2006 it supersedes BS 7123:1999 which is withdrawn.One of the principal differences between BS 7123 and this standard is that BS 7123 offered more practical guidance on the welding process issues, some of these issues have been highlighted in the National Annex and further guidance can be found in parts 1 to 3 of BS EN 1011. This standard is best used in conjunction with the National Annexes and the general good practices set out in the BS EN 1011 series.The UK participation in its preparation was entrusted to Technical Committee, WEE/43, Welding of steel for concrete reinforcement.A list of organizations represented on this committee can be obtained on request to its secretary.This publication does not purport to include all the necessary provisions of a contract. Users are responsible for its correct application.Compliance with a British Standard cannot confer immunity from legal obligations.
Amendments/corrigenda issued since publication
Date Comments
www.bzfxw.com
EUROPEAN STANDARD
NORME EUROPÉENNE
EUROPÄISCHE NORM
EN ISO 17660-2
September 2006
ICS 25.160.10
English Version
Welding - Welding of reinforcing steel - Part 2: Non load-bearingwelded joints (ISO 17660-2:2006)
Soudage - Soudage des aciers d'armatures - Partie 2:Assemblages non transmettants (ISO 17660-2:2006)
Schweißen - Schweißen von Betonstahl - Tel 2:Nichttragende Schweißverbindungen (ISO 17660-2:2006)
This European Standard was approved by CEN on 2 August 2006.
CEN members are bound to comply with the CEN/CENELEC Internal Regulations which stipulate the conditions for giving this EuropeanStandard the status of a national standard without any alteration. Up-to-date lists and bibliographical references concerning such nationalstandards may be obtained on application to the Central Secretariat or to any CEN member.
This European Standard exists in three official versions (English, French, German). A version in any other language made by translationunder the responsibility of a CEN member into its own language and notified to the Central Secretariat has the same status as the officialversions.
CEN members are the national standards bodies of Austria, Belgium, Cyprus, Czech Republic, Denmark, Estonia, Finland, France,Germany, Greece, Hungary, Iceland, Ireland, Italy, Latvia, Lithuania, Luxembourg, Malta, Netherlands, Norway, Poland, Portugal, Romania,Slovakia, Slovenia, Spain, Sweden, Switzerland and United Kingdom.
EUROPEAN COMMITTEE FOR STANDARDIZATIONC OM ITÉ EUR OP ÉEN DE NOR M ALIS AT IONEUROPÄISCHES KOMITEE FÜR NORMUNG
Management Centre: rue de Stassart, 36 B-1050 Brussels
© 2006 CEN All rights of exploitation in any form and by any means reservedworldwide for CEN national Members.
Ref. No. EN ISO 17660-2:2006: E
www.bzfxw.com
Foreword This document (EN ISO 17660-2:2006) has been prepared by Technical Committee CEN/TC 121 "Welding", the secretariat of which is held by DIN, in collaboration with Technical Committee ISO/TC 44 "Welding and allied processes". This European Standard shall be given the status of a national standard, either by publication of an identical text or by endorsement, at the latest by March 2007, and conflicting national standards shall be withdrawn at the latest by March 2007. According to the CEN/CENELEC Internal Regulations, the national standards organizations of the following countries are bound to implement this European Standard: Austria, Belgium, Cyprus, Czech Republic, Denmark, Estonia, Finland, France, Germany, Greece, Hungary, Iceland, Ireland, Italy, Latvia, Lithuania, Luxembourg, Malta, Netherlands, Norway, Poland, Portugal, Romania, Slovakia, Slovenia, Spain, Sweden, Switzerland and United Kingdom.
BS EN ISO 17660-2:2006
www.bzfxw.com
ISO 17660-2:2006(E)
iii
Contents Page
Foreword............................................................................................................................................................ iv Introduction ........................................................................................................................................................ v 1 Scope ..................................................................................................................................................... 1 2 Normative references ........................................................................................................................... 1 3 Terms and definitions........................................................................................................................... 2 4 Symbols and abbreviated terms ......................................................................................................... 2 5 Welding processes ............................................................................................................................... 3 6 Non load-bearing welded joints .......................................................................................................... 3 7 Materials ................................................................................................................................................ 5 8 Quality requirements............................................................................................................................ 5 9 Welding personnel................................................................................................................................ 5 10 Welding procedure specification (WPS)............................................................................................. 6 11 Welding procedures ............................................................................................................................. 6 12 Production weld test............................................................................................................................. 8 13 Execution and inspection of production welding of reinforcing steel............................................ 8 14 Examination and testing of test specimens....................................................................................... 9 15 Production log..................................................................................................................................... 10 Annex A (informative) Technical knowledge of welding coordinator for welding reinforcing steel
bars....................................................................................................................................................... 11 Annex B (informative) Test specimens .......................................................................................................... 12 Annex C (informative) Evaluation of testing of welded joints ..................................................................... 13 Annex D (informative) Example for production log ...................................................................................... 14 Annex E (informative) Examples of diameter combinations for welding cross joints using welding
processes 21 and 23........................................................................................................................... 15 Bibliography ..................................................................................................................................................... 16
BS EN ISO 17660-2:2006
www.bzfxw.com
ISO 17660-2:2006(E)
iv
Foreword
ISO (the International Organization for Standardization) is a worldwide federation of national standards bodies (ISO member bodies). The work of preparing International Standards is normally carried out through ISO technical committees. Each member body interested in a subject for which a technical committee has been established has the right to be represented on that committee. International organizations, governmental and non-governmental, in liaison with ISO, also take part in the work. ISO collaborates closely with the International Electrotechnical Commission (IEC) on all matters of electrotechnical standardization.
International Standards are drafted in accordance with the rules given in the ISO/IEC Directives, Part 2.
The main task of technical committees is to prepare International Standards. Draft International Standards adopted by the technical committees are circulated to the member bodies for voting. Publication as an International Standard requires approval by at least 75 % of the member bodies casting a vote.
Attention is drawn to the possibility that some of the elements of this document may be the subject of patent rights. ISO shall not be held responsible for identifying any or all such patent rights.
ISO 17660-2 was prepared by the European Committee for Standardization (CEN) Technical Committee CEN/TC 121, Welding, in collaboration with Technical Committee ISO/TC 44, Welding and allied processes, Subcommittee SC 10, Unification of requirements in the field of metal welding, in accordance with the Agreement on technical cooperation between ISO and CEN (Vienna Agreement).
ISO 17660 consists of the following parts, under the general title Welding — Welding of reinforcing steel:
⎯ Part 1: Load-bearing welded joints
⎯ Part 2: Non load-bearing welded joints
Requests for official interpretations of any aspect of this part of ISO 17660 should be directed to the Secretariat of ISO/TC 44/SC 10 via your national standards body. A complete listing of these bodies can be found at www.iso.org.
BS EN ISO 17660-2:2006

www.bzfxw.com
ISO 17660-2:2006(E)
v
Introduction
Reinforcing steel bars are produced by a number of process routes and usually have a ribbed profile. Taking these issues into account, it is apparent that both the welder and the welding coordinator require a specific level of skill and job knowledge and that special procedures for quality assurance need to be adopted.
BS EN ISO 17660-2:2006

www.bzfxw.com
blank

www.bzfxw.com
1
Welding — Welding of reinforcing steel —
Part 2: Non load-bearing welded joints
1 Scope
This part of ISO 17660 is applicable to the welding of weldable reinforcing steel and stainless reinforcing steel of non load-bearing welded joints, in workshops or on site. It specifies requirements for materials, design and execution of welded joints, welding personnel, quality requirements, examination and testing.
Load-bearing welded joints are covered by ISO 17660-1.
2 Normative references
The following referenced documents are indispensable for the application of this document. For dated references, only the edition cited applies. For undated references, the latest edition of the referenced document (including any amendments) applies.
ISO 3834-4, Quality requirements for fusion welding of metallic materials — Part 4: Elementary quality requirements
ISO 5817, Welding — Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded) — Quality levels for imperfections
ISO 14731:—1), Welding coordination — Tasks and responsibilities
ISO 15609-1, Specification and qualification of welding procedures for metallic materials — Welding procedure specification — Part 1: Arc welding
ISO 15609-5, Specification and qualification of welding procedures for metallic materials — Welding procedure specification — Part 5: Resistance welding
ISO 15614-1, Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 1: Arc and gas welding of steels and arc welding of nickel and nickel alloys
ISO 15614-12, Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 12: Spot, seam and projection welding
ISO 15630-1, Steel for the reinforcement and prestressing of concrete — Test methods — Part 1: Reinforcing bars, wire rod and wire
ISO 16020, Steel for the reinforcement and prestressing of concrete — Vocabulary
EN 10079, Definition of steel products
EN 10080, Steel for the reinforcement of concrete — Weldable reinforcing steel — General
1) To be published (revision of ISO 14731:1997, EN 719:1994).
BS EN ISO 17660-2:2006ISO 17660-2:2006(E)
www.bzfxw.com
ISO 17660-2:2006(E)
2
3 Terms and definitions
For the purposes of this document, the terms and definitions given in EN 10079, EN 10080 and ISO 16020 and the following apply.
3.1 load-bearing welded joint welded joint used for transmission of specified loads between reinforcing steel bars, or between reinforcing steel bars and other steel products
3.2 non load-bearing welded joint welded joint whose strength is not taken into account in the design of the reinforced concrete structure
3.3 manufacturer enterprise carrying out the welding works within workshops or on site
4 Symbols and abbreviated terms
a throat thickness
Agt percentage total elongation at maximum force
An nominal cross-sectional area of the bar
d nominal diameter of the welded bar
dmax maximum nominal diameter of the welded bar
dmin minimum nominal diameter of the welded bar
Fmax maximum tensile force
l length of the weld (cross joint)
Lmin minimum length of the test specimen
r radius of bent reinforcing steel bar
Re specified characteristic yield strength of the reinforcing steel bar
Rm nominal tensile strength of the reinforcing steel bar
t thickness of the web of a section or of a plate to be welded
CEV carbon equivalent value
WPQR welding procedure qualification record
WPS welding procedure specification
BS EN ISO 17660-2:2006
www.bzfxw.com
ISO 17660-2:2006(E)
3
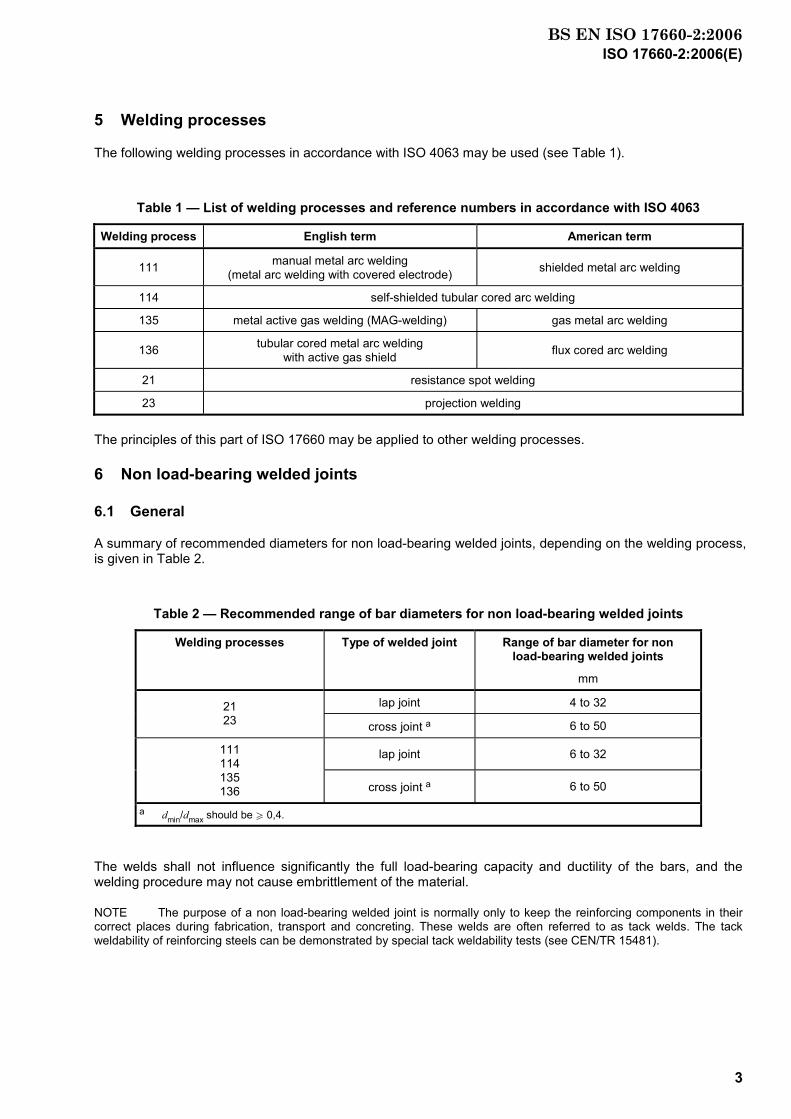
5 Welding processes
The following welding processes in accordance with ISO 4063 may be used (see Table 1).
Table 1 — List of welding processes and reference numbers in accordance with ISO 4063
Welding process English term American term
111 manual metal arc welding (metal arc welding with covered electrode) shielded metal arc welding
114 self-shielded tubular cored arc welding
135 metal active gas welding (MAG-welding) gas metal arc welding
136 tubular cored metal arc welding with active gas shield flux cored arc welding
21 resistance spot welding
23 projection welding
The principles of this part of ISO 17660 may be applied to other welding processes.
6 Non load-bearing welded joints
6.1 General
A summary of recommended diameters for non load-bearing welded joints, depending on the welding process, is given in Table 2.
Table 2 — Recommended range of bar diameters for non load-bearing welded joints
Welding processes Type of welded joint Range of bar diameter for non load-bearing welded joints
mm
lap joint 4 to 32 21 23 cross joint a 6 to 50
lap joint 6 to 32 111 114 135 136 cross joint a 6 to 50
a dmin/dmax should be W 0,4.
The welds shall not influence significantly the full load-bearing capacity and ductility of the bars, and the welding procedure may not cause embrittlement of the material.
NOTE The purpose of a non load-bearing welded joint is normally only to keep the reinforcing components in their correct places during fabrication, transport and concreting. These welds are often referred to as tack welds. The tack weldability of reinforcing steels can be demonstrated by special tack weldability tests (see CEN/TR 15481).
BS EN ISO 17660-2:2006
www.bzfxw.com
ISO 17660-2:2006(E)
4
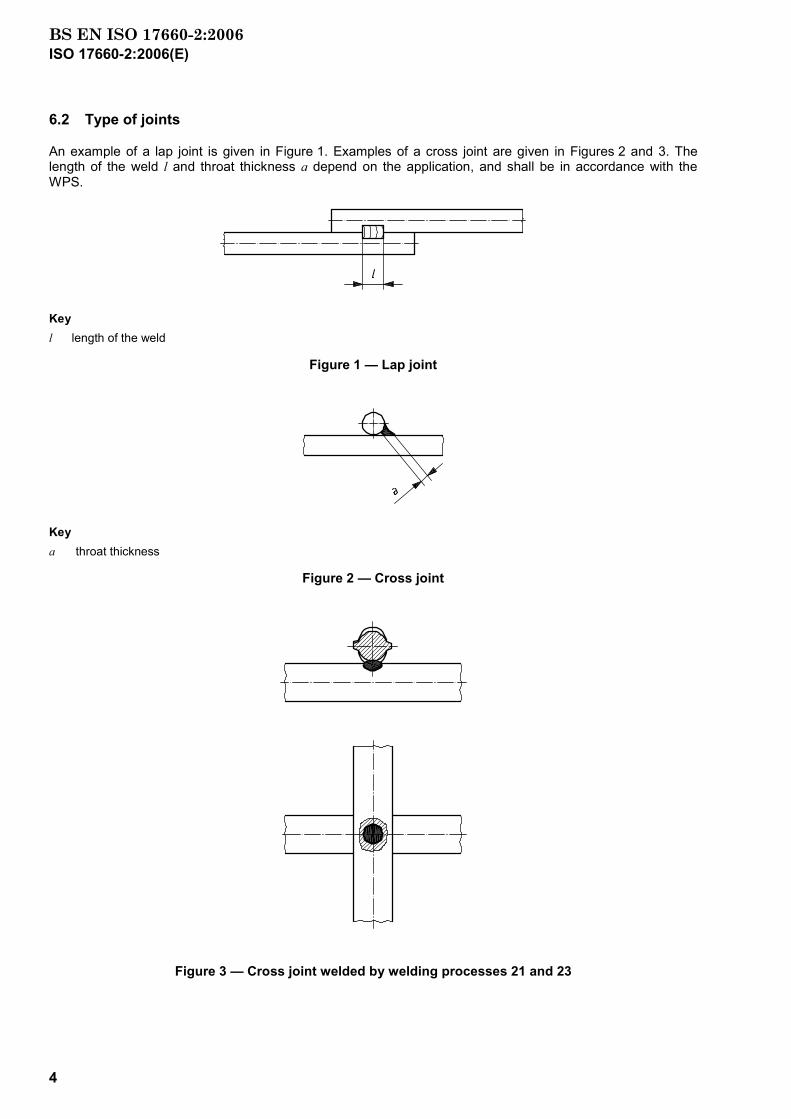
6.2 Type of joints
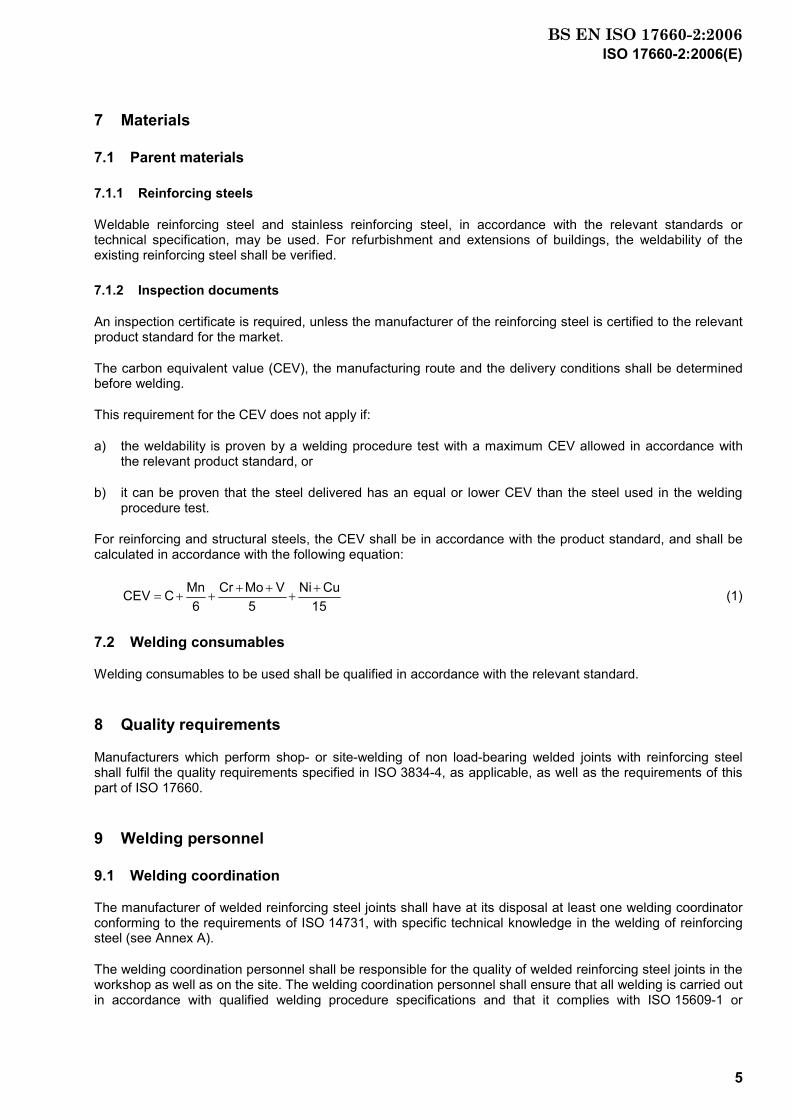
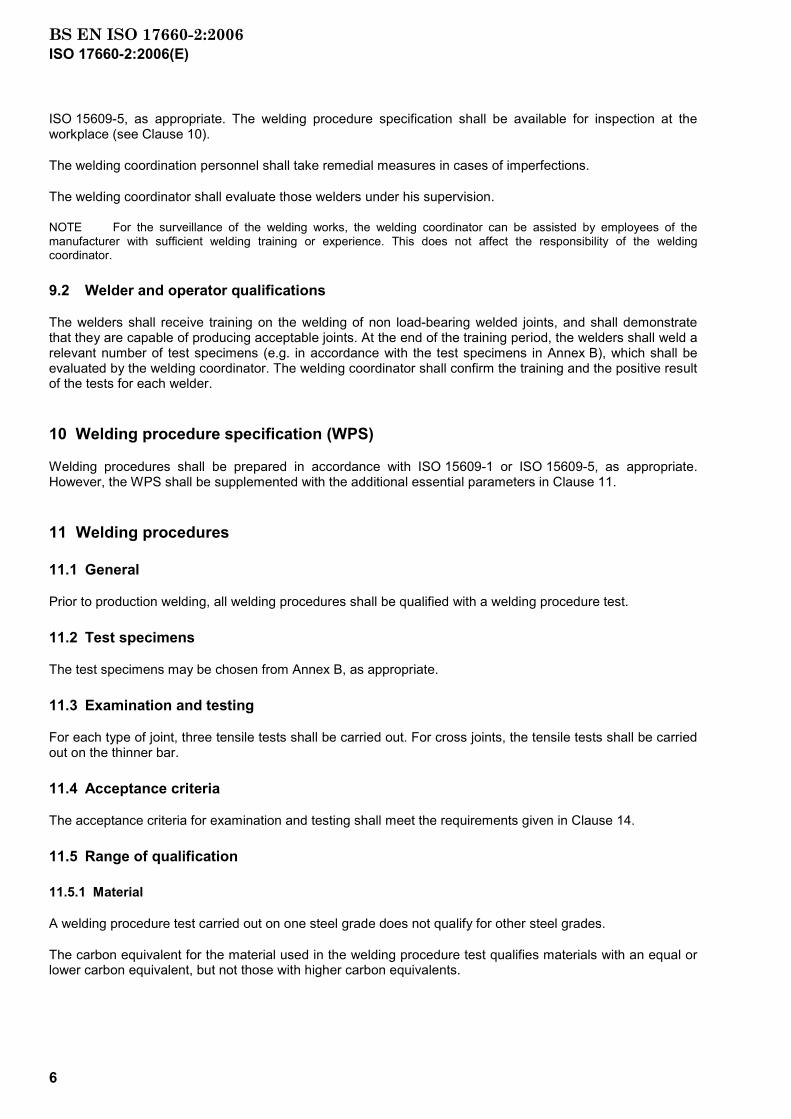
An example of a lap joint is given in Figure 1. Examples of a cross joint are given in Figures 2 and 3. The length of the weld l and throat thickness a depend on the application, and shall be in accordance with the WPS.
Key l length of the weld
Figure 1 — Lap joint
Key a throat thickness
Figure 2 — Cross joint
Figure 3 — Cross joint welded by welding processes 21 and 23
BS EN ISO 17660-2:2006
www.bzfxw.com
ISO 17660-2:2006(E)
5
7 Materials
7.1 Parent materials
7.1.1 Reinforcing steels
Weldable reinforcing steel and stainless reinforcing steel, in accordance with the relevant standards or technical specification, may be used. For refurbishment and extensions of buildings, the weldability of the existing reinforcing steel shall be verified.
7.1.2 Inspection documents
An inspection certificate is required, unless the manufacturer of the reinforcing steel is certified to the relevant product standard for the market.
The carbon equivalent value (CEV), the manufacturing route and the delivery conditions shall be determined before welding.
This requirement for the CEV does not apply if:
a) the weldability is proven by a welding procedure test with a maximum CEV allowed in accordance with the relevant product standard, or
b) it can be proven that the steel delivered has an equal or lower CEV than the steel used in the welding procedure test.
For reinforcing and structural steels, the CEV shall be in accordance with the product standard, and shall be calculated in accordance with the following equation:
+ + += + + +
Mn Cr Mo V Ni CuCEV C6 5 15
(1)
7.2 Welding consumables
Welding consumables to be used shall be qualified in accordance with the relevant standard.
8 Quality requirements
Manufacturers which perform shop- or site-welding of non load-bearing welded joints with reinforcing steel shall fulfil the quality requirements specified in ISO 3834-4, as applicable, as well as the requirements of this part of ISO 17660.
9 Welding personnel
9.1 Welding coordination
The manufacturer of welded reinforcing steel joints shall have at its disposal at least one welding coordinator conforming to the requirements of ISO 14731, with specific technical knowledge in the welding of reinforcing steel (see Annex A).
The welding coordination personnel shall be responsible for the quality of welded reinforcing steel joints in the workshop as well as on the site. The welding coordination personnel shall ensure that all welding is carried out in accordance with qualified welding procedure specifications and that it complies with ISO 15609-1 or
BS EN ISO 17660-2:2006
www.bzfxw.com
ISO 17660-2:2006(E)
6
ISO 15609-5, as appropriate. The welding procedure specification shall be available for inspection at the workplace (see Clause 10).
The welding coordination personnel shall take remedial measures in cases of imperfections.
The welding coordinator shall evaluate those welders under his supervision.
NOTE For the surveillance of the welding works, the welding coordinator can be assisted by employees of the manufacturer with sufficient welding training or experience. This does not affect the responsibility of the welding coordinator.
9.2 Welder and operator qualifications
The welders shall receive training on the welding of non load-bearing welded joints, and shall demonstrate that they are capable of producing acceptable joints. At the end of the training period, the welders shall weld a relevant number of test specimens (e.g. in accordance with the test specimens in Annex B), which shall be evaluated by the welding coordinator. The welding coordinator shall confirm the training and the positive result of the tests for each welder.
10 Welding procedure specification (WPS)
Welding procedures shall be prepared in accordance with ISO 15609-1 or ISO 15609-5, as appropriate. However, the WPS shall be supplemented with the additional essential parameters in Clause 11.
11 Welding procedures
11.1 General
Prior to production welding, all welding procedures shall be qualified with a welding procedure test.
11.2 Test specimens
The test specimens may be chosen from Annex B, as appropriate.
11.3 Examination and testing
For each type of joint, three tensile tests shall be carried out. For cross joints, the tensile tests shall be carried out on the thinner bar.
11.4 Acceptance criteria
The acceptance criteria for examination and testing shall meet the requirements given in Clause 14.
11.5 Range of qualification
11.5.1 Material
A welding procedure test carried out on one steel grade does not qualify for other steel grades.
The carbon equivalent for the material used in the welding procedure test qualifies materials with an equal or lower carbon equivalent, but not those with higher carbon equivalents.
BS EN ISO 17660-2:2006
www.bzfxw.com
ISO 17660-2:2006(E)
7
11.5.2 Load-bearing
A welding procedure test carried out on load-bearing welded joints qualifies for non load-bearing welded joints, but not vice-versa.
11.5.3 Production route of reinforcing steel
A welding procedure test is restricted to the manufacturing process of the reinforcing steel used in the welding procedure test (see ISO 16020).
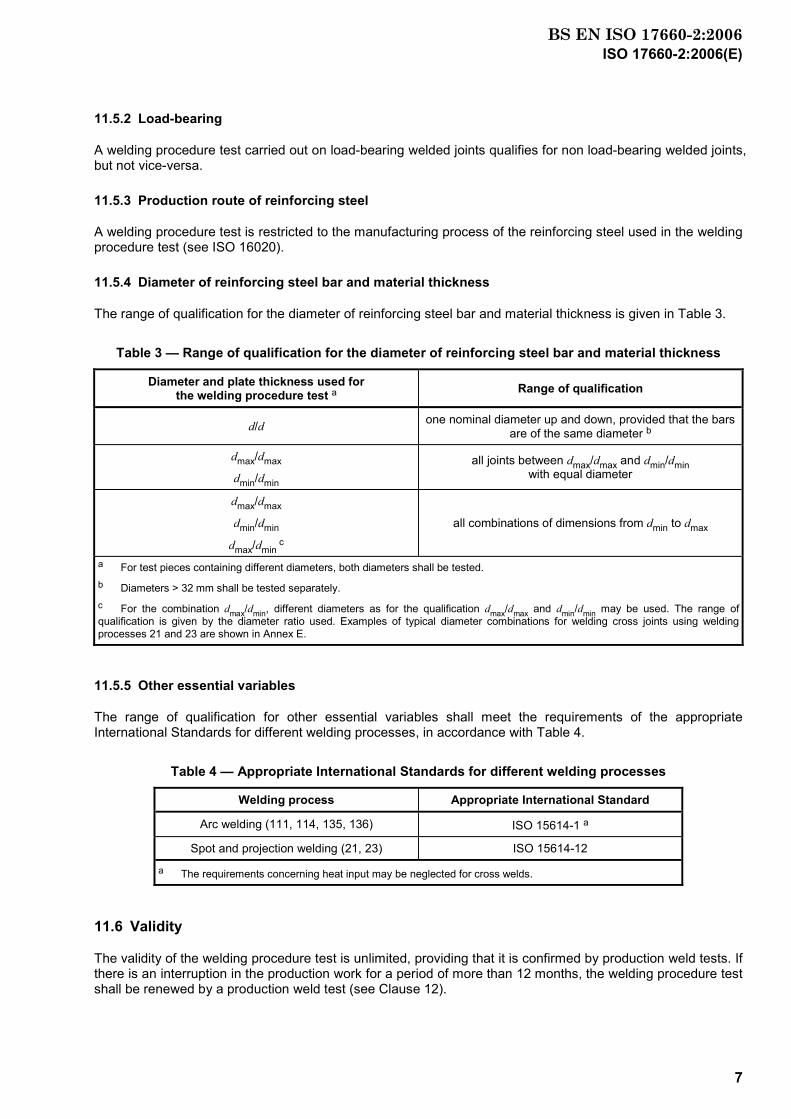
11.5.4 Diameter of reinforcing steel bar and material thickness
The range of qualification for the diameter of reinforcing steel bar and material thickness is given in Table 3.
Table 3 — Range of qualification for the diameter of reinforcing steel bar and material thickness
Diameter and plate thickness used for the welding procedure test a Range of qualification
d/d one nominal diameter up and down, provided that the bars are of the same diameter b
dmax/dmax
dmin/dmin all joints between dmax/dmax and dmin/dmin
with equal diameter
dmax/dmax
dmin/dmin
dmax/dmin c
all combinations of dimensions from dmin to dmax
a For test pieces containing different diameters, both diameters shall be tested. b Diameters > 32 mm shall be tested separately. c For the combination dmax/dmin, different diameters as for the qualification dmax/dmax
and dmin/dmin may be used. The range of
qualification is given by the diameter ratio used. Examples of typical diameter combinations for welding cross joints using welding processes 21 and 23 are shown in Annex E.
11.5.5 Other essential variables
The range of qualification for other essential variables shall meet the requirements of the appropriate International Standards for different welding processes, in accordance with Table 4.
Table 4 — Appropriate International Standards for different welding processes
Welding process Appropriate International Standard
Arc welding (111, 114, 135, 136) ISO 15614-1 a
Spot and projection welding (21, 23) ISO 15614-12
a The requirements concerning heat input may be neglected for cross welds.
11.6 Validity
The validity of the welding procedure test is unlimited, providing that it is confirmed by production weld tests. If there is an interruption in the production work for a period of more than 12 months, the welding procedure test shall be renewed by a production weld test (see Clause 12).
BS EN ISO 17660-2:2006
www.bzfxw.com
ISO 17660-2:2006(E)
8
12 Production weld test
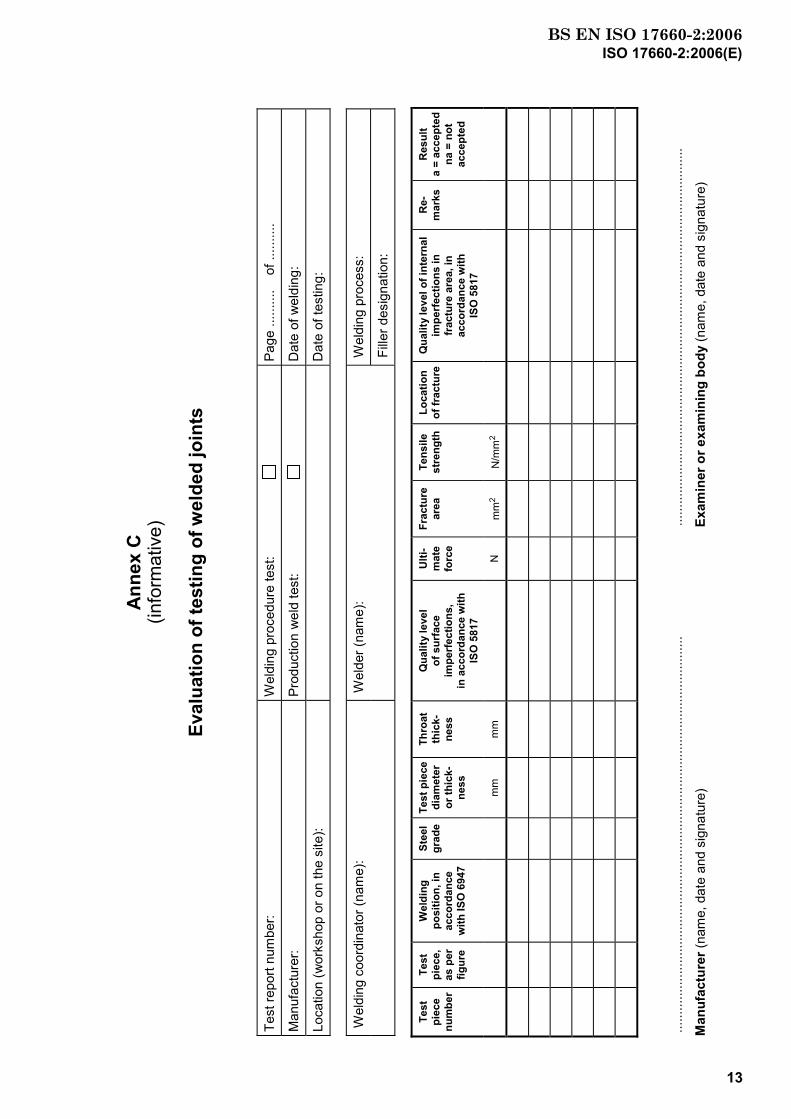
A production weld test shall be carried out to ensure that under the local fabrication conditions, in the workshop or on site, the same quality of weld can be produced in accordance with the welding procedure qualification. One test piece shall be welded by each welder and for each WPQR, and shall be tested by a tensile test (see Annex C for an example of a WPQR form).
In the case of continuous production using the same qualified welding procedure in workshops, the time period between production weld tests shall be defined and shall not exceed six months. In other cases, one test series is required at the start of each contract and then every three months.
If the production weld test fails, the welders involved shall be trained sufficiently before the production weld test is repeated. Only after a successful result of a production weld test may welding commence. Additional appropriate actions shall be taken, and records of such actions shall be maintained.
The results of the production weld tests shall be recorded in the production log (see Clause 15). The production log shall be retained for at least five years.
13 Execution and inspection of production welding of reinforcing steel
13.1 General
Each weld shall be visually inspected. For welded joints in reinforcing steel made by arc-welding processes, the quality level D applies for surface imperfections, as appropriate, in accordance with ISO 5817 (except for undercuts, where quality level C applies). For other processes, acceptance criteria apply in accordance with the relevant standard for procedures.
NOTE 1 To avoid loss of strength, it is advisable that the heat input be limited when using specific types of reinforcing steels, e.g. cold-worked or quenched and self-tempered steels.
Welder and welds shall be suitably protected against environmental factors, such as wind, rain and snow.
In addition, dirt, grease, oil, moisture, rust, loose scale, and paint shall be removed from the area to be welded.
Whenever the welding conditions, e.g. high cooling rate, temperature less than 0°C, may affect the weldability, suitable measures shall be defined in the welding procedure specification (WPS). If using welding processes 135 and 136, the weld areas should be protected against wind and air movements.
NOTE 2 For diameters above 40 mm, it is sometimes necessary to determine the preheating temperature in accordance with ISO/TR 17671-2.
Welding shall only be done in accordance with qualified welding procedure specifications, which shall be present at the working place.
13.2 Welding of bent reinforcing steel bars
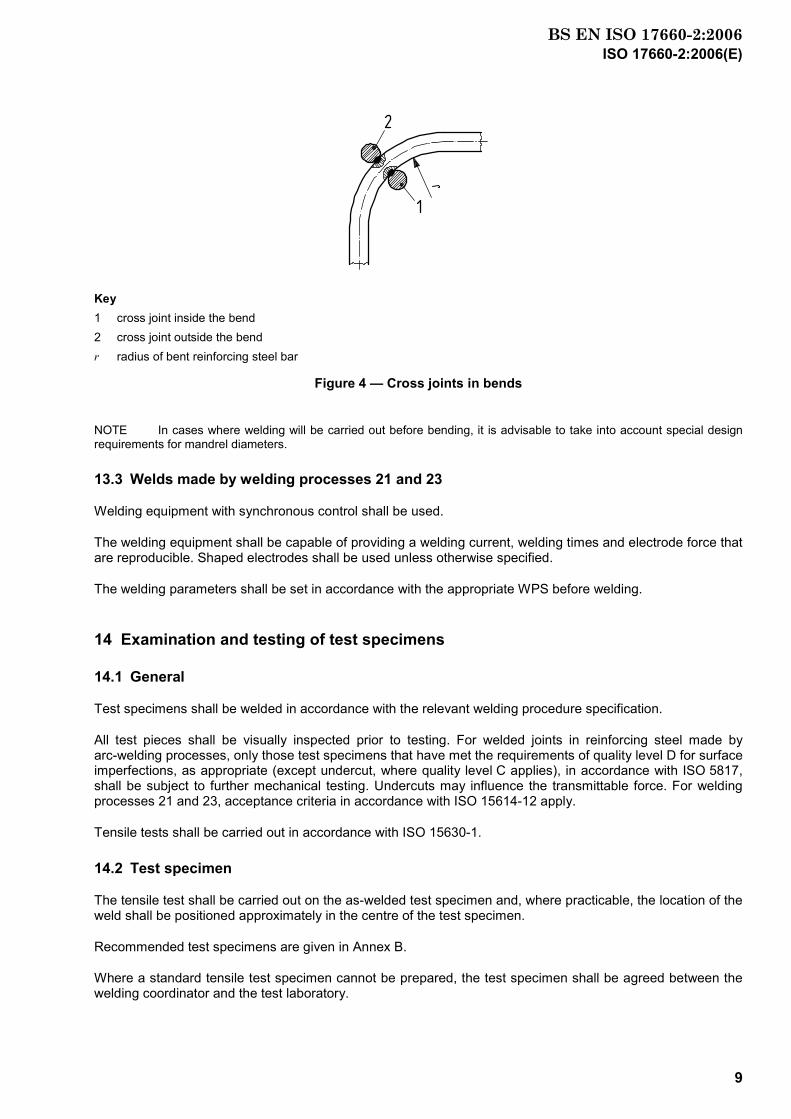
Welds may be placed in the bends in accordance with Figure 4, either on the inside or on the outside of the bend.
BS EN ISO 17660-2:2006
www.bzfxw.com
ISO 17660-2:2006(E)
9
Key 1 cross joint inside the bend 2 cross joint outside the bend r radius of bent reinforcing steel bar
Figure 4 — Cross joints in bends
NOTE In cases where welding will be carried out before bending, it is advisable to take into account special design requirements for mandrel diameters.
13.3 Welds made by welding processes 21 and 23
Welding equipment with synchronous control shall be used.
The welding equipment shall be capable of providing a welding current, welding times and electrode force that are reproducible. Shaped electrodes shall be used unless otherwise specified.
The welding parameters shall be set in accordance with the appropriate WPS before welding.
14 Examination and testing of test specimens
14.1 General
Test specimens shall be welded in accordance with the relevant welding procedure specification.
All test pieces shall be visually inspected prior to testing. For welded joints in reinforcing steel made by arc-welding processes, only those test specimens that have met the requirements of quality level D for surface imperfections, as appropriate (except undercut, where quality level C applies), in accordance with ISO 5817, shall be subject to further mechanical testing. Undercuts may influence the transmittable force. For welding processes 21 and 23, acceptance criteria in accordance with ISO 15614-12 apply.
Tensile tests shall be carried out in accordance with ISO 15630-1.
14.2 Test specimen
The tensile test shall be carried out on the as-welded test specimen and, where practicable, the location of the weld shall be positioned approximately in the centre of the test specimen.
Recommended test specimens are given in Annex B.
Where a standard tensile test specimen cannot be prepared, the test specimen shall be agreed between the welding coordinator and the test laboratory.
BS EN ISO 17660-2:2006
www.bzfxw.com
ISO 17660-2:2006(E)
10
14.3 Evaluation of results
The fracture surface of the weld shall not contain any imperfections larger than the requirements of quality level D, as appropriate, in accordance with ISO 5817.
If not specified otherwise, the following requirements shall be met:
Fmax W An ⋅ Rm (2)
where
Fmax is the maximum tensile force, in N;
An is the nominal cross-sectional area of the bar, in mm2;
Rm is the nominal tensile strength of the bar, in N/mm2.
If Rm is not specified for the parent material, the value of Rm shall be taken as the specified characteristic yield strength Re of the bar multiplied by the specified characteristic Rm/Re ratio.
Other mechanical properties, e.g. Agt, may be required and measured, depending on the material standard being used or the design specification.
NOTE Agt is measured over the weld area.
14.4 Report of results
The following shall be reported as the results of the test, as appropriate:
a) the welding procedure specification used;
b) the type of test specimen and its dimensions;
c) the maximum tensile force achieved, in kN;
d) the location of the fracture;
e) the type and location of any imperfection on the fracture surface;
f) the type and location of any imperfection identified during the visual inspection;
g) the elongation achieved, in % (if required).
The report shall clearly state whether or not the requirements of this part of ISO 17660 have been met.
15 Production log
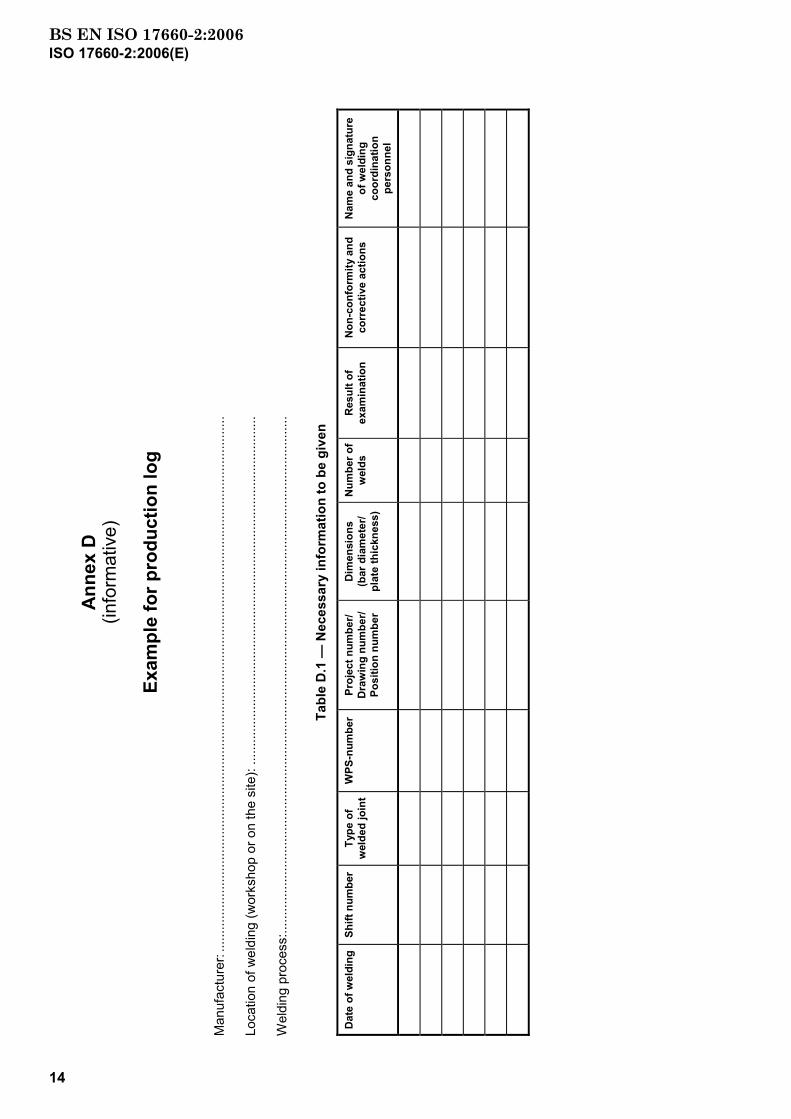
The manufacturer shall keep a record of production monitoring, known as a production log, which records the WPQR, the results of all production tests (routine and pre-production tests) and all important production data. The manufacturer shall keep a different log for each welding process and the log shall be maintained at the workplace. Annex D is an example form and should be used where appropriate.
BS EN ISO 17660-2:2006

www.bzfxw.com
ISO 17660-2:2006(E)
11
Annex A (informative)
Technical knowledge of welding coordinator
for welding reinforcing steel bars
The technical knowledge of a welding coordinator for welding reinforcing steel bars may be attained through:
⎯ a special course, in accordance with EWF 544-01, or
⎯ national training programmes, or
⎯ manufacturing experience (ISO 14731:—, 6.1).
BS EN ISO 17660-2:2006
www.bzfxw.com
ISO 17660-2:2006(E)
12
Annex B (informative)
Test specimens
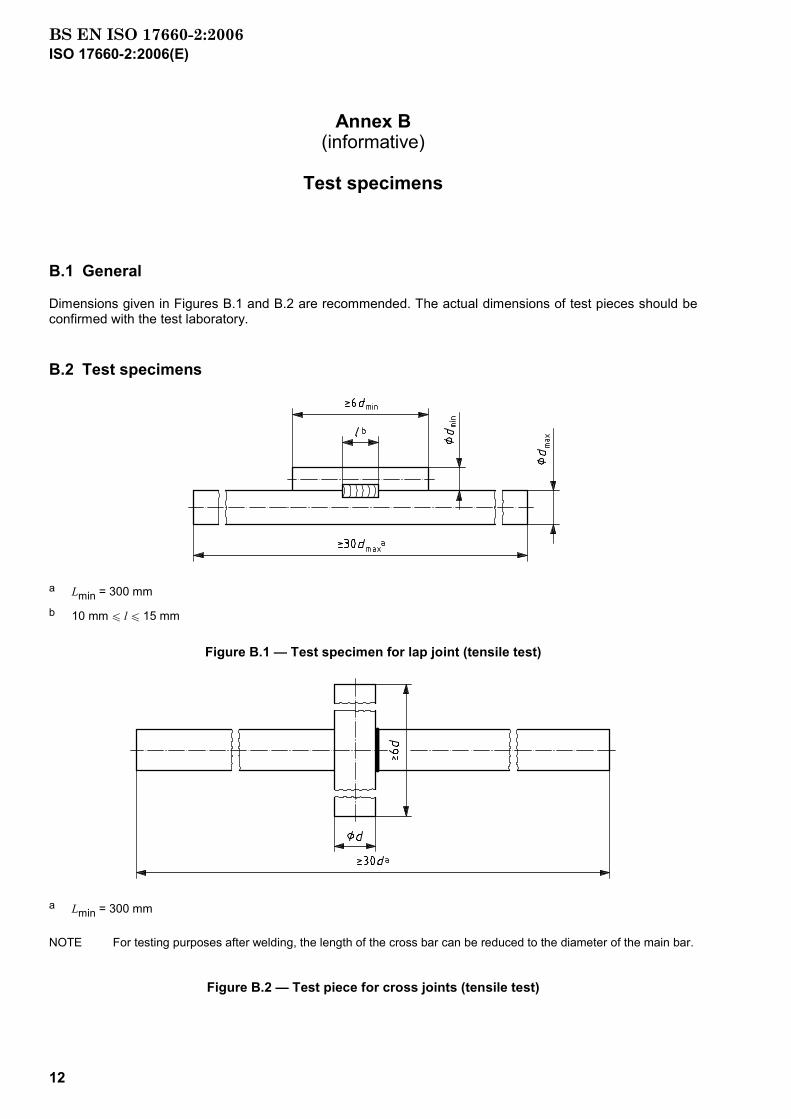
B.1 General
Dimensions given in Figures B.1 and B.2 are recommended. The actual dimensions of test pieces should be confirmed with the test laboratory.
B.2 Test specimens
a Lmin = 300 mm
b 10 mm u l u 15 mm
Figure B.1 — Test specimen for lap joint (tensile test)
a Lmin = 300 mm
NOTE For testing purposes after welding, the length of the cross bar can be reduced to the diameter of the main bar.
Figure B.2 — Test piece for cross joints (tensile test)
BS EN ISO 17660-2:2006
www.bzfxw.com
ISO 17660-2:2006(E)
13
Ann
ex C
(in
form
ativ
e)
Ev
alua
tion
of te
stin
g of
wel
ded
join
ts
Test
repo
rt nu
mbe
r: W
eldi
ng p
roce
dure
test
:
P
age
......
....
of .
......
...
Man
ufac
ture
r: Pr
oduc
tion
wel
d te
st:
Dat
e of
wel
ding
:
Loca
tion
(wor
ksho
p or
on
the
site
):
Dat
e of
test
ing:
W
eldi
ng c
oord
inat
or (n
ame)
: W
elde
r (na
me)
: W
eldi
ng p
roce
ss:
Fille
r des
igna
tion:
Test
pi
ece
num
ber
Test
pi
ece,
as
per
fig
ure
Wel
ding
po
sitio
n, in
ac
cord
ance
w
ith IS
O 6
947
Stee
l gr
ade
Test
pie
ce
diam
eter
or
thic
k-ne
ss
Thro
at
thic
k-ne
ss
Qua
lity
leve
l of
sur
face
im
perf
ectio
ns,
in a
ccor
danc
e w
ith
ISO
581
7
Ulti
-m
ate
forc
e
Frac
ture
ar
ea
Tens
ile
stre
ngth
Lo
catio
n of
frac
ture
Qua
lity
leve
l of i
nter
nal
impe
rfec
tions
in
frac
ture
are
a, in
ac
cord
ance
with
IS
O 5
817
Re-
mar
ks
Res
ult
a =
acce
pted
na
= n
ot
acce
pted
mm
m
m
N
m
m2
N/m
m2
......
......
......
......
......
......
......
......
......
......
......
......
......
......
......
......
......
......
...
......
......
......
......
......
......
......
......
......
......
......
......
......
......
......
......
....
Man
ufac
ture
r (na
me,
dat
e an
d si
gnat
ure)
Ex
amin
er o
r exa
min
ing
body
(nam
e, d
ate
and
sign
atur
e)
BS EN ISO 17660-2:2006
www.bzfxw.com
ISO 17660-2:2006(E)
14
Ann
ex D
(in
form
ativ
e)
Ex
ampl
e fo
r pro
duct
ion
log
Man
ufac
ture
r:...
......
......
......
......
......
......
......
......
......
......
......
......
......
......
......
......
......
......
......
......
......
......
......
.....
Loca
tion
of w
eldi
ng (w
orks
hop
or o
n th
e si
te):
......
......
......
......
......
......
......
......
......
......
......
......
......
......
......
.....
Wel
ding
pro
cess
:.....
......
......
......
......
......
......
......
......
......
......
......
......
......
......
......
......
......
......
......
......
......
......
....
Tabl
e D
.1 —
Nec
essa
ry in
form
atio
n to
be
give
n
Dat
e of
wel
ding
Sh
ift n
umbe
r Ty
pe o
f w
elde
d jo
int
WPS
-num
ber
Proj
ect n
umbe
r/ D
raw
ing
num
ber/
Posi
tion
num
ber
Dim
ensi
ons
(bar
dia
met
er/
plat
e th
ickn
ess)
Num
ber o
f w
elds
R
esul
t of
exam
inat
ion
Non
-con
form
ity a
nd
corr
ectiv
e ac
tions
N
ame
and
sign
atur
e of
wel
ding
co
ordi
natio
n pe
rson
nel
BS EN ISO 17660-2:2006
www.bzfxw.com
ISO 17660-2:2006(E)
15
Annex E (informative)
Examples of diameter combinations for welding cross joints using
welding processes 21 and 23
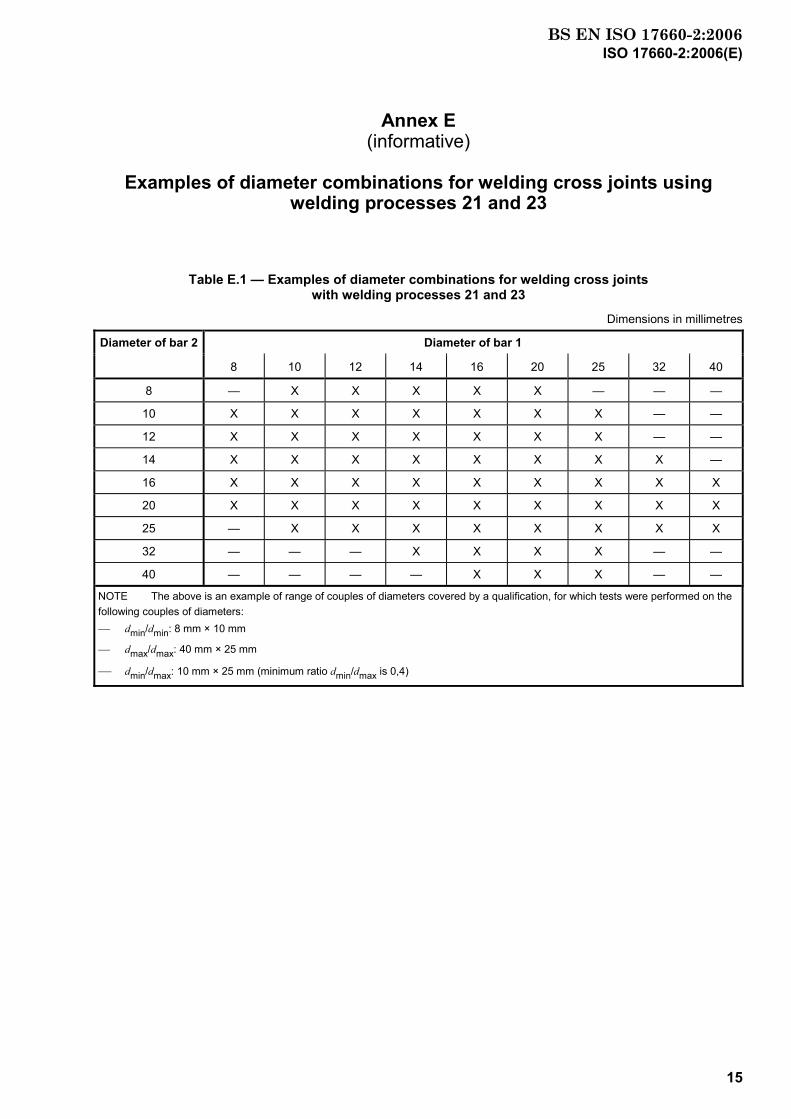
Table E.1 — Examples of diameter combinations for welding cross joints with welding processes 21 and 23
Dimensions in millimetres
Diameter of bar 1 Diameter of bar 2
8 10 12 14 16 20 25 32 40
8 — X X X X X — — —
10 X X X X X X X — —
12 X X X X X X X — —
14 X X X X X X X X —
16 X X X X X X X X X
20 X X X X X X X X X
25 — X X X X X X X X
32 — — — X X X X — —
40 — — — — X X X — —
NOTE The above is an example of range of couples of diameters covered by a qualification, for which tests were performed on the following couples of diameters: ⎯ dmin/dmin: 8 mm × 10 mm
⎯ dmax/dmax: 40 mm × 25 mm
⎯ dmin/dmax: 10 mm × 25 mm (minimum ratio dmin/dmax is 0,4)
BS EN ISO 17660-2:2006
www.bzfxw.com
ISO 17660-2:2006(E)
16
Bibliography
[1] ISO 4063, Welding and allied processes — Nomenclature of processes and reference numbers
[2] ISO 6947, Welds —Working positions — Definitions of angles of slope and rotation
[3] ISO 15630-2, Steel for the reinforcement and prestressing of concrete — Test methods — Part 2: Welded fabric
[4] ISO 17660-1, Welding — Welding of reinforcing steel — Part 1: Load-bearing welded joints
[5] CEN/TR 15481, Welding of reinforcing steel — Tack weldability — Test methods and performance requirements
[6] ISO/TR 17671-22), Welding — Recommendations for welding of metallic materials — Part 2: Arc welding of ferritic steels
[7] EWF 544-01, Special course for welding reinforcing bars at the specialist level
2) Equivalent to EN 1011-2.
BS EN ISO 17660-2:2006

BS EN ISO 17660-2:2006
www.bzfxw.com
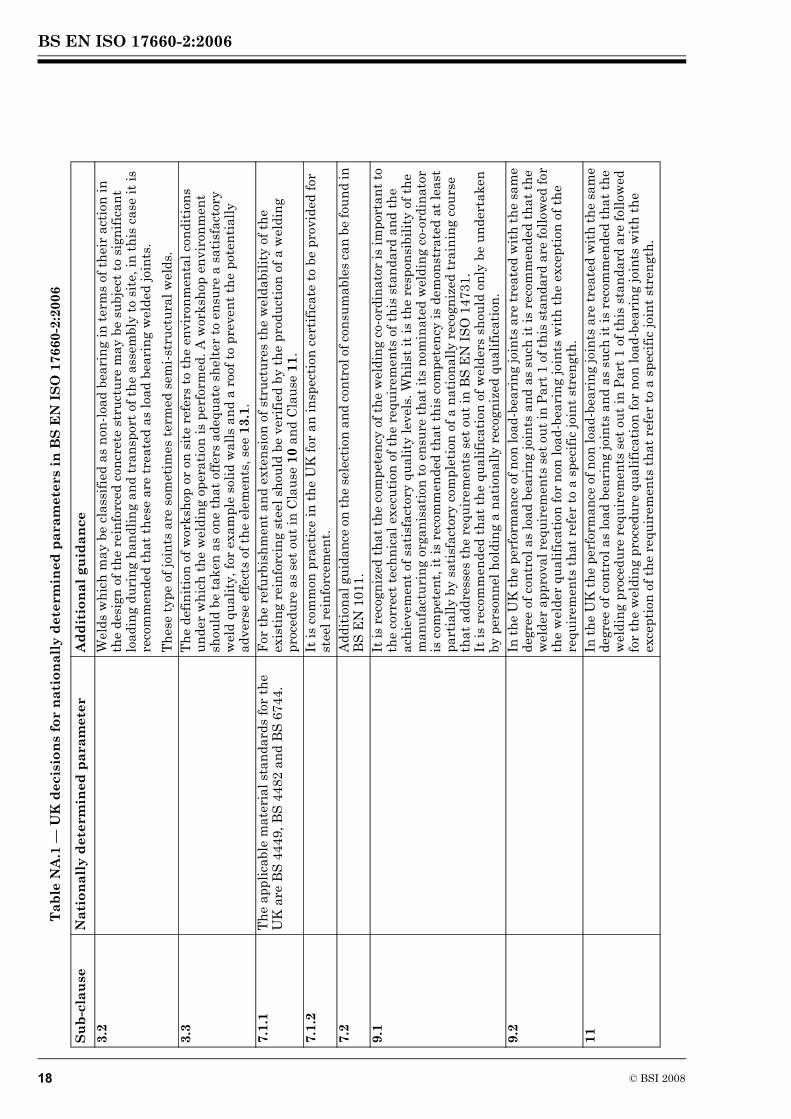
National Annex NA (informative) Guidance on the application of BS EN ISO 17660-2 in the UK
NA.1 Information and items to be agreed and to be available prior to the start of fabricationIt is recommended that the following information is agreed between the contracting parties, either of the contracting parties may provide the information but the requirements should be fully recorded.
a) The specification and grade of reinforcement to be welded.b) Whether welds are to be made in the workshop or on site.c) The material for backing when backing is not part of the structure.d) Whether third party accreditation to ISO 3834 is required.e) If any of the informative annexes are to be adhered to with specific reference to the National Annexes.f) Dimensions, details and tolerance of all welds when not given in this standard, when symbols are used for standard weld forms, they should conform to BS EN 22553.g) Alternative methods for preparation or cutting of material.h) The level of inspection required including any non-destructive examination (NDE) requirements.
This list is not meant to be exhaustive and further details may be agreed.
© BSI 2008 17
om
BS EN ISO 17660-2:2006
www.bzfxw.c
Tab
le N
A.1
— U
K d
ecis
ions
for
nati
onal
ly d
eter
min
ed p
aram
eter
s in
BS
EN
ISO
176
60-2
:200
6
Sub-
clau
seN
atio
nally
det
erm
ined
par
amet
erA
ddit
iona
l gui
danc
e3.
2W
elds
whi
ch m
ay b
e cl
assi
fied
as n
on-lo
ad b
eari
ng in
term
s of
thei
r ac
tion
in
the
desi
gn o
f the
rei
nfor
ced
conc
rete
str
uctu
re m
ay b
e su
bjec
t to
sign
ifica
nt
load
ing
duri
ng h
andl
ing
and
tran
spor
t of t
he a
ssem
bly
to s
ite, i
n th
is c
ase
it is
re
com
men
ded
that
thes
e ar
e tr
eate
d as
load
bea
ring
wel
ded
join
ts.
Thes
e ty
pe o
f joi
nts
are
som
etim
es te
rmed
sem
i-str
uctu
ral w
elds
.3.
3Th
e de
finiti
on o
f wor
ksho
p or
on
site
ref
ers
to th
e en
viro
nmen
tal c
ondi
tions
un
der
whi
ch th
e w
eldi
ng o
pera
tion
is p
erfo
rmed
. A w
orks
hop
envi
ronm
ent
shou
ld b
e ta
ken
as o
ne th
at o
ffers
ade
quat
e sh
elte
r to
ens
ure
a sa
tisfa
ctor
y w
eld
qual
ity, f
or e
xam
ple
solid
wal
ls a
nd a
roo
f to
prev
ent t
he p
oten
tially
ad
vers
e ef
fect
s of
the
elem
ents
, see
13.
1.
7.1.
1Th
e ap
plic
able
mat
eria
l sta
ndar
ds fo
r th
e U
K a
re B
S 44
49, B
S 44
82 a
nd B
S 67
44.
For
the
refu
rbis
hmen
t and
ext
ensi
on o
f str
uctu
res
the
wel
dabi
lity
of th
e ex
istin
g re
info
rcin
g st
eel s
houl
d be
ver
ified
by
the
prod
uctio
n of
a w
eldi
ng
proc
edur
e as
set
out
in C
laus
e 10
and
Cla
use
11.
7.1.
2It
is c
omm
on p
ract
ice
in th
e U
K fo
r an
insp
ectio
n ce
rtifi
cate
to b
e pr
ovid
ed fo
r st
eel r
einf
orce
men
t. 7.
2A
dditi
onal
gui
danc
e on
the
sele
ctio
n an
d co
ntro
l of c
onsu
mab
les c
an b
e fo
und
in
BS
EN
101
1.9.
1It
is re
cogn
ized
that
the
com
pete
ncy
of th
e w
eldi
ng co
-ord
inat
or is
impo
rtan
t to
the
corr
ect t
echn
ical
exe
cutio
n of
the
requ
irem
ents
of t
his
stan
dard
and
the
achi
evem
ent o
f sat
isfa
ctor
y qu
ality
leve
ls. W
hils
t it i
s th
e re
spon
sibi
lity
of th
e m
anuf
actu
ring
org
anis
atio
n to
ens
ure
that
its
nom
inat
ed w
eldi
ng c
o-or
dina
tor
is c
ompe
tent
, it i
s re
com
men
ded
that
this
com
pete
ncy
is d
emon
stra
ted
at le
ast
part
ially
by
satis
fact
ory
com
plet
ion
of a
nat
iona
lly r
ecog
nize
d tr
aini
ng c
ours
e th
at a
ddre
sses
the
requ
irem
ents
set
out
in B
S E
N IS
O 1
4731
.It
is r
ecom
men
ded
that
the
qual
ifica
tion
of w
elde
rs s
houl
d on
ly b
e un
dert
aken
by
per
sonn
el h
oldi
ng a
nat
iona
lly r
ecog
nize
d qu
alifi
catio
n.9.
2In
the
UK
the
perf
orm
ance
of n
on lo
ad-b
eari
ng jo
ints
are
trea
ted
with
the
sam
e de
gree
of c
ontr
ol a
s lo
ad b
eari
ng jo
ints
and
as
such
it is
rec
omm
ende
d th
at th
e w
elde
r app
rova
l req
uire
men
ts s
et o
ut in
Par
t 1 o
f thi
s st
anda
rd a
re fo
llow
ed fo
r th
e w
elde
r qu
alifi
catio
n fo
r no
n lo
ad-b
eari
ng jo
ints
with
the
exce
ptio
n of
the
requ
irem
ents
that
ref
er to
a s
peci
fic jo
int s
tren
gth.
11
In th
e U
K th
e pe
rfor
man
ce o
f non
load
-bea
ring
join
ts a
re tr
eate
d w
ith th
e sa
me
degr
ee o
f con
trol
as
load
bea
ring
join
ts a
nd a
s su
ch it
is r
ecom
men
ded
that
the
wel
ding
pro
cedu
re r
equi
rem
ents
set
out
in P
art 1
of t
his
stan
dard
are
follo
wed
fo
r th
e w
eldi
ng p
roce
dure
qua
lific
atio
n fo
r no
n lo
ad-b
eari
ng jo
ints
with
the
exce
ptio
n of
the
requ
irem
ents
that
ref
er to
a s
peci
fic jo
int s
tren
gth.
18 © BSI 2008
BS EN ISO 17660-2:2006
www.bzfxw.com
Tab
le N
A.1
— U
K d
ecis
ions
for
nati
onal
ly d
eter
min
ed p
aram
eter
s in
BS
EN
ISO
176
60-2
:200
6 (c
ontin
ued)
Sub-
clau
seN
atio
nally
det
erm
ined
par
amet
erA
ddit
iona
l gui
danc
e11
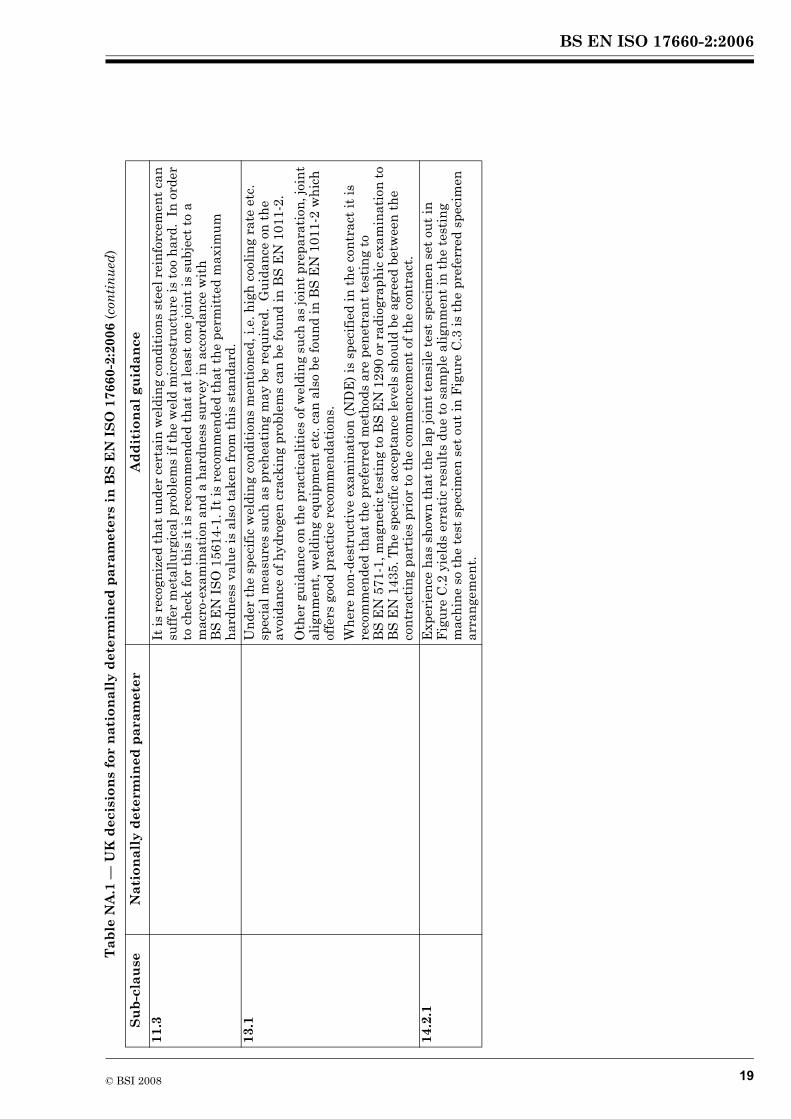
.3It
is re
cogn
ized
that
und
er ce
rtai
n w
eldi
ng co
nditi
ons
stee
l rei
nfor
cem
ent c
an
suffe
r met
allu
rgic
al p
robl
ems
if th
e w
eld
mic
rost
ruct
ure
is to
o ha
rd.
In o
rder
to
che
ck fo
r th
is it
is r
ecom
men
ded
that
at l
east
one
join
t is
subj
ect t
o a
mac
ro-e
xam
inat
ion
and
a ha
rdne
ss s
urve
y in
acc
orda
nce
with
B
S E
N IS
O 1
5614
-1. I
t is
reco
mm
ende
d th
at th
e pe
rmitt
ed m
axim
um
hard
ness
val
ue is
als
o ta
ken
from
this
sta
ndar
d.
13.1
Und
er th
e sp
ecifi
c w
eldi
ng c
ondi
tions
men
tione
d, i.
e. h
igh
cool
ing
rate
etc
. sp
ecia
l mea
sure
s su
ch a
s pr
ehea
ting
may
be
requ
ired
. G
uida
nce
on th
e av
oida
nce
of h
ydro
gen
crac
king
pro
blem
s ca
n be
foun
d in
BS
EN
101
1-2.
Oth
er g
uida
nce
on th
e pr
actic
aliti
es o
f wel
ding
such
as j
oint
pre
para
tion,
join
t al
ignm
ent,
wel
ding
equ
ipm
ent e
tc. c
an a
lso
be fo
und
in B
S E
N 1
011-
2 w
hich
of
fers
goo
d pr
actic
e re
com
men
datio
ns.
Whe
re n
on-d
estr
uctiv
e ex
amin
atio
n (N
DE
) is
spec
ified
in th
e co
ntra
ct it
is
reco
mm
ende
d th
at th
e pr
efer
red
met
hods
are
pen
etra
nt te
stin
g to
B
S E
N 5
71-1
, mag
netic
test
ing
to B
S E
N 1
290
or ra
diog
raph
ic e
xam
inat
ion
to
BS
EN
143
5. T
he s
peci
fic a
ccep
tanc
e le
vels
sho
uld
be a
gree
d be
twee
n th
e co
ntra
ctin
g pa
rtie
s pr
ior
to th
e co
mm
ence
men
t of t
he c
ontr
act.
14.2
.1E
xper
ienc
e ha
s sh
own
that
the
lap
join
t ten
sile
test
spe
cim
en s
et o
ut in
Fi
gure
C.2
yie
lds
erra
tic r
esul
ts d
ue to
sam
ple
alig
nmen
t in
the
test
ing
mac
hine
so
the
test
spe
cim
en s
et o
ut in
Fig
ure
C.3
is th
e pr
efer
red
spec
imen
ar
rang
emen
t.
© BSI 2008 19
om
BS EN ISO 17660-2:2006
www.bzfxw.c
BibliographyBS 4449, Steel for the reinforcement of concrete — Weldable reinforcing steel — Bar, coil and decoiled product — Specification.BS 4482, Steel wire for the reinforcement of concrete products — Specification.BS 6744, Stainless steel bars for the reinforcement of and use in concrete — Requirements and test methods.BS EN 287-1, Qualification test of welders — Fusion welding — Steels.BS EN 571-1, Non-destructive testing — Penetrant testing — General principles.BS EN 1011 (all parts), Welding — Recommendations for welding of metallic materials.BS EN 1290, Non-destructive examination of welds — Magnetic particle examination of welds.BS EN 1435, Non-destructive examination of welds — Radiographic examination of welded joints.BS EN 22553, Welded, brazed and soldered joints — Symbolic representation on drawings.BS EN ISO 3834 (all parts), Quality requirements for fusion welding of metallic materials.
20 © BSI 2008

www.bzfxw.com
blank
BS EN ISO 17660-2:2006
om
BSI389 Chiswick High RoadLondonW4 4AL
www.bzfxw.c
BSI — British Standards InstitutionBSI is the independent national body responsible for preparing British Standards. It presents the UK view on standards in Europe and at the international level. It is incorporated by Royal Charter.
Revisions
British Standards are updated by amendment or revision. Users of British Standards should make sure that they possess the latest amendments or editions.
It is the constant aim of BSI to improve the quality of our products and services. We would be grateful if anyone finding an inaccuracy or ambiguity while using this British Standard would inform the Secretary of the technical committee responsible, the identity of which can be found on the inside front cover. Tel: +44 (0)20 8996 9000. Fax: +44 (0)20 8996 7400.
BSI offers members an individual updating service called PLUS which ensures that subscribers automatically receive the latest editions of standards.
Buying standards
Orders for all BSI, international and foreign standards publications should be addressed to Customer Services. Tel: +44 (0)20 8996 9001. Fax: +44 (0)20 8996 7001. Email: [email protected]. Standards are also available from the BSI website at http://www.bsi-global.com.
In response to orders for international standards, it is BSI policy to supply the BSI implementation of those that have been published as British Standards, unless otherwise requested.
Information on standards
BSI provides a wide range of information on national, European and international standards through its Library and its Technical Help to Exporters Service. Various BSI electronic information services are also available which give details on all its products and services. Contact the Information Centre. Tel: +44 (0)20 8996 7111. Fax: +44 (0)20 8996 7048. Email: [email protected].
Subscribing members of BSI are kept up to date with standards developments and receive substantial discounts on the purchase price of standards. For details of these and other benefits contact Membership Administration. Tel: +44 (0)20 8996 7002. Fax: +44 (0)20 8996 7001. Email: [email protected].
Information regarding online access to British Standards via British Standards Online can be found at http://www.bsi-global.com/bsonline.
Further information about BSI is available on the BSI website at http://www.bsi-global.com.
Copyright
Copyright subsists in all BSI publications. BSI also holds the copyright, in the UK, of the publications of the international standardization bodies. Except as permitted under the Copyright, Designs and Patents Act 1988 no extract may be reproduced, stored in a retrieval system or transmitted in any form or by any means – electronic, photocopying, recording or otherwise – without prior written permission from BSI.
This does not preclude the free use, in the course of implementing the standard, of necessary details such as symbols, and size, type or grade designations. If these details are to be used for any other purpose than implementation then the prior written permission of BSI must be obtained.
Details and advice can be obtained from the Copyright & Licensing Manager. Tel: +44 (0)20 8996 7070. Fax: +44 (0)20 8996 7553. Email: [email protected].
Related Documents











