
Welding Guide Brochure
Nov 26, 2015
for welded splice of reinforcing bars
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Preheat Not required
Post Heat Not required
Electrode Type • Hydrogen controlled welding processes and electrodes such as GMAW (MIG), FCAW
and low hydrogen MMAW (sticks) must be used for all weld types. Correct control,
storage and drying of electrodes is essential.
• Matching strength W55x (E55xx) or W62x (E62xx) type consumables are required for all
load bearing butt welds.
• Under-matching W50x (E48xx) and W41 (E40xx) electrodes may also be used for lap
and other weld types with appropriate weld lengths as shown in the following sections.
• Select electrode diameter to be compatible with size of bars being joined.
Interpass Temperature This should be limited to 200ºC maximum for all joints with TEMPCORE.
Welding Technique Best results are achieved using stringer beads where heat input will generally not exceed
and Heat Input 2.5kJ/mm. Weaving is not recommended.
Welding Practice Notes • Observe 200ºC maximum limit on interpass temperature for TEMPCORE.
• For multipass welds, interpass temperature rise can be minimised by laying weld beads
on separate joints in sequence thus allowing each weld to cool between runs. As
interpass temperatures are likely to increase progressively throughout, check the
interpass temperature prior to commencing each weld run.
• Balance welding on each side of joint as required to minimise distortion.
• For butt welds, back grind root run on fusion side prior to completing the joint
• Remove slag after each run
• Refer to electrode manufacturer’s recommended current ranges and shielding gasses.
General Notes • Non-symmetric joints such as lap welds may not be suitable for use in seismic
applications – specialist advice and evaluation should be sought in such cases.
Welding 500PLUS Rebar500PLUS Rebar produced by the TEMPCORE process has a carbon equivalent (CE) limit of 0.44 maxand, as such, requires no pre-heating prior to welding.
Microalloyed 500PLUS coiled rebar also has a carbon equivalent limit of 0.44 max, will not requirepre-heating when welded in accordance with the Welding Standard AS/NZS1554 part 3 2002.
Other manufacturers’ 500 MPa reinforcing steel may be made to higher CE limits and pre-heating maythen be required in certain circumstances e.g. for tack & lap welding of larger bars.
Users should also be aware that hydrogen controlled electrodes will be required for all weld types,and matching strength electrodes will be required for butt welds.
General rules for the welding of 500PLUS Rebar
All Welding must conform to the requirements of AS/NZS1554 part 3 2002.
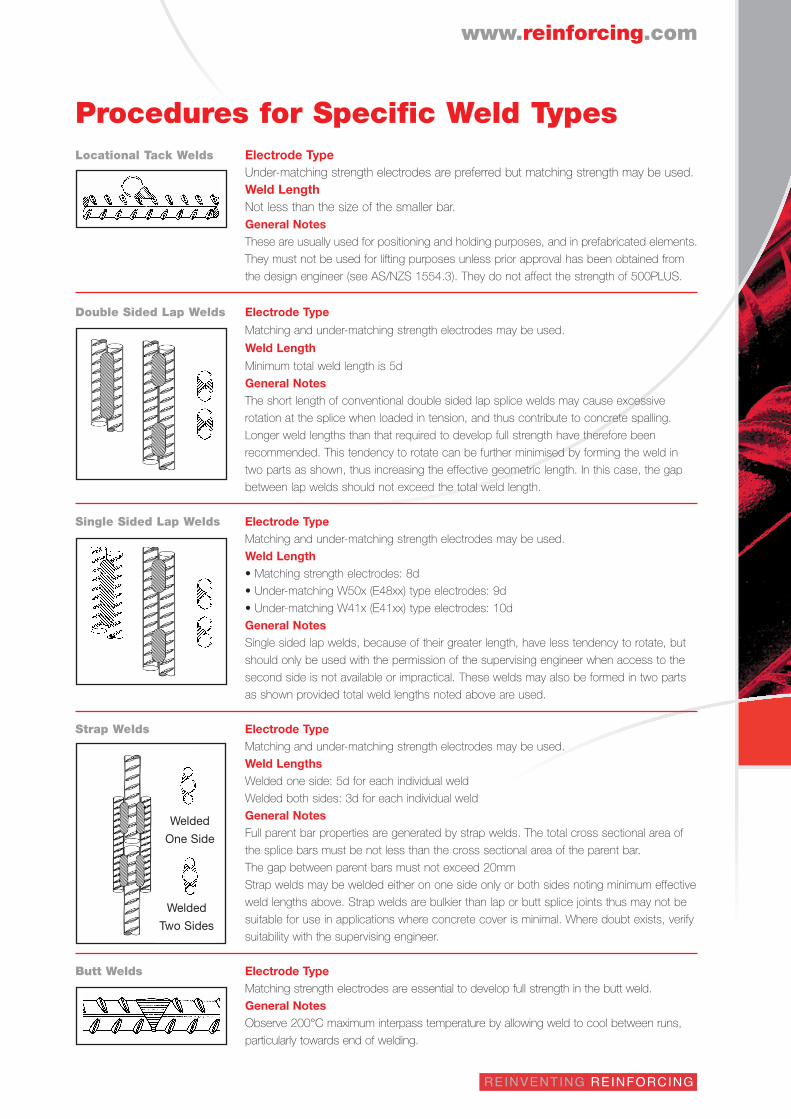
Locational Tack Welds Electrode TypeUnder-matching strength electrodes are preferred but matching strength may be used.Weld LengthNot less than the size of the smaller bar.General NotesThese are usually used for positioning and holding purposes, and in prefabricated elements.
They must not be used for lifting purposes unless prior approval has been obtained from
the design engineer (see AS/NZS 1554.3). They do not affect the strength of 500PLUS.
Double Sided Lap Welds Electrode Type
Matching and under-matching strength electrodes may be used.
Weld Length
Minimum total weld length is 5d
General NotesThe short length of conventional double sided lap splice welds may cause excessive
rotation at the splice when loaded in tension, and thus contribute to concrete spalling.
Longer weld lengths than that required to develop full strength have therefore been
recommended. This tendency to rotate can be further minimised by forming the weld in
two parts as shown, thus increasing the effective geometric length. In this case, the gap
between lap welds should not exceed the total weld length.
Single Sided Lap Welds Electrode TypeMatching and under-matching strength electrodes may be used.
Weld Length• Matching strength electrodes: 8d
• Under-matching W50x (E48xx) type electrodes: 9d
• Under-matching W41x (E41xx) type electrodes: 10d
General NotesSingle sided lap welds, because of their greater length, have less tendency to rotate, but
should only be used with the permission of the supervising engineer when access to the
second side is not available or impractical. These welds may also be formed in two parts
as shown provided total weld lengths noted above are used.
Strap Welds Electrode TypeMatching and under-matching strength electrodes may be used.
Weld LengthsWelded one side: 5d for each individual weld
Welded both sides: 3d for each individual weld
General NotesFull parent bar properties are generated by strap welds. The total cross sectional area of
the splice bars must be not less than the cross sectional area of the parent bar.
The gap between parent bars must not exceed 20mm
Strap welds may be welded either on one side only or both sides noting minimum effective
weld lengths above. Strap welds are bulkier than lap or butt splice joints thus may not be
suitable for use in applications where concrete cover is minimal. Where doubt exists, verify
suitability with the supervising engineer.
Butt Welds Electrode TypeMatching strength electrodes are essential to develop full strength in the butt weld.
General NotesObserve 200°C maximum interpass temperature by allowing weld to cool between runs,
particularly towards end of welding.
Procedures for Specific Weld Types
www.reinforcing.com
Welded
One Side
Welded
Two Sides

500PLUS, 500+, TEMPCORE and REIDBAR are Registered Trade Marks used exclusively by OneSteel Reinforcing
www.reinforcing.com
OneSteel Reinforcing
Level 6, 205 Pacific Highway,St Leonards NSW 2065
Telephone: (61 2) 98424 9800Facsimile: (61 2) 9966 0702
Email: [email protected]
New South Wales
Tel: 02 9794 1000
Fax: 02 9772 1689
Victoria
Tel: 03 9207 2200
Fax: 03 9207 2270
Queensland
Tel: 07 3845 5655
Fax: 07 3845 5697
South Australia
Tel: 08 8349 8666
Fax: 08 8349 7555
Western Australia
Tel: 08 9442 3111
Fax: 08 9442 3149
This information is provided as a service to those interested in steel reinforcement. Since the information is provided for general guidance only, and inno way replaces the services of professional consultants on particular projects or subjects, no legal liability can be accepted by OneSteel Reinforcing for its use.
500PLUS Rebar produced by the TEMPCOREprocess has a carbon equivalent (CE) limit of0.39 max and, as such, requires no pre-heatingprior to welding.
Microalloyed 500PLUS coiled rebar has acarbon equivalent limit of 0.44 max, however,will still not require pre-heating when welded inaccordance with the revised Welding StandardAS/NZS1554 part 3.
Other manufacturers’ 500 MPa reinforcing steelmay be made to higher CE limits and pre-heating may then be required in certaincircumstances e.g. for tack & lap welding oflarger bars.
Users should also be aware that hydrogencontrolled electrodes will be required for allweld types, and matching strength electrodeswill be required for butt welds.
Further Information
An extensive range of technical information anddesign aids will be made progressively availableon our website at www.onesteel.com
Welding 500Plus Rebar
OSR439
Related Documents











