
weld filler wire
Nov 29, 2015
filler wire specification
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript


Tab
le o
f C
ont
ents
Table of Contents Page AWS Werkstoff Nr. ISO No.
Welding ElectrodesNiNickel Welding Electrode 141 3 A5.11 ENi-1 2.4156 ENi2061
Ni-CuMONEL Welding Electrode 190 4 A5.11 ENiCu-7 2.4366 ENi4060
Cu-NiMONEL Welding Electrode 187 5 A5.6 ECuNi 2.0838 ECu 7158
Ni-Cr-FeINCO-WELD A Welding Electrode 6 A5.11 ENiCrFe-2 2.4805 ENi6092INCONEL Welding Electrode 152 7 A5.11 ENiCrFe-7 ENi6152INCONEL Welding Electrode 182 8 A5.11 ENiCrFe-3 2.4807 ENi6182
Ni-Cr-MoINCONEL Welding Electrode 112 9 A5.11 ENiCrMo-3 2.4621 ENi6625INCONEL Welding Electrode 122 10 A5.11 ENiCrMo-10 ENi6022INCO-WELD C-276 Welding Electrode 11 A5.11 ENiCrMo-4 2.4887 ENi6276INCO-WELD 686CPT Welding Electrode 12 A5.11 ENiCrMo-14 ENi6686
Ni-Cr-Co-MoINCONEL Welding Electrode 117 13 A5.11 ENiCrCoMo-1 2.4628 ENi6617
Ni-Fe-CrINCO-WELD C Welding Electrode 14
Cast Iron Welding ElectrodesNiNI-ROD Welding Electrode 15 A5.15 ENi-CI E C Ni-CINI-ROD 99X Welding Electrode 16
Ni-FeNI-ROD 55 Welding Electrode 17 A5.15 ENiFe-CI E C NiFe-CINI-ROD 55X Welding Electrode 18
Filler Metals & Flux CoredNiNickel Filler Metal 61 19 A5.14 ERNi-1 2.4155 SNi2061
Ni-CuMONEL Filler Metal 60 20 A5.14 ERNiCu-7 2.4377 SNi4060
Cu-NiMONEL Filler Metal 67 21 A5.7 ERCuNi 2.0837 SCu 7158
Ni-CrINCONEL Filler Metal 72 22 A5.14 ERNICr-4 SNi6072NC 80/20 Filler Metal 23 2.4639INCONEL Filler Metal 82 24 A5.14 ERNiCr-3 2.4806 SNi6082INCO-CORED Flux-Cored 82AP 25 A5.34 ENiCr3T1-4INCO-CORED Flux-Cored 82DH 25 A5.34 ENiCr3T0-4
Ni-Cr-MoINCONEL Filler Metal 622 26 A5.14 ERNiCrMo-10 SNi6022INCONEL Filler Metal 625 27 A5.14 ERNiCrMo-3 2.4831 SNi6625INCO-WELD 686CPT Filler Metal 28 A5.14 ERNiCrMo-14 SNi6686INCO-WELD Filler Metal 725NDUR 29 A5.14 ERNiCrMo-15 SNi7725INCO-WELD Filler Metal C 276 30 A5.14 ERNiCrMo-4 2.4886 SNi6276INCO-WELD Filler Metal HX 31 A5.14 ERNiCrMo-2 SNi6002INCO-CORED Flux-Cored 625AP 32 A5.34 ENiCrMo3T1-4INCO-CORED Flux-Cored 625DH 32 A5.34 ENiCrMo3T0-4
Special Metals Welding Products Company is the world’s leading developer andmanufacturer of wrought nickel alloys and nickel based welding consumables forjoining nickel alloys, high performance steels, cast irons and dissimilar metals as well asoverlaying on steel for corrosion or erosion protection. It offers industry the widestrange of welding consumables, supported by over 100 years experience in nickel alloytechnology. Product trademarks such as MONEL, INCO-WELD, NI-ROD, INCONEL,INCOLOY, INCO-CORED, and INCOFLUX have earned worldwide recognition as thestandard for quality and product performance.
Special Metals Welding Products Company operates a fully integrated manufacturingfacility that encompasses every step from acquisition of raw materials to packagingof the finished products. This melting-pot-to-weld-puddle control provides completetraceability and control of product quality. Rigorous quality control is applied atevery production step using quality systems such as ISO 9001, ASME Section IIINC3800, and TUV.
In support of this comprehensive product line is a tradition of first class techinicalservice and customer support made available through our extensive gobal distributionnetwork. Direct access to additional information is available through our websiteswww.specialmetalswelding.com and in chinese www.smc-wpc.com.
1

Nickel Welding Electrode 141 is used for shielded-metal-arc welding of Nickel 200 andNickel 201, welding the clad side of nickel-clad steel, and surfacing of steel. The reaction oftitanium with carbon in the weld metal holds free carbon to a low level so that the electrodecan be used with low-carbon nickel (Nickel 201). The weld metal has good corrosion resist-ance, especially in alkalies. The electrode is also used for dissimilar welding, including jointsbetween Nickel 200 or 201 and various iron-base and nickel-base alloys. Nickel WeldingElectrode 141 can be operated in all welding positions.
Power supply: direct current, electrode positive.
www.specialmetalswelding.com
Ni Welding Electrode
Nickel Welding Electrode 141
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Diameter mm 2.4 3.2 4.0 4.8in 3/32 1/8 5/32 3/16
Length mm 305 356 356 356in 12 14 14 14
Current A 65-85 90-125 125-170 170-225
Available Product Forms
Nic
kel
Wel
din
g E
lect
rod
e 14
1
Minimum Tensile Strength, psi 60,000Mechanical MPa 414Properties Elongation, (4d) % 20
Limiting Ni+Co .............. 92.0 min. Cu............................ 0.25 max.Chemical C ........................ 0.10 max. Al ................................ 1.0 max.Composition Mn .................. 0.75 max. Ti .................................... 1.0-4.0
Fe .................... 0.75 max. P .............................. 0.03 max.S ...................... 0.02 max. Others .................. 0.50 max.Si........................ 1.25 max.
Specifications AWS A5.11, ENi-1 UNS W82141ASME II, SFA-5.11, ENi-1 Werkstoff Nr. 2.4156ASME IX, F-No. 41 ISO ENi2061DIN 1736 EL-NiTi3 Europe ENiTi3VdTÜV 1286.01
3
Tab
le o
f C
ont
ents
, C
ont
inue
dTable of Contents Page AWS Werkstoff Nr. ISO No.
Filler Metals (continued)Ni-Cr-FeINCONEL Filler Metal 52 33 A5.14 ERNiCrFe-7 SNi6052INCONEL Filler Metal 52M 34 A5.14 ERNiCrFe-7AINCONEL Filler Metal 601 35 A5.14 ERNiCrFe-11 2.4626 SNi6601INCONEL Filler Metal 92 36 A5.14 ERNiCrFe-6 SNi7092
Ni-Cr-Co-MoINCONEL Filler Metal 617 37 A5.14 ERNiCrCoMo-1 2.4627 SNi6617
Ni-FeNILO Filler Metal CF36 38NILO Filler Metal CF42 39
Ni-Fe-CrINCOLOY Filler Metal 65 40 A5.14 ERNiFeCr-1 SNi8065INCONEL Filler Metal 718 41 A5.14 ERNiFeCr-2 2.4667 SNi7718
Cast Iron Filler MetalsNI-ROD Filler Metal 44 42 A5.15 ERNiFeMn-CI S C NiFeMn-CINI-ROD FC 55 Cored Wire 43 A5.15 ENiFeT3-CI T C NiFe-1NI-ROD Filler Metal 99 44 A5.15 ERNi-CI S C Ni-CI
Submerged Arc FluxesINCOFLUX 4 45INCOFLUX 5 46INCOFLUX 6 47INCOFLUX 7 48INCOFLUX 8 49INCOFLUX 9 50INCOFLUX ESS1 51INCOFLUX ESS2 52INCOFLUX ESS10 53INCOFLUX NT100 54INCOFLUX NT110 55INCOFLUX NT120 56INCOFLUX SAS1 57INCOFLUX SAS2 58
Weldstrip 59Thermal Spray Wires 60
Appendix 61Welding Products Selector Chart 62-63Conversion Factors for
Units of Measure Conversions 64Hardness Conversions 65Comparison of Gauges 66Standard Pipe Sizes 66Temperature Conversions 67Storage and Rebaking 68
2

MO
NEL
®W
eld
ing
Ele
ctro
de
190
MONEL Welding Electrode 190 is used for shielded-metal-arc welding of MONELalloys 400, R-405, and K-500. It is also used for surfacing of steel. The weld metal isresistant to corrosion by sea water, salts, and reducing acids. The electrode is capable ofproducing weld deposits that meet stringent radiographic requirements. Although theelectrode produces sound joints in MONEL alloy K-500, the weld metal has lowerstrength since, unlike the base metal, it is not age hardenable. Dissimilar-welding applica-tions for MONEL Welding Electrode 190 include joints between MONEL nickel-copperalloys and carbon steel, low-alloy carbon steel, copper, and copper-nickel alloys.
MONEL Welding Electrode 190 can be operated in all positions. Power supply: direct cur-rent, electrode positive.
www.specialmetalswelding.com
MONEL® Welding Electrode 190
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Minimum Tensile Strength, psi 70,000Mechanical MPa 483Properties Elongation, (4d) % 30
Limiting Ni+Co ............ 62.0-68.0 Cu .......................... RemainderChemical C ........................ 0.15 max. Al ............................ 0.75 max.Composition Mn ...................... 4.0 max. Ti.................................. 1.0 max.
Fe ........................ 2.5 max. P .............................. 0.02 max.S...................... 0.015 max. Others .................. 0.50 max.Si .......................... 1.0 max.
Specifications AWS A5.11, ENiCu-7 DIN 1736 EL-NiCu30MnMIL-E-22200/3 Type MIL-9N10 UNS W84190ASME II, SFA-5.11, ENiCu-7 Werkstoff Nr. 2.4366ASME IX, F-No. 42 ISO ENi4060VdTÜV 2106.00 Europe ENiCu30Mn3Ti
Available Product Forms
Diameter mm 2.4 3.2 4.0 4.8in 3/32 1/8 5/32 3/16
Length mm 305 356 356 356in 12 14 14 14
Current A 55-75 75-110 110-150 150-190
MONEL Welding Electrode 187 is used for shielded-metal-arc welding of wrought orcast 70/30, 80/20, and 90/10 copper-nickel alloys. Like the base metals with which it isused, the weld metal resists fouling and corrosion in sea water and is useful for manymarine and desalination applications. Dissimilar joints welded with the electrode includethose between copper-nickel alloys and MONEL alloy 400 or Nickel 200.
MONEL Welding Electrode 187 can be operated in all positions. Power supply: direct cur-rent, electrode positive.
www.specialmetalswelding.com
MONEL® Welding Electrode 187
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Diameter mm 2.4 3.2 4.0 4.8in 3/32 1/8 5/32 3/16
Length mm 305 356 356 356in 12 14 14 14
Current A 60-85 70-120 100-145 130-190
Available Product Forms
MO
NEL
®W
eld
ing
Ele
ctro
de
187
Minimum Tensile Strength, psi 50,000Mechanical MPa 345Properties Elongation, (4d) % 30
Limiting Ni+Co .............. 29.0 min. Si ............................ 0.50 max.Chemical C ...................... 0.05 max. Cu .......................... RemainderComposition Mn........................ 1.0-2.50 Ti ............................ 0.50 max.
Fe .................... 0.40-0.75 P ............................ 0.020 maxS...................... 0.015 max. Others .................. 0.50 max.
Specifications AWS A5.6, ECuNi Werkstoff Nr. 2.0838MIL-E-22200/4 Type MIL-CuNi(70:30) UNS W60715ASME II, SFA-5.6, ECuNi ISO ECu 7158ASME IX, F-No. 34 Europe ECu 7158DIN 1733 S-CuNi30Mn
54
Ni-Cu Welding Electrode Cu-Ni Welding Electrode

INC
O-W
ELD
®A
Wel
din
g E
lect
rod
e INCO-WELD A Welding Electrode is used for shielded-metal-arc welding of INCOLOYalloys 800 and 800HT, INCONEL alloys 600 and 601, and nickel steels. The weld metal hasexcellent strength and oxidation resistance at high temperatures and retains impact resistanceat cryogenic temperatures. The electrode is an exceptionally versatile product for dissimilarwelding. It can be used on a variety of austenitic and ferritic steels and nickel alloys. Examplesare combinations of stainless steels, carbon steels, INCONEL alloys, INCOLOY alloys, MONELalloys, and copper-nickel alloys. Because of its versatility, INCO-WELD A Welding Electrodeis especially useful for general maintenance welding of equipment exposed to strenuous serv-ice conditions.
INCO-WELD A Welding Electrode can be operated in all welding positions. Power supply:direct current, electrode positive.
www.specialmetalswelding.com
INCO-WELD® A Welding Electrode
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Minimum Tensile Strength, psi 80,000Mechanical MPa 552Properties Elongation, (4d) % 30
Limiting Ni+Co .............. 62.0 min. Cu .......................... 0.50 max.Chemical C ........................ 0.10 max. Cr .............................. 13.0-17.0Composition Mn .......................... 1.0-3.5 Nb+Ta ........................ 0.5-3.0
Fe ...................... 12.0 max. Mo ................................0.5-2.5S ...................... 0.02 max. P .............................. 0.03 max.Si ...................... 0.75 max. Others .................. 0.50 max.
Specifications AWS A5.11, ENiCrFe-2 Werkstoff Nr. 2.4805ASME II, SFA-5.11, ENiCrFe-2 DIN 1736 EL-NiCr15FeNbUNS W86133 ISO ENi6092ASME IX, F-No. 43 Europe ENiCr16Fe9NbMoVdTÜV 2104.00
Available Product Forms
Diameter mm 2.4 3.2 4.0 4.8in 3/32 1/8 5/32 3/16
Length mm 229 356 356 356in 9 14 14 14
Current A 45-70 65-95 95-130 125-165
INCONEL Welding Electrode 152 is used for shielded-metal-arc welding of INCONELalloy 690. It has a higher chromium content which improves resistance to stress-corrosioncracking in the nuclear, pure water environment. It was designed to produce high quality weldsin all positions. This electrode also produces corrosion-resistant overlays on most low-alloyand stainless steels. Other uses include applications requiring INCONEL alloy 690 "glassmelters" used for the disposal of nuclear waste. It is also useful for dissimilar joints involvingINCONEL and INCOLOY alloys, and stainless, low-alloy and carbon steels.
INCONEL Welding Electrode 152 can be operated in all welding positions. Power supply: directcurrent, electrode positive.
www.specialmetalswelding.com
INCONEL® Welding Electrode 152
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Diameter mm 2.4 3.2 4.0 4.8in 3/32 1/8 5/32 3/16
Length mm 229 356 356 356in 9 14 14 14
Current A 45-65 75-100 95-130 125-165
Available Product Forms
INC
ON
EL®
Wel
din
g E
lect
rod
e 15
2
Minimum Tensile Strength, psi 80,000Mechanical MPa 552Properties Elongation, (4d) % 30
Limiting Ni+Co .......... Remainder Cu .......................... 0.50 max.Chemical C ...................... 0.05 max. Cr.............................. 28.0-31.5Composition Mn ...................... 5.0 max. Ti ............................ 0.50 max.
Fe ........................ 7.0-12.0 Al ............................ 0.50 max.S...................... 0.015 max. P .............................. 0.03 max.Si ...................... 0.75 max. Nb+Ta .......................... 1.0-2.5Mo ....................0.50 max. Others .................. 0.50 max.
Specifications AMSE Boiler & Pressure Vessel Code Case 2143AWS A5.11, ENiCrFe-7 UNS W86152ASME II, SFA-5.11, ENiCrFe-7 ISO ENi 6152ASME IX, F-No. 43 Europe ENiCr30Fe9Nb
76
Ni-Cr-FeWelding Electrode
Ni-Cr-FeWelding Electrode

INC
ON
EL®
Wel
din
g E
lect
rod
e 18
2 INCONEL Welding Electrode 182 is used for shielded-metal-arc welding of INCONELalloys 600, 601 and 690. The weld metal has excellent high-temperature strength and oxida-tion resistance and can meet stringent radiographic requirements.
Dissimilar welds for which the electrode are used include INCONEL alloys and INCOLOYalloys joined to carbon steels, stainless steels, nickel and MONEL alloys, MONEL alloys joinedto carbon steels; nickel joined to stainless steels; and stainless steels joined to carbon steels.
INCONEL Welding Electrode 182 can be operated in all welding positions. Power supply: directcurrent, electrode positive.
www.specialmetalswelding.com
INCONEL® Welding Electrode 182
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Minimum Tensile Strength, psi 80,000Mechanical MPa 552Properties Elongation, (4d) % 30
Limiting Nia...................... 59.0 min. Cu .......................... 0.50 max.Chemical C ........................ 0.10 max. Cr .............................. 13.0-17.0Composition Mn ........................ 5.0-9.5 Ti.................................. 1.0 max.
Fe ...................... 10.0 max. Nbb ..................................1.0-2.5S...................... 0.015 max. P............................ 0.030 max.Si .......................... 1.0 max. Others .................. 0.50 max.
a Plus Co. Co 0.12 max. when specifiedb Plus Ta. Ta 0.30 max. when specified
Specifications AWS A5.11, ENiCrFe-3 DIN 1736 EL-NiCr15FeMnASME II, SFA-5.11, ENiCrFe-3 Werskoff Nr. 2.4807ASME IX, F-No. 43 ISO ENi6182UNS W86182 Europe ENiCr15Fe6MnVdTÜV 2105.00MIL-E-22200/3 Types MIL-8N12, MIL-8N12H
Available Product Forms
Diameter mm 2.4 3.2 4.0 4.8in 3/32 1/8 5/32 3/16
Length mm 229 356 356 356in 9 14 14 14
Current A 40-65 65-95 95-125 125-165
www.specialmetalswelding.com
INCONEL® Welding Electrode 112
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
INC
ON
EL®
Wel
din
g E
lect
rod
e 11
2
INCONEL Welding Electrode 112 is used for shielded-metal-arc welding of INCONELalloy 625, INCOLOY alloy 825, INCOLOY alloy 25-6MO, and other molybdenum-containingstainless steels. It is also used for surfacing of steel and for welding various corrosion- resist-ant alloys such as alloy 20. The weld metal has high strength at room and elevated tempera-tures and has exceptional corrosion resistance, including resistance to pitting, crevice corro-sion, and polythionic acid stress-corrosion cracking. INCONEL Welding Electrode 112 is usefulfor many dissimilar joints involving INCONEL alloys, INCOLOY alloys, stainless steels, low-alloy steels, and carbon steels.
INCONEL Welding Electrode 112 can be operated in all welding positions. Power supply: directcurrent, electrode positive.
Minimum Tensile Strength, psi 110,000Mechanical MPa 758Properties Elongation, (4d) % 30
Limiting Ni+Co ............ 55.0 min. Si ............................ 0.75 max.Chemical C ...................... 0.10 max. Cr .......................... 20.0-23.0Composition Mn........................ 1.0 max. Nb+Ta .................... 3.15-4.15
Fe........................ 7.0 max. Mo ............................ 8.0-10.0S ...................... 0.02 max. P ............................ 0.03 max.Cu .................. 0.50 max. Others ................ 0.50 max.
Specifications AWS A5.11, ENiCrMo-3 DIN 1736 EL-NiCr20Mo9NbASME II, SFA-5.11, ENiCrMo-3 Werkstoff Nr. 2.4621ASME IX, F-No. 43 ISO ENi6625MIL-E-22200/3 Type MIL-IN12 Europe ENiCr22Mo9NbUNS W86112
Available Product Forms
Diameter mm 2.4 3.2 4.0 4.8in 3/32 1/8 5/32 3/16
Length mm 229 356 356 356in 9 14 14 14
Current A 40-65 65-90 90-125 125-160
98
Ni-Cr-FeWelding Electrode
Ni-Cr-MoWelding Electrode

INC
ON
EL®
Wel
din
g E
lect
rod
e 12
2 INCONEL Welding Electrode 122 is used for shielded-metal-arc welding of INCONELalloys 622 and 625, INCOLOY alloy 25-6MO, and INCOLOY alloy 825. This is an excellentdissimilar metal welding electrode that offers protection against preferential weld metal cor-rosion when used for joining molybdenum-containing stainless steels, INCONEL alloy C-276,and INCONEL alloy 625. It is a versatile welding product for the chemical, power, petroleum,and marine industries.
INCONEL Welding Electrode 122 can be operated in all positions. Power supply: direct current,electrode positive.
www.specialmetalswelding.com
INCONEL® Welding Electrode 122
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Minimum Tensile Strength, psi 100,000Mechanical MPa 690Properties Elongation, (4d) % 25
Limiting Ni .................. Remainder Cu .......................... 0.50 max.Chemical C .................... 0.02 max. Co ............................ 2.5 max.Composition Mn........................ 1.0 max. Cr .......................... 20.0-22.5
Fe .......................... 2.0-6.0 Mo ............................ 12.5-14.5P ...................... 0.03 max. V ..............................0.35 max.S...................... 0.015 max. W.................................. 2.5-3.5Si .................... 0.20 max. Others ................ 0.50 max.
Specifications AWS A5.11, ENiCrMo-10 ISO ENi6022ASME II, SFA-5.11, ENiCrMo-10 Europe ENiCr21Mo13W3UNS W86022ASME IX, F-No. 43
Available Product Forms
Diameter mm 2.4 3.2 4.0 4.8in 3/32 1/8 5/32 3/16
Length mm 229 356 356 356in 9 14 14 14
Current A 50-75 75-100 80-140 125-150
Minimum Tensile Strength, psi 100,000Mechanical MPa 690Properties Elongation, (4d) % 25
Limiting Ni+Co .......... Remainder Cu .......................... 0.50 max.Chemical C .................... 0.02 max. Co ............................ 2.5 max.Composition Mn........................ 1.0 max. Cr .............................. 14.5-16.5
Fe .......................... 4.0-7.0 Mo .......................... 15.0-17.0P ...................... 0.04 max. V ..............................0.35 max.S ...................... 0.03 max. W.................................. 3.0-4.5Si ........................ 0.2 max. Others ................ 0.50 max.
Specifications AWS A5.11, ENiCrMo-4 DIN 1736 SG-NiMo16Cr16WASME II, SFA-5.11, ENiCrMo-4 Werkstoff Nr. 2.4887ASME IX, F-No. 43 ISO ENi6276UNS W80276 Europe ENiCr15Mo15W
Available Product Forms
Diameter mm 2.4 3.2 4.0 4.8in 3/32 1/8 5/32 3/16
Length mm 229 356 356 356in 9 14 14 14
Current A 40-65 60-90 90-125 125-150
INCO-WELD C-276 Welding Electrode is used for shielded-metal-arc welding ofINCONEL alloy C-276 and other nickel-chromium-molybdenum alloys. It is also used for sur-facing of steel. The weld metal has excellent corrosion resistance in many media and is espe-cially resistant to pitting and crevice corrosion. INCO-WELD C-276 Welding Electrode is use-ful for various dissimilar joints involving nickel alloys, stainless steels, and low-alloy steels.
INCO-WELD C-276 Welding Electrode can be operated in all welding positions. Power sup-ply: direct current, electrode positive.
www.specialmetalswelding.com
INCO-WELD® C-276 Welding Electrode
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
INC
O-W
ELD
®C
-27
6 W
eld
ing
Ele
ctro
de
1110
Ni-Cr-MoWelding Electrode
Ni-Cr-MoWelding Electrode

INC
O-W
ELD
®6
86C
PT®
Elec
tro
de
INCO-WELD 686CPT Welding Electrode is an all-position shielded-metal-arc weldingelectrode used to join duplex, super-duplex and super-austenitic stainless steels, as well asnickel alloys such as UNS N06059 and N06022, INCONEL alloy C-276, and INCONEL alloys622, 625 and 686. INCO-WELD 686CPT Welding Electrode offers a level of corrosion-resist-ance attractive for welding operations in pollution control engineering as well as the chemi-cal, process, petrochemical, oil and gas, and marine industries.
INCO-WELD 686CPT Welding Electrode can be operated in all welding positions. Power sup-ply: direct current, electrode positive.
www.specialmetalswelding.com
INCO-WELD® 686CPT® Welding Electrode
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Typical Tensile Strength, psi 110,000Mechanical MPa 758Properties Elongation, (4d) % 35
Hardness. HRB 95
Limiting Nickel .......... Remainder Si ............................ 0.25 max.Chemical C .................... 0.02 max. Ti ............................ 0.25 max.Composition Mn........................ 1.0 max. Cr ............................ 19.0-23.0
Fe ........................ 5.0 max. Mo .......................... 15.0-17.0P ...................... 0.02 max. W.................................. 3.0-4.4Cu .................... 0.50 max. Others ................ 0.50 max.
Specifications AWS A5.11, ENiCrMo-14 UNS W86026ASME II, SFA-5.11, ENiCrMo-14 ISO ENi6686ASME IX, F-No. 43 Europe NiCr21Mo16W4
Available Product Forms
Diameter mm 2.4 3.2 4.0 4.8in 3/32 1/8 5/32 3/16
Length mm 229 356 356 356in 9 14 14 14
Current A 40-65 65-95 95-125 125-165
Minimum Tensile Strength, psi 90,000Mechanical MPa 620Properties Elongation, (4d) % 25
Limiting Ni .................. Remainder Nb+Ta ...................... 1.0 max.Chemical C ...................... 21.0-26.0 S .......................... 0.015 max.Composition Co ........................ 9.0-15.0 Si ............................ 0.75 max.
Mo ...................... 8.0-10.0 Cu .......................... 0.50 max.C ...................... 0.05-0.15 P ................................0.03 max.Fe ........................ 5.0 max. Others ................ 0.50 max.Mn .................... 0.30-2.5
Specifications AWS A5.11, ENiCrCoMo-1 DIN 1736 ENiCr21Co12MoASME II, SFA-5.11, ENiCrCoMo-1 Werkstoff Nr. 2.4628UNS W86117 ISO ENi6617ASME IX, F-No. 43 Europe ENiCr22Co12Mo
Available Product Forms
Diameter mm 2.4 3.2 4.0 4.8in 3/32 1/8 5/32 3/16
Length mm 229 356 356 356in 9 14 14 14
Current A 40-60 75-100 90-130 125-150
INCONEL Welding Electrode 117 is used for shielded-metal-arc welding of INCONELalloy 617. The weld metal has high strength, good metallurgical stability and excellent resist-ance to corrosion and high-temperature oxidation. INCONEL Welding Electrode 117 also givesgood results in welding many dissimilar materials, especially for high-temperature applica-tions. Examples are INCONEL alloys 600 and 601, INCOLOY alloys 800HT and 802, and castalloys such as HK-40, HP and HP-45 Modified.
INCONEL Welding Electrode 117 can be operated in all welding positions. Power supply: directcurrent, electrode positive.
www.specialmetalswelding.com
INCONEL® Welding Electrode 117
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
INC
ON
EL®
Wel
din
g E
lect
rod
e 11
7
1312
Ni-Cr-MoWelding Electrode
Ni-Cr-Co-MoWelding Electrode

INC
O-W
ELD
®C
Wel
din
g E
lect
rod
ewww.specialmetalswelding.com
INCO-WELD® C Welding Electrode
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Typical Tensile Strength, psi 40,000Mechanical MPa 276Properties Elongation, (4d) % 4
Typical Ni+Co ...................... 95.0 S .................................... 0.005Chemical C .................................... 1.0 Si ...................................... 0.70Composition Mn .............................. 0.20 Cu ...................................... 0.10
Fe .................................. 3.0
Specifications AWS A5.15, ENi-CI ISO E C Ni-CIUNS N82001 Europe E C Ni-CIASME II, SFA-5.15, ENi-CI
Available Product Forms
Diameter mm 2.4 3.2 4.0 4.8in 3/32 1/8 5/32 3/16
Length mm 305 356 356 356in 12 14 14 14
Current ADC 50-80 80-130 100-170 120-190AC 60-90 90-140 140-190 150-200
NI-ROD Welding Electrode is used for shielded-metal-arc welding of gray, ductile, and mal-leable cast irons. It is also used for joints between cast irons and carbon steel or low-alloy steel.The electrode is particularly useful for thin sections and for joints to be machined.
NI-ROD Welding Electrode can be operated in all welding positions. Power supply: direct current,electrode positive is preferred although alternating current can be used.
www.specialmetalswelding.com
NI-ROD® Welding Electrode
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
NI-
RO
D®
Wel
din
g E
lect
rod
e
INCO-WELD C Welding Electrode is a stainless-alloy electrode especially designed forshielded-metal-arc welding of a broad range of materials, including many difficult-to-weldcompositions. It can be used on stainless steels, mild and medium-carbon steels, and springsteels. The weld metal can accept a wide range of dilution; its high ferrite content providesexceptional cracking resistance. Weld deposits have high tensile and impact strength alongwith good resistance to heat and corrosion. The electrode's characteristics make it outstand-ing for general-purpose maintenance welding of machinery and process equipment. The weldmetal is also a good buffer or padding for hard-facing alloys.
INCO-WELD C Welding Electrode can be operated in all welding positions. Power supply:direct current, electrode positive is preferred although alternating current can be used.
Typical Tensile Strength, psi 110,000 - 120,000Mechanical MPa 758 - 827Properties Elongation, (4d) % 24 - 30
Specifications UNS W31310
Diameter mm 2.4 3.2 4.0 4.8in 3/32 1/8 5/32 3/16
Length mm 305 356 356 356in 12 14 14 14
Current A 50-75 75-105 100-140 130-200
Available Product Forms
1514
Ni-Fe-CrWelding Electrode
Cast Iron NickelWelding Electrode

NI-
RO
D®
99
X W
eld
ing
Ele
ctro
de
www.specialmetalswelding.com
NI-ROD® 99X Welding Electrode
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Typical Tensile Strength, psi 57,000-84,000Mechanical MPa 393-579Properties Elongation, (4d) % 6-13
Typical Ni+Co........................ 53.0 S ...................................... 0.005Chemical C.................................... 1.20 Si ...................................... 0.70Composition Mn .............................. 0.30 Cu........................................ 0.10
Fe ................................ 45.0
Limiting Ni ...................... 85.0 min. S .............................. 0.03 max.Chemical C ........................ 2.0 max. Si .............................. 2.0 max.Composition Mn ...................... 2.5 max. Cu ............................ 2.5 max.
Fe ........................ 8.0 max.
Specifications AWS A5.15, ENiFe-CI ISO E C NiFe-CIASME II, SFA-5.15, ENiFe-CI Europe E C NiFe-CIUNS W82002
NI-ROD 55 Welding Electrode is used for shielded-metal-arc welding of gray, ductile,malleable, and Ni-Resist cast irons. It is also used for welding cast irons to various wroughtmaterials, including carbon steels, low-alloy steels, and nickel alloys. The electrode is espe-cially useful for welding heavy sections and high-phosphorus irons.
NI-ROD 55 Welding Electrode can be operated in all welding positions. Power supply: directcurrent, electrode positive is preferred although alternating current can be used.
www.specialmetalswelding.com
NI-ROD® 55 Welding Electrode
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
NI-
RO
D®
55 W
eld
ing
Ele
ctro
de
NI-ROD 99X Welding Electrode is a premium quality consumable for cast iron, offering trueout-of-position welding capability with an ease of operation rivalling carbon steel electrodes.99X Electrode has a commercially pure nickel core, and is recommended for welding thin cast ironsections and for where optimum machinability of single-pass or single-layer weldments is required.
NI-ROD 99X Welding Electrode is used for joining gray iron, ductile iron, compacted graphiteiron, malleable iron and various alloyed irons to themselves, to each other, to steels, to stainlesssteels, and to nickel alloys.
NI-ROD 99X Welding Electrode can be operated in all welding postions. Power supply: direct cur-rent, electrode positive is preferred although alterating current can be used.
Typical Tensile Strength, psi 55,000Mechanical MPa 378Properties Elongation, (4d) % 8
Specifications None
Available Product Forms
Diameter mm 2.4 3.2 4.0 4.8in 3/32 1/8 5/32 3/16
Length mm 305 356 356 356in 12 14 14 14
Current ADC 50-80 80-130 100-170 120-190AC 60-90 90-140 140-190 150-200
Available Product Forms
Diameter mm 2.4 3.2 4.0 4.8in 3/32 1/8 5/32 3/16
Length mm 305 356 356 356in 12 14 14 14
Current ADC 50-70 75-95 110-130 135-170AC 55-65 70-85 110-125 135-150
1716
Cast Iron NickelWelding Electrode
Cast Iron Nickel IronWelding Electrode

NI-
RO
D®
55X
Wel
din
g E
lect
rod
ewww.specialmetalswelding.com
NI-ROD® 55X Welding Electrode
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Minimum Tensile Strength, psi 60,000Mechanical MPa 414Properties Elongation, (4d) % 20
Filler metals available on spool and in cut straight lengths in a variety of sizesselected from the following diameters:
Straight Lengths - 915 mm (36”) or 1000 mm (39”)
Limiting Ni+Co .............. 93.0 min. Si ............................ 0.75 max.Chemical C ........................ 0.15 max. Al .............................. 1.5 max.Composition Mn........................ 1.0 max. Ti .................................. 2.0-3.5
Fe.......................... 1.0 max. P............................ 0.030 max.S...................... 0.015 max. Others ................ 0.50 max.Cu .................... 0.25 max.
Limiting Ni ............................ 45-60 S ............................ 0.30 max.Chemical C ........................ 2.0 max. Si .............................. 2.0 max.Composition Mn .................... 2.5 max. Cu .............................. 2.5 max.
Fe.................... Remainder
Specifications AWS A5.14, ERNi-1 DIN 1736 SG-NiTi4MIL-E-21562 Types MIL-RN61, MIL-EN61 Werkstoff Nr. 2.4155ASME II, SFA-5.14, ERNi-1 UNS N02061ASME IX, F-No. 41 ISO SNi2061VdTÜV 1284.01; 2108.00 Europe NiTi3BS 2901 (NA32)
Available Product Forms
mm 0.8 0.9 1.0 1.14 1.2 1.6 2.4 3.2in 0.030 0.035 0.040 0.045 0.047 0.062 0.093 0.125
Nickel Filler Metal 61 is used for gas-tungsten-arc, gas-metal-arc, and submerged-arcwelding of Nickel 200 and 201. It is also used for surfacing of steel. INCOFLUX 6 SubmergedArc Flux is used with the submerged-arc process. The reaction of titanium with carbon main-tains a low level of free carbon and enables the filler metal to be used with Nickel 201. Theweld metal has good corrosion resistance, particularly in alkalies.
Dissimilar-welding applications for Nickel Filler Metal 61 include joining Nickel 200 and 201 tostainless steels, carbon steels, INCONEL alloys, INCOLOY alloys, copper-nickel alloys, andMONEL alloys. It is also used for joining MONEL alloys and copper-nickel alloys to carbonsteels, and for joining copper-nickel alloys to INCONEL and INCOLOY alloys.
www.specialmetalswelding.com
Nickel Filler Metal 61
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Nic
kel
Fil
ler
Met
al
61
NI-ROD 55X Welding Electrode is a premium quality consumable for cast iron, offeringtrue out-of-position welding capability with an ease of operation rivalling carbon steel elec-trodes. NI-ROD 55X Electrode has a nickel-iron core wire to produce strong welds with lowresidual shrinkage stresses, and is well suited for welding thick sections. It has high tolerancefor phosphorus and other contaminants in the base metal, so high strength, good ductile weldscan be made in low-grade cast irons.
NI-ROD 55X Welding Electrode is used for joining gray iron, ductile iron, compacted graphiteiron, malleable iron and various alloyed irons to themselves, to each other, to steels, to stain-less steels, and to nickel alloys.
NI-ROD 55X Welding Electrode can be operated in all welding positions. Power supply: directcurrent, electrode positive is preferred although alternating current can be used.
Typical Tensile Strength, psi 75,000Mechanical MPa 517Properties Elongation, (4d) % 22
Specifications None
Available Product Forms
Diameter mm 2.4 3.2 4.0 4.8in 3/32 1/8 5/32 3/16
Length mm 305 356 356 356in 12 14 14 14
Current ADC 50-70 75-95 110-130 135-170AC 55-65 70-85 110-125 135-150
1918
Cast Iron Ni-FeWelding Electrode Ni Filler Metals

MO
NEL
®Fi
ller
Met
al
60
www.specialmetalswelding.com
MONEL® Filler Metal 60
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Minimum Tensile Strength, psi 50,000Mechanical MPa 345Properties Elongation, (4d) % 30
Filler metals available on spool and in cut straight lengths in a variety of sizesselected from the following diameters:
Straight Lengths - 915 mm (36”) or 1000 mm (39”)
Limiting Ni+Co ............ 29.0-32.0 Si ............................ 0.25 max.Chemical C ...................... 0.04 max. Ti ............................ 0.20-0.50Composition Mn........................ 1.0 max. P .............................. 0.02 max.
Fe .................... 0.40-0.75 Pb............................ 0.02 max.S ........................ 0.01 max. Others ................ 0.50 max.Cu .................. Remainder
Specifications AWS A5.7, ERCuNi DIN 1733 S-CuNi30FeMIL-E-21562 Types MIL-RN67, MIL-EN67 Werkstoff Nr. 2.0837ASME II, SFA-5.7, ERCuNi UNS C71581ASME IX, F-No. 34 ISO S Cu 7158BS 2901 (C18) Europe S Cu 7158 (CuNi30)
Available Product Forms
mm 0.8 0.9 1.0 1.14 1.2 1.6 2.4 3.2in 0.030 0.035 0.040 0.045 0.047 0.062 0.093 0.125
MONEL Filler Metal 67 is used for oxyacetylene, gas-tungsten-arc, gas-metal-arc, andsubmerged-arc welding of MONEL alloy 450 (70/30 Copper-Nickel) and other copper-nick-el alloys. It is used for surfacing of steel if a barrier layer of Nickel Filler Metal 61 is firstapplied. If applied by the submerged-arc process, MONEL Filler Metal 60 can be used for thebarrier layer. Submerged-arc welding with MONEL Filler Metal 67 is done with INCOFLUX 8Submerged Arc Flux.
The copper-nickel weld metal has excellent resistance to corrosion in sea water, and is wide-ly used for marine and desalination applications.
Dissimilar-welding applications for MONEL Filler Metal 67 are joints between MONEL alloysor Nickel 200 and copper-nickel alloys.
www.specialmetalswelding.com
MONEL® Filler Metal 67
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
MO
NEL
®Fi
ller
Met
al
67
Minimum Tensile Strength, psi 70,000Mechanical MPa 483Properties Elongation, (4d) % 30
Filler metals available on spool and in cut straight lengths in a variety of sizesselected from the following diameters:
Straight Lengths - 915 mm (36”) or 1000 mm (39”)
Limiting Ni+Co ............ 62.0-69.0 Cu .......................... RemainderChemical C ........................ 0.15 max. Al ............................ 1.25 max.Composition Mn ...................... 4.0 max. Ti .................................. 1.5-3.0
Fe ........................ 2.5 max. P............................ 0.020 max.S...................... 0.015 max. Others ................ 0.50 max.Si ...................... 1.25 max.
Specifications AWS A5.14, ERNiCu-7 DIN 1736 SG-NiCu30MnTiMIL-E-21562 Types MIL-RN60, MIL-EN60 Werkstoff Nr. 2.4377ASME II, SFA-5-14, ERNiCu-7 UNS N04060ASME IX, F-No. 42 ISO SNi4060VdTÜV 2165.00; 2114.00 Europe NiCu30Mn3TiBS 2901 (NA33)
Available Product Forms
mm 0.8 0.9 1.0 1.14 1.2 1.6 2.4 3.2in 0.030 0.035 0.040 0.045 0.047 0.062 0.093 0.125
MONEL Filler Metal 60 is used for gas-tungsten-arc, gas-metal-arc, and submerged-arcwelding of MONEL alloys 400, R404, and K-500. It is also used for surfacing of steel by thegas-metal-arc or submerged-arc processes. For certain gas-metal-arc conditions, a barrierlayer of Nickel Filler Metal 61 is recommended. Submerged-arc welding with MONEL FillerMetal 60 is done with INCOFLUX 5 Submerged Arc Flux.
Weld metal deposited by MONEL Filler Metal 60 has properties similar to those of MONELalloy 400. It has good strength and resists corrosion in many media, including sea water, salts,and reducing acids. The weld metal is not age hardenable and when used to join MONEL alloyK-500 has lower strength than the base metal.
2120
Ni-Cu Filler Metal Cu-Ni Filler Metals

INC
ON
EL®
Fille
r M
eta
l 7
2www.specialmetalswelding.com
INCONEL® Filler Metal 72
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Minimum Tensile Strength, psi 80,000Mechanical MPa 552Properties Elongation, (4d) % 25
Filler metals available on spool and in cut straight lengths in a variety of sizesselected from the following diameters:
Straight Lengths - 915 mm (36”) or 1000 mm (39”)
Limiting Ni ...................... 76.0 min. Cu .............................. 0.5 max.Chemical Cr .......................... 18 to 21 S ............................ 0.015 max.Composition Mn........................ 1.2 max. Others .................... 0.5 max.
Co ........................ 1.0 max.Fe ........................ 0.5 max.Si ........................ 0.5 max.C ...................... 0.25 max.
Specifications BS 2901 (NA34)DIN 1736 SG-NiCr20Werkstoff Nr. 2.4639
Available Product Forms
mm 0.8 0.9 1.0 1.14 1.2 1.6 2.4 3.2in 0.030 0.035 0.040 0.045 0.047 0.062 0.093 0.125
NC 80/20 Filler Metal Wire is a Nickel Chromium material used for the inert gas weld-ing of INCONEL alloy 600, NIMONIC 75, INCOLOY alloys 800 and DS, and the Brightrayalloys to themselves and to each other. The shielding gas should be Argon, Helium, or a mix-ture of the two. It may also be used in many dissimilar metal applications, especially wherecarbon steels are joined to stainless steels and to Nickel-based alloys. Weld overlaying of car-bon and low alloy steels is another popular application.
www.specialmetalswelding.com
NC 80/20 Filler Metal
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
NC
80
/20
Fil
ler
Met
al
Minimum Tensile Strength, psi 106,000Mechanical MPa 731Properties Yield Strength (0.2% offset), psi 72,000
MPa 496Elongation, (4d) % 30
Limiting Ni .................................... 55 S .................................... 0.008Chemical Cr .................................... 44 Si .......................................... 0.1Composition (%) Ti .................................... 0.6 Ci ........................................ 0.2
Mn .................................. 0.1Fe .................................. 0.2
Specifications AWS A5.14, ERNiCr-4 ASME IX, F-No. 43ASME II, SFA-5.14, ERNiCr-4ISO SNi6072Europe NiCr44TiUNS N06072
INCONEL Filler Metal 72 is used for the gas-tungsten-arc welding of INCONEL alloy 671cladding on INCO-CLAD® 671/800HT Clad Tubing. INCONEL Filler Metal 72 is also used forthe overlaying of carbon steels and stainless steels to provide a nickel-chromium alloy corro-sion resistant surface. The high chromium level provides excellent resistance to high tempera-ture corrosion, including fuel-ash atmospheres containing sulfur and vanadium.
2322
Available Product Forms
Available Spool Sizes: .045” (1.14 mm)Cut Length Size: 3/32” x 36” (2.4 mm x 915 mm)
Ni-Cr Filler Metals Ni-Cr Filler Metals

INC
ON
EL®
Fille
r M
eta
l 82
www.specialmetalswelding.com
INCONEL® Filler Metal 82
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Minimum Tensile Strength, psi 80,000Mechanical MPa 552Properties Elongation, (4d) % 30
Typical Ni .................................... 72 C ........................................ 0.04Chemical Cr...................................... 19 Ti ........................................ 0.25Composition (%) Mn .................................... 3 S ........................................ <0.01
Nb.................................. 2.5 Si .......................................... 0.3Fe .................................. 2.5 P ........................................ <0.01Al ................................ 0.05 Others.............................. <0.5Cu................................ 0.05
Specifications The products have been proposed to AWS and are expected to be listed in AWS A5.34 as ERNiCr3T0-4 and ENiCr3T1-4. Other specifications will follow.
Available Product Forms
INCO-CORED FC82DH and FC82AP Flux Cored Wires are identical in chemistry andproperties to the bare wire INCONEL Filler Metal 82. They have excellent weldability, andbenefit from the higher deposition rates associated with flux-cored wires. Both use a shield-ing gas of 75% Argon and 25% Carbon Dioxide.
The products are used to weld INCONEL alloys 600 and 601, INCOLOY alloys 800 and800HT, and INCO alloy 330. They are also used in many dissimilar metal applications, espe-cially where carbon steels are joined to stainless steels and to nickel-based alloys. Weld over-laying of carbon and low alloy steels is another popular application for INCO-CORED 82DHand 82AP Flux Cored Wire.
Power supply: direct current, electrode positive.
www.specialmetalswelding.com
INCO-CORED FC82DH & FC82AP Flux Cored Wire
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
INCO
-CO
RED®
FC82
DH &
FC8
2AP
Flux
Cor
ed W
ire
Minimum Tensile Strength, psi 80,000Mechanical MPa 552Properties Elongation, (4d) % 30
Limiting Nia...................... 67.0 min. Si ............................ 0.50 max.Chemical C ........................ 0.10 max. Cr.............................. 18.0-22.0Composition (%) Mn ........................ 2.5-3.5 Ti ............................ 0.75 max.
Fe ........................ 3.0 max. Nbb .............................. 2.0-3.0S...................... 0.015 max. P............................ 0.030 max.Cu .................... 0.50 max. Others .................. 0.50 max.
a Plus Co. Co 0.12 max. when specified.b Plus Ta. Ta 0.30 max. when specified.
Specifications AWS A5.14, ERNiCr-3 VdTÜV 2117.00; 2118.00, ASME II, SFA-5.14, ERNiCr-3 2110-00; 2111.00MIL-E-21562 DIN 1736 SG-NiCr20Nb
Types MIL-RN82, MIL-EN82, Werkstoff Nr. 2.4806MIL-RN82H, MIL-EN82H UNS N06082
ASME IX, F-No. 43 ISO SNi6082BS 2901 (NA35) Europe NiCr20Mn3Nb
INCONEL Filler Metal 82 is used for gas-tungsten-arc, gas-metal-arc and submerged-arc weld-ing of INCONEL alloys 600, 601 and 690, INCOLOY alloys 800 and 800HT, and INCOLOY alloy330. It is also used for surfacing of steel. Submerged-arc welding is done with INCOFLUX 4Submerged Arc Flux. For submerged-arc surfacing INCOFLUX 6 Submerged Arc Flux can be usedto a maximum of three layers.
Weld metal deposited by INCONEL Filler Metal 82 has high strength and good corrosion resist-ance, including oxidation resistance and creep-rupture strength at elevated temperatures.
Dissimilar-welding applications include joining INCONEL alloys, INCOLOY alloys and INCOLOYalloy 330 to nickel, MONEL alloys, stainless steels, and carbon steels. It is also used to join stain-less steels to nickel alloys and carbon steels.
2524
Filler metals available on spool and in cut straight lengths in a variety of sizesselected from the following diameters:
Straight Lengths - 915 mm (36”) or 1000 mm (39”)
Available Product Forms
mm 0.8 0.9 1.0 1.14 1.2 1.6 2.4 3.2in 0.030 0.035 0.040 0.045 0.047 0.062 0.093 0.125
Ni-Cr Filler Metals Ni-Cr Filler Metals
0.045” (1.14 mm) and 0.062” (1.6 mm) x spool

INC
ON
EL®
Fille
r M
eta
l 6
22
www.specialmetalswelding.com
INCONEL® Filler Metal 622
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Minimum Tensile Strength, psi 105,000Mechanical MPa 724Properties Elongation, (4d) % 30
Filler metals available on spool and in cut straight lengths in a variety of sizesselected from the following diameters:
Straight Lengths - 915 mm (36”) or 1000 mm (39”)
Limiting Ni+Co .............. 58.0 min. Al ............................ 0.40 max.Chemical C ........................ 0.10 max. Ti ............................ 0.40 max.Composition Mn .................. 0.50 max. Cr ............................ 20.0-23.0
Fe ........................ 5.0 max. Nb+Ta ...................... 3.15-4.15S...................... 0.015 max. Mo .............................. 8.0-10.0Cu .................... 0.50 max. P .............................. 0.02 max.Si ...................... 0.50 max. Others .................. 0.50 max.
Specifications AWS A5.14, ERNiCrMo-3 Werkstoff Nr. 2.4831ASME II, SFA-5.14, ERNiCrMo-3 DIN 1736 EL-NiCr20Mo9NbASME IX, F-No. 43 AMS 5837UNS N06625 ISO SNi6625MIL-E-21562 Types MIL-RN625, MIL-EN625 Europe NiCr22Mo9Nb
Available Product Forms
mm 0.8 0.9 1.0 1.14 1.2 1.6 2.4 3.2in 0.030 0.035 0.040 0.045 0.047 0.062 0.093 0.125
INCONEL Filler Metal 625 is used for gas-metal-arc and gas-tungsten-arc welding ofINCONEL alloy 625, INCOLOY alloy 825, INCOLOY alloy 25-6MO, and molybdenum-con-taining stainless steels. It is also used for surfacing of steel, for welding nickel steels, and forwelding various corrosion-resistant alloys such as alloy 20. The submerged-arc process can beused for welding INCONEL alloy 625 and nickel steels, and for surfacing of steel. Submerged-arc welding is done with INCOFLUX 7 Submerged Arc Flux. The weld metal has high strengthover a broad temperature range and has resistance to localized attack such as pitting andcrevice corrosion.
INCONEL Filler Metal 625 is useful for many dissimilar joints involving INCONEL andINCOLOY alloys, carbon steels, low-alloy steels, and stainless steels.
www.specialmetalswelding.com
INCONEL® Filler Metal 625
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
INC
ON
EL®
Fille
r M
eta
l 6
25
Typical Tensile Strength, psi 115,000Mechanical MPa 793Properties Elongation, (4d) % 40
Hardness, HRB 100
Limiting Nickel ............ Remainder Cu .......................... 0.50 max.Chemical C .................... 0.015 max. Co .............................. 2.5 max.Composition Mn .................. 0.50 max. Cr ............................ 20.0-22.5
Fe .......................... 2.0-6.0 Mo ............................ 12.5-14.5P........................ 0.02 max. V.............................. 0.35 max.S ........................ 0.01 max. W.................................. 2.5-3.5Si ...................... 0.08 max. Others .................. 0.50 max.
Specifications AWS A5.14, ERNiCrMo-10 UNS N06022ASME II, SFA-5.14, ERNiCrMo-10 ISO SNi6022ASME IX, F-No. 43 Europe NiCr21Mo13Fe4W3
INCONEL Filler Metal 622 is used for gas-tungsten-arc and gas-metal-arc welding ofINCONEL alloys 22, 622 and 625, INCOLOY alloy 25-6MO, and INCOLOY alloy 825. This isalso an excellent dissimilar metal welding product that offers protection against preferentialweld metal corrosion when used for joining molybdenum-containing stainless steels, INCONELalloy C-276, and INCONEL alloy 625. The high chromium content, along with the molybdenum,give good resistance to pitting and crevice corrosion. INCONEL Filler Metal 622 is useful formany dissimilar joints involving INCONEL and INCOLOY alloys, and carbon, low-alloy and stain-less steels. Submerged arc welding can be done with INCOFLUX NT120 Submerged Arc Flux.
2726
Filler metals available on spool and in cut straight lengths in a variety of sizesselected from the following diameters:
Straight Lengths - 915 mm (36”) or 1000 mm (39”)
Available Product Forms
mm 0.8 0.9 1.0 1.14 1.2 1.6 2.4 3.2in 0.030 0.035 0.040 0.045 0.047 0.062 0.093 0.125
Ni-Cr-Mo Filler Metals Ni-Cr-Mo Filler Metals

INC
O-W
ELD
®6
86C
PT®
Fille
r M
eta
lwww.specialmetalswelding.com
INCO-WELD® 686CPT® Filler Metal
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Typical Tensile Strength, psi 174,000Mechanical MPa 1200Properties Elongation, (4d) % none(Age hardened condition: 1900°F/1 hour plus 1350 /8 hours, FC to 1150°F/8 hours, AC)
Filler metals available on spool and in cut straight lengths in a variety of sizesselected from the following diameters:
Straight Lengths - 915 mm (36”) or 1000 mm (39”)
Limiting Ni+Co.............. 55.0 to 59.0 Ti ................................ 1.0 to 1.7Chemical C.............................. 0.03 max. Cr........................ 19.0 to 22.5Composition Mn .......................... 0.35 max. Nb + Ta .......... 2.75 to 4.00
Fe .......................... Remainder Mo .......................... 7.0 to 9.5S................................ 0.01 max. P ............................ 0.015 max.Si ............................ 0.20 max. Others .................. 0.50 max.Al ............................ 0.35 max.
Specifications AWS A5.14, ERNiCrMo-15 ASME II, SFA5.14, ERNiCrMo-15 UNS N07725 ISO SNi7725 Europe NiCr21Mo8Nb3Ti
Available Product Forms
mm 0.8 0.9 1.0 1.14 1.2 1.6 2.4 3.2in 0.030 0.035 0.040 0.045 0.047 0.062 0.093 0.125
INCO-WELD Filler Metal 725NDUR is an age hardenable version of INCONEL FillerMetal 625. After post-weld heat treatment it combines the excellent corrosion resistance ofINCONEL Filler Metal 625 with higher strength and hardness. Oil patch applications requirethe same temperature ranges for stress relieving of low alloy steels (such as AISI 4130) as thetemperature range required for age hardening INCO-WELD Filler Metal 725NDUR. If post-weld annealing is followed by the aging treatment, even higher strength is achieved.
The filler metal can be used with both the gas metal arc and gas tungsten arc processes,strength and hardness values are obtained.
www.specialmetalswelding.com
INCO-WELD® 725NDUR Filler Metal
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
INC
O-W
ELD
®7
25N
DU
R F
ille
r M
eta
l
Typical Tensile Strength, psi 110,000Mechanical MPa 758Properties Elongation, (4d) % 35
Hardness, HRB 95
Limiting Ni+Co .......... Remainder Cu .............................. 0.5 max.Chemical C ........................ 0.01 max. Si ............................ 0.08 max.Composition Mn........................ 1.0 max. Ti.............................. 0.25 max.
Fe ........................ 5.0 max. Cr.............................. 19.0-23.0P........................ 0.02 max. Mo ............................ 15.0-17.0S ...................... 0.02 max. W.................................. 3.0-4.4Al ........................ 0.5 max. Others .................. 0.50 max.
Specifications AWS A5.14, ERNiCrMo-14 UNS N06686ASME II, SFA-5.14, ERNiCrMo-14 ISO SNi6686ASME IX, F-No. 43 Europe NiCr21Mo-14
INCO-WELD 686CPT Filler Metal is used for gas-tungsten-arc and gas-metal-arc weldingof duplex, super-duplex and super-austenitic stainless steels, as well as nickel alloys such asUNS N06059 and N06022, INCONEL alloy C-276, and INCONEL alloys 622, 625, and 686. Itis also capable of being used to deposit overlays of outstanding corrosion-resistance onto arange of steels. The high alloy levels (of Cr + Mo + W) result in increased resistance to pitting,crevice and general corrosion. INCO-WELD 686CPT Filler Metal is of great value for serviceenvironments requiring general corrosion-resistance in HCI or sulfuric acid; for resistance tocrevice corrosion in hot, concentrated acid chloride solutions such as sulfur dioxide, saturatedNaCl solutions and oxidizing chloride solutions; and for resistance to intergranular attack, andfor resistance to intergranular attack, after sensitization, in highly oxidizing environments.Submerged arc welding can be done with INCOFLUX NT120 Submerged Arc Flux.
2928
Filler metals available on spool and in cut straight lengths in a variety of sizesselected from the following diameters:
Straight Lengths - 915 mm (36”) or 1000 mm (39”)
Available Product Forms
mm 0.8 0.9 1.0 1.14 1.2 1.6 2.4 3.2in 0.030 0.035 0.040 0.045 0.047 0.062 0.093 0.125
Ni-Cr-Mo Filler Metals Ni-Cr-Mo Filler Metals

INC
O-W
ELD
®Fi
ller
Met
al
C-2
76
www.specialmetalswelding.com
INCO-WELD® Filler Metal C-276
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
INCO-WELD Filler Metal HX is used for gas-tungsten-arc and gas-metal-arc welding ofINCONEL alloy HX and similar nickel-chromium-molybdenum alloys. It is also used for surfac-ing of steel. The weld metal has outstanding strength and oxidation resistance at temperaturesup to 2200°F (1200°C).
Dissimilar-welding applications for INCO-WELD Filler Metal HX include welding INCONELalloy HX to other nickel alloys, to stainless steels, and to carbon and low-alloy steels.
www.specialmetalswelding.com
INCO-WELD® Filler Metal HX
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
INC
O-W
ELD
®Fi
ller
Met
al
HX
Minimum Tensile Strength, psi 100,000Mechanical MPa 690Properties Elongation, (4d) % 30
Limiting Ni+Co .......... Remainder Cu .......................... 0.50 max.Chemical C ...................... 0.02 max. Co .......................... 2.50 max.Composition Mn........................ 1.0 max. Cr .............................. 14.5-16.5
Fe .......................... 4.0-7.0 Mo ............................ 15.0-17.0P........................ 0.04 max. V.............................. 0.35 max.S ...................... 0.03 max. W.................................. 3.0-4.5Si ...................... 0.08 max. Others .................. 0.50 max.
Specifications AWS A5.14 ERNiCrMo-4 Werkstoff Nr. 2.4886ASME II, SFA-5.14, ERNiCrMo-4 UNS N10276ASME IX, F-No. 43 ISO SNi6276
Europe NiCrMo16Fe6W4
INCO-WELD Filler Metal C-276 is used for gas-tungsten-arc and gas-metal-arc weldingof INCONEL alloy C-276 and other nickel-chromium-molybdenum alloys. It is also used for sur-facing of steel. The weld metal has excellent corrosion resistance in many aggressive mediaand is especially resistant to pitting and crevice corrosion.
Dissimilar-welding applications include welding INCONEL alloy C-276 to other nickel alloys,to stainless steels, and to low-alloy steels. Submerged arc welding can be done withINCOFLUX NT120 Submerged Arc Flux.
3130
Filler metals available on spool and in cut straight lengths in a variety of sizesselected from the following diameters:
Straight Lengths - 915 mm (36”) or 1000 mm (39”)
Available Product Forms
mm 0.8 0.9 1.0 1.14 1.2 1.6 2.4 3.2in 0.030 0.035 0.040 0.045 0.047 0.062 0.093 0.125
Minimum Tensile Strength, psi 100,000Mechanical MPa 660Properties
Limiting Ni+Co .......... Remainder Cu .......................... 0.50 max.Chemical C........................ 0.05-0.15 Co .......................... 0.50-2.50Composition Mn........................ 1.0 max. Cr ............................ 20.5-23.0
Fe ...................... 17.0-20.0 Mo .............................. 8.0-10.0P........................ 0.04 max. W................................ 0.20-1.0S ...................... 0.03 max. Others .................. 0.50 max.Si .......................... 1.0 max.
Specifications AWS A5.14, ERNiCrMo-2 AMS 5798ASME II, SFA-5.14, ERNiCrMo-2 UNS N06002ASME IX, F-No. 43 ISO SNi6002BS2901 (NA40) Europe NiCr21Fe18Mo9
Filler metals available on spool and in cut straight lengths in a variety of sizesselected from the following diameters:
Straight Lengths - 915 mm (36”) or 1000 mm (39”)
Available Product Forms
mm 0.8 0.9 1.0 1.14 1.2 1.6 2.4 3.2in 0.030 0.035 0.040 0.045 0.047 0.062 0.093 0.125
Ni-Cr-Mo Filler Metals Ni-Cr-Mo Filler Metals

INCO
-CO
RED
®Fl
ux C
ore
d 6
25D
H &
625
AP
www.specialmetalswelding.com
INCO-CORED® Flux Cored 625DH & 625AP
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
INCONEL Filler Metal 52 is used for gas-tungsten-arc and gas-metal welding of INCONELalloy 690. This NiCr welding product was developed to meet the changing needs of thenuclear industry, the higher chromium level providing greater resistance to stress-corrosioncracking in the nuclear, pure water environment. INCONEL Filler Metal 52 produces corrosion-resistant overlays on most low-alloy and stainless steels. It can also be used in applicationsrequiring resistance to oxidizing acids. It is useful for dissimilar joints involving INCONEL andINCOLOY alloys, and carbon, low-alloy and stainless steels.
www.specialmetalswelding.com
INCONEL® Filler Metal 52
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
INC
ON
EL®
Fille
r M
eta
l 52
INCO-CORED 625DH and 625AP flux-cored wires are companions to INCONEL Filler Metal 625and INCONEL Welding Electrode 112. They offer excellent weldability in addition to the higher depo-sition rates associated with flux-cored wires. The INCO-CORED Flux Cored 625DH is designed for flatand horizontal position welding, and the INCO-CORED Flux Cored 625AP is designed for all-positionoperability. The recommended shielding gas is 75% Argon / 25% Carbon Dioxide.
These products provide a deposited weld chemistry equivalent to that achieved with INCONEL FillerMetal 625. The integrity of the weld deposit chemistry is assured by the fact that INCO-CORED FluxCored 625 wires have a full alloy sheath.
The products are used to weld INCONEL alloy 625, INCOLOY alloy 825, INCOLOY alloy 25-6MO,and other molybdenum-containing stainless steels. They are also used for surfacing steel, the weldingof nickel steels, and for welding various corrosion-resisting alloys such as alloy 20. The weld metal hashigh strength, and exceptional corrosion resistance, including resistance to localized attack such as pit-ting and crevice corrosion.
The INCO-CORED Flux Cored 625DH and 625AP products are useful for making dissimilar metal weldsinvolving INCONEL and INCOLOY alloys, carbon steels, low-alloy steels, and stainless steels. Powersupply: direct current, electrode positive.
3332
Minimum Tensile Strength, psi 80,000Mechanical MPa 552Properties Elongation, (4d) % 30
Limiting Ni+Co .......... Remainder Cr.............................. 28.0-31.5Chemical C ...................... 0.04 max. Ti.................................. 1.0 max.Composition Mn........................ 1.0 max. Al .............................. 1.10 max.
Fe .......................... 7.0-11.0 P .............................. 0.03 max.S...................... 0.015 max. Nb+Ta .................... 0.10 max.Si ...................... 0.50 max. Al + Ti ...................... 1.5 max.Mo .................. 0.50 max. Others .................. 0.50 max.Cu .................... 0.30 max.
Specifications ASME Boiler & Pressure Vessel Code Case 2142ASME IX, F-No. 43 UNS N06052ASME II SFA-5.14, ERNiCrFe-7 ISO SNi6052AWS A5.14, ERNiCrFe-7 Europe NiCr30Fe9
Filler metals available on spool and in cut straight lengths in a variety of sizesselected from the following diameters:
Straight Lengths - 915 mm (36”) or 1000 mm (39”)
Available Product Forms
mm 0.8 0.9 1.0 1.14 1.2 1.6 2.4 3.2in 0.030 0.035 0.040 0.045 0.047 0.062 0.093 0.125
Typical Tensile Strength, psi 110,000Mechanical MPa 758Properties Elongation, (4d) % 45
Impact Strength @ 70°F (20aC) 50-55 ft-lbs67-74 Joules
Impact Strength @-320°F (-196aC) 40-45 ft-lbs54-61 Joules
Typical Ni .......................................... 64 C ........................................ 0.04Chemical Cr .......................................... 20 Ti ............................................ 0.1Composition (%) Mo............................................ 9 S .................................... <0.015
Nb ........................................ 3.4 Al ...................................... 0.05Fe .......................................... 0.5 P ...................................... <0.02Si .......................................... 0.3 Cu ...................................... 0.05Mn ........................................ 0.3 Others.............................. <0.5
Specifications The products have been proposed to AWS and are expected to be listed in AWS A5.34 as ENiCrMo3T0-4 and ENiCrMo3T1-4. Other specifications will follow.
Available Product Forms
0.045” (1.14 mm) and 0.062” (1.6 mm) x spool
Ni-Cr-Mo Filler Metals Ni-Cr-Fe Filler Metals

INC
ON
EL®
Fille
r M
eta
l 52
Mwww.specialmetalswelding.com
INCONEL® Filler Metal 52M
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
INCONEL Filler Metal 601 is used for gas-tungsten-arc welding of INCONEL alloy 601. Itis the preferred welding product for all gas-tungsten-arc welding of INCONEL alloy 601. TheGTAW process with INCONEL Filler Metal 601 is the only recommended joining method forapplications involving temperatures over 2100°F (1150°C) or for applications at lower temper-atures involving exposure to hydrogen sulfide or sulfur dioxide. The weld metal is compara-ble to the base metal in resistance to corrosion and oxidation.
www.specialmetalswelding.com
INCONEL® Filler Metal 601
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
INC
ON
EL®
Fille
r M
eta
l 6
01
INCONEL Filler Metal 52M is used for the gas-tungsten-arc and gas-metal-arc welding ofINCONEL alloy 690, and the overlaying of carbon steels and stainless steels to provide a nick-el-chromium alloy corrosion resistant surface. The high chromium level provides excellentresistance to stress corrosion cracking in the nuclear, pure water environment. The product canalso be used in applications requiring resistance to oxidizing acids. It is useful for dissimilarjoints involving INCONEL and INCOLOY alloys.
This product contains Boron and Zirconium to minimize the tendency for ductility-dip cracking,while it is especially resistant to oxide "floaters" and inclusions.
3534
Typical Tensile Strength, psi 94,000Mechanical MPa 648Properties Elongation, (4d) % 42
Limiting Ni+Co ............ 58.0-63.0 Mn .............................. 1.0 max.Chemical Cr ...................... 21.0-25.0 S ............................ 0.015 max.Composition Fe.................... Remainder Si ............................ 0.50 max.
Al.............................. 1.0-1.7 Cu................................ 1.0 max.C ........................ 0.10 max. Others .................. 0.50 max.P........................ 0.03 max.
Specifications AWS A5.14, ERNiCrFe-11 Werkstoff Nr. 2.4626ASME II, SFA-5.14, ERNiCrFe-11 UNS N06601ASME IX, F-No. 43 ISO SNi6601DIN 1736 SG-NiCr23Al Europe NiCr23Fe15A1
Filler metals available on spool and in cut straight lengths in a variety of sizesselected from the following diameters:
Straight Lengths - 915 mm (36”) or 1000 mm (39”)
Available Product Forms
mm 0.8 0.9 1.0 1.14 1.2 1.6 2.4 3.2in 0.030 0.035 0.040 0.045 0.047 0.062 0.093 0.125
Minimum Tensile Strength, psi 80,000Mechanical MPa 552Properties Elongation, (4d) % 30
Filler metals available on spool and in cut straight lengths in a variety of sizesselected from the following diameters:
Straight Lengths - 915 mm (36”) or 1000 mm (39”)
Limiting Ni .......................... Remainder Ti.................................. 1.0 max.Chemical C.............................. 0.04 max. Al+Ti .......................... 1.5 max.Composition (%) Mn .............................. 1.0 max. Co ............................ 0.12 max.
Fe ............................ 7.0 to 11.0 Nb ........................ 0.50 to 1.0S ............................ 0.015 max. P .............................. 0.03 max.Si ............................ 0.50 max. Zr ............................ 0.02 max.Cu .......................... 0.30 max. B .......................... 0.005 max.Cr ........................ 28.0 to 31.5 Mo.......................... 0.50 max.Al .............................. 1.10 max. Others .................. 0.50 max.
Specifications The product has been proposed to AWS and is listed in AWS A5.14 as ERNiCrFe-7A. Other specifications will follow. UNS N06054
Available Product Forms
mm 0.8 0.9 1.0 1.14 1.2 1.6 2.4 3.2in 0.030 0.035 0.040 0.045 0.047 0.062 0.093 0.125
Ni-Cr-Fe Filler Metals Ni-Cr-Fe Filler Metals

INC
ON
EL®
Fille
r M
eta
l 9
2www.specialmetalswelding.com
INCONEL® Filler Metal 92
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
INCONEL Filler Metal 617 is used for gas-tungsten-arc and gas-metal-arc welding ofINCONEL alloy 617. Because of the weld metal’s high temperature strength, oxidation resist-ance, and metallurgical stability, the filler metal is also used for joining various dissimilar high-temperature alloys. Examples are INCOLOY alloys 800HT and 802 and cast alloys such asHK-40, HP, and HP-45 Modified.
www.specialmetalswelding.com
INCONEL® Filler Metal 617
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
INC
ON
EL®
Fille
r M
eta
l 6
17
INCONEL Filler Metal 92 is used for gas-tungsten-arc and gas-metal-arc welding ofaustenitic and ferritic steels and nickel alloys. Applications include joining INCONEL andINCOLOY alloys to stainless steels, carbon steels, and MONEL alloys; joining MONEL alloysand Nickel 200 to stainless steels; and joining stainless steels to carbon steels. The filler metalis also used for welding nickel steels.
INCONEL Filler Metal 92 provides high strength and corrosion resistance at temperaturesranging from the cryogenic region to over 1800°F (980°C). Weld deposits can be age hard-ened for greater strength at temperatures to about 1300°F (700°C).
3736
Minimum Tensile Strength, psi 90,000Mechanical MPa 620Properties Elongation, (4d) % 25
Limiting Ni .................... Remainder Mn .............................. 1.0 max.Chemical Cr .................... 20.0-24.0 Si ................................ 1.0 max.Composition Co ...................... 10.0-15.0 S ............................ 0.015 max.
Mo ...................... 8.0-10.0 Ti.............................. 0.60 max.Al ...................... 0.80-1.50 Cu .......................... 0.50 max.C ........................ 0.05-0.15 P .............................. 0.03 max.Fe ........................ 3.0 max. Others .................. 0.50 max.
Specifications AWS A5.14, ERNiCrCoMo-1 DIN 1736 SG-NiCr22Co12MoASME II, SFA-5.14, ERNiCrCoMo-1 Werkstoff Nr. 2.4627UNS N06617 ISO SNi6617ASME IX, F-No. 43 Europe NiCr22Co12 Mo9
Filler metals available on spool and in cut straight lengths in a variety of sizesselected from the following diameters:
Straight Lengths - 915 mm (36”) or 1000 mm (39”)
Available Product Forms
mm 0.8 0.9 1.0 1.14 1.2 1.6 2.4 3.2in 0.030 0.035 0.040 0.045 0.047 0.062 0.093 0.125
Minimum Tensile Strength, psi 80,000Mechanical MPa 552Properties Elongation, (4d) % 30
Filler metals available on spool and in cut straight lengths in a variety of sizesselected from the following diameters:
Straight Lengths - 915 mm (36”) or 1000 mm (39”)
Limiting Ni+Co .............. 67.0 min. Cu .......................... 0.50 max.Chemical C ...................... 0.08 max. Cr .............................. 14.0-17.0Composition Mn ........................ 2.0-2.7 Ti.................................... 2.5-3.5
Fe ........................ 8.0 max. P .............................. 0.03 max.S...................... 0.015 max. Others .................. 0.50 max.Si ...................... 0.35 max.
Specifications AWS A5.14, ERNiCrFe-6 AMS 5675ASME II, SFA-5.14, ERNiCrFe-6 UNS N07092ASME IX, F-No. 43 ISO SNi7092MIL-E-21562 Types MIL-RN6A, MIL-EN6A
Available Product Forms
mm 0.8 0.9 1.0 1.14 1.2 1.6 2.4 3.2in 0.030 0.035 0.040 0.045 0.047 0.062 0.093 0.125
Ni-Cr-Fe Filler Metals Ni-Cr-Co-Mo Filler Metals
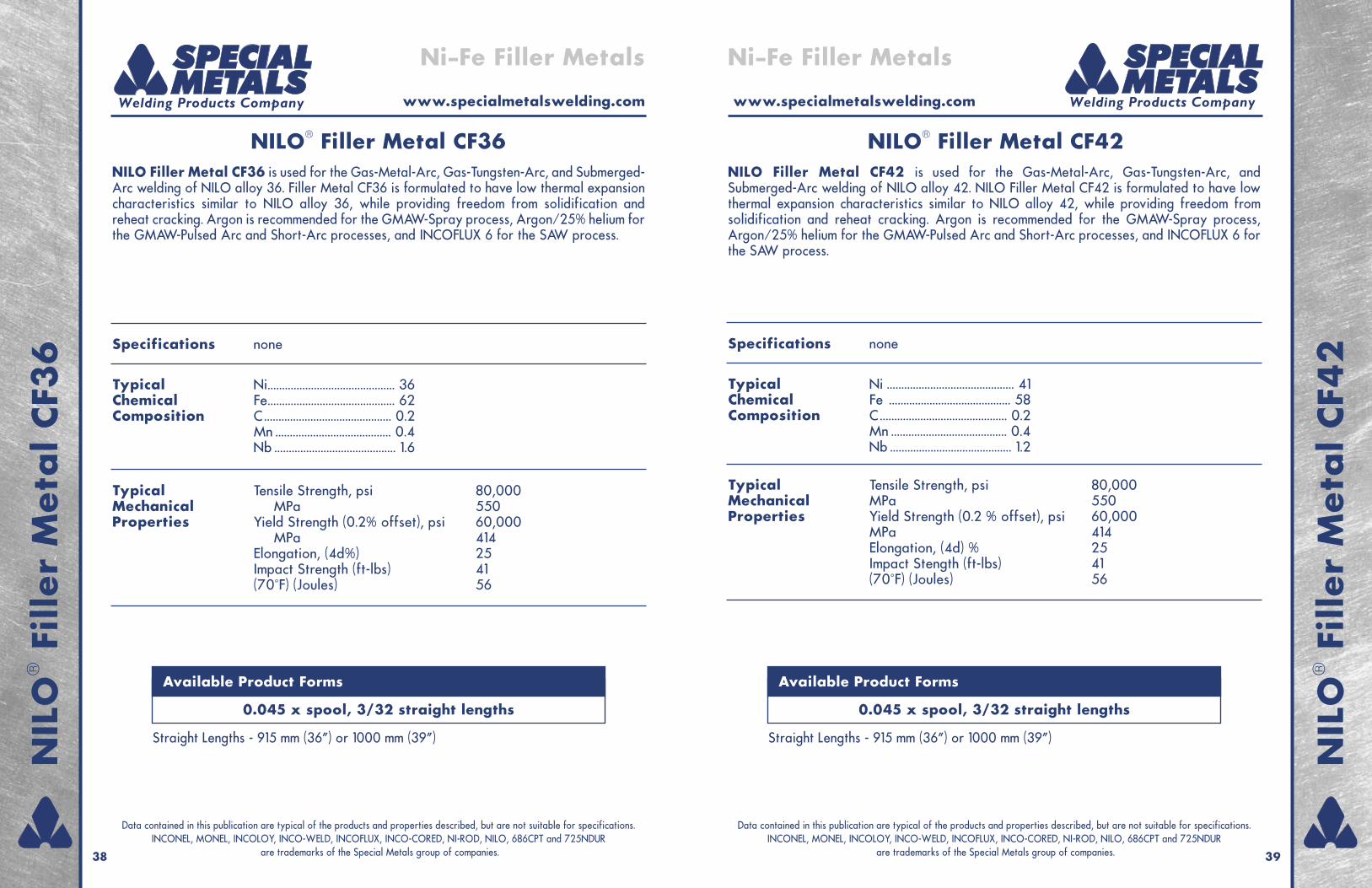
NIL
O®
Fille
r M
eta
l C
F36
www.specialmetalswelding.com
NILO® Filler Metal CF36
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
NILO Filler Metal CF42 is used for the Gas-Metal-Arc, Gas-Tungsten-Arc, andSubmerged-Arc welding of NILO alloy 42. NILO Filler Metal CF42 is formulated to have lowthermal expansion characteristics similar to NILO alloy 42, while providing freedom fromsolidification and reheat cracking. Argon is recommended for the GMAW-Spray process,Argon/25% helium for the GMAW-Pulsed Arc and Short-Arc processes, and INCOFLUX 6 forthe SAW process.
www.specialmetalswelding.com
NILO® Filler Metal CF42
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
NIL
O®
Fille
r M
eta
l C
F42
NILO Filler Metal CF36 is used for the Gas-Metal-Arc, Gas-Tungsten-Arc, and Submerged-Arc welding of NILO alloy 36. Filler Metal CF36 is formulated to have low thermal expansioncharacteristics similar to NILO alloy 36, while providing freedom from solidification andreheat cracking. Argon is recommended for the GMAW-Spray process, Argon/25% helium forthe GMAW-Pulsed Arc and Short-Arc processes, and INCOFLUX 6 for the SAW process.
3938
Typical Tensile Strength, psi 80,000Mechanical MPa 550Properties Yield Strength (0.2 % offset), psi 60,000
MPa 414Elongation, (4d) % 25Impact Stength (ft-lbs) 41(70°F) (Joules) 56
Typical Ni ............................................ 41Chemical Fe .......................................... 58Composition C............................................ 0.2
Mn ........................................ 0.4Nb .......................................... 1.2
Specifications none
Typical Tensile Strength, psi 80,000Mechanical MPa 550Properties Yield Strength (0.2% offset), psi 60,000
MPa 414Elongation, (4d%) 25Impact Strength (ft-lbs) 41(70°F) (Joules) 56
Typical Ni............................................ 36Chemical Fe............................................ 62Composition C............................................ 0.2
Mn ........................................ 0.4Nb .......................................... 1.6
Specifications none
Available Product Forms
0.045 x spool, 3/32 straight lengths
Ni-Fe Filler Metals Ni-Fe Filler Metals
Straight Lengths - 915 mm (36”) or 1000 mm (39”)
Available Product Forms
0.045 x spool, 3/32 straight lengths
Straight Lengths - 915 mm (36”) or 1000 mm (39”)

INC
OLO
Y®
Fille
r M
eta
l 6
5www.specialmetalswelding.com
INCOLOY® Filler Metal 65
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
INCONEL Filler Metal 718 is used for gas-tungsten-arc welding of INCONEL alloys 718,706 and X-750. The weld metal is age hardenable and has mechanical properties compara-ble to those of the base metals.
www.specialmetalswelding.com
INCONEL® Filler Metal 718
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
INC
ON
EL®
Fille
r M
eta
l 7
18
INCOLOY Filler Metal 65 is used for gas-tungsten-arc welding of INCOLOY alloy 825and other nickel-iron-chromium-molybdenum-copper alloys of similar composition. The weldmetal is highly corrosion resistant, particularly in reducing chemicals such as sulphuric andphosphoric acids.
4140
Minimum Tensile Strength, psi 165,000Mechanical MPa 1138Properties(Age - Hardenedb)
b 1325°F (720°C)/8h, F.C. 100°F (55°C)/h to 1150°F (620°C)/8h, A.C.
Limiting Ni .................... 50.0-55.0 Al ............................ 0.20-0.80Chemical C ...................... 0.08 max. Ti ................................ 0.65-1.15Composition Mn.................... 0.35 max. Nb+Ta .................. 4.75-5.50
Fe.................... Remainder Mo .......................... 2.80-3.30S...................... 0.015 max. P ............................ 0.015 max.Si ...................... 0.35 max. B............................ 0.006 max.Cu .................... 0.30 max. Co .............................. 1.0 max.Cr........................ 17.0-21.0
Specifications AWS A5.14 ERNiFeCr-2 Werkstoff Nr. 2.4667ASME II, SFA-5.14, ERNiFeCr-2 UNS N07718AMS 5832 ISO SNi7718DIN 1736 SG-NiCr19NbMoTi Europe NiFe19Cr19Nb5Mo3
Filler metals available on spool and in cut straight lengths in a variety of sizesselected from the following diameters:
Straight Lengths - 915 mm (36”) or 1000 mm (39”)
Available Product Forms
mm 0.8 0.9 1.0 1.14 1.2 1.6 2.4 3.2in 0.030 0.035 0.040 0.045 0.047 0.062 0.093 0.125
Minimum Tensile Strength, psi 80,000Mechanical MPa 552Properties Elongation, (4d) % 25
Filler metals available on spool and in cut straight lengths in a variety of sizesselected from the following diameters:
Straight Lengths - 915 mm (36”) or 1000 mm (39”)
Limiting Ni+Co ............ 38.0-46.0 Cr.............................. 19.5-23.5Chemical C ...................... 0.05 max. Al ............................ 0.20 max.Composition Mn........................ 1.0 max. Ti .............................. 0.60-1.20
Fe ...................... 22.0 min. Mo .......................... 2.50-3.50S ...................... 0.03 max. P .............................. 0.03 max.Si ...................... 0.50 max. Others .................. 0.50 max.Cu............................ 1.5-3.0
Specifications AWS A5.14, ERNiFeCr-1 VdTÜV 1041.01; 2109.00MIL-E-21562 Type MIL-RN65 BS 2901 (NA41)ASME II, SFA-5.14, ERNiFeCr-1 UNS N08065ASME IX, F-No. 45 ISO SNi8065
Europe NiFe30Cr21Mo3
Available Product Forms
mm 0.8 0.9 1.0 1.14 1.2 1.6 2.4 3.2in 0.030 0.035 0.040 0.045 0.047 0.062 0.093 0.125
Ni-Fe-Cr Filler Metals Ni-Fe-Cr Filler Metals

NI-
RO
D®
Fille
r M
eta
l 4
4www.specialmetalswelding.com
NI-ROD® Filler Metal 44
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
NI-ROD FC 55 Cored Wire is used for flux-cored-arc and submerged-arc welding of gray,malleable, and ductile cast irons. It is also used for surfacing of cast irons and for joining castirons to various wrought materials such as carbon steels and low-alloy steels. The cored wirecombines the desirable features of NI-ROD 55 Welding Electrode with the speed and econo-my of automatic or semi-automatic welding.
Submerged-arc welding with the cored wire is done with INCOFLUX 5 Submerged Arc Flux.
www.specialmetalswelding.com
NI-ROD® FC 55 Cored Wire
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
NI-
RO
D®
FC 5
5 C
ore
d W
ire
NI-ROD Filler Metal 44 offers high-speed, high-quality welds, and can be used with allrobotics, automatic and semi-automatics processes, and in all positions. It provides the wettingand crack-resistant weldability that allows steel forgings and castings to be re-designed in lessexpensive ductile iron and welded automatically.
NI-ROD Filler Metal 44 is a solid, nickel-iron-manganese wire designed for automatic andsemi-automatic welding of ductile, malleable and gray cast irons in all positions. Depositionrates as high as 18 lb (8 kg) per hour and travel speeds up to 50 inches (1270 mm) per minutemay be used in robotic welding. Submerged-arc welding is done with INCOFLUX 6 SubmergedArc Flux.
Pre- and post-weld heat treatments are not usually required but may be advantageous forheavy section, fully restrained joints in low ductility castings.
4342
Typical Tensile Strength, psi 69,000Mechanical MPa 476Properties Elongation, (4d) % 15.5
Typical Ni+Coa ...................... 50.0 Mn ........................................ 4.2Chemical C ...................................... 1.0 Fe ...................................... 44.0Composition Si .................................... 0.6a Not affected by dilution
Specifications AWS A5.15, ENiFeT3-CI ISO T C NiFe-1UNS N82032 Europe T C NiFe-1ASME II, SFA-5.15, ENiFeT3-CI
Filler metals available on traverse-wound coils.
Available Product Forms
mm 1.6 2.0 2.4in 0.062 0.078 0.093
Typical Tensile Strength, psi 100,000Mechanical MPa 690Properties Elongation, (4d) % 35
Filler metals available on spool and in cut straight lengths in a variety of sizesselected from the following diameters:
Straight Lengths - 915 mm (36”) or 1000 mm (39”)
Typical Ni .................................... 44 Mn ............................................ 11Chemical C ...................................... 1.5 Fe .......................................... 45Composition
Specifications AWS A5.15 ERNiFeMn-Cl ISO S C NiFeMn-CIUNS NO2216 Europe S C NiFeMn-CI
Available Product Forms
mm 0.8 0.9 1.0 1.14 1.2 1.6 2.4 3.2in 0.030 0.035 0.040 0.045 0.047 0.062 0.093 0.125
Cast Iron Filler Metals Cast Iron Filler Metals

NI-
RO
D®
Fille
r M
eta
l 9
9www.specialmetalswelding.com
NI-ROD® Filler Metal 99
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Welding Parameters: Groove and Overlay Welding: Use DCEP with stringer beads.
Storage and Drying ConditionsThe flux in unopened containers can be stored indefinitely. Flux that has been exposed topossible moisture pick-up can be re-dried at 500°F for 2 hours or 600° for one hour.
Particle SizeTyler Mesh: 10 x 100 Mesh
Packaging60 pound polyethylene bucket with a hermetically sealed lid that has a rubber gasketseal.
INCOFLUX 4 Submerged Arc Flux (SAW) is an agglomerated flux designed for wire weld-ing with INCONEL Filler Metal 82, the high Nickel, 20% Chromium alloy. Typical applicationsare groove welding INCONEL alloys 600 and 601, INCOLOY alloy 800, to themselves and toferritic materials. The flux and wire combination is preferred when joining carbon steels tostainless steeels because it provides optimum coefficient of thermal expansion properties.One major application is for overlaying carbon steels with the corrosion and oxidation resist-ant 82 filler metal.
www.specialmetalswelding.com
INCOFLUX® 4 Submerged Arc Flux
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
INO
CFL
UX
®4
Sub
mer
ged
Arc
Flu
xNI-ROD Filler Metal 99 is used for gas-metal-arc, gas-tungsten-arc. and submerged-arcwelding of ductile, malleable, and gray cast irons. It is a solid nickel alloy wire designed formaking easily machined welds by automatic and semi-automatic processes. In highly diluted,single-layer deposits, pure nickel weld metal has better machinability than other welding prod-ucts for cast irons. Submerged-arc welding is done with INCOFLUX 6 Submerged Arc Flux.
Disimilar-welding applications include gas-metal-arc welding of cast irons to low-alloy andcarbon steels.
4544
Typical Tensile Strength, psi 71,000Mechanical MPa 490Properties Elongation, (4d) % 12
Filler metals available on spool and in cut straight lengths in a variety of sizesselected from the following diameters:
Straight Lengths - 915 mm (36”) or 1000 mm (39”)
Limiting Ni+Co .............. 99.0 min. Cu............................ 0.25 max.Chemical Fe ...................... 0.40 min. C .............................. 0.15 max.Composition Mn.................... 0.35 max. S................................ 0.01 max.
Si ...................... 0.35 max. Others.................... 1.00 max.
Specifications AWS A5.15, ERNi-CI ISO S C Ni-CIUNS N02215 Europe S C Ni-CIASME II, SFA-5.15, ERNi-CI
Available Product Forms
mm 0.8 0.9 1.0 1.14 1.2 1.6 2.4 3.2in 0.030 0.035 0.040 0.045 0.047 0.062 0.093 0.125
Diameter Amperes Volts Travel Extension FluxSpeed Burden
0.062 in. 240-290 30-33 8-11 in / min. 7/8-1 in 1/2-1 in1.6 mm 200-280 mm 22-25 mm 13-25 mm
0.093 in. 250-300 30-33 8-11 in / min. 7/8-1 in. 3/4-5/4 in2.4 mm 200-280 mm 22-25 mm 19-32 mm
0.062 in. 240-260 32-34 4 in/min. 7/8-1 in. 1/2-1 in.1.6mm 100 mm/min 22-25 mm 13-25 mm
0.093 in. 300-400 34-37 4 in./min. 7/8-1 in. 3/4-1 1/4 in.2.4 mm 100 mm/min. 22-25 mm 19-32 mm
Overlay Welding with Oscillation: Use DCEN current and Oscillation Frequency of50-70 cycles/min for 0.062 and 35-60 for 0.093.
Cast Iron Filler Metals Submerged Arc Fluxes
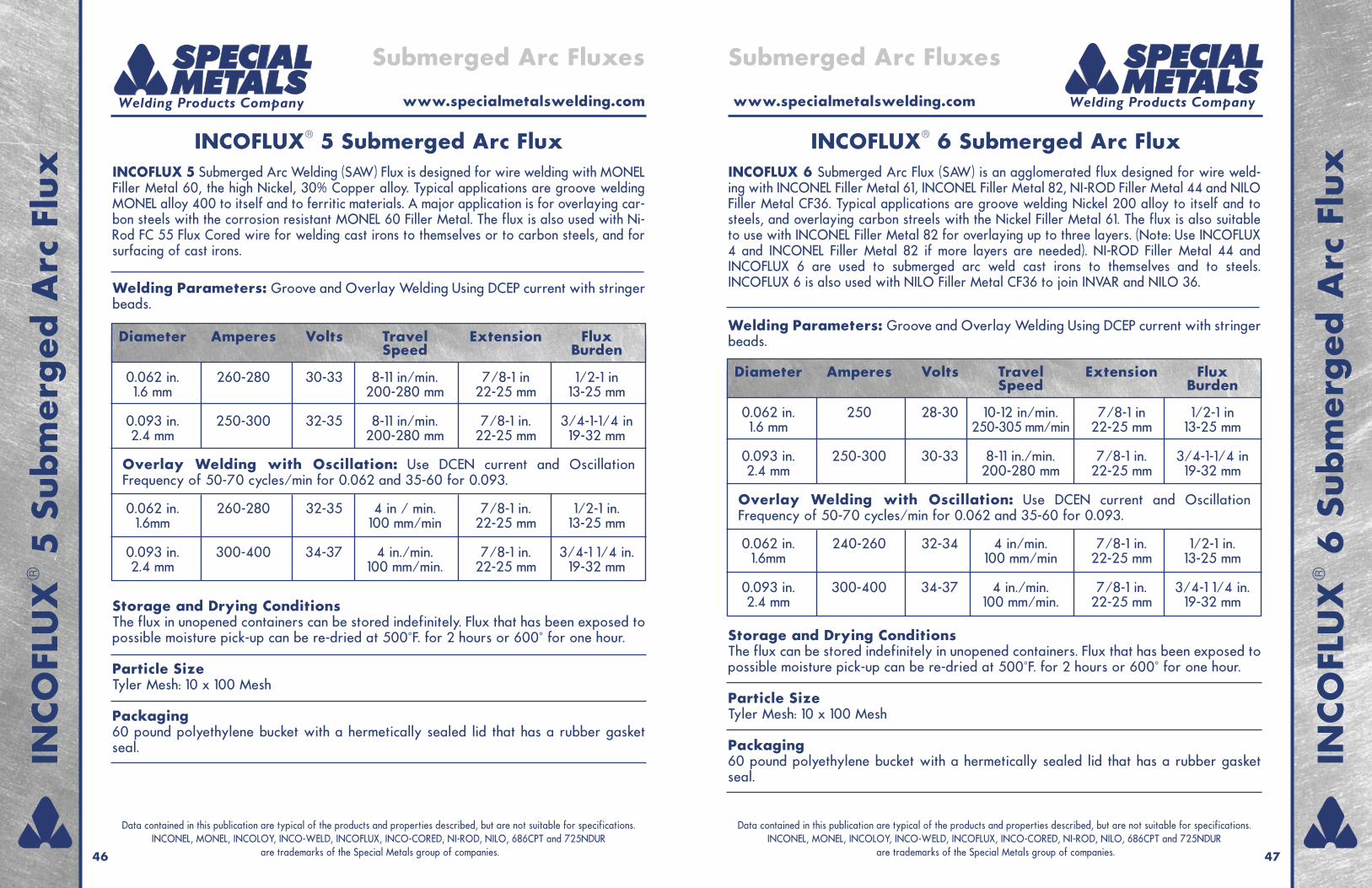
INC
OFL
UX
®5
Sub
mer
ged
Arc
Flu
xwww.specialmetalswelding.com
INCOFLUX® 5 Submerged Arc Flux
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Welding Parameters: Groove and Overlay Welding Using DCEP current with stringerbeads.
Storage and Drying ConditionsThe flux can be stored indefinitely in unopened containers. Flux that has been exposed topossible moisture pick-up can be re-dried at 500°F. for 2 hours or 600° for one hour.
Particle SizeTyler Mesh: 10 x 100 Mesh
Packaging60 pound polyethylene bucket with a hermetically sealed lid that has a rubber gasketseal.
INCOFLUX 6 Submerged Arc Flux (SAW) is an agglomerated flux designed for wire weld-ing with INCONEL Filler Metal 61, INCONEL Filler Metal 82, NI-ROD Filler Metal 44 and NILOFiller Metal CF36. Typical applications are groove welding Nickel 200 alloy to itself and tosteels, and overlaying carbon streels with the Nickel Filler Metal 61. The flux is also suitableto use with INCONEL Filler Metal 82 for overlaying up to three layers. (Note: Use INCOFLUX4 and INCONEL Filler Metal 82 if more layers are needed). NI-ROD Filler Metal 44 andINCOFLUX 6 are used to submerged arc weld cast irons to themselves and to steels.INCOFLUX 6 is also used with NILO Filler Metal CF36 to join INVAR and NILO 36.
www.specialmetalswelding.com
INCOFLUX® 6 Submerged Arc Flux
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
INC
OFL
UX
®6
Sub
mer
ged
Arc
Flu
xINCOFLUX 5 Submerged Arc Welding (SAW) Flux is designed for wire welding with MONELFiller Metal 60, the high Nickel, 30% Copper alloy. Typical applications are groove weldingMONEL alloy 400 to itself and to ferritic materials. A major application is for overlaying car-bon steels with the corrosion resistant MONEL 60 Filler Metal. The flux is also used with Ni-Rod FC 55 Flux Cored wire for welding cast irons to themselves or to carbon steels, and forsurfacing of cast irons.
4746
Diameter Amperes Volts Travel Extension FluxSpeed Burden
0.062 in. 250 28-30 10-12 in/min. 7/8-1 in 1/2-1 in1.6 mm 250-305 mm/min 22-25 mm 13-25 mm
0.093 in. 250-300 30-33 8-11 in./min. 7/8-1 in. 3/4-1-1/4 in2.4 mm 200-280 mm 22-25 mm 19-32 mm
0.062 in. 240-260 32-34 4 in/min. 7/8-1 in. 1/2-1 in.1.6mm 100 mm/min 22-25 mm 13-25 mm
0.093 in. 300-400 34-37 4 in./min. 7/8-1 in. 3/4-1 1/4 in.2.4 mm 100 mm/min. 22-25 mm 19-32 mm
Welding Parameters: Groove and Overlay Welding Using DCEP current with stringerbeads.
Storage and Drying ConditionsThe flux in unopened containers can be stored indefinitely. Flux that has been exposed topossible moisture pick-up can be re-dried at 500°F. for 2 hours or 600° for one hour.
Particle SizeTyler Mesh: 10 x 100 Mesh
Packaging60 pound polyethylene bucket with a hermetically sealed lid that has a rubber gasketseal.
Diameter Amperes Volts Travel Extension FluxSpeed Burden
0.062 in. 260-280 30-33 8-11 in/min. 7/8-1 in 1/2-1 in1.6 mm 200-280 mm 22-25 mm 13-25 mm
0.093 in. 250-300 32-35 8-11 in/min. 7/8-1 in. 3/4-1-1/4 in2.4 mm 200-280 mm 22-25 mm 19-32 mm
0.062 in. 260-280 32-35 4 in / min. 7/8-1 in. 1/2-1 in.1.6mm 100 mm/min 22-25 mm 13-25 mm
0.093 in. 300-400 34-37 4 in./min. 7/8-1 in. 3/4-1 1/4 in.2.4 mm 100 mm/min. 22-25 mm 19-32 mm
Overlay Welding with Oscillation: Use DCEN current and OscillationFrequency of 50-70 cycles/min for 0.062 and 35-60 for 0.093.
Overlay Welding with Oscillation: Use DCEN current and OscillationFrequency of 50-70 cycles/min for 0.062 and 35-60 for 0.093.
Submerged Arc Fluxes Submerged Arc Fluxes

INC
OFL
UX
®7
Sub
mer
ged
Arc
Flu
xwww.specialmetalswelding.com
INCOFLUX® 7 Submerged Arc Flux
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Welding Parameters: Groove and Overlay Welding Using DCEP current with stringerbeads.
Storage and Drying ConditionsThe flux in unopened containers can be stored indefinitely. Flux that has been exposed topossible moisture pick-up can be re-dried at 500°F. for 2 hours or 600° for one hour.
Particle SizeTyler Mesh: 10 x 100 Mesh
Packaging60 pound polyethylene bucket with a hermetically lid sealed that has a rubber gasketseal.
INCOFLUX 8 Submerged Arc (SAW) Flux is designed for wire welding with MONEL FillerMetal 67, the high Copper, 30% Nickel alloy. Typical applications are groove welding MONELalloy 450 (70/30) Copper-Nickel) and other copper-nickel alloys. It can also be used for over-laying carbon steels, but requires a buffer layer of either Nickel Filler Metal 61 or MONELFiller Metal 60 in order to prevent excess iron dilution that can embrittle the copper-nickeldeposit.
www.specialmetalswelding.com
INCOFLUX® 8 Submerged Arc Flux
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
INC
OFL
UX
®8
Sub
mer
ged
Arc
Flu
xINCOFLUX 7 Submerged Arc Flux (SAW) is an agglomerated flux designed for wire weld-ing with INCONEL Filler Metal 625, a corrosion resistant Nickel-Chromium-Molybdenum alloy.Typical applications are groove welding INCONEL alloy 625 and INCOLOY alloy 825 tothemselves and to ferritic materials. The flux and wire combination is used for welding a rangeof corrosion resistant, molybdenum containing alloys such as 904L, 316, 317, and duplex stain-less steels. One major application is for overlaying carbon steels with the corrosion and oxi-dation resistant INCONEL Filler Metal 625.
4948
Diameter Amperes Volts Travel Extension FluxSpeed Burden
0.062 in. 260-280 30-33 8-11 in/min. 7/8-1 in 1/2-1 in1.6 mm 200-280 mm/min 22-25 mm 13-25 mm
0.093 in. 300-350 32-35 8-11 in./min. 7/8-1 in. 3/4-1-1/4 in2.4 mm 200-280 mm 22-25 mm 19-32 mm
0.062 in. 260-280 32-35 4 in/min. 7/8-1 in. 1/2-1 in.1.6mm 100 mm/min 22-25 mm 13-25 mm
0.093 in. 300-400 34-37 4 in./min. 7/8-1 in. 3/4-1 1/4 in.2.4 mm 100 mm/min. 22-25 mm 19-32 mm
Overlay Welding with Oscillation: Use DCEN current and OscillationFrequency of 50-70 cycles/min for 0.062 and 35-60 for 0.093.
Welding Parameters: Groove and Overlay Welding Using DCEP current with stringerbeads.
Storage and Drying ConditionsThe flux in unopened containers can be stored indefinitely . Flux that has been exposedto possible moisture pick-up can be re-dried at 500°F. for 2 hours or 600° for one hour.
Particle SizeTyler Mesh: 10 x 100 Mesh
Packaging60 pound polyethylene bucket with a lid hermetically sealed with a rubber gasket.
Diameter Amperes Volts Travel Extension FluxSpeed Burden
0.062 in. 240-290 20-33 8-11 in/min. 7/8-1 in 1/2-1 in1.6 mm 200-280 mm/min 22-25 mm 13-25 mm
0.093 in. 250-300 30-33 8-11 in./min. 7/8-1 in. 3/4-1-1/4 in2.4 mm 200-280 mm 22-25 mm 19-32 mm
0.062 in. 240-260 32-34 4 in/min. 7/8-1 in. 1/2-1 in.1.6mm 100 mm/min 22-25 mm 13-25 mm
0.093 in. 300-400 34-37 4 in./min. 7/8-1 in. 3/4-1 1/4 in.2.4 mm 100 mm/min. 22-25 mm 19-32 mm
Overlay Welding with Oscillation: Use DCEN current and OscillationFrequency of 50-70 cycles/min for 0.062 and 35-60 for 0.093.
Submerged Arc Fluxes Submerged Arc Fluxes

INC
OFL
UX
®9
Sub
mer
ged
Arc
Flu
xwww.specialmetalswelding.com
INCOFLUX® 9 Submerged Arc Flux
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Welding Parameters: DCEP current.
Storage and Drying ConditionsThe flux in unopened containers can be stored indefinitely. Flux that has been exposed topossible moisture pick-up can be re-dried at 500°F. for 2 hours or 600° for one hour.Unfused used flux should be blended in a 1/1 ratio with new flux before reusing.
Particle SizeTyler Mesh: 10 x 100 Mesh
Packaging60 pound polyethylene bucket with a hermetically sealed lid that has a rubber gasketseal.
INCOFLUX ESS1 Electroslag StripWelding (ESSW) Flux is designed for strip weldingwith INCONEL Weldstrips 82 and 625. It is used for overlaying carbon steels with the twoalloys. The agglomerated, neutral flux provides the ability to achieve a chemical compositionnearly matching the weldstrip in the second layer. The smooth, tight ripples and excellent wet-ting provide the ability to make, without magnetic steering, flat overlays that may be used inthe as-welded condition.
www.specialmetalswelding.com
INCOFLUX® ESS1 Electroslag Strip Flux
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
INC
OFL
UX
®ES
S1 E
lect
rosl
ag
Str
ip F
lux
INCOFLUX 9 Submerged Arc (SAW) Flux is designed for wire welding with INCONELFiller Metal 625 (AWS ERNiCrMo-3) and INCO-WELD C-276 Filler Metal (ERNiCrMo-4), cor-rosion resistant Nickel-Chromium-Molybdenum alloys. Typical applications are for groovewelding INCONEL alloy 625 and INCONEL C-276 to themselves and to ferritic materials withthe matching filler metal. INCOFLUX 9 is also recommended for use with the INCONEL 625Filler Metals to weld INCOLOY alloy 825 to itself and to ferritic materials, as well as forwelding a range of corrosion resistant, molybdenum containing alloys such as 904L, 316, 317,and duplex stainless steels. Another major application is for overlaying carbon steels with thecorrosion and oxidation resistant filler metals, and for groove welding.
5150
Diameter Amperes Volts Travel Extension FluxSpeed Burden
0.5 x 60 mm 1100-1300 23-24 6-7 in/min. 0.75-1 in 0.75-1.5 in150-175 mm/min 19-25 mm 19-38 mm
0.5 x 30 mm 600-700 23-24 6-7 in/min 0.75-1 in. 0.75-1.5 in.150-175 mm/min 19-25 mm 19-38 mm
Welding Parameters: Groove and Overlay Welding Using DCEP with stringer beads.
Storage and Drying ConditionsThe flux in unopened containers can be stored for five (5) years after delivery in dry stor-age rooms. Flux that has been exposed to possible moisture pick-up can be re-dried at300°F for 2 hours or 500° for one hour.
Particle SizeTyler Mesh: 10 x 150 Mesh
Packaging44 pound (20 kg) polyethylene bags.
Diameter Amperes Volts Travel Extension FluxSpeed Burden
0.062 in. 240-290 30-33 8-11 in/min. 7/8-1 in 1/2-1 in1.6 mm 200-280 mm/min 22-25 mm 13-25 mm
0.093 in. 250-300 30-33 8-11 in./min. 7/8-1 in. 3/4-1-1/4 in2.4 mm 200-280 mm 22-25 mm 19-32 mm
0.062 in. 240-260 32-34 4 in/min. 7/8-1 in. 1/2-1 in.1.6mm 100 mm/min 22-25 mm 13-25 mm
0.093 in. 300-400 34-37 4 in./min. 7/8-1 in. 3/4-1 1/4 in.2.4 mm 100 mm/min. 22-25 mm 19-32 mm
Overlay Welding with Oscillation: Use DCEN current and OscillationFrequency of 50-70 cycles/min for 0.062 and 35-60 for 0.093.
Submerged Arc Fluxes Submerged Arc Fluxes

INC
OFL
UX
®ES
S2 E
lect
rosl
ag
Str
ip F
lux
www.specialmetalswelding.com
INCOFLUX® ESS2 Electroslag Strip Flux
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Welding Parameters: DCEP current.
Storage and Drying ConditionsThe flux in unopened containers can be stored in a dry strorage room. Flux that has beenexposed to possible moisture pick-up can be dried at 400°F for 2 hours or 500° for onehour.
Particle SizeTyler Mesh: 12 x 68 Mesh
Packaging88 pound (40 Kg) polyethelene bags.
INCOFLUX ESS10 Electroslag Strip Welding (ESSW) Flux is designed for strip weldingwith the INCONEL Weldstrips 82, 622 and 625, and INCO-WELD Weldstrips C-276 and686CPT. It is used for electroslag overlaying of carbon steels with these alloys. The agglom-erated, neutral flux and the electroslag process provide the ability to achieve a low dilutioncomposition nearly martching the weldstrip in the second layer. The smooth, tight ripples andexcellent wetting provide the ability to make, without magnetic steering, flat overlays thatmay be used in the as-welded condition.
www.specialmetalswelding.com
INCOFLUX® ESS10 Electroslag Strip Flux
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
INC
OFL
UX
®ES
S10
Ele
ctro
sla
g S
trip
Flu
x
5352
Diameter Amperes Volts Travel Extension FluxSpeed Burden
0.5 x 60 mm 1100-1300 23-24 6-7 in/min. 0.75-1 in 0.75-1.5 in150-175 mm/min 19-25 mm 19-38 mm
0.5 x 30 mm 600-700 23-24 6-7 in/min 0.75 – 1 in. 0.75 – 1.5 in.150-175 mm/min 19-25 mm 19-38 mm
Welding Parameters: DCEP current.
Storage and Drying ConditionsThe flux in unopened containers can be stored indefinitely. Flux that has been exposedto possible moisture pick-up can be re-dried at 500°F for 2 hours or 600° for one hour.Unfused used flux should be blended in a 1/1 ratio with new flux before reusing.
Particle SizeTyler Mesh: 10 x 100 Mesh
Packaging60 pound polyethylene bucket with a hermetically sealed lid that has a rubber gasketseal.
INCOFLUX ESS2 Electroslag StripWelding (ESSW) Flux is designed for strip welding withINCONEL Weldstrips 52 and 52M. It is used for overlaying carbon steels with the two alloys.The agglomerated, neutral flux provides the ability to achieve a chemical composition nearlymatching the weldstrip in the second layer. The smooth, tight ripples and excellent wetting pro-vide the ability to make, without magentic steering, flat overlays that may be used in the as-welded condition.
Diameter Amperes Volts Travel Extension FluxSpeed Burden
0.5 x 60 mm 1100-1300 23-24 6-7 in/min. 0.75-1 in 0.75-1.5 in150-175 mm/min 19-25 mm 19-38 mm
0.5 x 30 mm 600-700 23-24 6-7 in/min 0.75 – 1 in. 0.75 – 1.5 in.150-175 mm/min 19-25 mm 19-38 mm
Submerged Arc Fluxes Submerged Arc Fluxes

INCO
FLU
X®
NT1
00 S
ubm
erge
d A
rc W
eldi
ng F
lux
www.specialmetalswelding.com
INCOFLUX® NT100 Submerged Arc Welding Flux
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Welding Parameters: Groove and Overlay Welding Using DCEP current and stringerbeads.
Storage and Drying ConditionsThe agglomerated flux in unopened containers can be stored indefinitely. Flux that hasbeen exposed to possible moisture pick-up can be re-dried at 500°F for 2 hours or 600°for one hour.
Particle SizeTyler Mesh: 10 x 100 Mesh
Packaging60 pound polyethylene bucket with a hermetically sealed lid that has a rubber gasketseal.
INCOFLUX NT110 Submerged Arc Welding (SAW) Flux is designed for wire welding withMONEL Filler Metal 60, the 70% Nickel, 30% Copper alloy, and MONEL Filler Metal 67(70/30 Copper-Nickel). Typical applications with MONEL Filler Metal 60 are groove weldingMONEL alloy 400 to itself and to ferritic materials. A major application is for overlaying car-bon steels with the corrosion resistant MONEL Filler Metal 60. The flux is used with MONELFiller Metal 67 to join MONEL alloy 450 and other Copper-Nickel alloys (90/10, 80/20 and70/30). Overlays on steels require a buffer layer of Nickel Filler Metal 61 or MONEL FillerMetal 60.
www.specialmetalswelding.com
INCOFLUX® NT110 Submerged Arc Welding Flux
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
INCO
FLU
X®
NT1
10 S
ubm
erge
d A
rc W
eldi
ng F
lux
INCOFLUX NT100 Submerged Arc Flux is a neutral, agglomerated flux designed forwire welding with Nickel Filler Metal 61, INCONEL Filler Metal 82, NI-ROD Filler Metal 44 andNILO Filler Metal CF36. Typical applications are groove welding Nickel 200 alloy to itself andto steels, and overlaying carbon steels with the Nickel 61 filler metal. The flux is also suitableto use with INCONEL Filler Metal 82 for overlaying up to three layers. (Note: Use INCOFLUX4 and INCONEL Filler Metal 82 if more layers are needed). NI-ROD Filler Metal 44 andINCOFLUX NT100 are used to submerged arc weld cast irons to themselves and to steels.INCOFLUX NT100 is also used with NILO Filler Metal CF36 to join Invar and NILO 36.
5554
Diameter Amperes Volts Travel Extension FluxSpeed Burden
0.062 in. 260-280 30-33 8-11 in/min. 7/8-1 in. 1/2-1-1/2 in.1.6 mm 200-280 mm/min 22-25 mm 13-25 mm
0.093 in. 300-350 32-35 8-11 in./min. 7/8-1 in. 3/4-1-1/4 in.2.4 mm 200-280 mm/min 22-25 mm 19-32 mm
0.062 in. 260-280 32-35 4 in/min. 7/8-1 in. 1/2-1 in.1.6 mm 100 mm/min 22-25 mm 13-25 mm
0.093 in. 300-400 34-37 4 in./min. 7/8-1 in. 3/4-1-1/4 in.2.4 mm 100 mm/min 22-25 mm 19-32 mm
Overlay Welding with Oscillation: Use DCEN current and OscillationFrequency of 50-70 cycles/min for 0.062 and 35-50 for 0.093.
Welding Parameters: Groove and Overlay Welding Using DCEP current with stringerbeads.
Storage and Drying ConditionsThe flux can be stored indefinitely in unopened containers. Flux that has been exposed topossible moisture pick-up can be re-dried at 500°F. for 2 hours or 600° for one hour.
Particle SizeTyler Mesh: 10 x 100 Mesh
Packaging50 pound polyethylene bucket with a hermetically sealed lid that has a rubber gasketseal.
Diameter Amperes Volts Travel Extension FluxSpeed Burden
Nickel 61 0.062 in. 250 28-30 10-12 in/min. 7/8-1 in. 1/2-1 in.1.6 mm 250-305 mm/min 22-25 mm 13-25 mm
0.093 in. 250-300 30-33 8-11 in./min. 7/8-1 in. 3/4-1 1/4 in.2.4 mm 200-280 mm/min 22-25 mm 19-32 mm
0.062 in. 240-260 32-34 4 in/min. 7/8-1 in. 1/2-1 in.1.6 mm 100 mm/min 22-25 mm 13-25 mm
0.093 in. 300-400 34-37 4 in./min. 7/8-1 in. 3/4-1 1/4 in.2.4 mm 100 mm/min 22-25 mm 19-32 mm
Overlay Welding with Oscillation: Use DCEN current and OscillationFrequency of 50-70 cycles / min for 0.062 and 35-50 for 0.093.
Submerged Arc Fluxes Submerged Arc Fluxes

INCO
FLU
X®
NT1
20 S
ubm
erge
d A
rc W
eldi
ng F
lux
www.specialmetalswelding.com
INCOFLUX® NT120 Submerged Arc Welding Flux
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Welding Parameters: DCEP current.
Storage and Drying ConditionsThe flux in unopened containers can be stored indefinitely. Flux that has been exposed topossible moisture pick-up can be re-dried at 500°F for 2 hours or 600° for one hour.Unfused used flux should be blended in a 1/1 ratio with new flux before reusing.
Particle SizeTyler Mesh: 10 x 100 Mesh
Packaging60 pound polyethylene bucket with a hermetically sealed lid that has a rubber gasketseal.
INCOFLUX SAS1 Submerged Arc StripWelding (SASW) Flux is designed for strip weldingwith INCONEL Weldstrips 82 and 625. It is used for overlaying carbon steels with the twoalloys. The agglomerated, neutral flux provides the ability to achieve a chemical compositionnearly matching the Weldstrip in the second layer. The smooth, tight ripples and excellent wet-ting provide the ability to make, without magnetic steering, flat overlays that may be used inthe as-welded condition.
www.specialmetalswelding.com
INCOFLUX® SAS1 Submerged Arc Strip Flux
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
INCO
FLU
X®
SAS1
Sub
mer
ged
Arc
Str
ip F
lux
INCOFLUX NT120 Submerged Arc Welding (SAW) Flux is an agglomerated flux designedfor wire welding with the corrosion resistant Nickel-Chromium-Molybdenum-Tungsten alloysINCONEL Filler Metal 622, INCO-WELD Filler Metal C-276, and INCO-WELD Filler Metal686CPT. Typical applications are groove welding matching chemistry base metals to them-selves and to ferritic materials. The flux and wire combinations are used for welding a rangeof corrosion resistant, molybdenum containing alloys such as 904L, 316, 317, duplex stainlesssteels, as well as alloys C-276, C-22, 622, 59, and C-2000. A major application is for over-laying carbon steels with the corrosion and oxidation resistant NiCrMoW filler metals.
5756
Welding Parameters: Groove and Overlay Welding: Use DCEP with stringer beads
Storage and Drying ConditionsThe flux in unopened containers can be stored indefinitely. Flux that has been exposed topossible moisture pick-up can be re-dried at 500°F for 2 hours or 600° for one hour.
Particle SizeTyler Mesh: 10 x 60 Mesh
Packaging60 pound polyethylene bucket with a hermetically sealed lid that has a rubber gasketseal.
Diameter Amperes Volts Travel Extension FluxSpeed Burden
0.062 in. 240-290 30-33 8-11 in/min. 7/8-1 in. 1/2-1 in.1.6 mm 200-280 mm/min 22-25 mm 13-25 mm
0.093 in. 250-300 30-33 8-11 in./min. 7/8-1 in. 3/4-1-1/4 in.2.4 mm 200-280 mm/min 22-25 mm 19-32 mm
0.062 in. 240-260 32-34 4 in/min. 7/8-1 in. 1/2-1 in.1.6 mm 100 mm/min 22-25 mm 13-25 mm
0.093 in. 300-400 34-37 4 in./min. 7/8-1 in. 3/4-1-1/4 in.2.4 mm 100 mm/min 22-25 mm 19-32 mm
Overlay Welding with Oscillation: Use DCEN current and OscillationFrequency of 50-70 cycles/min for 0.062 and 35-50 for 0.093.
Diameter Amperes Volts Travel Extension FluxSpeed Burden
0.5 x 60 mm 700-900 25-28 4-5 in/min. 0.75-1 in 0.75-1.5 in100-125 mm/min 19-25 mm 19-38 mm
0.5 x 30 mm 300-450 25-28 4-5 in/min 0.75-1 in. 0.75–1.5 in.100-125 mm/min 19-25 mm 19-38 mm
Submerged Arc Fluxes Submerged Arc Fluxes

INCO
FLU
X®
SAS2
Sub
mer
ged
Arc
Str
ip F
lux
www.specialmetalswelding.com
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
www.specialmetalswelding.com
Weldstrip
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Wel
dst
rip
5958
Submerged Arc Fluxes Weldstrip
Welding Parameters: DCEP current.
Storage and Drying ConditionsThe flux in unopened containers can be stored indefinitely. Flux that has been exposed topossible moisture pick-up can be re-dried at 500°F for 2 hours or 600° for one hour.Unfused used flux should be blended in a 1/1 ratio with new flux before reusing.
Particle SizeTyler Mesh: 10 x 100 Mesh
Packaging60 pound polyethylene bucket with a hermetically sealed lid that has a rubber gasketseal.
INCOFLUX SAS2 Submerged Arc StripWelding (SASW) Flux is designed for strip weldingwith INCONEL Weldstrips 52 and 52M. It is used for overlaying carbon steels with the twoalloys. The agglomerated, neutral flux provides the ability to achieve a chemical compositionnearly matching the Weldstrip in the second layer. The smooth, tight ripples and excellent wet-ting provide the ability to make, without magnetic steering, flat overlays that may be used inthe as-welded condition.
INCOFLUX® SAS2 Submerged Arc Strip Flux
Diameter Amperes Volts Travel Extension FluxSpeed Burden
0.5 x 60 mm 700-900 25-28 4-5 in/min. 0.75-1 in 0.75-1.5 in100-125 mm/min 19-25 mm 19-38 mm
0.5 x 30 mm 300-450 25-28 4-5 in/min 0.75-1 in. 0.75–1.5 in.100-125 mm/min 19-25 mm 19-38 mm
Special Metals Welding Products Company, a division of Huntington Alloys, long recognizedas the industry leader in nickel-base welding electrodes and filler metals, also supplies nickel-base wires to the Submerged Arc and Electroslag Welding industry. The Welding ProductsCompany is a fully integrated manufacturer from raw materials to distribution of finishedproducts. This provides complete traceability of product from melt-to-spray-deposit.
These strips have been processed to ensure optimum performance in both submerged arc andelectroslag welding applications.
The Welding Products Company is ISO 9002 approved and its quality systems also meet theASME, MIL, and TUV standards to ensure that products meet or exceed the specificationrequirements of AWS, ASME, MIL, and DIN.
A list of nickel-base alloys manufactured by the Welding Products Company for use in the sub-merged arc and electroslag strip welding applications include:
AWS Class Special MetalsWelding Products Designations
Packaging12” ID, 60 lb coil
EQNi-1 Nickel Weldstrip 61
EQNiCu-7 MONEL® Weldstrip 60
EQCuNi MONEL® Weldstrip 67
EQNiCr-3 INCONEL® Weldstrip 82
EQNiCrMo-3 INCONEL® Weldstrip 625
EQNiCrMo-14 INCO-WELD® Weldstrip 686CPT

Appendix / Table of Contents
61
Table of Contents62-63 Welding Products Selector Chart
64 Conversion Factors for Units of Measure65 Hardness Conversions66 Comparison of Gauges66 Standard Pipe Sizes67 Temperature Conversion Chart68 Storage and Rebaking
App
endi
x /
Tab
le o
f Co
nten
ts
Ther
ma
l Sp
ray
Wir
eswww.specialmetalswelding.com
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.60
Thermal Spray Wires
Special Metals Welding Products Company, a division of Huntington Alloys, long recognizedas the industry leader in nickel-base welding electrodes and filler metals, also supplies nickel-base wires to the thermal spray industry. The Welding Products Company is a fully integratedmanufacturer from raw materials to distribution of finished products. This provides completetraceability of product from melt-to-spray-deposit.
These wires have been processed to ensure optimum performance in both Metal Arc SpraySystem and the Wire Combustion Flame Spray Process. An exceptionally clean surfaceensures minimum contact tip wear and precludes contamination of the spray deposit fromdrawing lubricants.
The Welding Products Company is ISO 9002 approved and its quality systems also meet theASME, MIL, and TUV standards to ensure that products meet or exceed the specificationrequirements of AWS, ASME, MIL, and DIN.
A list of nickel-base alloys manufactured by the Welding Products Company for use in the ther-mal spray applications includes:
Thermal Spray Wires
Nominal AWS Class Special MetalsComposition Welding Products Designations
95 Ni - 5-Al __ DURANICKEL® Thermal Spray 301TSW*
NiCrMoNb A5.14 ERNiCrMo-3 INCONEL® Thermal Spray 625TSW
NiFeCrNbMo A5.14 ERNiFeCr-2 INCONEL® Thermal Spray 718TSW
Ni - 43 Cr A5.14 ERNiCr-4 INCONEL® Thermal Spray 72TSW
80Ni-20Cr M __ INCONEL® Thermal Spray 8020M
80Ni-20Cr __ INCONEL® Thermal Spray 8020TSW
NiCrMoW A5.14 ERNiCrMo-4 INCONEL® Thermal Spray C276TSW
70 Ni - 30 Cu A5.14 ERNiCu-7 MONEL® Thermal Spray 60TSW
* Pratt & Whitney Specification for 301TSW-PWA 36937 Rev. D

Wel
ding
Pro
duct
s Se
lect
or
Char
twww.specialmetalswelding.com
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
www.specialmetalswelding.com
Welding Products Selector Chart
Data contained in this publication are typical of the products and properties described, but are not suitable for specifications.INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT and 725NDUR
are trademarks of the Special Metals group of companies.
Wel
ding
Pro
duct
s Se
lect
or
Char
t
6362
Appendix Appendix
Welding Products Selector Chart
Electrodes For Shielded Metal Arc Welding Data contained in this chart is for information only and should not be used for specification purposes.
Filler M
etals For G
as Metal A
rc, Gas Tungsten A
rc and Subm
erged-Arc W
elding
Nickel 200 MONEL INCONEL INCONEL INCONEL INCOLOY INCOLOY Carbon, 3 - 30% Austenitic Duplex and Cast high- Copper-Nickelalloy 400 alloy 600 alloy 625 alloy 686 alloys alloy 825 Low alloy Chromium Stainless Super Duplex temperature alloys
803, 800 and & Nickel Steels Steels Stainless Steels alloys800H/HT Steels
Nickel 200 Nickel 61 MONEL 60 INCONEL 82 INCONEL 625 I-W 686CPT INCONEL 82 INCONEL 625 INCONEL 82 INCONEL 82 INCONEL 82 I-W 686CPT INCONEL 82 MONEL 60Nickel 61 Nickel 61 INCONEL 82 INCONEL 625 Nickel 61 INCONEL 82 Nickel 61 Nickel 61 Nickel 61 INCONEL 82 Nickel 61 MONEL 67
Nickel 61 INCONEL 82 Nickel 61 Nickel 61Nickel 141 Nickel 61
MONEL MONEL190 MONEL 60 INCONEL 625 INCONEL 625 I-W 686CPT INCONEL 625 INCONEL 625 INCONEL 625 INCONEL 625 INCONEL 625 I-W 686CPT INCONEL 625 MONEL 60alloy 400 Nickel 141 INCONEL 625 INCONEL 82 INCONEL 82 INCONEL 625 INCONEL 82 INCONEL 82 INCONEL 82 INCONEL 82 INCONEL 82 INCONEL 625 INCONEL 82 MONEL 67
INCONEL 112 Nickel 61 INCONEL 82 MONEL 60 MONEL 60 INCONEL 82 Nickel 61MONEL 190
INCONEL INCO-WELD A INCO-WELD A INCONEL 82 INCONEL 625 I-W 686CPT INCONEL 617 INCONEL 625 INCONEL 625 INCONEL 625 INCONEL 617 I-W 686CPT INCONEL 617 INCONEL 82alloy 600 INCONEL 112 INCONEL 112 INCONEL 82 INCONEL 625 INCONEL 625 INCONEL 82 INCONEL 82 INCONEL 82 INCONEL 625 INCONEL 82 INCONEL 625 Nickel 61
INCONEL 182 INCONEL 182 INCO-WELD A INCONEL 82 INCONEL 82 INCONEL 82 INCONEL 82Nickel 141 INCONEL 182
INCONEL INCO-WELD A INCO-WELD A INCO-WELD A INCONEL 625 I-W 686CPT INCONEL 617 INCONEL 625 INCONEL 625 I-W 686CPT I-W 686CPT I-W 686CPT INCONEL 617 INCONEL 625alloy 625 INCONEL 112 INCONEL 112 INCONEL 112 INCONEL 625 INCONEL 625 INCONEL 82 INCONEL 625 INCONEL 625 INCONEL 625 INCONEL 625 INCONEL 82
INCONEL 182 Nickel 141 INCONEL 182 INCONEL 82 INCONEL 82 INCONEL 82 INCONEL 82 Nickel 61Nickel 141 INCONEL 112
INCONEL INCO-WELD A I-W 686CPT INCO-WELD A I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPTalloy 686 I-W 686CPT INCO-WELD A INCONEL 82 INCONEL 112 INCONEL 617 INCONEL 625 INCONEL 625 INCONEL 625 INCONEL 625 INCONEL 617 INCONEL 625
Nickel 141 INCONEL 112 I-W 686CPT INCONEL 625 INCONEL 82 INCONEL 82 INCONEL 82 INCONEL 82 Nickel 61I-W 686CPT INCONEL 82
INCOLOY INCO-WELD A INCO-WELD A INCO-WELD A INCO-WELD A INCO-WELD A INCONEL 617 INCONEL 625 INCONEL 625 INCONEL 625 INCONEL 617 I-W 686CPT INCONEL 617 INCONEL 82alloys INCONEL 112 INCONEL 112 INCONEL 112 INCONEL 112 I-W 686CPT INCONEL 82 INCONEL 82 INCONEL 82 INCONEL 82 INCONEL 625 INCONEL 82 INCONEL 625 Nickel 61
800, 803 and INCONEL 182 INCONEL 182 INCONEL 117 INCONEL 117 INCO-WELD A INCONEL 82 INCONEL 82800H/HT Nickel 141 INCONEL 182 INCONEL 117
INCOLOY INCO-WELD A INCO-WELD A INCO-WELD A INCONEL 112 I-W 686CPT INCO-WELD A INCONEL 625 INCONEL 625 INCONEL 625 INCONEL 625 I-W 686CPT INCONEL 625 INCONEL 82alloy 825 Nickel 141 INCONEL 112 INCONEL 112 INCONEL 122 INCONEL 112 INCONEL 112 I-W 686CPT INCONEL 82 INCONEL 82 INCONEL 82 INCONEL 625 INCONEL 82 Nickel 61
& Super Austenitic INCONEL 182 INCONEL 182 I-W 686CPT INCONEL 122 INCONEL 112 INCONEL 622Stainless Steel I-W 686CPT
Carbon, INCO-WELD A INCO-WELD A INCO-WELD A INCONEL 112 INCO-WELD A INCO-WELD A INCO-WELD A INCONEL 625 INCONEL 625 INCONEL 625 I-W 686CPT INCONEL 625 INCONEL 82Low alloy INCONEL 112 INCONEL 112 INCONEL 112 INCO-WELD A I-W 686CPT INCONEL 117 INCONEL 112 INCONEL 82 INCONEL 82 INCONEL 82 INCONEL 82 INCONEL 82 Nickel 61& Nickel INCONEL 182 INCONEL 182 INCONEL 182 INCONEL 112 INCONEL 182 INCO-WELD ASteels Nickel 141 MONEL 190 INCONEL 182 INCONEL 112
3 - 30% INCO-WELD A INCO-WELD A INCO-WELD A INCONEL 112 INCO-WELD A INCO-WELD A INCO-WELD A INCO-WELD A INCONEL 625/52 INCONEL 625 I-W 686CPT INCONEL 625 INCONEL 82Chromium INCONEL 112 INCONEL 112 INCONEL 112 INCO-WELD A I-W 686CPT INCONEL 117 INCONEL 112 INCO-WELD 112 INCONEL 82 INCONEL 82 INCONEL 625 INCONEL 82 Nickel 61
Steels INCONEL 182 INCONEL 182 INCONEL 117 INCONEL 112 INCONEL 182 INCO-WELD A INCONEL 82 INCONEL 617Nickel 141 INCONEL 182 INCONEL 112/152
Austenitic INCO-WELD A INCO-WELD A INCO-WELD A I-W 686CPT INCO-WELD A INCO-WELD A INCO-WELD A INCO-WELD A INCO-WELD A I-W 686CPT I-W 686CPT INCONEL 82 INCONEL 82Stainless INCONEL 112 INCONEL 112 INCONEL 112 INCONEL 112 I-W 686CPT INCONEL 112 INCONEL 112 INCONEL 112 INCONEL 112 INCONEL 82/625 INCONEL 82 Nickel 61
Steels INCONEL 182 INCONEL 182 INCONEL 117 INCONEL 112 INCONEL 117 INCONEL 182 INCONEL 182 INCONEL 182 I-W A/686CPTNickel 141 MONEL 190 INCONEL 182 INCONEL 182 INCONEL 112
Duplex and I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPT I-W 686CPTSuper Duplex INCO-WELD A INCO-WELD A INCO-WELD A INCONEL 112 INCO-WELD A INCONEL 112 INCO-WELD A INCO-WELD A INCO-WELD A INCONEL 82 INCONEL 82
Stainless Nickel 141 I-W 686CPTSteels
Cast high- INCO-WELD A INCO-WELD A INCO-WELD A INCO-WELD A I-W 686CPT INCO-WELD A INCO-WELD A INCO-WELD A INCO-WELD A INCO-WELD A I-W 686CPT INCONEL 617 INCONEL 82temperature INCONEL 112 INCONEL 112 INCONEL 117 INCONEL 117 INCONEL 117 INCONEL 117 INCONEL 112 INCONEL 112 INCONEL 112 INCONEL 112 INCO-WELD A INCONEL 82 Nickel 61
alloys INCONEL 182 INCONEL 182 INCONEL 182 INCONEL 117 INCONCEL 117 INCO-WELD ANickel 141 MONEL 190 INCONEL 117
Copper-Nickel MONEL 187 MONEL 187 INCO-WELD A INCO-WELD A I-W 686CPT INCO-WELD A INCO-WELD A INCO-WELD A INCO-WELD A INCO-WELD A I-W 686CPT INCO-WELD A MONEL 67alloys MONEL 190 MONEL 190 INCONEL 182 INCONEL 112 Nickel 141 INCONEL 182 INCONEL 182 INCONEL 182 INCONEL 182 INCONEL 182 INCO-WELD A INCONEL 182
Nickel 141 Nickel 141 Nickel 141 Nickel 141 Nickel 141 Nickel 141 MONEL 190 Nickel 141 Nickel 141 Nickel 141Nickel 141 MONEL 187N
ick
el A
lloy
Wel
din
g C
ons
uma
ble
sSU
GG
ESTE
DSE
LEC
TIO
NS

Conv
ersi
on
Fact
ors
fo
r U
nits
of
Mea
sure
Har
dnes
s Co
nver
sio
ns
6564
Conversion Factors for Units of Measure Hardness Conversions

Com
pari
son
of
Gau
ges
& S
tand
ard
Pipe
Siz
es
Tem
pera
ture
Co
nver
sio
ns
6766
Comparison of Gauges &Standard Pipe Sizes Temperature Conversions

Sto
rage
and
Reb
akin
g
68
Storage and Rebaking
Welding Electrodes
The flux covered welding electrodes in the original sealed containers can be stored indefinite-ly in a dry storage room. Electrodes that have been removed from their containers should beheld in a cabinet heated to a temperature 10-15°F (6-8•°C) higher than the highest expectedambient temperature.
Rebaking can reclaim electrodes that have possibly absorbed moisture. Electrodes should berebaked at 600°F (316°C) for 1 hour or 500°F (260°C) for 2 hours. Rebaking should be done ina vented oven, and the electrodes must be removed from the containers.
Flux Cored Wires
Flux cored wires are packaged on spools and hermetically sealed in a polyethylene bag. Theyshould be stored in the unopened packages in a dry storage room. Product that has beenexposed to high humidity can be baked at 500°F for 1 hour or 400°F for 2 hours.
Submerged Arc Flux
Unopened bucket containers can be stored indefinitely. Exposed flux can be re-dried at 500°Ffor 2 hours, or 600°F for 1 hour.
WARNING POSSIBLE CANCER HAZARD OR LUNG DAMAGE IF INHALED - MAY CAUSE ALLERGIC REACTION - MAY CONTAIN FLUORIDES.
PROTECT YOURSELF AND OTHERS - Before use read, and understand this informa-tion, the manufacturer’s instructions, Material Safety Data Sheets (MSDS), and youremployer’s safety practices. See American National Standard Z49.1, Safety in Weldingand Cutting and OSHA Safety and Health Standards 29CFR1910.
FUMES AND GASES can be hazardous to your health. Skin sensitization, irritation ofskin, eye and respiratory tract, neurological damage or death can result from over expo-sure. Keep your head out of the fume. Use ventilation, preferably local exhaust ventila-tion, adequate to keep the concentration of the fumes and gases below the exposure lim-its. Special attention to ventilation is required in confined, small or crowded spaces. Ifadequate ventilation is not available, wear appropriate respiratory protection. Wash skinafter contact with dust or fume.
ARC RAYS can injure eyes and burn skin - ELECTRIC SHOCK can kill. Do not touch liveelectrical parts - WEAR correct eye, ear and body protection.

Special Metals Welding Products Company
1401 Burris RoadNewton, NC 28658, U.S.A.Telephone 828.465.03521.800.624.3411 • Fax 828.464.8993www.specialmetalswelding.com
Special Metals Welding Products Company
Canada House, Bidavon Industrial Estate,Waterloo Road, Bidford-On-AvonWarwickshire, England B50 4JNTelephone +44 (0) 1789 491780Fax +44 (0) 1789 49781
Controlled Products Groupwww.controlledproductsgroup.com
590 Seaman StreetStoney Creek, Ontario L8E 4H1, CanadaTelephone 905.643.65551.800.268.7203 • Fax 905.643.6614
Unit 9, 1715 27th Avenue NortheastCalgary, Alberta T2E 7E1, CanadaTelephone 403.250.91911.888.274.9353 • Fax 403.250.9197
1310 Gay-LussacLocal 203Bouchervillle, Quebec J4B 7G41.877.655.5502 • Fax 450.655.6022
Asia-Pacificwww.smc-wpc.com
1266 Najing Road West, Rooms 1802-1804Shanghai 200040 PF ChinaTelephone +8621 6288 18081 #222Fax +8621 3229 0052
© 2003 Special Metals Products Company
INCONEL®
INCOLOY®
INCOFLUX®
INCO-CORED®
INCO-WELD®
MONEL®
NI-ROD®
NIMONIC®
DURANICKEL®
686CPT®
725NDUR®
are SpecialMetals WeldingProductsCompanytrademarks.
ISO-9002-94
CERTIFICATE#003383
Related Documents











