BAB I PENDAHULUAN 1.1. Latar Belakang Semua perusahaan yang berproses produksi akan selalu mengutamakan produktifitasnya hasil produksinya. Proses produksi yang baik adalah proses yang memperhatikan semua elemen-elemen dalam proses produksi tersebut, yakni manusia sebagai operator, tata letak dan kondiisi dari mesin dan equipment serta unsur lingkungan. Pengelolaan elemen-elemen pada proses produksi secara efektif dan efisien akan mempengaruhi terhadap tingkat produktifitas di perusahaan tersebut. Tingkat efisien dan efektifitas dalam system kerja harus memiliki perancangan system kerja itu sendiri. Semakin baik perancangan system kerja yang dibuat maka akan semakin baik pula tingkat produktifitas kerja. Perancangan system kerja yang perlu dilakukan adalah penggambaran kegiatan kerja yang disusun secara sistematis dan jelas sehingga didapat informasi yang diperlukan untuk memperbaiki system kerja, seperti jumalh operator, jumlah mesin yang diperlukan dan waktu kerja. Dalam hal ini diiperlukan juga metode pengukuran waktu kerja untuk menemukan suatu system kerja yang terbaik seperti metode time study yang dikembangkkan oleh F.W.Taylor. Perancangan manusia sebagai orang yang melakukan proses produksi atau sebagai operator mesin juga harus diperhatikan. Perhatian dari sisi ergonomi yakni dalam hal kemampuan dan keterbatasan manusia dalam berkerja sehingga dapat sasuai 1

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

BAB I
PENDAHULUAN
1.1. Latar Belakang
Semua perusahaan yang berproses produksi akan selalu mengutamakan
produktifitasnya hasil produksinya. Proses produksi yang baik adalah proses yang
memperhatikan semua elemen-elemen dalam proses produksi tersebut, yakni manusia
sebagai operator, tata letak dan kondiisi dari mesin dan equipment serta unsur lingkungan.
Pengelolaan elemen-elemen pada proses produksi secara efektif dan efisien akan
mempengaruhi terhadap tingkat produktifitas di perusahaan tersebut. Tingkat efisien dan
efektifitas dalam system kerja harus memiliki perancangan system kerja itu sendiri.
Semakin baik perancangan system kerja yang dibuat maka akan semakin baik pula tingkat
produktifitas kerja.
Perancangan system kerja yang perlu dilakukan adalah penggambaran kegiatan kerja
yang disusun secara sistematis dan jelas sehingga didapat informasi yang diperlukan
untuk memperbaiki system kerja, seperti jumalh operator, jumlah mesin yang diperlukan
dan waktu kerja. Dalam hal ini diiperlukan juga metode pengukuran waktu kerja untuk
menemukan suatu system kerja yang terbaik seperti metode time study yang
dikembangkkan oleh F.W.Taylor. Perancangan manusia sebagai orang yang melakukan
proses produksi atau sebagai operator mesin juga harus diperhatikan. Perhatian dari sisi
ergonomi yakni dalam hal kemampuan dan keterbatasan manusia dalam berkerja
sehingga dapat sasuai dengan sistem tersebut. Ukuran dan bentuk manusia dapat
dijadikan pertimbangan ergonomic dalam perancangan areal kerja, kursi/meja dan
peralatan kerja. Perancangan display juga tidak kalah pentingnya terhadap pengaruh
performa kerja karena menyangkut semua rangsangan yang dapat diterima oleh semua
indera manusia terhadap lingkungan, seperti kondisi pencahayaan, suhu, dan suara.
1.2. Tujuan
a. Mengetahui dan memahami penggunaan dari peta kerja.
b. Memberikan petunjuk tentang metode pengukuran waktu kerja yang baik
c. Dapat menentukan waktu kerja yang sesuai terhadap kondisi manusia
d. Memahami pentingnya factor ergonomi
e. Dapat merancang lingkungan kerja yang ergonomis.
1

BAB II
LANDASAN TEORI
2.1. Teknik Tata Cara Kerja
2.1.1. Pengertian Teknik Tata Cara Kerja
Teknik tata cara kerja adalah suatu aktifitas yang ditunjukkan untuk mempelajari
prinsip-prinsip dan teknik-teknik guna mendapatkan suatu rancangan system kerja
yang terbaik.
System kerja terdiri dari empat komponen yaitu:
a. Manusia
b. Bahan
c. Pelengkapan
d. Peralatan
Dalam teknik tata cara kerja pengertian efisien yaitu perbandingan antara hasil
yang dicapai dengan ongkos yang dikeluarkan untuk mendapatkan hasil tersebut.
Yang dimaksud ongkos adalah waktu yang dihabiskan, tenaga yang dikeluarkan dan
atau akibat-akibat psikologi dan sosiologi dari perkerjaan yang bersangkutan.
2.1.2. Ruang Lingkup Pengertian Teknik Tata Cara Kerja
Ruang lingkup teknik tata cara kerja dapat dibagi dalam dua bagian yaitu:
a. Pengaturan kerja berisi prinsip-prinsip mengatur komponen-komponen system
kerja untuk mendapatkan alternatif-alternatif system kerja terbaik. Pengetahuan
yang diperlukan untuk melakukan pengaturan terhadap perkerja bahan peralatan
dan perlengkapan serta lingkungan kerja dipelajari melalui apa yang dinamakan
ergonomic, studi gerakan, ekonomi gerakan.
b. Pengukuran kerja. Pengukuran kerja yang baik tentang kebaikan suatu system
kerja yaitu waktu, tenaga, psikologi, dan sosiologi, artinya suatu system kerja
dinilai baik jika system ini memungkinkan waktu penyelesaian sangat singkat.
Tenaga yang diperlukan untuk menyelesaikan sangat sedikit, dan akibat psikologi
dan sosiologi yang ditimbullkan sangat minim.
2

2.2. Peta Kerja
2.2.1. Pengertian Peta Kerja
Peta kerja merupakan alat yang dapat menggambarkan aktivitas kerja, yang secara
systematis dan jelas dalam mengumpulkan semua fakta yang berkenaan dengan
system kerja yang diamati. Sehingga dapat digunakan untuk mengkomunikasikan
fakta tersebut kepada orang lain.
Melalui peta kerja ini dapat dilihat semua langkah aktifitas yang diamati oleh
benda kerja dari mulai masuk pabrik, kemudian menggambarkan semua langkah yang
diamatinya seperti transfortasi, operasi mesin, pemeriksaan dan perakitan sampai pada
akhirnya menjadi suatu produk akhir atau barang jadi, baik produk lengkap maupun
bagian suatu produk lengkap.
Peta kerja juga digunakan untuk menganalisa suatu perkerjaan sehingga kita
mempermudah dalam perencanaan perbaikan kerja. Perbaikan-perbaikan yang dapat
dilaukan adalah:
a. Menghilangkan operasi yang tidak perlu
b. Menggabungkan suatu operasi dengan operasi yang lainnya
c. Menentukan suatu urutan kerja/proses produksi yang lebih baik
d. Menentukan mesin yang lebih ekonomis
e. Menghilangkan waktu menunggu antar operasi.
2.2.2. Lambang-Lambang Yang Digunakan Dalam Peta Kerja
Ada lima lambang yang sering digunakan dalam peta kerja yaitu:
a. = operasi
Operasi merupakan aktifitas dimana benda kerja mengalami perubahan sifat, baik
fisik maupun kimia, mengambil dan memberikan informasi pada suatu keadaan.
b. = pemeriksaan
aktifitas ini terjadi bila benda kerja/alat kerja mengalami pemriksaan baik untuk
segi kualitas maupun kuantitas dan dapat digunakan jika kita melakukan
pemeriksaan terhadap suatu objek/ membandingkan objek tertenu.
3

c. = transportasi
Suatu aktifitas ini dimana benda kerja, perkerjaan/alat kerja mengalami
perpindahan tempat yang bukan merupakan bagian dari suatu operasi.
d. = menunggu
Aktivitas ini terjadi bila dimana benda disimpan untuk jangka waktu cukup lama,
llambang ini digunakan untuk menyatakan suatu objek yang mengalami
penyimpanan permanen.
e. = penyimpanan
Aktivitas ini terjadi bila benda kerja diisimpan untuk jangka waktu cukup lama,
lambang ini digunakan untuk menyatakkan suatu objek yang mengalami
penyimpanan permanen.
= aktifitas gabungan
Aktifitas ini terjadi bila ada aktifitas yang berlangsung secara bersamaan antara
aktifitas operasi dan pemriksaan.
2.2.3. Macam-Macam Peta Kerja
Pada dasarnya peta kerja yang ada sekarang bias dibagi dalam dua kelompok
besar berrdasarkkan kegiatannya yaitu:
a. Peta-peta kerja yang digunakan untuk menganalisa kegiatan kerja keseluruhan.
Dimana kegitan kerja keseluruhan apabila kegitan tersebut melibatkan sebagian
besar atau semua fasilitas yang diperlukan untuk membentuk produk yang
bersangkutan.
Yang termasuk dalam kelompok peta kerja keseluruhan antara lain:
1. Peta proses operasi (operation process chart)
a) Pengertian Peta proses operasi (operation process chart)
Peta proses operasi (operation process chart) merupakan suatu diagram
yang menggambarkan langkah-langkah proses yang akan dialami bahan
baku mengenai urutan operasi dan pemeriksaan. Sejak dari awal sampai
4

menjadi produk jadi utuh maupun sebagai komponen, juga mmemuat
informasi-informasi yang diperlukan untuk analisa lebih lanjut seperti
waktu yang dihabiskan, material yang digunakan dan tempat atau alat-alat
atau mesin yang dipakai.
Jadi dalam peta proses operasi yang dicatat hanyalah kegiatan-kegiatan
operasi dan pemeriksaan saja, kadang-kadang pada akhir proses dicatat
tentang penyimpanan.
b) Kegunaan peta proses operasi
Kegunaan peta proses operasi yaitu:
1. Bias mengetahui kebutuhan akan mesin dan penganggarannya.
2. Bias memperkirakan kebutuhan akan bahan baku
3. Sebagai alat untuk menentukan tata letak pabrik
4. Sebagai alat untuk latihan kerja
5. Sebagai alat untuk melakukan perbaikan cara kerja yang sedang
dipakai.
c) Prinsip-prinsip pembuatan peta proses operasi
Beberapa prinsip yang perlu diperhatikan dalam pembuatan peta proses
operasi:
1. Pada bagian kepala diberi judul “ peta proses operasi” yang diikuti
dengan identitas lain seperti nama objek, nama pembuat peta,
tanggal peta itu dibuat, nomor gambar, cara kerja sekarang/yang
diusulkan.
2. Material yang akan diproses diletakkan diatas garis horinzontal,
yang menunjukkan bahwa material tersebut masuk ke dalam
proses.
3. Lambang ditempatkan dalam arah vertical, yang menunjukkan
terjadinya perubahan proses.
4. Penomoran terhadap suatu aktifitas operasi diberikan secara
berurutan sesuai dengan urutan operasi yang dibutuhkan untuk
pembuat produk tersebut atau sesuai dengan proses yang terjadi.
5. Penomoran terhadap suatu aktifitas pemeriksaan diberi secara
tersendiri dan prinsipnya sama dengan penomoran untuk kegiatan
operasi.
5

d) Analisa terhadap peta proses operasi
Ada empat hal yang menjadi pertimbangan dalam menganalisa peta
proses operasi yaitu:
1. Analisa terhadap bahan
Analisa yang dipertimbangkan disini adalah
mempertimbangkan semua alternative dari bahan yang digunakan
proses penyesuaian dan toleransinya sedemikian rupa sehingga
sesuai dengan fungsi, reability pelayanan dan waktu.
2. Analisa terhadap aktivitas operasi
Analisa yang dipertimbangkan disini adalah:
a) Semua alternative yang mungkin untuk proses pembuatan
pengerjaan dengan mesin.
b) Metode perakitan, alat kerja dan perlengkapan yang digunakan.
c) Perbaikan yang dapat dilakukan, misalnya menghilangkan,
menggabungkan dan menyederhanakan operasi-operasi yang
terjadi.
3. Analisa terhadap aktivitas pemeriksaan
Dalam menganalisa aktivitas ini harus mempunyai standard
kualitas untuk membandingkannya dengan suatu objek yang telah
dikerjakan.
4. Analisa terhadap waktu
Penganalisaan ini dipergunakan untuk mempersingkat waktu
penyelesaian dengan mempertimbangkan alternative, seperti
metoda, peralatan dan penggunaan perlengkapan-perlengkapan
khusus.
2. Peta aliran proses (flow process chart)
a) Pengertian peta aliran proses (flow process chart)
Peta aliran proses merupakan suatu peta kerja yang menunjukkan
urutan-urutan aktivitas dari operasi, pemeriksaan, transportasi, menuggu
dan penyimpanan yang terjadi selama suatu proses atau prosedur
berlangsung. Serta didalamnya memuat pula informasi-informasi yang
diperlukan untuk analisa seperti waktu yang dibutuhkan dan jarak pindah.
6

b) Macam-macam peta aliran proses
Peta aliran proses terbagi menjadi dua yaitu:
1. Peta aliran proses tipe bahan
Peta aliran proses tipe bahan menggambarkan kejadian yang
dialami bahan bias salah satu bagian dari produk jadi, dalam suatu
proses operasi.
2. Peta aliran proses tipe orang
Peta aliran proses tipe orang adalah suatu peta yang
menggambarkan suatu proses dalam bentuk aktifitas manusianya.
Peta aliran proses tipe orang dikelompokkan menjadi dua bagian yaitu:
a) Peta aliran proses pekerja yang menggambarkan aliran kerja
seorang operator.
b) Peta aliran proses pekerja yang menggambarkan aliran kerja
sekelompok manusia, sering disebut Peta proses kelompok kerja.
c) Kegunaan Peta aliran proses
Kegunaan umum dari suatu Peta aliran proses yaitu:
1. Bisa digunakkan untuk mengetahui aliran bahan atau akivitas orang
mulai awal masuk dalam suatu proses atau prosedur sampai aktivitas
terakhir.
2. Peta ini memberikan informasi mengenai waktu penyelesaian suatu
proses atau prosedur.
3. Bisa digunakan untuk mengetahui jumlah kegiatan yang dialami bahan
atau dilakukan oleh orang selama proses atau prosedur berlangsung.
4. Sebagai alat untuk melakukan perbaikan-perbaikan proses atau metode
kerja.
3. Peta proses kelompok kerja (gang process chart)
a) Pengertian Peta proses kelompok kerja
Peta proses kelompok kerja (gang process chart) merupakan kumpulan
dari berbagai aliran proses dimana tiap peta aliran proses tersebut
menunjukkan satu seri dari kerja operator.
b) Kegunaan Peta proses kelompok kerja
1. Untuk menganalisa aktivitas suatu kelompok kerja.
2. Untuk menunjukkan beberapa aktivitas dari sekelompok operator yang
berkerja secara bersama-sama dalam suatu proses atau prosedur kerja.
7

3. Bias meminimumkan waktu menunggu, dengan berkurangnya waktu
menunggu maka akkan mengurangi ongkos produksi atau proses serta
mempercepat waktu penyelesaian produk atau proses.
4. Diagram alir (flow diagram)
a) Pengertian Diagram alir
Diagram alir (flow diagram) merupakan suatu peta yang memuat
informasi-informasi relative lengkap sehubungan dengan proses dalam
suatu pabrik atau kantor, tetapi peta tersebut tidak menunjukkan gambar
dari arah aliran selama berkerja.
b) Kegunaan Diagram alir
1. Lebih memperjelas suatu peta aliran proses, apalagi jika arah aliran
merupakan factor yang penting.
2. Menolong perbaikan tata letak tempat kerja.
b. Peta-peta kerja yang digunakan untuk menganalisa kegiatan kerja setempat.
Yang dimaksud yaitu bila kegiatan tersebut terjadi dalam suatu stasiun kerja
yang biasanya hanya melibatkan orang dan fasilitas dalam jumlah terbatas.
Yang termasuk kelompok kegiatan kerja setempat yaitu:
1) Peta kerja dan mesin
Informasi yang paling penting yang didapat dari peta pekerja dan mesin
yaitu hubungan yang jelas antara waktu kerja operator dan waktu operasi
mesin yang ditanganinya.
2) Peta tangan kiri dan tangan kanan
a) Peta tangan kiri dan tangan kanan
Peta tangan kiri dan tangan kanan merupakan suatu alat dari studi
gerakan untuk menemukan gerakan-gerakan yang efisien, yaitu gerakan-
gerakan yang memang diperlukan untuk melaksanakan suatu perkerjaan.
b) Kegunaan Peta tangan kiri dan tangan kanan
1. Menyeimbangkan gerakan kedua tangan dan mengurangi kelelahan
2. Menghilangkan atau mengurangi gerakan-gerakan yang tidak efisien
dan tidak produktif, sehingga tentunya akan mempersingkat waktu
kerja.
3. Sebagai alat untuk menganalisa tata letak stasiun kerja.
4. Sebagai alat untuk melatih pekerja baru dengan cara kerja tang ideal.
8

2.3. Time Study
2.3.1.Pengukuran Waktu Jam Henti
Sesuai dengan namanya maka pengukuran waktu ini menggunakan jam henti (stop
watch) sebagai alat utamanya. Cara ini tampaknya merupakan cara yang paling
banyak dikenal dan karenanya paling banyak dipakai. Salah satu yang menyebabkan
adlah kesederhanaan aturan-aturan pengajaran yang dipakai.
Ada beberapa aturan pengukuran yang perlu dijalankan untuk mendapatkn hasil
yang baik. Aturan-aturan tersebut dijelaskan dalam langkah-langkah berikut ini.
2.3.2. Langkah-Langkah Sebelum Melakukan Pengukuran
Untuk mendapatkan hasil yang baik yaitu yang dapat dipertanggungjawabkan
maka tidaklah cukup sekedar melakukan beberapa kali pengukuran dengan
menggunakan jam henti. Banyak faktor yang harus diperhatikan agar pada akhirnya
dapat diperoleh waktu yang pantas untuk pekerjaan yang bersangkutan seperti yang
berhubungan dengan kondisi kerja, operator, cara pengukuran, jumlah pengukuran,
dll. Sebagian dari hal-hal tersebut dilakukan sebelum melakukan pengukuran.
Dibawah ini adalah langkah-langkah yang perlu diikuti agar maksud diatas dapat
tercapai.
A. Penetapan Tujuan Pengukuran
Sebagai mana halnya dengan berbagai kegiatan lain, tujuan melakukan
kegiatan harus ditetapkan terlebih dahulu. Dalam pengukuran waktu, hal-hal
penting yang harus diketahui dan ditetapkan adalah untuk apa hail pengukuran
digunakan, berapa tingkat ketelitian dan tingkat keyakinan yang diinginkan dari
hasil pengukuran tersebut.
Misalnya, jika waktu baku yang akan diperoleh dimaksudkan untuk dipakai
sebagai dasar upah perangsang, maka ketelitian dan keyakinan tentang hasil
pengukuran harus tinggi karena menyangkut prestasi dan pendapatan buruh
disamping keuntungan bagi perusahaan itu sendiri. Tetapi jika pengukuran
dimaksudkan untuk memperkirakan secara kasar bilamana pemesan barang dapat
kembali untuk mengambil pesanannya, maka tinkat ketelitian dan tingkat
keyakinan tidak perlu sebesar yang tadi.
9

B. Melakukan Penelitian Pendahuluan
Yang dicari dari pengukuran waktu adlah waktu yang pantas diberikan kepada
pekerja untuk menyelesaikan suatu pekerjaan. Tentu dari suatu kondisi kerja yang
ada dapat dicari waktu yang pantas tersebut, artinya akan didapat juga waktu yang
pantas untuk menyelesaikan pekerjaan dengan kondisi yang bersangkutan. Suatu
perusahaan biasanya menginginkan waktu kerja yang sesingkat-singkatnya agar
dapat meraih keuntungan yang besar. Keuntungan demikian tidak akan diperoleh
jika kondisi kerja dari pekerjaan-pekerjaan yang ada di perusahaan tersebut tidak
menunjang dapat dicapainya hal tersebut.
C. Melatih Operator
Walaupun operator yang baik telah didapat, kadang masih diperlukan adanya
pelatihan bagi operator tersebut terutama bila kondisi dan cara kerja yang dipakai
tidak sama dengan yang biasanya dijalankan operator.
Hal ini terjadi jika pada saat penelitian pendahuluan kondisi kerja atau cara
kerja sesudah mengalami perubahan. Dalam keadaan ini operator harus harus
dilatih terlebih dahulu karena sebelum diukur operator harus sudah terbiasa
dengan kondisi dan cara kerja yang telah ditetapkan itu. Harap diingat bahwa yang
dicari adalah waktu penyelesaian pekerjaaan yang didapat dari suatu penyelesaian
wajar dan bukan penyelesaian dari orang yang bekerja kaku dengan berbagai
kesalahan.
D. Mengurai Pekerjaan atas Elemen-Elemen Pekerjaan
Disini pekerjaan dipecah menjadi elemen-elemen pekerjaan yang merupakan
gerakan bagian dari pekerjaan yang bersangkutan. Elemen-elemen inilah yang
diukur waktunya. Waktu siklusnya adalah jumlah dari waktu setiap elemen ini.
Waktu siklus adalah waktu penyelesaian satu satuan produk sejak bahan baku
mulai diproses ditempat kerja yang bersangkutan. Misalnya, waktu yang
dibutuhkan untuk merakit ballpoint adalah waktu yang dibutuhkan untuk
menggabungkan bagian bawah ballpoint, pegas, isi, dan bagian atasnya sehingga
merupakan suatu bullpen lengkap. Gerakan-gerakan menggabungkan bagian
bawah, pegas dan seterusnya dapat merupakan elemen-elemen pekerjaan, dan
jumlah dari waktu gerakan-gerakan ini adalah waktu siklus perakitan ballpoint.
E. Tentang Tingkat Ketelitian, Tingkat Keyakinan dan Pengujian Keseragaman Data
Berbicara tentang tingkat ketelitian, tingkat keyakinan dan pengujian data,
sebenarnya adalah pembicaraan tentang pengertian statistik. Karenanya untuk
10

memahaminya secara mendalam diperlukan beberapa pengetahuan statistik.
Tetapi demikin apa yang dikemukakan pada pasal ini pembahasan kearah
pengertian yang diperlukan dengan cara sederhana.
1. Tingkat Ketelitian dan Tingkat Keyakinan
Melakukan pengukuran ini adalah waktu yang sebenarnya dibutuhkan
untuk menyelesaikan suatu pekerjaan. Karena waktu penyelesaian ini tidak
pernah diketahui sebelumnya maka harus diadakan pengukuran. Idealnya,
tentunya dilakukan pengukuran yang sangat banyak, karena dengan demikian
diperoleh jawaban yang pasti. Tetapi hal ini jelas tidak mungkin kerena
kterbatasan waktu tenaga dan biaya. Namun sebaliknya jika hanya dilakukan
beberapa kali pengukuran saja, dapat diduga hasilnya sangat kasar. Sehingga
yang diperlukan adalah jumlah pengukuran yang tidak membebankan waktu,
tenaga dan biaya yang besar, tetapi hasilnya dapat dipercaya, jadi walaupun
jumlah pengukuran tidak berjuta kali, tetapi jelas tidak hanya beberapa kali
saja.
Dengan tidak dilakukannya pengukuran yang banyak sekali ini,
pengukuran akan kehilangan sebagian kepastian akan ketetapan rata-rata
waktu penyelesaian yang sebenarnya. Hal ini harus disadari oleh pengukur,
tingkat ketelitian dan tingkat keyakinan adalah pencerminan tingkat kepastian
yang diinginkan oleh pengukur setelah memutuskan tidak akan melakukan
pengukuran yang sangat banyak.
Tingkat ketelitian menunjukkan penyimpangan maksimum hasil
pengukuran dari penyelesaian sebenarnya. Hal ini biasanya dinyatakan dalam
persentase. Sedangkan tingkat keyakinan menunjukan besarnya keyakinan
pengukuran bahwa hasil yang diperoleh memenuhi syarat ketelitian tadi
dinyatakan dalam persentase. Jadi tingkat ketelitian 10% dan tingkat
keyakinan 95% memiliki arti bahwa pengukuran membolehkan rata-rata hasil
pengukuran penyimpangan sejauh 10% dari rata-rata sebenarnya dan
kemungkinan berhasil mendapatkan hal ini adalah 95%. Dengan lain
perkataan jika pengukur sampai memperoleh rata-rata pengukuran yang
menyimpang lebih dari 10% seharusnya, hal ini dibolehkan terjadi hanya
dengan kemungkinan 5% (= 100%-95%).
11

Sebagai contoh, katakan rata-rata waktu penyelesaian pekerjaan adalah
100 detik. Harga ini tidak pernah diketahui kecuali jika dilakukan tak
terhingga kali pengukuran. Paling jauh yang didapat dilakukan adalah
memperkirakannya dengan melakukan sejumlah pengukuran.
Mengenai pengaruh tingkat ketelitian dan keyakinan terhadap jumlah
pengukuran yang diperlukan dapat dipelajari secara statistik. Tetapi secara
intuitif hal ini dapat diduga yaitu bahwa semakin tinggi tingkat ketelitian dan
semakin besar tingkat keyakinan, semakin banyak pengukuran yang
diperlukan.
2. Pengujian Keseragaman Data
Sekarang kita lihat beberapa hal yang berhubungan dengan pengujian
keseragaman data. Secara teoritis apa yang dilakukan dalam pengujian ini
adalah berdasarkan teori statistik tentang peta kontrol yang biasanya
digunakan dalam melakukan pengendalian kualitas dipabrik atau tempat kerja
lain. Telah dikemukakan bahwa satu langkah yang dilakukan sebelum
melakukan pengukuran adalah merancang suatu sistem kerja yang baik. Yaitu
yang terdiri dari kondisi kerja dan cara kerja yang baik. Jika yang dihadapi
adalah suatu sistem kerja yang sudah ada, maka sistem ini dipelajari untuk
kemudian diperbaiki. Jika sistemnya belum ada maka yang dilakukan adalah
merancang sesuatu yang baru yang lebih baik. Terhadap sistem kerja yang
baik inilah pengukuran waktu dilakukan dan sistem inilah waktu penyelesaian
pekerjaan dicari. Selanjutnya pembakuan sistem yang dipandang baik ini
dilakukan, sering kali pengukuran sebagimana halnya juga operator. Tidak
mengetahui terjadinya perubahan pada sistem kerja, memang perubahan
adalah sesuatu yang wajar, karena bagaimanapun juga suatu sistem tidak dapat
dipertahankan tetap terus-menerus pada keadaan yang tetap sama. Keadaan
sistem yang selalu berubah dapat diterima, asalkan perubahannya adalah yang
memang sepantasnya terjadi. Akibatnya waktu penyelesaian yang dihasilkan
sistem selalu berubah namun juga mesti dalam batas kewajaran, dengan kata
lain harus seragam.
Tugas pengukuran adalah mendapatkan data yang seragam ini . karena
ketidakseragaman dapat datang tanpa disadari maka perlu suatu alat yang
dapat mendeteksinya. Batas-batas kontro-kontrol yang dibentuk dari data
merupakan batas seragam atau tidaknya data. Data dikatakan seragam yaitu
12

berasal dari sistem bab yang sama, bila berada diantara kedua batas kontrol
dan tidak seragam yaitu berasal dari sistem sebab yang berbeda, jika berada
diluar batas kontrol.
F. Melakukan Pengukuran Waktu
Pengukuran waktu adalah pekerjaan mengamati pekerjaan dan mencatat
waktu-waktu kerjanya baik setiap elemen ataupun siklus dengan menggunakan
alat-alat yang telah disiapkan diatas. Bila operator telah siap didepan mesin atau
ditempat kerja lain yang waktu kerjanya akan diukur, maka pengukuran memilih
posisi tempat dia berdiri mengamati dan mencatat. Pencatatan ini seharusnya
tidak didepan operator sehingga operator tidak terganggu gerakan-gerakannya
ataupun merasa canggung karena merasa diamati, misalnya juga pengukur berdiri
didepan operator. Posisi ini hendaknya memudahkan pengukur mengamati
jalannya pekerjaan sehingga dapat mengikuti dengan baik saat suatu siklus sedang
berlangsung atau elemen bermula dan berakhir. Umumnya posisi agak
menyamping dibelakang operator sejauh 1,5 meter merupakan tempat yang baik.
Berikut ini adalah hal-hal yang dikerjakan selama pengukuran berlangsung:
Hal pertama yang dilakukan adalah pengukuran pendahuluan. Tujuan
melakukan pengukuran pendahuluan adalah untuk mengetahui berapa kali
pengukuran harus dilakukan untuk tingkat-tingkat ketelitian dan keyakinan yang
diinginkan.seperti telah dikemukakan, tingkat-tingkat ketelitian dan keyakinan ini
ditetapkan pada saat menjalankan langkah penetapan tujuan pengukuran.
Untuk mengetahui beberapa kali pengukuran harus dilakukan, diperlukan
beberapa tahap pengukuran pendahuluan seperti dijelaskan berikut ini.
Pengukuran pendahuluan tahap pertama dilakukan dengan melakukan beberapa
buah pengukuran yang banyaknya ditentukan oleh pengukur. Biasanya sepuluh
kali atau lebih. Setelah pengukuran tahap pertama ini dijalankan, tiga hal harus
mengikutinya yaitu menguji “keseragaman” data, menghitung jumlah pengukuran
yang diperlukan,dan bila jumlah pengukuran belum mencukupi dilanjutkan
dengan pengukuran pendahuluan tahap kedua. Jika tahap kedua selesai maka
dilakukan lagi ketiga hal yang sama seperti tadi dimana bila perlu dilanjutkan
dengan pengukuran pendahuluan tahap kerja. Istilah pengukuran pendahuluan
terus digunakan selama jumlah pengukuran yang telah dilakukan padan tahap
pengukuran belum mencukupi.
13

1. Hitung harga rata-rata dari harga rata-rata sub grup dengan:
X=∑xi /k2. Hitung standar deviasi sebenarnya dari waktu penyelesaian dengan:
σ = √∑ (X i − X )2
N3. Hitung standar deviasi dari distribusi harga rata-rata sub grup dengan:
σx= σ√n
4. tentukan batas kontrol atas dan batas kontrol bawah (BKA dan BKB) dengan:
BKA = x + 3σx
BKB = x - 3σx
Batas-batas kontrol inilah yang merupakan batas apakah suatu sub grup
“seragam” atau tidak. Untuk contoh kita ternyata semua rata-rata sub grup
berada dalam batas-batas tersebut. Ini menunjukkan karena semua rata-rata
sub grup berada dalam batas kontrol maka semua harga yang ada dapat
digunakan untuk menghitung banyaknya pengukuran yang diperlukan yaitu
dengan menggunakan rumus:
N '=[ Z t
α √N .∑ X i
2−(∑ X i )
2
∑ X i]2
Dimana N adalah jumlah pengamatan yang telah dilakukan.
G. Melakukan Perhitungan Waktu Baku
Jika pengukuran-pengukuran telah selesai, yaitu semua data yang didapat
memiliki keseragaman yang dikehendaki dan jumlahnya telah memenuhi tingkat-
tingkat ketelitian dan keyakinan yang diinginkan, maka selesai semua kegiatan
pengukuran waktu. Langkah selanjutnya adalah mengolah data tersebut sehingga
memberikan waktu baku. Cara untuk mendapatkan waktu baku dari data yang
terkumpul itu adalah sbb:
1. Hitung waktu siklus rata-rata dengan:
w s=∑ x1
N
Dimana x1 dan N menunjukkan arti yang sama dengan yang telah
dibahas sebelumnya.
14

2. Hitung waktu normal dengan:
Wn = Ws x P
Dimana p adalah faktor penyesuaian, faktor ini diperhitungkan jika
pengukur berpendapat bahwa operator bekerja dengan kecepatan tidak
wajar, sehingga hasil perhitungan waktu perlu disesuaikan dulu untuk
mendapatkan waktu siklus rata-rata yang wajar. Jika pekerja bekerja
dengan wajar, maka faktor penyesuaiannya p sama dengan 1, artinya
waktu siklus rata-rata sudah normal. Jika bekerjanya terlalu lambat maka
untuk menormalkannya pengukur harus memberi harga p<1 dan
sebaliknya p>1 jika dianggap bekerja cepat.
3. Hitung waktu baku
Akhirnya set elah perhitungan diatas selesai waktu baku bagi
penyelesaian pekerjaan kita dapatkan dengan:
Wb = Wn + 1
Dimana l adalah kelonggaran yang diberikan kepada pekerja untuk
menyelesaikan pekerjaanya disamping waktu normal. Kelonggaran ini
biasanya diberikan untuk hal-hal seperti kebutuhan pribadi,
menghilangkan ras fatique, dan gangguan-gangguan yang mungkin terjadi
yang tak dapat dihindarkan oleh pekerja. Umumnya kelonggaran
dinyatakan dalam persen dari waktu normal.
2.4. Penyesuaian Dan Kelonggaran
2.4.1. Penyesuaian
A. Konsep Tentang Berkerja Wajar
Ada empat faktor yang menyebabkan kewajaran atau ketidak wajaran dalam
berkerja yaitu:
1. Keterampilan
2. Usaha
3. Kondisi kerja
4. Konsistensi
15

B. Beberapa Cara Untuk Menentukan Faktor Penyesuaian. Beberapa Cara Untuk
Menentukan Factor Penyesuaian yaitu:
1. Cara persentase
Cara yang paling awal digunakan dalam melekukan penyesuaian.
Wn = Ws x p
2. Cara shumard
Cara ini memberikan patokan-patokan penilaian melalui kelas-kelas
performance seorang operator kerja dimana setiap kelas mempunyai nilai
sendiri-sendiri:
Tabel 2.1
Penyesuaian menurut cara shumard
P = Peformance seorang operator dibagi kerja normal
3. Cara Westinghouse
Mengarahkan penilaian pada empat factor yaitu Keterampilan, Usaha,
Kondisi kerja, konsistensi.
Untuk penyesuaian keterampilan dapat dibagi menjadi enam kelas yaitu:
a) Super skill
1. Secara bawaan cocok sekali dengan perkerjaan
2. Berkerja dengan sempurna
3. Tampan seperti telah berlatih denga sangat baik
4. Gerak-geraknya halus tapi sangat cepat sehingga sulit untuk diikuti
5. Kadang-kadang terkesan tidak berbeda dengan gerak-gerakan mesin
6. Perpindahan dari satu elemen perkerjaan ke elemen lainnya tidak
terlampau terlihat
16
Kelas Penyesuaian Kelas PenyesuaianSuperfast 100 Good - 65Fast + 95 Normal 60Fast 90 Fair + 55Fast - 85 Fair 50Excellent 80 Fair - 45Good + 75 Poor 40Good 70

7. Tidak terkesan adanya gerkan-gerkan berfikir dan merencanakan
tentang apa yang dikerjakan
8. Secara umum dapat dikatakan bahwa perkerjaan yang bersangkutan
adalah perkerjaan terbaik.
b) Excellent skill
1. Percaya pada diri sendiri
2. Tampak cocok dengan perkerjaannya
3. Terlihat telah terlatih baik
4. Berkerjanya teliti dengan tidak banyak melakukan pengukuran-
pengukuran
5. Gerakan-gerakan kerjanya beserta urutan-urutanya dijalankan tanpa
kesalahan
6. Menggunakan peralatan dengan baik
7. Cara berkerja cepat tanpa mengorbankan mutu
8. Berkerja cepat tetapi halus
9. Berkerja berirama dan berkoordinasi
c) Good skill
1. Kualitas hasil baik
2. Berkerjanya tampak lebih lebih baik dari pada kebanyakan pekerja
umumnya
3. Dapat member petunjuk-petunjuk pada pekerja lain yang
keterampilannya lebih rendah
4. Tempak jelas sebagai pekerja yang cakap
5. Tidak memerlukan banyak pengawasan
6. Tiada keragu-raguan
7. Bekerjanya stabil
8. Gerakan-gerakannya terkoordinasi dengan baik
9. Gerakan-gerakannya cepat.
d) Average skill
1. Tampak adanya kepercayaan pada diri sendiri
2. Gerakan-gerakannya tidak cepat tetapi tidak lambat
3. Terlihat adanya pekerjaan-perkerjaan perencanaan
4. Tampak sebagai pekerja yang cakap
17

5. Gerakan-gerakannya cukup menunjukkkan tidak adanya ke ragu-
raguan
6. Mengkoordinasi tangan dan pikiran dengan cukup baik
7. Tampak cukup terlatih dan karenanya mengetahui semua perkerjaanya
8. Berkerjanya cukup teliti
9. Secara keseluruhan cukup memuaskan.
e) Fair skill
1. Tampak terlatih tetapi belum cukup baik
2. Mengenal peralatan dan lingkungan secukupnya
3. Terlihat adanya perencanaan-perencanaan sebelum melakukan gerakan
4. Tidak mempunyai kepercayaan diri yang cukup
5. Tampaknya seperti tidak cocok dengan perkerjaannya tetapi telah
ditempatkan diperkerjaan itu sejak lama
6. Mengetahui apa yang dilakukan dan harus dilakukan tetapi tampak
tidak selalu yakin
7. Sebagian waktu terbuang karena kesalahan-kesalahan sendiri
8. Jika tidak berkerja sungguh-sungguh outputnya akan sangat rendah
9. Biasanya tidak ragu-ragu dalam menjalankan gerakan-gerakannya.
f) Poor skill
1. Tidak bias mengkoordinasikan tangan dan pikiran
2. Gerakan-gerakannya kaku
3. Kelihatan ketidak yakinannya pada urutan-urutan gerakkan
4. Seperti yang tidak terlatih untuk perkerjaan yang bersangkutan
5. Tidak terlihat adanya kococokan dengan perkerjaannya
6. Ragu-ragu dalam menjalankan gerakan-gerakan kerja
7. Sering melakukan kesalahan-kesalahan
8. Tidak ada kepercayaan pada diri sendiri
9. Tidak bias mengambil inisiatif sendiri.
Untuk penyesuaian usaha dapat dibagi menjadi beberapa kelas yaitu:
a. Excessive effort
1. Kecepatan sangat berlebihan
2. Usahanya sangat sungguh-sungguh tetapi sangat membahayakan
kesehatannya
18

3. Kecepatan yang ditimbulkannya tidak dapat dipertahankan sepanjang
hari kerja.
b. Excellent effort
1. Jelas terlihat kecepatan kerjanya yang tinggi
2. Gerakan-gerakannya lebih ekonomis daripada operator-operator biasa
3. Penuh perhatian terhadap perkerjaan
4. Banyak member saran-saran
5. Menerima saran-saran dan petunjuk-petunjuk dengan senang
6. Percaya kepada kebaikan maksud pengukuran waktu
7. Tidak dapat bertahan lebih dari beberapa hari
8. Bangga atas kelebihanya
9. Gerakkan-gerakan yang salah terjadi sangat jarang sekali
10. Berkerjanya sistematis.
c. Good effort
1. Berkerja berirama
2. saat-saat menganggur sangat sedikit, bahkan kadang-kadang tidak ada
3. Penuh perhatian pada perkerjaan
4. Senang pada perkerjaannya
5. Kecepatannya baik dan dapat dipertahankan sepanjang hari
6. Percaya pada kebaikan maksud pengukuran waktu
7. Menerima saran-saran dan petunjuk-petunjuk dengan senang
8. Dapat memberi saran-saran untuk perbaikan kerja
9. Tempat kerjanya diatur baik dan rapih
10. Menggunakan alat-alat yang tepat dengan baik
11. Memelihara dengan baik kondisi peralatan.
d. Average effort
1. Tidak sebaik good, tetapi lebih baik dari poor
2. Berkerja dengan stabil
3. Menerima saran-saran tetapi tidak melaksanakannya
4. Set up dilaksanakan dengan baik
5. Melakukan kegiatan-kegiatan perencanaan.
a) Fair effort
1. Saran-saran perbaikan diterima dengan kesal
2. Kadang-kadang perhatian tidak ditujukan pada perkerjaannya
19

3. Kurang sungguh-sungguh
4. Tidak mengeluarkan tenaga dengan secukupnya
5. Terjadi sedikit penyimpangandari cara kerja baku
6. Alat-alat yang dipakainya tidak selalu yang terbaik
7. Terlihat adanya kecenderungan kurang perhatian pada perkerjaannya
8. Terlampau hati-hati
9. Sistematika kerjanya sedang-sedang
10. Gerak-gerkanya tidak terencana.
b) Poor effort
1. Banyak membuang-buang waktu
2. Tidak memperlihatkan adanya minat kerja
3. Tidak mau menerima saran-saran
4. Tampak malas dan nerkerj lambat
5. Melakukan gerakan-gerakan yang tidak perlu untuk mengambil alat-
alat dan bahan-bahan
6. Tempat kerjanya tidak diatur rapih
7. Tidak perduli pada cocok/baik tidaknya peralatan yang dipakai
8. Mengubah-ubah tata letak tempat kerja yang telah diatur
9. Set up kerjanya terlihat tidak baik.
Tabel 2.2
Penyesuaian menurut Westinghouse
Factor Kelas Lambang PenyesuaianKeterampilan Superskill
Excellent
Good
AverageFair
Poor
A1
A2
B1
B2
C1
C2
DE1
E2
F1
F2
+ 0.15+ 0.13+ 0.11+ 0.08+ 0.06+ 0.03- 0.00- 0.05- 0.10- 0.16- 0.22
Usaha Excessive
Excellient
A1
A2
B1
+ 0.13+ 0.12+ 0.10
20

Good
AverageFair
poor
B2
C1
C2
DE1
E2
F1
F2
+ 0.08+ 0.05+ 0.020.00
- 0.04- 0.08- 0.12- 0.17
Kondisi kerja IdealExellenty
GoodAverage
FairPoor
ABCDEF
+ 0.06+ 0.04+ 0.020.00
- 0.03- 0.07
Konsistensi PerfectExcellent
GoodAverage
FairPoor
ABCDEF
+ 0.04+ 0.03+ 0.010.00-0.02- 0.04
2.4.2. Kelonggaran
A. Kelonggaran Untuk Kebutuhan Pribadi
Yang termasuk kedalam kebutuhan pribadi ini seperti minum sekadarnya
untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap dengan teman
sekerja sekedar untuk menghilangkan ketegangan ataupun kejemuhan dalam
berkerja.
B. Kelonggaran Untuk Menghilangkan Rasa Fatique
Rasa fatique tercermin antara lain dari menurunnya hasil produksi baik jumlah
maupun kualitas.
C. Kelonggaran Untuk Hambatan-Hambatan Tak Terhindarkan
Dalam melakukan suatu perkerjaan tidak akan terlepas dari berbagai
hambatan.
Ada hambatan yang dapat dihindari seperti mengobrol dan menganggur secara
disengaja, ada pula hambatan yang dapat dihindarikan karena berada di luar
kekuasaan pekerja untuk mengendalikannya.
2.5. Ergonomi
21

Ergonomi atau Ergonomis sebenamya dari kata yunani yaitu Ergo yang berarti kerja
dan nomos yang berarti hukum. Dengan demikian ergonomi dimaksudkan sebagai
disiplin keilmuan yang mempelajari manusia dalam kaitanya dengan pekerjaanya.
Ergonomi ialah suatu cabang Ilmu yang sistematis untuk memanfaatkan informasi-
informasi mengenai sifat kemampuan dan keterbatasan manusia untuk merancang suatu
sistem kerja sehingga orang dapat hidup dan bekerja pada sistem itu dengan baik, yaitu
mencapai tujuan yang diinginkan melalui pekerjaan itu dengan efektif dan efisien.
Maksud dan tujuan dan pendekatan disiplin ergonomi adalah diarahkan pada upaya
memperbaiki performens kerja manusia seperti menambah kecepatan kerja, accuracy,
keselamatan kerja disamping untuk mengurangi datangnya kelelahan yang terlalu cepat.
Disamping untuk mengurangi enersi kerja yang berlebihan serta mengurangi datangnya
kelelahan yang terlalu cepat.
Pendekatan khusus yang ada dalam disiplin ergonomi ialah aplikasi yang sistematis
dan segala informasi yang relevan yang berkaitan dengan karakteristik dan prilaku
manusia Penelitian ergonomi akan meliputi hal-hal yang berkaitan dengan:
A. Anatomi, fisiologi, dan anthropomotri tubuh manusia
B. Psikologi yang fisiologis mengenai fungsinya otak dan sistem syaraf yang
berperan dalam tingkah laku manusia.
C. Kondisi-kondisi kerja yang dapat mencederai baik dalam waktu yang pendek
maupun panjang ataupun membuat celaka.
2.5.1.Aspek Ergonomis Dalam Perancangan Stasiun Kerja
Stasiun Kerja dalam industri harus mempertirnbangkan banyak Aspek yang
berasal dan berbagai disiplin Ilmu.
Dalam perancangan stasiun Kerja aspek awal yang harus diperhatikan adalah yang
rnenyangkut perbaikan perbaikan metode atau cara kerja dengan menekankan pada
prinsipprinsip ekonomi gerakan. Dengan tujuan pokok adalah meningkatkan eisiensi
dan produktifitas kerja.
Aspek yang kedua yang menjadi pertimbangan adalah kebutuhan data yang
menyangkut dimensi tubuh manusia, dengan tujuan untuk mencari keserasian
hubungan antara produk dan manusia yang memakainya, dan aspek yang ketiga yang
perlu dipertimbsngkan pengaturan fasilitas kerja yang diperlukan dalam suatu
kegiatan dengan tujuan untuk mencari gerakan gerakan kerja yang efisien.
22

2.5.2.Pendekatan Ergonomis Dalam Perancangan Stasiun Kerja
Secara ideal perancangan stasiun kerja haruslah disesuaikan peranan dan fungsi
pokok dan komponen komponen sistem kerja yang terlibat yaitu manusia, mesin dan
lingkungan kerja fisik Beberapa Aspek ergonomis yang harus dipertimbangkan dalam
perancangan stasiun kerja.
a. Sikap dan Posisi Kerja
b. Anthropometri dan dimensi ruang kerja.
c. Kondisi lingkungan kerja
d. Efisiensi ekonomi gerakan dan pengaturan pasilitas kerja.
2.6. Anthropometri
Istilah anthropometri berasal dan “anthro” yang berarti manusia dan “metri” yang
berarti ukuran.
Secara definitif anthropometri dapat dinyatakan sebagai satu studi yang berkaitan
dengan pengukuran dimensi tubuh manusia.
Manusia pada dasarnya akan memiliki bentuk, ukuran (Tinggi, Lebar, dsb) berat dan
lain-lain yang berbeda satu dengan yang lainnya Anthropometri secara luas akan
digunakan sebagai pertimbangan ergonomis dalam memerlukan interaksi manusia. Data
anthropometri yang berhasil diperoleh akan diaplikasikan secara luas antara lain dalam
hal:
a) Perancangan areal kerja
b) Perancangan peralatan kerja seperti mesin, equipment, perkakas dan sebagainya.
c) Perancangan produk-produk konsumtif seperti pakaiaan, kursi/meja komputer,
dan lain- lain.
2.6.1. Data Anthropometri Dan Cara Pengukuran
Manusia pada dasamya akan berbeda-beda dalam hal bentuk dan dimensi ukuran
tubuhnya. Disini ada beberapa faktor yang akan mempengaruhi ukuran tubuh manusia,
sehingga sudah semestinya seorang perancang produk harus memperhatikan faktor-faktor
tersebut yang antara lain adalah
a. Umur.
b. Jenis kelamin.
23

c. Suku bangsa
d. Posisi Tubuh.
Dua cara pengukuran dilihat dan kondisi posisi tubuh yaitu:
1. Pengukuran Dimensi Struktur Tubuh, disini tubuh diukur dalam posisi standar dan
tidak bergerak
2. Pengukuran dimensi fungsional tubuh, pengukuran dilakukan terhadap posisi
tubuh pada saat berfungsi melakukan gerakan gerakan tertentu. Berkaitan dengan
pekerjaan yang harus diselesaikan.
2.6.2.Aplikasi Data Anthropometri Dalam Perancanagan Produk/Fasilitas Kerja
Agar rancangan suatu produk/fasilitas kerja yang nantinya bisa sesuai dengan ukuran
tubiuh manusia maka prinsip perancangan yang harus diperhatikan
a. Prinsip perancangan produk bagi individu dengan ukuran yang exstrim.
Rancangan produk dibuat agar memenuhi dua sasaran produk Yaitu:
1. Bisa sesuai untuk ukuran tubuh manusia yang mengikuti kiasifikasi ektrim
dalam arti terlalu besar atau kecil, bila dibandingkan dengan rata-ratanya
2. tetap bisa digunakan untuk memenuhi ukuran tubuh yang lain (mayoritas dan
populasi yang ada)
b. Prinsip perancangan produk yang bisa dioperasikan diantara rentang ukuran tertentu.
Rancangan bisa dirubah rubah ukurannya sehingga cukup fleksible dioperasikan oleh
setiap orang yang memiliki berbagai macam ukuran tubuh.
c. Prinsip Perancangan produk dengan ukuran rata rata Rancanag produk didasarkan
terhadap rata-rata ukuran manusia, disini produk dirancang dan dibuat untuk mereka
yang berukuran rata-rata.
Dalam Menerapkan Data Anthropometri yang perlu diperhatikan
1. Anggota tubuh yang mana nantinya akan difunsikan untuk mengoprasikan rancangan
tersebut
2. Tentukan dimensi tubuh yang penting dalam proses perancanagan tersebut
3. Selanjutnya tentukan populasi terbesar
4. Tetapkan prinsip ukuran yang harus diikuti, apakah rancangan tersebut untuk ukuran
individual yang ekstrim, rentang ukuran yang fleksible atau ukuran rata-rata.
24

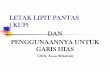
Selanjutnya untuk memperjelas mengenai data anthropometri untuk bisa diaplikasikan
dalam berbagai rancangan produk ataupun fasilitas kerja; maka gambar akan memberikan
informasi tentang berbagai macam anggota tubuh yang perlu diukur:
Keterangan:
1. Dimensi tinggi tubuh dalam posisi tegak (dan lantai sld ujung kepala).
2. Tinggi mata dalam posisi berdiri tegak.
3. Tinggi bahu dalam posisi berdiri tegak.
4. Tinggi siku dalam posisi berdiri tegak (siku tegak lurus).
5. Tinggi kepala tangan yang terjulur lepas dalam posisi herdir tegak (dalam gambar
tidak ditunjukkan).
6. Tinggi tubuh dalam posisi duduk (diukur dan alas temput (lu(luk/pantat sampai
dengan kepala.
7. Tinggi mata dalam posisi duduk.
8. Tinggi bahu dalam posisi duduk.
9. Tinggi siku dalam posisi duduk (siku tegak lurus).
25

10. Tebal atau lebar paha.
11. Panjang paha yang diukur dan pantat s/d ujung lutut.
12. Panjang paha yang diukur dan pantat s/d bagian belakang dan lutut/betis.
13. Tinggi lutut yang bisa diukur baik dalam posisi berdiri ataupun duduk.
14. Tinggi tubuh dalam posisi duduk yang diukur dan lantai sampai dengan paha.
15. Lebar dan bahu (bisa diukur dalam posisi berdiri ataupun duduk).
16. Lebar pinggul/pantat.
17. Lebar dan dada dalam keadaan membusung (tidak tampak ditunjukkan dalam ambar).
18. Lebar perut.
19. Panjang siku yang diukur dan siku sampai dengan ujung janjan dalam posisi siku egak
lurus.
20. Lebar kepala.
21. Panjang tangan diukur dan pergelangan sampai dengan ujung jan.
22. Lebar telapak tangan.
23. Lebar tangan dalam posisi tangan terbentang lebar-lebar kesamping kiri-kanan (tidak
ditunjukkan dalam gambar).
24. Tinggi jangkauan tangan dalam posisi berdiri tegak, diukur dan lantai sampai dengan
telapak tangan yang terjangkau lurus keatas (vertikal).
25. Tinggi jangkauan tangan dalam posisi duduk tegak, diukur seperti halnya no 24 tetapi
dalam posisi duduk (tidak ditunjukkan dalam gambar).
26. Jarak jangkauan tangan yang terjulur kedepan diukur dan hahu sampai ujung jari
tangan.
2.6.3. Rumus Rumus perhitungan Anthropometri
Rumus Rumus perhitungan Anthropometri:
A. Mencari rata-rata
X =
∑ Xk X = harga rata rata sub group,
k = banyaknya subgroup
B. Menghitung standar deviasi
σ = √∑ (X i − X )2
N N = jumlah data
C. Menghitung standar deviasi dari distribusi rata rata sub group
26

σ x=σ√n ` n = jumlah sub group
D. Tes keseragaman data
Z = 1 - ( 1−β
2 ) β = tingkat kepercayaan
E. Menentukan batas control
BK = x ± P(Ztabel) σ x
F. Tes kecukupan data
N = [ P ztabel
α √ N .∑ X12 −∑ ( X i )
2
∑ X i]2
G. Distribusi Frekuensi
1. Range = data max – data Min
2. Banyak Kelas = 1 + 3,3 log N
3. Lebar kelas = range/banyak kelas
4. Pengukuran tendensi sentral
a. Mean = X =
∑ f i . X i
∑ f i =
∑ f . CM
∑ f
b. Modus = x = LCBMODUS + i [ b1
b1+b2 ]Dimana: LCB modus =Batas bawah kelas modus
i =Panjang interval kelas
b1 =Frekuensi kelas modus – frekuensi kelas
modus sebelumnya
b2 =Frekuensi kelas modus – frekuensi kelas
modus sesudahnya.
c. Median = x = LCB MEDIAN +i [ N
2−f med−1
f Median]
Dimana: LCB = Batas bawah kelas median
I = Panjang interval
N = Jumlah pengamatan
fmed-1 = Jumlah frek. Sebelum kelas median
27

fmed = Frekunsi kelas median
d. Persentil (P)
1. Menentukan letak persentil
Pi =
i( N+1 )100
2. Menentukan harga persentil
Pi = b+p [ i(N
100)−F
f ]Dimana: b = batas bawah kelas
p = panjang interval kelas
N = jumlah pengamatan
F = jumlah frekuensi kumulatif
f = frekuensi
i = persentil
2.7. Display
Display merupakan bagian dan lingkungan yang menginformasikan mengenai
keadaan kepada manusia agar aktivitas yang dilakukan oleh manusia dapat berjalan
dengan lancar, dimana informasi ini menyangkut semua rangsangan yang bisa diterima
oleh indra manusia baik langsung maupun tidak langsung yang dapat berbentuk energi
seperti cahaya, suara, panas, tekanan, gelombang dan lain sebagainya.
Sehubungan dengan Lingkungan, Display dibagi dalam dua kelas yaitu:
a. Display Dinamis
Display dinamis adalah display yang menggambarkan perubahan menurut waktu
sesuatu dengan varibaelnya, sepertri mikroskop dan speedometer.
b. Displaystatis
Display statis merupakan informasi mengenai sesuatu yangtidak bergantung
terhadap waktu seperti menggambarkan suatu kota.
Perancangan display yang baik bila display tersebut dapat menyampaikan informasi
selengkap mungkin tanpa menimbulkan banyak kesalahan dan manusia yang meneri
manya.
28

Untuk itu diperluykan data atau informasi agar perancangan memenuhi syaratsesuai
kemampuan dan keterbatasan yang kesemuanya itu diperolehdari beberapa penguj ian
seperti:
a. Pengujian buta wama
b. Pengujian kenormalan mata
c. Pengujian display warna
d. Pengujian display huruf
Dalam hal ini data yang diolah untuk perancangan display mengenai ukuran huruf
adalah:
Tinggi huruf (h) = JP/200
Lebar huruf = 2/3 x h
Jarak antar huruf = 1/5 x h
Jarak antar dua kata = 2/3 x h
Tebal huruf = 1/6 x h
JP = jarak pandang
2.8. Faktor Lingkungan Yang Mempengaruhi Aktivitas kerja
Beberapa faktor yang harus diperhatikan didalam kondisi lingkungan mempengaruhi
kegiatan manusia:
a. Temperatur
Dalam kondisi sehat tubuh manusia selalu berusaha untuk mempertahankan
keadaan tubuh yang normal sehingga selalu ada penyesuaian din pada tubuh bila
terjadi perubahan lingkungan, contohnya perubahan temperatur akan ada penyesuaian
dalam din manusia seperti mengeluarkan keringat.
Khusus untuk perubahan temperaturketerbatasan perubahan yang dapat diadaptasi
dengan baik, perubahan yang berkisar 20 % untuk kondisi tubuh panas dan 35% untuk
kondisi dingin.
Tubuh manusiabisa menyesuaikan din karena mempunyai kemampuan konveksi,
radiasi dan penguapan jika terjadikekurangan atau kelebihan panas.
Tetapi menurut penyelidikan bila temperartur dibawah 17°C maka tubuh akan banyak
mengalami kehilangan panas tubuh sehingga akan mengalami kedinginan sehingga
dalam produktifitas kerja menurun.
29

Untuk itu perlu diusahakan lingkungan kerja dalam temperatur yang optimum
dimana tidak terlalu panas atau terlalu dingin. Bila terlalu dingin akan menyebabkan
gairah kerja menurun sedang bila terlalu panas akan mengakibatkan cepat timbul
kelelahan tubuh.
Temperatur yang optimum yang diharapkan pada lingkungan kerja adalah berkisar
antara 24-27°C.
b. Kelembaban
Yang dimaksud dengan kelembaban adalah jurnlah kadar air didalam udara
biasanya dinyatakan dengan persentase. Kelembaban sangat dipengaruhi oleh
temperatur yang ada. Selain itu dipengaruhi juga oleh kecepatan udaramengalir.
Apabila udara naik maka kadar air diudara akan turunkarena terjaipenguapan. Udara
yang panas akan merangsangperedaran darah mengalircepat dan detak jantung
meningkat sehingga memerlukan oksigen lebih banyak dan ini akan
mempercepatkondisi kelelahan.
Kondisi seperti ini sangat tidak menguintungkan bagi kondisi kerja dan bahkan
dapat membahayakan kondisi kesehatan terutama bagi yang sudah sehat dan dan
mempeunyai penyakit jantung.
Kelihatan temperatur dan kelembaban tidak begitu banyak diperhatikan pada
kondisi kerja. Kebanyakan para usahawan hanya mengandalkan kondisi alam, untuk
hal ini sebenarnya sangat berpengaruh pada produktivitas kerja pegawaikarena disana
akan timbul kenyamanan dan jaminan kesehatan yang tinggi bila hal ini diperhatikan.
c. Sirkulasi udara
Sebagaimana kita ketahui udaramerupakan gas yang sangat dibutuhkan oleh
mahiuk hidup terutarna untuk menjaga kelangsungan hidup kita. Untuk menjaga agar
udara disekitar lingkungan kerja tetap sehat dalam arti kitacukup mengandung
oksigen harus dipiukirkan tentang sirkulasi udara yangbaik agar udara kotor diganti
dengan udara yang baru melalui ventilasi.
Tanaman disekitar tempat kerja adalah produsen utama udara segar dimana
manusia sebagian besar melakukan kegiatannya dengancukup oksigenn ditambah
dengan pengaruh psykologis dan tanaman akan meningkatkan basil kerja dan
membantru mempercepat pemulihan tubuh setelah bekerja.
d. Pencahayaan
30

Pencahayaan sangat mempengaruhi kemampuan manusia untuk melihat objek
secara jelas dan benar, pencahayaan yang balk diperlukan sekali apabila melakukan
pekerjaan yang membutuhkan ketelitian yang tinggi.
Kemampuan mata untuk melihat obyek ditentukan oleh ukuran objek derajat
kontras, lumenesi dan lamanya melihat, yang dimaksud derajat kontras adalah
perbedaan derajat terang relatif anatara obyek dan lumenesi adalah arus cahaya yang
dipantulkan obyek.
e. Kebisingan
Kemajuan teknologi pada jaman ini hanya menimbukan berbagai polusi salah satu
satunya polusi suara atau kebisingan yang banyak mengganggu.
Ada tiga aspek yang menentukan kwalitas bunyi yang bisa mengganggu manusia
yaitu : Lama, Intensitas, dan frekuensi.
Makin buruk pendengaran kita mendengar kebisingan semakin buruk terhadap
kesehatan pendengaran kita.
f. Getaran mekanis
Getaran mekanis yaitu getaran yang disebabkan oleh alat mekanis, yang akan
berakibat patal bagi tubuh kita.
Getaran ini mengganggu karena tidak teraturnya frekuensi dan intensitas getaran
yang datang pada tubuh kita. Sedangkan alat alat tubuh tubuh bergerak secara alami
sehingga bila ada getaran mekanis akan mengganggu keseimbangan tubuh.
Secara umum getaran mekanis dapat mengganggu tubuh dalam hal:
1. Mempengaruhi konsentrasi belajar.
2. Mempercepat datangnya kelelahan
3. Menimbulkan penyakit.
g. bau-bauan
Adanya bau-bauan dapat mengganggu konsentrasi pekerja apalagi bila disebabkan
oleh adanya pencemaran pada udara.temperatur dan kelembaban sangat
mempengaruhi kepekaan penciuman terhadap bau-bauan disekitar pekerjaan.
h. Warna
Disini kita menekankan pada warna ruang kerja, hal ini akan mempengaruhi
kemampuan mata melihat objek dan harus diperhitungkan terhadap efek fisiologisnya.
Selanjutnya untuk memperjelas mengenai data anthropometri untuk bisa
diaplikasikan dalam berbagai rancangan produk ataupun fasilitas kerja; maka gambar
31

akan memberikan informasi tentang berbagai macam anggota tubuh yang perlu
diukur.
BAB III
LANGKAH-LANGKAH PEMECAHAN MASALAH
3.1. Diagram Alir (Flow Chart) Pemecahan Masalah
TDK
TDK
YA
32
STAR
Rumuskan Persoalan Objek Yang Diteliti
Buat Peta Kerja
BANDINGKAN SAAT INI DAN USULAN
BUAT PETA KERJA USULAN
SUDAH BAIK
PENDAHULUAN
pengumpulan data1. Proses operasi 2. Waktu kerja3. Dimensi tubuh manusiaKecukupan data
Pengolahan data:Menghitung waktu siklusMenghitung waktu bakuMenghitung anthropometri
Uji kecukupan data

3.2. Langkah-Langkah Pemecahan Masalah
Langkah pemecahan masalah dalam perencanaan ini adalah:
a. Perencanaan waktu kerja
1. Pembuatan peta kerja menggunakan peta proses operasi
2. Membuat peta kerja usulan dengan menggunakan peta proses operasi
3. Perhitungan waktu kerja dengan metode time study
b. Perencanaan ergonomic
1. Perhitungan dan perancangan anthropometri
2. Perhitungan dan perencanaan display.
33
KESIMPULAN
STOP
Merancang display tempat kerja
Merancang tempat kerja sesuai ergonomi

BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1. Pengumpulan Data
4.1.1. Data Waktu Perakitan
Bagian Kerangka Panjang Sampai Penyimpanan
Pengukuran ke- 1 2 3 4 5 6 7 8Waktu (menit) 33 30 32 35 40 32 31 34
Pengukuran ke- 9 10 11 12 13 14 15 16Waktu (menit) 30 32 40 41 43 32 33 33
Pengukuran ke- 17 18 19 20 21 22 23 24Waktu (menit) 32 31 36 37 36 30 33 32
Pengukuran ke- 25 26 27 28 29 30 31 32Waktu (menit) 35 38 30 36 34 36 40 31
Pengukuran ke- 33 34 35 36 37 38 39 40Waktu (menit) 37 35 30 31 30 32 30 30
4.1.2. Data Dimensi Tubuh Manusia
a. Lebar Bahu
Orang ke- 1 2 3 4 5 6 7 8Panjang (cm) 37 35 40 39 39 41 39 40
Orang ke- 9 10 11 12 13 14 15 16Panjang (cm) 39 41 37 42 38 40 38 39
Orang ke- 17 18 19 20 21 22 23 24Panjang (cm) 42 37 39 40 37 36 39 39
34

Orang ke- 25 26 27 28 29 30 31 32Panjang (cm) 40 39 36 35 37 38 39 41
Orang ke- 33 34 35 36 37 38 39 40Panjang (cm) 39 39 39 36 39 39 40 37
b. Jangkauan Tangan Dalam Posisi Berdiri Tegak Lurus Keatas
Orang ke- 1 2 3 4 5 6 7 8Panjang (cm) 192 178 215 205 204 217 205 214
Orang ke- 9 10 11 12 13 14 15 16Panjang (cm) 202 210 198 216 202 203 211 209
Orang ke- 17 18 19 20 21 22 23 24Panjang (cm) 217 192 204 210 192 188 198 204
Orang ke- 25 26 27 28 29 30 31 32Panjang (cm) 208 202 186 179 193 198 205 214
Orang ke- 33 34 35 36 37 38 39 40Panjang (cm) 203 205 209 187 205 202 210 196
c. Panjang Paha Yang Diukur Dari Pantat Sampai Bagian Belakang Dari Lutut
Orang ke- 1 2 3 4 5 6 7 8Panjang (cm) 43 39 46,8 42,8 42,5 45,3 42,75 44,5
Orang ke- 9 10 11 12 13 14 15 16Panjang (cm) 42 43,8 41,3 45 42 42,3 44 43,5
Orang ke- 17 18 19 20 21 22 23 24Panjang (cm) 45,3 40 42,5 43,8 40 39,3 41,3 42,5
Orang ke- 25 26 27 28 29 30 31 32Panjang (cm) 43,3 42 38,8 37,3 40,3 41,3 42,8 44,5
Orang ke- 33 34 35 36 37 38 39 40Panjang (cm) 42,3 42,8 43,5 39 42,8 42 43,8 40,8
d. Tinggi Lutut Yang Diukur Dalam Posisi Duduk
Orang ke- 1 2 3 4 5 6 7 8Panjang (cm) 40 37 44,8 42,8 42,5 45,3 42,75 44,5
35

Orang ke- 9 10 11 12 13 14 15 16Panjang (cm) 42 43,8 41,3 45 42 42,3 44 43,5
Orang ke- 17 18 19 20 21 22 23 24Panjang (cm) 45,3 40 42,5 43,8 40 39,3 41,3 42,5
Orang ke- 25 26 27 28 29 30 31 32Panjang (cm) 43,3 42 38,8 37,3 40,3 41,3 42,8 44,5
Orang ke- 33 34 35 36 37 38 39 40Panjang (cm) 42,3 42,8 43,5 39 42,8 42 43,8 40,8
e. Panjang Bahu kesiku
Orang ke- 1 2 3 4 5 6 7 8Panjang (cm) 32 30 36 34 34 36 34 36
Orang ke- 9 10 11 12 13 14 15 16Panjang (cm) 34 35 33 36 34 34 35 35
Orang ke- 17 18 19 20 21 22 23 24Panjang (cm) 36 32 34 35 32 31 33 34
Orang ke- 25 26 27 28 29 30 31 32Panjang (cm) 35 34 31 30 32 33 34 36
Orang ke- 33 34 35 36 37 38 39 40Panjang (cm) 34 34 35 31 34 34 35 32
f. Lebar Pinggul
Orang ke- 1 2 3 4 5 6 7 8Panjang (cm) 32 29,6 35,8 34,2 34 36,2 34,2 35,6
Orang ke- 9 10 11 12 13 14 15 16Panjang (cm) 33,6 35 33 36 33,6 33,8 35,2 34,8
Orang ke- 17 18 19 20 21 22 23 24Panjang (cm) 36,2 32 34 35 32 31,4 33 34
36

Orang ke- 25 26 27 28 29 30 31 32Panjang (cm) 34,6 33,6 31 29,8 32,2 33 34,2 35,6
Orang ke- 33 34 35 36 37 38 39 40Panjang (cm) 33,8 34,2 34,8 31,2 34,2 33,6 35 32,6
g. Rentangan Tangan Ke Samping
Orang ke- 1 2 3 4 5 6 7 8Panjang (cm) 160 148 179 171 170 181 171 178
Orang ke- 9 10 11 12 13 14 15 16Panjang (cm) 168 175 165 180 168 169 176 174
Orang ke- 17 18 19 20 21 22 23 24Panjang (cm) 181 160 170 175 160 157 165 170
Orang ke- 25 26 27 28 29 30 31 32Panjang (cm) 173 168 155 149 161 165 171 178
Orang ke- 33 34 35 36 37 38 39 40Panjang (cm) 169 171 174 156 171 168 175 163
h. Jangkauan Tangan Ke Depan Dari Bahu Sampai Ujung Jari
Orang ke- 1 2 3 4 5 6 7 8Panjang (cm) 64 59 72 68 68 72 68 71
Orang ke- 9 10 11 12 13 14 15 16Panjang (cm) 67 70 66 72 67 68 70 70
Orang ke- 17 18 19 20 21 22 23 24Panjang (cm) 72 64 68 70 64 63 66 68
Orang ke- 25 26 27 28 29 30 31 32Panjang (cm) 69 67 62 60 64 66 68 71
Orang ke- 33 34 35 36 37 38 39 40Panjang (cm) 68 68 70 62 68 67 70 65
i. Panjang Tangan Diukur Dari Pergelangan Sampai Dengan Ujung Jari
37

Orang ke- 1 2 3 4 5 6 7 8Panjang (cm) 21 20 24 22 22 24 22 23
Orang ke- 9 10 11 12 13 14 15 16Panjang (cm) 22 23 22 24 22 22 23 23
Orang ke- 17 18 19 20 21 22 23 24Panjang (cm) 24 21 22 23 21 21 22 22
Orang ke- 25 26 27 28 29 30 31 32Panjang (cm) 23 22 20 20 21 22 22 23
Orang ke- 33 34 35 36 37 38 39 40Panjang (cm) 22 22 23 20 22 22 23 21
J. Tinggi bahu dalam posisi duduk
Orang ke- 1 2 3 4 5 6 7 8Panjang (cm) 52 47 60 58 58 60 54 59
Orang ke- 9 10 11 12 13 14 15 16Panjang (cm) 60 62 54 60 55 58 56 54
Orang ke- 17 18 19 20 21 22 23 24Panjang (cm) 60 52 56 58 52 51 54 56
Orang ke- 25 26 27 28 29 30 31 32Panjang (cm) 57 53 50 48 52 54 56 71
Orang ke- 33 34 35 36 37 38 39 40Panjang (cm) 52 52 58 50 56 53 58 45
K. Tinggi siku dalam posisi duduk yang diukur dari lantai
Orang ke- 1 2 3 4 5 6 7 8Panjang (cm) 61 56 69 65 65 69 65 69
Orang ke- 9 10 11 12 13 14 15 16Panjang (cm) 64 67 63 69 64 65 67 67
Orang ke- 17 18 19 20 21 22 23 24Panjang (cm) 69 61 65 69 61 60 63 65
38

Orang ke- 25 26 27 28 29 30 31 32Panjang (cm) 66 64 59 57 61 63 65 68
Orang ke- 33 34 35 36 37 38 39 40Panjang (cm) 65 65 67 59 65 64 67 62
4.1.3. Data Display
Tabel 4.1 Data Display warna
No Warna dasar Warna hurufKeterangan
JelasKurang
JelasTidak jelas
1 Coklat tua Biru terang √2 Abu-abu Merah √3 Coklat tua Biru tua √4 Abu-abu Biru tua √5 Orange Biru tua √6 Orange Kuning terang √7 Hijau muda Biru terang √8 Biru terang Kuning terang √9 Biru Biru √10 Pink Kuning √11 Kuning Merah √12 Biru Kuning √13 Kuning Hijau tua √14 Merah Biru tua √15 Coklat Kuning √16 Merah terang Kuning terang √17 Ungu Hijau tua √18 Hijau Kuning √19 Hijau muda Biru √20 Merah terang Biru terang √21 Hijau terang Putih √22 Hijau muda Putih √23 Pink Biru terang √24 Hijau terang Hijau tua √25 Ungu Kuning terang √26 Hijau terang Merah √27 Abu-abu Putih √28 Hijau terang Biru √29 Coklat Putih √
39

30 Kuning Biru √31 Biru terang Merah √32 Coklat Biru terang √33 Kuning Hijau tua √34 Abu-abu Kuning terang √35 Hijau muda Kuning terang √36 Hijau muda Biru tua √37 Hijau muda Merah √38 Ungu Putih √39 Hijau Kuning √40 Ungu Biru tua √41 Hijau Hijau tua √42 Hijau Putih √43 Hijau Merah terang √44 Orange Putih √45 Hijau Biru muda √46 Orange Merah √47 Hijau Putih √48 Kuning tua Biru √49 Ungu Merah √50 Kuning tua Putih √51 Pink Merah tua √
4.2. Pengolahan data
4.2.1. Perhitungan jam henti
Bagian Kerangka Panjang Sampai Penyimpanan
Subgroup ke-(k)
waktu penyelesaianberturut-turut (menit)
HargaRata-rata
12345678
3332403336384031
3031413230303130
3234433133363732
3530323632343530
4032333735363030
3431.837.833.833.234.834.630.6
Jumlah 270
e. Harga rata-rata dari harga rata-rata subgroup:
x = ∑X/k = 270/8 = 33.75 menit
40

f. Hitung standar deviasi sebenarnya:
σ=√∑ ( Xi−X́ )2
N=¿√ (33−33,75 )2+ (30−33,75 )2+ (32−33,75 )2+…+(30−33,75 )2
40¿
= 3,48
g. Hitung standar deviasi dari distribusi harga rata-rata sub grup:
σ x= σ√n
=3,48√5
=1,56
h. Tes kecukupan data:
Dengan diketahui α = 5%
N '=[ Z t
α √N .∑ X i
2−(∑ X i )
2
∑ X i]2
¿ [ 1,960,05 √40 (332+302+322+…+302 )−(33+30+32+…+30 )2
33+30+32+…+30 ]2
= 16.31067
= 16 (Berarti data cukup karena N’ < N).
i. Waktu siklus:
Ws = ∑ X i
N=33+30+32+…+30
40=¿33.75 menit
j. Waktu normal:
Factor penyesuaian: 1
Keterampilan : Excellent(B2): + 0.08
Usaha : Good (C2) : + 0.03
Kondisi : Average (D) : 0.00
Konsistensi : Poor (F) : - 0.04 +
Total penyesuaian : + 0.07
Jadi P = 1 + 0.07 = 1.07
Wn = Ws x P = 33.825 x 1.07 = 36.193 menit
k. Waktu baku:
Kelonggaran(allowance)
Kelonggaran untuk kebutuhan pribadi(pria) : 2.5 %
Kelonggaran untuk menghilangkan rasa fatique
41

Tenaga yang dikeluarkan : 6.5 %
Sikap kerja : 1.0 %
Gerakan kerja : 3.0 %
Kelelahan mata : 0.0 %
Temperatur tempat kerja : 5.0 %
Keadaan atmosfir : 6.0 %
Keadaan lingkungan : 5.0 %
Kelonggaran untuk hambatan-hambatan tak terhindarkan : 0.5 % +
Total kelonggaran : 29.5%
Wb = Wn + (Wn x A) = 36.193 + (36.193 x 0.295) = 46.87 menit
4.2.2. Perhitungan Data Antropometri
A. Lebar Bahu
Sub group
ke-
Hasil pengukuran (cm) Harga
rata-rata
1
2
3
4
5
37
39
42
40
39
35
41
37
39
39
40
37
39
36
39
39
42
40
35
36
39
38
37
37
39
41
40
36
38
39
39
38
39
39
40
40
39
39
41
37
38,75
39,25
38,63
38,13
38,50
Jumlah 193,26
1. Harga rata-rata dari harga rata-rata subgroup:
x = ∑X/k = 193,26/5 = 38,65 cm
2. Standar deviasi:
σ=√∑ ( X i− X́ )2
N
¿√ (37−38,65 )2+(35−38,65 )2+ (40−38,65 )2+…+(37−38,65 )2
40
42

¿√ 130,3040
=√3,26=1,71
3. Standar deviasi dari distribusi harga rata-rata subgroup:
σx= σ√n
¿ 1,80√8
=0,61
4. Nilai Z table (Zt):
Misalkan β = 95 % maka Zt :
Zt = Z [1−( 1−β2 )]=Z [1−( 1−0,95
2 )]=Z [1−0,025 ]
¿ Z [0,975 ]=1,96
Hasil 1,96 didapat dari table T.
5. Batas kontrol atas dan batas kontrol bawah untuk uji keseragaman data:
BKA = x + Zt.σx = 38,65 + 1,96(0,61) = 39,84
BKB = x – Zt.σx = 38,65 - 1,96(0,61) = 37,46
6. Tes kecukupan data:
N '=[ Zt /α √N∑ X i
2−(∑ X i)2
∑ X i]2
¿¿¿
= 3,01 (data cukup karena N’<N)
7. Distribusi frekuensi:
a. Range
Range = data max – data min
= 42-35
= 7
b. Banyaknya kelas
Banyak kelas = 1 + 3,3 log N
= 1 + 3,3 log 40
= 1 + 3,3(1,6)
43

= 6 kelas
c. Interval kelas
Interval kelas = Range
banyak kelas
=76
= 1,17
d. Trial dan error = 1,2
e. Table distribusi
Interval F Fk LCL UCL LCB UCB CM f.CM
35,0-36,19 5 5 35,0 36,19 34,995 36,195 35,595 177,975
36,2-37,39 6 11 36,2 37,39 36,195 37,395 36,795 220,770
37,4-38,59 3 14 37,4 38,59 37,395 38,595 37,995 113,985
38,6-39,79 15 29 38,6 39,79 38,595 39,795 39,195 587,925
39,8-40,99 6 35 39,8 40,99 39,795 40,995 40,395 242,370
41,0-42,19 5 40 41,0 42,19 40,995 42,195 41,595 207,975
JUMLAH 1551
f. Mengukur tendensi sentral
1. Mean
Mean = ∑ f . CM
∑ f=
155140
=38,775
2. Median
Median = LCBmedian + i [ N2
−f med−1
f med]
= 38,595 + 1,2 [ 402
−14
15 ]= 38,595 + 1,2 [0,4)
44

= 39,075
3. Modus
X = LCBmodus + i [ b1
b1+b2]
= 38,595 + 1,2 [ 1212+9 ]
=38,595 + 1,2[0,571]
=39,28
4. Mengukur persentil
a) Menentukan letak persentil
1. Persentil 5
Pi = i ( N+1 )
100
Pi = 5(40+1)
100
Pi = 2,05
2. Persentil 50
Pi = i ( N+1 )
100
Pi = 50(40+1)
100
Pi = 20,5
b) Menentukan harga persentil
1. Pesentil 5
Pi = b + p[ i ( N100 )−F
f ]Pi = 35 + 1,2 [5 ( 40/100 )−5
5 ]Pi = 35 + 1,2 [-0,6)
Pi = 35 +(-0,72)
Pi = 34,28
45

2. Persentil 50
Pi = b + p[ i ( N100 )−F
f ]Pi = 38,595 + 1,2 [ 50 (40 /100 )−14
15 ]Pi = 38,595 + 1,2 [-0,8)
Pi = 38,595 +(-0,96)
Pi = 37,635
B. Jangkauan Tangan Dalam Posisi Berdiri Tegak Lurus Keatas
Sub
group ke-
Hasil pengukuran (cm) Harga
rata-rata
1
2
3
4
5
19
2
20
2
21
7
20
8
20
3
178
210
192
202
205
21
5
19
8
20
4
18
6
20
9
205
216
210
179
187
204
202
192
193
205
217
203
188
198
202
20
5
21
1
19
8
20
5
21
0
214
209
204
214
196
203,750
206,375
200,625
198,125
202,125
Jumlah 1011
1. Harga rata-rata dari harga rata-rata subgroup:
x = ∑X/k = 1011/5 = 202,2 cm
2. Standar deviasi:
σ=√∑ ( X i− X́ )2
N
¿√ (192−202,2 )2+ (178−202,2 )2+(215−202,2 )2+…+ (196−202,2 )2
40
46

¿√ 3814,440
=√95,36=9,77
3. Standar deviasi dari distribusi harga rata-rata subgroup:
σx= σ√n
¿ 9,77√8
=3,45
4. Nilai Z table (Zt):
Misalkan β = 95 % maka Zt :
Zt = Z [1−( 1−β2 )]=Z [1−( 1−0,95
2 )]=Z [1−0,025 ]
¿ Z [0,975 ]=1,96
Hasil 1,96 didapat dari table T.
6. Batas kontrol atas dan batas kontrol bawah untuk uji keseragaman data:
BKA = x + Zt.σx = 202,2 + 1,96(3,45) = 208,97
BKB = x – Zt.σx = 202,2 - 1,96(3,45) = 195,43
6. Tes kecukupan data:
N '=[ Zt /α √N∑ X i
2−(∑ X i)2
∑ X i]2
¿¿¿
= 3,58
= 4 (data cukup karene N’ < N)
7. Distribusi frekuensi:
a. Range
Range = data max – data min
= 217-178
= 39
b. Banyaknya kelas
Banyak kelas = 1 + 3,3 log N
= 1 + 3,3 log 40
47

= 1 + 3,3(1,6)
= 6 kelas
c. Interval kelas
Interval kelas = Range
banyak kelas
=396
= 6,5
d. Trial dan error = 7
e. Table distribusi
Interval F Fk LCL UCL LCB UCB CM f.CM
178,0-184,9 2 2 178,
0
184,9 177,95 184,95 181,45 362,90
185,0-191,9 3 5 185,
0
191,9 184,95 191,95 188,45 565,35
192,0-198,9 8 13 192,
0
198,9 191,95 198,95 195,45 1563,60
199,0-205,9 14 27 199,
0
205,9 198,95 205,95 202,45 2834,30
206,0-212,9 7 24 206,
0
212,9 205,95 212,95 209,45 1466,15
213,0-219,9 6 40 213,
0
219,9 212,95 219,95 216,45 1299
JUMLAH 8091
f. Mengukur tendensi sentral
1. Mean
Mean = ∑ f . CM
∑ f=
809140
=202,27
2. Median
48

Median = LCBmedian + i [ N2
−f med−1
f med]
= 198,95 + 7 [ 402
−13
14 ]= 198,95 + 7 [0,5)
= 202,45
3. Modus
X = LCBmodus + i [ b1
b1+b2]
= 198,95 + 7 [ 66+7 ]
=198,95 + 7[0,59]
=202,18
4. Mengukur persentil
a. Menentukan letak persentil
1. Persentil 5
Pi = i ( N+1 )
100
Pi = 5(40+1)100
Pi = 2,05
2. Persentil 50
Pi = i ( N+1 )
100
Pi = 50(40+1)
100
Pi = 20,5
b. Menentukan harga persentil
1. Pesentil 5
Pi = b + p[ i ( N100 )−F
f ]Pi = 25 + 1,1 [5 ( 40/100 )−5
5 ]49

Pi = 25 + 1,1 [-0,6)
Pi = 25 +(-0,72)
Pi = 24,34
2. Persentil 50
Pi = b + p[ i ( N100 )−F
f ]Pi = 198,95 + 7 [50 (40 /100 )−13
14 ]Pi = 198,95 + 7 [0,71)
Pi = 198,95 +[4,97]
Pi = 203,92
C. Tinggi Lutut Yang Diukur Dalam Posisi Duduk
Sub group ke-
Hasil pengukuran (cm) Harga rata-rata
12345
4042
45,343,342,3
3743,84042
42,8
44,841,342,538,843,5
42,845
43,837,339
42,54240
40,342,8
45,342,339,341,342
42,844
41,342,843,8
44,543,542,544,540,8
40,4640,9939,7139,2940,12
Jumlah 200,58
1. Harga rata-rata dari harga rata-rata subgroup:
x = ∑X/k = 200,58/5 = 40,12 cm
2. Standar deviasi:
σ=√∑ ( X i− X́ )2
N
¿√ ( 40−40.12 )2+ (37−40,12 )2+ (44,8−40,12 )2+…+( 40,8−40,12 )2
40
¿√ 163,4540
=√4,09=2,02
3. Standar deviasi dari distribusi harga rata-rata subgroup:
50

σx= σ√n
¿ 2,02√8
=0,71
4. Nilai Z table (Zt):
Misalkan β = 95 % maka Zt :
Zt = Z [1−( 1−β2 )]=Z [1−( 1−0,95
2 )]=Z [1−0,025 ]
¿ Z [0,975 ]=1,96
Hasil 1,96 didapat dari table T.
7. Batas kontrol atas dan batas kontrol bawah untuk uji keseragaman data:
BKA = x + Zt.σx = 40,12 + 1,96(0,71) = 41,52
BKB = x – Zt.σx = 40,12 - 1,96(0,71) = 38,71
6. Tes kecukupan data:
N '=[ Zt /α √N∑ X i
2−(∑ X i)2
∑ X i]2
¿¿¿
= 3,9
= 4 (data cukup karena N’ < N)
7. Distribusi frekuensi:
a. Range
Range = data max – data min
= 43,3-35
= 8,3
b. Banyaknya kelas
Banyak kelas = 1 + 3,3 log N
= 1 + 3,3 log 40
= 1 + 3,3(1,6)
= 6 kelas
c. Interval kelas
Interval kelas = Range
banyak kelas
51

=8,36
= 1,38
d. Trial dan error = 1,4
e. Table distribusi
Interval f F
k
LCL UCL LCB UCB CM f.CM
35,0-36,3 2 2 35,0 36,3 34,95 36,35 36,65 71,30
36,4-37,7 3 5 36,4 37,7 36,35 37,75 37,05 111,15
37,8-39,1 5 10 37,8 39,1 39,05 39,15 38,45 192,25
39,2-40,5 12 22 39,2 40,5 40,45 40,55 39,85 478,20
40,6-41,9 11 33 40,6 41,9 41,85 41,95 41,25 453,75
42,0-43,3 7 40 42,0 43,3 43,25 43,35 42,65 299,00
JUMLAH 1605,20
f. Mengukur tendensi sentral
1. Mean
Mean = ∑ f . CM
∑ f=
1605,240
=40,13
2. Median
Median = LCBmedian + i [ N2
−f med−1
f med]
= 40,45 + 1,4 [ 402
−10
12 ]= 40,45 + 1,4 [8,3)
= 41,62
3. Modus
X = LCBmodus + i [ b1
b1+b2]
52

= 40,45+ 1,4 [ 77+1 ]
=40,45 + 1,4[0,88]
=41,68
4. Mengukur persentil
a. Menentukan letak persentil
1. Persentil 5
Pi = i ( N+1 )
100
Pi = 5(40+1)100
Pi = 2,05
2. Persentil 50
Pi = i ( N+1 )
100
Pi = 50(40+1)
100
Pi = 20,5
b. Menentukan harga persentil
1. Pesentil 5
Pi = b + p[ i ( N100 )−F
f ]Pi = 25 + 1,1 [5 ( 40/100 )−2
2 ]Pi = 25 + 1,1 [0)
Pi = 25 +(0)
Pi = 25
2. Persentil 50
Pi = b + p[ i ( N100 )−F
f ]Pi = 40,45 + 1,4 [50 (40 /100 )−10
12 ]Pi = 40,45 + 1,4 [0,83)
53

Pi = 40,45 +[1,16]
Pi = 41,61
D. Panjang Paha Yang Diukur Dari Pantat Sampai Bagian Belakang Dari Lutut
Sub group ke-
Hasil pengukuran (cm) Harga rata-rata
12345
4544
47,345,344,3
3945,84244
44,8
46,843,344,540,845,5
44,847
45,839,341
44,54442
42,344,8
47,344,341,343,344
44,846
43,344,845,8
46,545,544,546,542,8
44,8444,9943,8443,1644,13
Jumlah 220,96
1. Harga rata-rata dari harga rata-rata subgroup:
x = ∑X/k = 220,96/5 = 44,19 cm
2. Standar deviasi:
σ=√∑ ( X i− X́ )2
N
¿√ ( 45−44.19 )2+(41−44,19 )2+(46,8−44,19 )2+…+(42,8−44,19 )2
40
¿√ 161,5440
=√4,04=2,01
3. Standar deviasi dari distribusi harga rata-rata subgroup:
σx= σ√n
¿ 2,01√8
=0,71
4. Nilai Z table (Zt):
Misalkan β = 95 % maka Zt :
Zt = Z [1−( 1−β2 )]=Z [1−( 1−0,95
2 )]=Z [1−0,025 ]
¿ Z [0,975 ]=1,96
Hasil 1,96 didapat dari table T.
5. Batas kontrol atas dan batas kontrol bawah untuk uji keseragaman data:
BKA = x + Zt.σx = 44,19 + 1,96(0,71) = 45,58
54

BKB = x – Zt.σx = 44,19 - 1,96(0,71) = 42,78
6. Tes kecukupan data:
N '=[ Zt /α √N∑ X i
2−(∑ X i)2
∑ X i]2
¿¿¿
= 3,17
= 3
7. Distribusi frekuensi:
a. Range
Range = data max – data min
= 47,3-39
= 8,3
b. Banyaknya kelas
Banyak kelas = 1 + 3,3 log N
= 1 + 3,3 log 40
= 1 + 3,3(1,6)
= 6 kelas
c. Interval kelas
Interval kelas = Range
banyak kelas
=8,36
= 1,38
d. Trial dan error = 1,4
e. Table distribusi
Interval F F
k
LCL UCL LCB UCB CM f.CM
39,0-40,3 2 2 39,0 40,3 38,95 40,35 39,65 79.30
40,4-41,7 3 5 40,4 41,7 40,35 41,75 41,05 123.15
41,8-43,1 4 9 41,8 43,1 41,75 43,15 42,45 169.80
43,2-44,5 13 22 43,2 44,5 43,15 44,55 43,85 570.05
55

44,6-45,9 11 33 44,6 45,9 44,55 45,95 45,25 497.75
46,0-47,3 7 40 46,0 47,3 45,95 47,35 46,65 327,00
Jumlah 1766,6
f. Mengukur tendensi sentral
1. Mean
Mean = ∑ f . CM
∑ f=
1766,640
=44,17
2. Median
Median = LCBmedian + i [ N2
−f med−1
f med]
= 43,15 + 1,4 [ 402
−9
13 ]= 43,15 + 1,4 [0,85)
= 44,33
3. Modus
X = LCBmodus + i [ b1
b1+b2]
= 43,15 + 1,4 [ 99+2 ]
=43,15 + 1,4[0,82]
=44,29
4. Mengukur persentil
a. Menentukan letak persentil
1. Persentil 5
Pi = i ( N+1 )
100
Pi = 5(40+1)
100
Pi = 2,05
2. Persentil 50
56

Pi = i ( N+1 )
100
Pi = 50(40+1)
100
Pi = 20,5
b. Menentukan harga persentil
1. Pesentil 5
Pi = b + p[ i ( N100 )−F
f ]Pi = 39+ 1,4 [5 ( 40/100 )−2
2 ]Pi = 39+ 1,4 [0]
Pi = 39 +[0]
Pi = 39
2. Persentil 50
Pi = b + p[ i ( N100 )−F
f ]Pi = 43,15 + 1,4 ¿
Pi = 43,15 + 1,4 [0,85]
Pi = 43,15 +[1,18]
Pi = 44,33
E. Tinggi Lutut Yang Diukur Dalam Duduk
Sub group ke-
Hasil pengukuran (cm) Harga rata-rata
12345
3840
42,341,340,3
3541,83840
40,8
42,839,340,536,841,5
40,843
41,835,337
40,54038
38,340,8
43,340,337,339,340
40,842
39,340,841,8
42,541,540,542,538,8
40.4740.9939.7339.2940.13
Jumlah 200,61
1. Harga rata-rata dari harga rata-rata subgroup:
x = ∑X/k = 200,61/5 = 40,12 cm
57

2. Standar deviasi:
σ=√∑ ( X i− X́ )2
N
¿√ (38−40.12 )2+(35−40,12 )2+(42,8−40,12 )2+…+ (38,8−40,12 )2
40
¿√ 163,4540
=√4,08=2,02
3. Standar deviasi dari distribusi harga rata-rata subgroup:
σx= σ√n
¿ 2,02√8
=0,71
4. Nilai Z table (Zt):
Misalkan β = 95 % maka Zt :
Zt = Z [1−( 1−β2 )]=Z [1−( 1−0,95
2 )]=Z [1−0,025 ]
¿ Z [0,975 ]=1,96
Hasil 1,96 didapat dari table T.
5. Batas kontrol atas dan batas kontrol bawah untuk uji keseragaman data:
BKA = x + Zt.σx = 40,12 + 1,96(0,71) = 41,52
BKB = x – Zt.σx = 40,12 - 1,96(0,71) = 38,71
6. Tes kecukupan data:
N '=[ Zt /α √N∑ X i
2−(∑ X i)2
∑ X i]2
¿¿¿
= 3,9
= 4 (data cukup karena N’ < N)
7. Distribusi frekuensi:
a. Range
Range = data max – data min
= 43,3 -35
= 8,3
b. Banyaknya kelas
58

Banyak kelas = 1 + 3,3 log N
= 1 + 3,3 log 40
= 1 + 3,3(1,6)
= 6 kelas
c. Interval kelas
Interval kelas = Range
banyak kelas
=8,36
= 1,38
d. Trial dan error = 1,4
e. Table distribusi
Interval F F
k
LCL UCL LCB UCB CM f.CM
35,0-36,3 2 2 35,0 36,3 34,95 36,35 35,65 71.3
36,4-37,7 3 5 36,4 37,7 36,35 37,75 37,05 111.15
37,8-39,1 5 10 37,8 39,1 37,75 39,15 38,45 192.25
39,2-40,5 12 22 39,2 40,5 39,15 40,55 39,85 478.2
40,6-42,9 11 33 40,6 42,9 40,55 42,95 41,75 453.75
42,0-44,3 7 40 42,0 44,3 42,95 44,35 43,15 299
JUMLAH 1605,2
f. Mengukur tendensi sentral
1. Mean
Mean = ∑ f . CM
∑ f=
1605,240
=40,13
2. Median
Median = LCBmedian + i [ N2
−f med−1
f med]
= 39,15 + 1,4 [ 402
−10
12 ]= 39,15 + 1,4 [0,83)
= 40,32
59

3. Modus
X = LCBmodus + i [ b1
b1+b2]
= 39,15 + 1,4 [ 77+1 ]
=39,15 + 1,4 [0,88]
=40,38
4. Mengukur persentil
a. Menentukan letak persentil
1. Persentil 5
Pi = i ( N+1 )
100
Pi = 5(40+1)
100
Pi = 2,05
2. Persentil 50
Pi = i ( N+1 )
100
Pi = 50(40+1)
100
Pi = 20,5
b. Menentukan harga persentil
1. Pesentil 5
Pi = b + p[ i ( N100 )−F
f ]Pi = 35 + 1,4 [5 ( 40/100 )−2
2 ]Pi = 35 + 1,4 [0]
Pi = 35 +[0]
Pi = 35
2. Persentil 50
Pi = b + p[ i ( N100 )−F
f ]60

Pi = 39,15 + 1,4 [50 (40 /100 )−1012 ]
Pi = 39,15 + 1,4 [0,83]
Pi = 39,15 + [1,17]
Pi = 40,32
F. Panjang Bahu kesiku
Sub group ke-
Hasil pengukuran (cm) Harga rata-rata
123 45
3234363534
3035323434
3633343135
3436353031
3434323234
3634313334
3435333435
3635343632
34,0034.5033.3833.1333.63
Jumlah 168,64
1. Harga rata-rata dari harga rata-rata subgroup:
x = ∑X/k = 168,64/5 = 33,73 cm
2. Standar deviasi:
σ=√∑ ( X i− X́ )2
N
¿√ (32−33.73 )2+ (30−33,73 )2+(36−33,73 )2+…+(32−33,73 )2
40
¿√ 109,9840
=√2,75=1,66
3. Standar deviasi dari distribusi harga rata-rata subgroup:
σx= σ√n
¿ 1,66√8
=0,59
4. Nilai Z table (Zt):
Misalkan β = 95 % maka Zt :
Zt = Z [1−( 1−β2 )]=Z [1−( 1−0,95
2 )]=Z [1−0,025 ]
61

¿ Z [0,975 ]=1,96
Hasil 1,96 didapat dari table T.
5. Batas kontrol atas dan batas kontrol bawah untuk uji keseragaman data:
BKA = x + Zt.σx = 33,73 + 1,96(0,59) = 34,87
BKB = x – Zt.σx = 33,73 - 1,96(0,59) = 32,58
6. Tes kecukupan data:
N '=[ Zt /α √N∑ X i
2−(∑ X i)2
∑ X i]2
¿¿¿
= 3,71
= 4 (data cukup karena N’ < N)
7. Distribusi frekuensi:
a. Range
Range = data max – data min
= 36 -30
= 6
b. Banyaknya kelas
Banyak kelas = 1 + 3,3 log N
= 1 + 3,3 log 40
= 1 + 3,3(1,6)
= 6 kelas
c. Interval kelas
Interval kelas = Range
banyak kelas
=66
= 1
d. Trial dan error = 1,1
e. Table distribusi
Interval F F LCL UCL LCB UCB CM f.CM
62

k
30,0-31,0 5 5 30,0 31,0 29,95 31,05 30,5 152.5
31,1-32,1 5 10 31,1 32,1 31,05 32,15 31,6 158,0
32,2-33,2 3 13 32,2 31,2 32,15 31,25 32,7 98.1
33,3-34,3 14 27 33,3 34,3 33,25 34,35 33,8 473.2
34,4-35,4 7 34 34,4 35,4 34,35 35,45 34,9 244.3
35,5-36,5 6 40 35,5 36,5 35,45 36,55 36 216,0
JUMLAH 1342,1
f. Mengukur tendensi sentral
1. Mean
Mean = ∑ f . CM
∑ f=
1342,140
=33,55
2. Median
Median = LCBmedian + i [ N2
−f med−1
f med]
= 33,25 + 1,1 [ 402
−13
14 ]= 33,25 + 1,1 [0,5)
= 33,8
3. Modus
X = LCBmodus + i [ b1
b1+b2]
= 33,15 + 1,1 [ 1111+7 ]
= 33,15 + 1,1 [0,61]
= 33,82
4. Mengukur persentil
a. Menentukan letak persentil
1. Persentil 5
63

Pi = i ( N+1 )
100
Pi = 5(40+1)
100
Pi = 2,05
2. Persentil 50
Pi = i ( N+1 )
100
Pi = 50(40+1)100
Pi = 20,5
b. Menentukan harga persentil
1. Pesentil 5
Pi = b + p[ i ( N100 )−F
f ]Pi = 30 + 1,1 [5 ( 40/100 )−5
5 ]Pi = 30 + 1,1 [-0,6)
Pi = 30 +(-0,66)
Pi = 29,34
2. Persentil 50
Pi = b + p[ i ( N100 )−F
f ]Pi = 33,15 + 1,1 [50 (40 /100 )−13
14 ]Pi = 33,15 + 1,1 [0,5)
Pi = 33,15 +[0,55]
Pi = 33,7
G. Rentangan Tangan Ke Samping
Sub
group ke-
Hasil pengukuran (cm) Harga
rata-rata
64

1
2
3
4
5
160
168
181
173
169
148
175
160
168
171
179
165
170
155
174
171
180
175
149
156
170
168
160
161
171
181
169
157
165
168
171
176
165
171
175
178
174
170
178
163
169,75
171,88
167,25
165,00
168,38
Jumlah 842.25
1. Harga rata-rata dari harga rata-rata subgroup:
x = ∑X/k = 842,25/5 = 168,45 cm
2. Standar deviasi:
σ=√∑ ( X i− X́ )2
N
¿√ (160−168,45 )2+(148−168,45 )2+(179−168,45 )2+…+(163−168,45 )2
40
¿√ 2649,940
=√66,25=8,14
3. Standar deviasi dari distribusi harga rata-rata subgroup:
σx= σ√n
¿ 8,14√8
=2,88
4. Nilai Z table (Zt):
Misalkan β = 95 % maka Zt :
Zt = Z [1−( 1−β2 )]=Z [1−( 1−0,95
2 )]=Z [1−0,025 ]
¿ Z [0,975 ]=1,96
Hasil 1,96 didapat dari table T.
5. Batas kontrol atas dan batas kontrol bawah untuk uji keseragaman data:
BKA = x + Zt.σx = 202,2 + 1,96(3,45) = 208,97
BKB = x – Zt.σx = 202,2 - 1,96(3,45) = 195,43
6. Tes kecukupan data:
65

N '=[ Zt /α √N∑ X i
2−(∑ X i)2
∑ X i]2
¿¿¿
= 3,59
= 4 (data cukup karena N’ < N)
7. Distribusi frekuensi:
a. Range
Range = data max – data min
= 181-148
= 33
b. Banyaknya kelas
Banyak kelas = 1 + 3,3 log N
= 1 + 3,3 log 40
= 1 + 3,3(1,6)
= 6 kelas
c. Interval kelas
Interval kelas = Range
banyak kelas
=336
= 5,5
d. Trial dan error = 6
e. Table distribusi
Interval F Fk LCL UCL LCB UCB CM f.CM
148,0-153,9 2 2 148,0 153,9 147,95 153,95 150,95 301,90
154,0-159,9 3 5 154,0 159,9 153,95 159,95 156,95 470,85
160,0-165,9 6 11 160,0 165,9 159,95 165,95 162,95 977,70
166,0-171,9 1
6
27 166,0 171,9 165,95 171,95 168,95 2703,20
172,0-177,9 7 34 172,0 177,9 171,95 177,95 174,95 1224,65
178,0-183,9 6 40 178,0 183,9 177,95 183,95 180,95 1086,00
JUMLAH 6764
f. Mengukur tendensi sentral
66

1. Mean
Mean = ∑ f . CM
∑ f=
676440
=169,1
2. Median
Median = LCBmedian + i [ N2
−f med−1
f med]
= 165,95 + 6 [ 402
−11
16 ]= 165,95+ 6 [0,56]
= 169,31
3. Modus
X = LCBmodus + i [ b1
b1+b2]
= 165,95 + 6 [ 1010+9 ]
=165,95 + 6[0,53]
=169,13
4. Mengukur persentil
a. Menentukan letak persentil
1. Persentil 5
Pi = i ( N+1 )
100
Pi = 5(40+1)100
Pi = 2,05
2. Persentil 50
Pi = i ( N+1 )
100
Pi = 50(40+1)
100
Pi = 20,5
b. Menentukan harga persentil
1. Pesentil 5
67

Pi = b + p[ i ( N100 )−F
f ]Pi = 148 + 6 [5 ( 40/100 )−2
2 ]Pi = 148 + 6 [0]
Pi = 148 +[0]
Pi = 148
2. Persentil 50
Pi = b + p[ i ( N100 )−F
f ]Pi = 165,5 + 6 [ 50 (40 /100 )−11
16 ]Pi = 165,5 + 6 (0,56)
Pi = 165,5 + 3,38
Pi = 168,88
I. Lebar Pinggul
Sub group ke-
Hasil pengukuran (cm) Harga rata-rata
12345
3233,636,234,633,8
29,63532
33,634,2
35,8333431
34,8
34,23635
29,831,2
3433,632
32,234,2
36,233,831,433
33,6
34,2
35,23334,235
35,634,834
35,632,6
33,9534,3833,4533,0033,68
Jumlah 168,45
1. Harga rata-rata dari harga rata-rata subgroup:
x = ∑X/k = 168,45/5 = 33,69 cm
2. Standar deviasi:
σ=√∑ ( X i− X́ )2
N
68

¿√ (32−33,69 )2+ (29,6−33,69 )2+(35,8−33,69 )2+…+(32,6−33,69 )2
40
¿√ 10640
=√2,65=1,62
3. Standar deviasi dari distribusi harga rata-rata subgroup:
σx= σ√n
¿ 1,62√8
=0,58
4. Nilai Z table (Zt):
Misalkan β = 95 % maka Zt :
Zt = Z [1−( 1−β2 )]=Z [1−( 1−0,95
2 )]=Z [1−0,025 ]
¿ Z [0,975 ]=1,96
Hasil 1,96 didapat dari table T.
5. Batas kontrol atas dan batas kontrol bawah untuk uji keseragaman data:
BKA = x + Zt.σx = 33,69 + 1,96(0,58) = 34,83
BKB = x – Zt.σx = 33,69 - 1,96(0,58) = 32,56
6. Tes kecukupan data:
N '=[ Zt /α √N∑ X i
2−(∑ X i)2
∑ X i]2
¿¿¿
= 3,58
= 4 (data cukup karena N’ < N)
7. Distribusi frekuensi:
a. Range
Range = data max – data min
= 36,2-29,6
= 6,6
b. Banyaknya kelas
Banyak kelas = 1 + 3,3 log N
69

= 1 + 3,3 log 40
= 1 + 3,3(1,6)
= 6 kelas
c. Interval kelas
Interval kelas = Range
banyak kelas
=6,66
= 1,1
d. Trial dan error = 1,2
e. Table distribusi
Interval F Fk LCL UCL LCB UCB CM f.CM
29,6-30,7 2 2 29,6 30,7 ,95 30,75 30,15 60.3
30,8-31,9 3 5 30,8 31,9 153,95 31,95 31,35 94.05
32,0-33,1 8 13 32,0 33,1 159,95 33,15 32,55 260.4
33,2-34,3 1
4
27 33,2 34,3 165,95 34,35 33,75 472.5
34,4-35,5 7 34 34,4 35,5 171,95 35,55 34,95 244.65
35,6-36,7 6 40 35,6 36,7 177,95 36,75 36,15 217
JUMLAH 1348,8
f. Mengukur tendensi sentral
1. Mean
Mean = ∑ f . CM
∑ f=
1348,840
=33,72
2. Median
Median = LCBmedian + i [ N2
−f med−1
f med]
= 165,95 + 1,2 [ 402
−13
14 ]= 165,95+ 1,2 [0,5)
= 166,55
70

3. Modus
X = LCBmodus + i [ b1
b1+b2]
= 165,95 + 1,2 [ 66+7 ]
=165,95 + 1,2[0,46]
=166,50
4. Mengukur persentil
g. Menentukan letak persentil
1. Persentil 5
Pi = i ( N+1 )
100
Pi = 5(40+1)
100
Pi = 2,05
2. Persentil 50
Pi = i ( N+1 )
100
Pi = 50(40+1)
100
Pi = 20,5
h. Menentukan harga persentil
3. Pesentil 5
Pi = b + p[ i ( N100 )−F
f ]Pi = 29,6 + 6 [5 ( 40/100 )−2
2 ]Pi = 29,6 + 6 [0)
Pi = 29,6+(0)
Pi = 29,6
4. Persentil 50
Pi = b + p[ i ( N100 )−F
f ]71

Pi = 165,5 + 1,2 [50 (40 /100 )−1314 ]
Pi = 165,95 + 1,2 [0,5]
Pi = 165,95 + [0,6]
Pi = 166,55
J. Jangkauan Tangan Ke Depan Dari Bahu Sampai Ujung Jari
Sub group
ke-
Hasil pengukuran (cm) Harga
rata-rata
1
2
3
4
5
64
67
72
69
68
59
70
64
67
68
72
66
68
62
70
68
72
70
60
62
68
67
64
64
68
72
68
63
66
67
68
70
66
68
70
71
70
68
71
65
67.75
68.75
66.875
65.875
67.25
Jumlah 336,5
1. Harga rata-rata dari harga rata-rata subgroup:
x = ∑X/k 336,5/5 = 67,3 cm
2. Standar deviasi:
σ=√∑ ( X i− X́ )2
N
¿√ (64−67,3 )2+ (59−67,3 )2+(72−67,3 )2+…+(65−67,3 )2
40
¿√ 760,6340
=√19,02=4,36
3. Standar deviasi dari distribusi harga rata-rata subgroup:
σx= σ√n
¿ 4,36√8
=1,54
4. Nilai Z table (Zt):
Misalkan β = 95 % maka Zt :
Zt = Z [1−( 1−β2 )]=Z [1−( 1−0,95
2 )]=Z [1−0,025 ]
72

¿ Z [0,975 ]=1,96
Hasil 1,96 didapat dari table T.
5. Batas kontrol atas dan batas kontrol bawah untuk uji keseragaman data:
BKA = x + Zt.σx = 67,3 + 1,96(1,54) = 70,32
BKB = x – Zt.σx = 67,3 - 1,96(1,54) = 64,28
6. Tes kecukupan data:
N '=[ Zt /α √N∑ X i
2−(∑ X i)2
∑ X i]2
¿¿¿
= 3,55
= 6 (data cukup karena N’ < N)
7. Distribusi frekuensi:
a. Range
Range = data max – data min
= 72-59
= 13
b. Banyaknya kelas
Banyak kelas = 1 + 3,3 log N
= 1 + 3,3 log 40
= 1 + 3,3(1,6)
= 6 kelas
c. Interval kelas
Interval kelas = Range
banyak kelas
=136
= 2,17
d. Trial dan error = 2,2
e. Table distribusi
Interval F Fk LCL UCL LCB UCB CM f.CM
73

59,0-61,1 2 2 59,0 61,1 58,95 61,05 60,05 120.1
61,2-63,3 3 5 61,2 63,3 61,15 63,25 62,25 186.75
63,4-65,5 5 10 63,4 65,5 63,35 65,45 64,45 322.25
65,6-67,7 7 17 65,6 67,7 65,55 67,65 66,65 466.55
67,8-69,9 11 28 67,8 69,9 67,75 69,15 68,85 757.35
70,0-72,1 12 40 70,0 72,1 69,95 72,05 71,05 853
JUMLAH 2705.6
f. Mengukur tendensi sentral
1. Mean
Mean = ∑ f . CM
∑ f=
2705,640
=67,64
2. Median
Median = LCBmedian + i [ N2
−f med−1
f med]
= 67,75 + 2,2 [ 402
−17
11 ]= 67,75+ 2,2 [0,27)
= 68,35
3. Modus
X = LCBmodus + i [ b1
b1+b2]
= 67,75 + 2,2 [ 44+1 ]
= 67,75 + 2,2 [0,8]
=69,51
4. Mengukur persentil
1. Menentukan letak persentil
a. Persentil 5
Pi = i ( N+1 )
100
Pi = 5(40+1)
100
74

Pi = 2,05
b. Persentil 50
Pi = i ( N+1 )
100
Pi = 50(40+1)
100
Pi = 20,5
c. Menentukan harga persentil
a. Pesentil 5
Pi = b + p[ i ( N100 )−F
f ]Pi = 59 + 2,2 [5 ( 40/100 )−2
2 ]Pi = 59 + 2,2 [0]
Pi = 59 +(0)
Pi = 59
b. Persentil 50
Pi = b + p[ i ( N100 )−F
f ]Pi = 67,75 + 2,2 [50 (40 /100 )−17
11 ]Pi = 67,75 + 2,2 (0,27)
Pi = 67,75 + 0,6
Pi = 68,35
K. Tinggi bahu dalam posisi duduk
Sub group ke-
Hasil pengukuran (cm) Harga rata-rata
12345
5260605752
4762525352
6054565058
5860584850
5855525256
6058515453
5456545658
5954567145
56,0057.3854.8855.1353,00
Jumlah 276,38
75

1. Harga rata-rata dari harga rata-rata subgroup:
x = ∑X/k = 276,38/5 = 55,28 cm
2. Standar deviasi:
σ=√∑ ( X i− X́ )2
N
¿√ (52−55,28 )2+ (47−55,28 )2+(60−55,28 )2+…+(45−55,28 )2
40
¿√ 860,0840
=√21,50=4,64
3. Standar deviasi dari distribusi harga rata-rata subgroup:
σx= σ√n
¿ 4,64√8
=1,64
4. Nilai Z table (Zt):
Misalkan β = 95 % maka Zt :
Zt = Z [1−( 1−β2 )]=Z [1−( 1−0,95
2 )]=Z [1−0,025 ]
¿ Z [0,975 ]=1,96
Hasil 1,96 didapat dari table T.
4. Batas kontrol atas dan batas kontrol bawah untuk uji keseragaman data:
BKA = x + Zt.σx = 55,28 + 1,96(1,64) =58,49
BKB = x – Zt.σx = 55,28 - 1,96(1,64) = 52,06
6. Tes kecukupan data:
N '=[ Zt /α √N∑ X i
2−(∑ X i)2
∑ X i]2
¿¿¿
= 10,71
= 11 (data cukup karena N’ < N)
7. Distribusi frekuensi:
a. Range
76

Range = data max – data min
= 71-45
= 26
b. Banyaknya kelas
Banyak kelas = 1 + 3,3 log N
= 1 + 3,3 log 40
= 1 + 3,3(1,6)
= 6 kelas
c. Interval kelas
Interval kelas = Range
banyak kelas
=266
= 4,33
d. Trial dan error = 4,5
e. Table distribusi
Interval F Fk LCL UCL LCB UCB CM f.CM
45,0-49,4 3 3 45,0 49,4 44,95 49,45 94,4 141.6
49,5-53,9 11 14 49,5 53,9 49,45 53,95 51,7 568.7
54,0-58,4 18 32 54,0 58,4 53,95 58,45 56,2 1011.6
58,5-62,9 7 99 58,5 62,9 58,45 62,95 60,7 424.9
63,0-67,4 0 39 63,0 67,4 62,95 67,45 65,2 0
67,5-71,9 1 40 67,5 71,9 67,45 71,95 69,7 70
JUMLAH 2216,5
f. Mengukur tendensi sentra
1. Mean
Mean = ∑ f . CM
∑ f=
2216,540
=55,43
2. Median
Median = LCBmedian + i [ N2
−f med−1
f med]
77

= 53,95 + 4,5 [ 402
−14
18 ]= 53,95+ 4,5 [0,33)
= 55,45
3. Modus
X = LCBmodus + i [ b1
b1+b2]
= 53,95 + 4,5 [ 77+11 ]
= 53,95 + 4,5 [0,39]
= 71,45
g. Mengukur persentil
a. Menentukan letak persentil
1. Persentil 5
Pi = i ( N+1 )
100
Pi = 5(40+1)
100
Pi = 2,05
2. Persentil 50
Pi = i ( N+1 )
100
Pi = 50(40+1)
100
Pi = 20,5
b. Menentukan harga persentil
1. Pesentil 5
Pi = b + p[ i ( N100 )−F
f ]Pi = 45 + 4,5 [ 5 ( 40/100 )−3
3 ]Pi = 45 + 4,5 [-0,33]
Pi = 45 +(-0,33)
78

Pi = 44,67
2. Persentil 50
Pi = b + p[ i ( N100 )−F
f ]Pi = 53,95 + 4,5 [50 (40 /100 )−14
18 ]Pi = 53,95 + 4,5 (0,33)
Pi = 53,95 + 3,38
Pi = 55,44
L. Tinggi siku dalam posisi duduk yang diukur dari lantai
Sub group ke-
Hasil pengukuran (cm) Harga rata-rata
12345
6164696665
5667616465
6963655967
6569695759
6564616165
6965606364
6567636567
6967656862
64.87565.75
64.12562.87564.25
321,88
1. Harga rata-rata dari harga rata-rata subgroup:
x = ∑X/k = 321,88/5 = 64,38 cm
2. Standar deviasi:
σ=√∑ ( X i− X́ )2
N
¿√ (61−64,38 )2+(56−64,38 )2+ (69−64,38 )2+…+ (62−64,38 )2
40
¿√ 441,3840
=√11,03=3,32
3. Standar deviasi dari distribusi harga rata-rata subgroup:
σx= σ√n
¿ 3,32√8
=1,17
4. Nilai Z table (Zt):
Misalkan β = 95 % maka Zt :
79

Zt = Z [1−( 1−β2 )]=Z [1−( 1−0,95
2 )]=Z [1−0,025 ]
¿ Z [0,975 ]=1,96
Hasil 1,96 didapat dari table T.
5. Batas kontrol atas dan batas kontrol bawah untuk uji keseragaman data:
BKA = x + Zt.σx = 64,38 + 1,96(1,17) = 66,68
BKB = x – Zt.σx = 64,38 - 1,96(1,17) = 62,07
6. Tes kecukupan data:
N '=[ Zt /α √N∑ X i
2−(∑ X i)2
∑ X i]2
¿¿¿
= 4,09
= 4 (data cukup karena N’ < N)
7. Distribusi frekuensi:
a. Range
Range = data max – data min
= 69-56
= 13
b. Banyaknya kelas
Banyak kelas = 1 + 3,3 log N
= 1 + 3,3 log 40
= 1 + 3,3(1,6)
= 6 kelas
c. Interval kelas
Interval kelas = Range
banyak kelas
=136
= 2,17
d. Trial dan error = 2,2
e. Table distribusi
Interval F Fk LCL UCL LCB UCB CM f.CM
80

56,0-58,1 2 2 56,0 58,1 55,95 58,15 57,05 114.1
58,2-60,3 3 5 58,2 60,3 58,15 60,35 59,25 177.75
60,4-62,5 5 10 60,4 62,5 60,35 62,55 61,45 307.25
62,6-64,7 7 17 62,6 64,7 62,55 64,75 63,65 445.55
64,8-66,9 11 28 64,8 66,9 64,75 66,95 65,85 724.35
67,0-69,1 12 40 67,0 69,1 66,95 69,15 68,05 817
JUMLAH 2585.6
f. Mengukur tendensi sentral
1. Mean
Mean = ∑ f . CM
∑ f=
2585,640
=64,64
2. Median
Median = LCBmedian + i [ N2
−f med−1
f med]
= 64,75 + 2,2, [ 402
−17
11 ]= 64,75+ 2,2 [0,27)
= 65,34
3. Modus
X = LCBmodus + i [ b1
b1+b2]
= 64,75 + 2,2 [ 44−1 ]
= 64,75 + 2,2 [1,33]
=67, 68
4. Mengukur persentil
a. Menentukan letak persentil
2. Persentil 5
81

Pi = i ( N+1 )
100
Pi = 5(40+1)
100
Pi = 2,05
3. Persentil 50
Pi = i ( N+1 )
100
Pi = 50(40+1)100
Pi = 20,5
b. Menentukan harga persentil
1. Pesentil 5
Pi = b + p[ i ( N100 )−F
f ]Pi = 56 + 2,2 [5 ( 40/100 )−2
2 ]Pi = 56 + 2,2 [0)
Pi = 56 +(0)
Pi = 56
2. Persentil 50
Pi = b + p[ i ( N100 )−F
f ]Pi = 64,75 + 2,2 [50 (40 /100 )−17
11 ]Pi = 64,75 + 2,2 [0,27]
Pi = 64,75 + 0,594
Pi = 65,34
4.3. Perancangan System Kerja
4.3.1. Perancangan Ergonomi
82

Dalam percobaan ini dirancang sebuah perlengkapan kantor yaitu kursi, lemari dan
meja. Pengukurannya berdasarkan nilai rata-rata maupun nilai maksimum dari tubuh
manusia yang telah diambil sampelnya sebanyak 40 orang. Penggunaan rata-rata maupun
nilai maksimum bertujuan agar kesesuaian dimensi tubuh manusia terhadap ukuran
tempat berkerja yang akan dibuat dapat menjadi ergonomis, nyaman, dan dapat
digunakan oleh semua manusia yang berkerja di kantor.
Berikut adalah ukuran tempat berkerja yang akan kami buat:
a. Kursi
1. Lebar pinggul, menggunakan nilai maksimum yaitu 36,20 cm
2. Tinggi lutut yang diukur dari lantai dalam posisi duduk, menggunakan nilai rata-
rata atau mean yaitu 40,12 cm
3. Panjang paha yang diukur dari pantat sampai dengan bagian belakang dari lutut,
menggunakan nilai rata-rata atau mean yaitu 44,19 cm
4. Lebar bahu, menggunakan nilai maksimum yaitu 42 cm
5. Tinggi bahu yang diukur dari pantat dalam posisi duduk dengan menggunakan
nilai maksimum yaitu 55,43 cm
Gambar 4.1. Ukuran bagian-bagian kursi
b. Meja
83

1. Panjang maja menggunakan data Rentang tangan ke samping, data yang kami
gunakan adalah nilai maksimum yaitu 181 cm
2. Lebar meja menggunakan data Jangkauan tangan ke depan , data yang kami
gunakan adalah nilai rata-rata atau mean yaitu 67,3 cm
3. Tinggi meja menggunakan data Tinggi siku dalam posisi duduk yang diukur dari
lantai, data yang digunakan adalah nilai rata-rata atau mean yaitu 64,37 cm
4. Tinggi pijakkan kaki menggunakkan tinggi lutut yang diukur dari lantai posisi
duduk.
Gambar 4.2. Ukuran bagian-bagian meja
c. Lemari
1. Panjang lamari menggunakan data rentang tangan ke samping, data yang
digunakan adalah nilai rata-rata atau mean yaitu 168,45 cm
2. Tinggi lemari menggunakan data jangkauan tangan dalam posisi berdiri tegak
lurus ke atas, data yang digunakan adalah nilai rata-rata atau mean yaitu 202,2
cm
3. Lebar lemari menggunakan data Jangkauan tangan ke depan, data yang
digunakan adalah nilai rata-rata atau mean yaitu 67,3 cm.
84

Gambar 4.3. Ukuran bagian-bagian lemari
4.3.2. Perancangan Display
Dalam percobaan ini dirancang sebuah papan nama yaitu tempat servis computer
dan laptop. Papan nama ini dirancang dengan jarak pandang maksimal 20 meter,
sehingga dapat ditentukan display dan ukuran-ukuran huruf yang sesuai.
Kejelasan tulisan juga dipengaruhi oleh display warna tulisan terhadap warna
background nya. Kombinasi warna yang akan digunakan adalah background biru
muda dan tulisan warna hitam, karena kombinasi ini dapat memungkinkan dengan
jelas pembacanya.
1. Perhitungan Display huruf
Diketahui jarak pandang 12 meter.
12 meter = 1200 cm
Maka:
1. Tinggi huruf (h)
H = JP/200
=1200/200 = 6 cm
2. Lebar huruf (L)
L = 2/3 x h
= 2/3 x 6 = 4 cm
85

3. Jarak antar huruf
Jarak antar huruf = 1/5 x h
= 1/5 x 6 = 1,2 cm
4. Jarak antar dua kata
Jarak antar dua kata = 2/3 x h
= 2/3 x 6 = 4 cm
5. Tebal huruf
Tebal huruf = 1/6 x h
= 1/6 x 6
= 1 cm
2. Display warna
86

Gambar 4.3. display huruf dan warna
87
Related Documents