VALUE STREAM MAPPING (VSM) Facilitador: ING. JULIA ANGELICA GUERRERO L.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
-
VALUE STREAM MAPPING (VSM)
Facilitador:
ING. JULIA ANGELICA GUERRERO L.
-
Introducir y elaborar el mapeo de la cadena de valor,
mapa actual, futuro y planes de mejoramiento.
OBJETIVO:
-
AGENDA
1. Que es Mapeo de la cadena de Valor
(VSM)?;
2. Objetivos del VSM;
3. Por qu es importante el VSM?;
4. Metodologa de trabajo
5. Cierre de la Jornada
-
Qu es Cadena de valor?
Son todos los pasos o actividades (queadicionan o no adicionan valor)
requeridas para realizar un producto
desde las materias primas hasta el
cliente final.
Proveedor. Cliente.PROCESO A
PROCESO
B
PROCESO
C
-
Qu es Mapeo de la Cadena de Valor? Tipos de flujos que se encuentran:
Flujo de materiales, desde cuando se reciben las materias primas de los proveedores hasta la entrega final del producto al cliente final.
Flujo de informacin, soporta y direcciona el flujo de materiales para la transformacin de los materiales a productos terminados. Desde cuando el cliente realiza la orden del producto hasta cuando las materias primas son pedidas.
Flujo de personas y procesos, soportan otros dos flujos. Es necesario para que los otros dos flujos se realicen en la compaa y no se detenga la produccin.
-
Qu es Mapeo de la Cadena de Valor? Materiales & Informacin
Informacin
OrdenesPronsticos
Materiales
Cliente.
-
Objetivos del VSM
Identificar todos los pasos del proceso trabajando desde que el cliente ordena hasta que recibe el producto final.
Identificar el flujo de materiales y de informacin y el efecto de ellos entre si.
Distinguir entre actividades que adicionan valor al producto y actividades que no adicionan valor al
producto (desperdicio).
-
Por qu es importante el VSM?
Es el primer paso para implementar Lean.
Visualiza el proceso.
Crea el estado actual de su proceso.
Permite entender el mapa general del proceso por cualquierpersona en la compaa.
Resalta las conexiones entre materiales y informacin.
Es un lenguaje comn para todos en la compaa.
Permite identificar las principales oportunidades demejoramiento.
-
3. Por qu es importante?
EL VSM ayuda a identificar las oportunidades para reducir los desperdicios por medio deldetalle de los flujos de materiales, informacin y personas
Sobre produccin
Transporte
Tiempo de Espera
Inventarios InnecesariosProcesos innecesarios
Movimientosinnecesarios
Mala Calidad
Sobre produccin
El octavo tipo de desperdicio es el talento de las personas
Cualquier movimiento que no adicione valor
Cualquier reparacin, reproceso, chatarra o residuo
Esperando por partes,
esperando por la maquina
realice su ciclo
Produccin mucho o produccin muy pronto
Cualquier movimiento
que no sea esencia
es un desperdicio
Cualquier producto de mas que el mnimo necesario para realizar el trabajo. sobreprocesamiento
-
DesperdiciosDesperdicio Definicin Solucin
Sobre-produccin Producir ms pronto, mas rpido o en mayor
cantidad que la demanda del cliente.
Solo producir lo que el cliente quiere cuando lo quiere.
Tiempo de espera Las personas o partes esperando para que un
ciclo de trabajo se complete.
Rebalancear las actividades para remover los tiempos de espera, y dejar solo el tiempo
de espera esencial visible
Transporte Excesivo movimiento de personas, informacin,
de mercanca resultando perdida de tiempo,
esfuerzo y costo.
Relocalizar los procesos e introducir rutas estndares de transporte
Sobre
procesamiento
Procesamiento ms all del nivel requerido por
el cliente.
Usar las herramientas o equipos que no son los
adecuados,
Proporcionar estndares claros para cada proceso
Inventarios
Innecesarios
Almacenamiento excesivo de materias primas,
productos intermedios o de producto final.
Mejorar el sistema de control de la produccin y comprometerse a reducir los
inventarios innecesarios
Mala calidad Un producto que no cumple con las condiciones
especificas. Este se debe hacer bien a la
primera vez. Repeticin o correccin de
procesos.
Analizar la ruta de causa del problema
Movimientos
Innecesarios
Pobre distribucin de la organizacin, de
equipos, de cuartos, de los puestos de trabajo.
Organizar a las personas y estaciones de
trabajo usando la estandarizacin del trabajo
para disminuir los movimientos
-
Qu hace esta herramienta?
Utiliza simples iconos y grficos para mostrar lasecuencia y el movimiento de la informacin,
materiales y las otras actividades de la cadena de
valor.
Ayuda a los trabajadores a entender como son losflujos de informacin y de materiales
-
Ejemplo Proveedor
I 20
Das
Conductor
2 semana
Diario
Cliente
Termoformado
C/T=15seg C/O=15-50min
C/T=190seg C/O=10min
Troquelado
C/T=45seg C/O=20-70min I
20 Das 4 Das5 Das15 seg. 45 seg. 190 seg.
Control de laProduccin
Ordenes
OPI
Programacin Del envo OPI
Diarias
60-Das Pronostico
Ordenessemanales
4 Das
I5 Das
Estampado
Flujo de materiales
Flujo de informacin
-
Metodologa trabajo
Familia del productoo servicio
Mapa presente del proceso
Mapa futuro del proceso
Plan de Trabajo e Implementacin
Observacionesdel proceso
Flujo Informacin
Flujo Materiales
Diagrama Espagueti
-
Metodologa
-
Metodologa
-
Familia del producto Cuando se vaya al suelo de produccin no se va a dibujar todo. (Solo que fuera
una planta pequea)
El Primer paso es identificar una familia del producto.
VSM trabaja solo con una familia de producto que va de puerta a puerta en la planta.
Identificar la familia del producto puede realizar de la siguiente manera:
1. Cuando solo hay un producto con los mismos procesos.
2. Cuando sus productos son varios pero maneja diferentes volmenes.
3. Cuando sus productos son varios y manejas similares procesos.
-
a. Cuando solo hay un producto con
los mismos procesos.
-
b. Cuando sus productos son varios
pero manejan diferentes volmenes.
No. Producto Cantidad Acumulado % % acumulado
1 SL TANGO KIT CEJAS 25000 25000 15,15 15,15
2 LAPIZ PIJAMA BL X 4 21000 46000 12,72 27,87
3 SL ESI EZENSI COLOR SOM X 10 20000 66000 12,12 39,99
4 SL ESI EZENSI COLOR SOM X 10 20000 86000 12,12 52,11
5 SL ESI EZENSI COLOR SOM X 10 20000 106000 12,12 64,23
6 SL ESI EZENSI COLOR SOM X 10 20000 126000 12,12 76,35
7 SL-166-B/ 16000 142000 9,70 86,04
8 RESALTADOR Z4 NARANJA B X 1 4.500 146500 2,73 88,77
9 WIDE BODY MICKEY X12 4.451 150951 2,70 91,47
10 RESALTADOR TEX NARANJA CAJILLA X 10 4.000 154951 2,42 93,89
11 RESALTADOR Z4 AMARILLO 3.420 158371 2,07 95,96
12 RESALTADOR TEX AMARILLO CAJILLA X 10 3.420 161791 2,07 98,04
13 BRITE LINER AMARILLO CALILLA X 12 3.240 165031 1,96 100,00
-
b.Cuando sus productos son varios pero manejan
diferentes volmenes
0
5000
10000
15000
20000
25000
SL T
AN
GO
KIT
CEJA
S
LA
PIZ
PIJ
AM
A B
L X
4
SL E
SI E
ZEN
SI C
OLO
R S
OM
X 1
0
SL E
SI E
ZEN
SI C
OLO
R S
OM
X 1
0
SL E
SI E
ZEN
SI C
OLO
R S
OM
X 1
0
SL-1
66-B
/
RESA
LTA
DO
R Z
4 N
AR
AN
JA B
X 1
WID
E B
OD
Y M
ICK
EY
X12
RESA
LTA
DO
R T
EX
NA
RA
NJA
CA
JILLA
X 1
0
RESA
LTA
DO
R Z
4 A
MA
RIL
LO
RESA
LTA
DO
R T
EX
AM
AR
ILLO
CA
JILLA
X 1
0BR
ITE L
INER
AM
AR
ILLO
CA
LIL
LA
X 1
2
-
c. Cuando sus productos son varios y
manejan procesos similares.Volumen Producto T ER M OF OR
M A D O
T ER M OF OR
M A D O SKIN
T R OQUE
LA D O
EST A M
P A D O
M A QUI
LA
D OB LE
Z
EN GO
M A D O
SELL
A D O
R UT EA D O
25000 SL TANGO KIT CEJAS x x x21000 LAPIZ PIJAM A BL X 4
20000 SL ESI EZENSI COLOR
SOM X 10 x x x20000 SL ESI EZENSI COLOR
SOM X 10 x x x20000 SL ESI EZENSI COLOR
SOM X 10 x x x20000 SL ESI EZENSI COLOR
SOM X 10 x x x16000 SL-166-B/ x x x15000 BLISTER LAPISX4
14400 BU2 SKIN X2 (NEGRO-
ROJO)
13000 SL ESI EZENSI COLOR
SOM X 10 x x x12000 SL EBEL NUIT M AGIQUE
EST x x x11000 SL ESIKA RUBOR
COM PACTO 171 -B/ x x x10368 CRISTAL 3 NEGRO 1
ROJO
10000 BURBUJA TERM O Y
TROQUE REF: PIE
10000 SL ESIKA POL DOB
COM P ACABA 6G x x x9000 ETIQUETAS FESTORTAS
PEQUEAS
7200 LAPIZ ROJO CARM IN
CAJILLA X 10
5960 COM FORT TWIN
POUCH X 3
5444 M AQUILA SHIM M ER M IX
3X4
5184 EM PAQUE SKIN
CRISTAL 3 NEGRO + 1
AZUL
-
c. Cuando sus productos son varios
y manejan procesos similares
40 % del volumen de la produccin
Demanda total mensual = 417.500 unidades
Productos con la misma ruta de
procesos
Total de Volumen requerido
Termo- Troque Estampado 167.000
Termoformado Sellado
Termoformado Skin - Sellado
-
MAPA PRESENTE DEL PROCESO
Simbologa
Recoleccin de la informacin
Flujo de materiales
Flujo de informacin
Observaciones
Diagrama Espagueti
Anlisis al detalle
Otras medidas de desempeo
-
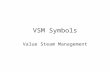
VSM Smbolos
Cliente/ Proveedor Cajas de proceso
Inventario Caja de Informacin
Control de la produccin
Transporte Flecha de flujo Operador
Recurso: Rother & Shock (2003)
Lnea del tiempo
PROCESO
Control de la
produccin
Flujo de informacin Manual
Flujo de informacin electrnica
Smbolos de informacin
Comunicacin verbal
-
VSM: Recoleccin de la Informacin
Aliste lpiz, papel y cmara. Entienda primero el proceso. Comience con la orden del cliente y vaya de atrs
hacia delante en el proceso.
Identifique que datos va tomar del proceso Realice todo el mapa usted mismo. Pregunte, si tiene que clarificar alguna duda. El equipo debe estar listo par ir al campo y caminar
alrededor.
Analice las operaciones, sin interrumpirlas.
-
Boceto del flujo segn como lo vea.
Modifique lo que vea mientras se analizan las
operaciones.
Concntrese en el flujo y las interacciones. Esto no tiene
que lucir lindo.
Rena su propia informacin; no crea en lo
que los dems dicen.
Si lo ve por si mismo, entender!
No divida el flujo de informacin y materiales, se
debe entender de principio a
final.
Caminar rpidamente y obtener el sentido del flujo
y la secuencia de las
operaciones.
Caminar en el proceso desde el recibo de materias primas hasta
despacho de producto terminado
Capturar la informacin relevante del proceso a medida que va
realizando el anlisis.
Ejemplo:
Tiempo de ciclo
WIP
Tiempo de montaje
Numero de operarios
Horas trabajadas
Etc.
VSM: Recoleccin de la Informacin
Hazlo tu mismo
Usar un lpiz
Revisin Rpida
Anlisis en detalle
-
VSM: Flujo de Materiales
Troquelado Termoformado Inspeccin Empaque ???
Maquilado Sellado
1. Identificar las actividades2. Identificar las entrada (Materias primas principales Nombre de proveedores) y salidas (nombre de productos finales y cantidades)3. Colocar los pasos del proceso en post it.4. Clasificar los pasos.5. Crear la secuencia y vnculos de los pasos.
Inventarios
-
VSM: Flujo de Informacin
Comercial
Contabilidad
Proveedor.Cliente.
Compras
TALENTO HUMANO
MANTENIMIENTO
TESORERACONTROLDOCUMENTAL
Con que frecuencia se comunica el cliente?DiarioSemanal Mensual
Produccin
ALMACN
DESPACHOS
-
VSM: Flujos
Procesos
Flujo de materiales de Izquierda a derecha
A B C D E
ClienteProduccin Proveedor
-
PRIMERA ACTIVIDAD
En la planta
-
Tomar papel y lpiz.
Familia de producto:
Ir al proceso, dibujar el flujo de materiales y informacin con las interacciones entre ellas (10 minutos). Comience con el producto cliente y vaya hacia atrs hasta llegar a la orden de compra enviada por el cliente.
Realizar la actividad en grupos de dos personas.
Presentacin de las respuestas (10 minutos)
DURACIN TOTAL: 25 min.
Instrucciones
-
DIBUJAR EL MAPA ACTUAL DE INFORMACIN, MATERIALES E INTERACCIONES
Proceso
Proveedor ClienteProduccin
-
VSM: Observaciones
1. Registre todos los pasos del proceso.2. Recolecte los datos del proceso.
-
Las actividades que las personas o trabajadores en un
proceso se pueden clasificar de la siguiente manera:
VSM: Observaciones
Agregan valor (AV)
No agregan valor (NAV)
Necesarias pero no agregan
valor (NNAV)
-
VSM: Observaciones
-
VSM: Diagrama Espagueti
1. Registre todos los pasos del
proceso.
2. Recolecte los datos del proceso.
3. Identifique los lugares de
inventarios (materias primas,
producto en proceso y producto
terminado)
4. Identifique el rea total de la
planta y el
total utilizado para estas
operaciones.
-
VSM: Diagrama Espagueti
1
2
34
8
-
VSM: Diagrama Espagueti
56
7
-
VSM: Anlisis al detalle
Tomar datos del proceso.
Identificar histricos de los procesos si no se encuentra informacin.
Frecuencia de envo de informacin entrega de materias primas o envos.
Tiempo y cantidad que lleva las materias primas, producto en proceso o producto terminado sentado en el piso.
Como el cliente pide sus productos(electrnicamente, una llamada, fax, etc..)
Como comercial transforma esa informacin o a quien es enviada o como es enviada a produccin)
-
VSM: Anlisis al detalle
EbelLa primera vista del mapa presente es
mostrar el cliente y su demanda167.000 unidades de sales/mensuales
Entrega en cajas = 5000 unidades
2 turnos
-
I 20
Das
Despacho
Cliente
Termoformado Troquelado
I4 Das1400 unidades
I5 Das1000 unidades
Estampado
La segunda vista del mapa
presente es mostrar los
procesos, las cajas de
informacin y el inventario
167.000 unidades de sales/mensuales
Entrega en cajas = 5000 unidades
2 turnos
-
La tercera vista del mapa presente es
mostrar el flujo de materiales y
medidas de desempeo
I 20
Das
Despacho
Diario
Cliente
Termoformado
C/T=15seg C/O=15-50min
C/T=190seg C/O=10min
Troquelado
C/T=45seg C/O=20-70min I
4 Das1400 unidades
I5 Das1000 unidades
Estampado
C/T=15seg C/T=45seg
167.000 unidades de sales/mensuales
Entrega en cajas = 5000 unidades
2 turnos
-
DescripcinMedidas del proceso
Tiempo de Ciclo (C/T) (seg.) Tiempo para producir una unidad (En general, es el tiempo que tarda antes que el ciclo se repita.)
Tiempo de alistamiento de equipos
(seg..)
Tiempo necesario para que el equipo est en optimas condiciones para comenzar el trabajo. Ejemplos: Prendido del equipo;
limpieza; revisin de condiciones elctricas; Revisin de que las funciones del equipo se estn realizando.
Tiempo de cambio de referencia
(seg.):
El lapso de tiempo ocurrido desde cuando se termina la produccin de la ltima pieza correcta del producto A y se produce la
primer pieza correcta del producto B.
Numero de maquinas por operacin. Nmero de equipos que se utilizan para realizar una misma actividad en el proceso.
Numero de operadores por equipo. Nmero de personas que se utilizan para realizar la misma actividad.
Porcentaje de rechazo (%): Porcentaje de producto que ha sido retrabajado, rechazado o no conforme (algunas veces difcil de cuantificar)
Inventario La cantidad de materias primas, producto en proceso y terminado que se encuentra en esperando en la planta.
Numero de turnos: Nmero de turnos que se utilizan para realizar esa actividad.
Distancia (m.): Distancia que las partes recorren de actividad en actividad en la planta.
Disponibilidad en el proceso (seg..): El tiempo que se utiliza para la produccin. Este se calcula restndole al tiempo total de trabajo el tiempo de paradas
programadas (descansos,, almuerzo, reuniones, etc.)
Parada por mantenimiento correctivo
(seg..):
Tiempo que se utiliza para reparar el equipo cuando se rompe algo o se daa algo del este y que no esta planeado.
Paradas menores (seg.): Tiempo que se utiliza para que el operario para acomodar el equipo o las materias primas o realizar otras actividades no
comunes de la produccin. Ejemplos: Limpiar los troqueles, moldes, revisar el equipo, ir al bao, buscando la materia prima o
para acomodar una pieza. Estas se pueden realizar muchas veces en un hora de trabajo y no son contabilizadas, por que no son
muy repetitivas.
Uptime (%): Esta medida muestra como un proceso o actividad usa el tiempo disponible. Este se calcula Tiempo disponible en el proceso
menos (los tiempos de alistamiento tiempo de parada menores tiempo de mantenimiento correctivo) dividido el tiempo disponible en el proceso por 100.
-
SEGUNDA ACTIVIDAD
Identificar las medidas de
desempeo del proceso
-
Tomar papel, lpiz y cronmetro.
Hallar las medidas de proceso anteriormente explicadas (Tiempo de ciclo, tiempo de alistamiento, No. de operadores por equipo, etc..)
Ver el video y tomar el tiempo de ciclo (10 minutos).
Actividades:
- Llenar los datos de la caja de cada proceso.
Presentacin de las respuestas (10 minutos)
DURACIN TOTAL = 20 Minutos Max.
Instrucciones
-
Video termoformado Tiempo de Ciclo (C/T)
(seg) 39
Tiempo de
alistamiento de
equipos (seg.) 1800
Tiempo de cambio de
referencia (seg.): 1800
Numero de maquinas
por operacin. 1
Numero de
operadores por
equipo. 1
Porcentaje de rechazo
(%): 0
Numero de turnos: 1
Distancia (m.): 50
Disponibilidad en el
proceso (seg.):
Parada por
mantenimiento
correctivo (seg.): 600
Paradas menores
(seg): 1800
Uptime (%):
IDasunidades
-
Tiempo de alistamiento = Histrico o preguntar a laspersonas en el proceso.
Porcentaje de rechazo = Porcentaje de producto queha sido retrabajado, rechazado o no conforme.
Merma: cantidad de producto sobrante de laoperacin.
SEGUNDA ACTIVIDAD
-
Tiempo total de trabajo (seg..):
10 horas x turno = 60x60x10 = 36,000 seg/turno
Tiempo de paradas programadas (descansos,, almuerzo, reuniones, etc.) = 1 hora y 25 min. = 60 x 85 = 5100 seg.
Disponibilidad en el proceso (seg..) =
36,000 5100= 30,900 seg/turno
SEGUNDA ACTIVIDAD
-
Uptime (%) = Tiempo disponible en el proceso menos (los tiempos dealistamiento tiempo de parada menores tiempo de mantenimientocorrectivo) dividido el tiempo disponible en el proceso por 100.
= (30,900 seg/turno (1800) (600) - (1800)) / 30,900 seg/turno
Uptime (%) = 86.4 %
SEGUNDA ACTIVIDAD
-
La cuarta vista del mapa presente es mostrar el flujo de informacin
Proveedor
2 semana
Termoformado Troquelado
Control de laProduccin
Ordenes
OPI DiariasProgramacin Del envo OPI
Diarias
60-Das Pronostico
Ordenessemanales
I 20
Das
Termoformado
C/T=15seg C/O=15-50min
C/T=190seg C/O=10min
Troquelado
C/T=45seg C/O=20-70min I
4 Das1400 unidades
I5 Das1000 unidades
Estampado
C/T=15seg C/T=45seg
Despacho
Cliente
167.000 unidades de sealesr/mensuales
Entrega en cajas = 5000 unidades
2 turnos
3000 unidades
-
TERCERA ACTIVIDAD
Tomar los datos del proceso
reales en la planta
-
Tomar papel, lpiz y cronmetro.
Hallar las medidas de la familia de procesos escogida (Tiempo de ciclo, tiempo de alistamiento, No. de operadores por equipo, etc..)
Actividades y responsabilidades:
- Observaciones por cada actividad (desperdicios y tipos de actividades) -
tareas
- Medidas de desempeo por cada rea
- Mapa espagueti y distancias
- DURACION TOTAL = 1 hora y 15 minutos
Instrucciones
-
Recoleccin de Datos del Proceso Tiempo Ciclo
Tiempo Takt
Tiempo de Set up
Nivel de calidad (RTY)
Retrabajos
Inventario proceso (WIP)
Tiempo disponible del equipo (uptime)
Tamao de lotes (Batch size)
Nmero de Operadores
Demanda
Desperdicios (Scrap)
-
DIBUJAR EL MAPA ACTUAL DE INFORMACIN, MATERIALES E INTERACCIONES
Proceso
Cajas deDatos
Lnea de tiempo
Proveedor ClienteProduccin
-
TERCERA ACTIVIDADACTIVIDAD RESPONSABLES
Mapa espagueti y distancias (identificacin de lugares de
almacenamiento y metros cuadrados del la plata y utilizados por esa
familia de producto)
Termoformado
Observaciones (desperdicios y AV, NAV y NNAV)
Medidas de desempeo (T/C, C/O, .
Troquelado
Observaciones (desperdicios y AV, NAV y NNAV)
Medidas de desempeo.
Inspeccin y empaque
Observaciones (desperdicios y AV, NAV y NNAV)
Medidas de desempeo.
Estampado
Observaciones (desperdicios y AV, NAV y NNAV)
Medidas de desempeo.
Inspeccin
Observaciones (desperdicios y AV, NAV y NNAV)
Medidas de desempeo.
Empaque
Observaciones (desperdicios y AV, NAV y NNAV)
Medidas de desempeo.
Despacho
Flujo de Informacin
-
20 Das 4 Das5 Das15 seg. 45 seg. 190 seg.
La quinta vista del mapa presente es mostrar la lnea de tiempo en el proceso.
Proveedor
2 semana
Termoformado Troquelado
Control de laProduccin
Ordenes
OPI DiariasProgramacin Del envo OPI
Diarias
60-Das Pronostico
Ordenessemanales
I 20
Das
Termoformado
C/T=15seg C/O=15-50min Uptime = 88%
C/T=190seg C/O=10minUptime = 90 %
Troquelado
C/T=45seg C/O=20-70minUptime= 80 %
I4 Das1400 unidades
I5 Das1000 unidades
Estampado
C/T=15seg C/T=45seg
Despacho
Cliente
167.000 unidades de sealesr/mensuales
Entrega en cajas = 5000 unidades
2 turnos
3000 unidades
-
Lnea de tiempo en el proceso
Total
Tiempo de ciclo total (seg..) Suma de los tiempos de ciclos de todas las
operaciones.
270 seg.
Tiempo de entrega. (lead time) Periodo que mide desde la realizacin de un pedido
hasta la entrega efectiva del producto o servicio. Se
cuenta desde el tiempo que las materias primas estn
sentadas en el piso hasta que estas se transforman en
producto final y son entregadas al cliente final.
29 das
Inventario en proceso La sumatoria de las unidades que se encuentran en
materias primas, inventarios intermedios y productos
terminados. (3000 unidades, 1000 unidades y 1400
unidades en los procesos).
5400 unidades
Uptime total Es la multiplicacin de las facciones de los porcentajes
de uptime en cada actividad. (0.88 x 0.80 x 0.90)
63 %
Distancia total Suma de las distancia recorrida por el material durante
el proceso.
200 metros
Numero de colaboradores en la lnea Suma de los gestores en las operaciones realizadas 3 personas
20 Das 4 Das5 Das15 seg. 45 seg. 190 seg.
-
Otras medidas de desempeo
Takt time
Balance de la lnea de trabajo.
-
Takt time
Es una palabra en alemn que significa ritmo musical.
Es la tasa a la cual la compaa debe producir un producto para satisfacer la demanda del cliente.
Takt time = Tiempo disponible de produccin
Cantidad total requerida
Takt time = Tiempo / Volumen
-
Takt time
Demanda del cliente es 167.000 mensuales = 6958
diarias
Takt time = (30900 seg/turno.)
6958 partes
Takt time = 4.4 segundos
Tiempo total de trabajo (seg..):
10 horas x turno = 60x60x10 = 36,000 seg/turno
Tiempo de paradas programadas (descansos, almuerzo, reuniones, etc.) = 1 hora y 25 min. = 60 x 85 = 5100 seg.
Disponibilidad en el proceso (seg..)=
36,000 4500 = 30,900 seg/turno
-
Balanceo la lnea de trabajo
Unas operaciones toman mas tiempo que otras, dejara los operarios sin nada que hacer mientras esperan
que la operacin anterior sea terminada.
Este es el proceso a travs del cual usted distribuyenlos elementos del trabajo dentro de una cadena de
valor en orden a cumplir el takt time.
Operador
Esta herramienta ayuda a optimizar el uso de personal ybalancea el trabajo descargado.
la demanda puede tener fluctuaciones y adems cambios enel takt y es necesario rebalanceo una lnea.
-
Balanceo la lnea de trabajo
1. Determinar los tiempos de ciclo presentes.
Proceso
A
(50 s)
Proceso
B
(10 s)
Proceso
C
(47 s)
Proceso
D
(30 s)
Proceso
E
(65 s)
Tiempo total de ciclo
= 202 segundos
-
Balanceo la lnea de trabajo
2. Crear la grfica de balance.
Balance de operadores
50
10
47
30
65
0
10
20
30
40
50
60
70
A (1) B C (1) D (1) E (1)
Operacion (No. operadores)
Tie
mp
o d
e C
ilo
(S
eg
.)Takt time=
60 seg
-
Balanceo la lnea de trabajo
3. Determinar el nmero de operadores.
No. de operarios necesarios = Total tiempo de ciclo (seg.)
Takt Time (seg.)
No. de operarios necesarios = 202 seg.
60 seg.
No. de operarios necesarios = 3.36
-
Balanceo la lnea de trabajo
4. Hacer el mapa futuro sugerido.
Balance de operadores
60 60 60
0
10
20
30
40
50
60
70
AB (1) CD (1) E (1)
Operacin (No. de operadores)
Tie
mp
o d
e c
iclo
(s
eg
.)
-
A. VSM Smbolos mapa futuro
-
Anlisis del VSM
Identifique las oportunidades de mejora en base a los principios y filosofa Lean.
-
Ideas de Mejora en el Estado Presente
Identificar las reas de desperdicio y resaltar las mejores reas de oportunidad en base a:
Filosofa y principios de Lean:
Problema fundamental que trata Lean
Propsito de Lean
Cmo se puede lograr?
7 fuentes de desperdicio
Principios Bsicos de Lean
Sumario de las Herramientas de Lean
-
Solucin elemental al problema
1. Lograr que un proceso haga solo lo que el siguiente proceso requiere cuando lo requiera.
2. Enlazar todos los procesos (desde el consumidor final hasta la materia prima) en un flujo sin
desvos para lograr tiempos de entrega (lead times) ms cortos, la mejor calidad y el costo
ms bajo.
OBJETIVO: Lograr que el FLUJO DE VALOR de tu negocio
PRODUZCA al TAKT TIME
-
Cmo podemos lograr esto?
Sincronizando la produccin a la demanda del cliente (producir al takt time).
Desarrollando el Flujo Continuo donde sea posible
Usando los supermercados y lneas FIFO para controlar la produccin, donde el Flujo Continuo
no es posible.
Controlando el programa de produccin en un solo proceso jalado
-
Cmo podemos lograr esto?
Nivelando la mezcla de produccin: Distribuyendo la produccin de los diferentes productos
uniformemente con respecto al tiempo.
Nivelando el volumen de produccin: Creando un jalado pull inicial mediante la liberacin y retiro de incrementos pequeos y consistentes de trabajo.
Desarrolle la habilidad de hacer cada pieza cada da; despus cada turno, cada hora o cada pallet.
-
Mapa del Estado Futuro
Usos bsicos:
1) Priorizar oportunidades de mejora
2) Ver y manejar el flujo total de material e informacin
3) Comunicar a otro el Futuro (estado ideal)
4) Ayuda a crear un plan de implementacin.
-
Pasos para elaborar el Mapa de Estado Futuro
1. Dibuje el VSM Futuro, ayudndose de los conos de estado futuro; donde se representen
las mejoras a realizarse.
2. Estime el impacto de la mejora en los datos del proceso (inventarios, lead time, tiempos de procesamiento o ciclo, tiempos de setup, etc.)
3. Priorice las oportunidades de mejora identificadas en el anlisis de VSM del estado Actual;
basndose en los requisitos del cliente y del negocio.
4. Disee un plan para llegar del VSM Actual al VSM Futuro.
-
La empresa de Troqueladora ACME produce varios componentes para partes de
ensamble de vehculo. Este caso concierne a una solo familia de producto: un
sub-ensamble de brackets de acero en dos tipos: un ensamble izquierdo (L) yuno derecho (R) para el mismo modelo de automvil. Estos componentes son
enviados al cliente.
- Procesos de produccin: Para esta familia de producto la fabricacin del
componente implican el troquelar una parte metlica seguida por un proceso de
soldadura y ensamble subsiguiente. Los componentes entonces son almacenados
y embarcados a la planta de ensamble de vehculos en una base diaria. Todo el
proceso ocurre en el orden siguiente y cada pieza pasa por todos los procesos:
Ejercicio
-
1. Troquelado o corte:
La prensa automatizada de 200 toneladas se alimenta automticamente.
Tiempo de Ciclo (T/C): 1 segundo (60 piezas por minuto)
Tiempo de Cambio de modelo: 1 hora (pieza a pieza) Tiempo de ocupacin: 85 % Inventario observado: - 4600 piezas de tipo "L" estampadas
- 2400 piezas de tipo "R" estampadas
2. Soldadura 1:
Manual de proceso con un operador Tiempo de Ciclo (T/C): 39 segundos Tiempo de Cambio de modelo (T/M): 10 minutos Tiempo de ocupacin: 100 % Inventario observado: - 1100 piezas de tipo "L"
- 600 piezas de tipo "R"
3. Soldadura 2:
Manual de proceso con un operador Tiempo de Ciclo (T/C): 46 segundos Tiempo de Cambio de modelo (T/M): 10 minutos Tiempo de actividad: 80 % Inventario Observado: - 1600 piezas de tipo "L"
- 850 piezas de tipo "R"
4. Ensamble 1:
Manual de proceso con un operador Tiempo de Ciclo (T/C): 62 segundos Tiempo de Cambio de modelo (T/M): Ninguno Tiempo de actividad: 100 % Inventario Observado: - 1600 piezas de tipo "L"
- 850 piezas de tipo "R"
-
5. Ensamble 2:
Manual de proceso con un operador Tiempo de Ciclo (T/C): 40 segundos Tiempo de Cambio de modelo (T/M): Ninguno Tiempo de actividad: 100 % Inventario mercanca terminada observada: - 2700 piezas de tipo "L"
- 1440 piezas de tipo "R"
- Departamento de despachos:
Remueve la mercanca terminada a la
bodega, los almacena para el prximo
envo en camin al cliente.
-
- Requerimientos de cliente:
18400 piezas por mes. 12000 por mes de tipo "L". 6400 por mes de tipo "R". Un envo diario de la planta de ensamble por camin. Empaques con 20 brackets en una bandeja y hasta 10 bandejas por tarima.
- Tiempo de trabajo:
20 das por mes 2 turnos de operacin en todos los departamentos de produccin
8 horas cada turno, con horas extras si fuera necesario 2 descansos de 10 min por cada turno
-
Conclusin
Eyes for Waste . . .
. . . Eyes for Flow
El Value Stream Mapping (VSM), es una sencilla pero eficaz
herramienta de diagnstico que proporciona un lenguaje comn,
facilita la comunicacin y el consenso entre todos los niveles de la
organizacin sobre dnde, por qu y cundo conviene realizar
acciones de eliminacin del desperdicio, tales como implantaciones
de clulas de trabajo, actividades de auto-mantenimiento y TPM,
aplicaciones de tcnicas SMED para reducir de una forma drstica los
tiempos de preparacin y cambio, actividades de autocontrol de calidad,
modificaciones del "lay-out" de la planta o de las oficinas, gestin visual,
sistemas Kanban de control de produccin, etc.
Related Documents