Gerhard MOOK, Juri SIMONIN, Fritz MICHEL, Otto-von-Guericke-Universität Magdeburg Jürgen POHL, Prüftechnik Linke & Rühe GmbH, Magdeburg Visualisierung verdeckter Materialfehler in Aluminiumguss Abstract Im Rahmen des Innovativen Regionalen Wachstumskerns AL-CAST werden bildgebende Wirbelstrom- prüfverfahren entwickelt, die verdeckte Materialfehler detektieren und charakterisieren können. Der Beitrag erläutert das Wirkprinzip des Verfahrens und die Besonderheiten der Prüfung von Aluminiumguss. Auf dieser Basis werden das Sensordesign und Ergebnisse zum Zusammenhang zwischen Ortauflösung, Wirktiefe und Empfindlichkeit vorgestellt. 1. Einführung Unter verdeckten Fehlern werden oberflächennahe Poren, Risse und Oxide verstanden, die bei mechanischer Bearbeitung angeschnitten werden und als nicht tolerierbare Oberflächenfehler zutage treten. Keines der klassischen zerstörungsfreien Prüfverfahren kann diese Fehler wirtschaftlich detektieren und charakterisieren, so dass die nachfolgende Bearbeitung derzeit nicht optimiert werden kann. 2. Klassische Wirbelstromprüfung Ein wechselstromgespeistes offenes Spulensystem induziert Wirbelströme im leitfähigen Werkstoff. Die Dichte und räumliche Verteilung dieser Wirbelströme hängt von der Spulengeometrie, der Frequenz und den physikalischen Werkstoffeigenschaften wie der elektrischen Leitfähigkeit und magnetischen Permeabilität ab. Darüber hinaus spielt die Werkstückgeometrie eine Rolle. Wichtig ist das Signalverhalten der zu erwartenden Materialinhomogenitäten. Für Realdefekte in Aluminiumgussteilen liegen bislang wenige Erfahrungen vor. Deshalb wurden Untersuchungen an Proben aus Powertrainbauteilen zum Nachweis verdeckter Fehler durchgeführt. Zu diesem Zweck wurden neben fehlerfreien Teilen auch fehlerbehaftete Teile untersucht, die gezielt hergestellt wurden. Als Referenz dienten Röntgenaufnahmen. Bild 1: Provozierte Porosität in einem Aluminiumgussteil. Links: Durchleuchtungsbild, rechts: Wirbelstromsignale in der Impedanzebene Die im Bild 1 dargestellte Durchleuchtungsaufnahme zeigt die in der Projektion als Schattenbild sichtbaren inneren Inhomogenitäten wie Lunker und Gasporen. Verfahrensimmanent lässt sich aus diesem Bild keine Aussage zur Tiefenlage der Fehler ableiten. Im Signalbild der konventionellen Bildschirmdarstellung eines Wirbelstromprüfgerätes zeigten sich deutliche Fehlersignale. Eine vereinfachte Prüfung, bei der ein Wirbelstromsensor nur auf den Prüfbereich des Bauteils positioniert wurde, lieferte eine sichere Prüfaussage: das Signal des fehlerbehafteten Teils (Ausschussteil) war deutlich von den Signalbildern fehlerfreier Teile (Gutteile) zu unterscheiden.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Gerhard MOOK, Juri SIMONIN, Fritz MICHEL, Otto-von-Guericke-Universität Magdeburg Jürgen POHL, Prüftechnik Linke & Rühe GmbH, Magdeburg
Visualisierung verdeckter Materialfehler in Aluminiumguss
Abstract
Im Rahmen des Innovativen Regionalen Wachstumskerns AL-CAST werden bildgebende Wirbelstrom-prüfverfahren entwickelt, die verdeckte Materialfehler detektieren und charakterisieren können. Der Beitrag erläutert das Wirkprinzip des Verfahrens und die Besonderheiten der Prüfung von Aluminiumguss. Auf dieser Basis werden das Sensordesign und Ergebnisse zum Zusammenhang zwischen Ortauflösung, Wirktiefe und Empfindlichkeit vorgestellt.
1. Einführung
Unter verdeckten Fehlern werden oberflächennahe Poren, Risse und Oxide verstanden, die bei mechanischer Bearbeitung angeschnitten werden und als nicht tolerierbare Oberflächenfehler zutage treten. Keines der klassischen zerstörungsfreien Prüfverfahren kann diese Fehler wirtschaftlich detektieren und charakterisieren, so dass die nachfolgende Bearbeitung derzeit nicht optimiert werden kann.
2. Klassische Wirbelstromprüfung
Ein wechselstromgespeistes offenes Spulensystem induziert Wirbelströme im leitfähigen Werkstoff. Die Dichte und räumliche Verteilung dieser Wirbelströme hängt von der Spulengeometrie, der Frequenz und den physikalischen Werkstoffeigenschaften wie der elektrischen Leitfähigkeit und magnetischen Permeabilität ab. Darüber hinaus spielt die Werkstückgeometrie eine Rolle. Wichtig ist das Signalverhalten der zu erwartenden Materialinhomogenitäten. Für Realdefekte in Aluminiumgussteilen liegen bislang wenige Erfahrungen vor. Deshalb wurden Untersuchungen an Proben aus Powertrainbauteilen zum Nachweis verdeckter Fehler durchgeführt. Zu diesem Zweck wurden neben fehlerfreien Teilen auch fehlerbehaftete Teile untersucht, die gezielt hergestellt wurden. Als Referenz dienten Röntgenaufnahmen.
Bild 1: Provozierte Porosität in einem Aluminiumgussteil. Links: Durchleuchtungsbild, rechts: Wirbelstromsignale in der Impedanzebene
Die im Bild 1 dargestellte Durchleuchtungsaufnahme zeigt die in der Projektion als Schattenbild sichtbaren inneren Inhomogenitäten wie Lunker und Gasporen. Verfahrensimmanent lässt sich aus diesem Bild keine Aussage zur Tiefenlage der Fehler ableiten. Im Signalbild der konventionellen Bildschirmdarstellung eines Wirbelstromprüfgerätes zeigten sich deutliche Fehlersignale. Eine vereinfachte Prüfung, bei der ein Wirbelstromsensor nur auf den Prüfbereich des Bauteils positioniert wurde, lieferte eine sichere Prüfaussage: das Signal des fehlerbehafteten Teils (Ausschussteil) war deutlich von den Signalbildern fehlerfreier Teile (Gutteile) zu unterscheiden.
2. Bildgebende Wirbelstromverfahren
2.1 Prinzip
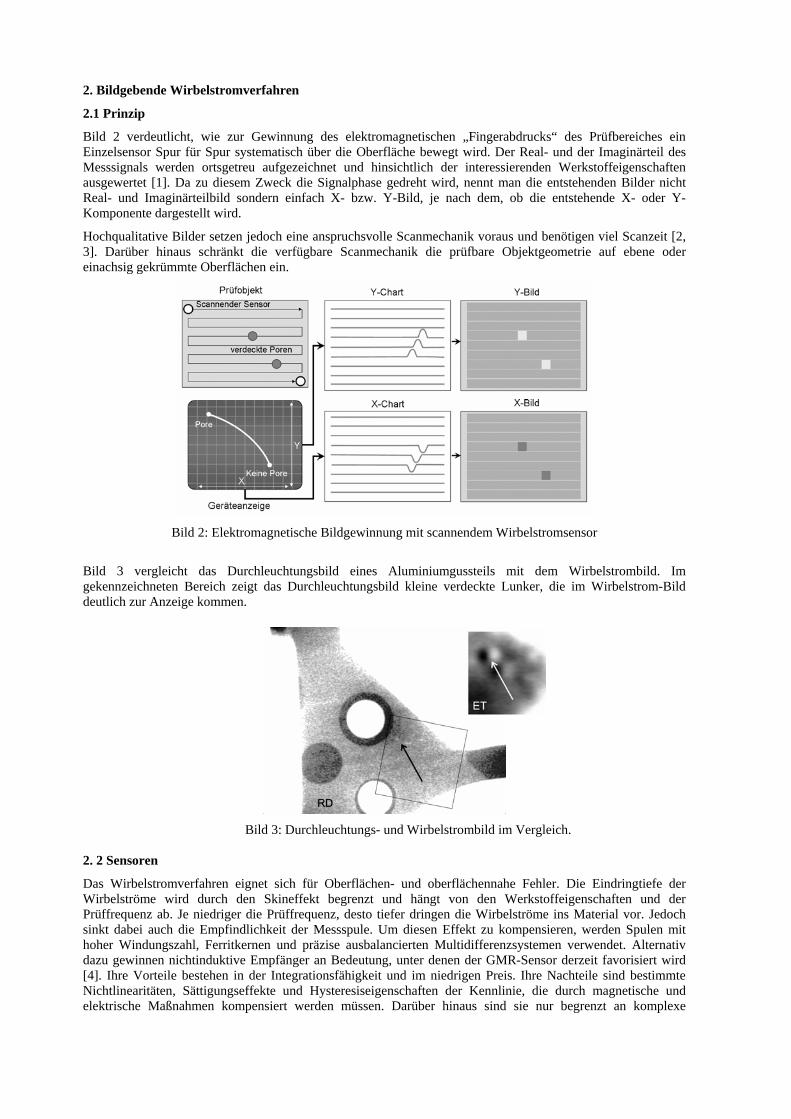
Bild 2 verdeutlicht, wie zur Gewinnung des elektromagnetischen „Fingerabdrucks“ des Prüfbereiches ein Einzelsensor Spur für Spur systematisch über die Oberfläche bewegt wird. Der Real- und der Imaginärteil des Messsignals werden ortsgetreu aufgezeichnet und hinsichtlich der interessierenden Werkstoffeigenschaften ausgewertet [1]. Da zu diesem Zweck die Signalphase gedreht wird, nennt man die entstehenden Bilder nicht Real- und Imaginärteilbild sondern einfach X- bzw. Y-Bild, je nach dem, ob die entstehende X- oder Y-Komponente dargestellt wird.
Hochqualitative Bilder setzen jedoch eine anspruchsvolle Scanmechanik voraus und benötigen viel Scanzeit [2, 3]. Darüber hinaus schränkt die verfügbare Scanmechanik die prüfbare Objektgeometrie auf ebene oder einachsig gekrümmte Oberflächen ein.
Bild 2: Elektromagnetische Bildgewinnung mit scannendem Wirbelstromsensor
Bild 3 vergleicht das Durchleuchtungsbild eines Aluminiumgussteils mit dem Wirbelstrombild. Im gekennzeichneten Bereich zeigt das Durchleuchtungsbild kleine verdeckte Lunker, die im Wirbelstrom-Bild deutlich zur Anzeige kommen.
Bild 3: Durchleuchtungs- und Wirbelstrombild im Vergleich.
2. 2 Sensoren
Das Wirbelstromverfahren eignet sich für Oberflächen- und oberflächennahe Fehler. Die Eindringtiefe der Wirbelströme wird durch den Skineffekt begrenzt und hängt von den Werkstoffeigenschaften und der Prüffrequenz ab. Je niedriger die Prüffrequenz, desto tiefer dringen die Wirbelströme ins Material vor. Jedoch sinkt dabei auch die Empfindlichkeit der Messspule. Um diesen Effekt zu kompensieren, werden Spulen mit hoher Windungszahl, Ferritkernen und präzise ausbalancierten Multidifferenzsystemen verwendet. Alternativ dazu gewinnen nichtinduktive Empfänger an Bedeutung, unter denen der GMR-Sensor derzeit favorisiert wird [4]. Ihre Vorteile bestehen in der Integrationsfähigkeit und im niedrigen Preis. Ihre Nachteile sind bestimmte Nichtlinearitäten, Sättigungseffekte und Hysteresiseigenschaften der Kennlinie, die durch magnetische und elektrische Maßnahmen kompensiert werden müssen. Darüber hinaus sind sie nur begrenzt an komplexe

Prüfgeometrien anpassbar. Bislang konnten GMR-Sensoren die Leistungsfähigkeit von induktiven Sensoren für Wirbelstromanwendungen nicht übertreffen.
Für die gesuchten Randschichtfehler sollen induktive Sensoren eingesetzt werden, wobei sich nicht axiale Sende-Empfanganordnungen durch eine hohe Prüftiefe auszeichnen [5, 6]. Sie sind unter der Bezeichnung Halbtransmissionssensor, Fernfeldsensoren bzw. Pitch-Catch-Sensoren bekannt geworden. Bild 4 zeigt das Prinzip dieses Sensors. Das elektromagnetische Wechselfeld der Sendespule dringt nach den bekannten Gesetzen in den Werkstoff ein. Die Empfangsspule wertet jedoch nur denjenigen Teil des Gesamtfeldes aus, der - vermittelt über die Wirkung der Wirbelströme - Informationen über den Fehlerbereich trägt.
Bild 4: Nicht axiale Sender-Empfängeranordnungen und Verlauf der magnetischen Feldlinien
2.3 Signalinterpretation
Da nicht nur der Fehlernachweis sondern häufig auch eine Fehlerbewertung gefordert ist, müssen Signaleigenschaften gefunden werden, die die Quantifizierung gefundener Fehler ermöglichen. Bekannte Kriterien sind die Signalamplitude, die Amplitude einer Signalkomponente oder der Signalwinkel in der komplexen Ebene. Bild 5 zeigt theoretische und praktische Ergebnisse an verdeckten Fehlern.
Bild 5: Vergleich berechneter und gemessener Signale verdeckter Fehler.
Die Ergebnisse zeigen, dass sich sowohl der Abhebeeffekt beherrschen als auch die Signale verschieden überdeckter Fehler anhand der Amplitude und Phasenlage unterscheiden lassen und somit gute Voraussetzungen für eine Fehlerbewertung gegeben sind.
2.4 Punktspreizfunktion
Für die bildgebende Wirbelstromprüfung sind darüber hinaus die Abbildungseigenschaften interessant. Vergleicht man unterschiedliche induktive Sensoren [7], so zeigt sich, dass die gängigsten Sensoren komplizierte Punktspreizfunktionen besitzen, die die Bildinterpretation schwierig gestalten (Bild 6).

Bild 6: Aufbau und Punktspreizfunktionen gängiger Wirbelstromsensoren
Die Punktspreizfunktion des Halbtransmissionssensors im Bild 7 erinnert dagegen an einen Mexikanerhut, dessen Oberteil wenig, die Krempe jedoch stärker vom Abstand der Sende- und Empfangsspule (Spacing) abhängt. Aus dem auch bei größerem Spacing scharf ausgeprägten Maximum resultieren gute Abbildungs-eigenschaften, die eine Bildnachbearbeitung entbehrlich machen.
Bild 7: Punktspreizfunktion des Halbtransmissionssensors in Abhängigkeit vom Spacing (berechnet mit
VIC-3D, Sabbagh Ass. Inc.) 3. Sensorarray
3.1 Aufbau
Anstelle des Abtastens der Oberfläche mit einem einzigen Sensor können mehrere Sensoren zu einem Bewegtfeldsensor kombiniert werden, dessen Elemente durch eine spezielle Elektronik simultan oder multiplex angesteuert werden. Im Rahmen des Wachstumskern-Projektes AL-CAST wurden zunächst 32 Sende- und Empfangsspulen zu einem Zeilensensor kombiniert, dessen Gehäuse auch die Ansteuerelektronik enthält [8]. Über den USB-Port wird der Sensor an ein Notebook angeschlossen, das gemeinsam mit der Ansteuerelektronik und der Software ein volldigitales Wirbelstromgerät bildet. Bild 8 zeigt links den Zeilensensor schematisch. Der Durchmesser der Einzelelemente beträgt 2,5 mm, die Ortsauflösung ca. 1,5 mm. Die Geschwindigkeit der elektronischen Feldbewegung liegt derzeit zwischen 0,4 und 3 m/s. Zur Bildgewinnung wird der Zeilensensor mit Geschwindigkeiten zwischen 6 und 48 mm/s mechanisch verschoben. Für den Handbetrieb kann eine mechanische Wegerfassung ergänzt werden.
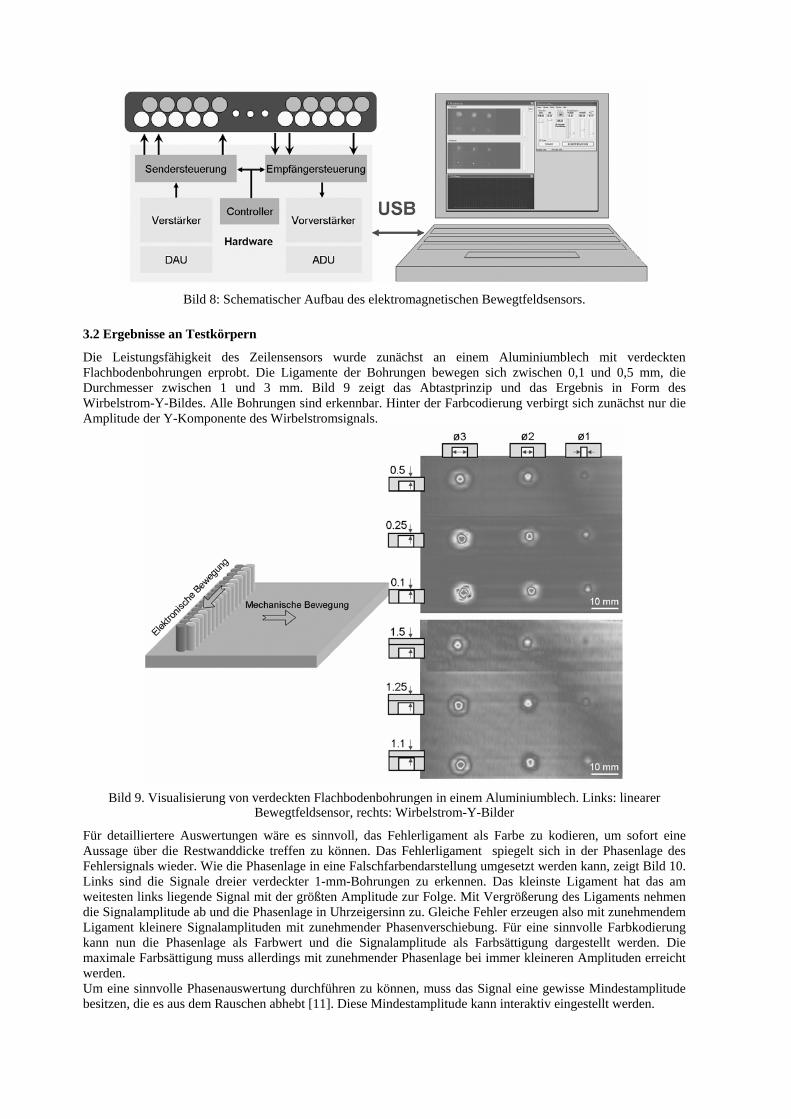
Bild 8: Schematischer Aufbau des elektromagnetischen Bewegtfeldsensors.
3.2 Ergebnisse an Testkörpern
Die Leistungsfähigkeit des Zeilensensors wurde zunächst an einem Aluminiumblech mit verdeckten Flachbodenbohrungen erprobt. Die Ligamente der Bohrungen bewegen sich zwischen 0,1 und 0,5 mm, die Durchmesser zwischen 1 und 3 mm. Bild 9 zeigt das Abtastprinzip und das Ergebnis in Form des Wirbelstrom-Y-Bildes. Alle Bohrungen sind erkennbar. Hinter der Farbcodierung verbirgt sich zunächst nur die Amplitude der Y-Komponente des Wirbelstromsignals.
Bild 9. Visualisierung von verdeckten Flachbodenbohrungen in einem Aluminiumblech. Links: linearer
Bewegtfeldsensor, rechts: Wirbelstrom-Y-Bilder
Für detailliertere Auswertungen wäre es sinnvoll, das Fehlerligament als Farbe zu kodieren, um sofort eine Aussage über die Restwanddicke treffen zu können. Das Fehlerligament spiegelt sich in der Phasenlage des Fehlersignals wieder. Wie die Phasenlage in eine Falschfarbendarstellung umgesetzt werden kann, zeigt Bild 10. Links sind die Signale dreier verdeckter 1-mm-Bohrungen zu erkennen. Das kleinste Ligament hat das am weitesten links liegende Signal mit der größten Amplitude zur Folge. Mit Vergrößerung des Ligaments nehmen die Signalamplitude ab und die Phasenlage in Uhrzeigersinn zu. Gleiche Fehler erzeugen also mit zunehmendem Ligament kleinere Signalamplituden mit zunehmender Phasenverschiebung. Für eine sinnvolle Farbkodierung kann nun die Phasenlage als Farbwert und die Signalamplitude als Farbsättigung dargestellt werden. Die maximale Farbsättigung muss allerdings mit zunehmender Phasenlage bei immer kleineren Amplituden erreicht werden. Um eine sinnvolle Phasenauswertung durchführen zu können, muss das Signal eine gewisse Mindestamplitude besitzen, die es aus dem Rauschen abhebt [11]. Diese Mindestamplitude kann interaktiv eingestellt werden.

Bild 10: Anzeigen der drei 1-mm-Flachbodenbohrungen in der XY-Ebene. Zur Visualisierung werden die
Signale in Farbwert und Farbsättigung codiert. 3.3 Ergebnisse an Realkörpern
Bild 11 zeigt als praktisches Beispiel ein Aluminiumgussteil, auf dessen Oberfläche visuell keine Anomalien erkennbar sind (Bild 11a). Der Bewegtfeldsensor macht jedoch charakteristisch geformte Strukturen sichtbar (Bild 11b), die erst nach dem Abarbeiten von 1 mm Randschicht auch optisch wahrnehmbar werden (Bild 11c).
Bild 11: Visualisierung verdeckter Anomalien in Aluminiumguss, a) Foto des Prüfbereiches,
b) elektromagnetische Signatur des Prüfbereiches, c) Foto nach dem Abarbeiten von 1 mm Randschicht Bild 12 stellt Ergebnisse an einem Aluminiumdruckgussteil mit offenen und verdeckten Poren dar.
Das Prinzip des Bewegtfeldsensors kann auf ein zweidimensionales Sensorfeld erweitert werden [9]. Bei entsprechender Gestaltung des Sensorträgers können gekrümmte Oberflächen geprüft werden, da eine mechanische Sensorbewegung entfällt. Die Originalbilddaten können zwecks Dokumentation und späterer Analyse gespeichert werden.
Schlussfolgerungen
Der Nachweis verdeckter Fehlstellen in Aluminiumgussteilen ist mit optimierten Wirbelstromsensoren möglich. Insbesondere die Erzeugung bildhafter Darstellungen trägt zur Akzeptanz des Verfahrens bei. Deutliche Kostenreduktionen werden durch die elektronische Feldbewegung möglich, da die Anforderungen an die Handlingtechnik dramatisch sinken.
Bild 12: Wirbelstrombilder offener und verdeckter Poren in Aluminiumguss

Danksagung
Die Autoren danken dem Bundesministerium für Bildung und Forschung für die Förderung des Innovativen Regionalen Wachstumskerns AL-CAST, in dessen Rahmen die vorgestellten Ergebnisse entstanden.
Referenzen
[1] Thomas, H.-M.; Weigelt, G.: Anwendung von Wirbelstromverfahren zur quantitativen Bestimmung der Tiefenausdehnung von Korrosionsschäden an Aluminiumstrukturen. DECHEMA-Final report, 11L08-4. 1991.
[2] Schmidt, A.; Mook, G.: Bildgebende Wirbelstromoberflächenrissprüfung. Berichtsband des 2. DGZfP-Kolloquiums "Qualitätssicherung durch Werkstoffprüfung, TH Zwickau, 23.-24.9.1992
[3] Feist, W. D.; Mook, G.; Hinken, J. H.; Simonin, J.; Wrobel, H.: Electromagnetic detection and characterization of tungsten carbide inclusions in non-ferromagnetic alloys. Advanced Engineering Materials 7 (2005) 9, pp 841-846
[4] Mook, G.; Hesse, O.; Uchanin, V.: Deep Penetrating Eddy Currents and Probes. 9. ECNDT, Berlin, 25.-29.9.2006, paper 176
[5] Reimche, W.; Duhm, R.; Zwoch, S.; Bernard, M.; Bach, F.-W.: Development and Qualification of a Process-Oriented Nondestructive Test Method for Weld Joints to Operate With Remote Field Eddy Current Technique. Proc. 9th ECNDT, Berlin, 2006, paper Fr.1.7.2.
[6] Mook, G.; Simonin, J.; Zielke,R.; Crostack, H.-A.; Maaß, M.: Testkörper zur Einschätzung des Auflö-sungsvermögens von Wirbelstromsystemen. Jahrestagung DGZfP 1999, Celle, BB 68/2, S. 751-760
[7] Mook, G.: Bildgebende Wirbelstromprüfung. 27. Krajowa Konferencja Badan Nieniszczacych, Miedzy-zdroje, 20.-22. Oktober 1998, Berichtsband S. 197-205
[8] Mook, G.; Simonin, J.; Michel, F.: Elektromagnetischer Bewegtfeldsensor zur Bildgewinnung, Berichte der DGZfP-Jahrestagung, Fürth, 14.-16.5.2007, Beitrag P4
[9] Scholz, A.: Sondenmatte - neuer Weg für die Oberflächenprüfung mit Wirbelstrom. Berichte der DGZfP-Jahrestagung, Trier, Mai 1990. S. 218-222.
Related Documents











