Executive summary New 60 KLPD molasses/B- heavy/ Sugarcane juice based distillery Village Badagandi, Tal. Bilagi, Dist. Bagalkot, Karnataka By BILAGI SUGAR MILL LTD

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Executive summary
New 60 KLPD molasses/B- heavy/ Sugarcane
juice based distillery Village Badagandi, Tal. Bilagi, Dist. Bagalkot, Karnataka
By
BILAGI SUGAR MILL LTD

1
EIA
Executive Summary
CONTENTS 1.0 Introduction ...................................................................................................................... 2
2.0 Project Location ................................................................................................................ 2
3.0 Salient features of integrated project .............................................................................. 4
4.0 Process description .......................................................................................................... 7
5.0 Description of the Environment ....................................................................................... 8
6.0 Anticipated Environmental Impacts ................................................................................. 8
7.0 Environmental Monitoring Programme ........................................................................... 9
8.0 Additional Studies .......................................................................................................... 11
9.0 Environmental Management Plan ................................................................................. 11
10.0 Environment Management Cost .................................................................................. 14
11.0 Project Benefits ............................................................................................................ 14
12.0 Conclusion .................................................................................................................... 14

2
EIA
Executive Summary
Executive Summary 1.0 Introduction
Bilagi Sugar Mill Ltd (BSML) is a Public Limited Company registered in the State of Karnataka
under the Companies Act, 1956. M/s Bilagi Sugar Mill Limited (BSML), is operating 5000 TCD
sugar and 30 MW Cogen plant having an area of 74.00 Acres (30 Hectares) at Badagandi
Village, Girisagar Gram Panchayat, Bilagi Taluku, Bagalkote district, Karnataka State.
BSML, is now proposing to set up a new distillery plant of 60 KLPD capacity, in the existing
sugar factory premises.
2.0 Project Location
The project site will be in the existing sugar factory premises at village Badagandi, Taluka
Bilagi, Dist. Bagalkot, Karnataka. The site falls between 16°21'23.54"N & 75°39'52.22"E at an
average elevation of 562 m above MSL. Project site is falls in the survey of India Toposheet
no. 47 P / 11, 47 P / 15.
Project area is connected to National Highway 124 is 1.98 km away from factory, railway
station Mugalalli Halt 17.5 km in SE, Belagavi Airport 124.36 km in SW. Nearest densely
populated city Bilagi 3.4 km away from the project site. The surrounding area of the project
site is rural agrarian. There is no forest land, wild life sanctuary and an eco-sensitive area
comes in 10 km radius of the proposed project location.
Figure 1: General location of the proposed project

3
EIA
Executive Summary
Figure 2: Google image of the sugar factory premises and proposed distillery location
4
EIA
Executive Summary
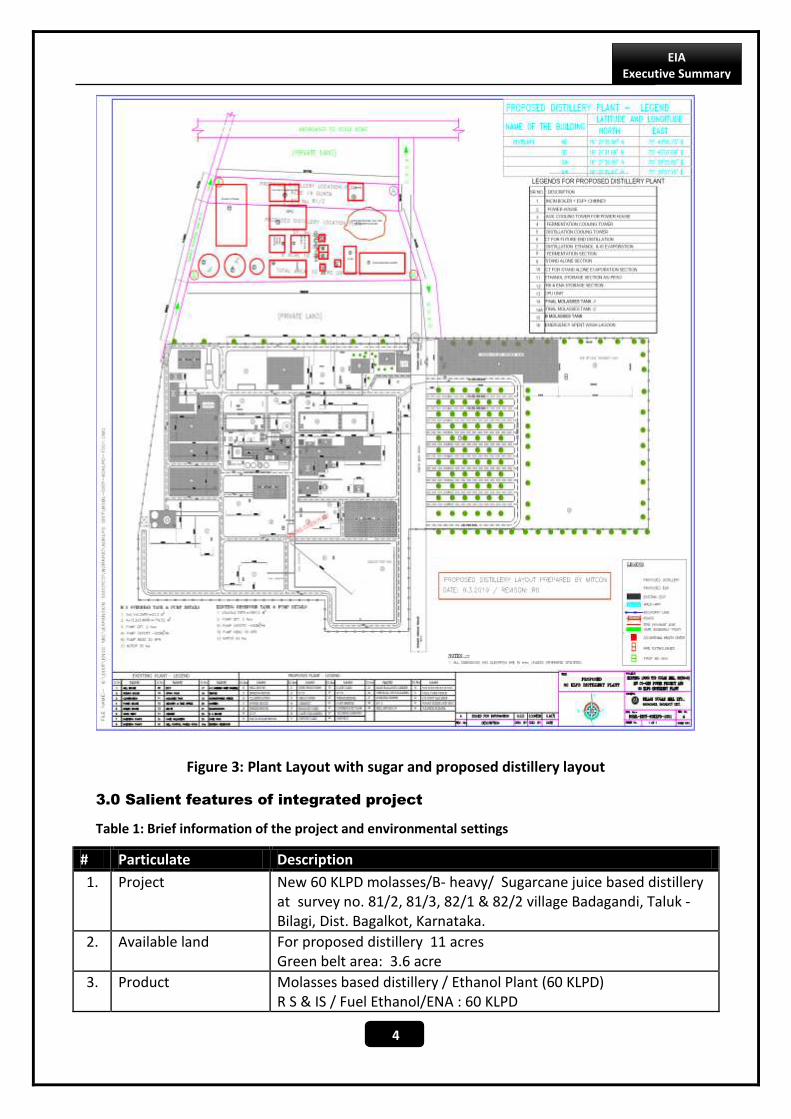
Figure 3: Plant Layout with sugar and proposed distillery layout
3.0 Salient features of integrated project
Table 1: Brief information of the project and environmental settings
# Particulate Description
1. Project New 60 KLPD molasses/B- heavy/ Sugarcane juice based distillery at survey no. 81/2, 81/3, 82/1 & 82/2 village Badagandi, Taluk - Bilagi, Dist. Bagalkot, Karnataka.
2. Available land For proposed distillery 11 acres Green belt area: 3.6 acre
3. Product Molasses based distillery / Ethanol Plant (60 KLPD) R S & IS / Fuel Ethanol/ENA : 60 KLPD

5
EIA
Executive Summary
Fusel oil: 0.195 KLPD (One at a time)
4. Existing sugar factory Existing 5000 TCD
Sugar (TPD) (13% on cane)
600 TPD
Bagasse (TPD) (28) 117 TPD
Press mud (TPD) (4%) 32.63 TPD
Molasses (TPD) 63.77 TPD
5. Operation days Sugar factory season: 160 day Cogeneration : 193 (Seasonal operational days 160 and off season operational days 33) Distillery plant will operate for 300 days
6. Molasses requirement
B-Molasses(~6.2%) :11160 MT for 57 days Operation Final Molasses(~4.5%): 63900 MT for 243 days of operation
7. Water requirement Total fresh water requirement for proposed distillery will be 472 CMD.
8. Source of water Krishna River at a distance of 6.1 km in north east
9. Boiler Incineration Boiler – 25 TPH(45 bar (a) and 400 ºC
10. TG Proposed distillery incineration boiler 3 MW TG ( double extraction cum condensing turbine)
11. Electricity requirement
Particulates Proposed
Electricity generation Consumption
3.0 MW 2.2 MW
12. Fuel Concentrated spent wash: 8.2 MT/hr (196.8 MTD) Coal: 2.0 MT/hr. (48 MTD)
13. Steam Steam generation capacity 25 TPH Total steam consumption 19.76 TPH Wash to ENA : 8.40 TPH @ 3.5 kg /cm2 (g) Wash to RS : 4.72 TPH @ 3.5 kg /cm2 (g) RS to AA : 1.44 TPH @ 3.5 kg /cm2 (g) Evaporation : 5.20 TPH @ 1.5 kg /cm2 (g)
14. Total effluent generation
Proposed distillery effluent generation: Spent wash 600-665 CMD, spent lees 180 CMD (100% lees shall be reuse in process), process condensate 504 CMD
15. Effluent treatment system
Total spent wash generation will be max 600-665 CMD, it will be concentrated in MEE and then burn in proposed 25 TPH spent wash fired boiler. Condensate water will be recycled back in the process RO based condensate polishing unit of capacity 650 CMD will be provided Existing effluent 500 CMD from sugar unit Treated water is recycled/reused in green belt development and ferti-irrigation.
16. Ash Distillery Coal ash from proposed distillery: 16.8 TPD (max 35% for Indian coal)

6
EIA
Executive Summary
Spent wash ash from proposed distillery: 25.58 TPD (13%) Spent wash ash collected from the furnace bottom hoppers shall be used as manure. Coal ash will be sold to the brick manufacturer. Sugar Existing bagasse ash generation: 11.51(B)+ 3.83(F)=15.34 TPD
17. ETP sludge Maximum sludge is recirculated back in the aeration tank. Excess of sludge from clarifiers is dewatered and partially dried in sludge drying beds.
18. Air pollution control measures
Proposed for distillery : Electrostatic precipitator Existing with sugar unit: Electrostatic precipitator Existing sugar Stack: 76 m at 150 TPH, 52m at 50 TPH boiler Proposed distillery stack height: 74 m
19. Man-power Proposed distillery skilled 20-30 & unskilled 30
20. Total project cost Project cost of the distillery: Rs. 97.5 Cr.
21. Total EMP capital cost Total 2.65 Cr.
22. Environment Sensitivity
23. Nearest Village Badagandi at 1.87 in SW, Rolli in 3.13 km in ENE
24. Nearest Densely populated area
Bilagi 3.54 km away from the project site
25. Nearest Town / City Bilagi at 3.54 in SW
26. Nearest IMD station Bagalkot (43160), Karnataka, India 20.75 km in SSW
27. Nearest National Highway
National Highway 124 is 1.98 km in N
28. Nearest Railway station
Railway station Mugalalli Halt 17.5 km in SE
29. Nearest Airport Belagavi Airport 124.36 km in SW.
30. National Parks, Wildlife Sanctuaries, Biosphere Reserves, Tiger/ Elephant Reserves, Wildlife Corridors etc. within 10 km radius
No any in within 10 km of project area
31. Reserved Forests (RF) / Protected Forests (PF),
Rolli reserve forest (Stony waste ) at 3.89 km in ENE Reserve forest (Stony waste)near Mannikeri 2.5 km in SSW Reserve forest (Stony waste, open scrub) near Bilagi 3.5 km in SW
32. River/Water Body (within 10 km radius)
Krishna River flowing at a distance of 6.1 km in north east
33. Interstate boundary None in 10 km

7
EIA
Executive Summary
4.0 Process description
Alcohol manufacturing mainly involved below given steps
Feed preparation and weighing
Dilution: Preparation of molasses for fermentation by appropriate dilution with water
Fermentation: Production of alcohol from fermentable sugars in molasses solution
with the help of yeast
Distillation: Product recovery through distillation processes
Figure 4: Distillery process flow chart
Spent lees will be recycled
Steam
RS/ENA/FO/AA/Ethanol
Ethanol & CO2 Emission
Storage
Spent wash treatment through MEE & Incineration boiler
Molasses Dilution
Fermentation
Spent wash and Spent lees
Multi-Pressure Distillation
Molecular Sieve
Activated Yeast

8
EIA
Executive Summary
5.0 Description of the Environment
The study area as per awarded Standard TOR, 2015 is earmarked to be 10 km from the project
site. The study period conducted was from Dec 2018 to Feb 2019. The guiding factors for the
present baseline study are the requirements prescribed by the guidelines given in the EIA
Manual of the MoEFCC and methodologies mentioned in Technical EIA Guidelines Manual for
Distilleries by IL&FS Ecosmart Ltd., approved by MoEFCC.
Table 3: Observation of Environmental monitoring
Environmental Attributes
Frequency of monitoring Parameters Observed Results
Ambient Air Quality
9 Locations 24 hourly samples Twice a week for 3 months (in µg/m3)
PM10 All parameters are within NAAQ 2009 standards. PM2.5
SO2
NOx
CO
Water Quality (Ground & Surface)
Once in season at 10 locations (Physical, chemical and biological parameters)
Colour All parameters are within limit except MPN count and E-Coli in surface water as well as ground water.
pH
TDS
COD
E-Coli
Soil Quality Once in season at 10 locations
Soil type and texture, Physico-chemical properties, NPK
Dark brown to black, soil is medium in fertility, good water holding capacity, heavy metal contamination signs not seen.
Noise Quality Once in season at 9 Locations (Noise levels in dB(A))
Day 45.1-64.8
Night 35.2- 60.5
Land use Pattern
One time visit of the study area for ground truthing
Identification & classification of land use
Most of the land is Agricultural land followed by Barren land
Geology and hydrogeology
Once in study period Geology and hydrogeology of the study area
Basaltic lava flows, the ground water in Deccan trap basalt occurs mostly in the upper weathered and fractured parts down to 20-25 m depth, alluvium occurs in small areas.
Ecology General in 10 km radial study area and data collected around the project site through field visits
Flora Accasia sp. Azadirachta indica , Cassia tora, Senna siamea etc.
Fauna Common mormon, Lemon pansy, green bee-eater, drongo etc.
9
EIA
Executive Summary
Environmental Attributes
Frequency of monitoring Parameters Observed Results
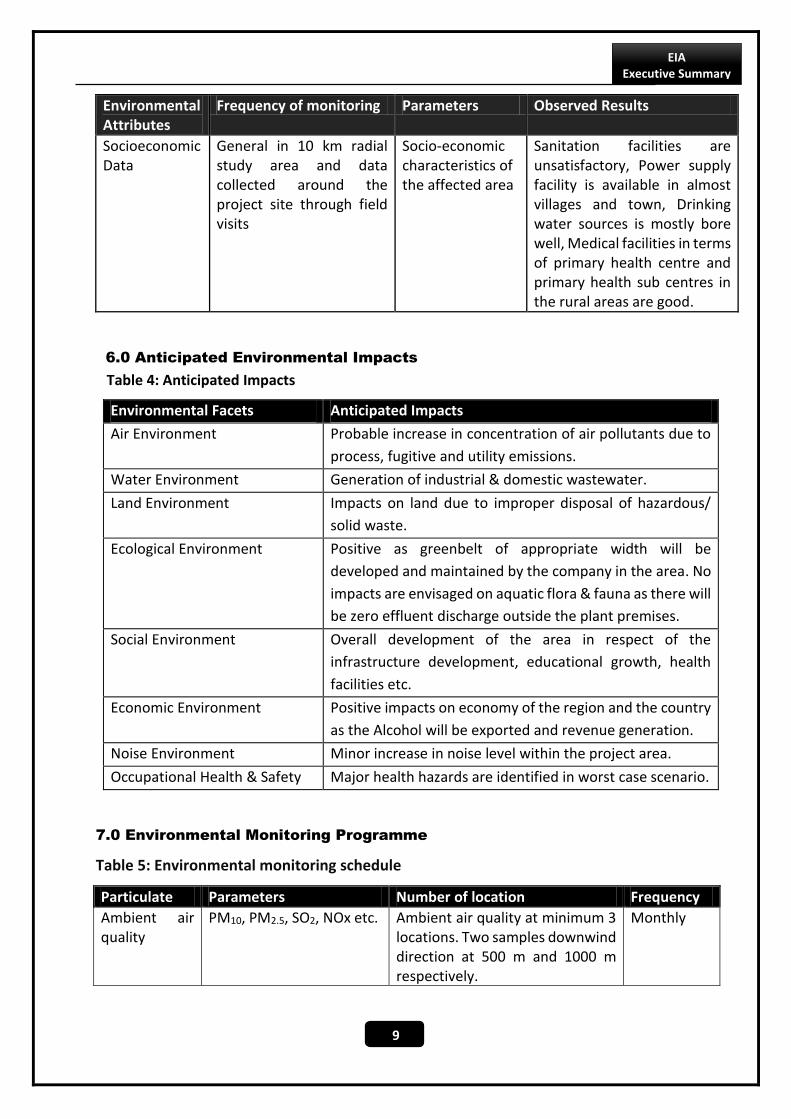
Socioeconomic Data
General in 10 km radial study area and data collected around the project site through field visits
Socio-economic characteristics of the affected area
Sanitation facilities are unsatisfactory, Power supply facility is available in almost villages and town, Drinking water sources is mostly bore well, Medical facilities in terms of primary health centre and primary health sub centres in the rural areas are good.
6.0 Anticipated Environmental Impacts
Table 4: Anticipated Impacts
Environmental Facets Anticipated Impacts
Air Environment Probable increase in concentration of air pollutants due to
process, fugitive and utility emissions.
Water Environment Generation of industrial & domestic wastewater.
Land Environment Impacts on land due to improper disposal of hazardous/
solid waste.
Ecological Environment Positive as greenbelt of appropriate width will be
developed and maintained by the company in the area. No
impacts are envisaged on aquatic flora & fauna as there will
be zero effluent discharge outside the plant premises.
Social Environment Overall development of the area in respect of the
infrastructure development, educational growth, health
facilities etc.
Economic Environment Positive impacts on economy of the region and the country
as the Alcohol will be exported and revenue generation.
Noise Environment Minor increase in noise level within the project area.
Occupational Health & Safety Major health hazards are identified in worst case scenario.
7.0 Environmental Monitoring Programme
Table 5: Environmental monitoring schedule
Particulate Parameters Number of location Frequency
Ambient air quality
PM10, PM2.5, SO2, NOx etc. Ambient air quality at minimum 3 locations. Two samples downwind direction at 500 m and 1000 m respectively.
Monthly

10
EIA
Executive Summary
Particulate Parameters Number of location Frequency
One sample upwind direction at 500m.
Stack emission
PM, SO2 and NOx All stacks Monthly
Online stack monitoring will be installed
-
Work place PM2.5, SO2, NOx, CO, O3 Process emission in workplace area/plants (for each area/plant minimum 2 locations and 1 location outside plant area near vent)
Monthly
Waste water pH, EC, SS, TDS, O&G, Ammonical Nitrogen, COD, BOD, Chloride, Sulphides etc.
Wastewater from all sources. Inlet & outlet of ETP, spent wash, Condensate treatment plant
Monthly
Online Monitoring machine is already installed at existing ETP. Camera at spent wash tank will be installed.
Surface water and ground water
pH, Salinity, Conductivity, TDS, Turbidity, DO, BOD, Phosphate, Nitrates, Sulphates, Chlorides, Total Coliforms (TC) & E.Coli
3-5 location Ground as well as Surface water. Within 1 km radius from spent wash tank and compost yard. 2 locations downward 1 location upward additional three locations within 10 km radius from the site. River sample One each at upstream and downstream
Half yearly
Solid waste Ash Process dust generated sludge and ash.
Before used as manure if used manure
Monthly
Soil Organic and Inorganic matter
N, P, K, moisture, EC, heavy metals etc.
At lands utilizing compost manure and treated effluent, 3 locations
Pre –monsoon and Post monsoon
Noise Equivalent noise level - dB (A) at min. Noise Levels measurement at high noise generating places as well as sensitive receptors in the vicinity
5 location At all source and outside the Plant area.
Monthly
Green belt Number of plantation (units), number of survived plants/ trees, number of poor plant/ trees.
In and around the plant site Monthly

11
EIA
Executive Summary
Particulate Parameters Number of location Frequency
Soil Texture, pH, electrical conductivity, cation exchange capacity, alkali metals, Sodium Absorption Ratio (SAR), permeability, porosity.
2-3 near Solid/ hazardous waste storage. At least five locations from Greenbelt and area where manure of biological waste is applied. Near spent wash storage lagoon
Quarterly
Occupational health
Health and fitness check up of employees getting exposed to various hazards and all other staff
All worker Yearly/ twice a year
Emergency preparedness, such as fire fighting
Fire protection and safety measures to take care of fire and explosion hazards, to be assessed and steps taken for their prevention.
Mock drill records, on site emergency plan, evacuation plan
Monthly during operation phase
8.0 Additional Studies
The following additional such as risk assessment for storage and handling of alcohol and
mitigation measure due to fire and explosion and handling area has been carried out.
9.0 Environmental Management Plan
Following mitigation measures shall be adopted by factory to minimize the impact of project
on the surrounding environment.
Table 6: EMP for various environmental attributes
Environmental
Attributes
Mitigation Measures
Air Quality
Management
Process Emission
ESPs shall be provided for PM emissions.
The whole process will be carried out in closed condition so as to avoid
any chances of VOC emissions.
Utility Emission
All the D.G. sets shall be standby arrangement and will only be used
during power failure.
Adequate stack height shall be provided to Boiler and D.G. sets.
Electrostatic Precipitator shall be provided as an air pollution control
device to the boiler with approximately 99.99 % efficiency to capture
maximum boiler fly ash.
Fugitive Emission
The main raw material and product shall be brought in and dispatched
by road in covered enclosures.

12
EIA
Executive Summary
Environmental
Attributes
Mitigation Measures
Dust suppression on haul roads shall be done at regular intervals.
Water &
Wastewater
Management
The distillery would be based on ‘Zero Liquid Discharge’ technology.
Total spent wash generation will be 600-665 CMD. For existing unit spent
wash will be concentrated in MEE and then burn in proposed 25 TPH
spent wash fired boiler.
The Process condensate, spent lees will be cooled and will be treated in
Condensate Polishing Unit, after treatment of which it will be recycled
back to the process again.
The treated water will be used for gardening.
Proper storm water drainage will be provided during rainy season to
avoid mixing of storm water with effluent.
Rain water harvesting
Noise
Management
Closed room shall be provided for all the utilities so as to attenuate the
noise pollution.
Acoustic enclosure shall be provided to D.G sets.
Free flow of traffic movement shall be maintained. Earmuffs shall be
used while running equipment’s of the plant.
Proper maintenance, oiling and greasing of machines at regular intervals
shall be done to reduce generation of noise.
Greenbelt shall be developed around the periphery of the plant to reduce
noise levels.
Odour
Management
Odour shall be primarily controlled at source by good operational
practices, including physical and management control measures.
Better housekeeping will maintain good hygiene condition by regular
steaming of all fermentation equipment.
Use of efficient biocides to control bacterial contamination.
Control of temperature during fermentation to avoid in-activation/
killing of yeast.
Avoid staling of fermented wash.
Solid &
Hazardous
Waste
Management
The hazardous waste i.e. spent oil generated shall be very minor and shall
be burnt in boiler along with fuel.
Boiler coal ash shall be sold to brick manufacturer.
spent wash ash will be used as
ETP & yeast sludge can be used in greenbelt development
Traffic
Management
Culverts shall be maintained.
The trucks carrying raw material & fuel shall be covered to reduce any
fugitive dust generation.

13
EIA
Executive Summary
Environmental
Attributes
Mitigation Measures
Good traffic management system shall be developed and implemented
for the incoming and outgoing vehicles so as to avoid congestion on the
public road.
Green Belt
Development
/ Plantation
Plantation shall been done as per Central Pollution Control Board (CPCB)
Norms.
The plantation in and around the plant site helps/will help to attenuate
the pollution level.
Native species shall be given priority for Avenue plantation.
Corporate
Social
Responsibility
An amount of INR 1.94 Cr. (As CER OM dated 1.05.2018 Greenfield
project. 2% of total project cost) will be allocated for CSR activities in the
coming 3 years which will be utilized on the basis of requirement for
weaker sections of the society for next 3 years.
Occupational
Health &
Safety
Factory shall monitor the health of its worker before placement and
periodically examine during the employment
Health effects of various activities and health hazard if any observed shall
be recorded and discussed with the health experts for corrective and
preventive actions need to be taken by the industry
All safety gear shall be provided to workers and care shall be taken by
EMC that these are used properly by them. All safety norms shall be
followed
14
EIA
Executive Summary
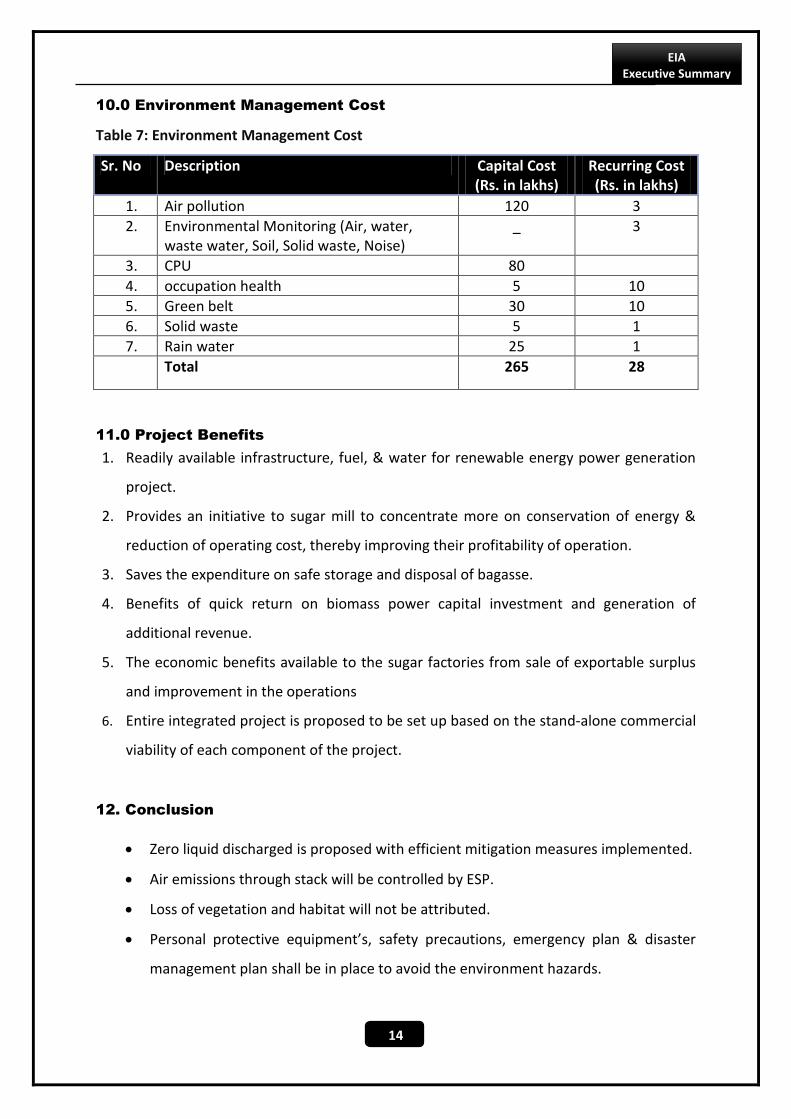
10.0 Environment Management Cost
Table 7: Environment Management Cost
Sr. No Description Capital Cost (Rs. in lakhs)
Recurring Cost (Rs. in lakhs)
1. Air pollution 120 3
2. Environmental Monitoring (Air, water, waste water, Soil, Solid waste, Noise)
_ 3
3. CPU 80
4. occupation health 5 10
5. Green belt 30 10
6. Solid waste 5 1
7. Rain water 25 1
Total 265 28
11.0 Project Benefits
1. Readily available infrastructure, fuel, & water for renewable energy power generation
project.
2. Provides an initiative to sugar mill to concentrate more on conservation of energy &
reduction of operating cost, thereby improving their profitability of operation.
3. Saves the expenditure on safe storage and disposal of bagasse.
4. Benefits of quick return on biomass power capital investment and generation of
additional revenue.
5. The economic benefits available to the sugar factories from sale of exportable surplus
and improvement in the operations
6. Entire integrated project is proposed to be set up based on the stand-alone commercial
viability of each component of the project.
12. Conclusion
Zero liquid discharged is proposed with efficient mitigation measures implemented.
Air emissions through stack will be controlled by ESP.
Loss of vegetation and habitat will not be attributed.
Personal protective equipment’s, safety precautions, emergency plan & disaster
management plan shall be in place to avoid the environment hazards.
Related Documents











