Valparaiso University August 24 – 25, 2016 Detroit, MI METALS Annual Meeting

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Valparaiso University
August 24 – 25, 2016
Detroit, MI
METALS Annual Meeting
Project Team
‣ Valparaiso University
• Robert Palumbo Mechanical Engineer, Thermal Sciences/Electrochem.
• Scott Duncan Mechanical Engineer, Manufacturing/Design
• Luke Venstrom Mechanical Engineer, Thermal Sciences
• Shahin Nudehi Mechanical Engineer, Numerical Modeling/Intrumentation
• Daniel Blood Mechanical Engineer, Manufacturing/Design
• Jon Schoer Chemistry
• Michal Korenko Molten Salts Electrochemistry
• Carol Larson Chemist/Instrument specialist
• Kristen Blood Mechanical Engineer
• Tiffany Lofay Project Manager
• Undergraduate Students
‣ Partners
• Navigant Consulting Robert Chiang MBA
• Chrysler FAC Larry Sak Materials
• Purdue University Peter Kissinger Electrochemist
• Slovak Academy of Sciences Frantisek Simko Molten Salt Chemist
• Diver Solar Richard Diver Mechanical Engineer
1
Project Goal & Achievements
2
Project Achievements:
1. We developed the requisite engineering
science for producing Mg from MgO dissolved
in a molten fluoride salt at 1300 K .
2. Achieved current efficiency above 90%
3. Established fundamental transport and kinetic
parameters for electrolysis process
4. Expect current densities near 0.75 A-cm-2 at
3.1V
5. We combined laboratory-scale cell performance
results with an economic analysis that suggests
our process is economically viable.
Our Goal:
End the ARPA-E project with an industrial partner
ready to scale our cell concept for testing at 1000 A for
1000 hours.

The Process Concept
The MgCl2 Approach:
32 kWh/kg
Evaporation
Purification
Concentration
Spray Drying
Melting
Purification
Electrolysis
Salt Water
MgCl2 Solution
MgCl2 Powder
Molten MgCl2
Liquid MgChlorine Gas
Gypsum, BoronCaCl2, Decanol
HCl, CO2Cl2, C
Purification
ElectrolysisCO2
Commercial MgO
Carbon
Anodes
Condensation
Mg Vapor
Liquid Mg
Makeup
Electrolyte
MgO Electrolysis Approach:
25 kWh/kg
MgO Electrolysis eliminates the
costly purification of MgCl2 and
reduces energy requirements.

Why It Matters
Our MgO electrolysis process leverages
the inherent efficiency of electrochemistry
to reduce energy intensity, and uses an
MgO feedstock to reduce costs.
For 17000 ton/year capacity…
Capital: $36M
Operating Cost: $2.20/kg-Mg
U.S. Price: $4.00/kg-Mg
The 20 A Laboratory Cell

Anodes
CathodesShroud
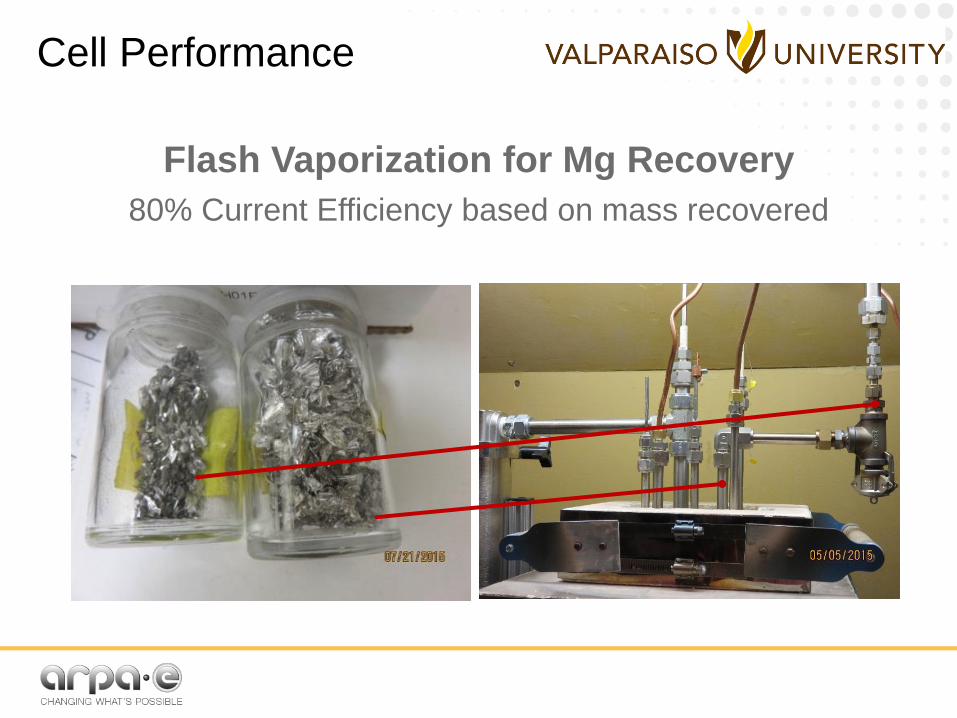
Flash Vaporization for Mg Recovery
80% Current Efficiency based on mass recovered
Cell Performance

0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0
j a/ A
cm
-2
E/ V
LS_1111, 25 mV/s, 1951 F, 5_11_16
LS_1129, 25 mV/s, 1951 F, 5_18_16
LS_1127, 25 mV/s, 1951 F
Model_bottom on shroud
Cell Performance
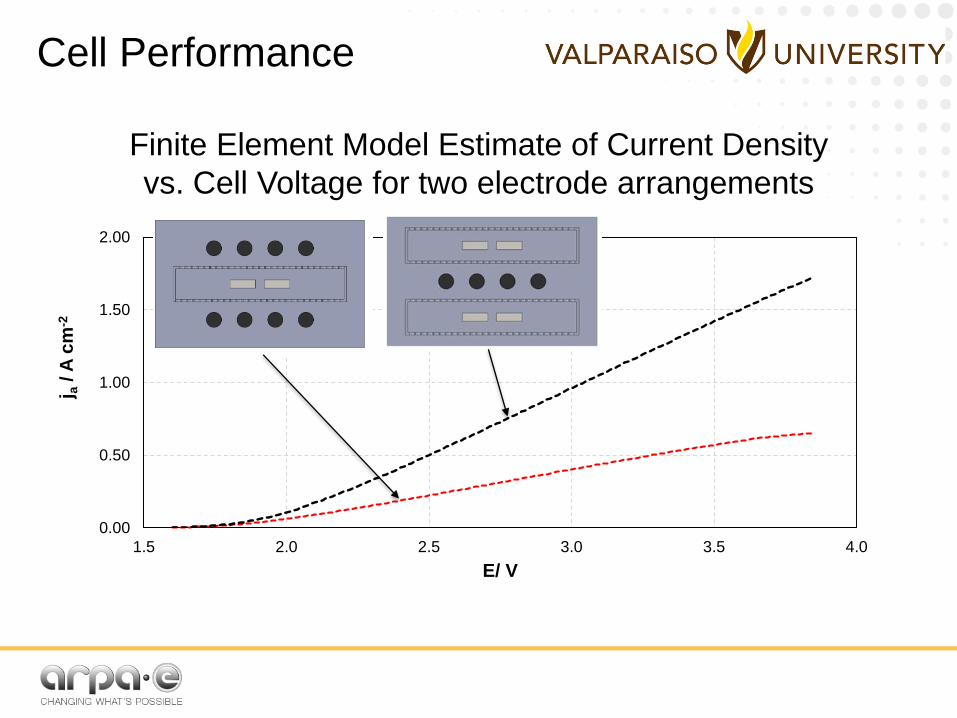
Finite Element Model Estimate of Current Density
vs. Cell Voltage for two electrode arrangements
0.00
0.50
1.00
1.50
2.00
1.5 2.0 2.5 3.0 3.5 4.0
j a/ A
cm
-2
E/ V
Cell Performance

MgO Solubility

Current density 0.55 - 0.7 A-cm-2
Current per volume of electrolyte
0.055 - 0.065 A-cm-3
Value in the MgCl2 electrolysis
industry is between 0.008 and
0.005 A-cm-3
Value in aluminum electrolysis
industry is between 0.035 and
the very best 0.2 A-cm-3
At a cell voltage of 3.4 V
0.00
0.02
0.04
0.06
0.08
0.10
Cu
rren
t pe
r Vo
lum
e o
f Ele
ctro
lyte
\A
cm
-3
MgO solubility is 0.3 mol% in our electrolyte
MgO Dissolution Keeps Pace with Current
TEA HighlightsS
cen
ari
o
Curr
ent
Density
(A/c
m2
at
3.2
6 V
)
Curr
ent
Effic
iency
(% e
-
Mg)
MgO
Co
st
($/k
g)
Labor
Rate
($/h
)
Pri
ce o
f E
lectr
icity
($/k
W-h
r)
Capacity F
acto
r
(%)
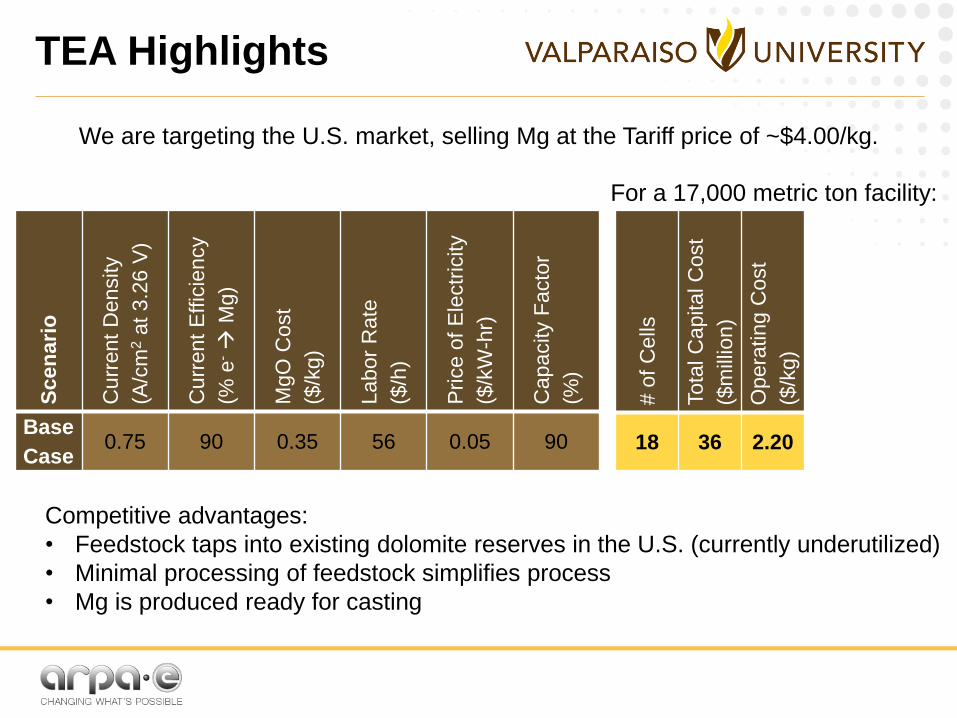
Base
Case0.75 90 0.35 56 0.05 90
# o
f C
ells
Tota
l C
apital C
ost
($m
illio
n)
Opera
tin
g C
ost
($/k
g)
18 36 2.20
We are targeting the U.S. market, selling Mg at the Tariff price of ~$4.00/kg.
For a 17,000 metric ton facility:
Competitive advantages:
• Feedstock taps into existing dolomite reserves in the U.S. (currently underutilized)
• Minimal processing of feedstock simplifies process
• Mg is produced ready for casting
TEA Highlights
0
10
20
30
40
50
Ene
rgy (
kW
h/k
g)
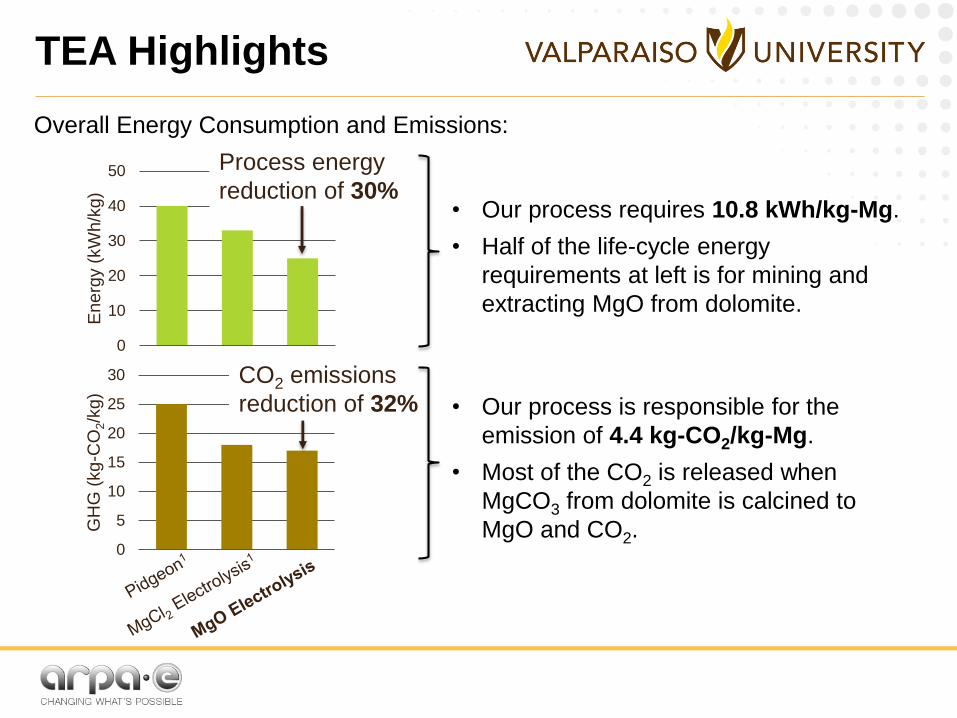
Process energy
reduction of 30%
0
5
10
15
20
25
30
GH
G (
kg
-CO
2/k
g)
CO2 emissions
reduction of 32%
• Our process requires 10.8 kWh/kg-Mg.
• Half of the life-cycle energy
requirements at left is for mining and
extracting MgO from dolomite.
Overall Energy Consumption and Emissions:
• Our process is responsible for the
emission of 4.4 kg-CO2/kg-Mg.
• Most of the CO2 is released when
MgCO3 from dolomite is calcined to
MgO and CO2.
Demo Requirements
‣ Demo phase:
– Demonstration of cell at 1000 A for 1000 hrs.
– Expected cost: $2-3 million
– Projected Outcome: Cell performance data that enables
extrapolation of cell performance to a 50-100 kA cell
‣ Partnership needs:
– An innovator capable of testing an electrolytic cell at 1000 A.
– A visionary willing to continue to progress MgO electrolysis to the
pilot stage
.
Summary
‣ We have demonstrated that our Mg from MgO electrolysis process is
worthy of being scaled to a 1000 A demonstration level.
– 20 A scale laboratory experiments combined with an economic
analysis suggests the process could be industrially viable.
– Fundamental electrochemistry studies combined with a 3-D finite
element model of the cell enables us to extrapolate laboratory scale
performance results to the 1000 A scale.
QUESTIONS?
16
Related Documents











