UNIVERSIDAD DE CHILE FACULTAD DE CIENCIAS FORESTALES ESCUELA DE CIENCIAS FORESTALES DEPARTAMENTO DE INGENIERIA DE LA MADERA ESTUDIO DE LA ESTEREOMETRIA DE LA PUDRICION CENTRAL EN TROZAS ASERRABLES DE LENGA (Nothofagus pumilio [Poepp. et Endl.] Krasser), MEDIANTE ATENUACION DE RADIACION GAMMA. Memoria para optar al Titulo Profesional de Ingeniero de la Madera DIEGO EDUARDO VASQUEZ TORO Profesor Guía: Ing. Civil Mecánico USACH Ingeniero de L´ Ecole Supérieure du Bois (París, Francia) Sr. José Tomás Karsulovic Carrasco Profesor Guía: Profesora de Física Universidad de Chile Magíster en Ciencias Físicas Universidad de Chile Sra. María Inés Dinator Ramírez SANTIAGO – CHILE 2005

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

UNIVERSIDAD DE CHILE
FACULTAD DE CIENCIAS FORESTALES
ESCUELA DE CIENCIAS FORESTALES
DEPARTAMENTO DE INGENIERIA DE LA MADERA
ESTUDIO DE LA ESTEREOMETRIA DE LA PUDRICION CENTRAL EN TROZAS ASERRABLES DE LENGA (Nothofagus pumilio [Poepp. et Endl.]
Krasser), MEDIANTE ATENUACION DE RADIACION GAMMA.
Memoria para optar al Titulo Profesional de Ingeniero de la Madera
DIEGO EDUARDO VASQUEZ TORO
Profesor Guía: Ing. Civil Mecánico USACH Ingeniero de L´ Ecole Supérieure du Bois (París, Francia) Sr. José Tomás Karsulovic Carrasco Profesor Guía: Profesora de Física Universidad de Chile Magíster en Ciencias Físicas Universidad de Chile Sra. María Inés Dinator Ramírez
SANTIAGO – CHILE 2005

UNIVERSIDAD DE CHILE FACULTAD DE CIENCIAS FORESTALES ESCUELA DE CIENCIAS FORESTALES
DEPARTAMENTO DE INGENIERIA DE LA MADERA
ESTUDIO DE LA ESTEREOMETRIA DE LA PUDRICION CENTRAL EN TROZAS ASERRABLES DE LENGA (Nothofagus pumilio [Poepp. et Endl.]
Krasser), MEDIANTE ATENUACION DE RADIACION GAMMA.
Memoria para optar al Título Profesional de Ingeniero de la Madera
Diego Eduardo Vásquez Toro
Calificaciones: Nota Firma Prof. Guía Sr. José Tomás Karsulovic C. 7 ,0 ………………………… Prof. Guía Sra. María Inés Dinator R. 6 ,5 ………………………… Prof. Consejero Sr. Luis A. León G. 7 ,0 ………………………… Prof. Consejero Sr. Aldo G. Cisternas P. 7 ,0 …………………………
SANTIAGO – CHILE 2005

A María Toro , mi Madre

AGRADECIMIENTOS A la Universidad de Chile. Al Fondo de Desarrollo de las Ciencias y la Tecnología FONDECYT por el financiamiento otorgado al desarrollo de esta memoria a través del Proyecto NO 1990680. A todas aquellas personas que depositaron su confianza en mi y trabajaron en el desarrollo de esta memoria: Sr. José Tomás Karsulovic Carrasco. Sra. María Inés Dinator Ramírez. Sr. Víctor Hugo Gaete Martínez. Sr. Aldo Gino Cisternas Pettinelli. Sr. Luis Adolfo León Gamboa. Al Departamento de Física de la Facultad de Ciencias de la Universidad de Chile y al Departamento de Ingeniería de la Madera de la Facultad de Ciencias Forestales de la Universidad de Chile, por su ayuda otorgada. A mi familia, a Margarita Lira y a mis amigos.

RESUMEN La degradación por pudrición central, según su magnitud, hace que trozas enteras o
partes de ellas no resulten convenientes de aserrar. La capacidad de detectar la
pudrición central, conocer su distribución y porcentaje en la troza puede disminuir los
tiempos y costos de aserrado. Esta memoria se desarrolló en el marco del proyecto
FONDECYT Nº 1990680 “Detección de defectos en trozas y madera aserrada
mediante ultrasonido y radiación gamma” y tuvo por objetivo el estudio de la
estereometría de la pudrición central en trozas aserrables de Lenga (Nothofagus
pumilio [Poepp. et Endl.] Krasser) mediante atenuación de radiación gamma.
Se utilizaron cuatro trozas de 1 m de largo y como fuente de radiación gamma, Am 241
de 59,5 KeV de energía. Se realizaron, en cada troza, 10 planos de irradiación
siguiendo trayectorias paralelas cada 1 cm, a lo largo de los ejes mayor y menor de la
troza. La distancia entre planos fue de 10 cm. El primero se ubicó a 5 cm de la cara
inferior y el último a 5 cm de la cara superior de la troza.
Se desarrolló un método no destructivo de estudio (NDE) para generar un escáner
tridimensional de la troza estudiada, a partir del procesamiento computacional de los
datos obtenidos en la irradiación y medición de dicha troza. El escáner permitió la
determinación de la distribución espacial de la pudrición central y su volumen a lo largo
de la troza.
Los resultados obtenidos, a partir del escáner, mostraron una distribución errática de la
pudrición central en las trozas indicando que el volumen de la pudrición central
estimada correspondió a una sobrestimación del volumen real de la pudrición central
cuando ésta comprometía un gran volumen de degradación y a una subestimación en
aquella troza con un pequeño volumen de degradación.
Respecto de la estimación del porcentaje de pudrición, los resultados mostraron que
cuando la degradación real correspondió a un 40 % del volumen de la troza, la
estimación del porcentaje de la degradación obtenido del escáner tridimensional
resultó sólo un 4 % mayor que el porcentaje real de la degradación.

SUMMARY
The degradation caused by central rottenness, depending on its magnitude, makes entire
logs, or part of them, not convenient to saw. The capability to detect the central rottenness,
acknowledge its distribution and percentage in the log can diminish the length and costs of
its sawing. This memory was developed within the frame of the FONDECYT project Nº
1990680 “Detection of defects on boards and sawed wood by means of ultrasound and
gamma radiation”, and it had the objective to study the estereometry of the central
rottenness in Lenga (Nothofagus pumilio [Poepp. Et Endl] Krasser) wood by means of
attenuation of gamma radiation.
Four logs, 1m long were used, and Am 241 de 59,5 keV of energy, as source of gamma
radiation. Each log was radiated with 10 drafts following parallel trajectories of 1 cm,
lengthwise the major and minor axis of the board. The distance between drafts was 10 cm.
The first one was placed at 5 cm from the inferior face, and the last one at 5 cm from the
superior face of the board.
A Non-Destructive Method of Study was developed to generate a three-dimensional
scanner of the studied log, by the computational processing of the obtained data in the
radiation and measurement of the log. The scanner allowed the determination of the
spatial distribution of the central rottenness and its volume across the specimen.
The results obtained by the scanner showed a erratic distribution of the central rottenness
in the specimen, indicating that the volume of the central rottenness estimated answered
to a overestimation of the real volume of the central rottenness when this rottenness
compromised a large volume of degradation; and to a sub estimation on the board witch
had a small volume of degradation.
With respect to the estimation of the percentage of rottenness, the results showed that
when the real degradation corresponded to a 40% of the volume of the log, the estimation
of the percentage of the degradation attained form the three-dimensional scanner, turned
out only 4% higher than the real percentage of the degradation.

1
1 INTRODUCCION
La Lenga (Nothofagus pumilio [Poepp. Et Endl] Krasser) es el recurso nativo comercial
más importante de Chile. En la región de Magallanes existen alrededor de 500.000
hectáreas de bosque de Lenga en condiciones productivas. En los bosques de Lenga de
Magallanes se ha iniciado un desarrollo forestal importante, basado en un buen
aprovechamiento de la madera a través de mejoras en su procesamiento, diversificación
de los productos a base de este material y en el manejo silvícola sustentable de los
bosques (Schmidt, 1994).
La pudrición central es el principal problema sanitario que afecta a los bosques de Lenga,
ésto se ve reflejado en los bajos volúmenes aprovechables. Se estima que del bosque en
estado natural se extrae entre 10% y 20% de las existencias como volumen aserrable, del
cual el 30% es transformado en madera aserrada (Schmidt, 1982).
Las condiciones sanitarias de los árboles y trozas no permiten tener una clara relación
entre diámetro y rendimiento de madera aserrada. Los daños visibles en las caras de la
troza han constituido una guía para seleccionar las trozas que se transformarán en
madera. Sin embargo, este criterio no es muy eficiente dado que no detecta la pudrición
central en el interior de la troza. Conocer la distribución de la pudrición y su porcentaje en
una troza, puede mejorar el procesamiento de ellas en madera y así lograr un mejor
aprovechamiento de la madera extraída.
Se han efectuado diversas investigaciones haciendo uso de tecnologías de escaneo que
entregan información tridimensional de las trozas que, si bien logran detectar defectos
internos, no han sido desarrolladas suficientemente para trabajar a velocidades de
producción. Las investigaciones han proporcionado un gran número de técnicas para
detectar defectos internos en trozas, entre ellas, la tomografía computarizada de rayos x,
resonancia nuclear magnética y otras basadas en microondas. Los escáner para
diagnósticos médicos entregan una buena resolución, sin embargo, se necesitan
adaptaciones o rediseño de los equipos para ser utilizados en madera, lo que se traduce
en un encarecimiento de su costo que ya, de por sí, es elevado (Karsulovic, 2000).

2
En este estudio se desarrolló un método para cuantificar el grado de pudrición central en
trozas aserrables de Lenga, mediante atenuación de radiación gamma. El método requirió
de sistemas de operación simple y permitió obtener información tridimensional de la
pudrición central presente en una troza.

3
2 OBJETIVOS
2.1 Objetivo general
• Desarrollar un método para la determinación de la estereometría de la pudrición
central de trozas aserrables de Lenga (Nothofagus pumilio [Poepp. Et Endl]
Krasser), mediante atenuación de radiación gamma.
2.2 Objetivos específicos
• Determinar un método de medición de la estereometría de la pudrición central.
• Determinar la factibilidad técnica del desarrollo de un prototipo que permita realizar
escáneres a escala real y en tiempos compatibles con velocidades de producción.

4
3 REVISION BIBLIOGRAFICA
3.1 Lenga
3.1.1 Distribución y superficie
La Lenga ( Nothofagus pumilio [ Poepp. et Endl ] Krasser ) es un árbol de distribución
sudamericana austral que puede llegar a alcanzar hasta los 30 m de altura. En Chile se
distribuye por la Cordillera de los Andes, desde Altos de Vilches (33° 35’ S), séptima
región, hasta el sur de la Isla Hoste (55° 31’ S) en la duodécima región. Por la Cordillera
de la Costa su distribución es discontinua, limitada a las zonas cercanas al límite
vegetacional de la Cordillera de Nahuelbuta (37° 40’ a 38° S), undécima región, Cordillera
Pelada (40° a 40° 20’ S), décima región y Cordillera de Piuchén (42° a 42° 20’ S)
(Ormazábal, 1987).
La superficie total de bosques de Lenga es de 3.391.552 hectáreas que se concentran
principalmente en la undécima y duodécima región. El Cuadro 1 muestra la superficie de
bosques de Lenga por región.
Cuadro 1: Superficie de bosques de Lenga
Región Superficie (hectáreas) VII 13.564 VIII 143.642 IX 102.199 X 566.880 XI 1.440.702 XII 1.124.564
Total 3.391.552 Fuente: Universidad Austral de Chile, 1999.
3.1.2 Estructura y rendimiento de un bosque de Lenga
Los bosques de Lenga presentan generalmente estructura de tipo multietánea,
compuesta por bosquetes coetáneos de tamaño variable, producto de distintos sitios y
fases de desarrollo. En sitios de mejor calidad el bosque tiende a una estructura

5
multiestratificada, en tanto que en sitios de menor calidad se presenta formado por
bosquetes coetáneos con uno o dos estratos (Pesutic, 1978).
El rendimiento está relacionado con la estructura del bosque y el tipo de corta que se
aplica al bosque. El Cuadro 2 presenta el rendimiento obtenido en un rodal de Lenga en la
región de Magallanes.
Cuadro 2: Rendimiento de un rodal de Lenga
Área basal (m2/ha) Volumen (m3/ha) Localidad Mínimo Promedio Máximo Mínimo Promedio Máximo Skyring(*) 48.4 68.5 103.3 270 406.6 622.3
Fuente: Schmidt, 1982. (*) Región de Magallanes
3.1.3 Crecimiento y productividad
El crecimiento y productividad de la Lenga son estimados básicamente por tres
indicadores: incremento diametral (ID), incremento área basal (IAB) y productividad. El
Cuadro 3 presenta los resultados obtenidos por dos investigadores en diferentes
localidades; Manosalva (1995) y Schmidt (1982).
Cuadro 3: Indicadores de crecimiento y productividad
Fuente ID (cm/año) IAB (m2/ha-año) Productividad (m3/ha-año)Manosalva (1995) 0.18 0.313 3.10
Schmidt (1982) 0.17 0.503 3.15

6
3.2 Pudrición 3.2.1 Proceso de pudrición
Consiste en la degradación, del material lignocelulósico, que se divide en cuatro etapas
bien diferenciadas. La primera etapa se refiere al lugar físico (herida) donde se inicia el
proceso. Las heridas pueden ser causadas por: incendio, clima, insectos, aves, animales
o el hombre y sus acciones. La segunda etapa está relacionada con la respuesta del
hospedante a la herida. La tercera etapa incluye los sucesos que ocurren cuando los
microorganismos invasores superan las barreras de protección química e invaden el
xilema. La cuarta y última etapa la constituyen los eventos que ocurren cuando los
microorganismos de pudrición invaden el xilema y degradan las substancias de la pared
celular (Herrera, 1978).
3.2.2 Hongos de pudrición
Son hongos que se alimentan de los componentes de la pared celular de la madera,
causando el deterioro de ésta. Afectan a la madera mediante la secreción de enzimas,
son capaces de metabolizar holocelulosa y lignina, las cuales son componentes de la
pared celular. Primero atacan la hemicelulosa y posteriormente la celulosa y lignina, en
razón de la existencia de enlaces de hidrógeno en la primeras y enlaces covalentes
transversales en las segundas. Bajo condiciones de humedad de la madera y temperatura
ambiental favorable, las esporas del hongo de pudrición germinan y originan hifas que se
introducen en la madera desde el punto de infección, pasando de una célula a otra a
través de orificios que se realizan en el punto de contacto de la hifa con la pared celular
(Herrera, 1978).
3.2.3 Pudriciones blancas y pardas
Las pudriciones blancas son debidas a hongos que se alimentan tanto de celulosa como
de hemicelulosa y lignina, aunque los ataques a estas últimas son superiores tanto en
intensidad como en rapidez. Aún cuando la principal acción de los hongos de pudrición
blanca es la degradación de lignina, también produce la ruptura de las moléculas de
celulosa y hemicelulosa. Como consecuencia de la acción micótica, quedan en la madera

7
restos de celulosa, más o menos afectados, de color blanco que rellenan o cubren huecos
y alvéolos, formados como consecuencia de la desaparición de la lignina, también se
pueden apreciar vetas blancas separadas por zonas de madera sana no decolorada. El
complejo final no presenta actividad resistente alguna, pero conserva en cierto grado su
forma y estructura. Las pudriciones blancas afectan más a las maderas de latifoliadas que
a las de coníferas, a diferencia de las pardas, por que la madera de latifoliada suele tener
más lignina que la de coníferas y por la existencia de una preferencia de estos hongos por
la hemicelulosa de las latifoliadas (Rodríguez, 1998).
Las pudriciones pardas, denominadas también como pudrición café, son producidas por
hongos que se alimentan preferentemente de celulosa y hemicelulosa. Como
consecuencia del ataque queda un residuo pardo oscuro, formado por lignina y productos
extractivos, muy frágil y fácilmente disgregable con los dedos. Las pudriciones pardas
afectan más a las maderas de conífera que a las de latifoliadas, en razón de la
hemicelulosa presente en las primeras (Rodríguez, 1998).
Las pudriciones pardas secas son producidas por hongos capaces de actuar sobre
madera con un escaso o nulo grado de humedad. Este tipo de pudrición produce
importantes daños en la madera estructural y de carpintería de construcción, sobre todo
en aquellas situadas en lugares mal ventilados. Las pudriciones pardas húmedas son las
más frecuentes, afectando a las maderas con humedad superior al 20 - 35%, situadas
tanto en interior como en exterior. Como característica general se produce un
oscurecimiento superficial en las maderas afectadas. Las pudriciones pardas húmedas
blandas se presentan en maderas con un elevado grado de humedad. La sintomatología
externa de este tipo de pudrición en estados avanzados, se caracteriza por la presencia
de una capa blanca superficial, generalmente decolorada, algo erosionada. Los hongos
causantes de este tipo de pudrición se alimentan principalmente de celulosa y
hemicelulosa de la pared celular de la madera. Normalmente estos hongos afectan a la
pared secundaria de las células, en su capa intermedia, originando cavidades paralelas a
la dirección de las microfibrillas de la celulosa. Si el ataque es de gran intensidad, la pared
secundaria puede quedar totalmente destrozada y separada de la terciaria, que también
puede aparecer dañada. Las cavidades mencionadas presentan diversos tamaños y
formas, en relación tanto con el hongo como con las especies de madera atacadas,
siendo más visibles en la madera de verano que en la de primavera, lo cual parece estar

8
en relación con la naturaleza, cantidad y distribución de la hemicelulosa y el tamaño de
las microfibrillas celulósicas (Rodríguez, 1998).
En el ataque que realizan estos hongos a la madera, se diferencian 3 etapas,
caracterizadas por una primera etapa de disminución inicial del peso de la madera, una
segunda etapa de penetración micelar pasiva sin pérdida de peso y una tercera etapa de
disminución importante del peso de la madera. Los factores incidentes en el grado de
ataque de estos hongos, además de un elevado grado de humedad de la madera, son:
densidad baja de la madera, elevada relación superficie/volumen, elevada cantidad de
hemicelulosa, baja cantidad de lignina, pH del suelo tendiente a básico y elevada
presencia de fosfatos, nitrógeno y potasio (para madera en contacto con el suelo). Como
consecuencia del ataque de los distintos tipos de pudrición, la madera afectada sufre una
disminución en sus propiedades resistentes, presentando las siguientes características:
incremento de la permeabilidad de la madera a los líquidos, disminución de la resistencia
a tracción debido a la depolimerización de la holocelulosa, disminución de la resistencia a
la compresión tanto por fallos mecánicos internos como por depolimerización de la
holocelulosa de la pared celular y disminución del peso (Rodríguez, 1998).
3.2.4 Pudrición lateral y pudrición central
En estos casos la pudrición se clasifica según su posición en el fuste del árbol, definiendo
así a la pudrición lateral como aquella que se origina por la infección de las heridas del
fuste, nudos o ramas, de donde se propaga en las direcciones radial y longitudinal y
pudrición central como aquella que se inicia en las raíces del árbol y avanza por el centro
hacia las partes superiores del fuste.
3.2.5 Pudrición en los bosques de Lenga de Magallanes
Los bosques de Lenga de la Región de Magallanes en general son considerados
sobremaduros, debido a la alta proporción de árboles en fase de envejecimiento y
destrucción, esta situación es natural en el desarrollo del bosque y es conducente a
fenómenos patológicos que causan disminución en el rendimiento de madera sana. El
principal síntoma que presentan estos bosques es la pudrición, producto de la
biodegradación de la madera, causada por hongos (Pesutic, 1978).

9
Los tipos de pudrición que afectan los bosques de Lenga son principalmente pudrición
blanca y pudrición café. El estudio realizado por Pesutic (1978) muestra el porcentaje de
individuos que presenta pudrición café o blanca, lateral o central respecto del total de
individuos afectados en los bosques de Lenga-maitén y Lenga-montano.
Cuadro 4: Individuos afectados, según tipo de pudrición
Bosque Pudrición café ( % ) Pudrición blanca (%)Lenga-maitén 76.8 23.3
Lenga-montano 73.1 26.9 Fuente: Pesutic (1978 )
En el Cuadro 4, se puede observar que del total de individuos afectados por algún tipo de
pudrición en el bosque de Lenga-maitén y Lenga-montano, el mayor porcentaje presenta
pudrición café.
Cuadro 5: Individuos afectados, según localización de la pudrición
Bosque Pudrición lateral (%) Pudrición central (%) Lenga-maitén 21 79
Lenga montano 43.6 56.4 Fuente: Pesutic (1978 )
El Cuadro 5, muestra que tanto en el bosque de Lenga-maitén como en el de Lenga-
montano , el mayor porcentaje de individuos afectados presenta pudrición lateral.
De los Cuadros 4 y 5 se deduce que en la mayoría de los árboles afectados por pudrición,
ésta es del tipo café y su localización en el árbol es central.
3.2.6 Efecto de la pudrición en los bosques de Lenga
El principal problema de los bosques de Lenga es la existencia de una alta proporción de
individuos con pudrición, este es el principal factor que determina el bajo volumen
aserrable que se obtiene de estos bosques. Se estima que del bosque en estado natural
se extrae entre 10% y 20% de las existencias como volumen aserrable, del cual el 30% es
convertido en madera aserrada (Schmidt, 1982).

10
El efecto de la pudrición en los bosques de Lenga es evidente y consiste en la
disminución del volumen aserrable del bosque y el aumento de las pérdidas por pudrición.
Pesutic (1978), determina que en el bosque de Lenga-maitén, de estructura multietánea,
el 67% del total de árboles presenta pudrición, el área basal de árboles con pudrición es
86.5% del total y el volumen neto de pérdidas por pudrición es de 42.9% del volumen
total, mientras que en estructuras más simples, como el bosque de Lenga-montano, el
volumen neto de pérdidas por pudrición alcanza sólo un 6.7% del volumen total.
3.2.7 Clasificación de trozas con pudrición
En la actualidad sólo se maneja un criterio visual para clasificar trozas y determinar su
aptitud para el aserrado. Este criterio, que determina el grado de pudrición de las trozas y
permite su clasificación en aptas para aserrado o no aptas para aserrado, no es muy
eficiente puesto que no detecta defectos internos. El criterio consiste en comparar el
diámetro de la pudrición con el diámetro de la troza, cuando ésta aparece en alguna cara
de ella. Luego, conociendo el diámetro de la troza y el diámetro de la zona de pudrición,
se obtiene un indicador del porcentaje de madera podrida presente en la troza. Según:
IP = (DP / DT) * 100 (1)
Donde:
IP :Indicador de pudrición ( % ).
DP :Diámetro zona podrida.
DT :Diámetro de la troza.
La determinación de que porcentaje definirá si una troza es apta para aserrado o no,
dependerá del criterio de intervención del bosque y aprovechamiento del recurso.

11
3.3 Radiación
3.3.1 Métodos no destructivos de detección de defectos Los métodos no destructivos de detección de defectos no cambian las aptitudes del uso
final del material examinado y utilizan alguna forma de propagación de energía a través o
alrededor del material para inferir alguna característica de interés acerca del material
examinado. Esa energía puede resultar de una estimulación estática o dinámica o tal vez
ser generada por ondas elásticas o electromagnéticas. Características frecuentemente de
interés son la geometría externa, la resistencia y la localización y tamaño de las
superficies de los defectos internos (Schad, 1996).
La radiación electromagnética de alta energía, en forma de rayos-x o rayos gamma,
puede ser utilizada para generar imágenes altamente detalladas de los materiales. Los
rayos-x ( o rayos gamma) determinan indirectamente la densidad de un material mediante
la atenuación de los rayos cuando ellos pasan a través del espécimen. Como los fotones
son absorbidos y dispersados por el material del espécimen, la intensidad de la medición
de los rayos-x (o rayos gamma) es reducida. Mientras mayor sea el espesor del material,
mayor será la atenuación de rayos- x (Schad, 1996).
Los escáner de tomografía computarizada de rayos-x de trozas son producidos por el
paso de los rayos-x a través de las dos dimensiones más pequeñas del espécimen.
Debido a que la atenuación de cada haz de rayos-x es el efecto acumulativo de pequeños
volúmenes en su paso, la contribución de cada volumen no puede ser determinada por un
solo rayo. Entonces, varios haces individuales son enviados a través de cada pequeño
volumen en el material. La atenuación resultante de cada volumen puede luego ser
procesada computacionalmente integrando los efectos de atenuación en todos los pasos
de los rayos-x en el material. Debido a que la tomografía resultante, o imagen, puede ser
procesada computacionalmente, la técnica es llamada tomografía computarizada (TC).
Este procedimiento genera una imagen bidimensional de un plano escaneado o sección
transversal. Si sucesivos planos son escaneados a lo largo de la dimensión mayor se
obtiene un escáner del espécimen completo (Schad, 1996).

12
3.3.2 Radioactividad
La radioactividad es una característica de algunos núcleos que consiste en la emisión
espontánea de radiación. Existen tres tipos de radiación que pueden ser emitidas por una
sustancia radioactiva: decaimiento alfa (α), donde las partículas emitidas son núcleos de
helio, decaimiento beta (β), en el cual la suma de protones mas neutrones permanece
constante y decaimiento gamma (γ), en el cual la radiación emitida son fotones de alta
energía (Serway,1989).
Los tres tipos de radiaciones tienen diferentes poderes de penetración, partículas alfa
escasamente penetran una lámina de papel, partículas beta pueden penetrar unos pocos
milímetros de aluminio y rayos gamma pueden penetrar varios centímetros de plomo
(Serway,1989).
La tasa a la cual ocurre un proceso de decaimiento particular en una muestra radioactiva
es proporcional al número de núcleos radioactivos presentes. Si N es el número de
núcleos radiactivos presentes en algún instante, la tasa de cambio de N es:
dN/dt = -λ*N (2)
λ es la constante de decaimiento. El signo menos indica que la tasa de cambio es
negativa, debido a que N disminuye en el tiempo. A partir de la ecuación (2) se llega a que
la actividad es:
A = AO * e-λ * t (3)
Donde AO es la actividad en t=0 y λ es la constante de decaimiento.
La vida media de una sustancia radioactiva es el tiempo que demora la mitad de los
núcleos radioactivos en decaer, y es definida de la siguiente forma:
T1/2 = ln 2 / λ (4)

13
La unidad de la actividad es el curie (Ci) y está definida exactamente como 3.7 x 1010
desintegraciones/segundo. La unidad usual para medir la energía de la radiación es el
electron volt (eV) y está definido como la energía cinética ganada por un electrón
mediante su aceleración a través de una diferencia de potencial de 1 Volt (Serway,1989).
3.3.3 Fuentes de radiación
Las diferentes fuentes de radiación son clasificadas básicamente en dos grandes grupos,
dependiendo si es radiación de partículas cargadas o no cargadas:
Radiación de partículas cargadas: Electrones rápidos
Partículas cargadas pesadas
Radiación no cargada: Radiación electromagnética
Neutrones
Electrones rápidos incluyen, entre otros, electrones y positrones emitidos en un
decaimiento nuclear. Partículas cargadas pesadas envuelve, entre otras, a partículas alfa,
protones, productos de fisión, o productos de alguna reacción nuclear. La radiación
electromagnética incluye rayos-x emitidos en el reacomodamiento de la nube de
electrones de los átomos, y rayos gamma que se originan de transiciones en el núcleo
mismo. Neutrones generados en procesos nucleares comprenden la última categoría, las
cuales se dividen en neutrones lentos y neutrones rápidos (Knoll,1989).
3.3.4 Radiación gamma
Aunque existe un gran número de formas en que los rayos gamma pueden interactuar con
la materia, sólo tres mecanismos de interacción tienen una real importancia: efecto
Fotoeléctrico, efecto Compton, y Producción de pares. El efecto Fotoeléctrico predomina
para rayos gamma de baja energía, Producción de pares predomina para rayos gamma
de alta energía y efecto Compton es el proceso más probable en el rango de energía
entre los dos extremos anteriores (Knoll, 1989).

14
El efecto Fotoeléctrico es una interacción en la cual el fotón gamma incidente desaparece.
En su lugar, un fotoelectrón es emitido por el átomo desde su nube de electrones. La
interacción es con el átomo como un todo y no es posible con electrones libres. En adición
al fotoelectrón, la interacción también crea un átomo absorbedor ionizado con una
vacante en un lugar de su nube de electrones. Esa vacante es rápidamente llenada
mediante la captura de un electrón libre del medio y/o por el reacomodamiento de los
electrones del átomo (Knoll, 1989).
El proceso de interacción por efecto Compton existe entre el fotón gamma incidente y un
electrón del material absorbente. En el efecto Compton, el fotón gamma incidente es
dispersado a través de un ángulo de dispersión con respecto a su dirección original. El
fotón transfiere una parte de su energía al electrón. La energía que cada uno se lleva
depende del ángulo de dispersión (Knoll, 1989).
Cuando la energía de la radiación gamma excede de 1.02 MeV el proceso de interacción
por Producción de pares es energéticamente posible. Por lo tanto, Producción de pares es
un proceso predominantemente confinado a radiación gamma de alta energía. En la
interacción, el fotón gamma desaparece y es reemplazado por un par electrón-positrón
(Knoll, 1989).
3.3.5 Atenuación de la radiación gamma
Cada uno de los procesos de interacción quita fotones del haz ya sea por absorción o por
dispersión fuera de la dirección inicial y pueden ser caracterizados por una probabilidad
de ocurrencia por unidad de longitud de recorrido en el material absorbedor. La suma de
estas probabilidades es simplemente la probabilidad por unidad de longitud de recorrido
de que el fotón gamma sea quitado de el haz y está dada por
µ = τ (efecto Fotoeléctrico) + σ (efecto Compton) + κ (Producción de pares) (5)
En donde µ se denomina coeficiente de atenuación lineal. El número de fotones
transmitidos I está dado por:
I = I0 e - µ * x (6)
15
Donde I0 es el número de fotones sin absorbedor, x es el espesor del material absorbente
y µ es el coeficiente de atenuación lineal. Luego, a partir de µ se define el coeficiente de
atenuación másico como:
µ ρ = µ/ρ (7)
Donde ρ representa la densidad del medio. Para una energía de radiación gamma dada,
el coeficiente de atenuación másico no cambia con el estado físico del material
absorbente dado, en tanto que el coeficiente de atenuación lineal si lo hace. Por ejemplo,
el coeficiente de atenuación másico es el mismo para agua sea en la forma de líquido o
vapor. El coeficiente de atenuación másico de un compuesto o mezcla de elementos
puede ser obtenido desde:
(µ ρ) mezcla = Σi w i (µ/ρ)i (8)
Donde w i representa la fracción de peso del elemento i en el compuesto o mezcla.
Ahora, en términos de coeficiente de atenuación másico , la ley de atenuación para
radiación gamma toma la siguiente forma:
I / I0 = e - (µρ) *ρ* x (9)
El producto ρ * x es conocido como espesor masa del material absorbente y es un
parámetro significante que determina el grado de atenuación. La unidad de espesor masa
ha sido históricamente mg / cm2 (Knoll, 1989)
3.3.6 Estudios previos usando radiación gamma
Ramírez (1995), desarrolló una metodología no destructiva para obtener perfiles de
densidad en piezas de pino. Utilizó un haz colimado de un fuente de radiación gamma
(241Am), de 59.5 keV de energía. La obtención de los perfiles permitió determinar que los
valores de densidad gamma fueron 7% mayores que los de densidad gravimétrica, que se
puede estimar densidades puntuales en una pieza de madera y que es posible detectar
con claridad nudos vivos de diámetro mayor a 2 cm.

16
Karsulovic (2000) en su investigación acerca de la detección de pudrición central
mediante atenuación de radiación gamma concluye que la utilización de la radiación
gamma permite desarrollar una metodología eficaz para éste objetivo.
Dentro de la misma línea de investigación, el estudio de Pavez (2001) también acerca de
la detección de pudrición central en trozas de Lenga mediante atenuación de radiación,
concluye, en forma general, que la radiación gamma es una herramienta eficaz en la
detección, posicionamiento y cuantificación del defecto pudrición central al aplicarla en
trozas de Lenga para niveles de ataque intermedio y avanzado. Además, determina que
los perfiles de coeficiente de atenuación lineal en trozas atacadas permiten delimitar con
buena precisión el grado de ataque y su posicionamiento.

17
4 MATERIALES Y METODOS
4.1 Material de ensayo
Fueron estudiadas cuatro trozas de Lenga (Nothofagus pumilio [Poepp. Et Endl] Krasser)
de 1 m de longitud, con corteza, provenientes de la localidad Monte Alto, Región de
Magallanes. Visualmente, las Trozas 1 y 2 no presentaron ataque de pudrición central en
ninguna de sus caras, la Troza 3 presentó ataque en ambas caras y la Troza 4 presentó
ataque sólo en la cara inferior. El material se envolvió en plástico para mantener su
contenido de humedad durante el transporte hacia el lugar de estudio. La descripción del
material de ensayo se presenta en el Cuadro 6.
Cuadro 6: Descripción de las trozas estudiadas
Especie Troza Largo (cm) Diámetro mayor (cm) Pudrición
1 101 32 No
Nothofagus 2 104 37 No
pumilio 3 103 36 Ambas caras
4 102 41 Cara inferior
4.2 Equipos y laboratorios
El desarrollo del estudio se llevó a cabo en el Departamento de Ingeniería de la Madera y
el Departamento de Física de la Facultad de Ciencias, ambos de la Universidad de Chile.
4.2.1 Equipo de espectroscopía gamma
• Fuente radioactiva: Americio (241Am) que emite radiación gamma 59.5 keV de
energía, 14 mCi de actividad y vida media ( T1/2) igual a 433 años. La fuente está
en el interior de un blindaje de plomo con un orificio para permitir la salida del haz
de fotones.

18
• Detector: Cristal de Yoduro de Sodio dopado con Talio (NaI(Tl)) de 2” x 2” marca
EG&G Ortec modelo 266 PM Base. Este detector permaneció inserto en un
blindaje de plomo.
• Preamplificador marca EG&G Ortec modelo 113.
• Amplificador marca EG&G Ortec modelo 571.
• Tarjeta multicanal NUCLEUS PCA II de 4096 canales.
• Computador AT-486 IBM compatible.
• Fuente de alto voltaje marca EG&G Ortec modelo 556
• Bin Power Supply marca EG&G Ortec modelo 401A.
• Estabilizador de voltaje marca MATSUNAGA STAVOL modelo SVC.
4.2.2 Banco de ensayo de colimación amplia
La fuente y detector se ubicaron sobre bloques de madera para lograr su posicionamiento
en altura. El desplazamiento vertical de la fuente y el detector en conjunto con el
desplazamiento vertical del carro portamuestra (Figura 1), posibilitaron que el haz de
fotones realizara un desplazamiento de 90 cm en altura. El carro portamuestra permitió
además un desplazamiento horizontal de 100 cm y un desplazamiento vertical de 15 cm.
El sistema permitió irradiar en su totalidad trozas de hasta 100 cm de longitud y diámetros
de hasta 50 cm. En la Figura 1, la unidad gris que está sobre el bloque de madera en la
parte izquierda de la foto corresponde a la fuente, y la de la derecha al detector.
Figura 1: Banco de ensayo de colimación amplia

19
4.2.3 Herramientas de corte
• Banco de sierra huincha POWERMATIC modelo 80, ancho de corte 3 mm.
• Banco de sierra circular MINIMAX modelo CU300, ancho de corte 3mm.
• Banco sierra circular WADKIN BURNGREEN modelo PANELMASTER, ancho de
corte 3 mm.
La Figura 2 muestra el banco de sierra huincha utilizado para cortar las trozas, después de los ensayos realizados.
Figura 2: Banco sierra huincha
4.2.4 Equipos de gravimetría
• Balanza METTLER modelo P1200, análoga.
• Balanza CHYO modelo MK-500C, digital.
• Balanza AND modelo EK-1200A, digital.
• Material de vidrio.
• Horno MEMMERT modelo UM100.
• Horno SHELL LAB (SL) modelo FX1350.
• Pie de metro STORM.

20
4.3 Método
4.3.1 Estabilidad temporal del sistema de espectroscopía de radiación gamma
La estabilidad de un sistema permite eliminar la posibilidad de un error instrumental en las
mediciones. Para determinar la estabilidad del sistema se realizaron las siguientes
pruebas:
• Prueba en período corto ( 2 hrs) con demora inicial del sistema, una lectura de I0
(número de cuentas sin atenuar) cada 5 minutos. La demora inicial implica esperar
30 minutos desde el encendido del equipo.
• Prueba en período largo ( 7 hrs ) sin demora inicial del sistema; una lectura de I0
cada 20 minutos.
• Prueba en período corto sin demora inicial; una lectura de I0 cada 1 minuto.
Las lecturas de I0 se tomaron para un tiempo de irradiación, tiempo de conteo o LT(live
time) de 30 segundos. Para cada prueba se determinó el promedio y la variación de I0,
una vez obtenidos dichos resultados se procedió a su comparación.
4.3.2 Caracterización física del material
La caracterización física del material consistió en la determinación del contenido de
humedad y las densidades verde y anhidra mediante la metodología gravimétrica. La
determinación de la densidad verde y anhidra se obtuvieron mediante las siguientes
relaciones:
Dv = Mv / Vv (10)
D0 = M0 / V0 (11)
Donde;
Dv :Densidad verde
Do :Densidad anhidra
Mv :Masa verde
M0 :Masa anhidra

21
Vv :Volumen verde
V0 :Volumen anhidro
La masa verde de las probetas se midió con una balanza, inmediatamente después de
cortadas desde la rodela, en tanto que la masa anhidra se obtuvo luego de un período de
secado que finalizó cuando se estabilizó la masa de las probetas; el volumen verde y
anhidro se determinó mediante el método de volumetría por desplazamiento de agua.
El contenido de humedad porcentual en base seca se obtuvo mediante la siguiente
relación:
CH % = (Mv - M0 ) * 100 / M0 (12)
Donde;
CH :Contenido de humedad en porcentaje
Mv :Masa verde de la probeta
Mo :Masa anhidra de la probeta

22
4.3.3 Extracción de probetas para caracterización física
Se extrajeron, de cada troza, dos rodelas de 5 cm de altura para caracterización física,
una a 25 cm de la cara superior y otra a 25 cm de la cara inferior. Luego, de cada rodela
se elaboraron probetas de 3x3x5 cm, entre las cuales se seleccionaron 15 probetas sin
defectos. Como resultado final se extrajeron, por cada troza, 30 probetas sin defectos
para caracterización física. La extracción de probetas se ilustra en la Figura 3.
Figura 3: Extracción de probetas para caracterización física
4.3.4 Irradiación de las trozas
La irradiación de las trozas se efectuó siguiendo trayectorias a través de cuerdas
paralelas con un paso de 1 cm como se ilustra en la Figura 4. Se realizaron irradiaciones
en dos direcciones ortogonales, posicionando la muestra de forma tal que el haz de
fotones fuese normal a la mayor dimensión diametral, denominada eje mayor. Rotando
posteriormente la muestra en 90º, se efectuó una segunda irradiación a través de cuerdas
paralelas al eje menor, definiéndose como eje menor la distancia entre las tangentes del
contorno de la muestra trazadas paralelas al eje mayor. La primera irradiación descrita en
el párrafo anterior, se realizó a 5 cm de la cara inferior de la troza, luego se repitió el
proceso cada 10 cm generando 10 planos de irradiación que se muestran en la Figura 5.
El tiempo de irradiación, tiempo de conteo o LT (live time) fue variable según la troza.

23
Figura 4: Irradiación a través de cuerdas paralelas
Figura 5: Localización de los planos de irradiación

24
4.3.5 Determinación del coeficiente de atenuación lineal
El coeficiente de atenuación lineal (µ) correspondiente a una posición de irradiación
cualquiera en una troza, se obtuvo despejando la ecuación (6) en función de µ . De esta
manera la ecuación (6), que define el número de fotones transmitidos por un material
absorbente, tomó la siguiente forma:
µ = - ln (I0 / I) / xmed (13)
Donde;
µ :Coeficiente de atenuación lineal.
I0 :Intensidad del haz de fotones sin atenuar.
I :Intensidad del haz de fotones que atraviesa el material absorbente.
xmed :Espesor medido de la cuerda de irradiación.
La cuerda de irradiación fue definida como la distancia que atravieza el haz de fotones en
una posición de irradiación cualquiera en la troza. Se tuvo una cuerda de irradiación por
cada posición de irradiación y tantas cuerdas de irradiación como posiciones de
irradiación por cada eje. La Figura 6 ilustra una cuerda de irradiación.
Figura 6: Cuerda de irradiación

25
4.3.6 Espesor estimado de la cuerda de irradiación
El espesor estimado de la cuerda de irradiación se obtuvo despejando x de la ecuación
(6). De esta manera la ecuación (6) adoptó la siguiente forma:
xest = (- ln (I/Io)) / µ’ (14)
Donde;
xest :Espesor estimado de la cuerda de irradiación.
I :Intensidad del haz de fotones que atraviesa el material absorbente.
Io :Intensidad del haz de fotones sin atenuar.
µ' :Coeficiente de atenuación lineal para madera de Lenga sin defectos.
4.3.7 Espesor medido de la cuerda de irradiación
Una vez finalizada la irradiación se procedió a cortar cada troza según cada plano de
irradiación. Midiéndose el espesor de las cuerdas de irradiación. La medición de cada
cuerda se realizó mediante un plano cuadriculado y una regla milimetrada. En este
estudio, por razones prácticas, las mediciones de las cuerdas de irradiación fueron
realizadas a partir de la troza cortada.
4.3.8 Coeficiente de atenuación lineal de madera de Lenga sin defectos
El coeficiente de atenuación lineal de madera de Lenga sin defectos ( µ’ ) que se utilizó
para estimar el espesor de la cuerda de irradiación, se determinó mediante el estudio de
la Troza 1. Los datos obtenidos permitieron determinar el coeficiente de atenuación lineal
en cada una de las posiciones irradiadas en la troza, de acuerdo a la ecuación (6).
Una vez determinado el coeficiente de atenuación lineal en las posiciones irradiadas en la
troza, se procedió a seleccionar aleatoriamente, una muestra de 147 valores
correspondientes a los coeficientes de atenuación lineal de dichas posiciones, en la cual
se calculó el promedio, desviación estándar y coeficiente de variación de los coeficientes
de atenuación lineal. El promedio obtenido de aquella muestra fue el coeficiente de
atenuación lineal de madera de Lenga sin defectos (µ) a 57% de contenido de humedad.

26
Además, se construyó, a partir del promedio y la desviación estándar calculados, un
intervalo para el coeficiente de atenuación lineal, para la madera de Lenga sin defectos,
que representó la tendencia normal del coeficiente, tal que, aquellos valores de
coeficiente de atenuación lineal que estuvieron fuera de los límites del intervalo fueron
considerados indicadores de una tendencia anormal en el material. El intervalo se
construyó de la siguiente forma.
Intervalo µ’ madera de Lenga sin defectos: [µ Promedio ± 3 * Desviación estándar] (15)

27
4.4 Método no destructivo de estudio 4.4.1 Diferencia entre espesor medido y espesor estimado
Los valores absolutos de las diferencias entre los espesores medidos y los espesores
estimados de las cuerdas de irradiación a lo largo de un eje de la troza conformaron el
perfil diferencia de aquel eje. Los valores que constituyeron el perfil diferencia fueron
multiplicados por 1 cm (paso de irradiación) con el propósito de transformar las diferencias
de longitud en diferencias de áreas y dar lugar a un nuevo perfil que se denominó perfil de
diferencia de áreas.
El perfil de diferencias de áreas a lo largo del eje mayor se multiplicó por el perfil de
diferencia de áreas a lo largo del eje menor, dando lugar a una matriz de valores que se
denominó Matriz K. Esta matriz de valores representó al plano de irradiación y entregó
información del estado del ataque de la pudrición central en dicho plano. Los valores que
constituyeron la Matriz K se definieron como indicadores K y se expresaron en cm4.
4.4.2 Nivel de ataque de la pudrición
Los indicadores K proporcionaron información acerca del estado del ataque de la
pudrición central en el plano de irradiación, mientras más grande resultaron estos
indicadores mayor fue el nivel del ataque de la pudrición.
La determinación de los niveles de ataque se realizó contrastando visualmente un plano
de una troza atacada por pudrición central con la Matriz K correspondiente a aquel plano.
De esta forma se determinó que aquellas posiciones que visualmente mostraron un
estado avanzado de ataque de la pudrición, presentaron en la Matriz K un indicador K
igual o superior a 90 cm4 y aquellas que no mostraron indicios de ataque presentaron
valores iguales o inferiores a los 40 cm4 para el mismo indicador. De acuerdo a este
criterio se definieron los niveles de ataque que se resumen en el Cuadro 7.

28
Cuadro 7: Nivel de ataque
Nivel Estado del ataque Indicador K 1 No existe ≤ 40 2 Medio 40< K <90 3 Avanzado ≥90
4.4.3 Estimación de volúmenes La estimación de los diferentes volúmenes de interés (volumen total de la troza, volumen
de la pudrición central) se obtuvo del escáner tridimensional que entregó el Método no
destructivo de estudio (NDE). El escáner tridimensional se generó, a partir del
procesamiento computacional de los resultados obtenidos a partir de la irradiación de la
troza y de la medición de los espesores de la troza en las posiciones donde fue irradiada.
El Método NDE que permitió generar el escáner tridimensional se ilustra en la Figura 7.
Figura 7: Método NDE

29
El Método NDE en una primera fase, mediante el sistema de espectroscopia gamma,
contempló las mediciones de los números de cuentas o fotones transmitidos a través del
material en cada una de las posiciones de irradiación y la medición del espesor de las
cuerdas de irradiación relativas a dichas posiciones de la troza.
La información obtenida en la primera fase fue procesada computacionalmente en el
software EXCEL de acuerdo a la expresión (6). Se obtuvieron los coeficientes de
atenuación lineal, los espesores estimados de las cuerdas de irradiación, las diferencias
entre los espesores medidos y estimados de las cuerdas de irradiación y se construyó la
Matriz K para cada plano de irradiación.
En una tercera etapa los indicadores K constituyentes de la Matriz K fueron examinados
de acuerdo al nivel de ataque de la pudrición definido en el punto 4.4.2 de esta memoria.
De este modo, si el valor de un indicador K de una Matriz K cualquiera igualó o superó el
límite de 90 cm4 se le asignó un valor 3, si se resultó inferior al límite de 90 cm4 y superior
al límite de 40 cm4 se le asignó un valor 2 y si fue igual o inferior a 40 cm4 se le asignó
un valor 1. La Matriz K quedó conformada por valores iguales a 1, 2 ó 3 de acuerdo a los
tres niveles de ataque de pudrición definidos en el punto 4.4.2 de esta memoria.
Posteriormente, las 10 Matrices K, correspondientes a los 10 planos examinados en cada
troza, que fueron construidas en EXCEL, fueron transformadas en archivos de texto en el
software WORDPAD
En la cuarta etapa, las Matrices K en forma de archivo de texto fueron graficadas en un
software de ingeniería (AUTOCAD). En este software, al nivel 3 de ataque de pudrición se
le asignó el color verde, al nivel 2 el color amarillo y al nivel 1 el color rojo. Luego,
mediante herramientas del software se construyó a partir de las matrices graficadas, un
escáner tridimensional de la troza estudiada.
Por último, a partir del escáner tridimensional y mediante herramientas del software se
obtuvieron las estimaciones de los diferentes volúmenes de interés ( volumen total de la
troza, volumen de la pudrición central, volumen de madera sana).

30
4.5 Contrastación de resultados
Esta se realizó mediante una verificación destructiva, en efecto, una vez que fueron
realizadas las pruebas del Método NDE, las trozas fueron cortadas coincidiendo con la
localización de los planos de irradiación. Después de cortar, las secciones transversales
de la troza coincidentes con los planos de irradiación de la troza fueron fotografiadas para
proveer una base de comparación para el Método NDE.
Desde cada fotografía, se calculó mediante el software AUTOCAD, la superficie total de la
sección transversal de la troza y la superficie de la pudrición, cuando ésta existió. La
superficie de la pudrición fue determinada por contraste de color.
Cada superficie calculada fue multiplicada por 10 cm (distancia entre planos de
irradiación) obteniéndose de esta forma el volumen que ellas generaron al proyectarlas 10
cm en el espacio. Los volúmenes asociados a cada plano de irradiación de la troza fueron
sumados, obteniéndose por esta vía el volumen total de la troza y de la pudrición central.

31
4.6 Factibilidad técnica de desarrollar un prototipo de escáner a escala real La factibilidad técnica de desarrollar un prototipo de escáner que funcione a escala real y
a velocidades acordes a velocidades de producción se determinará mediante un estudio
de caso. El caso de estudio corresponderá al aserradero de Comercial de la Patagonia
Ltda., ubicado en Punta Arenas, Magallanes, Chile.

32
5 RESULTADOS Y DISCUSION
5.1 Estabilidad temporal del sistema de espectroscopía de radiación gamma Las pruebas de estabilidad temporal del sistema de espectroscopia entregaron los
resultados expuestos en el Cuadro 8 para las mediciones de I0 (número de cuentas):
Cuadro 8: Prueba de estabilidad temporal del sistema de espectroscopía
Estabilidad temporal del sistema TT(hr) LT(s) ∆T(min) I0 DS CV(%)
Período corto 2 30 5 10909 122 1,1
Período largo 7 30 20 10911 107 1,0
Intervalos cortos entre mediciones 1,5 30 1 10862 118 1,1
TT :Tiempo total de la prueba de estabilidad.
LT :Live time (tiempo de conteo).
∆T :Tiempo entre mediciones.
I0 :Número de cuentas.
DS :Desviación estándar.
CV :Coeficiente de variación de los datos.
Los resultados presentados en el Cuadro 8 indican que la variabilidad de los datos no
excede el valor porcentual de 1,1 % para cada una de las pruebas de estabilidad. Esto
permite concluir que el sistema espectroscópico es estable para los tiempos utilizados en
las mediciones.

33
5.2 Determinación de contenido de humedad y densidad
Los resultados obtenidos en la determinación del contenido de humedad (CH), densidad
verde (Dv) y densidad anhidra (Do), de cada una de las trozas, se muestran en el Cuadro
10.
Cuadro 10: Contenido de humedad, densidad verde y densidad anhidra.
CH (%) Troza 1 2 3 4 Media 57 57 55 48
Desv. Est. 11 16 10 9 CV(%) 19 28 18 20
N 30 27 30 30 Dv (gr/cm3)
Media 0,62 0,60 0,64 0,59 Desv. Est. 0,04 0,08 0,06 0,04
CV(%) 6 14 10 6 N 30 27 30 30
Do (gr/cm3) Media 0,45 0,45 0,46 0,46
Desv. Est. 0,03 0,03 0,03 0,02 CV(%) 6 8 8 5
N 30 27 30 30
CH :Contenido de humedad.
Dv :Densidad verde.
Do :Densidad anhidra.
El análisis del Cuadro 10 indica la homogeneidad del material estudiado, puesto que, los
resultados obtenidos en las diferentes determinaciones no presentan grandes diferencias.

34
5.3 Coeficiente de atenuación lineal para madera de Lenga sin defectos
Los resultados obtenidos en la determinación del coeficiente de atenuación lineal de
madera de Lenga sin defectos (µ’) a CH de 57% se muestran en el Cuadro 11.
Cuadro 11: Coeficiente de atenuación lineal para madera de Lenga sin defectos a 57% de
contenido de humedad .
Estadígrafo Coeficiente de atenuación lineal (µ’) Promedio (cm-1) 0.1239
Desviación estándar 0.0095 CV (%) 7.7
N 147
El Cuadro 11 muestra que el coeficiente de atenuación lineal para madera de Lenga sin
defectos a 57% de contenido de humedad fue en promedio de 0.1239 (cm-1), con una
desviación estándar de 0.0095 y un coeficiente de variación de un 7.7%.
De acuerdo a los resultados obtenidos, el intervalo de coeficiente de atenuación lineal de
madera de Lenga sin defectos, definido en la ecuación (15) (ver sección 4.3.8 de esta
memoria) fue el siguiente.
Intervalo µ’ madera de Lenga sin defectos a CH de 57 %: [0.0954 ; 0.1524] (16)
35
5.4 Método no destructivo de estudio 5.4.1 Espesor medido y espesor estimado de la cuerda de irradiación
Las Figuras 8, 9, 10 muestran, respectivamente, los resultados obtenidos de la irradiación
del plano 1 de las Trozas 2, 3 y 4. Ellas muestran el coeficiente de atenuación lineal a lo
largo del eje mayor y menor de las trozas, el espesor medido y espesor estimado de las
cuerdas de irradiación y la diferencia entre ellos a lo largo de los ejes mayor y menor.
También muestran los escáner o imagen bidimensional del plano de irradiación 1 de las
trozas y las fotos de las secciones transversales que coinciden con el plano de irradiación
1 de cada una de las trozas.
El coeficiente de atenuación lineal (µ) a lo largo de los ejes mayor y menor de la Troza 2
(Figuras 8a y 8b) se situó por sobre el límite inferior del intervalo que determinó una
tendencia normal de aquel coeficiente. Las diferencias entre los espesores medidos y
estimados a lo largo de los ejes de la Troza 2 no presentaron diferencias significativas y el
escáner bidimensional (Figura 8e) mostró en su totalidad un color rojo que indicó en la
troza la presencia de madera sana. En la foto del plano de irradiación (Figura 8f) no se
observó ataque de pudrición central, sin embargo se observó una pequeña zona oscura
que el escáner no logró percibir.
El análisis de la Figura 8 indicó que la Troza 2 no presentó ataque de pudrición central,
puesto que el coeficiente de atenuación lineal a lo largo de los ejes de la troza se
comportó normalmente y las diferencias entre los espesores medidos y estimados a lo
largo de los ejes de la troza no fueron significativas. La pequeña zona oscura que se
observa en la foto y que no fue posible observar en el escáner bidimensional, indicó la
dificultad del Método NDE en la detección de defectos de tamaño pequeño.
En la Troza 3 la situación fue diferente. El µ a lo largo de los ejes mayor y menor de la
troza (Figuras 9a y 9b) se localizó, en ciertas zonas, por debajo del límite inferior del
intervalo que determinó la tendencia normal del coeficiente. Más aún, las diferencias entre
los espesores medidos y estimados a lo largo de los ejes mayor y menor de la troza
(Figuras 9c y 9d) fueron significativas en aquellas zonas. Al analizar ambas situaciones
conjuntamente, fue posible notar la presencia de una singularidad en dicha zona.

36
aCoeficiente de atenuación lineal (CAL) a lo largo del eje mayor
0,040
0,060
0,080
0,100
0,120
0,140
0,160
0 4 8 12 16 20 24 28 32 36
Posición
CA
L(cm
-1) CAL
Promedio
Límite superior
Límite inferior
b Coeficiente de atenuación lineal (CAL) a lo largo del eje menor
0,040
0,060
0,080
0,100
0,120
0,140
0,160
0 4 8 12 16 20 24 28 32
Posición
CA
L (c
m-1
) CAL
Promedio
Límite superior
Límite inferior
c
Diferencia entre espesor medido y espesor estimado a lo largo del eje mayor
0
4
8
12
16
20
24
28
32
36
0 4 8 12 16 20 24 28 32 36
Posición
Espe
sor(
cm)
Espesor medido
Espesor estimado
Diferencia
d Diferencia entre espesor medido y espesor estimado a lo largo
del eje menor
0
4
8
12
16
20
24
28
32
36
40
0 4 8 12 16 20 24 28 32
Posición
Espe
sor(
cm)
Espesor medido
Espesor estimado
Diferencia
e
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34
0
2
4
6
8
10
12
14
16
18
20
22
24
26
28
30
32
Posición eje mayor
Posición eje menor
Escáner bidimensional
f
Figura 8: Troza 2, plano 1. (a, b) Coeficiente de atenuación lineal a lo largo del eje mayor y menor respectivamente; (c, d) Diferencia entre espesor medido y espesor estimado a lo largo del eje mayor y menor respectivamente; (e) Escáner del plano 1; (f) Fotografía del plano 1.

37
a Coeficiente de atenuación lineal (CAL) a lo largo del eje mayor
0,040
0,080
0,120
0,160
0,200
0 5 10 15 20 25 30 35
Posición
CA
L (c
m-1
) CAL
Promedio
Límite superior
Límite inferior
b Coeficiente de atenuación lineal (CAL) a lo largo del eje menor
0,040
0,080
0,120
0,160
0,200
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34
Posición
CA
L (c
m-1
) CAL
Promedio
Límite superior
Límite inferior
c
Diferencia entre espesor medido y espesor estimado a lo largo del eje mayor
0
4
8
12
16
20
24
28
32
36
0 5 10 15 20 25 30 35
Posición
Espe
sor(
cm)
Espesor medido
Espesor estimado
Diferencia
d Diferencia entre espesor medido y espesor estimado a lo largo
del eje menor
0
5
10
15
20
25
30
35
40
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34
Posición
Espe
sor(
cm)
Espesor medido
Espesor estimado
Diferencia
e
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34
0
2
4
6
8
10
12
14
16
18
20
22
24
26
28
30
32
34
Posición eje mayor
Posición eje menor
Escáner bidimensional
f
Figura 9: Troza 3, plano 1. (a, b) Coeficiente de atenuación lineal a lo largo del eje mayor y menor respectivamente; (c, d) Diferencia entre espesor medido y espesor estimado a lo largo del eje mayor y menor respectivamente; (e) Escáner del plano 1; (f) Fotografía del plano 1.

38
a Coeficiente de atenuación lineal (CAL) a lo largo del eje mayor
0,040
0,060
0,080
0,100
0,120
0,140
0,160
0 4 8 12 16 20 24 28 32 36 40
Posición
CA
L (c
m-1
) CAL
Promedio
Límite superior
Límite inferior
b Coeficiente de atenuación lineal (CAL) a lo largo del eje menor
0,040
0,060
0,080
0,100
0,120
0,140
0,160
0 5 10 15 20 25 30 35
Posición
CA
L (c
m-1
) CAL
Promedio
Límite superior
Límite inferior
c
Diferencia entre espesor medido y espesor estimado a lo largo del eje mayor
0
4
8
12
16
20
24
28
32
36
0 4 8 12 16 20 24 28 32 36 40
Posición
Espe
sor (
cm)
Espesor medido
Espesor estimado
Diferencia
d Diferencia entre espesor medido y espesor estimado a lo largo
del eje menor
0
5
10
15
20
25
30
35
40
45
0 5 10 15 20 25 30 35
Posición
Espe
sor(
cm)
Espesor medido
Espesor estimado
Diferencia
e
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40
0
2
4
6
8
10
12
14
16
18
20
22
24
26
28
30
32
34
Posición eje mayor
Posición eje menor
Escáner bidimensional
f
Figura 10: Troza 4, plano 1. (a, b) Coeficiente de atenuación lineal a lo largo del eje mayor y menor respectivamente; (c, d) Diferencia entre espesor medido y espesor estimado a lo largo del eje mayor y menor respectivamente; (e) Escáner del plano 1; (f) Fotografía del plano 1.

39
El escáner bidimensional (Figura 9e) presentó zonas de color rojo, amarillo y verde.
Representando, en el interior de la troza, zonas con madera sana, con ataque intermedio
y con ataque avanzado de pudrición central, respectivamente. La fotografía del plano
(Figura 9f) mostró el ataque de la pudrición central y coincidió en gran medida con el
escáner bidimensional. Considerando lo mostrado por las pruebas realizadas, todo indicó
que aquella singularidad observable en las diferentes pruebas correspondió a un ataque
de pudrición central.
En la Troza 4, el coeficiente de atenuación lineal se comportó dentro de una tendencia
normal tanto a lo largo del eje mayor como a lo largo del eje menor (Figuras 10a y 10b).
En su mayoría, las diferencias entre los espesores medidos y estimados a lo largo de los
ejes mayor y menor de la troza no mostraron diferencias significativas (Figuras 10c y 10d).
Sin embargo, existieron pequeñas zonas en ambos ejes de la troza, que sí presentaron
diferencias. Estas zonas de diferencias notables coincidieron con las zonas en donde el
coeficiente de atenuación lineal se acercó más al límite inferior del intervalo que indicó
una tendencia normal del coeficiente. El escáner bidimensional (Figura 10e) mostró zonas
de color rojo y amarillo. Indicando en la troza una zona de madera sana y una zona de
madera con un nivel de ataque intermedio de la pudrición central. Aunque µ , en algunas
zonas a lo largo de los ejes de la troza se aproximó al límite inferior del intervalo
representativo de una tendencia normal del coeficiente y las diferencias entre la medición
y la estimación del espesor de las cuerdas de irradiación en dicha zona fueron notables,
no fue posible indicar la presencia de alguna singularidad puesto que µ se comportó
normalmente. Sin embargo, tomado en cuenta todas las pruebas realizadas y
contrastando el escáner bidimensional con la fotografía del plano de irradiación (Figura
10f) fue posible determinar la existencia de una singularidad que, en este caso,
correspondió a pudrición central.
De acuerdo a los análisis realizados en las tres trozas examinadas, se determinó que el
Método NDE fue eficaz en la detección de grandes zonas de pudrición central e ineficaz
en la detección de pequeñas zonas de pudrición central.

40
5.4.2 Estimación de volúmenes
El Cuadro 12 presenta los resultados obtenidos en la estimación del volumen de madera
podrida, según el Método NDE basado en la atenuación de radiación gamma y la
contrastación de resultados, que fue la base de comparación. Además, presenta el
porcentaje de madera podrida de la troza .
Cuadro 12: Volumen madera podrida (Vp) y porcentaje de pudrición (Pudrición).
Troza Volumen Método NDE (cm3) Contrastación(cm3) 2 Vp 0 0 Pudrición (%) 0 0 3 Vp 58630 33542 Pudrición (%) 44 40 4 Vp 812 7917 Pudrición (%) 1 8
De acuerdo al Cuadro 12, en la Troza 2 el volumen de madera podrida estimado por el
Método NDE fue igual a cero, lo que indicó la ausencia de ataque de pudrición central.
En la Troza 3, el volumen de madera podrida estimado por el Método NDE fue de 58630
cm3, lo que indicó la presencia del ataque de la pudrición. El porcentaje de pudrición fue
de un 44% según el Método NDE y de un 40% según la comparación de resultados.
En la Troza 4 el Método NDE entregó una estimación de 812 cm3 para el volumen de
madera podrida, lo cual indicó la presencia del ataque de la pudrición. El porcentaje de
pudrición fue de un 1% en el caso de la estimación del Método NDE y de un 8% en el
caso de la comparación de resultados.
El análisis del Cuadro 12 indica que en la estimación del volumen de madera podrida y el
porcentaje de pudrición, el Método NDE entregó resultados superiores a los obtenidos a
partir de la comparación de resultados, cuando la degradación por pudrición representó
un porcentaje importante de la troza, como sucedió con la Troza 3. Y, entregó resultados
inferiores, respecto de la comparación de resultados, cuando la pudrición correspondió a
una pequeña fracción de la troza, como sucedió con la Troza 4.

41
Independiente de las sobrestimaciones cuantitativas, del volumen de madera podrida, es
importante señalar y resaltar que en términos porcentuales la estimación que otorgó el
Método NDE para el porcentaje de pudrición de la troza fue sólo un 10% mayor que la
estimación realizada a partir de la comparación de resultados para aquel porcentaje,
cuando la pudrición central comprendió una parte importante de la troza, como sucedió en
la Troza 3. Además, cabe mencionar que el Método NDE fue eficaz en la detección de la
pudrición y capaz de discernir entre una troza sana, como fue el caso de la Troza 2, y una
troza atacada, como fue el caso de las Trozas 3 y 4.

42
5.4.3 Escáner tridimensional de las trozas
Los escáner de las trozas generados por el Método NDE se presentan en las figuras 11,
12, 13, 14 y 15.
La Figura 11 presenta el escáner tridimensional de la Troza 2, la imagen muestra una
forma de paralelepípedo de color exclusivamente rojo. El color rojo que se aprecia en la
figura y que está presente en la totalidad de la forma representada corresponde a madera
sana, lo cual indicó que la Troza 2 no presentó pudrición central.
Figura 11: Escáner tridimensional de la Troza 2
La Figura 12 presenta el escáner tridimensional de la Troza 3 y muestra que el Método
NDE entregó una imagen tridimensional de forma de paralelepípedo de la troza y de la
pudrición. Determinó la existencia de una zona de pudrición central que se extendió a lo
largo de la troza y que fue representada en la imagen por los colores verde y amarillo, el
color rojo representó la madera libre de ataque. La Figura 12 no sólo muestra la pudrición
central, sino también muestra los cambios de sección de la zona de pudrición a lo largo de
la troza. Se puede observar una distribución errática de la pudrición central, comenzando
con una sección que abarca prácticamente la totalidad de la superficie de la troza,

43
disminuyendo hacia la mitad de la troza, para finalmente abarcar casi la totalidad de la
superficie de la troza. De acuerdo con la imagen se pueden observar dos niveles de
ataque de pudrición central; nivel 2 y 3, los cuales correspondieron a un estado intermedio
y avanzado de ataque, representados por los colores amarillo y verde respectivamente.
Figura 12: Escáner tridimensional de la Troza 3
Las Figuras 13a y 13b muestran un detalle de la distribución de las zonas de la Troza 3
con ataque de pudrición central en un nivel de ataque intermedio y avanzado,
respectivamente. En la Figura 13a, se muestra la zona de la troza que presentó un ataque
intermedio de y en la Figura 13b se presenta la zona de la troza con estado avanzado de
ataque. La zona ilustrada en la Figura 13a correspondió al manto de pudrición central en
un estado intermedio de ataque que envolvió a la zona ilustrada en la Figura 13b,
correspondiente a la zona de la troza con un nivel avanzado de ataque.
Para la estimación del porcentaje de pudrición central de la troza se consideró como
madera podrida la suma del volumen con estado intermedio de ataque más el volumen
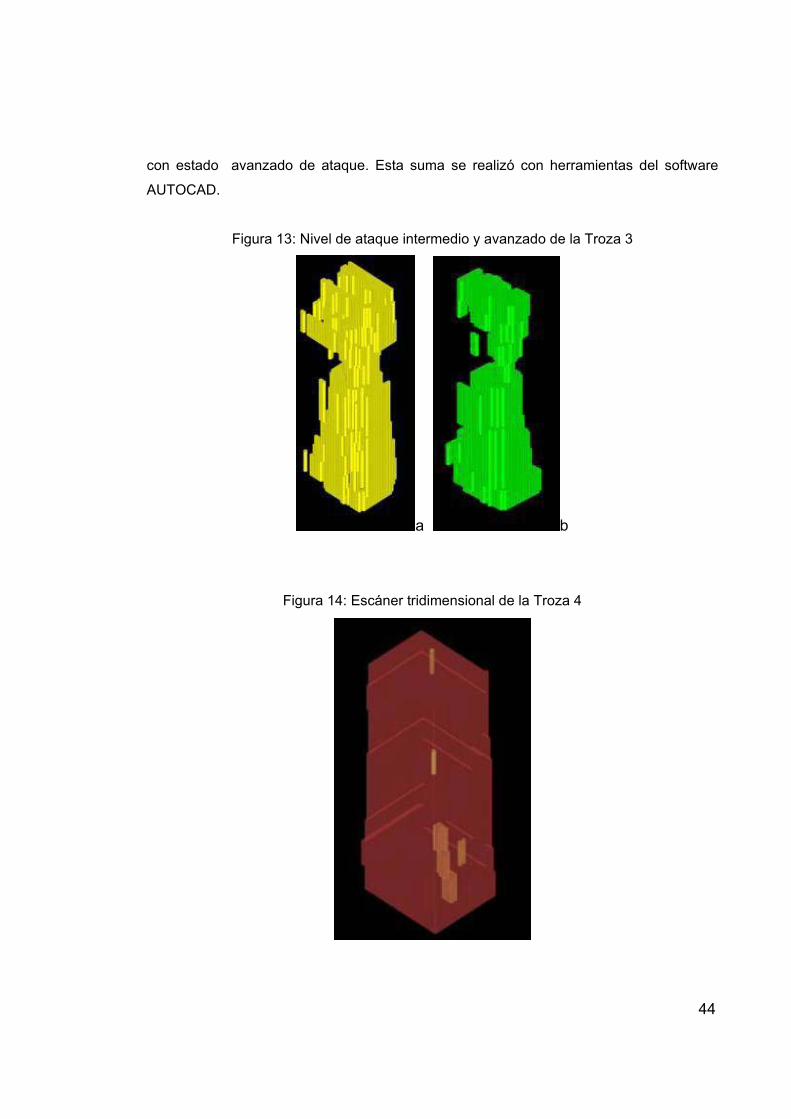
44
con estado avanzado de ataque. Esta suma se realizó con herramientas del software
AUTOCAD.
Figura 13: Nivel de ataque intermedio y avanzado de la Troza 3
a b
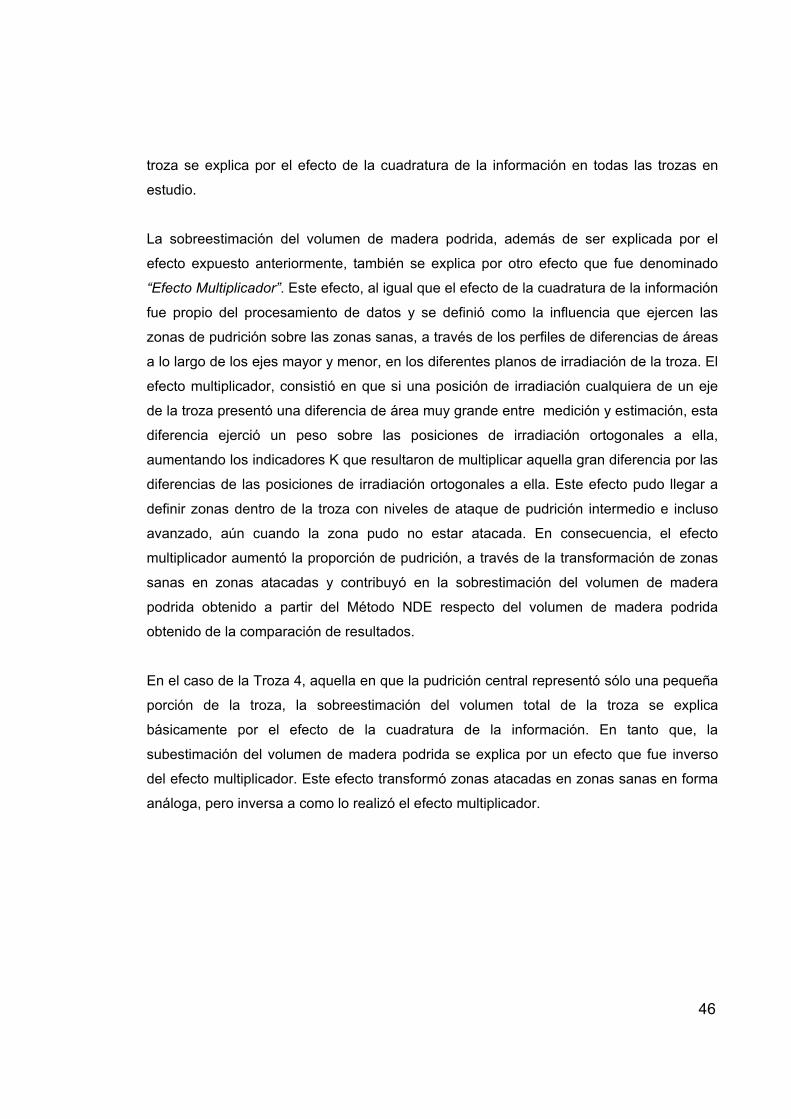
Figura 14: Escáner tridimensional de la Troza 4

45
En la Figura 14 se muestra la imagen tridimensional de la Troza 4. En la imagen es
posible observar la existencia de zonas aisladas de pudrición de forma irregular
establecidas en la parte inferior, media y superior de la troza. Es posible notar los cambios
de sección de la zona de pudrición como de la troza misma en su longitud. También es
posible observar sólo un grado de ataque de pudrición, el cual correspondió a un estado
intermedio representado por el color amarillo. El resto de la imagen es de color rojo y
representó en la troza a la madera sana.
El escáner tridimensional obtenido mediante el Método NDE se conformó por una suma
de figuras. Estas figuras se relacionaron con los planos de irradiación y fueron el resultado
de proyectar en el espacio las Matrices K de dichos planos. El Método NDE, basado en la
atenuación de radiación gamma, no reprodujo eficazmente las trozas en estudio, puesto
que entregó imágenes de forma de paralelepípedo de las trozas que realmente fueron
mas bien cilíndricas.
El Método NDE, como se planteó anteriormente, reprodujo una suma de figuras de tipo
paralelepípedas relacionadas directamente con las Matrices K de los distintos planos de
irradiación de la troza. Esto afectó la forma a reproducir e incidió en la estimación del
volumen madera podrida y volumen total de la troza. Produciendo una sobrestimación
respecto de la comparación de resultados.
La sobrestimación del método fue principalmente por que la superficie de la Matriz K de
un plano de irradiación resultó ser mayor que la superficie de la sección transversal real
de la troza en aquel plano.
La superficie de forma casi circular de la sección transversal real de la troza en el plano
de irradiación fue contenida dentro de los límites de la superficie de forma rectangular de
la Matriz K. Por lo tanto, la proyección de las Matrices K en el espacio generó un volumen
mayor que el generado por la proyección de las secciones transversales reales de la troza
en el espacio.
Este efecto fue denominado “Efecto de la cuadratura de la Información” y se consideró
propio del procesamiento de los datos obtenidos y no de la atenuación de radiación
gamma en sí. La sobreestimación del volumen de madera podrida y volumen total de la
46
troza se explica por el efecto de la cuadratura de la información en todas las trozas en
estudio.
La sobreestimación del volumen de madera podrida, además de ser explicada por el
efecto expuesto anteriormente, también se explica por otro efecto que fue denominado
“Efecto Multiplicador”. Este efecto, al igual que el efecto de la cuadratura de la información
fue propio del procesamiento de datos y se definió como la influencia que ejercen las
zonas de pudrición sobre las zonas sanas, a través de los perfiles de diferencias de áreas
a lo largo de los ejes mayor y menor, en los diferentes planos de irradiación de la troza. El
efecto multiplicador, consistió en que si una posición de irradiación cualquiera de un eje
de la troza presentó una diferencia de área muy grande entre medición y estimación, esta
diferencia ejerció un peso sobre las posiciones de irradiación ortogonales a ella,
aumentando los indicadores K que resultaron de multiplicar aquella gran diferencia por las
diferencias de las posiciones de irradiación ortogonales a ella. Este efecto pudo llegar a
definir zonas dentro de la troza con niveles de ataque de pudrición intermedio e incluso
avanzado, aún cuando la zona pudo no estar atacada. En consecuencia, el efecto
multiplicador aumentó la proporción de pudrición, a través de la transformación de zonas
sanas en zonas atacadas y contribuyó en la sobrestimación del volumen de madera
podrida obtenido a partir del Método NDE respecto del volumen de madera podrida
obtenido de la comparación de resultados.
En el caso de la Troza 4, aquella en que la pudrición central representó sólo una pequeña
porción de la troza, la sobreestimación del volumen total de la troza se explica
básicamente por el efecto de la cuadratura de la información. En tanto que, la
subestimación del volumen de madera podrida se explica por un efecto que fue inverso
del efecto multiplicador. Este efecto transformó zonas atacadas en zonas sanas en forma
análoga, pero inversa a como lo realizó el efecto multiplicador.

47
5.5 Factibilidad técnica de desarrollar un prototipo de escáner a escala real En el aserradero de Comercial de la Patagonia Ltda., ubicado en Punta Arenas,
Magallanes, Chile, se procesan diariamente 400 trozas de Lenga. Considerando que el
turno de trabajo comprende 8 horas y que las 400 trozas deben ser procesadas en ese
intervalo de tiempo, entonces existe un tiempo total máximo de 72 segundos para
examinar y clasificar cada troza.
Para que el Método NDE sea factible de ser aplicado a nivel industrial, en una línea de
selección de trozas, es necesario adecuar el tiempo total de desarrollo del método al
tiempo límite determinado anteriormente. La adecuación del tiempo debe ser realizada
mediante la intervención de las variables que influyen en el tiempo total en que se aplica
el método NDE.
Las variables que influyen son básicamente las relacionadas con el tiempo de:
posicionamiento de la troza en la zona de irradiación, la irradiación de la troza y
procesamiento computacional de los datos.
El tiempo de posicionamiento de la troza en la zona de irradiación y el tiempo de
procesamiento computacional de los datos dependen de áreas altamente desarrolladas y
no constituyen una limitante al momento de buscar la forma de disminuir el tiempo total de
desarrollo del método. En consecuencia, es necesario centrar el análisis de disminución
de tiempo total en el tiempo de irradiación de la troza.
Las variables que influyen en el tiempo de irradiación, entre otras, están relacionadas
principalmente con el diámetro máximo de las trozas a irradiar y con el número de fotones
que llegan al detector después de atravesar el material. Debido a que el número de
fotones detectados debe ser como mínimo de 104 para que el error estadístico sea inferior
al 1%, es necesario disponer de una fuente de radiación gamma que sea capaz de emitir
un haz de fotones que al atravesar la troza en el diámetro máximo sea capaz de cumplir
con este requerimiento en un pequeño lapso de tiempo.
El tiempo total máximo para desarrollar el Método NDE es de 72 segundos. De este
tiempo total, 24 segundos serán destinados para el tiempo de irradiación de la troza. De

48
esta forma, la fuente de radiación utilizada debe ser capaz de cumplir con el requisito de
emitir una cantidad de fotones talque puedan ser detectados 104 fotones en 24 segundos
después de atravesar la troza.
En este estudio se utilizó una fuente de 241 Am de 14 mCi de actividad, que emite 1.9 x
1011 fotones/segundo, cada fotón de 59,54 keV. De este número de fotones emitidos
fueron detectados 2.6 x 104 fotones/ segundo sin colocar una troza entre fuente y
detector. Por lo tanto, existió un factor de pérdida entre los fotones que emitió la fuente y
los fotones que fueron detectados. Este factor de pérdida se definió como F y se
determinó de la siguiente forma:
F = 2.6 x 104 fotones/ segundo 1.9 x 1011 fotones/ segundo
F = 1.4 x 10-7
Para el tiempo de irradiación de la troza determinado anteriormente, se requiere una
fuente de actividad A0 que permita detectar 104 fotones en 24 segundos después de
atravesar una troza de Lenga de 50 cm de espesor de coeficiente de atenuación lineal
igual a 0.124 cm-1. Para satisfacer el requerimiento, el número de fotones por segundo
que debe emitir la fuente requerida es:
N0 = 104 fotones/ 24 segundos exp(-0.124 cm-1 x 50 cm) x 1.4 x 10-7
N0 = 1.5 x 1013 fotones/ segundo
Luego, el número de fotones por segundo calculados como N0 corresponde a una
actividad de 1.1 Ci para una fuente de 241Am.
Para lograr irradiar una troza de diámetro máximo de 50 cm sería necesaria una fuente de
1.1 Ci de actividad y un arreglo de fuentes y detectores acordes a los pasos de irradiación
que se utilizarán. De esta forma, si se requiere un paso de irradiación de 1 cm respecto de
los ejes mayor y menor de la troza y cada 10 cm a lo largo de la troza y se desea irradiar
una troza de 240 cm de longitud, será necesario un arreglo de 25 secciones de irradiación

49
a lo largo de la troza conformadas cada una por 51 fuentes y detectores respecto del eje
mayor y 51 fuentes y detectores respecto del eje menor.
La actividad necesaria es elevada, está sujeta a una serie de restricciones y su uso está
controlado por las autoridades competentes de acuerdo a lo establecido en la Ley 19730 y
el Decreto Supremo Nº 123/84 del Ministerio de Salud, además la cantidad de fuentes y
detectores es realmente grande. Para cumplir con la necesidad de esta empresa de
clasificar 400 trozas por día es necesario buscar otras vías o combinaciones de variables
que permitirían desarrollar un prototipo de escáner que logre cumplir con lo que se
necesita.
Una alternativa es aumentar la energía de la fuente de irradiación para lograr detectar la
misma cantidad de fotones con una fuente de menor actividad en el mismo tiempo de 24
segundos. Otra alternativa es aumentar las estaciones de escaneo, lugar en donde
estarán los prototipos de escáner, para así poder aumentar el tiempo de irradiación de las
trozas y en consecuencia disminuir la actividad de la fuente.
Respecto de la cantidad de fuentes y detectores es posible aumentar los pasos de
irradiación y así disminuir las fuentes y detectores. También es posible que el sistema
mecánico en donde se instala la troza permita rotar la troza en 90ª para así prescindir de
una de las filas de fuentes y detectores destinada a irradiar alguno de los ejes de la troza.
Como es posible observar, existen diversas formas de enfrentar el problema y diversas
variables que influyen en él. Las variables involucradas son, entre otras: actividad de la
fuente, energía de la fuente, pasos de irradiación, número de estaciones de escaneo,
duración del turno de trabajo, número de turnos de trabajo.
Es necesario buscar la mejor combinación de variables que permitirán lograr satisfacer la
necesidad de clasificar una cierta cantidad de trozas en un determinado período de
tiempo. La combinación de variables y la forma en que se deben combinar las variables
para lograr satisfacer las necesidades de una determinada empresa es tema de estudio
de otras áreas de la ciencias, que escapan al alcance de este trabajo de memoria.

50
Finalmente, el tema queda abierto para seguir investigando. Sólo es necesario encontrar
la combinación de variables que permitirán desarrollar el prototipo de escáner que logrará
cumplir con las necesidades que se requieren satisfacer.

51
6 CONCLUSIONES De los resultados obtenidos se desprenden las siguientes conclusiones:
6.1 Generales
• La atenuación de radiación gamma es una herramienta eficaz para la
detección de la pudrición central en trozas de Lenga, puesto que permite
discernir entre madera sana y madera atacada.
• El Método NDE utilizado, con barridos en trayectorias ortogonales, puede ser
aplicado para estudiar pudrición central, cuando ésta corresponde a un gran
volumen en el interior de la troza.
6.2 Específicas
• El Método NDE permite detectar la pudrición central, determinar su distribución
a lo largo de ella y obtener una aproximación de su porcentaje cuando
representa una fracción importante del volumen total de ella. Sin embargo, no
es igualmente efectivo cuando los volúmenes de pudrición son pequeños.
• El Método NDE entrega una sobrestimación del volumen de madera podrida o
volumen de la pudrición central cuando ésta representa una porción importante
de la troza y una subestimación cuando representa sólo una pequeña parte de
la troza, lo que es propio del método de irradiación y del procesamiento
computacional de los datos.
• Existe la factibilidad técnica de poder llevar a la práctica la metodología
propuesta, cuya aplicación estará condicionada por factores de diseño y
restricciones, en el uso de fuentes radioactivas, establecidas por el Ministerio
de Salud.

52
7 RECOMENDACIONES
• Mejorar el procesamiento computacional de los datos obtenidos a partir de
atenuación de radiación gamma, mediante la utilización de programas más
sofisticados que permitan procesar los datos, de modo tal, de obtener un escáner
tridimensional más exacto.
• Aumentar el número de direcciones de barridos mediante rotaciones angulares,
con el objeto de lograr mayor exactitud del escáner tridimensional.

53
8 BIBLIOGRAFIA
BODIG, J., JAYNE, B., 1993. Mechanics of wood and wood composites. Krieger
publishing company. Malabar. Florida. USA. 712 p.
DINATOR, M.I., MORALES, J.R., ALIAGA, N., KARSULOVIC, J.T., SANCHEZ, J., LEÓN,
L.A., 1996. Método para determinar densidad en madera mediante atenuación de
radiación gamma de 59,5 keV. Nuleotécnica 16(30): 37-41.
GARIB, I., 1996. Rendimientos volumétricos en bosque de lenga (Nothofagus
pumilio(Poepp. et Endl) Krasser) sometidos a cortas de protección. Provincia de tierra del
fuego, XII Región. Memoria para optar al titulo de Ingeniero Forestal. Facultad de Ciencias
Agrarias y Forestales. Universidad de Chile. Santiago. 55 p.
HERRERA, M., IPINZA, R., 1978. Contribución al conocimiento del proceso de pudrición
causado por Gleosoma vitellinum (Lev.) Bres., sobre Nothofagus dombeyi ( Mirb. ) BI.
Memoria para optar al titulo de Ingeniero forestal. Facultad de Ciencias Forestales.
Universidad de Chile. Santiago. 60 p.
KARSULOVIC, J.T., LEÓN, L.A., DINATOR, M.I., 1999. The use of linear attenuation
coefficients of gamma radiation for detecting knots in Pinus radiata. Forest products
journal 49(2): 73-76.
KARSULOVIC, J.T., DINATOR, M.I., MORALES, R, 2000. Detección de pudrición central
en trozas de Lenga (Nothofagus pumilio[ Poepp. Et Endl] Krasser) mediante atenuación
de radiación gamma. Información Tecnológica 11(5). 171-178.
KNOLL, G., 1989. Radiation detection and measurement. John Wiley & Sons. 2o Edition.
New York. USA. 754 p.
LAUFENBERG, T.L. 1986. Using gamma radiation to measure density gradients in
reconstituted wood products. Forest Products Journal. 36(2) 59-62.

54
MANOSALVA, L. 1995. Antecedentes dendrométricos básicos de un rodal de lenga (
Nothofagus pumilio ( Poepp. et Endl.) Krasser), en el sector Cerro La Virgen, XI Región.
Memoria para optar al titulo de Ingeniero forestal. Facultad de Ciencias Forestales.
Universidad Austral de Chile. Valdivia. 69 p.
MONGEAU, J.P., BEAUREGARD, R., HARLESS, T. 1993. Softwood log shape modeling
with shadow scanners. Wood and Fiber Science. 25(3)261-277.
ORMAZABAL, C., BENOIT, I., 1987. El estado de conservación del género Nothofagus en
Chile. Bosque 8(2). 109-120.
PAVEZ, R., 2001. Detección de pudrición central en trozas de lenga ( Nothofagus pumilio
( Poepp. et Endl.) Krasser) mediante atenuación de radiación gamma en la XII Región de
Magallanes. Memoria para optar al titulo de Ingeniero Forestal. Facultad de Ciencias
Forestales. Universidad de Chile. Santiago. 224 p.
PESUTIC, S., 1978. Análisis de estructura-estado sanitario en un bosque de lenga.
Memoria para optar al titulo de Ingeniero forestal. Universidad de Chile. Santiago. 63 Pág.
RAMIREZ, D., 1995. Aplicación de densitometría gamma en la obtención de perfiles de
densidad en madera de pino radiata (Pinus radiata D. Don). Memoria para optar al titulo
de Ingeniero Forestal. Facultad de Ciencias Agrarias y Forestales. Universidad de Chile.
Santiago. 73 p.
RODRIGUEZ, J., 1998. Patología de la madera. Ediciones Mundi-Prensa. Madrid.
España. 349 p.
SANCHEZ, J., 1997. Atenuación de radiación gamma como indicador de la presencia de
defectos en madera de pino radiata (Pinus radiata D. Don). Memoria para optar al titulo de
Ingeniero Forestal. Facultad de Ciencias Agrarias y Forestales. Universidad de Chile.
Santiago. 93 p.

55
SCHAD, K.C., SCHMOLDT, D.L., ROSS, R.J. 1996. Nondestructive methods for detecting
defects in softwood logs. Research paper FPL-RP-546. Forest Products Laboratory.
United States. Department of Agriculture.
SCHMIDT, H., URZÚA, A. 1982. Transformación y manejo de los bosques de lenga en
Magallanes. Universidad de Chile. Facultad de Ciencias Agrarias, Veterinarias y
Forestales. Santiago. 62 p.
SCHMIDT, H., 1994. Posibilidades de uso sustentable de los bosques de Lenga: El caso
de Magallanes-Chile. Patagonia. Actas. Taller Internacional sobre recursos fitogenéticos,
desertificación y uso sustentable. Rio Gallegos. Santa Cruz. Argentina.
SERWAY, R.A., 1989. Modern physics. Saunders Golden Sunburst Series. Philadelphia.
USA. 500 P.
UNIVERSIDAD AUSTRAL DE CHILE, PONTIFICIA UNIVERSIDAD CATÓLICA DE
CHILE, UNIVERSIDAD CATÓLICA DE TEMUCO, 1999. Catastro y evaluación de
recursos vegetacionales nativos de Chile. CONAF-CONAMA-BIRF. Santiago

56
APENDICES

57
APENDICE 1: Estabilidad temporal del sistema de espectroscopia gamma

58
Pruebas de estabilidad temporal del sistema de espectroscopía gamma
P1 P2 P3 Medición Hora Cuentas Medición Hora Cuentas Medición Hora Cuentas
1 10:26 10845 22 17:55 10804 46 11:14 10685 2 10:31 11009 Media 10911 47 11:15 10634 3 10:36 10857 Desv. Est. 107 48 11:16 10795 4 10:41 10867 CV(%) 1 49 11:17 10790 5 10:46 10722 P3 50 11:18 10922 6 10:51 10993 Medición Hora Cuentas 51 11:19 10695 7 10:56 11006 1 10:29 10843 52 11:20 10648 8 11:01 10843 2 10:30 10822 53 11:21 10998 9 11:06 10736 3 10:31 10915 54 11:22 10977
10 11:11 10940 4 10:32 10663 55 11:23 10811 11 11:16 10979 5 10:33 10898 56 11:24 10844 12 11:21 10914 6 10:34 10862 57 11:25 10942 13 11:26 10879 7 10:35 10912 58 11:26 11071 14 11:31 10935 8 10:36 10833 59 11:27 10876 15 11:36 10852 9 10:37 10859 60 11:28 10795 16 11:41 10854 10 10:38 10734 61 11:29 11006 17 11:46 10835 11 10:39 10817 62 11:30 10972 18 11:51 10954 12 10:40 10806 63 11:31 10857 19 11:56 10928 13 10:41 10818 64 11:32 10926 20 12:01 11335 14 10:42 10867 65 11:33 10557 21 12:06 11060 15 10:43 10851 66 11:34 10980 22 12:11 10925 16 10:44 10875 67 11:35 11019 23 12:16 10824 17 10:45 10811 68 11:36 10900 24 12:21 10852 18 10:46 10875 69 11:37 11061 25 12:26 10772 19 10:47 10871 70 11:38 10830
Media 10909 20 10:48 10862 71 11:39 10849 Desv. Est. 122 21 10:49 10936 72 11:40 10677
CV(%) 1,1 22 10:50 10970 73 11:41 10576 P2 23 10:51 10799 74 11:42 10743
Medición Hora Cuentas 24 10:52 10778 75 11:43 11050 1 10:55 10720 25 10:53 10763 76 11:44 10847 2 11:15 10791 26 10:54 10720 77 11:45 10935 3 11:35 11064 27 10:55 10907 78 11:46 10880 4 11:55 10944 28 10:56 11144 79 11:47 11002 5 12:15 10850 29 10:57 10963 80 11:48 10979 6 12:35 10821 30 10:58 11124 81 11:49 10833 7 12:55 10892 31 10:59 10922 82 11:50 10813 8 13:15 10834 32 11:00 10929 83 11:51 10893 9 13:35 10909 33 11:01 10920 84 11:52 10909
10 13:55 10820 34 11:02 10776 85 11:53 11144 11 14:15 10953 35 11:03 10683 86 11:54 10773 12 14:35 11020 36 11:04 10929 87 11:55 10858 13 14:55 10948 37 11:05 10964 88 11:56 10720 14 15:15 10914 38 11:06 10916 89 11:57 10933 15 15:35 10955 39 11:07 10923 90 11:58 10840 16 15:55 11082 40 11:08 10767 91 11:59 11067 17 16:15 10993 41 11:09 10815 92 12:00 10770 18 16:35 10857 42 11:10 10695 Media 10885 19 16:55 10744 43 11:11 10897 Desv. Est. 131 20 17:15 11081 44 11:12 10827 CV(%) 1,2 21 17:35 11039 45 11:13 10765

59
APENDICE 2: Contenido de humedad y densidades

60
Contenido de humedad y densidades
TROZA1 Muestra Pv(gr) Po(gr) wv1(cc) wv2(cc) wo1(cc) wo2(cc) CH(%) Vv(cc) Vo(cc) Dv(gr/cc) Do(gr/cc)
1 24,48 15,29 225,51 264,01 244,61 279,33 60 38,50 34,72 0,64 0,44 2 22,99 14,70 222,76 261,23 243,90 278,58 56 38,47 34,68 0,60 0,42 3 23,20 14,06 228,58 266,75 243,25 278,11 65 38,17 34,86 0,61 0,40 4 25,63 16,50 224,56 262,34 241,03 274,63 55 37,78 33,60 0,68 0,49 5 23,32 15,28 223,43 261,72 239,83 274,19 53 38,29 34,36 0,61 0,44 6 25,38 15,24 220,98 257,32 238,95 269,55 67 36,34 30,60 0,70 0,50 7 23,50 14,63 222,21 259,47 238,21 270,39 61 37,26 32,18 0,63 0,45 8 22,71 14,98 219,85 257,29 237,30 270,51 52 37,44 33,21 0,61 0,45 9 21,34 14,54 231,90 267,81 236,68 268,56 47 35,91 31,88 0,59 0,46 10 24,14 13,45 230,77 267,30 236,02 270,35 79 36,53 34,33 0,66 0,39 11 23,71 15,86 227,43 265,52 234,97 268,42 49 38,09 33,45 0,62 0,47 12 22,02 15,19 226,20 264,23 234,16 267,86 45 38,03 33,70 0,58 0,45 13 23,26 15,01 225,13 262,71 233,39 266,56 55 37,58 33,17 0,62 0,45 14 24,94 14,75 224,07 261,40 232,60 266,32 69 37,33 33,72 0,67 0,44 15 21,39 14,52 229,63 265,84 231,43 263,44 47 36,21 32,01 0,59 0,45 16 25,71 17,25 234,91 279,50 250,41 290,83 49 44,59 40,42 0,58 0,43 17 26,74 18,06 234,03 278,66 249,74 288,82 48 44,63 39,08 0,60 0,46 18 26,09 18,22 232,98 277,50 249,09 288,47 43 44,52 39,38 0,59 0,46 19 29,38 18,23 231,84 276,77 248,46 286,60 61 44,93 38,14 0,65 0,48 20 27,15 17,22 230,88 275,11 247,65 286,65 58 44,23 39,00 0,61 0,44 21 28,16 19,51 229,60 274,81 246,99 286,92 44 45,21 39,93 0,62 0,49 22 33,98 19,74 228,74 275,89 246,34 285,62 72 47,15 39,28 0,72 0,50 23 27,19 18,21 230,79 275,62 245,54 284,34 49 44,83 38,80 0,61 0,47 24 26,49 17,60 229,68 274,83 244,93 284,40 51 45,15 39,47 0,59 0,45 25 27,31 18,39 228,05 273,41 243,90 283,55 49 45,36 39,65 0,60 0,46 26 30,04 18,26 226,51 281,00 243,46 283,60 65 54,49 40,14 0,55 0,45 27 25,51 17,56 234,62 279,34 242,36 281,77 45 44,72 39,41 0,57 0,45 28 26,98 17,99 235,57 280,75 241,70 282,12 50 45,18 40,42 0,60 0,45 29 29,82 16,07 243,58 289,19 241,08 282,25 86 45,61 41,17 0,65 0,39 30 27,60 16,61 244,68 290,07 240,33 281,38 66 45,39 41,05 0,61 0,40
Media 57 0,62 0,45 DS 11 0,04 0,03
CV(%) 18,97 6,25 6,31 TROZA2 Muestra Pv(gr) Po(gr) wv1(cc) wv2(cc) wo1(cc) wo2(cc) CH(%) Vv(cc) Vo(cc) Dv(gr/cc) Do(gr/cc)
1 28,05 13,89 257,02 296,00 232,33 267,06 102 38,98 34,73 0,72 0,40 2 24,63 15,72 255,34 295,58 227,17 263,15 57 40,24 35,98 0,61 0,44 3 28,82 15,38 254,21 295,13 228,30 264,18 87 40,92 35,88 0,70 0,43 4 27,26 18,22 255,98 296,17 234,08 269,37 50 40,19 35,29 0,68 0,52 5 24,91 16,50 255,43 297,65 233,24 268,61 51 42,22 35,37 0,59 0,47 6 23,41 15,50 255,19 295,45 236,32 272,03 51 40,26 35,71 0,58 0,43 7 22,95 15,81 252,89 293,50 225,38 261,31 45 40,61 35,93 0,57 0,44 8 30,89 19,29 246,68 287,05 235,50 270,23 60 40,37 34,73 0,77 0,56 9 23,75 16,13 247,18 286,90 223,45 258,58 47 39,72 35,13 0,60 0,46 10 26,73 16,23 244,92 285,22 226,31 261,70 65 40,30 35,39 0,66 0,46 11 25,65 17,52 242,05 282,97 224,66 260,53 46 40,92 35,87 0,63 0,49 12 27,12 17,87 240,94 290,51 222,50 258,41 52 49,57 35,91 0,55 0,50 13 24,77 16,22 238,49 278,00 229,87 265,23 53 39,51 35,36 0,63 0,46 14 23,23 16,14 232,55 275,20 229,09 264,61 44 42,65 35,52 0,54 0,45 15 24,87 16,50 235,14 277,30 224,15 260,01 51 42,16 35,86 0,59 0,46 16 31,28 15,43 243,72 285,13 242,72 284,35 103 41,41 41,63 0,76 0,37 17 23,70 16,47 241,72 284,31 230,68 266,92 44 42,59 36,24 0,56 0,45 18 24,28 16,32 231,61 271,74 235,08 270,48 49 40,13 35,40 0,61 0,46 19 25,19 15,80 236,82 279,85 237,24 272,95 59 43,03 35,71 0,59 0,44 20 25,95 16,71 233,60 283,15 233,29 270,14 55 49,55 36,85 0,52 0,45 21 23,94 15,93 234,53 295,15 232,03 268,35 50 60,62 36,32 0,39 0,44 22 27,87 16,87 242,54 283,35 240,92 280,24 65 40,81 39,32 0,68 0,43 23 26,55 15,94 232,70 273,65 234,25 270,56 67 40,95 36,31 0,65 0,44 24 22,95 15,82 243,17 285,53 231,34 267,87 45 42,36 36,53 0,54 0,43 25 25,38 16,82 237,91 285,51 238,03 274,05 51 47,60 36,02 0,53 0,47 26 24,45 16,75 239,20 291,50 239,36 275,45 46 52,30 36,09 0,47 0,46 27 24,56 16,78 235,74 276,51 235,79 271,84 46 40,77 36,05 0,60 0,47
Media 57 0,60 0,45 DS 16 0,08 0,03
CV(%) 28,12 13,77 7,59

61
TROZA3 Muestra Pv(gr) Po(gr) wv1(cc) wv2(cc) wo1(cc9 wo2(cc) CH(%) Vv(cc) Vo(cc) Dv(gr/cc) Do(gr/cc)
1 22,38 15,46 252,02 290,00 243,03 276,07 45 37,98 33,04 0,59 0,47 2 24,35 16,70 240,27 279,93 239,96 274,65 46 39,66 34,69 0,61 0,48 3 23,75 16,04 230,41 272,35 241,82 275,91 48 41,94 34,09 0,57 0,47 4 22,54 15,55 250,03 289,45 241,05 287,00 45 39,42 45,95 0,57 0,34 5 23,88 15,61 255,92 294,71 241,39 275,56 53 38,79 34,17 0,62 0,46 6 22,29 15,39 237,13 275,30 242,54 276,23 45 38,17 33,69 0,58 0,46 7 21,68 14,87 247,30 290,63 239,35 273,63 46 43,33 34,28 0,50 0,43 8 26,89 15,60 238,50 276,54 245,68 278,85 72 38,04 33,17 0,71 0,47 9 23,01 15,78 256,69 294,32 240,69 274,90 46 37,63 34,21 0,61 0,46 10 26,40 16,30 248,26 287,22 242,19 276,90 62 38,96 34,71 0,68 0,47 11 26,11 15,18 258,58 296,10 247,29 284,30 72 37,52 37,01 0,70 0,41 12 27,35 15,26 253,25 291,25 245,00 277,58 79 38,00 32,58 0,72 0,47 13 24,14 15,95 248,57 287,41 240,18 276,40 51 38,84 36,22 0,62 0,44 14 22,75 15,40 251,14 289,32 243,32 277,37 48 38,18 34,05 0,60 0,45 15 25,92 16,32 248,07 286,66 243,74 278,53 59 38,59 34,79 0,67 0,47 16 7,38 5,14 278,61 292,81 231,41 244,16 44 14,20 12,75 0,52 0,40 17 8,33 5,64 277,56 291,38 230,14 242,24 48 13,82 12,10 0,60 0,47 18 9,92 6,41 275,96 290,71 232,56 245,64 55 14,75 13,08 0,67 0,49 19 9,65 5,99 274,20 288,73 235,00 248,10 61 14,53 13,10 0,66 0,46 20 9,53 5,88 273,74 287,95 234,10 247,01 62 14,21 12,91 0,67 0,46 21 9,75 6,29 273,26 287,48 236,27 248,85 55 14,22 12,58 0,69 0,50 22 7,50 5,13 270,63 284,90 230,39 243,07 46 14,27 12,68 0,53 0,40 23 10,42 5,99 269,00 283,80 234,38 247,43 74 14,80 13,05 0,70 0,46 24 9,88 6,03 266,64 280,83 235,29 248,03 64 14,19 12,74 0,70 0,47 25 10,45 6,65 266,39 280,89 232,36 245,37 57 14,50 13,01 0,72 0,51 26 9,22 6,03 268,68 283,22 231,11 244,38 53 14,54 13,27 0,63 0,45 27 8,60 6,00 267,99 281,99 239,81 252,19 43 14,00 12,38 0,61 0,48 28 10,10 6,59 267,54 282,11 235,79 248,87 53 14,57 13,08 0,69 0,50 29 9,36 6,05 266,24 280,78 233,07 245,88 55 14,54 12,81 0,64 0,47 30 10,44 6,34 265,82 280,57 234,76 248,22 65 14,75 13,46 0,71 0,47
Media 55 0,64 0,46 DS 10 0,06 0,03
CV(%) 18,33 9,73 7,45 TROZA4 Muestra Pv(gr) Po(gr) wv1(cc) wv2(cc) wo1(cc) wo2(cc) CH(%) Vv(cc) Vo(cc) Dv(gr/cc) Do(gr/cc)
1 24,51 16,48 234,82 275,86 233,09 270,07 49 41,04 36,98 0,60 0,45 2 26,01 15,50 233,60 277,41 232,52 268,67 68 43,81 36,15 0,59 0,43 3 22,69 15,06 237,07 278,93 231,59 268,57 51 41,86 36,98 0,54 0,41 4 25,29 16,80 235,91 277,97 230,77 268,09 51 42,06 37,32 0,60 0,45 5 23,93 16,54 232,05 274,26 247,71 285,05 45 42,21 37,34 0,57 0,44 6 28,32 19,19 240,85 283,05 246,93 284,44 48 42,20 37,51 0,67 0,51 7 25,54 17,70 239,97 282,16 246,28 284,02 44 42,19 37,74 0,61 0,47 8 23,24 16,36 239,07 281,06 245,34 282,69 42 41,99 37,35 0,55 0,44 9 23,91 16,62 237,95 279,95 244,69 282,76 44 42,00 38,07 0,57 0,44 10 28,23 18,35 241,85 282,66 243,76 280,23 54 40,81 36,47 0,69 0,50 11 24,54 17,30 242,72 284,78 243,12 280,28 42 42,06 37,16 0,58 0,47 12 23,68 16,28 243,66 285,72 242,36 279,07 45 42,06 36,71 0,56 0,44 13 28,83 15,45 244,93 286,77 241,48 279,05 87 41,84 37,57 0,69 0,41 14 22,99 16,71 246,17 288,33 239,90 277,81 38 42,16 37,91 0,55 0,44 15 24,81 17,23 247,04 289,41 239,15 276,61 44 42,37 37,46 0,59 0,46 16 26,28 17,68 233,21 276,18 244,52 282,61 49 42,97 38,09 0,61 0,46 17 26,86 17,61 230,90 273,60 243,93 281,53 53 42,70 37,60 0,63 0,47 18 25,93 17,18 235,27 275,77 243,20 279,10 51 40,50 35,90 0,64 0,48 19 23,21 16,24 234,20 275,01 242,40 278,59 43 40,81 36,19 0,57 0,45 20 24,77 16,93 232,16 274,32 241,67 279,43 46 42,16 37,76 0,59 0,45 21 25,39 17,51 237,49 279,83 241,07 279,15 45 42,34 38,08 0,60 0,46 22 23,55 16,75 236,48 278,51 240,21 277,53 41 42,03 37,32 0,56 0,45 23 25,36 17,72 238,41 281,31 239,37 276,40 43 42,90 37,03 0,59 0,48 24 23,96 17,37 229,95 271,43 238,52 275,35 38 41,48 36,83 0,58 0,47 25 24,63 17,48 241,74 283,45 237,56 274,00 41 41,71 36,44 0,59 0,48 26 24,36 16,72 242,85 284,89 236,77 273,49 46 42,04 36,72 0,58 0,46 27 23,98 16,15 244,01 286,39 235,97 273,82 48 42,38 37,85 0,57 0,43 28 25,06 16,51 239,79 282,35 235,23 272,12 52 42,56 36,89 0,59 0,45 29 26,39 18,20 240,77 283,32 234,34 271,63 45 42,55 37,29 0,62 0,49 30 23,88 16,80 244,99 286,67 233,69 271,12 42 41,68 37,43 0,57 0,45
Media 48 0,59 0,46 DS 9 0,04 0,02
CV(%) 19,59 6,39 5,21

62
APENDICE 3: Coeficiente de atenuación lineal para madera de Lenga sin defecto

63
Determinación del coeficiente de atenuación lineal de madera de Nothofagus pumilio sin defectos a 57% de contenido de humedad (µ’L) y del intervalo µ’L madera de Lenga sin defectos. Muestra µL(cm-1) Muestra µL(cm-1) Muestra µL(cm-1)
1 0,153 51 0,150 101 0,138 2 0,142 52 0,142 102 0,132 3 0,137 53 0,129 103 0,132 4 0,127 54 0,125 104 0,127 5 0,126 55 0,126 105 0,130 6 0,124 56 0,122 106 0,127 7 0,121 57 0,125 107 0,131 8 0,123 58 0,120 108 0,135 9 0,120 59 0,122 109 0,134
10 0,123 60 0,120 110 0,133 11 0,123 61 0,122 111 0,128 12 0,122 62 0,122 112 0,125 13 0,125 63 0,120 113 0,125 14 0,118 64 0,114 114 0,122 15 0,117 65 0,116 115 0,118 16 0,113 66 0,119 116 0,116 17 0,113 67 0,117 117 0,114 18 0,112 68 0,121 118 0,113 19 0,110 69 0,120 119 0,116 20 0,116 70 0,120 120 0,115 21 0,113 71 0,117 121 0,121 22 0,114 72 0,118 122 0,121 23 0,118 73 0,116 123 0,102 24 0,119 74 0,121 124 0,143 25 0,110 75 0,120 125 0,124 26 0,156 76 0,146 126 0,120 27 0,142 77 0,135 127 0,117 28 0,148 78 0,126 128 0,118 29 0,146 79 0,122 129 0,125 30 0,143 80 0,122 130 0,126 31 0,140 81 0,118 131 0,125 32 0,133 82 0,126 132 0,127 33 0,129 83 0,123 133 0,136 34 0,124 84 0,123 134 0,134 35 0,122 85 0,123 135 0,134 36 0,123 86 0,122 136 0,131 37 0,124 87 0,123 137 0,129 38 0,128 88 0,125 138 0,120 39 0,123 89 0,118 139 0,121 40 0,121 90 0,115 140 0,117 41 0,116 91 0,119 141 0,115 42 0,116 92 0,115 142 0,116 43 0,116 93 0,115 143 0,116 44 0,115 94 0,116 144 0,121 45 0,114 95 0,114 145 0,129 46 0,110 96 0,116 146 0,131 47 0,117 97 0,124 147 0,129 48 0,118 98 0,129 Media 0,1239 49 0,120 99 0,131 DS 0,0095 50 0,108 100 0,151 CV(%) 7,66
µ’L = 0.1239 cm-1 Intervalo µ’L madera de Lenga sin defectos:[0.1239 - 3*0.0095 ; 0.1239 + 3*0.0095] [0.0954 ; 0.1524]

64
APENDICE 4: Verificación destructiva

65
Verificación destructiva: Área total(At), área pudrición(Ap), volumen total(Vt), volumen pudrición(Vp) y volumen madera sana(Vs) TROZA1 Plano At(cm2) Vt (cm3) Ap(cm2) Vp(cm3) Vs(cm3)
1 691 6906 0 0 6906 2 716 7158 0 0 7158 3 741 7410 0 0 7410 4 729 7291 0 0 7291 5 684 6843 0 0 6843 6 728 7285 0 0 7285 7 764 7636 0 0 7636 8 615 6151 0 0 6151 9 636 6359 0 0 6359
10 567 5667 0 0 5667 Total 68706 68706
TROZA2 Plano At(cm2) Vt (cm3) Ap(cm2) Vp(cm3) Vs(cm3)
1 988 9884 0 0 9884 2 840 8397 0 0 8397 3 870 8698 0 0 8698 4 794 7935 0 0 7935 5 757 7572 0 0 7572 6 721 7209 0 0 7209 7 880 8796 0 0 8796 8 811 8113 0 0 8113 9 809 8088 0 0 8088
10 770 7695 0 0 7695 Total 82388 82388
TROZA3 Plano At(cm2) Vt (cm3) Ap(cm2) Vp(cm3) Vs(cm3)
1 921 9215 528 5276 3939 2 978 9779 555 5551 4227 3 959 9590 525 5251 4338 4 743 7429 347 3474 3955 5 722 7224 298 2984 4240 6 794 7939 227 2275 5664 7 865 8653 157 1566 7087 8 749 7487 190 1899 5587 9 813 8128 257 2569 5558
10 832 8317 270 2695 5622 Total 83759 33542 50218 TROZA4 Plano At(cm2) Vt (cm3) Ap(cm2) Vp(cm3) Vs(cm3)
1 1122 11221 180 1803 9418 2 1064 10639 210 2101 8538 3 1054 10538 154 1542 8996 4 1132 11324 131 1314 10010 5 1074 10737 77 773 9963 6 1015 10150 23 233 9917 7 951 9512 15 150 9362 8 984 9835 0 0 9835 9 1009 10094 0 0 10094
10 894 8943 0 0 8943 Total 102992 7917 95076

66
Verificación destructiva: Fotos de los planos de irradiación
Plano 1, troza 2 Plano2, troza 2 Plano 3, troza 2
Plano 4, troza 2 Plano 5, troza 2 Plano 6, troza 2
Plano 7, troza 2 Plano 8, troza 2 Plano 9, troza 2
Plano 10, troza 2 Plano 1, troza 3 Plano 2, troza 3
Plano 3, troza 3 Plano 4, troza 3 Plano 5, troza 3

67
Plano 6, troza 3 Plano 7, troza 3 Plano 8, troza 3
Plano 9, troza 3 Plano 10, troza 3 Plano 1, troza 4
Plano 2, troza 4 Plano 3, troza 4 Plano 4, troza 4
Plano 5, troza 4 Plano 6, troza 4 Plano 7, troza 4
Plano 8, troza 4 Plano 9, troza 4 Plano 10, troza 4

68
APENDICE 5: Número de cuentas, coeficiente de atenuación lineal( µ, cm-1), espesor
estimado(Xe, cm), espesor medido(Xm, cm) y diferencia entre espesor estimado y
medido(∆X, cm)

69
T1P1 EMayor T1P1 Emenor T1P2 EMayor T1P2 Emenor
Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X
-30 460548 -21 455586 -30 523644 -21 473812 -29 459994 -20 452521 -29 524318 -20 474568 -28 460140 -19 452053 -28 524856 -19 472604 -27 459535 -18 451041 -27 524182 -18 471834 -26 459692 -17 449241 -26 526473 -17 472610 -25 461610 -16 410114 -25 526257 -16 433115 -24 460053 -15 243204 6,6 0,096 5,1 1,5 -24 527098 -15 289128 -23 460750 -14 87139 12,7 0,131 13,4 0,7 -23 525861 -14 124058 6,6 0,202 10,7 4,1 -22 460346 -13 43734 16,2 0,145 19,0 2,8 -22 527879 -13 53636 12,7 0,171 17,5 4,8 -21 459266 -12 32280 18,8 0,141 21,4 2,6 -21 526973 -12 35239 16,2 0,160 20,9 4,7 -20 461044 -11 26719 21,4 0,133 23,0 1,6 -20 526185 -11 27870 18,8 0,150 22,8 4,0 -19 461180 -10 23691 23,9 0,124 23,9 0,0 -19 527536 -10 25212 21,4 0,137 23,6 2,2 -18 444957 -9 19444 25,3 0,125 25,5 0,2 -18 487633 3,3 0,023 0,6 2,7 -9 23105 23,9 0,126 24,3 0,4 -17 345020 3,3 0,087 2,3 1,0 -8 16201 27,4 0,122 27,0 0,4 -17 294798 10,2 0,057 4,7 5,5 -8 19387 25,3 0,126 25,7 0,4 -16 169799 10,2 0,098 8,0 2,2 -7 14114 28,3 0,123 28,1 0,2 -16 105968 13 0,123 12,9 0,1 -7 15111 27,4 0,125 27,8 0,4 -15 65217 13 0,150 15,8 2,8 -6 11577 29,6 0,123 29,7 0,1 -15 54720 16,7 0,136 18,3 1,6 -6 13714 28,3 0,125 28,5 0,2 -14 45129 16,7 0,139 18,7 2,0 -5 10638 30,1 0,123 30,4 0,3 -14 41853 18,5 0,137 20,5 2,0 -5 12197 29,6 0,123 29,5 0,1 -13 37801 18,5 0,135 20,2 1,7 -4 8837 30,9 0,123 31,9 1,0 -13 37115 21,2 0,125 21,4 0,2 -4 11932 30,1 0,122 29,7 0,4 -12 33413 21,2 0,124 21,2 0,0 -3 7034 31,8 0,131 33,7 1,9 -12 32717 22,9 0,121 22,4 0,5 -3 9858 30,9 0,125 31,2 0,3 -11 29744 22,9 0,120 22,1 0,8 -2 6543 32 0,133 34,3 2,3 -11 27536 23,8 0,124 23,8 0,0 -2 9456 31,8 0,123 31,5 0,3 -10 25963 23,8 0,121 23,2 0,6 -1 6588 31,8 0,133 34,3 2,5 -10 25046 25,2 0,121 24,6 0,6 -1 8674 32 0,125 32,2 0,2 -9 22736 25,2 0,119 24,3 0,9 0 7776 31,9 0,128 32,9 1,0 -9 20259 26,1 0,125 26,3 0,2 0 8109 31,8 0,128 32,8 1,0 -8 21121 26,1 0,118 24,9 1,2 1 8451 31,1 0,128 32,3 1,2 -8 17819 27,4 0,124 27,4 0,0 1 9040 31,9 0,124 31,9 0,0 -7 17773 27,4 0,119 26,3 1,1 2 9339 30,2 0,129 31,5 1,3 -7 15986 27,3 0,128 28,2 0,9 2 9582 31,1 0,125 31,4 0,3 -6 17276 27,3 0,120 26,5 0,8 3 11409 30,6 0,121 29,8 0,8 -6 14954 28,2 0,126 28,8 0,6 3 11594 30,2 0,123 29,9 0,3 -5 16416 28,2 0,118 26,9 1,3 4 12229 30 0,121 29,3 0,7 -5 13450 28,6 0,128 29,6 1,0 4 13682 30,6 0,116 28,6 2,0 -4 15475 28,6 0,119 27,4 1,2 5 14062 28,5 0,122 28,1 0,4 -4 13657 28,6 0,128 29,5 0,9 5 13193 30 0,119 28,8 1,2 -3 14202 28,6 0,122 28,1 0,5 6 17592 27,4 0,119 26,3 1,1 -3 13620 28,8 0,127 29,5 0,7 6 15275 28,5 0,120 27,7 0,8 -2 14167 28,8 0,121 28,1 0,7 7 20889 25,5 0,121 25,0 0,5 -2 13808 29,2 0,125 29,4 0,2 7 18498 27,4 0,118 26,1 1,3 -1 14675 29,2 0,118 27,8 1,4 8 23505 25,2 0,118 24,0 1,2 -1 14561 28,9 0,124 29,0 0,1 8 21630 25,5 0,121 24,9 0,6 0 16276 28,9 0,116 27,0 1,9 9 25462 22,6 0,128 23,4 0,8 0 14927 27,6 0,129 28,8 1,2 9 24526 25,2 0,117 23,8 1,4 1 16143 27,6 0,121 27,1 0,5 10 29846 21 0,130 22,1 1,1 1 15597 28,1 0,125 28,4 0,3 10 27587 22,6 0,125 22,9 0,3 2 17076 28,1 0,117 26,6 1,5 11 36121 17,8 0,143 20,5 2,7 2 16385 26,7 0,130 28,0 1,3 11 30551 21 0,130 22,1 1,1 3 17385 26,7 0,123 26,5 0,2 12 74901 13,9 0,130 14,6 0,7 3 19762 27 0,122 26,5 0,5 12 39317 17,8 0,139 20,0 2,2 4 18296 27 0,119 26,0 1,0 13 223763 8,4 0,085 5,8 2,6 4 19376 26,3 0,126 26,7 0,4 13 76604 13,9 0,130 14,6 0,7 5 18045 26,3 0,123 26,2 0,1 14 397142 5 20635 25,3 0,128 26,2 0,9 14 235961 8,4 0,082 5,6 2,8 6 19606 25,3 0,125 25,5 0,2 15 461149 6 25235 23,4 0,130 24,5 1,1 15 395040 7 23731 23,4 0,127 23,9 0,5 16 458488 7 28759 22,6 0,129 23,5 0,9 16 460924 8 29390 22,6 0,122 22,2 0,4 17 461192 8 30323 21 0,136 23,1 2,1 17 459702 9 33289 21 0,125 21,2 0,2 18 458914 9 33444 19,4 0,142 22,3 2,9 18 464530
10 36350 19,4 0,131 20,5 1,1 19 458625 10 38904 17,8 0,146 21,0 3,2 19 466308 11 44592 17,8 0,131 18,8 1,0 20 459622 11 49663 14,9 0,158 19,1 4,2 20 465586 12 69264 14,9 0,127 15,3 0,4 21 456901 12 63684 12,4 0,170 17,1 4,7 21 466269 13 121886 12,4 0,107 10,7 1,7 22 458437 13 155190 8,8 0,139 9,9 1,1 22 466033 14 252873 8,8 0,068 4,8 4,0 23 458323 14 372512 23 465538 15 391966 24 457994 15 511385 24 466301 16 460049 25 460796 16 533990 25 465216 17 460849 26 459963 17 532602 26 466452
18 462905 Io 458222 18 533599 Io 487422 19 459911 Io 458862 19 534369 Io 471402 20 459769 Io 457556 20 531191 Io 470162
Io 459405 Io 456111 Io 523800 Io 461617 Io 460634 Io 455674 Io 522984 Io 461872 Io 459483 Io 458594 Io 525543 Io 462936 Io 458171 Media 457503 Io 527004 Media 469235 Io 459207 Io 529699 Io 460907 Io 530270
Media 459635 Media 526550

70
T1P3 EM T1P3 Em T1P4 EM T1P4 Em
Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X
-30 499382 -21 504671 -30 492901 -21 499292 -29 500906 -20 502380 -29 491642 -20 498140 -28 505284 -19 502882 -28 492544 -19 500762 -27 505985 -18 502526 -27 493420 -18 499401 -26 504191 -17 504507 -26 491514 -17 499582 -25 502485 -16 460047 -25 491668 -16 499043 -24 504265 -15 315559 3,9 0,119 3,8 0,1 -24 493292 -15 436565 -23 503839 -14 147596 10,7 0,115 9,9 0,8 -23 491279 -14 273392 3,3 0,182 4,8 1,5 -22 503626 -13 57235 14,9 0,146 17,5 2,6 -22 493319 -13 128487 8,7 0,156 10,9 2,2 -21 502566 -12 37771 17,1 0,151 20,9 3,8 -21 492999 -12 60363 15 0,141 17,0 2,0 -20 506045 -11 31562 19,4 0,143 22,4 3,0 -20 494951 -11 39012 17,5 0,146 20,6 3,1 -19 437537 -10 28225 23,3 0,124 23,3 0,0 -19 477464 -10 34601 19,8 0,135 21,5 1,7 -18 249977 8,2 0,085 5,7 2,5 -9 24793 25 0,120 24,3 0,7 -18 356598 5,1 0,064 2,6 2,5 -9 30997 22,1 0,126 22,4 0,3 -17 82080 11,9 0,152 14,6 2,7 -8 22097 26,6 0,117 25,2 1,4 -17 166310 10 0,109 8,8 1,2 -8 26716 24 0,122 23,6 0,4 -16 56230 14,7 0,149 17,7 3,0 -7 19048 27,8 0,118 26,4 1,4 -16 69274 14,3 0,137 15,9 1,6 -7 22082 25,5 0,122 25,2 0,3 -15 46155 18,3 0,131 19,3 1,0 -6 14653 28,3 0,125 28,5 0,2 -15 46724 17,1 0,138 19,0 1,9 -6 18429 27,9 0,118 26,6 1,3 -14 37282 21,1 0,123 21,0 0,1 -5 11741 29,8 0,126 30,3 0,5 -14 39545 19,4 0,130 20,4 1,0 -5 14439 28 0,126 28,6 0,6 -13 28912 21,7 0,132 23,1 1,4 -4 11211 30,4 0,125 30,7 0,3 -13 36125 21,3 0,123 21,1 0,2 -4 13793 29,1 0,123 29,0 0,1 -12 24906 23 0,131 24,3 1,3 -3 9182 31,5 0,127 32,3 0,8 -12 31221 23,2 0,119 22,3 0,9 -3 12957 29,6 0,123 29,5 0,1 -11 20438 25,2 0,127 25,9 0,7 -2 7312 31,2 0,136 34,2 3,0 -11 26390 24,4 0,120 23,6 0,8 -2 12176 30,3 0,123 30,0 0,3 -10 17662 26,2 0,128 27,1 0,9 -1 6818 32 0,134 34,7 2,7 -10 25713 25,7 0,115 23,9 1,8 -1 11363 30,9 0,122 30,5 0,4 -9 13840 27,4 0,131 29,0 1,6 0 6695 32,2 0,134 34,9 2,7 -9 23004 26,7 0,115 24,8 1,9 0 11314 30,9 0,123 30,6 0,3 -8 12952 27,8 0,132 29,6 1,8 1 7934 31,7 0,131 33,5 1,8 -8 20273 27,2 0,117 25,8 1,4 1 11846 30 0,125 30,2 0,2 -7 13294 28,7 0,127 29,4 0,7 2 9666 30,7 0,129 31,9 1,2 -7 19283 28 0,116 26,2 1,8 2 13020 31 0,118 29,4 1,6 -6 13777 28,9 0,125 29,1 0,2 3 11706 31,4 0,120 30,4 1,0 -6 17554 27,8 0,120 26,9 0,9 3 14482 30,8 0,115 28,6 2,2 -5 14477 28,7 0,124 28,7 0,0 4 12983 30,3 0,121 29,5 0,8 -5 17318 28,5 0,118 27,1 1,4 4 14699 29,7 0,119 28,5 1,2 -4 14872 28,9 0,122 28,4 0,5 5 15027 29,9 0,117 28,3 1,6 -4 16287 28,6 0,119 27,5 1,1 5 16488 29,7 0,115 27,5 2,2 -3 14578 29 0,122 28,6 0,4 6 17418 29,2 0,115 27,2 2,0 -3 14915 28,5 0,123 28,3 0,2 6 18790 28,4 0,115 26,5 1,9 -2 13916 29,1 0,123 29,0 0,1 7 19880 27,8 0,116 26,1 1,7 -2 15012 29,4 0,119 28,2 1,2 7 20078 27,8 0,116 25,9 1,9 -1 12414 29,3 0,126 29,9 0,6 8 23094 26,5 0,116 24,9 1,6 -1 13933 29,2 0,122 28,8 0,4 8 22803 27 0,114 24,9 2,1 0 13872 29,2 0,123 29,0 0,2 9 25469 24,7 0,121 24,1 0,6 0 15221 28,9 0,120 28,1 0,8 9 25305 25,7 0,116 24,1 1,6 1 14706 28,5 0,124 28,5 0,0 10 29562 21,9 0,129 22,9 1,0 1 16276 28,1 0,121 27,6 0,5 10 28475 23,1 0,124 23,1 0,0 2 16769 27,3 0,125 27,5 0,2 11 34101 20,5 0,131 21,7 1,2 2 19023 27,4 0,119 26,3 1,1 11 32549 21,2 0,129 22,0 0,8 3 18477 27,1 0,122 26,7 0,4 12 43864 18,9 0,129 19,7 0,8 3 20338 26,6 0,120 25,8 0,8 12 40457 19,1 0,131 20,3 1,2 4 21400 27 0,117 25,5 1,5 13 117193 14,1 0,103 11,8 2,3 4 22618 25,3 0,122 24,9 0,4 13 83962 16,6 0,107 14,4 2,2 5 22089 26,2 0,119 25,3 0,9 14 312533 10 0,048 3,8 6,2 5 26379 25 0,117 23,7 1,3 14 267005 11,6 0,054 5,0 6,6 6 23220 23,8 0,129 24,8 1,0 15 465046 6 26127 23,7 0,124 23,7 0,0 15 430535 4,2 0,035 1,2 3,0 7 27935 22,5 0,128 23,4 0,9 16 505928 7 28954 21,9 0,129 22,9 1,0 16 501392 8 31432 20,7 0,134 22,4 1,7 17 506346 8 33468 20,2 0,133 21,7 1,5 17 500910 9 35651 19,7 0,134 21,4 1,7 18 505219 9 37270 17,7 0,146 20,9 3,2 18 499906 10 42060 16,9 0,147 20,0 3,1 19 504964 10 44525 16,3 0,148 19,4 3,1 19 499125 11 59606 15,4 0,139 17,2 1,8 20 505926 11 70530 24,1 0,081 15,7 8,4 20 500207 12 121832 11,8 0,120 11,5 0,3 21 505729 12 197174 9,8 0,094 7,4 2,4 21 499482 13 301618 6,6 0,078 4,1 2,5 22 503221 13 383516 22 500277 14 471139 23 504343 14 492175 23 499729 15 504821 24 504012 15 494660 24 498311 16 502189 25 503843 16 494453 25 499228 17 502875 26 503419 17 492241 26 499042
18 501639 Io 503905 18 494156 Io 501243 19 501798 Io 504010 19 491882 Io 498750 20 503797 Io 505811 20 491967 Io 499292
Io 502157 Io 500211 Io 492350 Io 496667 Io 502481 Io 501188 Io 494278 Io 497854 Io 505262 Io 502212 Io 494669 Io 497715 Io 504550 Media 502890 Io 493050 Media 498587 Io 502411 Io 492119 Io 502729 Io 492305
Media 503265 Media 493129

71
T1P5 EM T1P5 Em T1P6 EM T1P6 Em
Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xm ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xm ∆X
-30 532975 -21 560387 -30 564524 -21 560748 -29 533220 -20 561850 -29 562348 -20 559516 -28 533542 -19 560882 -28 564222 -19 560772 -27 534391 -18 562563 -27 564306 -18 560763 -26 534327 -17 561597 -26 562765 -17 561372 -25 532641 -16 562807 -25 562254 -16 561230 -24 531746 -15 562831 -24 542289 -15 561289 -23 534480 -14 532023 -23 543587 -14 560684 -22 532817 -13 355735 7 0,065 3,7 3,3 -22 543204 -13 498237 -21 532990 -12 168608 13,7 0,088 9,7 4,0 -21 532730 -12 334001 9,7 0,053 4,2 5,5-20 529812 -11 67872 16,3 0,130 17,1 0,8 -20 406819 7,4 0,042 2,5 4,9 -11 147127 13,9 0,096 10,8 3,1-19 434648 -10 48129 19,4 0,127 19,9 0,5 -19 206637 11,7 0,084 8,0 3,7 -10 68200 17,8 0,118 17,0 0,8-18 246822 6,4 0,120 6,2 0,2 -9 41955 21,2 0,122 21,0 0,2 -18 94708 15,7 0,113 14,3 1,4 -9 46055 20 0,125 20,2 0,2-17 94256 11,9 0,146 14,0 2,1 -8 37531 23,5 0,115 21,9 1,6 -17 58943 16,9 0,133 18,1 1,2 -8 39867 22,2 0,119 21,3 0,9-16 60584 15,1 0,144 17,6 2,5 -7 32063 25,1 0,114 23,1 2,0 -16 47515 20,5 0,120 19,8 0,7 -7 36452 23,8 0,115 22,1 1,7-15 50759 17,7 0,133 19,0 1,3 -6 27914 26,6 0,113 24,3 2,3 -15 43251 22,3 0,114 20,6 1,7 -6 31048 25,7 0,113 23,4 2,3-14 44416 19,6 0,127 20,1 0,5 -5 24112 17,7 0,178 25,4 7,7 -14 36653 24,2 0,112 21,9 2,3 -5 25222 26,8 0,116 25,0 1,8-13 39006 21,2 0,123 21,1 0,1 -4 19459 28,3 0,119 27,2 1,1 -13 32663 24,6 0,115 22,9 1,7 -4 22977 27,9 0,114 25,8 2,1-12 34852 23,9 0,114 22,0 1,9 -3 17673 28,6 0,121 27,9 0,7 -12 30132 25,6 0,114 23,5 2,1 -3 18651 28 0,122 27,5 0,5-11 30953 24,7 0,115 23,0 1,7 -2 16523 29,9 0,118 28,5 1,4 -11 27466 27,3 0,110 24,3 3,0 -2 16920 29,7 0,118 28,3 1,4-10 28666 25,7 0,114 23,6 2,1 -1 16441 29,7 0,119 28,5 1,2 -10 22961 28,2 0,113 25,7 2,5 -1 15656 30,2 0,118 28,9 1,3-9 24170 26,8 0,115 25,0 1,8 0 15488 30,8 0,117 29,0 1,8 -9 20346 28,6 0,116 26,7 1,9 0 14970 30,2 0,120 29,3 0,9-8 21366 26,7 0,121 26,0 0,7 1 14740 30,9 0,118 29,4 1,5 -8 19626 28,1 0,119 27,0 1,1 1 14754 30,3 0,120 29,4 0,9-7 20653 28,1 0,116 26,3 1,8 2 15200 30,4 0,119 29,2 1,2 -7 17365 28,7 0,121 28,0 0,7 2 15260 30,1 0,120 29,1 1,0-6 19084 28,9 0,115 26,9 2,0 3 16361 30,2 0,117 28,6 1,6 -6 17257 28,9 0,120 28,0 0,9 3 15622 30,9 0,116 28,9 2,0-5 17962 28,6 0,119 27,4 1,2 4 16842 30 0,117 28,3 1,7 -5 16823 27,9 0,125 28,2 0,3 4 16736 30,5 0,115 28,4 2,1-4 17209 29 0,118 27,7 1,3 5 18415 29 0,118 27,6 1,4 -4 17910 28,1 0,122 27,7 0,4 5 16420 29,5 0,120 28,5 1,0-3 16793 27,7 0,125 27,9 0,2 6 19424 28,9 0,116 27,2 1,7 -3 18578 28,4 0,120 27,4 1,0 6 18642 28,4 0,120 27,5 0,9-2 17821 28,3 0,120 27,5 0,8 7 21665 27,9 0,117 26,3 1,6 -2 20059 27,7 0,120 26,8 0,9 7 20837 28,1 0,117 26,6 1,5-1 19346 28,3 0,117 26,8 1,5 8 24546 26,8 0,117 25,3 1,5 -1 20373 27,4 0,121 26,7 0,7 8 22711 27,1 0,118 25,9 1,20 19849 28,9 0,114 26,6 2,3 9 27452 25 0,121 24,4 0,6 0 22294 26,9 0,119 26,0 0,9 9 26153 26,2 0,117 24,8 1,41 21096 26,6 0,121 26,1 0,5 10 32847 23,9 0,119 22,9 1,0 1 24022 25,7 0,122 25,3 0,4 10 29595 24,6 0,120 23,8 0,82 22855 26,7 0,118 25,4 1,3 11 37482 21 0,129 21,9 0,9 2 26238 23,9 0,128 24,6 0,7 11 30922 23,9 0,121 23,4 0,53 24522 26 0,118 24,9 1,1 12 42357 19,1 0,135 20,9 1,8 3 28657 24,5 0,121 23,9 0,6 12 30868 21,9 0,132 23,4 1,54 26340 25,2 0,119 24,3 0,9 13 53213 16,7 0,141 19,0 2,3 4 30307 22,5 0,129 23,5 1,0 13 36933 19,5 0,139 22,0 2,55 28863 23,6 0,124 23,6 0,0 14 119817 12,5 0,124 12,5 0,0 5 31301 21,4 0,134 23,2 1,8 14 54753 16,8 0,138 18,8 2,06 33004 22,8 0,122 22,5 0,3 15 314197 7,9 0,074 4,7 3,2 6 35600 19,7 0,139 22,2 2,5 15 136568 11,2 0,126 11,4 0,27 36558 20,4 0,131 21,7 1,3 16 495503 7 40703 18,2 0,143 21,1 2,9 16 355071 7,6 0,060 3,7 3,98 40844 19,4 0,132 20,8 1,4 17 566827 8 49147 14,1 0,172 19,6 5,5 17 513018 9 46935 17 0,143 19,6 2,6 18 565413 9 77668 9,9 0,198 15,9 6,0 18 562896 10 78486 15 0,128 15,5 0,5 19 562023 10 209607 4,3 0,226 7,9 3,6 19 563335 11 211007 11,1 0,084 7,5 3,6 20 562719 11 400898 20 561801 12 405522 4,3 0,064 2,2 2,1 21 564610 12 527158 21 561395 13 527351 22 564264 13 547283 22 561386 14 537134 23 565103 14 546203 23 560406 15 533300 24 562541 15 543748 24 561590 16 535751 25 563755 16 545770 25 561559 17 533190 26 563652 17 545730 26 558428
18 535421 Io 564315 18 544204 Io 560942 19 535575 Io 562677 19 544649 Io 560903 20 535197 Io 562309 20 545004 Io 559547
Io 534243 Io 561337 Io 545087 Io 562467 Io 535481 Io 560972 Io 545549 Io 559239 Io 535083 Io 562625 Io 544227 Io 559048 Io 532534 Media 562373 Io 562284 Media 560358 Io 532234 Io 562263 Io 531641 Io 564402
Media 533536 Media 553969

72
T1P7 EM T1P7 Em T1P8 EM T1P8 Em
Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xm ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X
-30 564186 -21 565480 -30 579612 -21 566445 -29 565186 -20 564005 -29 578215 -20 565316 -28 564804 -19 564792 -28 579929 -19 566231 -27 565756 -18 563644 -27 579874 -18 566604 -26 565476 -17 565561 -26 576807 -17 568037 -25 567423 -16 565937 -25 581051 -16 565400 -24 566388 -15 564448 -24 556876 -15 566130 -23 527626 -14 565591 -23 401030 -14 567424 -22 365892 -13 565841 -22 192495 8 0,127 8,2 0,2 -13 569403 -21 173253 9,7 0,122 9,5 0,2 -12 523265 -21 79170 13,6 0,140 15,4 1,8 -12 568600 -20 76745 11,9 0,168 16,1 4,2 -11 382686 8,8 0,044 3,1 5,7 -20 57670 16,8 0,132 17,9 1,1 -11 564302 -19 56684 15 0,153 18,6 3,6 -10 212138 14,9 0,065 7,9 7,0 -19 48866 20,1 0,119 19,3 0,8 -10 466061 9,7 0,020 1,6 8,1 -18 49128 19,3 0,126 19,7 0,4 -9 82076 16,6 0,116 15,5 1,1 -18 45148 22,1 0,112 19,9 2,2 -9 299461 14,1 0,045 5,2 8,9 -17 43724 20,5 0,125 20,7 0,2 -8 50886 19,2 0,125 19,4 0,2 -17 42565 22 0,115 20,4 1,6 -8 131424 17,7 0,083 11,8 5,9 -16 40315 22,5 0,117 21,3 1,2 -7 43692 22,1 0,116 20,6 1,5 -16 36774 23,9 0,112 21,6 2,3 -7 62552 19,5 0,113 17,8 1,7 -15 36144 23,2 0,118 22,2 1,0 -6 39280 23,6 0,113 21,5 2,1 -15 33965 24,9 0,110 22,2 2,7 -6 44907 22,5 0,113 20,5 2,0 -14 32455 25,6 0,112 23,1 2,5 -5 34598 25 0,112 22,5 2,5 -14 29869 26,5 0,109 23,3 3,2 -5 39478 24 0,111 21,5 2,5 -13 28876 25,9 0,115 24,0 1,9 -4 30715 26,5 0,110 23,5 3,0 -13 26501 27 0,111 24,2 2,8 -4 34903 25,9 0,108 22,5 3,4 -12 24785 26,5 0,118 25,2 1,3 -3 26618 28,4 0,107 24,6 3,8 -12 24159 28,4 0,109 25,0 3,4 -3 32411 26,5 0,108 23,1 3,4 -11 23326 27,6 0,115 25,7 1,9 -2 22782 29,3 0,109 25,9 3,4 -11 21184 28,7 0,112 26,0 2,7 -2 27979 28 0,107 24,3 3,7 -10 23214 27,4 0,116 25,8 1,6 -1 20720 28,9 0,114 26,7 2,2 -10 19089 29,2 0,114 26,9 2,3 -1 24155 28,6 0,110 25,5 3,1 -9 21145 28,4 0,116 26,5 1,9 0 18765 29,6 0,115 27,5 2,1 -9 18690 29,1 0,115 27,0 2,1 0 22436 29,4 0,110 26,1 3,3 -8 20732 28,3 0,117 26,7 1,6 1 17615 30 0,115 28,0 2,0 -8 18720 27,58 0,121 27,0 0,6 1 19972 29,7 0,113 27,0 2,7 -7 20452 29 0,114 26,8 2,2 2 17836 30,6 0,113 27,9 2,7 -7 20609 28,9 0,112 26,2 2,7 2 19897 30 0,112 27,1 2,9 -6 21172 28,3 0,116 26,5 1,8 3 17844 30,6 0,113 27,9 2,7 -6 21957 29 0,110 25,7 3,3 3 18615 29,7 0,115 27,6 2,1 -5 21105 28,6 0,115 26,5 2,1 4 17139 30,2 0,116 28,2 2,0 -5 22903 28,8 0,109 25,4 3,4 4 18303 29,9 0,115 27,7 2,2 -4 22576 28 0,115 26,0 2,0 5 18382 30 0,114 27,6 2,4 -4 23746 27,5 0,113 25,1 2,4 5 18715 29,3 0,116 27,5 1,8 -3 24731 27,4 0,114 25,3 2,1 6 19129 29,4 0,115 27,3 2,1 -3 24594 27,1 0,113 24,8 2,3 6 17893 29,7 0,116 27,9 1,8 -2 26596 26,4 0,116 24,7 1,7 7 20822 28,5 0,116 26,6 1,9 -2 25747 25,9 0,117 24,5 1,4 7 19764 29 0,116 27,1 1,9 -1 27485 26,4 0,114 24,4 2,0 8 21745 27,8 0,117 26,3 1,5 -1 26706 25,8 0,116 24,2 1,6 8 20935 28 0,118 26,6 1,4 0 29867 25,7 0,114 23,7 2,0 9 24580 26,6 0,118 25,3 1,3 0 30253 24,6 0,116 23,1 1,5 9 22291 27,9 0,116 26,1 1,8 1 32937 24,4 0,116 22,9 1,5 10 29266 25,9 0,114 23,9 2,0 1 33347 23,6 0,117 22,4 1,2 10 25159 27,7 0,112 25,2 2,5 2 35235 23,4 0,119 22,4 1,0 11 32330 25,1 0,114 23,1 2,0 2 37206 21 0,127 21,5 0,5 11 28567 27,6 0,108 24,1 3,5 3 37872 22,4 0,121 21,8 0,6 12 35089 23,6 0,118 22,4 1,2 3 41046 20,2 0,127 20,7 0,5 12 32318 24,4 0,117 23,1 1,3 4 44191 20,5 0,124 20,6 0,1 13 39137 21 0,127 21,5 0,5 4 44766 18 0,137 20,0 2,0 13 34223 22,7 0,124 22,7 0,0 5 49608 18,1 0,134 19,6 1,5 14 42662 19,8 0,130 20,8 1,0 5 53191 15,3 0,150 18,6 3,3 14 36734 21,6 0,127 22,1 0,5 6 63420 16,3 0,134 17,7 1,4 15 57561 15,1 0,151 18,4 3,3 6 79842 13,3 0,143 15,3 2,0 15 41690 19,7 0,132 21,1 1,4 7 112454 13,7 0,118 13,0 0,7 16 159777 11,7 0,108 10,2 1,5 7 197579 6,6 0,150 8,0 1,4 16 48903 16,3 0,150 19,8 3,5 8 288072 9,3 0,072 5,4 3,9 17 350331 4 0,118 3,8 0,2 8 400906 17 83797 11,8 0,162 15,4 3,6 9 473916 18 513394 9 550282 18 229023 7,3 0,124 7,3 0,0 10 565824 19 563649 10 588920 19 427033 11 567934 20 566868 11 587807 20 543980 12 566986 21 562200 12 585684 21 568433 13 566100 22 560872 13 584074 22 570419 14 565789 23 560390 14 585652 23 567214 15 563605 24 558744 15 586116 24 568707 16 564328 25 559029 16 586376 25 567085 17 564457 26 557913 17 584834 26 569102
18 564290 Io 559707 18 584543 Io 565250 19 565154 Io 560791 19 585921 Io 566804 20 564596 Io 562065 20 587245 Io 567427
Io 565786 Io 563233 Io 584445 Io 566212 Io 563947 Io 563937 Io 584346 Io 567155 Io 563197 Io 563941 Io 284590 Io 566843 Io 565418 Media 562279 Io 577123 Media 566615 Io 560949 Io 577646 Io 564355 Io 580118
Media 563942 Media 531378
73
T1P9 EM T1P9 Em T1P10 EM T1P10 Em
Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X
-30 589701 -21 593375 -30 590734 -21 592276 -29 591295 -20 592103 -29 590545 -20 586269 -28 595205 -19 591286 -28 592550 -19 583215 -27 595712 -18 591674 -27 593669 -18 584492 -26 531777 -17 591079 -26 560426 -17 588416 -25 353714 0,6 0,857 4,2 3,6 -16 592208 -25 415420 1,6 0,220 2,8 1,2 -16 591140 -24 145303 9,2 0,153 11,3 2,1 -15 592280 -24 249420 10,3 0,084 7,0 3,3 -15 592277 -23 77284 14 0,145 16,4 2,4 -14 594166 -23 88624 13,4 0,142 15,3 1,9 -14 589226 -22 57140 17,4 0,134 18,9 1,5 -13 595139 -22 63277 17,5 0,128 18,0 0,5 -13 591203 -21 49059 19,8 0,126 20,1 0,3 -12 595089 -21 52793 19,4 0,124 19,5 0,1 -12 591998 -20 45301 21,7 0,118 20,8 0,9 -11 589131 -20 48625 21,2 0,118 20,2 1,0 -11 594239 -19 40284 23,5 0,114 21,7 1,8 -10 497939 -19 42704 22,9 0,115 21,2 1,7 -10 591643 -18 35088 25,1 0,113 22,8 2,3 -9 340317 10,9 0,051 4,5 6,4 -18 38771 24,4 0,112 22,0 2,4 -9 528425 -17 32597 25,6 0,113 23,4 2,2 -8 155759 15,4 0,087 10,8 4,6 -17 35314 25,4 0,111 22,8 2,6 -8 369395 7,5 0,063 3,8 3,7 -16 28445 26,7 0,114 24,5 2,2 -7 71467 18,1 0,117 17,1 1,0 -16 33172 26,7 0,108 23,3 3,4 -7 183912 13,2 0,089 9,4 3,8 -15 26626 27,6 0,112 25,0 2,6 -6 53853 20,3 0,118 19,4 0,9 -15 29207 27,5 0,109 24,3 3,2 -6 86513 17,4 0,110 15,5 1,9 -14 24916 27,8 0,114 25,6 2,2 -5 47205 22,6 0,112 20,4 2,2 -14 26221 28,2 0,110 25,2 3,0 -5 57228 19 0,123 18,9 0,1 -13 23397 28,5 0,113 26,1 2,4 -4 41896 24,8 0,107 21,4 3,4 -13 24512 28,6 0,111 25,7 2,9 -4 47818 22,1 0,114 20,3 1,8 -12 22080 28,1 0,117 26,6 1,5 -3 36813 25,1 0,111 22,4 2,7 -12 24778 28,7 0,110 25,6 3,1 -3 42890 24,7 0,106 21,2 3,5 -11 21854 29 0,114 26,6 2,4 -2 32939 27,4 0,105 23,3 4,1 -11 24332 29,1 0,110 25,8 3,3 -2 37735 25,9 0,106 22,2 3,7 -10 21656 28,6 0,116 26,7 1,9 -1 27920 28,3 0,108 24,7 3,6 -10 23473 29,3 0,110 26,1 3,2 -1 31659 27,3 0,107 23,6 3,7 -9 21469 28 0,118 26,8 1,2 0 24500 29,2 0,109 25,7 3,5 -9 25011 29,1 0,109 25,5 3,6 0 28140 28,2 0,108 24,6 3,6 -8 21743 29 0,114 26,7 2,3 1 22222 30,2 0,109 26,5 3,7 -8 25510 28,7 0,109 25,4 3,3 1 25680 28,4 0,110 25,3 3,1 -7 21917 28,2 0,117 26,6 1,6 2 21097 30,6 0,109 26,9 3,7 -7 25572 28,4 0,111 25,4 3,0 2 23534 29,2 0,110 26,0 3,2 -6 23003 28,6 0,114 26,2 2,4 3 19734 30,5 0,111 27,5 3,0 -6 26641 28 0,111 25,0 3,0 3 22344 30,1 0,109 26,5 3,6 -5 23624 27,5 0,117 26,0 1,5 4 17713 29,7 0,118 28,3 1,4 -5 28198 27,5 0,111 24,6 2,9 4 22400 30,3 0,108 26,4 3,9 -4 23711 26 0,124 26,0 0,0 5 16861 29,6 0,120 28,7 0,9 -4 29936 27 0,110 24,1 2,9 5 20795 30,2 0,111 27,0 3,2 -3 26483 25,4 0,122 25,1 0,3 6 15687 29,7 0,122 29,3 0,4 -3 31305 26,2 0,112 23,7 2,5 6 19659 30,6 0,111 27,5 3,1 -2 31014 25,2 0,117 23,8 1,4 7 16450 30 0,119 28,9 1,1 -2 34263 25,3 0,113 23,0 2,3 7 19829 30,5 0,111 27,4 3,1 -1 32985 24,1 0,120 23,3 0,8 8 17509 29 0,121 28,4 0,6 -1 37423 24 0,115 22,3 1,7 8 20486 29,4 0,114 27,2 2,2 0 37406 22,3 0,124 22,3 0,0 9 20812 28,5 0,117 27,0 1,5 0 42918 22,4 0,117 21,2 1,2 9 23434 29,7 0,109 26,1 3,6 1 41901 20,2 0,131 21,4 1,2 10 25007 27,8 0,114 25,6 2,2 1 49339 19,5 0,127 20,1 0,6 10 25123 29 0,109 25,5 3,5 2 47973 18,2 0,138 20,3 2,1 11 28578 26,6 0,114 24,5 2,1 2 54953 18,8 0,126 19,2 0,4 11 27157 28,7 0,107 24,9 3,8 3 68328 14,8 0,146 17,4 2,6 12 30976 25,7 0,115 23,8 1,9 3 65826 17,1 0,128 17,7 0,6 12 30931 27,7 0,107 23,8 3,9 4 113914 13,2 0,125 13,3 0,1 13 37510 24,8 0,111 22,3 2,5 4 122322 13,4 0,118 12,7 0,7 13 34005 26,6 0,107 23,1 3,5 5 306205 7,5 0,088 5,3 2,2 14 40536 22,4 0,120 21,7 0,7 5 316911 8,6 0,072 5,0 3,6 14 38139 25,2 0,109 22,1 3,1 6 500114 15 43568 20,2 0,129 21,1 0,9 6 492795 15 42970 23,7 0,111 21,2 2,5 7 590935 16 51577 19,4 0,126 19,7 0,3 7 592127 16 50851 21,4 0,115 19,8 1,6 8 594686 17 73377 26,5 0,079 16,9 9,6 8 595521 17 58727 19,6 0,118 18,7 0,9 9 594133 18 181337 11,4 0,104 9,6 1,8 9 585318 18 91284 17,2 0,109 15,1 2,1 10 594043 19 379383 5,1 0,087 3,6 1,5 10 579552 19 253407 14,2 0,060 6,8 7,4 11 591865 20 552353 11 586044 20 428259 9,1 0,036 2,6 6,5 12 592961 21 595466 12 582518 21 565650 13 591684 22 596103 13 580620 22 597375 14 591823 23 593932 14 580362 23 596105 15 594080 24 593323 15 584968 24 591770 16 594294 25 592203 16 587921 25 592110 17 591495 26 594078 17 586295 26 591230
18 594457 Io 591842 18 589859 Io 591621 19 592710 Io 592244 19 589865 Io 592250 20 591550 Io 592228 20 588309 Io 593076
Io 591895 Io 591315 Io 591307 Io 591659 Io 594439 Io 591898 Io 590670 Io 591038 Io 593180 Io 590879 Io 590591 Io 589856 Io 588771 Media 591734 Io 590040 Media 591583 Io 589898 Io 590151 Io 590702 Io 590983
Media 591481 Media 590624

74
T2P1 EM T2P1 Em T2P2 EM T2P2 Em
Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X
-24 980869 -29 1004497 -24 1055818 -29 1006814 -23 983173 -28 1001411 -23 1057831 -28 1005499 -22 981710 -27 998365 -22 1058090 -27 1005274 -21 979119 -26 1004082 -21 1055049 -26 1005155 -20 978837 -25 1005458 -20 1057024 -25 1003055 -19 889885 -24 1003305 -19 1055579 -24 1006583 -18 619558 6,2 0,074 3,7 2,5 -23 995986 -18 979255 -23 1005962 -17 286283 10 0,123 10,0 0,0 -22 997148 -17 680039 3,6 0,120 3,5 0,1 -22 1004266 -16 157422 13,5 0,136 14,8 1,3 -21 995897 -16 330846 8,1 0,142 9,3 1,2 -21 1006180 -15 115716 15,7 0,136 17,3 1,6 -20 992759 -15 175324 12 0,149 14,4 2,4 -20 1007425 -14 99412 16,7 0,137 18,5 1,8 -19 988635 -14 124954 14,2 0,150 17,2 3,0 -19 1006193 -13 86600 21,2 0,115 19,6 1,6 -18 990714 -13 108794 15,6 0,145 18,3 2,7 -18 1006091 -12 49323 24 0,125 24,2 0,2 -17 986438 -12 85483 20 0,125 20,2 0,2 -17 1005081 -11 35084 25 0,133 26,9 1,9 -16 883585 -11 51329 22,7 0,133 24,4 1,7 -16 919553 -10 31794 27,4 0,125 27,7 0,3 -15 538610 11,1 0,056 5,0 6,1 -10 42910 24,4 0,131 25,8 1,4 -15 561418 6,3 0,093 4,7 1,6 -9 24406 28,3 0,131 29,8 1,5 -14 156423 15,2 0,122 15,0 0,2 -9 37526 25,8 0,129 26,9 1,1 -14 183678 12,2 0,139 13,7 1,5 -8 21075 29,2 0,132 31,0 1,8 -13 100007 17,9 0,129 18,6 0,7 -8 34103 27,2 0,126 27,7 0,5 -13 103720 15,3 0,149 18,4 3,1 -7 22717 30 0,126 30,4 0,4 -12 75344 20 0,129 20,9 0,9 -7 32068 28,5 0,122 28,2 0,3 -12 71765 18,3 0,144 21,3 3,0 -6 22519 30,5 0,124 30,5 0,0 -11 60097 23 0,122 22,7 0,3 -6 29843 28,8 0,124 28,7 0,1 -11 54928 21,6 0,135 23,5 1,9 -5 19283 31,3 0,126 31,8 0,5 -10 53654 24,6 0,119 23,7 0,9 -5 27721 29,4 0,124 29,3 0,1 -10 49983 23,5 0,128 24,3 0,8 -4 14546 31,7 0,133 34,0 2,3 -9 46309 26 0,118 24,8 1,2 -4 28024 29,8 0,121 29,2 0,6 -9 45131 25,4 0,122 25,1 0,3 -3 14818 32 0,131 33,9 1,9 -8 38397 27,4 0,119 26,4 1,0 -3 27902 30,6 0,118 29,3 1,3 -8 41480 26,9 0,119 25,8 1,1 -2 16454 32,2 0,127 33,0 0,8 -7 32748 28,3 0,121 27,6 0,7 -2 26042 30,9 0,120 29,8 1,1 -7 38703 28,1 0,116 26,3 1,8 -1 17713 32,5 0,124 32,4 0,1 -6 25845 29 0,126 29,6 0,6 -1 25727 31,2 0,119 29,9 1,3 -6 34408 29,0 0,116 27,3 1,7 0 19628 32,7 0,120 31,6 1,1 -5 19828 31,3 0,125 31,7 0,4 0 25571 32,4 0,115 30,0 2,4 -5 29139 29,4 0,121 28,6 0,8 1 19704 33 0,118 31,6 1,4 -4 12809 32,8 0,133 35,2 2,4 1 23861 32,3 0,117 30,5 1,8 -4 22261 31,1 0,123 30,8 0,3 2 18722 33,5 0,118 32,0 1,5 -3 10486 34 0,134 36,8 2,8 2 23069 32,2 0,118 30,8 1,4 -3 18391 32,6 0,123 32,3 0,3 3 18548 33,3 0,119 32,1 1,2 -2 10515 34,9 0,131 36,8 1,9 3 22093 32,3 0,119 31,2 1,1 -2 15948 33,9 0,122 33,5 0,4 4 21696 32,7 0,117 30,8 1,9 -1 9511 35,7 0,130 37,6 1,9 4 22459 32,2 0,119 31,0 1,2 -1 14094 34,6 0,123 34,5 0,1 5 23769 32 0,116 30,1 1,9 0 7284 36,3 0,136 39,8 3,5 5 25645 31,8 0,117 30,0 1,8 0 13205 35,4 0,122 35,0 0,4 6 27197 31,3 0,115 29,0 2,3 1 7468 36,4 0,135 39,6 3,2 6 28722 31,1 0,116 29,0 2,1 1 12620 36,2 0,121 35,4 0,8 7 30087 30,5 0,114 28,2 2,3 2 8133 37 0,130 38,9 1,9 7 32165 30,5 0,114 28,1 2,4 2 12221 36,4 0,121 35,6 0,8 8 34425 29,4 0,114 27,1 2,3 3 9220 37 0,127 37,9 0,9 8 35753 29,7 0,114 27,3 2,4 3 12229 36,3 0,122 35,6 0,7 9 38541 28,5 0,114 26,2 2,3 4 10578 36,7 0,124 36,8 0,1 9 40168 28,8 0,113 26,3 2,5 4 13337 36,0 0,120 34,9 1,1
10 44810 27,3 0,113 24,9 2,4 5 11468 36,2 0,124 36,1 0,1 10 46141 28 0,111 25,2 2,8 5 14348 35,6 0,119 34,3 1,3 11 51736 26 0,113 23,8 2,2 6 13032 35,2 0,123 35,1 0,1 11 50006 27,2 0,112 24,6 2,6 6 15536 35,0 0,119 33,7 1,3 12 59734 24,7 0,113 22,6 2,1 7 15461 34,6 0,121 33,7 0,9 12 57015 26,2 0,111 23,5 2,7 7 16369 34,2 0,120 33,3 0,9 13 69677 23,2 0,114 21,4 1,8 8 16927 34 0,120 33,0 1,0 13 63573 24,4 0,115 22,6 1,8 8 18862 33,5 0,119 32,1 1,4 14 78402 21 0,120 20,4 0,6 9 19230 33,2 0,119 31,9 1,3 14 72366 22,8 0,117 21,6 1,2 9 21113 32,8 0,118 31,2 1,6 15 88834 19 0,126 19,4 0,4 10 21575 31,7 0,121 31,0 0,7 15 82010 21,2 0,120 20,6 0,6 10 24000 32,1 0,116 30,2 1,9 16 106757 15,5 0,143 17,9 2,4 11 26651 30,4 0,119 29,3 1,1 16 95636 18,7 0,128 19,3 0,6 11 28908 30,5 0,116 28,7 1,8 17 177384 12,5 0,137 13,8 1,3 12 35247 28 0,120 27,0 1,0 17 127480 16,2 0,130 17,0 0,8 12 38033 27,2 0,120 26,5 0,7 18 444991 5,2 0,152 6,4 1,2 13 45731 25,3 0,122 24,9 0,4 18 316601 11,5 0,104 9,7 1,8 13 49357 24,0 0,126 24,4 0,4 19 827855 14 59818 22,2 0,127 22,8 0,6 19 776766 5,2 0,057 2,4 2,8 14 59940 22,3 0,127 22,8 0,5 20 988225 15 75311 18 0,144 20,9 2,9 20 1035643 15 87850 17,0 0,143 19,7 2,7 21 985162 16 115057 14,5 0,149 17,5 3,0 21 1044200 16 174811 13,0 0,135 14,1 1,1 22 985312 17 236549 7,8 0,185 11,7 3,9 22 1043769 17 493580 8,5 0,084 5,8 2,7 23 982554 18 665767 23 1039523 18 919411 24 979466 19 972667 24 1039387 19 1008815 25 982161 20 1008219 25 1036133 20 1008101 26 983865 21 1007004 26 1034829 21 1006450
Io 983965 22 1007345 Io 1037444 22 1005018 Io 981371 23 1003685 Io 1036576 23 1005040 Io 982717 24 1007369 Io 1038477 24 1006801
Io 982904 Io 1003534 Io 1056473 Io 1006459 Io 981341 Io 1000476 Io 1056031 Io 1005649 Io 981392 Io 1004280 Io 1055439 Io 1006605
Media 982282 Io 1008465 Media 1046740 Io 1009241 Io 1000433 Io 1006678 Io 1002330 Io 1008808 Media 1003253 Media 1007240

75
T2P3 EM T2P3 Em T2P4 EM T2P4 Em
Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X
-24 1168842 -29 1166465 -24 1124777 -29 1111426 -23 1169155 -28 1162731 -23 1125182 -28 1118623 -22 1171599 -27 1162690 -22 1125165 -27 1112466 -21 1171179 -26 1166247 -21 1121952 -26 1109039 -20 1173142 -25 1162587 -20 1120931 -25 1108641 -19 1171667 -24 1165550 -19 1125055 -24 1110910 -18 1172317 -23 1166253 -18 1123715 -23 1113050 -17 1145423 -22 1166601 -17 1124922 -22 1109757 -16 913267 -21 1165912 -16 1083248 -21 1109966 -15 478281 6,3 0,142 7,2 0,9 -20 1164268 -15 773243 -20 1112719 -14 199095 10,2 0,174 14,3 4,1 -19 1166948 -14 356272 10,3 0,112 9,3 1,0 -19 1113262 -13 121483 14,6 0,155 18,3 3,7 -18 1167043 -13 145057 14,8 0,138 16,5 1,7 -18 1107942 -12 90344 18,1 0,142 20,7 2,6 -17 1106922 -12 87160 18,2 0,141 20,7 2,5 -17 830914 5,2 0,056 2,4 2,8 -11 76427 20,4 0,134 22,0 1,6 -16 721450 4,5 0,106 3,9 0,6 -11 66162 21 0,135 22,9 1,9 -16 412856 12,2 0,081 8,0 4,2 -10 69154 22,5 0,126 22,9 0,4 -15 273555 12,0 0,121 11,7 0,3 -10 63443 22,8 0,126 23,2 0,4 -15 152171 16,3 0,122 16,1 0,2 -9 59824 24,2 0,123 24,0 0,2 -14 128959 16,2 0,136 17,8 1,6 -9 58308 24,3 0,122 23,9 0,4 -14 101719 19,2 0,125 19,3 0,1 -8 51459 25,7 0,122 25,2 0,5 -13 88812 19,2 0,134 20,8 1,6 -8 53628 25,6 0,119 24,6 1,0 -13 75385 22,3 0,121 21,7 0,6 -7 46398 26,9 0,120 26,1 0,8 -12 72354 22,2 0,125 22,4 0,2 -7 48494 26,8 0,117 25,4 1,4 -12 60204 24,3 0,120 23,6 0,7 -6 43935 28,0 0,117 26,5 1,5 -11 59203 25,2 0,118 24,1 1,1 -6 44026 27,8 0,117 26,2 1,6 -11 52693 26,6 0,115 24,6 2,0 -5 41847 28,6 0,117 26,9 1,7 -10 49588 26,8 0,118 25,5 1,3 -5 41261 28,8 0,115 26,7 2,1 -10 45879 28 0,114 25,8 2,2 -4 39413 29,3 0,116 27,4 1,9 -9 44542 28,3 0,115 26,4 1,9 -4 37584 29,3 0,116 27,5 1,8 -9 40220 29,3 0,113 26,8 2,5 -3 38542 29,3 0,117 27,6 1,7 -8 39989 29,8 0,113 27,2 2,6 -3 37152 29,9 0,114 27,5 2,4 -8 35298 30,4 0,113 27,9 2,5 -2 36481 29,6 0,117 28,0 1,6 -7 36183 30,9 0,112 28,0 2,9 -2 35810 30,6 0,113 27,8 2,8 -7 32434 31,8 0,111 28,6 3,2 -1 34497 30,2 0,117 28,5 1,7 -6 32484 31,9 0,112 28,9 3,0 -1 34046 30,8 0,114 28,3 2,5 -6 29437 32,5 0,112 29,3 3,2 0 33439 30,9 0,115 28,7 2,2 -5 28006 32,8 0,114 30,1 2,7 0 32176 31 0,115 28,7 2,3 -5 26911 32,7 0,114 30,1 2,6 1 32001 31,2 0,115 29,1 2,1 -4 24633 33,5 0,115 31,1 2,4 1 30243 31,1 0,116 29,2 1,9 -4 26429 33,6 0,111 30,2 3,4 2 31349 31,6 0,115 29,2 2,4 -3 21740 34,2 0,116 32,1 2,1 2 27810 31,2 0,119 29,9 1,3 -3 23834 34,2 0,112 31,0 3,2 3 30337 31,4 0,116 29,5 1,9 -2 20070 34,8 0,117 32,8 2,0 3 24960 31,2 0,122 30,8 0,4 -2 22125 34,5 0,114 31,6 2,9 4 29031 31,4 0,118 29,9 1,5 -1 19276 35,2 0,116 33,1 2,1 4 22997 31,1 0,125 31,4 0,3 -1 20917 34,8 0,114 32,1 2,7 5 31820 31,3 0,115 29,1 2,2 0 18478 35,7 0,116 33,5 2,2 5 21988 31 0,127 31,8 0,8 0 18902 34,9 0,117 32,9 2,0 6 33841 31,1 0,114 28,6 2,5 1 17042 36,0 0,117 34,1 1,9 6 21349 30,9 0,128 32,0 1,1 1 17657 35,1 0,118 33,5 1,6 7 37295 31,1 0,111 27,8 3,3 2 17223 35,9 0,117 34,0 1,9 7 22468 30,3 0,129 31,6 1,3 2 15465 35,3 0,121 34,5 0,8 8 39819 30,0 0,113 27,3 2,7 3 16958 35,9 0,118 34,2 1,7 8 25895 30,2 0,125 30,5 0,3 3 13517 35 0,126 35,6 0,6 9 42843 29,4 0,113 26,7 2,7 4 17732 35,7 0,117 33,8 1,9 9 29811 29,9 0,121 29,3 0,6 4 12137 34,6 0,131 36,5 1,9 10 49424 28,8 0,110 25,6 3,2 5 19499 35,2 0,116 33,0 2,2 10 36085 29 0,119 27,8 1,2 5 12687 34 0,132 36,1 2,1 11 56209 27,7 0,110 24,5 3,2 6 21123 34,3 0,117 32,4 1,9 11 42581 28 0,117 26,4 1,6 6 12507 33,2 0,135 36,3 3,1 12 63394 26,5 0,110 23,6 2,9 7 23355 33,3 0,117 31,6 1,7 12 47643 27 0,117 25,5 1,5 7 15633 32,2 0,132 34,4 2,2 13 67672 25,1 0,114 23,0 2,1 8 28033 31,8 0,117 30,1 1,7 13 52583 26 0,118 24,7 1,3 8 21384 30,8 0,128 31,9 1,1 14 77201 24,2 0,112 22,0 2,2 9 33366 30,3 0,117 28,7 1,6 14 59101 24,8 0,119 23,8 1,0 9 29060 29,2 0,125 29,4 0,2 15 85389 22,8 0,115 21,2 1,6 10 41531 28,3 0,118 26,9 1,4 15 69719 23,4 0,119 22,5 0,9 10 35625 27,6 0,125 27,8 0,2 16 97484 20,8 0,120 20,1 0,7 11 52277 26,1 0,119 25,1 1,0 16 78048 21,4 0,125 21,6 0,2 11 40246 25,1 0,132 26,8 1,7 17 118440 18,7 0,123 18,5 0,2 12 63975 23,5 0,123 23,4 0,1 17 91326 19,3 0,130 20,3 1,0 12 49645 22,2 0,140 25,1 2,9 18 172076 16,2 0,118 15,5 0,7 13 89025 21,0 0,122 20,8 0,2 18 137446 17 0,124 17,0 0,0 13 70923 17,5 0,157 22,2 4,7 19 474797 12,8 0,071 7,3 5,5 14 139736 17,0 0,125 17,1 0,1 19 361713 12,5 0,091 9,2 3,3 14 138640 11 0,189 16,8 5,8 20 898491 8,3 0,032 2,1 6,2 15 282740 11,5 0,123 11,4 0,1 20 769359 5 0,076 3,1 1,9 15 550441 1,5 0,469 5,7 4,2 21 1170253 16 761493 3,5 0,121 3,4 0,1 21 1061848 16 1056793 22 1178215 17 1141143 22 1135434 17 1117889 23 1173917 18 1168407 23 1136369 18 1116991 24 1174463 19 1164433 24 1131959 19 1112815 25 1173033 20 1162142 25 1134598 20 1114040 26 1174252 21 1162927 26 1132539 21 1114241
Io 1174464 22 1163412 Io 1130839 22 1111959 Io 1172811 23 1163221 Io 1131686 23 1114117 Io 1170926 24 1163770 Io 1130650 24 1118892
Io 1171623 Io 1161600 Io 1119405 Io 1114159 Io 1167375 Io 1162000 Io 1118388 Io 1113441 Io 1171692 Io 1161881 Io 1119446 Io 1113079
Media 1171482 Io 1164840 Media 1125069 Io 1109372 Io 1163128 Io 1107635 Io 1163592 Io 1116253 Media 1162840 Media 1112323

76
T2P5 EM T2P5 Em T2P6 EM T2P6 Em
Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X
-24 1170932 -29 1189694 -24 1166581 -29 1171043 -23 1171893 -28 1190357 -23 1167589 -28 1172123 -22 1171829 -27 1193027 -22 1165782 -27 1167904 -21 1171539 -26 1191794 -21 1165426 -26 1167393 -20 1171295 -25 1188230 -20 1162848 -25 1172652 -19 1172855 -24 1187287 -19 1163875 -24 1169462 -18 1176296 -23 1187569 -18 1164181 -23 1171489 -17 1176912 -22 1188624 -17 1167590 -22 1167112 -16 1177940 -21 1188817 -16 1164843 -21 1170023 -15 1105901 -20 1190720 -15 1104472 1 0,054 0,4 0,6 -20 1038798 -14 713858 -19 1035644 -14 794287 8,5 0,045 3,1 5,4 -19 616129 6,7 0,095 5,2 1,5-13 280552 10,3 0,139 11,6 1,3 -18 673823 -13 345998 14,5 0,084 9,8 4,7 -18 228803 12 0,136 13,2 1,2-12 118290 14,8 0,155 18,5 3,7 -17 264827 5,2 0,288 12,1 6,9 -12 118944 18,2 0,125 18,4 0,2 -17 119635 16,9 0,135 18,4 1,5-11 69007 18,2 0,156 22,9 4,7 -16 137421 12,2 0,177 17,4 5,2 -11 73110 20,7 0,134 22,4 1,7 -16 84848 20,4 0,128 21,2 0,8-10 60242 21 0,141 24 3 -15 100636 16,3 0,151 19,9 3,6 -10 62897 22,1 0,132 23,6 1,5 -15 65748 22,8 0,126 23,2 0,4-9 58341 22,8 0,132 24,3 1,5 -14 78117 19,2 0,142 22 2,8 -9 60792 23,7 0,125 23,9 0,2 -14 56883 25,3 0,119 24,4 0,9-8 53638 24,3 0,127 24,9 0,6 -13 63245 22,3 0,131 23,7 1,4 -8 55075 25,2 0,121 24,7 0,5 -13 51649 27,6 0,113 25,2 2,4-7 49627 25,6 0,124 25,6 0 -12 54535 24,3 0,127 24,9 0,6 -7 49460 26,4 0,120 25,5 0,9 -12 43796 28,7 0,114 26,5 2,2-6 43973 26,8 0,123 26,5 0,3 -11 49798 26,6 0,119 25,6 1 -6 46075 27,6 0,117 26,1 1,5 -11 40890 30,1 0,111 27,1 3,0-5 39977 27,8 0,122 27,3 0,5 -10 43467 28 0,118 26,7 1,3 -5 42287 28,7 0,116 26,8 1,9 -10 36013 31 0,112 28,1 2,9-4 38077 28,8 0,119 27,7 1,1 -9 38883 29,3 0,117 27,6 1,7 -4 37764 29,7 0,115 27,7 2,0 -9 32835 31,6 0,113 28,8 2,8-3 36928 29,3 0,118 27,9 1,4 -8 36839 30,4 0,114 28 2,4 -3 35727 30,3 0,115 28,2 2,1 -8 30606 32,5 0,112 29,4 3,1-2 33092 29,9 0,119 28,8 1,1 -7 33396 31,8 0,112 28,8 3 -2 31862 30,9 0,117 29,1 1,8 -7 27366 32,8 0,114 30,3 2,5-1 32101 30,6 0,118 29,1 1,5 -6 30400 32,5 0,113 29,6 2,9 -1 31048 31,1 0,117 29,3 1,8 -6 25735 33,6 0,114 30,8 2,80 31338 30,8 0,118 29,3 1,5 -5 27993 32,7 0,115 30,3 2,4 0 30108 31,2 0,117 29,5 1,7 -5 23553 33,8 0,115 31,5 2,31 29077 31 0,119 29,9 1,1 -4 25101 33,6 0,115 31,1 2,5 1 29817 31,2 0,118 29,6 1,6 -4 20685 34,6 0,117 32,6 2,02 28505 31,1 0,12 30 1,1 -3 22862 34,2 0,115 31,9 2,3 2 29256 31,2 0,118 29,8 1,4 -3 18991 34,9 0,118 33,3 1,63 28897 31,2 0,119 29,9 1,3 -2 21995 34,5 0,116 32,2 2,3 3 28664 30,8 0,120 29,9 0,9 -2 16619 34,9 0,122 34,3 0,64 27855 31,2 0,12 30,2 1 -1 18883 34,8 0,119 33,4 1,4 4 30948 30,7 0,118 29,3 1,4 -1 15373 35,5 0,122 35,0 0,55 27788 31,1 0,12 30,2 0,9 0 19059 34,9 0,118 33,4 1,5 5 32312 30,2 0,119 29,0 1,2 0 16895 35,4 0,120 34,2 1,26 28116 31 0,12 30,1 0,9 1 21099 35,1 0,115 32,5 2,6 6 35183 30,2 0,116 28,3 1,9 1 18078 34,4 0,121 33,7 0,77 28375 30,9 0,12 30,1 0,8 2 19922 35,3 0,116 33 2,3 7 35773 30,3 0,115 28,1 2,2 2 19720 33,6 0,121 33,0 0,68 26471 30,3 0,125 30,6 0,3 3 19217 35 0,118 33,3 1,7 8 35792 30 0,116 28,1 1,9 3 20903 33,1 0,121 32,5 0,69 26377 30,2 0,126 30,7 0,5 4 17566 34,6 0,122 34 0,6 9 38940 29,3 0,116 27,5 1,8 4 24625 32,3 0,119 31,2 1,110 28589 29,9 0,124 30 0,1 5 15784 34 0,127 34,9 0,9 10 42177 28,5 0,116 26,8 1,7 5 27779 31,4 0,119 30,2 1,211 34220 29 0,122 28,6 0,4 6 17560 33,2 0,127 34 0,8 11 47779 27,4 0,117 25,8 1,6 6 32471 29,8 0,120 28,9 0,912 44038 28 0,117 26,5 1,5 7 20469 32,2 0,126 32,8 0,6 12 53801 26,3 0,117 24,8 1,5 7 37056 27,6 0,125 27,9 0,313 53907 27 0,114 24,9 2,1 8 25711 30,8 0,124 31 0,2 13 60608 25 0,118 23,9 1,1 8 44966 25,4 0,128 26,3 0,914 64663 26 0,112 23,4 2,6 9 35004 29,2 0,121 28,5 0,7 14 65995 23,9 0,120 23,2 0,7 9 50492 22,7 0,138 25,4 2,715 76603 24,8 0,11 22,1 2,7 10 48626 27,6 0,116 25,8 1,8 15 75333 22,2 0,123 22,1 0,1 10 70090 19,3 0,146 22,7 3,416 88251 23,4 0,111 20,9 2,5 11 62147 25,1 0,117 23,8 1,3 16 83768 20,6 0,128 21,3 0,7 11 122071 15,2 0,148 18,2 3,017 102085 21,4 0,114 19,7 1,7 12 90223 22,2 0,116 20,8 1,4 17 96794 17,3 0,144 20,1 2,8 12 520356 9 0,090 6,5 2,518 142566 19,3 0,109 17 2,3 13 164411 17,5 0,113 16 1,5 18 127090 16,1 0,138 17,9 1,8 13 1054192 19 239314 17 0,094 12,9 4,1 14 581422 11 0,065 5,76 5,2 19 205229 11,2 0,155 14,0 2,8 14 1167112 20 588298 12,5 0,055 5,59 6,9 15 1150851 1,5 0,02 0,25 1,3 20 535848 6 0,130 6,3 0,3 15 1170117 21 1002795 5 0,032 1,28 3,7 16 1189089 21 976107 16 1169701 22 1183562 17 1191906 22 1173563 17 1165533 23 1183169 18 1192249 23 1168542 18 1166679 24 1177610 19 1189468 24 1165256 19 1167591 25 1177480 20 1187958 25 1171963 20 1166391 26 1174971 21 1184232 26 1170016 21 1166606
Io 1173976 22 1185939 Io 1168289 22 1164846 Io 1172248 23 1185264 Io 1168249 23 1166505 Io 1169043 24 1185694 Io 1166421 24 1163818
Io 1178415 Io 1190821 Io 1162545 Io 1164063 Io 1177380 Io 1188080 Io 1162342 Io 1162949 Io 1177089 Io 1187797 Io 1168270 Io 1167224
Media 1174692 Io 1182996 Media 1166019 Io 1170201 Io 1183612 Io 1165875 Io 1185613 Io 1166692 Media 1186487 Media 1166167

77
T2P7 EM T2P7 Em T2P8 EM T2P8 Em
Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X
-24 771210 -29 783665 -24 802932 -29 795587 -23 771615 -28 780999 -23 804241 -28 794946 -22 770076 -27 783784 -22 803303 -27 794767 -21 769751 -26 782352 -21 803440 -26 794533 -20 786634 -25 782494 -20 804238 -25 796437 -19 772282 -24 783163 -19 802416 -24 798549 -18 770734 -23 783061 -18 802417 -23 689710 -17 773845 -22 671896 -17 803409 -22 392009 8 0,088 5,7 2,3 -16 772890 -21 385189 7 0,102 5,7 1,3 -16 803470 -21 124319 13,6 0,136 15,0 1,4 -15 693087 5 0,021 0,8 4,2 -20 133469 12,5 0,142 14,3 1,8 -15 799158 -20 77005 17,8 0,131 18,9 1,1 -14 364675 11,8 0,063 6,0 5,8 -19 81117 16 0,142 18,3 2,3 -14 589057 -19 56221 20,5 0,129 21,4 0,9 -13 110436 16,2 0,120 15,7 0,5 -18 54787 20,2 0,132 21,5 1,3 -13 206197 10 0,136 10,5 0,5 -18 48936 23,1 0,121 22,5 0,6 -12 57258 19,7 0,132 21,0 1,3 -17 42981 23 0,126 23,5 0,5 -12 96956 14,2 0,149 16,6 2,4 -17 43111 24,7 0,118 23,5 1,2 -11 37421 22 0,137 24,4 2,4 -16 39470 25,1 0,119 24,1 1,0 -11 59650 17,4 0,149 20,5 3,1 -16 36993 26,6 0,115 24,8 1,8 -10 32629 23,9 0,132 25,5 1,6 -15 35302 26,8 0,116 25,0 1,8 -10 45190 20 0,144 22,8 2,8 -15 32758 28,3 0,113 25,8 2,5 -9 32038 25,2 0,126 25,7 0,5 -14 29717 28,6 0,114 26,4 2,2 -9 36018 22,7 0,137 24,6 1,9 -14 28433 29,8 0,112 26,9 2,9 -8 31638 25,4 0,126 25,8 0,4 -13 27235 29,6 0,114 27,1 2,5 -8 36809 24,3 0,127 24,4 0,1 -13 26455 30,6 0,111 27,5 3,1 -7 29102 27,2 0,120 26,4 0,8 -12 23851 30,8 0,113 28,2 2,6 -7 34787 26 0,121 24,9 1,1 -12 23755 31,7 0,111 28,4 3,3 -6 25836 28,4 0,119 27,4 1,0 -11 20693 32,1 0,113 29,4 2,7 -6 31291 26,8 0,121 25,7 1,1 -11 20334 32,5 0,113 29,6 2,9 -5 23193 29,5 0,119 28,3 1,2 -10 18501 33 0,114 30,3 2,7 -5 30041 27,8 0,118 26,1 1,7 -10 18574 33,1 0,113 30,3 2,8 -4 19842 30,3 0,121 29,5 0,8 -9 16251 33,7 0,115 31,3 2,4 -4 26614 28,8 0,118 27,0 1,8 -9 16376 33,7 0,115 31,4 2,3 -3 16716 30,9 0,124 30,9 0,0 -8 14211 34,2 0,117 32,4 1,8 -3 25102 29,6 0,117 27,5 2,1 -8 15458 34,1 0,116 31,8 2,3 -2 14506 31,2 0,127 32,1 0,9 -7 11391 34,7 0,122 34,2 0,5 -2 22798 30,1 0,118 28,3 1,8 -7 14289 34,5 0,116 32,5 2,0 -1 13891 31,2 0,129 32,4 1,2 -6 10950 35,1 0,122 34,5 0,6 -1 22143 30,4 0,118 28,5 1,9 -6 13560 34,7 0,117 32,9 1,8 0 14661 31,4 0,126 32,0 0,6 -5 10527 35,4 0,122 34,8 0,6 0 21294 30,7 0,118 28,8 1,9 -5 12610 34,6 0,120 33,5 1,1 1 16475 31,2 0,123 31,0 0,2 -4 8770 35,4 0,127 36,3 0,9 1 21726 30,8 0,117 28,7 2,1 -4 12051 34,5 0,121 33,8 0,7 2 17869 30,9 0,122 30,4 0,5 -3 8237 35,3 0,129 36,8 1,5 2 20260 31 0,119 29,2 1,8 -3 13165 34,2 0,120 33,1 1,1 3 19647 30,8 0,119 29,6 1,2 -2 7648 35 0,132 37,4 2,4 3 20557 31,1 0,118 29,1 2,0 -2 14632 33,4 0,120 32,3 1,1 4 20568 30,6 0,118 29,2 1,4 -1 8363 34,7 0,131 36,7 2,0 4 21468 30,8 0,118 28,8 2,0 -1 16586 32,5 0,119 31,3 1,2 5 22577 30,5 0,116 28,5 2,0 0 11333 34 0,125 34,2 0,2 5 23469 30,5 0,116 28,1 2,4 0 18043 31,6 0,120 30,6 1,0 6 24217 30,2 0,114 27,9 2,3 1 14241 33 0,121 32,4 0,6 6 25675 30 0,115 27,3 2,7 1 20497 30,6 0,120 29,5 1,1 7 25313 29,8 0,115 27,6 2,2 2 17025 32,2 0,119 30,9 1,3 7 26944 29,8 0,114 26,9 2,9 2 23527 29,2 0,121 28,4 0,8 8 24909 29 0,118 27,7 1,3 3 20137 31,2 0,117 29,6 1,6 8 28157 29,3 0,114 26,6 2,7 3 25961 28 0,122 27,6 0,4 9 26427 28,3 0,119 27,2 1,1 4 22479 29,7 0,120 28,7 1,0 9 31896 28,7 0,112 25,6 3,1 4 27554 26,3 0,128 27,2 0,9 10 28948 27,7 0,118 26,5 1,2 5 25302 28,1 0,122 27,7 0,4 10 35116 27,8 0,113 24,8 3,0 5 30831 23,6 0,138 26,2 2,6 11 31234 26,7 0,120 25,9 0,8 6 28365 26 0,128 26,8 0,8 11 37866 27 0,113 24,2 2,8 6 40416 20,4 0,146 24,1 3,7 12 34572 25,6 0,121 25,0 0,6 7 34024 23,2 0,135 25,3 2,1 12 40539 26 0,115 23,6 2,4 7 61460 26,8 0,096 20,7 6,1 13 40021 24,2 0,122 23,9 0,3 8 46759 20,1 0,140 22,8 2,7 13 46238 24,5 0,117 22,6 1,9 8 142746 10,3 0,167 13,9 3,6 14 47310 22,9 0,122 22,5 0,4 9 73765 15,5 0,152 19,1 3,6 14 52568 23,3 0,117 21,5 1,8 9 468995 15 55345 20,7 0,127 21,2 0,5 10 456021 15 59412 22,1 0,118 20,6 1,5 10 768307 16 65432 19,2 0,128 19,9 0,7 11 759942 16 69823 20,4 0,120 19,3 1,1 11 799161 17 78935 16,6 0,137 18,4 1,8 12 787811 17 85029 18,5 0,121 17,7 0,8 12 796630 18 100564 13,9 0,146 16,4 2,5 13 785198 18 113075 15,3 0,128 15,4 0,1 13 793935 19 153222 10,7 0,151 13,0 2,3 14 783669 19 185330 12,6 0,116 11,4 1,2 14 794737 20 357474 5 0,153 6,2 1,2 15 783542 20 446656 8 0,073 4,3 3,7 15 796876 21 670131 16 784672 21 739509 16 792476 22 776678 17 785937 22 807689 17 793535 23 774195 18 784900 23 807100 18 793636 24 771995 19 784376 24 806593 19 792394 25 770055 20 785558 25 803054 20 793079 26 769655 21 782268 26 803443 21 794610
Io 769264 22 783708 Io 804978 22 795481 Io 769305 23 782264 Io 802777 23 795136 Io 770256 24 785752 Io 802665 24 792951
Io 765835 Io 784124 Io 803438 Io 794726 Io 768714 Io 785486 Io 803631 Io 794585 Io 765224 Io 784805 Io 804843 Io 795298
Media 768100 Io 784893 Media 803722 Io 795086 Io 783294 Io 794588 Io 781646 Io 795325
Media 784041 Media 794935

78
T2P9 EM T2P9 Em T2P10 T2P10 Em
Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X
-24 784099 -29 755736 -24 754614 -29 761984 -23 785408 -28 756405 -23 756686 -28 760899 -22 787489 -27 757985 -22 756171 -27 761171 -21 787128 -26 755813 -21 758106 -26 762289 -20 786400 -25 758454 -20 756577 -25 743140 -19 787905 -24 624341 -19 756925 -24 532490 -18 787700 -23 337135 7,6 0,107 6,5 1,1 -18 754596 -23 264437 7,5 0,141 8,5 1,0 -17 787235 -22 113667 13 0,146 15,3 2,3 -17 758649 -22 134273 12 0,145 14,0 2,0 -16 788610 -21 70510 17,2 0,138 19,2 2,0 -16 757487 -21 94779 16,2 0,129 16,8 0,6 -15 787900 -20 54978 20,4 0,129 21,2 0,8 -15 758594 -20 75797 19,5 0,118 18,6 0,9 -14 782989 -19 47292 22,7 0,122 22,4 0,3 -14 755531 -19 61474 22,3 0,113 20,3 2,0 -13 558864 9 0,038 2,7 6,3 -18 37152 25 0,121 24,4 0,6 -13 753296 -18 50592 24,2 0,112 21,9 2,3 -12 187330 13,7 0,104 11,6 2,1 -17 31112 26,7 0,120 25,8 0,9 -12 513199 9,8 0,040 3,1 6,7 -17 40840 25,8 0,113 23,6 2,2 -11 95063 16,8 0,126 17,0 0,2 -16 28331 27,9 0,118 26,5 1,4 -11 191481 13 0,106 11,1 1,9 -16 34647 27,6 0,112 25,0 2,6 -10 64905 19,4 0,128 20,1 0,7 -15 26609 29 0,115 27,1 1,9 -10 105793 17,3 0,114 15,9 1,4 -15 28447 29 0,113 26,5 2,5 -9 48688 21,6 0,129 22,4 0,8 -14 23742 30,5 0,114 28,0 2,5 -9 65090 19,6 0,125 19,8 0,2 -14 24702 30,2 0,113 27,7 2,5 -8 42258 23,2 0,126 23,6 0,4 -13 20975 31 0,116 29,0 2,0 -8 56135 21,2 0,123 21,0 0,2 -13 21983 31,3 0,113 28,6 2,7 -7 38416 24,7 0,122 24,4 0,3 -12 17968 32,3 0,116 30,2 2,1 -7 51626 22,5 0,119 21,7 0,8 -12 19359 32,1 0,114 29,7 2,4 -6 37091 25,9 0,118 24,6 1,3 -11 15983 33,2 0,116 31,2 2,0 -6 46126 24 0,117 22,6 1,4 -11 15899 32,7 0,118 31,2 1,5 -5 34070 27 0,116 25,3 1,7 -10 15205 33,7 0,116 31,6 2,1 -5 40528 25,8 0,113 23,6 2,2 -10 12756 33,3 0,123 33,0 0,3 -4 32029 28,2 0,113 25,8 2,4 -9 13676 34 0,118 32,4 1,6 -4 33986 27 0,115 25,1 1,9 -9 10643 33,6 0,127 34,5 0,9 -3 27840 28,9 0,115 27,0 1,9 -8 12215 34,3 0,120 33,3 1,0 -3 28563 27,6 0,119 26,5 1,1 -8 11501 33,8 0,124 33,9 0,1 -2 24997 29,5 0,117 27,8 1,7 -7 10189 34,5 0,125 34,8 0,3 -2 24249 28,5 0,121 27,8 0,7 -7 13156 33,8 0,120 32,8 1,0 -1 22887 29,9 0,118 28,5 1,4 -6 10026 34,6 0,125 34,9 0,3 -1 22124 29 0,122 28,5 0,5 -6 15291 33,7 0,116 31,6 2,1 0 19926 30,5 0,120 29,7 0,8 -5 10505 34,4 0,124 34,6 0,2 0 22107 29,5 0,120 28,5 1,0 -5 16498 33,4 0,115 30,9 2,5 1 19376 30,8 0,120 29,9 0,9 -4 12604 34 0,120 33,1 0,9 1 22468 30 0,117 28,4 1,6 -4 17615 33 0,114 30,4 2,6 2 19131 31 0,120 30,0 1,0 -3 13929 33 0,121 32,3 0,7 2 22169 30,2 0,117 28,5 1,7 -3 19051 32,2 0,115 29,8 2,4 3 19129 30,9 0,120 30,0 0,9 -2 16721 33 0,116 30,8 2,2 3 20260 30,4 0,119 29,2 1,2 -2 20238 31,6 0,115 29,3 2,3 4 20267 30,9 0,118 29,5 1,4 -1 18638 32 0,116 29,9 2,1 4 21934 30,1 0,118 28,6 1,5 -1 21816 30,7 0,116 28,7 2,0 5 22262 30,7 0,116 28,8 1,9 0 21619 30,9 0,115 28,7 2,2 5 22566 29,5 0,119 28,4 1,1 0 22164 29,6 0,119 28,6 1,0 6 25277 30,4 0,113 27,7 2,7 1 23460 29,3 0,119 28,1 1,2 6 25003 29,2 0,117 27,5 1,7 1 23761 29 0,120 28,0 1,0 7 26277 30 0,113 27,4 2,6 2 26496 27,8 0,121 27,1 0,7 7 28419 29,3 0,112 26,5 2,8 2 28869 27,4 0,119 26,4 1,0 8 27768 29,6 0,113 27,0 2,6 3 28732 25,7 0,127 26,4 0,7 8 30138 28,9 0,112 26,0 2,9 3 39293 24,7 0,120 23,9 0,8 9 30374 28,6 0,114 26,3 2,3 4 36479 23 0,132 24,5 1,5 9 32140 28,2 0,112 25,5 2,7 4 55759 21,2 0,123 21,1 0,1 10 33310 27,3 0,116 25,5 1,8 5 47995 18,9 0,146 22,3 3,4 10 35607 27,4 0,112 24,7 2,7 5 90049 14,5 0,147 17,2 2,7 11 35873 26,3 0,117 24,9 1,4 6 82718 13,4 0,165 17,9 4,5 11 40203 26 0,113 23,7 2,3 6 252176 11 0,100 8,9 2,1 12 40549 25,8 0,115 23,9 1,9 7 232042 8 0,148 9,6 1,6 12 44281 25,5 0,111 22,9 2,6 7 594372 13 45163 24,9 0,115 23,0 1,9 8 589080 13 53059 24,5 0,108 21,5 3,0 8 756036 14 46705 23,7 0,119 22,8 0,9 9 755581 14 55310 23,8 0,110 21,1 2,7 9 759922 15 53070 22,7 0,119 21,7 1,0 10 757103 15 59223 22,8 0,112 20,6 2,2 10 762008 16 63206 21,1 0,119 20,3 0,8 11 756679 16 66823 20,7 0,117 19,6 1,1 11 761584 17 83005 18,3 0,123 18,1 0,2 12 754569 17 76211 19,1 0,120 18,5 0,6 12 761902 18 106009 15,6 0,128 16,2 0,6 13 757646 18 87111 17,3 0,125 17,5 0,2 13 763171 19 135437 12 0,146 14,2 2,2 14 758704 19 123776 14,4 0,126 14,6 0,2 14 761738 20 212722 9,8 0,133 10,5 0,7 15 756923 20 203512 10,6 0,124 10,6 0,0 15 762910 21 525623 3 0,133 3,2 0,2 16 759612 21 531767 4,7 0,075 2,9 1,8 16 760248 22 778667 17 756788 22 755289 17 761843 23 786361 18 756313 23 758003 18 760790 24 785655 19 758675 24 757831 19 760541 25 786413 20 755503 25 757874 20 761233 26 786446 21 757677 26 758568 21 762896
Io 785272 22 759110 Io 757492 22 762077 Io 773087 23 758736 Io 757255 23 763060 Io 780673 24 757539 Io 757568 24 760126
Io 786382 Io 757389 Io 755965 Io 761793 Io 787327 Io 756786 Io 756979 Io 761062 Io 786780 Io 758323 Io 755723 Io 759793
Media 783254 Io 758819 Media 756830 Io 759462 Io 758418 Io 761810 Io 758412 Io 761045
Media 758025 Media 760828

79
T3P1 EM T3P1 Em T3P2 EM T3P2 Em
Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X
-25 963905 -23 982318 -25 997403 -23 996007 -24 966183 -22 980642 -24 998092 -22 993367 -23 963178 -21 982467 -23 997737 -21 994634 -22 968391 -20 977672 -22 999084 -20 993568 -21 964797 -19 974382 -21 998812 -19 995218 -20 965302 -18 953630 -20 1001127 -18 992934 -19 962018 -17 747535 1,4 0,195 2,2 0,8 -19 997876 -17 963676 -18 830618 -16 391458 8,3 0,111 7,4 0,9 -18 947706 -16 738150 8,4 0,036 2,4 6,0 -17 465151 7,8 0,094 5,9 1,9 -15 176918 12,6 0,136 13,8 1,2 -17 682937 6,8 0,056 3,1 3,7 -15 301154 13,8 0,087 9,7 4,1 -16 230645 11,1 0,129 11,6 0,5 -14 101669 17 0,133 18,3 1,3 -16 360212 7,9 0,129 8,2 0,3 -14 114067 17,7 0,122 17,5 0,2 -15 145776 14,8 0,128 15,3 0,5 -13 68399 20,6 0,129 21,5 0,9 -15 213614 13,7 0,112 12,4 1,3 -13 79201 21,7 0,117 20,4 1,3 -14 100726 17,8 0,127 18,3 0,5 -12 55344 23,6 0,122 23,2 0,4 -14 142018 16,3 0,120 15,7 0,6 -12 60547 24,3 0,115 22,6 1,7 -13 75544 20,0 0,127 20,6 0,6 -11 57484 25,2 0,113 22,9 2,3 -13 96314 18,9 0,124 18,9 0,0 -11 54155 26,4 0,110 23,5 2,9 -12 61315 23,2 0,119 22,3 0,9 -10 64757 27,1 0,100 22,0 5,1 -12 77467 20,6 0,124 20,6 0,0 -10 82754 27,8 0,089 20,1 7,7 -11 71862 24,8 0,105 21,0 3,8 -9 93964 28,6 0,082 19,0 9,6 -11 74777 23,6 0,110 20,9 2,7 -9 128212 29,6 0,069 16,6 13,0-10 91876 27,2 0,087 19,0 8,2 -8 128000 29,9 0,068 16,5 13,4 -10 80992 26,2 0,096 20,3 5,9 -8 126224 30,5 0,068 16,7 13,8-9 122309 28,5 0,073 16,7 11,8 -7 130511 31,7 0,064 16,3 15,4 -9 93366 27,2 0,087 19,1 8,1 -7 126240 31,6 0,065 16,7 14,9-8 131675 29,8 0,067 16,1 13,7 -6 116705 32,6 0,065 17,2 15,4 -8 104929 28,9 0,078 18,2 10,7 -6 127494 32,4 0,063 16,6 15,8-7 135318 30,7 0,064 15,9 14,8 -5 106373 34 0,065 18,0 16,0 -7 116928 30,1 0,071 17,3 12,8 -5 120259 33,7 0,063 17,1 16,6-6 143235 31,6 0,060 15,4 16,2 -4 100509 35 0,065 18,4 16,6 -6 123618 31,2 0,067 16,9 14,3 -4 112079 34,5 0,063 17,6 16,9-5 146779 32,5 0,058 15,2 17,3 -3 89694 35,8 0,067 19,3 16,5 -5 120726 32,0 0,066 17,1 14,9 -3 105967 34,8 0,064 18,1 16,7-4 143219 33,0 0,058 15,4 17,6 -2 90111 35,9 0,067 19,3 16,6 -4 121225 32,4 0,065 17,0 15,4 -2 99181 35,5 0,065 18,6 16,9-3 133529 33,5 0,059 16,0 17,5 -1 91781 36 0,066 19,1 16,9 -3 137609 32,7 0,061 16,0 16,7 -1 96390 36,0 0,065 18,9 17,1-2 128609 33,8 0,060 16,3 17,5 0 99564 36,3 0,063 18,5 17,8 -2 133636 32,9 0,061 16,2 16,7 0 100933 36,0 0,064 18,5 17,5-1 121295 34,7 0,060 16,8 17,9 1 102540 36 0,063 18,3 17,7 -1 135601 33,1 0,060 16,1 17,0 1 105611 36,0 0,062 18,1 17,90 120447 34,6 0,060 16,8 17,8 2 100613 35,5 0,064 18,4 17,1 0 134292 33,4 0,060 16,2 17,2 2 107853 35,5 0,063 17,9 17,61 119820 33,6 0,062 16,9 16,7 3 100122 34,7 0,066 18,4 16,3 1 134734 33,5 0,060 16,2 17,3 3 112395 34,8 0,063 17,6 17,22 114192 33,4 0,064 17,3 16,1 4 104592 33,7 0,066 18,1 15,6 2 134696 33,2 0,060 16,2 17,0 4 120802 33,2 0,064 17,0 16,23 109510 32,5 0,067 17,6 14,9 5 107138 32,8 0,068 17,9 14,9 3 143504 32,6 0,059 15,7 16,9 5 122562 32,2 0,065 16,9 15,34 109662 31,8 0,068 17,6 14,2 6 120200 31,4 0,067 17,0 14,4 4 144556 32,3 0,060 15,6 16,7 6 124620 31,7 0,066 16,8 14,95 110676 31,0 0,070 17,5 13,5 7 132659 30,2 0,066 16,2 14,0 5 135986 31,8 0,063 16,1 15,7 7 124166 31,0 0,067 16,8 14,26 123397 30,4 0,068 16,6 13,8 8 126138 28,7 0,072 16,6 12,1 6 124583 31,5 0,066 16,8 14,7 8 119694 29,3 0,072 17,1 12,27 134161 29,2 0,068 15,9 13,3 9 135697 27,3 0,073 16,0 11,3 7 124134 30,8 0,068 16,8 14,0 9 134045 27,0 0,074 16,2 10,88 147662 29,1 0,065 15,2 13,9 10 137892 26,3 0,075 15,9 10,4 8 140492 29,9 0,066 15,8 14,1 10 131463 25,4 0,080 16,4 9,0 9 147319 28,2 0,067 15,2 13,0 11 120799 24,6 0,085 16,9 7,7 9 155438 28,8 0,065 15,0 13,8 11 100001 23,9 0,096 18,6 5,3
10 130741 27,1 0,074 16,2 10,9 12 81883 23,3 0,107 20,1 3,2 10 154011 27,5 0,068 15,1 12,4 12 74936 23,0 0,112 20,9 2,1 11 114323 25,8 0,083 17,2 8,6 13 65663 22 0,123 21,9 0,1 11 143481 26,5 0,073 15,7 10,8 13 69337 21,5 0,124 21,5 0,0 12 115606 23,8 0,089 17,2 6,6 14 94816 19,8 0,118 18,9 0,9 12 134722 25,0 0,080 16,2 8,8 14 77990 19,3 0,132 20,6 1,3 13 116007 21,3 0,100 17,1 4,2 15 169515 17 0,103 14,2 2,8 13 118927 23,0 0,092 17,2 5,8 15 108988 16,3 0,136 17,9 1,6 14 111225 18,8 0,115 17,5 1,3 16 379588 11,9 0,080 7,7 4,2 14 89532 20,7 0,116 19,5 1,2 16 255686 12,4 0,110 11,0 1,4 15 126705 15,8 0,129 16,4 0,6 17 758428 4,3 0,060 2,1 2,2 15 83770 18,6 0,133 20,0 1,4 17 669755 2,9 0,137 3,2 0,3 16 181650 13,0 0,129 13,5 0,5 18 972959 16 110485 26,0 0,085 17,8 8,2 18 977484 17 290926 10,2 0,118 9,7 0,5 19 978040 17 206242 11,3 0,139 12,7 1,4 19 996815 18 626157 5,7 0,076 3,5 2,2 20 977128 18 568101 3,1 0,182 4,5 1,4 20 998059 19 944613 21 972108 19 929883 21 995376 20 968722 22 974348 20 1003303 22 993726 21 970369 23 973235 21 1000589 23 994751 22 966792 24 974934 22 998700 24 993664 23 965519 25 972814 23 997018 25 993413
24 969744 Io 971874 24 999782 Io 996361 25 967317 Io 973445 25 997711 Io 996901
Io 967571 Io 973931 Io 997592 Io 994588 Io 964126 Io 992018 Io 998101 Io 996051 Io 967759 Io 989040 Io 997279 Io 995086 Io 965095 Io 993384 Io 998247 Io 992326 Io 966038 Media 982282 Io 998241 Media 995219 Io 967079 Io 996255
Media 966278 Media 997619

80
T3P3 EM T3P3 Em T3P4 EM T3P4 Em
Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X
-25 1139375 -23 1149590 -25 1125677 -23 1133659 -24 1136322 -22 1146940 -24 1129931 -22 1128170 -23 1139098 -21 1148545 -23 1128207 -21 1132950 -22 1140104 -20 1146691 -22 1130159 -20 1133930 -21 1138693 -19 1147729 -21 1125935 -19 1135506 -20 1140128 -18 1148057 -20 1133037 -18 1138538 -19 1138713 -17 1146580 -19 1128762 -17 1133504 -18 1135500 -16 1137872 -18 1132417 -16 1137498 -17 999650 -15 837422 3,1 0,102 2,6 0,5 -17 1049944 -15 954279 -16 644705 9,3 0,061 4,6 4,7 -14 381136 14,6 0,076 8,9 5,7 -16 741199 8,5 0,049 3,4 5,1 -14 534051 10,0 0,076 6,0 4,0 -15 251626 11,9 0,127 12,2 0,3 -13 155851 17,7 0,113 16,1 1,6 -15 354406 12,2 0,095 9,3 2,9 -13 203513 14,2 0,121 13,8 0,4 -14 172797 15,1 0,125 15,2 0,1 -12 107731 20,0 0,118 19,1 0,9 -14 199987 14,7 0,117 14,0 0,7 -12 141353 16,9 0,123 16,8 0,1 -13 121481 17,3 0,129 18,1 0,8 -11 98470 21,8 0,113 19,9 1,9 -13 141588 17,0 0,122 16,7 0,3 -11 108743 19,6 0,120 18,9 0,7 -12 98876 20,8 0,117 19,7 1,1 -10 106752 23,8 0,100 19,2 4,6 -12 103054 19,7 0,121 19,3 0,4 -10 100905 21,7 0,112 19,5 2,2 -11 95690 23,2 0,107 20,0 3,2 -9 129704 25,4 0,086 17,6 7,8 -11 92740 21,3 0,117 20,2 1,1 -9 108766 23,4 0,100 18,9 4,5 -10 89020 25,4 0,101 20,6 4,8 -8 144786 27,3 0,076 16,7 10,6 -10 101581 23,4 0,103 19,4 4,0 -8 125106 25,0 0,088 17,7 7,3 -9 87489 27,2 0,094 20,7 6,5 -7 151967 28,6 0,071 16,4 12,2 -9 111825 25,5 0,091 18,6 6,9 -7 138689 26,6 0,079 16,9 9,7 -8 96729 28,7 0,086 19,9 8,8 -6 148916 30,1 0,068 16,5 13,6 -8 126921 27,3 0,080 17,6 9,7 -6 142332 28,3 0,073 16,7 11,6-7 118525 29,5 0,077 18,3 11,2 -5 138239 32,0 0,066 17,1 14,9 -7 134243 28,4 0,075 17,2 11,2 -5 140178 28,6 0,073 16,8 11,8-6 139937 30,2 0,069 16,9 13,3 -4 130070 33,4 0,065 17,6 15,8 -6 139504 29,3 0,071 16,9 12,4 -4 135371 31,0 0,069 17,1 13,9-5 153201 30,7 0,065 16,2 14,5 -3 119323 34,1 0,066 18,3 15,8 -5 149023 29,7 0,068 16,3 13,4 -3 129021 31,8 0,068 17,5 14,3-4 171346 30,5 0,062 15,3 15,2 -2 120619 34,6 0,065 18,2 16,4 -4 157938 30,2 0,065 15,9 14,3 -2 119196 33,0 0,068 18,1 14,9-3 171898 31,0 0,061 15,3 15,7 -1 119289 34,8 0,065 18,3 16,5 -3 157781 31,0 0,063 15,9 15,1 -1 113695 33,5 0,069 18,5 15,0-2 159821 31,7 0,062 15,9 15,8 0 127596 34,9 0,063 17,8 17,1 -2 145455 31,4 0,065 16,5 14,9 0 110751 34,3 0,068 18,7 15,6-1 144816 32,0 0,064 16,7 15,3 1 132337 34,8 0,062 17,5 17,3 -1 134753 32,0 0,066 17,1 14,9 1 110849 34,3 0,068 18,7 15,60 134438 32,2 0,066 17,3 14,9 2 130276 34,6 0,063 17,6 17,0 0 118808 32,2 0,070 18,2 14,0 2 112906 34,0 0,068 18,6 15,41 127536 32,0 0,068 17,7 14,3 3 128907 34,4 0,064 17,7 16,7 1 113073 32,3 0,071 18,6 13,7 3 117467 33,8 0,067 18,2 15,62 125679 32,6 0,068 17,8 14,8 4 131591 33,7 0,064 17,5 16,2 2 110220 32,5 0,071 18,8 13,7 4 108693 33,3 0,071 18,9 14,43 131817 32,7 0,066 17,4 15,3 5 130095 32,9 0,066 17,6 15,3 3 108692 32,3 0,072 18,9 13,4 5 96252 32,7 0,076 19,9 12,84 139320 32,7 0,064 17,0 15,7 6 131763 31,9 0,068 17,5 14,4 4 102519 31,9 0,075 19,3 12,6 6 86432 31,6 0,082 20,7 10,95 155423 32,1 0,062 16,1 16,0 7 121236 31,0 0,073 18,2 12,8 5 97185 31,3 0,078 19,8 11,5 7 89945 30,6 0,083 20,4 10,26 163294 31,4 0,062 15,7 15,7 8 125689 29,6 0,075 17,9 11,7 6 92316 30,4 0,082 20,2 10,2 8 81414 29,1 0,091 21,2 7,9 7 164576 30,4 0,064 15,6 14,8 9 131192 28,1 0,077 17,5 10,6 7 89811 29,3 0,086 20,4 8,9 9 81654 27,3 0,096 21,2 6,1 8 166057 29,3 0,066 15,6 13,7 10 108953 26,5 0,089 19,0 7,5 8 92708 28,0 0,089 20,2 7,8 10 72000 26,3 0,105 22,2 4,1 9 165617 27,8 0,069 15,6 12,2 11 76979 25,0 0,108 21,8 3,2 9 97391 26,8 0,091 19,8 7,0 11 64179 24,6 0,117 23,1 1,5 10 170166 25,9 0,073 15,4 10,5 12 68261 23,3 0,121 22,8 0,5 10 100737 24,4 0,099 19,5 4,9 12 65086 23,2 0,123 23,0 0,2 11 172468 24,2 0,078 15,2 9,0 13 83529 21,7 0,121 21,2 0,5 11 95110 22,5 0,110 20,0 2,5 13 78100 21,0 0,128 21,5 0,5 12 132635 22,7 0,095 17,4 5,3 14 96875 19,4 0,128 20,0 0,6 12 88279 20,4 0,125 20,6 0,2 14 103134 18,9 0,127 19,3 0,4 13 101343 20,6 0,117 19,5 1,1 15 124943 17,0 0,131 17,9 0,9 13 107767 18,3 0,128 18,9 0,6 15 143225 16,6 0,125 16,6 0,0 14 112835 17,9 0,129 18,7 0,8 16 222799 13,1 0,125 13,3 0,2 14 145034 15,7 0,130 16,5 0,8 16 228036 12,4 0,130 12,9 0,5 15 155186 14,8 0,135 16,1 1,3 17 589130 7,8 0,086 5,4 2,4 15 197889 12,5 0,139 14,0 1,5 17 530163 7,7 0,099 6,1 1,6 16 211134 12,6 0,134 13,6 1,0 18 1055179 16 285173 9,6 0,143 11,1 1,5 18 978148 17 400137 9,3 0,112 8,4 0,9 19 1154010 17 591856 4,3 0,149 5,2 0,9 19 1144607 18 824597 2,0 0,161 2,6 0,6 20 1150998 18 936148 20 1143925 19 1120024 21 1147360 19 1129524 21 1143174 20 1142345 22 1146578 20 1129872 22 1141186 21 1139341 23 1148472 21 1130321 23 1141836 22 1140980 24 1146550 22 1127234 24 1138708 23 1138224 25 1148269 23 1126188 25 1141580
24 1137194 Io 1153817 24 1125543 Io 1141915 25 1139329 Io 1152379 25 1126701 Io 1143598
Io 1138811 Io 1153565 Io 1126348 Io 1141779 Io 1138913 Io 1146547 Io 1124173 Io 1131638 Io 1141652 Io 1148390 Io 1124947 Io 1134870 Io 1137314 Io 1147858 Io 1122721 Io 1133441 Io 1138212 Media 1150426 Io 1124952 Media 1137874 Io 1138449 Io 1126049
Media 1138892 Media 1124865

81
T3P5 EM T3P5 Em T3P6 EM T3P6 Em
Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X
-25 1024039 -23 1011516 -25 997013 -23 1034477 -24 1023191 -22 1009878 -24 997750 -22 1036436 -23 1024450 -21 1012954 -23 998090 -21 1036275 -22 1025729 -20 1010012 -22 996686 -20 1035227 -21 1025716 -19 1011109 -21 997079 -19 1033619 -20 1022850 -18 1013490 -20 994375 -18 1034350 -19 1025028 -17 1011294 -19 999485 -17 1031690 -18 1023960 -16 1011241 -18 998003 -16 1034829 -17 938905 0,7 0,123 0,7 0,0 -15 1011866 -17 975876 0,7 0,029 0,16 0,5 -15 1039561 -16 694598 8,9 0,044 3,1 5,8 -14 871947 4,5 0,034 1,3 3,2 -16 780391 8,9 0,027 1,97 6,9 -14 1033886 -15 347479 12,3 0,088 8,7 3,6 -13 424107 15,9 0,055 7,1 8,8 -15 418146 12,3 0,071 7,01 5,3 -13 798936 4,5 0,057 2,08 2,4-14 185019 14,8 0,116 13,8 1,0 -12 157942 15,3 0,122 15,1 0,2 -14 221557 14,8 0,102 12,1 2,7 -12 397484 15,9 0,06 7,72 8,2-13 126363 17,0 0,123 16,9 0,1 -11 113150 17,2 0,128 17,8 0,6 -13 144798 17 0,113 15,6 1,4 -11 160668 15,3 0,122 15 0,3-12 94563 18,9 0,126 19,2 0,3 -10 96562 20,3 0,116 19,1 1,2 -12 103967 18,9 0,12 18,3 0,6 -10 106913 17,2 0,132 18,3 1,1-11 78998 21,8 0,117 20,7 1,1 -9 92772 21,9 0,109 19,4 2,5 -11 77097 21,8 0,117 20,7 1,1 -9 84733 20,3 0,123 20,2 0,1-10 82793 23,6 0,107 20,3 3,3 -8 87590 23,4 0,105 19,9 3,5 -10 62005 23,6 0,118 22,4 1,2 -8 70138 21,9 0,123 21,7 0,2-9 105272 25,5 0,089 18,4 7,1 -7 81393 25,2 0,100 20,4 4,8 -9 72000 25,5 0,103 21,2 4,3 -7 58695 23,4 0,123 23,2 0,2-8 118690 26,7 0,081 17,4 9,3 -6 88787 27,4 0,089 19,7 7,7 -8 93593 26,7 0,089 19,1 7,6 -6 53649 25,2 0,117 23,9 1,3-7 120692 28,1 0,076 17,3 10,8 -5 103273 28,5 0,080 18,5 10,0 -7 100325 28,1 0,082 18,5 9,6 -5 51071 27,4 0,11 24,3 3,1-6 120559 29,1 0,073 17,3 11,8 -4 107817 29,8 0,075 18,2 11,6 -6 93805 29,1 0,081 19,1 10 -4 48735 28,5 0,107 24,7 3,8-5 122257 30,0 0,071 17,2 12,8 -3 111794 30,7 0,072 17,9 12,8 -5 85925 30 0,082 19,8 10 -3 44721 29,8 0,105 25,4 4,4-4 120865 30,7 0,070 17,3 13,4 -2 111689 31,6 0,070 17,9 13,7 -4 78626 30,7 0,083 20,5 10 -2 41038 30,7 0,105 26,1 4,6-3 116594 31,3 0,069 17,5 13,8 -1 96882 32,3 0,073 19,0 13,3 -3 75789 31,3 0,082 20,8 10 -1 40399 31,6 0,103 26,2 5,4-2 107249 31,7 0,071 18,2 13,5 0 83744 33,0 0,076 20,2 12,8 -2 65381 31,7 0,086 22 9,7 0 43934 32,3 0,098 25,5 6,8-1 97203 32,1 0,073 19,0 13,1 1 80462 33,2 0,076 20,5 12,7 -1 53859 32,1 0,091 23,6 8,5 1 56774 33 0,088 23,4 9,60 86440 32,5 0,076 20,0 12,5 2 82154 33,2 0,076 20,4 12,8 0 47819 32,5 0,093 24,5 8 2 66246 33,2 0,083 22,2 11 1 79337 32,7 0,078 20,7 12,0 3 79856 33,0 0,077 20,6 12,4 1 45545 32,7 0,094 24,9 7,8 3 64609 33,2 0,084 22,4 11 2 79363 32,8 0,078 20,7 12,1 4 78756 32,6 0,078 20,7 11,9 2 44882 32,8 0,094 25 7,8 4 56808 33 0,088 23,4 9,63 74277 32,7 0,080 21,2 11,5 5 75740 32,3 0,080 21,0 11,3 3 43720 32,7 0,096 25,2 7,5 5 59259 32,6 0,088 23,1 9,54 68111 32,3 0,084 21,9 10,4 6 72828 31,8 0,083 21,3 10,5 4 39972 32,3 0,1 26 6,3 6 61928 32,3 0,087 22,7 9,65 67079 31,6 0,086 22,0 9,6 7 71727 31,2 0,085 21,5 9,7 5 35768 31,6 0,105 26,9 4,7 7 59460 31,8 0,09 23,1 8,76 65946 30,7 0,089 22,1 8,6 8 64934 30,1 0,091 22,3 7,8 6 33848 30,7 0,11 27,3 3,4 8 55046 31,2 0,094 23,7 7,57 56549 29,5 0,098 23,4 6,1 9 60797 29,0 0,097 22,8 6,2 7 34588 29,5 0,114 27,1 2,4 9 58396 30,1 0,095 23,2 6,98 52993 27,5 0,108 23,9 3,6 10 67377 27,8 0,098 22,0 5,8 8 41103 27,5 0,116 25,7 1,8 10 67438 29 0,094 22,1 6,99 57586 25,4 0,113 23,2 2,2 11 69095 24,5 0,110 21,8 2,7 9 49028 25,4 0,119 24,3 1,1 11 71450 27,8 0,096 21,6 6,210 66508 23,6 0,116 22,1 1,5 12 59237 23,9 0,119 23,0 0,9 10 57751 23,6 0,121 23 0,6 12 60415 24,5 0,116 22,9 1,611 75089 22,2 0,118 21,1 1,1 13 54902 22,6 0,129 23,6 1,0 11 64309 22,2 0,123 22,1 0,1 13 60968 23,9 0,118 22,9 1 12 76806 20,1 0,129 20,9 0,8 14 78139 19,2 0,134 20,8 1,6 12 73512 20,1 0,13 21,1 1 14 77071 22,6 0,115 21 1,613 99815 18,3 0,127 18,8 0,5 15 114249 16,6 0,132 17,7 1,1 13 93482 18,3 0,129 19,1 0,8 15 97267 19,2 0,123 19,1 0,114 148251 15,0 0,129 15,6 0,6 16 157128 14,4 0,130 15,1 0,7 14 136584 15 0,132 16 1 16 114674 16,6 0,132 17,8 1,215 273240 12,0 0,110 10,7 1,3 17 219878 11,3 0,135 12,4 1,1 15 206547 12 0,131 12,7 0,7 17 133635 14,4 0,142 16,5 2,116 582688 6,3 0,089 4,5 1,8 18 537158 6,8 0,094 5,2 1,6 16 435297 6,3 0,131 6,68 0,4 18 286433 11,3 0,114 10,4 0,917 908086 19 920494 17 788560 19 698170 6,8 0,058 3,17 3,618 1029382 20 1016796 18 997872 20 984705 19 1030618 21 1015027 19 1001047 21 1029509 20 1027083 22 1015161 20 1000969 22 1033150 21 1025723 23 1013059 21 996655 23 1034674 22 1026108 24 1015224 22 996250 24 1032244 23 1025845 25 1016096 23 998118 25 1035198
24 1027129 Io 1013852 24 1000466 Io 1031353 25 1026536 Io 1014087 25 997980 Io 1033264
Io 1025402 Io 1014332 Io 993414 Io 1033725 Io 1024843 Io 1015425 Io 994183 Io 1036219 Io 1025399 Io 1018139 Io 993330 Io 1034498 Io 1015376 Io 1014597 Io 997447 Io 1033974 Io 1024938 Media 1015072 Io 999100 Media 1033839 Io 1022787 Io 996937
Media 1023124 Media 995735

82
T3P7 EM T3P7 Em T3P8 EM T3P8 Em
Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X
-25 1180603 -23 1188174 -25 1196144 -23 1202545 -24 1180107 -22 1187246 -24 1198202 -22 1204196 -23 1182438 -21 1186999 -23 1197053 -21 1207658 -22 1180099 -20 1188572 -22 1198592 -20 1203777 -21 1179057 -19 1188423 -21 1197955 -19 1204922 -20 1180990 -18 1186955 -20 1195725 -18 1205778 -19 1181089 -17 1188150 -19 1200940 -17 1208516 -18 1180774 -16 1187451 -18 1159014 -16 1206787 -17 1064544 -15 1188373 -17 850533 5,1 0,071 2,9 2,2 -15 1209043 -16 728565 5,7 0,085 3,9 1,8 -14 1190117 -16 450092 9,9 0,101 8,1 1,8 -14 1193281 -15 310072 10,8 0,124 10,8 0,0 -13 1052333 -15 217937 14,1 0,122 13,9 0,2 -13 924478 -14 184844 13,6 0,136 15,0 1,4 -12 630783 8,2 0,077 5,1 3,1 -14 151267 16,5 0,127 16,9 0,4 -12 462780 10,0 0,096 7,8 2,2 -13 139620 16,0 0,134 17,3 1,3 -11 255757 12,8 0,120 12,4 0,4 -13 130538 17,7 0,126 18,1 0,4 -11 195087 14,8 0,123 14,7 0,1 -12 118321 17,6 0,131 18,6 1,0 -10 162934 17,4 0,114 16,0 1,4 -12 119997 20,6 0,113 18,8 1,8 -10 142555 17,5 0,122 17,3 0,2 -11 109193 19,7 0,121 19,2 0,5 -9 123038 19,5 0,116 18,3 1,2 -11 103633 22,2 0,111 19,9 2,3 -9 119238 19,4 0,119 18,7 0,7 -10 108325 21,3 0,112 19,3 2,0 -8 101718 21,0 0,117 19,8 1,2 -10 97589 23,9 0,106 20,4 3,5 -8 101333 21,6 0,115 20,0 1,6 -9 110498 23,1 0,103 19,1 4,0 -7 84295 22,8 0,116 21,3 1,5 -9 109085 27,1 0,089 19,5 7,6 -7 85497 23,3 0,114 21,4 1,9 -8 110560 24,7 0,096 19,1 5,6 -6 74051 25,0 0,111 22,4 2,6 -8 120843 28,6 0,081 18,7 9,9 -6 73651 24,7 0,113 22,6 2,1 -7 110306 27,7 0,086 19,2 8,5 -5 62579 26,4 0,112 23,7 2,7 -7 116610 29,9 0,079 19,0 10,9 -5 68956 26,8 0,107 23,1 3,7 -6 105634 28,8 0,084 19,5 9,3 -4 57560 27,6 0,110 24,4 3,2 -6 115704 30,5 0,077 19,0 11,5 -4 66356 28,6 0,102 23,5 5,1 -5 102379 29,9 0,082 19,8 10,1 -3 53748 29,3 0,106 25,0 4,3 -5 99468 31,1 0,081 20,3 10,8 -3 55999 29,9 0,103 24,8 5,1 -4 99414 30,7 0,081 20,0 10,7 -2 48516 30,6 0,105 25,8 4,8 -4 80485 31,7 0,086 22,0 9,7 -2 58422 31,1 0,097 24,5 6,6 -3 89777 31,4 0,082 20,8 10,6 -1 44167 31,8 0,104 26,6 5,2 -3 69691 32,4 0,088 23,1 9,3 -1 62482 32,2 0,092 23,9 8,3 -2 77649 31,9 0,085 22,0 9,9 0 42731 32,5 0,102 26,8 5,7 -2 64720 32,9 0,089 23,7 9,2 0 62581 33,1 0,090 23,9 9,2 -1 66092 32,3 0,089 23,3 9,0 1 49945 33,2 0,095 25,6 7,6 -1 60960 33,1 0,091 24,2 8,9 1 63002 33,7 0,088 23,9 9,8 0 55793 32,5 0,094 24,7 7,8 2 63215 33,5 0,088 23,7 9,8 0 59381 33,2 0,091 24,4 8,8 2 70480 33,8 0,084 23,0 10,81 51841 32,6 0,096 25,3 7,3 3 74804 33,7 0,082 22,3 11,4 1 57044 33,3 0,092 24,8 8,5 3 79623 34,0 0,080 22,0 12,02 49213 32,8 0,097 25,7 7,1 4 78255 33,3 0,082 21,9 11,4 2 47320 32,9 0,099 26,3 6,6 4 82835 33,9 0,079 21,7 12,23 48055 32,4 0,099 25,9 6,5 5 72798 33,4 0,084 22,5 10,9 3 42529 32,8 0,102 27,1 5,7 5 85802 33,5 0,079 21,4 12,14 44143 32,3 0,102 26,6 5,7 6 59969 32,8 0,091 24,1 8,7 4 40526 32,3 0,105 27,5 4,8 6 77384 33,2 0,083 22,2 11,05 40004 31,7 0,107 27,4 4,3 7 52060 32,0 0,098 25,2 6,8 5 44031 31,8 0,105 26,9 4,9 7 70611 32,4 0,088 23,0 9,4 6 38629 30,9 0,111 27,6 3,3 8 51607 31,3 0,100 25,3 6,0 6 50928 31,0 0,103 25,7 5,3 8 72517 31,3 0,090 22,7 8,6 7 41822 29,8 0,112 27,0 2,8 9 58983 30,4 0,099 24,2 6,2 7 62460 30,0 0,099 24,0 6,0 9 88302 30,3 0,086 21,2 9,1 8 46019 28,8 0,113 26,2 2,6 10 66079 28,8 0,100 23,3 5,5 8 80782 28,9 0,094 22,0 6,9 10 92971 29,2 0,088 20,7 8,5 9 56198 27,5 0,111 24,6 2,9 11 74270 27,2 0,102 22,4 4,8 9 91518 27,3 0,095 20,9 6,4 11 89226 28,2 0,092 21,1 7,1 10 67641 25,8 0,111 23,1 2,7 12 77101 25,3 0,108 22,1 3,2 10 95994 25,2 0,101 20,6 4,6 12 81281 27,0 0,100 21,8 5,2 11 75362 23,6 0,117 22,2 1,4 13 81360 23,4 0,115 21,6 1,8 11 91121 23,5 0,111 21,0 2,5 13 77659 25,1 0,109 22,2 2,9 12 91959 21,7 0,118 20,6 1,1 14 90635 21,2 0,121 20,7 0,5 12 108462 20,8 0,116 19,6 1,2 14 87391 23,5 0,112 21,2 2,3 13 135456 19,0 0,114 17,5 1,5 15 110197 19,7 0,121 19,2 0,5 13 157060 17,3 0,119 16,6 0,7 15 96831 21,7 0,116 20,4 1,3 14 203755 15,5 0,113 14,2 1,3 16 123342 18,8 0,120 18,3 0,5 14 238122 15,2 0,108 13,2 2,0 16 106808 20,4 0,119 19,6 0,8 15 293174 12,7 0,110 11,3 1,4 17 144481 17,0 0,124 17,0 0,0 15 402208 11,7 0,095 9,0 2,7 17 123580 19,0 0,120 18,4 0,6 16 576959 9,4 0,076 5,8 3,6 18 215346 14,6 0,117 13,8 0,8 16 831143 7,3 0,053 3,1 4,2 18 174801 16,2 0,119 15,6 0,6 17 977677 4,5 0,042 1,5 3,0 19 577360 10,5 0,069 5,8 4,7 17 1140026 19 452443 12,4 0,079 8,0 4,4 18 1185614 20 1031295 18 1221498 20 913093 7,1 0,040 2,3 4,8 19 1183884 21 1195364 19 1216223 21 1203002 20 1182788 22 1193815 20 1212425 22 1220123 21 1180691 23 1189891 21 1211205 23 1217315 22 1178764 24 1191670 22 1213265 24 1212418 23 1180899 25 1190232 23 1211679 25 1214811
24 1179591 Io 1190002 24 1211387 Io 1218738 25 1180816 Io 1191120 25 1207674 Io 1218030
Io 1179227 Io 1189521 Io 1216720 Io 1216081 Io 1181444 Io 1187327 Io 1216858 Io 1206754 Io 1181439 Io 1186025 Io 1219112 Io 1206605 Io 1184880 Io 1185738 Io 1230115 Io 1200145 Io 1183936 Media 1188289 Io 1229703 Media 1211059 Io 1184147 Io 1227201
Media 1182512 Media 1223285

83
T3P9 EM T3P9 Em T3P10 EM T3P10 Em
Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X
-25 1217559 -23 1187583 -25 1172325 -23 1200821 -24 1218931 -22 1186542 -24 1175591 -22 1197191 -23 1217144 -21 1187941 -23 1177827 -21 1196442 -22 1213169 -20 1185912 -22 1177843 -20 1198378 -21 1220163 -19 1189657 -21 1181312 -19 1193422 -20 1216682 -18 1188013 -20 1055980 -18 1194903 -19 1024435 6,0 0,027 1,3 4,7 -17 1186447 -19 668749 8,1 0,070 4,6 3,5 -17 1196975 -18 625505 10,6 0,062 5,3 5,3 -16 1189198 -18 326748 11,7 0,110 10,4 1,3 -16 1197211 -17 275547 12,9 0,114 11,9 1,0 -15 1187429 -17 226196 14,3 0,115 13,3 1,0 -15 1200982 -16 195681 15,5 0,117 14,7 0,8 -14 1189977 -16 174232 16,3 0,117 15,4 0,9 -14 1197863 -15 151504 18,2 0,114 16,7 1,5 -13 1121996 -15 136046 19,0 0,114 17,4 1,6 -13 1188226 -14 121345 20,4 0,113 18,5 1,9 -12 743977 12,4 0,038 3,8 8,6 -14 125197 21,5 0,104 18,1 3,4 -12 965503 -13 106453 22,8 0,106 19,6 3,2 -11 264889 15,8 0,095 12,1 3,7 -13 125539 23,0 0,097 18,1 4,9 -11 485832 10,0 0,090 7,3 2,7 -12 103972 24,9 0,098 19,8 5,1 -10 141456 18,5 0,115 17,2 1,3 -12 126566 25,2 0,089 18,0 7,2 -10 220755 16,2 0,104 13,6 2,6 -11 105472 26,4 0,092 19,7 6,7 -9 109464 20,6 0,116 19,2 1,4 -11 113675 27,1 0,086 18,9 8,2 -9 136295 18,8 0,116 17,5 1,3 -10 103166 27,1 0,091 19,9 7,2 -8 99601 22,5 0,110 20,0 2,5 -10 103786 28,0 0,087 19,6 8,4 -8 102731 21,4 0,115 19,8 1,6 -9 105711 29,0 0,084 19,7 9,3 -7 83428 25,2 0,105 21,4 3,8 -9 96209 28,8 0,087 20,2 8,6 -7 85302 23,6 0,112 21,3 2,3 -8 110069 30,2 0,079 19,3 10,9 -6 69740 26,8 0,106 22,9 3,9 -8 89565 29,7 0,087 20,8 8,9 -6 72618 25,2 0,111 22,6 2,6 -7 104057 30,3 0,081 19,8 10,5 -5 59842 28,9 0,103 24,1 4,8 -7 80215 30,6 0,088 21,7 8,9 -5 62047 27,4 0,108 23,9 3,5 -6 88446 31,6 0,083 21,1 10,5 -4 48907 30,9 0,103 25,8 5,1 -6 70961 31,3 0,090 22,7 8,6 -4 49792 29,5 0,108 25,7 3,8 -5 75362 32,6 0,085 22,4 10,2 -3 41055 32,8 0,103 27,2 5,6 -5 60067 31,4 0,095 24,1 7,3 -3 41292 31,0 0,109 27,2 3,8 -4 63784 32,9 0,089 23,7 9,2 -2 32838 34,0 0,105 29,0 5,0 -4 53300 32,0 0,097 25,0 7,0 -2 34475 32,7 0,108 28,6 4,1 -3 57827 32,8 0,093 24,5 8,3 -1 30764 34,9 0,105 29,5 5,4 -3 48137 32,4 0,099 25,8 6,6 -1 30557 33,2 0,110 29,6 3,6 -2 53387 32,7 0,095 25,2 7,5 0 31132 35,6 0,102 29,4 6,2 -2 46819 32,7 0,099 26,1 6,6 0 28389 34,4 0,109 30,2 4,2 -1 48279 32,7 0,098 26,0 6,7 1 38624 36,0 0,095 27,7 8,3 -1 52360 33,0 0,094 25,2 7,8 1 30065 35,6 0,103 29,8 5,8 0 44359 33,0 0,100 26,7 6,3 2 45327 35,8 0,091 26,4 9,4 0 60859 32,2 0,092 23,9 8,3 2 38809 36,2 0,095 27,7 8,5 1 50143 32,6 0,098 25,7 6,9 3 57814 36,0 0,084 24,4 11,6 1 70028 32,2 0,088 22,8 9,4 3 59838 36,5 0,082 24,2 12,32 60802 32,2 0,093 24,1 8,1 4 76497 35,6 0,077 22,1 13,5 2 78342 30,6 0,089 21,9 8,7 4 79159 36,7 0,074 21,9 14,83 69272 31,7 0,090 23,1 8,6 5 85683 34,8 0,076 21,2 13,6 3 87925 30,0 0,087 21,0 9,0 5 90304 35,8 0,072 20,9 14,94 76613 30,9 0,089 22,3 8,6 6 77370 34,5 0,079 22,0 12,5 4 97631 29,6 0,084 20,1 9,5 6 121281 34,3 0,067 18,5 15,85 82742 30,2 0,089 21,6 8,6 7 76888 33,4 0,082 22,1 11,3 5 111683 29,4 0,080 19,0 10,4 7 128395 34,4 0,065 18,0 16,46 93307 29,4 0,087 20,7 8,7 8 107617 30,8 0,078 19,4 11,4 6 115968 28,7 0,081 18,7 10,0 8 128693 33,2 0,067 18,0 15,27 99310 28,2 0,089 20,2 8,0 9 136650 30,9 0,070 17,5 13,4 7 128937 27,9 0,079 17,9 10,0 9 134781 32,2 0,068 17,6 14,68 110740 27,0 0,088 19,3 7,7 10 156376 30,2 0,067 16,4 13,8 8 134752 26,7 0,081 17,5 9,2 10 176491 29,4 0,065 15,5 13,99 126064 25,8 0,087 18,2 7,6 11 155390 30,0 0,068 16,4 13,6 9 143317 25,4 0,083 17,0 8,4 11 185855 28,1 0,066 15,0 13,110 140849 24,8 0,087 17,3 7,5 12 142641 29,5 0,072 17,1 12,4 10 144492 24,3 0,086 17,0 7,3 12 174543 26,9 0,072 15,5 11,411 146271 23,6 0,089 17,0 6,6 13 110731 29,8 0,080 19,2 10,6 11 154043 23,4 0,087 16,4 7,0 13 151757 29,0 0,071 16,7 12,312 148410 22,3 0,094 16,9 5,4 14 68974 28,5 0,100 23,0 5,5 12 164288 22,1 0,089 15,9 6,2 14 102718 29,3 0,084 19,8 9,5 13 154725 20,6 0,100 16,6 4,0 15 53454 26,0 0,119 25,0 1,0 13 196719 20,8 0,086 14,5 6,3 15 86785 28,2 0,093 21,2 7,0 14 185834 19,1 0,098 15,1 4,0 16 69100 22,8 0,125 23,0 0,2 14 319822 19,0 0,069 10,5 8,5 16 84185 26,6 0,100 21,4 5,2 15 274882 17,6 0,084 11,9 5,7 17 88717 19,6 0,132 20,9 1,3 15 483399 15,8 0,056 7,2 8,6 17 87500 24,4 0,107 21,1 3,3 16 597067 13,5 0,052 5,7 7,8 18 139247 16,1 0,133 17,3 1,2 16 787288 3,9 0,104 3,3 0,6 18 134894 21,0 0,104 17,6 3,4 17 1008445 19 318942 11,3 0,116 10,6 0,7 17 1059171 19 373265 16,0 0,073 9,4 6,6 18 1215436 20 739650 4,2 0,112 3,8 0,4 18 1190785 20 825229 7,5 0,049 3,0 4,5 19 1223763 21 1101434 19 1194701 21 1104000 1,5 0,053 0,6 0,9 20 1222740 22 1193370 20 1188628 22 1199656 21 1221351 23 1187473 21 1187837 23 1197233 22 1218753 24 1188595 22 1185017 24 1197495 23 1216442 25 1188730 23 1186687 25 1197899
24 1215754 Io 1185874 24 1184571 Io 1195460 25 1219348 Io 1187060 25 1185033 Io 1194271
Io 1216935 Io 1186793 Io 1184546 Io 1196833 Io 1215693 Io 1183913 Io 1184422 Io 1196990 Io 1214203 Io 1185977 Io 1180714 Io 1197284 Io 1191316 Io 1186147 Io 1175652 Io 1194939 Io 1195601 Media 1185961 Io 1175515 Media 1195963 Io 1195232 Io 1176224
Media 1204830 Media 1179512

84
T4P1 EM T4P1 Em T4P2 EM T4P2 Em
Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xm ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X
-27 1057095 -27 1044253 -27 1114209 -27 1114496 -26 1057293 -26 1044512 -26 1114402 -26 1114177 -25 1055749 -25 1044007 -25 1113864 -25 1115606 -24 1059040 -24 1045443 -24 1112197 -24 1114257 -23 1058693 -23 1045576 -23 1109971 -23 1115075 -22 1030188 -22 1046304 -22 1103381 -22 1113757 -21 822024 -21 1047324 -21 869781 4,0 0,061 2,0 2,0 -21 1116088 -20 494565 6,1 0,124 6,1 0,0 -20 1044634 -20 502535 8,1 0,098 6,4 1,7 -20 1114068 -19 255510 9,1 0,156 11,5 2,4 -19 1047437 -19 207849 11,7 0,143 13,5 1,8 -19 1115900 -18 153599 13,0 0,148 15,6 2,6 -18 1015309 -18 120098 14,7 0,151 18,0 3,3 -18 1001829 -17 117171 15,1 0,146 17,8 2,7 -17 793022 3,5 0,080 2,3 1,2 -17 99050 16,6 0,146 19,5 2,9 -17 642495 6,0 0,092 4,5 1,5 -16 114725 17,5 0,127 17,9 0,4 -16 422329 9,3 0,098 7,3 2,0 -16 110981 17,6 0,131 18,6 1,0 -16 239595 12,3 0,125 12,4 0,1 -15 102230 19,2 0,122 18,9 0,3 -15 164702 15,4 0,120 14,9 0,5 -15 113753 20,0 0,114 18,4 1,6 -15 101854 17,7 0,135 19,3 1,6 -14 92803 21,1 0,115 19,6 1,5 -14 95326 19,4 0,124 19,4 0,0 -14 105547 21,1 0,112 19,0 2,1 -14 72843 21,1 0,129 22,0 0,9 -13 86993 22,5 0,111 20,2 2,3 -13 67219 22,8 0,120 22,2 0,6 -13 99171 22,0 0,110 19,5 2,5 -13 60795 23,9 0,122 23,5 0,4 -12 84078 24,1 0,105 20,4 3,7 -12 53978 26,0 0,114 24,0 2,0 -12 96823 24,0 0,102 19,7 4,3 -12 48502 26,9 0,117 25,3 1,6 -11 80249 25,2 0,102 20,8 4,4 -11 40311 29,0 0,112 26,3 2,7 -11 91779 25,0 0,100 20,2 4,8 -11 39231 28,6 0,117 27,0 1,6 -10 76854 26,0 0,101 21,2 4,8 -10 32386 31,2 0,111 28,1 3,1 -10 88938 26,1 0,097 20,4 5,7 -10 33673 31,2 0,112 28,3 2,9 -9 70650 27,3 0,099 21,9 5,4 -9 26141 32,6 0,113 29,8 2,8 -9 80065 28,1 0,094 21,3 6,8 -9 24818 33,4 0,114 30,7 2,7 -8 64094 28,5 0,098 22,6 5,9 -8 19450 34,2 0,117 32,2 2,0 -8 65817 29,3 0,096 22,8 6,5 -8 20826 34,5 0,115 32,2 2,3 -7 54439 29,8 0,100 24,0 5,8 -7 15249 35,4 0,120 34,2 1,2 -7 52440 30,2 0,101 24,7 5,5 -7 18230 35,6 0,116 33,2 2,4 -6 47249 30,7 0,101 25,1 5,6 -6 13906 36,5 0,118 34,9 1,6 -6 45516 31,0 0,103 25,8 5,2 -6 16309 36,6 0,115 34,1 2,5 -5 39863 31,0 0,106 26,5 4,5 -5 12187 37,8 0,118 36,0 1,8 -5 39157 31,8 0,105 27,0 4,8 -5 14881 37,6 0,115 34,9 2,7 -4 32396 32,1 0,109 28,1 4,0 -4 10600 39,2 0,117 37,1 2,1 -4 33915 32,4 0,108 28,2 4,2 -4 14465 39,1 0,111 35,1 4,0 -3 28549 32,8 0,110 29,2 3,6 -3 8665 40,2 0,119 38,7 1,5 -3 26217 32,9 0,114 30,3 2,6 -3 15077 40,0 0,108 34,8 5,2 -2 27890 33,3 0,109 29,4 3,9 -2 9909 40,4 0,115 37,7 2,7 -2 21137 33,7 0,118 32,0 1,7 -2 13365 40,2 0,110 35,7 4,5 -1 24875 33,8 0,111 30,3 3,5 -1 11779 40,7 0,110 36,3 4,4 -1 17483 34,5 0,120 33,5 1,0 -1 14077 40,6 0,108 35,3 5,3 0 22012 34,9 0,111 31,3 3,6 0 14176 41,1 0,105 34,8 6,3 0 16476 34,6 0,122 34,0 0,6 0 16614 41,2 0,102 34,0 7,2 1 21200 35,2 0,111 31,6 3,6 1 18394 41,0 0,099 32,7 8,3 1 18272 34,9 0,118 33,2 1,7 1 19451 41,0 0,099 32,7 8,3 2 18651 35,5 0,114 32,6 2,9 2 21443 40,4 0,096 31,4 9,0 2 20147 34,9 0,115 32,4 2,5 2 18858 40,5 0,101 33,0 7,5 3 16671 35,3 0,118 33,5 1,8 3 23187 39,7 0,096 30,8 8,9 3 21314 35,0 0,113 31,9 3,1 3 14433 40,0 0,109 35,1 4,9 4 17067 35,2 0,117 33,3 1,9 4 22443 38,6 0,100 31,0 7,6 4 20016 34,8 0,115 32,5 2,3 4 12548 39,2 0,114 36,2 3,0 5 18704 34,6 0,117 32,6 2,0 5 18850 37,5 0,107 32,5 5,0 5 20194 34,4 0,117 32,4 2,0 5 13347 38,2 0,116 35,8 2,4 6 20753 34,3 0,115 31,7 2,6 6 16970 36,9 0,112 33,3 3,6 6 21380 33,7 0,117 31,9 1,8 6 15199 37,3 0,115 34,7 2,6 7 21726 34,0 0,114 31,4 2,6 7 15486 36,0 0,117 34,0 2,0 7 23605 33,4 0,115 31,1 2,3 7 15186 36,3 0,118 34,7 1,6 8 24100 33,2 0,114 30,5 2,7 8 15775 35,4 0,119 33,9 1,5 8 25764 32,9 0,114 30,4 2,5 8 13879 35,5 0,124 35,4 0,1 9 23884 32,7 0,116 30,6 2,1 9 18582 34,1 0,118 32,6 1,5 9 27481 31,8 0,116 29,9 1,9 9 17369 34,2 0,122 33,6 0,6
10 25710 31,8 0,117 30,0 1,8 10 24248 32,3 0,117 30,4 1,9 10 32809 31,2 0,113 28,5 2,7 10 24910 31,2 0,122 30,7 0,5 11 28963 30,7 0,117 29,1 1,6 11 29321 30,2 0,118 28,9 1,3 11 34237 30,4 0,114 28,1 2,3 11 31681 29,1 0,122 28,8 0,3 12 35508 29,8 0,114 27,4 2,4 12 36493 28,1 0,119 27,1 1,0 12 37323 29,0 0,117 27,4 1,6 12 42022 26,7 0,123 26,5 0,2 13 45073 28,2 0,112 25,5 2,7 13 44874 25,8 0,122 25,5 0,3 13 45244 27,2 0,118 25,9 1,3 13 56895 24,0 0,124 24,0 0,0 14 50755 26,0 0,117 24,5 1,5 14 60114 23,2 0,123 23,1 0,1 14 51551 25,4 0,121 24,8 0,6 14 67647 21,0 0,133 22,6 1,6 15 62318 24,4 0,116 22,9 1,5 15 78409 19,8 0,131 20,9 1,1 15 56762 23,9 0,124 24,0 0,1 15 79149 19,8 0,134 21,4 1,6 16 73809 22,2 0,120 21,5 0,7 16 115171 17,3 0,128 17,8 0,5 16 63568 21,0 0,136 23,1 2,1 16 195444 16,3 0,107 14,1 2,2 17 90826 19,7 0,125 19,8 0,1 17 348138 13,0 0,085 8,9 4,1 17 81446 18,4 0,142 21,1 2,7 17 571154 10,0 0,067 5,4 4,6 18 155710 15,5 0,124 15,5 0,0 18 752216 4,6 0,072 2,7 1,9 18 174488 13,7 0,135 15,0 1,3 18 971315 19 372135 10,2 0,102 8,4 1,8 19 1028627 19 440885 5,2 0,178 7,5 2,3 19 1123900 20 781365 3,0 0,101 2,4 0,6 20 1054030 20 829627 20 1121320 21 1048230 21 1057048 21 1105231 21 1117856 22 1060001 22 1050726 22 1117855 22 1119177 23 1059492 23 1050247 23 1115428 23 1116629 24 1056442 24 1049835 24 1112752 24 1114798
25 1056975 Io 1050023 25 1111592 Io 1115237
Io 1055023 Io 1048117 Io 1111771 Io 1117513 Io 1054036 Io 1051262 Io 1112037 Io 1114562 Io 1053176 Io 1045071 Io 1110867 Io 1111973 Io 1060582 Io 1046522 Io 1113315 Io 1118547 Io 1059593 Io 1048682 Io 1114333 Io 1116203 Io 1057464 Media 1048280 Io 1110800 Media 1115673
Media 1056646 Media 1112187

85
T4P3 EM T4P3 Em T4P4 EM T4P4 Em
Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X
-27 1199601 -27 1200256 -27 1217560 -27 1214984 -26 1198842 -26 1203844 -26 1218374 -26 1215266 -25 1199759 -25 1204498 -25 1213591 -25 1211439 -24 1198702 -24 1202130 -24 1220116 -24 1210195 -23 1199587 -23 1204352 -23 1220223 -23 1215137 -22 1201404 -22 1204928 -22 1224403 -22 1208794 -21 1118306 -21 1208294 -21 1223567 -21 988748 -20 794706 -20 1144264 -20 1112417 -20 634048 3,0 0,217 5,3 2,3 -19 355920 8,4 0,145 9,8 1,4 -19 805865 -19 717561 8,5 0,062 4,3 4,2 -19 243157 12,7 0,127 13,0 0,3 -18 134398 13,2 0,166 17,7 4,5 -18 371417 13,2 0,089 9,5 3,7 -18 319932 12,2 0,110 10,8 1,4 -18 109662 16,8 0,143 19,4 2,6 -17 93031 15,0 0,170 20,7 5,7 -17 133825 17,4 0,126 17,7 0,3 -17 133495 14,2 0,156 17,9 3,7 -17 82569 20,2 0,133 21,7 1,5 -16 81878 16,7 0,161 21,7 5,0 -16 95338 20,6 0,123 20,5 0,1 -16 90076 16,7 0,156 21,0 4,3 -16 72786 23,1 0,122 22,7 0,4 -15 79400 18,1 0,150 21,9 3,8 -15 76673 23,4 0,118 22,2 1,2 -15 81645 18,1 0,149 21,8 3,7 -15 69162 24,7 0,116 23,2 1,5 -14 83247 19,7 0,135 21,5 1,8 -14 65905 25,8 0,113 23,5 2,3 -14 80788 19,7 0,138 21,9 2,2 -14 68706 26,2 0,110 23,2 3,0 -13 89766 21,2 0,122 20,9 0,3 -13 57155 28,1 0,108 24,6 3,5 -13 87744 21,5 0,122 21,2 0,3 -13 68598 26,5 0,108 23,2 3,3 -12 91859 22,6 0,114 20,8 1,8 -12 51719 29,4 0,107 25,4 4,0 -12 94913 23,5 0,109 20,6 2,9 -12 64420 27,1 0,108 23,7 3,4 -11 84789 24,4 0,109 21,4 3,0 -11 46957 30,3 0,107 26,2 4,1 -11 94181 25,2 0,102 20,7 4,5 -11 55328 28,8 0,107 25,0 3,8 -10 82279 26,1 0,103 21,6 4,5 -10 44348 30,7 0,107 26,7 4,0 -10 86036 26,5 0,100 21,4 5,1 -10 45205 30,5 0,108 26,6 3,9 -9 71913 27,2 0,103 22,7 4,5 -9 35763 32,5 0,108 28,4 4,1 -9 81981 27,8 0,097 21,8 6,0 -9 33467 32,2 0,112 29,0 3,2 -8 63595 28,5 0,103 23,7 4,8 -8 28865 35,6 0,105 30,1 5,5 -8 75767 29,3 0,095 22,4 6,9 -8 23861 33,3 0,118 31,8 1,5 -7 60543 29,5 0,101 24,1 5,4 -7 20508 36,3 0,112 32,9 3,4 -7 64291 30,9 0,095 23,8 7,1 -7 17625 36,2 0,117 34,2 2,0 -6 55394 30,2 0,102 24,8 5,4 -6 18801 37,2 0,112 33,6 3,6 -6 55686 31,7 0,097 24,9 6,8 -6 15490 37,4 0,117 35,2 2,2 -5 51956 30,9 0,102 25,4 5,5 -5 15410 38,8 0,112 35,2 3,6 -5 47533 32,5 0,100 26,2 6,3 -5 14384 37,6 0,118 35,8 1,8 -4 49384 31,9 0,100 25,8 6,1 -4 14701 39,4 0,112 35,6 3,8 -4 38160 33,3 0,104 28,0 5,3 -4 14798 37,7 0,117 35,6 2,1 -3 43569 32,5 0,102 26,8 5,7 -3 17758 39,4 0,107 34,0 5,4 -3 26674 34,1 0,112 30,9 3,2 -3 16760 38,2 0,112 34,6 3,6 -2 36515 33,0 0,106 28,2 4,8 -2 20596 39,2 0,104 32,8 6,4 -2 19045 34,0 0,122 33,6 0,4 -2 19895 38,2 0,108 33,2 5,0 -1 30778 33,5 0,109 29,6 3,9 -1 22306 39,5 0,101 32,2 7,3 -1 14613 34,1 0,130 35,7 1,6 -1 19212 37,6 0,110 33,5 4,1 0 28920 33,7 0,111 30,1 3,6 0 23043 39,0 0,101 31,9 7,1 0 12697 34,7 0,132 36,9 2,2 0 17987 37,7 0,112 34,0 3,7 1 26115 33,8 0,113 30,9 2,9 1 24803 38,8 0,100 31,3 7,5 1 11648 34,8 0,134 37,6 2,8 1 16341 36,8 0,117 34,8 2,0 2 25893 33,9 0,113 31,0 2,9 2 21233 38,0 0,106 32,6 5,4 2 12848 35,0 0,130 36,8 1,8 2 15650 36,0 0,121 35,2 0,8 3 24227 33,9 0,115 31,5 2,4 3 18381 37,1 0,113 33,8 3,3 3 16398 35,1 0,123 34,8 0,3 3 15012 35,5 0,124 35,5 0,0 4 25097 33,9 0,114 31,2 2,7 4 15187 36,5 0,120 35,3 1,2 4 19300 35,0 0,118 33,5 1,5 4 15890 35,1 0,124 35,0 0,1 5 25422 34,2 0,113 31,1 3,1 5 14756 35,4 0,124 35,5 0,1 5 21429 34,1 0,118 32,6 1,5 5 16711 34,5 0,124 34,6 0,1 6 27234 34,0 0,111 30,6 3,4 6 17249 34,4 0,123 34,3 0,1 6 25898 33,7 0,114 31,1 2,6 6 19858 31,7 0,130 33,2 1,5 7 28738 33,5 0,111 30,1 3,4 7 21051 33,0 0,123 32,7 0,3 7 28650 33,1 0,113 30,3 2,8 7 25726 30,2 0,128 31,1 0,9 8 31036 33,0 0,111 29,5 3,5 8 26759 30,9 0,123 30,7 0,2 8 31579 33,0 0,111 29,5 3,5 8 32943 28,5 0,127 29,1 0,6 9 34346 32,2 0,110 28,7 3,5 9 36010 29,0 0,121 28,3 0,7 9 32520 32,3 0,112 29,3 3,0 9 44541 26,6 0,124 26,7 0,1 10 38666 31,2 0,110 27,7 3,5 10 45498 26,2 0,125 26,4 0,2 10 34783 31,0 0,115 28,7 2,3 10 57208 24,6 0,124 24,7 0,1 11 42317 30,1 0,111 27,0 3,1 11 54915 24,0 0,129 24,9 0,9 11 37832 29,5 0,118 28,0 1,5 11 70868 21,5 0,132 23,0 1,5 12 49391 28,9 0,110 25,8 3,1 12 63589 21,8 0,135 23,7 1,9 12 43912 28,0 0,119 26,8 1,2 12 91902 19,0 0,136 20,9 1,9 13 59484 27,4 0,110 24,3 3,1 13 108057 18,6 0,130 19,5 0,9 13 55500 26,8 0,115 24,9 1,9 13 151220 16,8 0,124 16,8 0,0 14 71008 25,2 0,112 22,8 2,4 14 299754 13,5 0,103 11,2 2,3 14 87836 24,0 0,110 21,2 2,8 14 496728 11,0 0,081 7,2 3,8 15 103042 23,1 0,106 19,8 3,3 15 761918 6,2 0,074 3,7 2,5 15 135822 16,3 0,135 17,7 1,4 15 971691 2,0 0,112 1,8 0,2 16 159150 20,8 0,097 16,3 4,5 16 1128738 16 189277 12,3 0,151 15,0 2,7 16 1203831 17 257604 11,4 0,135 12,4 1,0 17 1209495 17 280695 9,3 0,158 11,9 2,6 17 1222143 18 438088 11,0 0,092 8,1 2,9 18 1210707 18 596499 7,0 0,102 5,8 1,2 18 1222106 19 841447 6,6 0,054 2,9 3,7 19 1206313 19 988815 19 1220714 20 1129517 20 1204914 20 1215775 20 1218673 21 1203555 21 1205608 21 1224788 21 1219185 22 1200219 22 1204215 22 1221416 22 1218751 23 1198275 23 1201850 23 1220553 23 1220088 24 1200466 24 1204667 24 1221147 24 1220998
25 1198348 Io 1201185 25 1219045 Io 1218711
Io 1201192 Io 1201361 Io 1217270 Io 1218960 Io 1199857 Io 1200297 Io 1219319 Io 1219002 Io 1199473 Io 1205307 Io 1221210 Io 1215115 Io 1197713 Io 1205548 Io 1215859 Io 1211877 Io 1200325 Io 1199530 Io 1215813 Io 1211183 Io 1198573 Media 1202205 Io 1219600 Media 1215808
Media 1199522 Media 1218179

86
T4P5 EM T4P5 Em T4P6 EM T4P6 Em
Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X
-27 1178119 -27 1178257 -27 1159591 -27 1176913 -26 1177390 -26 1181373 -26 1158602 -26 1176462 -25 1177216 -25 1180965 -25 1159665 -25 1177925 -24 1176342 -24 1181276 -24 1160665 -24 1175849 -23 1178236 -23 1183235 -23 1103541 -23 1181737 -22 1182444 -22 1053755 -22 1161802 -22 1088486 -21 1178426 -21 651331 3 0,197 4,78 1,8 -21 1161039 -21 678636 10,5 0,052 4,4 6,1-20 1012334 -20 277385 12,7 0,114 11,7 1 -20 990444 -20 243352 17,0 0,093 12,7 4,3-19 601539 8,5 0,079 5,43 3,1 -19 95479 16,8 0,15 20,3 3,5 -19 607117 8,2 0,079 5,3 2,9 -19 65369 19,0 0,152 23,3 4,3-18 272730 12,2 0,12 11,8 0,4 -18 73245 20,2 0,137 22,4 2,2 -18 268271 12,1 0,121 11,9 0,2 -18 53185 22,7 0,136 25,0 2,3-17 134471 14,2 0,153 17,5 3,3 -17 73454 23,1 0,12 22,4 0,7 -17 134119 15,1 0,143 17,5 2,4 -17 56390 24,0 0,126 24,5 0,5-16 92317 16,7 0,153 20,6 3,9 -16 75596 24,7 0,111 22,2 2,5 -16 90697 17,8 0,143 20,6 2,8 -16 68089 24,2 0,118 23,0 1,2-15 77738 18,1 0,15 22 3,9 -15 73677 26,2 0,106 22,4 3,8 -15 74398 20,4 0,135 22,2 1,8 -15 72740 25,7 0,108 22,5 3,2-14 79843 19,7 0,137 21,7 2 -14 69548 26,5 0,107 22,9 3,6 -14 71591 22,7 0,123 22,5 0,2 -14 65607 27,4 0,105 23,3 4,1-13 79591 21,5 0,125 21,8 0,3 -13 58921 27,1 0,111 24,2 2,9 -13 69355 24,4 0,116 22,8 1,6 -13 56048 28,8 0,106 24,6 4,2-12 82197 23,5 0,113 21,5 2 -12 48135 28,8 0,111 25,8 3 -12 71266 25,7 0,109 22,6 3,1 -12 50997 30,0 0,105 25,3 4,7-11 83714 25,2 0,105 21,4 3,8 -11 41504 30,5 0,11 27 3,5 -11 70412 27,2 0,103 22,7 4,5 -11 42059 31,0 0,107 26,9 4,1-10 84429 26,5 0,099 21,3 5,2 -10 34288 32,2 0,11 28,6 3,6 -10 61643 28,2 0,104 23,7 4,5 -10 28869 35,0 0,106 29,9 5,1-9 78421 27,8 0,097 21,9 5,9 -9 27838 33,3 0,112 30,2 3,1 -9 55064 29,0 0,105 24,7 4,3 -9 18929 36,7 0,112 33,3 3,4-8 73133 29,3 0,095 22,5 6,8 -8 21781 36,2 0,11 32,2 4 -8 51248 29,8 0,105 25,2 4,6 -8 17096 37,8 0,112 34,2 3,6-7 60993 30,9 0,096 23,9 7 -7 17672 37,4 0,112 33,9 3,5 -7 45980 30,2 0,107 26,1 4,1 -7 14341 38,0 0,116 35,6 2,4-6 51926 31,7 0,098 25,2 6,5 -6 16218 37,6 0,114 34,6 3 -6 41026 31,4 0,107 27,0 4,4 -6 14064 38,0 0,116 35,7 2,3-5 47327 32,5 0,099 26 6,5 -5 15916 37,7 0,114 34,8 2,9 -5 39130 31,8 0,107 27,4 4,4 -5 15759 37,7 0,114 34,8 2,9-4 40305 33,3 0,101 27,3 6 -4 15648 38,2 0,113 34,9 3,3 -4 37694 32,3 0,106 27,7 4,6 -4 15787 36,4 0,118 34,8 1,6-3 35729 34,1 0,103 28,2 5,9 -3 15045 38,2 0,114 35,2 3 -3 34914 32,7 0,107 28,3 4,4 -3 18022 35,5 0,118 33,7 1,8-2 31214 34 0,107 29,3 4,7 -2 16094 37,6 0,114 34,7 2,9 -2 32268 33,0 0,109 29,0 4,0 -2 18381 35,8 0,116 33,6 2,2-1 27201 34,1 0,111 30,4 3,7 -1 18903 37,7 0,11 33,4 4,3 -1 30741 33,2 0,109 29,4 3,8 -1 19642 35,4 0,116 33,0 2,40 25507 34,7 0,11 31 3,7 0 20076 36,8 0,111 32,9 3,9 0 29782 33,3 0,110 29,6 3,7 0 23004 34,8 0,113 31,8 3,01 23373 34,8 0,113 31,7 3,1 1 21747 36 0,111 32,2 3,8 1 28027 33,2 0,112 30,1 3,1 1 25871 34,0 0,112 30,8 3,22 22836 35 0,113 31,9 3,1 2 21874 35,5 0,112 32,2 3,3 2 29418 33,3 0,110 29,7 3,6 2 26179 33,0 0,115 30,7 2,33 24020 35,1 0,111 31,4 3,7 3 23209 35,1 0,112 31,7 3,4 3 31157 33,1 0,109 29,3 3,8 3 30143 31,9 0,115 29,6 2,34 26915 35 0,108 30,5 4,5 4 25032 34,5 0,112 31,1 3,4 4 32558 32,9 0,109 28,9 4,0 4 32828 30,6 0,117 28,9 1,75 28601 34,1 0,109 30 4,1 5 29739 31,7 0,116 29,7 2 5 33365 32,4 0,110 28,7 3,7 5 37545 29,3 0,117 27,8 1,56 30464 33,7 0,108 29,5 4,2 6 34881 30,2 0,117 28,4 1,8 6 35091 32,1 0,109 28,3 3,8 6 44339 27,6 0,119 26,5 1,17 33080 33,1 0,108 28,9 4,2 7 44466 28,5 0,115 26,5 2 7 36155 31,6 0,110 28,0 3,6 7 52692 26,1 0,119 25,1 1,08 34840 33 0,107 28,4 4,6 8 56272 26,6 0,114 24,6 2 8 37667 31,1 0,110 27,7 3,4 8 60216 23,7 0,125 24,0 0,39 36293 32,3 0,108 28,1 4,2 9 69869 24,6 0,115 22,8 1,8 9 39121 30,3 0,112 27,4 2,9 9 65740 21,0 0,137 23,3 2,310 38769 31 0,11 27,6 3,4 10 93005 21,5 0,118 20,5 1 10 46331 29,0 0,111 26,0 3,0 10 97263 17,8 0,140 20,1 2,311 48689 29,5 0,108 25,7 3,8 11 168090 19 0,102 15,7 3,3 11 61583 27,3 0,108 23,7 3,6 11 276110 13,3 0,109 11,7 1,612 71640 28 0,1 22,6 5,4 12 409381 16,8 0,063 8,53 8,3 12 91554 20,8 0,122 20,5 0,3 12 740856 4,2 0,110 3,7 0,513 93590 26,8 0,095 20,5 6,3 13 863375 11 0,028 2,51 8,5 13 133646 18,1 0,120 17,5 0,6 13 1089842 14 107113 24 0,1 19,4 4,6 14 1144339 2 0,014 0,23 1,8 14 157770 14,5 0,138 16,1 1,6 14 1180142 15 152687 16,3 0,125 16,5 0,2 15 1187463 15 179992 13,3 0,140 15,1 1,8 15 1172561 16 208700 12,3 0,141 14 1,7 16 1184748 16 289512 10,6 0,131 11,2 0,6 16 1174802 17 457034 9,3 0,102 7,65 1,6 17 1178203 17 482681 5,4 0,163 7,1 1,7 17 1172118 18 977244 7 0,027 1,51 5,5 18 1179650 18 821808 3,0 0,116 2,8 0,2 18 1171759 19 1131168 19 1177501 19 1078982 19 1171408 20 1186562 20 1179095 20 1165587 20 1169789 21 1184741 21 1174932 21 1164790 21 1174423 22 1183236 22 1180248 22 1163447 22 1173712 23 1181367 23 1181807 23 1156970 23 1173835 24 1181877 24 1176928 24 1159519 24 1171291
25 1178761 Io 1180944 25 1160321 Io 1171457
Io 1175646 Io 1176117 Io 1160802 Io 1169964 Io 1174898 Io 1175261 Io 1159921 Io 1171654 Io 1173943 Io 1178720 Io 1157377 Io 1176520 Io 1182555 Io 1175812 Io 1160184 Io 1178008 Io 1182267 Io 1178091 Io 1159032 Io 1174815 Io 1183397 Media 1177491 Io 1191411 Media 1173736
Media 1178784 Media 1164788

87
T4P7 EM T4P7 Em T4P8 EM T4P8 Em
Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X
-27 1234237 -27 1193266 -27 1182843 -27 1212925 -26 1234497 -26 1192085 -26 1186253 -26 1214033 -25 1232560 -25 1193031 -25 1182547 -25 1215452 -24 1233879 -24 1192736 -24 1184595 -24 1214974 -23 1230987 -23 1170616 -23 1182247 -23 1100889 -22 1218466 -22 889092 -22 1184168 -22 645007 12,6 0,050 5,1 7,5 -21 1209727 -21 363019 14,0 0,085 9,6 4,4 -21 1181841 -21 151376 18,5 0,112 16,8 1,7 -20 1062646 -20 96102 19,2 0,131 20,4 1,2 -20 1029076 -20 60299 22,5 0,133 24,2 1,7 -19 690329 7,5 0,076 4,6 2,9 -19 57842 21,5 0,141 24,5 3,0 -19 696367 10,5 0,051 4,3 6,2 -19 51071 24,4 0,130 25,6 1,2 -18 290975 11,2 0,128 11,6 0,4 -18 61464 23,0 0,129 24,0 1,0 -18 292892 14,7 0,095 11,3 3,4 -18 55821 25,5 0,121 24,9 0,6 -17 145845 15,2 0,140 17,2 2,0 -17 76262 23,9 0,115 22,2 1,7 -17 125100 17,4 0,129 18,2 0,8 -17 63234 26,2 0,113 23,9 2,3 -16 101114 18,2 0,137 20,1 1,9 -16 81872 24,1 0,111 21,7 2,4 -16 96614 19,7 0,127 20,2 0,5 -16 65254 26,4 0,111 23,6 2,8 -15 89277 20,5 0,128 21,1 0,6 -15 72931 26,2 0,107 22,6 3,6 -15 88551 22,2 0,117 21,0 1,2 -15 62116 28,0 0,106 24,0 4,0 -14 83126 22,4 0,120 21,7 0,7 -14 60874 27,7 0,107 24,0 3,7 -14 80462 24,0 0,112 21,7 2,3 -14 52513 29,5 0,106 25,4 4,1 -13 78991 24,0 0,114 22,1 1,9 -13 51264 29,0 0,109 25,4 3,6 -13 72642 26,0 0,107 22,6 3,4 -13 42220 30,4 0,110 27,1 3,3 -12 74631 25,5 0,110 22,6 2,9 -12 43809 30,2 0,109 26,7 3,5 -12 62904 27,0 0,109 23,7 3,3 -12 32556 34,1 0,106 29,2 4,9 -11 67018 27,0 0,108 23,5 3,5 -11 32820 33,1 0,109 29,0 4,1 -11 56910 28,6 0,106 24,5 4,1 -11 23932 35,6 0,110 31,7 3,9 -10 60754 28,0 0,107 24,3 3,7 -10 25010 35,3 0,110 31,2 4,1 -10 51899 29,6 0,106 25,3 4,3 -10 18140 36,6 0,115 33,9 2,7 -9 53187 29,0 0,108 25,3 3,7 -9 18911 36,8 0,113 33,5 3,3 -9 46096 30,2 0,108 26,2 4,0 -9 16561 37,5 0,114 34,7 2,8 -8 47412 30,3 0,107 26,3 4,0 -8 16347 37,4 0,115 34,7 2,7 -8 41441 31,1 0,108 27,1 4,0 -8 14952 37,7 0,117 35,5 2,2 -7 41719 31,0 0,109 27,3 3,7 -7 16303 37,3 0,115 34,7 2,6 -7 37191 31,7 0,109 28,0 3,7 -7 16496 37,4 0,115 34,7 2,7 -6 38559 31,5 0,110 27,9 3,6 -6 18309 37,2 0,112 33,7 3,5 -6 34887 32,4 0,109 28,5 3,9 -6 17072 37,0 0,115 34,4 2,6 -5 37530 31,8 0,110 28,1 3,7 -5 17984 36,7 0,114 33,9 2,8 -5 32292 32,8 0,110 29,1 3,7 -5 19174 36,7 0,113 33,5 3,2 -4 35800 32,1 0,110 28,5 3,6 -4 19616 36,5 0,113 33,2 3,3 -4 31744 32,9 0,110 29,2 3,7 -4 19336 36,2 0,114 33,4 2,8 -3 32894 32,3 0,112 29,2 3,1 -3 19680 36,0 0,114 33,2 2,8 -3 28850 33,2 0,112 30,0 3,2 -3 20878 35,6 0,114 32,8 2,8 -2 31227 32,6 0,113 29,6 3,0 -2 20254 35,0 0,116 32,9 2,1 -2 25533 33,3 0,115 31,0 2,3 -2 20863 34,9 0,116 32,8 2,1 -1 28490 32,8 0,115 30,4 2,4 -1 21719 34,5 0,116 32,4 2,1 -1 23567 33,2 0,118 31,6 1,6 -1 20913 34,2 0,119 32,8 1,4 0 28781 32,9 0,114 30,3 2,6 0 23557 33,8 0,116 31,7 2,1 0 24642 33,3 0,116 31,3 2,0 0 22449 33,6 0,119 32,2 1,4 1 30725 32,9 0,112 29,8 3,1 1 28148 32,9 0,114 30,3 2,6 1 26120 33,1 0,115 30,8 2,3 1 24212 32,7 0,120 31,6 1,1 2 29975 32,7 0,113 30,0 2,7 2 29837 31,9 0,116 29,8 2,1 2 28595 32,8 0,114 30,1 2,7 2 26383 31,6 0,121 30,9 0,7 3 33733 32,4 0,111 29,0 3,4 3 32441 31,0 0,116 29,1 1,9 3 30892 32,6 0,112 29,5 3,1 3 30827 29,4 0,125 29,7 0,3 4 36930 32,4 0,108 28,3 4,1 4 34229 29,6 0,120 28,7 0,9 4 33429 32,3 0,110 28,8 3,5 4 36342 28,5 0,123 28,3 0,2 5 36902 32,2 0,109 28,3 3,9 5 40703 28,0 0,121 27,3 0,7 5 35905 32,0 0,109 28,2 3,8 5 44151 27,0 0,123 26,8 0,2 6 37979 31,8 0,109 28,0 3,8 6 48547 26,2 0,122 25,9 0,3 6 37129 31,4 0,110 28,0 3,4 6 54490 24,5 0,127 25,1 0,6 7 38025 31,3 0,111 28,0 3,3 7 58052 23,9 0,127 24,4 0,5 7 36127 30,8 0,113 28,2 2,6 7 65815 22,5 0,130 23,5 1,0 8 40599 30,7 0,111 27,5 3,2 8 63806 21,3 0,138 23,7 2,4 8 38830 29,9 0,114 27,6 2,3 8 74825 19,9 0,140 22,5 2,6 9 47424 29,3 0,111 26,3 3,0 9 81757 18,5 0,145 21,7 3,2 9 41904 28,7 0,116 27,0 1,7 9 99353 16,9 0,148 20,2 3,3 10 66188 28,2 0,103 23,6 4,6 10 219729 14,7 0,115 13,7 1,0 10 58521 27,0 0,111 24,3 2,7 10 294042 12,0 0,118 11,4 0,6 11 93496 22,0 0,117 20,8 1,2 11 669272 8,5 0,068 4,7 3,8 11 84288 25,2 0,105 21,4 3,8 11 842596 1,2 0,303 2,9 1,7 12 132946 19,3 0,115 17,9 1,4 12 1101023 12 112259 17,7 0,133 19,0 1,3 12 1182903 13 145444 16,1 0,132 17,2 1,1 13 1200225 13 125077 15,7 0,143 18,2 2,5 13 1223450 14 154764 14,4 0,144 16,7 2,3 14 1197437 14 138040 14,9 0,144 17,4 2,5 14 1216046 15 203183 13,0 0,138 14,5 1,5 15 1193846 15 188598 12,5 0,147 14,8 2,3 15 1216013 16 347293 8,5 0,148 10,2 1,7 16 1195140 16 359217 8,7 0,137 9,6 0,9 16 1213607 17 712201 5,9 0,092 4,4 1,5 17 1192505 17 664617 4,6 0,126 4,7 0,1 17 1217492 18 1031538 18 1194377 18 977426 18 1216109 19 1206867 19 1192941 19 1166339 19 1215738 20 1215950 20 1192326 20 1191030 20 1214360 21 1228113 21 1194837 21 1187255 21 1215882 22 1202665 22 1195140 22 1185317 22 1212479 23 1201635 23 1189124 23 1186204 23 1214329 24 1200965 24 1192578 24 1184278 24 1214159
25 1203415 Io 1194570 25 1181072 Io 1215500
Io 1231988 Io 1196922 Io 1181347 Io 1212100 Io 1231378 Io 1194614 Io 1184001 Io 1213630 Io 1232567 Io 1192549 Io 1185844 Io 1211475 Io 1214453 Io 1192037 Io 1184705 Io 1212578 Io 1215221 Io 1196132 Io 1186350 Io 1211396 Io 1214117 Media 1194471 Io 1186907 Media 1212780
Media 1223287 Media 1184859

88
T4P9 EM T4P9 Em T4P10 EM T4P10 Em
Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X Pos Cuentas Xm µ Xe ∆X
-27 1210818 -27 1250800 -27 1207571 -27 1211081 -26 1211343 -26 1247561 -26 1208274 -26 1209670 -25 1210749 -25 1239281 -25 1208548 -25 1187270 -24 1214029 -24 818598 -24 1209092 -24 789731 -23 1215243 -23 354448 7,2 0,175 10,2 3,0 -23 1208959 -23 354506 9,7 0,127 9,9 0,2 -22 1214955 -22 119664 15,1 0,155 18,9 3,8 -22 1206914 -22 192795 15,6 0,118 14,8 0,8 -21 1132119 -21 77285 20,3 0,137 22,5 2,2 -21 1024689 -21 113683 20,2 0,117 19,1 1,1 -20 862869 2,0 0,172 2,8 0,8 -20 71768 23,0 0,124 23,1 0,1 -20 735978 2,5 0,199 4,0 1,5 -20 82731 24,3 0,110 21,7 2,6 -19 463435 11,7 0,082 7,8 3,9 -19 67618 25,1 0,116 23,5 1,6 -19 360187 10,5 0,115 9,8 0,7 -19 67135 26,4 0,110 23,4 3,0 -18 176408 16,5 0,117 15,6 0,9 -18 68942 27,0 0,107 23,4 3,6 -18 207335 16,0 0,110 14,3 1,7 -18 66576 27,7 0,105 23,4 4,3 -17 121566 18,7 0,123 18,6 0,1 -17 72249 27,6 0,103 23,0 4,6 -17 149937 18,5 0,113 16,9 1,6 -17 68081 27,9 0,103 23,2 4,7 -16 107247 21,5 0,113 19,6 1,9 -16 70142 27,7 0,104 23,2 4,5 -16 125595 21,0 0,108 18,3 2,7 -16 62821 28,0 0,106 23,9 4,1 -15 97393 23,7 0,107 20,4 3,3 -15 58390 28,7 0,107 24,7 4,0 -15 108158 22,9 0,105 19,5 3,4 -15 47828 29,0 0,111 26,1 2,9 -14 84670 25,2 0,106 21,5 3,7 -14 44395 29,3 0,114 26,9 2,4 -14 96057 24,6 0,103 20,5 4,1 -14 33686 32,7 0,110 28,9 3,8 -13 75182 26,6 0,105 22,5 4,1 -13 31593 33,4 0,110 29,7 3,7 -13 85268 26,2 0,101 21,4 4,8 -13 26681 34,3 0,111 30,8 3,5 -12 69264 27,7 0,103 23,1 4,6 -12 24004 35,3 0,112 31,9 3,4 -12 75460 27,5 0,101 22,4 5,1 -12 22755 35,4 0,112 32,1 3,3 -11 61543 28,8 0,104 24,1 4,7 -11 20868 36,7 0,111 33,0 3,7 -11 66593 28,8 0,101 23,4 5,4 -11 20577 36,3 0,112 32,9 3,4 -10 56105 29,7 0,104 24,9 4,8 -10 18836 37,0 0,113 33,9 3,1 -10 61301 29,4 0,101 24,1 5,3 -10 20669 36,6 0,111 32,9 3,7 -9 49196 30,5 0,105 25,9 4,6 -9 16613 37,3 0,116 34,9 2,4 -9 56088 30,0 0,102 24,8 5,2 -9 19789 36,9 0,111 33,2 3,7 -8 44321 31,2 0,106 26,8 4,4 -8 16655 37,3 0,116 34,9 2,4 -8 49173 30,5 0,105 25,9 4,6 -8 21351 36,4 0,111 32,6 3,8 -7 41258 32,0 0,106 27,3 4,7 -7 16324 37,0 0,117 35,0 2,0 -7 43752 31,9 0,104 26,8 5,1 -7 22292 35,9 0,111 32,3 3,6 -6 37736 32,3 0,108 28,1 4,2 -6 15900 36,6 0,119 35,2 1,4 -6 39895 32,4 0,105 27,6 4,8 -6 22906 35,5 0,112 32,0 3,5 -5 34062 32,8 0,109 28,9 3,9 -5 16667 36,2 0,119 34,9 1,3 -5 36339 32,6 0,108 28,3 4,3 -5 24112 34,9 0,112 31,6 3,3 -4 30027 33,3 0,111 29,9 3,4 -4 15924 35,7 0,122 35,2 0,5 -4 33755 32,7 0,109 28,9 3,8 -4 26490 34,0 0,112 30,9 3,1 -3 26107 33,6 0,114 31,0 2,6 -3 16274 35,4 0,123 35,0 0,4 -3 32475 32,7 0,111 29,2 3,5 -3 27447 32,8 0,115 30,6 2,2 -2 22287 33,6 0,119 32,3 1,3 -2 15320 34,7 0,127 35,5 0,8 -2 33806 32,4 0,110 28,9 3,5 -2 28662 32,2 0,116 30,2 2,0 -1 20143 33,6 0,122 33,1 0,5 -1 15166 34,3 0,129 35,6 1,3 -1 35184 32,2 0,110 28,6 3,6 -1 30059 31,9 0,116 29,8 2,1 0 18749 33,4 0,125 33,7 0,3 0 18114 33,5 0,126 34,2 0,7 0 38665 31,8 0,108 27,8 4,0 0 32988 30,9 0,117 29,1 1,8 1 21527 33,1 0,122 32,6 0,5 1 23791 32,4 0,122 32,0 0,4 1 41499 31,5 0,107 27,2 4,3 1 63761 29,6 0,099 23,8 5,8 2 23567 32,8 0,120 31,9 0,9 2 27680 31,0 0,123 30,8 0,2 2 46066 31,0 0,105 26,4 4,6 2 43478 28,1 0,118 26,9 1,2 3 27540 32,3 0,117 30,6 1,7 3 32832 29,6 0,123 29,4 0,2 3 49956 30,4 0,105 25,7 4,7 3 52788 26,4 0,119 25,3 1,1 4 32646 31,9 0,113 29,2 2,7 4 39929 28,2 0,122 27,8 0,4 4 52116 29,6 0,106 25,4 4,2 4 60637 24,0 0,125 24,2 0,2 5 38617 31,3 0,110 27,9 3,4 5 53167 26,5 0,119 25,5 1,0 5 56132 31,9 0,096 24,8 7,1 5 70923 21,7 0,131 22,9 1,2 6 42368 30,5 0,110 27,1 3,4 6 65242 23,7 0,124 23,8 0,1 6 59718 27,8 0,108 24,3 3,5 6 90748 19,4 0,134 20,9 1,5 7 45563 30,2 0,109 26,5 3,7 7 82072 21,2 0,128 22,0 0,8 7 63217 26,9 0,110 23,8 3,1 7 166312 16,0 0,124 16,0 0,0 8 45375 29,4 0,112 26,6 2,8 8 133582 18,2 0,123 18,0 0,2 8 66786 26,0 0,111 23,4 2,6 8 430268 10,5 0,098 8,3 2,2 9 50384 27,7 0,115 25,7 2,0 9 418836 13,5 0,081 8,8 4,7 9 80633 25,0 0,108 21,9 3,1 9 993776 10 75115 25,5 0,109 22,5 3,0 10 1021215 5,6 0,036 1,61 4 10 97259 23,3 0,108 20,4 2,9 10 1216504 11 94867 19,5 0,131 20,6 1,1 11 1250607 11 108669 22,0 0,110 19,5 2,5 11 1215083 12 102335 17,3 0,143 20,0 2,7 12 1251313 12 126780 15,5 0,146 18,2 2,7 12 1213338 13 110035 16,5 0,146 19,4 2,9 13 1249012 13 191982 14,5 0,127 14,9 0,4 13 1210417 14 144497 14,5 0,147 17,2 2,7 14 1248571 14 353613 10,6 0,116 9,9 0,7 14 1208561 15 273387 12,7 0,118 12,1 0,6 15 1248854 15 639029 8,6 0,074 5,2 3,4 15 1209621 16 591795 7,3 0,099 5,8 1,5 16 1251544 16 969957 4,4 0,050 1,8 2,6 16 1210300 17 947941 4,0 0,062 2,0 2,0 17 1250301 17 1161673 17 1209037 18 1168999 18 1249368 18 1217951 18 1209115 19 1228306 19 1248172 19 1216561 19 1209407 20 1222820 20 1247431 20 1212728 20 1211018 21 1218630 21 1250867 21 1211283 21 1209632 22 1219727 22 1248570 22 1210750 22 1207271 23 1217025 23 1251076 23 1210863 23 1210653 24 1217724 24 1250423 24 1210485 24 1210568
25 1218876 Io 1250244 25 1212336 Io 1208689
Io 1219722 Io 1248433 Io 1214233 Io 1208723 Io 1217350 Io 1246303 Io 1210313 Io 1211565 Io 1216513 Io 1246215 Io 1210639 Io 1211029 Io 1221986 Io 1244027 Io 1209552 Io 1209196 Io 1214081 Io 1243620 Io 1208905 Io 1208749 Io 1209897 Media 1246474 Io 1208854 Media 1209659
Media 1216592 Media 1210416

89
APENDICE 6: Matrices K

90
T2P1: TROZA 2, PLANO 1. EM: Eje mayor. Em: Eje menor. P: Posición
T2P1 EMP 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35
Em 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 11 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 12 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 13 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 14 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 15 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 16 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 17 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 18 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 19 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
10 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 111 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 112 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 113 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 114 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 115 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 116 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 117 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 118 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 119 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 120 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 121 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 122 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 123 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 124 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 125 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 126 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 127 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 128 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 129 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 130 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 131 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 132 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
T2P1 EM 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35Em Dif 2 0 1 2 2 2 0 2 0 2 2 0 0 0 2 2 1 0 1 1 2 1 2 2 2 2 2 2 2 2 2 2 1 0 2 10 6 15 0 8 10 11 10 1 12 2 9 11 3 0 3 14 11 5 0 7 9 9 8 12 12 14 14 14 14 14 13 13 11 4 2 15 81 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 02 1 2 0 1 1 1 1 0 1 0 1 1 0 0 0 2 1 1 0 1 1 1 1 1 1 2 2 2 2 2 2 2 1 0 0 2 13 1 2 0 1 1 2 1 0 2 0 1 2 0 0 0 2 2 1 0 1 1 1 1 2 2 2 2 2 2 2 2 2 2 1 0 2 14 0 1 0 0 0 0 0 0 1 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 1 1 1 1 1 1 1 1 0 0 0 1 05 1 2 0 1 1 2 1 0 2 0 1 2 0 0 0 2 2 1 0 1 1 1 1 2 2 2 2 2 2 2 2 2 2 1 0 2 16 1 3 0 1 2 2 2 0 2 0 2 2 0 0 1 3 2 1 0 1 2 2 1 2 2 3 3 3 3 3 3 2 2 1 0 3 27 1 3 0 1 2 2 2 0 2 0 2 2 0 0 0 2 2 1 0 1 1 2 1 2 2 2 2 2 2 2 2 2 2 1 0 3 18 1 2 0 1 1 1 1 0 1 0 1 1 0 0 0 2 1 1 0 1 1 1 1 1 1 2 2 2 2 2 1 1 1 0 0 2 19 1 1 0 1 1 1 1 0 1 0 1 1 0 0 0 1 1 0 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 0 1 1
10 0 1 0 1 1 1 1 0 1 0 1 1 0 0 0 1 1 0 0 0 1 1 0 1 1 1 1 1 1 1 1 1 1 0 0 1 111 2 6 0 3 4 4 4 0 5 1 4 4 1 0 1 6 5 2 0 3 3 4 3 5 5 6 6 6 6 6 5 5 4 1 1 6 312 3 7 0 4 4 5 4 0 5 1 4 5 1 0 1 7 5 2 0 3 4 4 4 5 6 7 7 7 7 7 6 6 5 2 1 7 413 2 5 0 2 3 3 3 0 4 1 3 4 1 0 1 4 4 2 0 2 3 3 2 4 4 4 4 4 4 5 4 4 4 1 1 5 314 2 5 0 2 3 3 3 0 4 1 3 4 1 0 1 4 4 2 0 2 3 3 2 4 4 4 5 4 5 5 4 4 4 1 1 5 315 3 9 0 4 5 6 6 1 7 1 5 6 1 0 2 8 7 3 0 4 5 5 4 7 7 8 8 8 8 8 8 7 6 2 1 8 516 3 8 0 4 5 6 5 1 6 1 5 6 1 0 1 7 6 3 0 3 5 5 4 6 6 7 7 7 7 8 7 7 6 2 1 8 417 2 5 0 2 3 3 3 0 4 1 3 3 1 0 1 4 4 2 0 2 3 3 2 4 4 4 4 4 4 4 4 4 3 1 1 5 318 1 2 0 1 1 2 1 0 2 0 1 2 0 0 0 2 2 1 0 1 1 1 1 2 2 2 2 2 2 2 2 2 2 1 0 2 119 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 020 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 021 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 022 1 2 0 1 1 2 1 0 2 0 1 2 0 0 0 2 2 1 0 1 1 1 1 2 2 2 2 2 2 2 2 2 2 1 0 2 123 1 3 0 1 2 2 2 0 2 0 2 2 0 0 0 2 2 1 0 1 1 2 1 2 2 2 2 2 2 2 2 2 2 1 0 2 124 1 3 0 2 2 2 2 0 2 0 2 2 1 0 1 3 2 1 0 1 2 2 2 2 2 3 3 3 3 3 3 3 2 1 1 3 225 1 2 0 1 1 1 1 0 1 0 1 1 0 0 0 2 1 1 0 1 1 1 1 1 1 2 2 2 2 2 2 1 1 0 0 2 126 1 3 0 1 2 2 2 0 2 0 2 2 0 0 0 3 2 1 0 1 2 2 1 2 2 3 3 3 3 3 2 2 2 1 0 3 127 1 2 0 1 1 2 2 0 2 0 1 2 0 0 0 2 2 1 0 1 1 1 1 2 2 2 2 2 2 2 2 2 2 1 0 2 128 0 1 0 0 1 1 1 0 1 0 1 1 0 0 0 1 1 0 0 0 1 1 0 1 1 1 1 1 1 1 1 1 1 0 0 1 029 1 1 0 1 1 1 1 0 1 0 1 1 0 0 0 1 1 0 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 0 1 130 3 7 0 4 5 5 5 0 6 1 5 5 1 0 1 7 5 2 0 3 4 4 4 6 6 7 7 7 7 7 6 6 5 2 1 7 431 3 7 0 4 5 5 5 0 6 1 5 5 1 0 1 7 6 2 0 3 4 5 4 6 6 7 7 7 7 7 7 6 5 2 1 7 432 4 10 0 5 6 7 6 1 7 1 6 7 2 0 2 9 7 3 0 4 6 6 5 7 8 9 9 9 9 9 9 8 7 2 2 9 5

91
T3P1: TROZA 3, PLANO 1. EM: Eje mayor. Em: Eje menor. P: Posición T3P1 EM
P 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35Em 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 12 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 13 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 14 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 15 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 16 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 17 1 1 1 1 1 1 1 2 2 2 2 2 2 3 2 2 3 3 2 2 2 2 2 2 2 2 2 2 2 1 1 1 1 1 1 18 1 1 1 1 1 1 1 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 2 2 2 1 1 1 1 19 1 1 1 1 1 1 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 2 2 1 1 1 1 1
10 1 1 1 1 1 1 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 2 1 1 1 1 111 1 1 1 1 1 1 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 2 1 1 1 1 112 1 1 1 1 1 1 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 2 1 1 1 1 113 1 1 1 1 1 1 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 2 1 1 1 1 114 1 1 1 1 1 1 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 2 1 1 1 1 115 1 1 1 1 1 1 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 2 1 1 1 1 116 1 1 1 1 1 1 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 2 1 1 1 1 117 1 1 1 1 1 1 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 2 1 1 1 1 118 1 1 1 1 1 1 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 2 1 1 1 1 119 1 1 1 1 1 1 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 2 1 1 1 1 120 1 1 1 1 1 1 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 2 1 1 1 1 121 1 1 1 1 1 1 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 2 1 1 1 1 122 1 1 1 1 1 1 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 2 1 1 1 1 123 1 1 1 1 1 1 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 2 1 1 1 1 124 1 1 1 1 1 1 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 2 1 1 1 1 125 1 1 1 1 1 1 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 2 2 1 1 1 1 126 1 1 1 1 1 1 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 2 2 1 1 1 1 127 1 1 1 1 1 1 1 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 2 2 2 1 1 1 1 128 1 1 1 1 1 1 1 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 2 2 2 1 1 1 1 1 129 1 1 1 1 1 1 1 1 1 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 1 1 1 1 1 1 1 1 130 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 131 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 132 1 1 1 1 1 1 1 1 1 1 2 2 2 2 2 2 2 2 2 2 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 133 1 1 1 1 1 1 1 1 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 1 1 1 1 1 1 1 134 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
T3P1 EM 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35Em Dif 2 0 0 0 1 1 4 8 12 14 15 16 17 18 18 18 18 18 17 16 15 14 13 14 13 14 13 11 9 7 4 1 1 1 1 20 1 2 0 0 0 0 1 3 7 10 11 12 13 14 14 14 14 14 14 13 13 12 11 11 11 11 11 10 9 7 5 3 1 0 0 0 21 1 2 0 0 0 1 1 3 7 10 12 13 14 15 15 15 15 16 15 15 14 13 12 12 12 12 12 11 10 7 6 4 1 1 0 0 22 1 2 1 1 1 1 1 5 10 15 17 18 20 22 22 22 22 22 22 21 20 19 18 17 17 17 17 16 14 11 8 5 2 1 1 1 33 1 3 1 1 1 1 1 5 11 16 18 20 21 23 23 23 23 24 23 22 21 20 19 18 18 18 18 17 14 11 9 6 2 1 1 1 34 1 2 0 0 0 1 1 4 8 11 13 14 15 16 16 16 16 17 16 15 15 14 13 12 13 12 13 12 10 8 6 4 1 1 0 0 25 0 1 0 0 0 0 0 1 3 4 5 5 6 6 6 6 6 7 7 6 6 5 5 5 5 5 5 5 4 3 2 2 0 0 0 0 16 2 4 1 1 1 1 2 9 19 27 31 34 37 39 40 40 40 41 40 38 37 34 32 31 31 30 32 30 25 19 15 9 3 1 1 1 57 5 10 2 2 2 3 5 20 42 61 70 76 83 89 90 90 90 92 91 86 83 77 73 69 71 68 72 67 56 44 34 21 7 3 3 3 118 10 18 5 5 4 6 9 37 79 114 132 143 156 167 170 169 169 173 171 161 156 144 137 130 133 128 134 125 106 83 64 40 13 6 5 5 219 13 25 6 6 6 8 12 51 110 159 184 199 217 232 236 235 235 241 239 225 217 200 191 181 185 178 187 175 147 115 89 56 18 8 7 7 30
10 15 29 7 7 7 9 14 59 126 182 211 228 249 266 271 270 270 276 274 258 249 230 219 208 212 204 214 200 168 132 102 64 21 9 8 8 3411 15 29 7 7 7 9 14 59 126 182 211 228 249 266 271 270 270 276 274 258 249 230 219 208 212 204 214 200 168 132 102 64 21 9 8 8 3412 16 30 8 8 7 9 15 61 131 189 220 238 260 277 282 281 281 288 285 269 259 239 228 217 221 213 223 209 176 137 107 67 21 10 8 8 3513 17 31 8 8 8 10 15 63 136 196 227 246 268 287 292 290 290 298 295 278 268 247 236 224 228 220 231 216 182 142 110 69 22 10 8 8 3614 16 31 8 8 8 10 15 63 135 194 226 244 266 285 289 288 288 295 293 276 266 246 234 222 227 218 229 214 180 141 109 69 22 10 8 8 3615 17 31 8 8 8 10 15 63 136 196 227 246 269 287 292 291 291 298 295 278 268 248 236 224 229 220 231 216 182 142 110 69 22 10 8 8 3616 17 32 8 8 8 10 16 64 138 199 231 250 273 291 296 295 295 302 300 282 272 251 240 227 232 223 235 219 184 144 112 70 23 10 8 8 3717 18 34 8 9 8 10 17 68 146 210 244 264 288 308 313 312 312 319 317 298 288 266 253 240 245 236 248 232 195 152 118 74 24 11 9 9 3918 18 34 8 8 8 10 16 68 145 210 243 263 287 307 312 311 311 318 316 297 287 265 252 240 244 235 247 231 194 152 118 74 24 11 9 9 3919 17 32 8 8 8 10 16 65 140 202 234 253 277 295 301 299 299 307 304 286 276 255 243 231 235 227 238 222 187 146 114 71 23 10 9 9 3820 16 31 8 8 8 10 15 62 133 192 223 241 263 281 286 285 285 292 289 272 263 242 231 219 224 215 226 211 178 139 108 68 22 10 8 8 3621 16 30 7 7 7 9 14 59 128 184 214 231 253 270 274 273 273 280 278 261 252 233 222 211 215 207 217 203 171 134 104 65 21 10 8 8 3422 15 28 7 7 7 9 14 57 122 176 204 221 241 257 262 261 261 267 265 249 241 222 212 201 205 197 208 194 163 128 99 62 20 9 7 8 3323 14 27 7 7 7 8 13 55 118 170 198 214 234 249 254 253 253 259 257 242 233 215 205 195 199 191 201 188 158 124 96 60 19 9 7 7 3224 14 27 7 7 7 8 13 53 115 166 192 208 227 242 247 246 246 252 249 235 227 209 200 189 193 186 195 182 154 120 93 59 19 9 7 7 3125 12 23 6 6 6 7 11 46 99 143 166 180 196 209 213 212 212 217 216 203 196 181 172 164 167 161 169 158 133 104 81 51 16 7 6 6 2726 11 21 5 5 5 7 10 43 93 134 155 168 183 195 199 198 198 203 201 189 183 169 161 153 156 150 158 147 124 97 75 47 15 7 6 6 2527 10 20 5 5 5 6 10 40 86 123 143 155 169 180 184 183 183 187 186 175 169 156 148 141 144 138 145 136 114 89 69 44 14 6 5 5 2328 8 15 4 4 4 5 7 29 63 91 105 114 124 133 135 134 134 138 136 128 124 114 109 104 106 102 107 100 84 66 51 32 10 5 4 4 1729 3 6 2 2 1 2 3 12 26 38 44 48 52 56 57 57 57 58 57 54 52 48 46 44 45 43 45 42 35 28 21 13 4 2 2 2 730 0 0 0 0 0 0 0 1 1 2 2 2 2 3 3 3 3 3 3 2 2 2 2 2 2 2 2 2 2 1 1 1 0 0 0 0 031 1 2 0 0 0 1 1 3 7 11 13 14 15 16 16 16 16 16 16 15 15 14 13 12 13 12 13 12 10 8 6 4 1 1 0 0 232 3 5 1 1 1 2 3 11 23 33 38 42 45 49 49 49 49 50 50 47 45 42 40 38 39 37 39 37 31 24 19 12 4 2 1 1 633 4 8 2 2 2 2 4 16 35 50 58 63 68 73 74 74 74 76 75 71 68 63 60 57 58 56 59 55 46 36 28 18 6 3 2 2 934 2 4 1 1 1 1 2 8 18 26 30 33 36 38 39 39 39 40 39 37 36 33 31 30 30 29 31 29 24 19 15 9 3 1 1 1 5

92
T4P1: TROZA 4, PLANO 1. EM: Eje mayor. Em: Eje menor. P: Posición T4P1 EM
P 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40Em 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 12 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 13 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 14 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 15 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 16 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 17 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 18 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 19 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
10 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 111 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 112 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 113 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 114 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 115 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 116 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 117 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 118 1 1 1 1 1 1 1 1 1 1 2 2 2 2 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 119 1 1 1 1 1 1 1 1 1 1 2 2 2 2 2 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 120 1 1 1 1 1 1 1 1 1 1 2 2 2 2 2 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 121 1 1 1 1 1 1 1 1 1 1 1 2 2 2 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 122 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 123 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 124 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 125 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 126 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 127 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 128 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 129 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 130 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 131 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 132 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 133 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 134 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 135 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
T4P1 EM 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40Em Dif 0 2 3 3 0 0 1 2 4 4 5 5 6 6 6 5 4 4 4 4 4 4 3 2 2 2 3 3 3 2 2 2 2 3 1 2 1 0 0 2 10 1 0 3 3 3 1 0 2 3 5 5 6 7 7 7 7 6 5 5 5 4 5 5 4 2 2 3 3 3 3 3 2 2 3 3 2 2 1 0 0 2 11 2 0 5 5 5 1 1 3 5 7 9 9 11 11 11 11 9 8 7 8 7 7 7 6 3 4 4 5 5 5 4 3 3 5 5 3 3 1 0 0 3 12 0 0 1 1 1 0 0 1 1 2 2 2 2 3 3 3 2 2 2 2 2 2 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 0 0 1 03 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 04 1 0 1 2 2 0 0 1 1 2 3 3 3 4 4 3 3 2 2 2 2 2 2 2 1 1 1 2 2 2 1 1 1 1 2 1 1 0 0 0 1 05 2 0 5 5 5 1 1 3 5 7 9 10 11 12 12 11 9 8 7 8 7 7 7 6 4 4 4 5 5 5 4 4 3 5 6 3 3 1 0 0 4 16 3 0 6 7 7 1 1 4 6 10 12 13 15 16 16 15 12 11 10 11 9 10 10 8 5 5 5 7 7 7 6 5 4 6 7 4 4 2 0 0 5 27 3 0 7 8 8 1 1 5 7 11 14 15 17 18 18 17 14 12 11 12 11 11 11 9 6 6 6 8 8 8 7 6 5 7 8 5 5 2 0 0 6 28 3 0 7 7 7 1 1 4 6 10 12 13 15 16 16 16 13 11 10 11 10 10 10 8 5 5 6 7 7 7 6 5 5 7 8 4 4 2 0 0 5 29 2 0 5 5 5 1 1 3 5 7 9 10 11 12 12 11 9 8 7 8 7 7 7 6 4 4 4 5 5 5 4 4 3 5 5 3 3 1 0 0 4 1
10 1 0 3 3 3 1 0 2 3 4 5 6 7 7 7 7 6 5 4 5 4 4 4 4 2 2 2 3 3 3 3 2 2 3 3 2 2 1 0 0 2 111 2 0 4 4 4 1 1 2 4 6 7 8 9 9 9 9 7 6 6 6 6 6 6 5 3 3 3 4 4 4 3 3 3 4 4 2 2 1 0 0 3 112 2 0 4 5 5 1 1 3 4 7 8 9 10 11 11 10 8 7 7 7 6 7 7 5 3 3 4 5 5 5 4 3 3 4 5 3 3 1 0 0 3 113 2 0 5 5 6 1 1 3 5 8 9 10 11 12 12 12 9 8 8 8 7 8 8 6 4 4 4 5 5 6 4 4 3 5 6 3 3 1 0 0 4 114 1 0 3 4 4 1 0 2 3 5 6 7 8 9 9 8 7 6 5 6 5 5 5 4 3 3 3 4 4 4 3 3 2 4 4 2 2 1 0 0 3 115 3 0 7 7 7 1 1 4 6 10 12 13 15 16 16 15 12 11 10 11 10 10 10 8 5 5 6 7 7 7 6 5 5 7 7 4 4 2 0 0 5 216 4 0 11 11 12 2 1 6 10 16 19 21 24 26 26 25 20 18 16 18 16 16 16 13 8 8 9 11 12 12 9 8 7 11 12 7 7 3 1 0 8 217 6 0 15 16 17 3 2 9 15 23 28 31 35 37 37 35 29 25 23 25 22 23 23 18 11 12 13 16 17 17 13 11 10 15 17 9 10 4 1 0 11 418 8 0 20 22 22 4 3 12 19 30 37 40 45 49 49 47 38 33 30 33 29 30 30 24 15 16 17 21 22 22 17 15 14 20 23 12 13 6 1 0 15 519 9 0 21 23 24 4 3 13 21 33 39 43 49 53 52 50 41 35 33 35 32 33 33 26 16 17 18 23 24 24 19 16 15 21 24 13 14 6 1 0 16 520 9 0 21 23 24 4 3 13 21 33 39 43 49 52 52 50 40 35 32 35 31 32 32 26 16 17 18 23 23 24 19 16 15 21 24 13 14 6 1 0 16 521 8 0 18 19 20 3 3 11 18 28 33 36 41 44 44 42 34 30 27 30 27 27 27 22 13 14 15 19 20 20 16 13 12 18 21 11 12 5 1 0 13 422 5 0 12 13 13 2 2 7 12 18 22 24 27 30 29 28 23 20 18 20 18 18 18 15 9 9 10 13 13 13 11 9 8 12 14 7 8 4 1 0 9 323 4 0 9 9 10 2 1 5 8 13 16 17 20 21 21 20 16 14 13 14 13 13 13 10 6 7 7 9 9 10 8 6 6 9 10 5 6 3 0 0 6 224 2 0 5 5 5 1 1 3 5 7 9 9 11 11 11 11 9 8 7 8 7 7 7 6 3 4 4 5 5 5 4 3 3 5 5 3 3 1 0 0 3 125 2 0 4 4 4 1 1 2 4 5 7 7 8 9 9 8 7 6 5 6 5 5 5 4 3 3 3 4 4 4 3 3 2 4 4 2 2 1 0 0 3 126 2 0 4 4 4 1 1 2 4 6 7 7 8 9 9 9 7 6 6 6 5 6 6 4 3 3 3 4 4 4 3 3 3 4 4 2 2 1 0 0 3 127 2 0 4 5 5 1 1 3 4 7 8 9 10 11 11 11 8 7 7 7 7 7 7 5 3 4 4 5 5 5 4 3 3 4 5 3 3 1 0 0 3 128 1 0 3 3 3 1 0 2 3 5 6 6 7 8 8 7 6 5 5 5 5 5 5 4 2 2 3 3 3 3 3 2 2 3 4 2 2 1 0 0 2 129 1 0 2 3 3 0 0 1 2 4 4 5 5 6 6 5 4 4 4 4 3 4 4 3 2 2 2 2 3 3 2 2 2 2 3 1 2 1 0 0 2 130 0 0 1 1 1 0 0 1 1 1 2 2 2 2 2 2 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 0 0 1 031 0 0 0 0 0 0 0 0 0 0 0 1 1 1 1 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 032 1 0 3 3 3 0 0 2 3 4 5 6 6 7 7 6 5 5 4 5 4 4 4 3 2 2 2 3 3 3 2 2 2 3 3 2 2 1 0 0 2 133 1 0 1 1 1 0 0 1 1 2 2 3 3 3 3 3 2 2 2 2 2 2 2 2 1 1 1 1 1 1 1 1 1 1 1 1 1 0 0 0 1 034 4 0 10 11 11 2 1 6 10 15 18 20 22 24 24 23 19 16 15 16 14 15 15 12 7 8 8 10 11 11 9 7 7 10 11 6 6 3 0 0 7 235 2 0 5 5 5 1 1 3 4 7 8 9 10 11 11 11 9 8 7 8 7 7 7 6 3 4 4 5 5 5 4 3 3 5 5 3 3 1 0 0 3 1

93
INDICE RESUMEN SUMARY
1 INTRODUCCION 1
2 OBJETIVOS 3
2.1 Objetivo general 3
2.2 Objetivos específicos 3
3 REVISION BIBLIOGRAFICA 4
3.1 Lenga 4 3.1.1 Distribución y superficie 4 3.1.2 Estructura y rendimiento de un bosque de Lenga 4 3.1.3 Crecimiento y productividad 5
3.2 Pudrición 6 3.2.1 Proceso de pudrición 6 3.2.2 Hongos de pudrición 6 3.2.3 Pudriciones blancas y pardas 6 3.2.4 Pudrición lateral y pudrición central 8 3.2.5 Pudrición en los bosques de Lenga de Magallanes 8 3.2.6 Efecto de la pudrición en los bosques de Lenga 9 3.2.7 Clasificación de trozas con pudrición 10
3.3 Radiación 11 3.3.1 Métodos no destructivos de detección de defectos 11 3.3.2 Radioactividad 12 3.3.3 Fuentes de radiación 13 3.3.4 Radiación gamma 13 3.3.5 Atenuación de la radiación gamma 14 3.3.6 Estudios previos usando radiación gamma 15
4 MATERIALES Y METODOS 17
4.1 Material de ensayo 17
4.2 Equipos y laboratorios 17 4.2.1 Equipo de espectroscopía gamma 17 4.2.2 Banco de ensayo de colimación amplia 18 4.2.3 Herramientas de corte 19 4.2.4 Equipos de gravimetría 19

94
4.3 Método 20 4.3.1 Estabilidad temporal del sistema de espectroscopía de radiación gamma 20 4.3.2 Caracterización física del material 20 4.3.3 Extracción de probetas para caracterización física 22 4.3.4 Irradiación de las trozas 22 4.3.5 Determinación del coeficiente de atenuación lineal 24 4.3.6 Espesor estimado de la cuerda de irradiación 25 4.3.7 Espesor medido de la cuerda de irradiación 25 4.3.8 Coeficiente de atenuación lineal de madera de Lenga sin defectos 25
4.4 Método no destructivo de estudio 27 4.4.1 Diferencia entre espesor medido y espesor estimado 27 4.4.2 Nivel de ataque de la pudrición 27 4.4.3 Estimación de volúmenes 28
4.5 Contrastación de resultados 30
4.6 Factibilidad técnica de desarrollar un prototipo de escáner a escala real 31
5 RESULTADOS Y DISCUSION 32
5.1 Estabilidad temporal del sistema de espectroscopía de radiación gamma 32
5.2 Determinación de contenido de humedad y densidad 33
5.3 Coeficiente de atenuación lineal para madera de Lenga sin defectos 34
5.4 Método no destructivo de estudio 35 5.4.1 Espesor medido y espesor estimado de la cuerda de irradiación 35 5.4.2 Estimación de volúmenes 40 5.4.3 Escáner tridimensional de las trozas 42
5.5 Factibilidad técnica de desarrollar un prototipo de escáner a escala real 47
6 CONCLUSIONES 51
6.1 Generales 51
6.2 Específicas 51
7 RECOMENDACIONES 52
8 BIBLIOGRAFIA 53
APENDICES 56
APENDICE 1: Estabilidad temporal del sistema de espectroscopia gamma 57
APENDICE 2: Contenido de humedad y densidades 59

95
APENDICE 3: Coeficiente de atenuación lineal para madera de Lenga sin defecto 62
APENDICE 4: Verificación destructiva 64
APENDICE 5: Número de cuentas 68
APENDICE 6: Matrices K 89

96
INDICE DE CUADROS Y FIGURAS
CUADRO 1: Superficie de bosques de lenga 4
CUADRO 2: Rendimiento de un rodal de lenga 5
CUADRO 3: Indicadores de crecimiento y productividad 5
CUADRO 4: Individuos afectados, según tipo de pudrición 9
CUADRO 5: Individuos afectados, según localización de la pudrición 9
CUADRO 6: Descripción de las trozas estudiadas 17
FIGURA 1: Banco de ensayo de colimación amplia 18
FIGURA 2: Banco sierra huincha 19
FIGURA 3: Extracción de probetas para caracterización física 22
FIGURA 4: Irradiación a través de cuerdas paralelas 23
FIGURA 5: Localización de los planos de irradiación 23
FIGURA 6: Cuerda de irradiación 24
CUADRO 7: Nivel de ataque 28
FIGURA 7: Método NDE 28
CUADRO 8: Prueba de estabilidad temporal del sistema de espectroscopía 32
CUADRO 10: Contenido de humedad, densidad verde y densidad anhidra 33
CUADRO 11: Coeficiente de atenuación lineal para madera de lenga sin defectos 34
FIGURA 8: Troza 2, plano 1 36
FIGURA 9: Troza 3, plano 1 37
FIGURA 10: Troza 4, plano 1 38

97
CUADRO 12: Volumen madera podrida y porcentaje de pudrición 40
FIGURA 11: Escáner tridimensional de la troza 2 42
FIGURA 12: Escáner tridimensional de la troza 3 43
FIGURA 13: Nivel de ataque intermedio y avanzado de la troza 3 44
FIGURA 14: Escáner tridimensional de la troza 4 44
Related Documents











