Electrochimica Acta 62 (2012) 199–206 Contents lists available at SciVerse ScienceDirect Electrochimica Acta jou rn al hom epa ge: www.elsevier.com/locate/electacta Understanding the differences in film formation mechanisms of two comparable solvent based and water-borne coatings on bronze substrates by electrochemical impedance spectroscopy Natasja A. Swartz, Tami Lasseter Clare ∗ Department of Chemistry, Portland State University, PO Box 751, Portland, OR 97207, USA a r t i c l e i n f o Article history: Received 15 October 2011 Received in revised form 7 December 2011 Accepted 7 December 2011 Available online 13 December 2011 Keywords: Bronze Protective coating Polymer Impedance Corrosion a b s t r a c t Corrosion protection of bronze, a metal alloy which is commonly used in decorative architectural ele- ments and for statuary, is a challenge particularly as new and previously untested water-borne coatings are supplanting traditionally used solvent based polymers as protective coatings. Studying film forma- tion of coatings to better prevent corrosion of culturally significant works is an important problem in the field of conservation science. This work aims to further understanding of differences between films formed from water-borne lattices versus solvent based polymeric coatings on bronze substrates using electrochemical impedance spectroscopy and gravimetric analysis to investigate the changes of coatings as they formed solid films. Using equivalent electric circuit models, electrochemical snapshots of the developing films were produced. Those models established time points for the transitions between the- oretical stages of the nascent films and allowed for a comparison between two major classes of coating types (using the water-borne Rhoplex TM WL-81 and the solvent based Paraloid TM B-44). Electrochemical analysis showed that diffusion occurs during early stages of film formation of both coating types. The prolonged coalescence of coatings produced from the water-borne latex was found to leave those films susceptible to water sorption. Annealing films as a means to drive out remaining hydrophilic additives and to facilitate film formation was investigated. © 2011 Elsevier Ltd. All rights reserved. 1. Introduction There is a clear need for durable, environmentally friendly water-borne coatings that must meet or exceed the performance of current solvent based systems for the conservation of high-value outdoor metalwork (such as statuary, architectural elements and bridges) [1–6]. The technical challenges for wide-spread use of water-borne coatings lie not only in the development of UV- and oxidation-resistant polymers, but also in producing continuous, defect-free films from the aqueous phase; because, unlike solvent based coatings, aqueous colloidal suspensions contain a number of chemicals added into the coating formulation to aid in the appli- cation and drying process (e.g. surfactants, defoamers, coalescing agents and rheology modifiers) [7–10]. In addition to formulation additives, application of water-borne coatings on reactive surfaces such as metal alloys of copper and iron requires the use of flash- rust inhibitors, either as a pre-treatment or as a coating additive [11–14]. The added step of anti-corrosive treatments complicates the interpretation of coating performance. ∗ Corresponding author. Tel.: +1 503 725 2887. E-mail addresses: [email protected] (N.A. Swartz), [email protected] (T.L. Clare). While no two solvent based and water-borne coating systems are perfectly identical, the commercially available resins selected for study have similar chemical and physical properties and we believe they are the most directly comparable resins for studying early film formation differences for outdoor metal applications. In this study, differences in the formation of acrylic films cast from a solvent based (dissolved polymer) or a water-borne (polymer emulsion) coating onto bronze substrates were explored using electrochemical impedance spectroscopy (EIS) as a form of rapid assessment of changes in the barrier properties of the films [15–17]. Mass loss curves during film drying were compared to EIS data and the data were used to correlate physical changes with electrochem- ical changes of the two film types. The electrochemical changes observed during drying were fit using circuit models and support theoretical physical changes in film structure. 1.1. Background The mechanisms of film formation from solvent based versus water-borne coatings are significantly different and have been examined through a variety of means in multiple fields [18]. Although intermediate phases remain a point of contention among many, Fig. 1 depicts the generally agreed-upon theoretical stages 0013-4686/$ – see front matter © 2011 Elsevier Ltd. All rights reserved. doi:10.1016/j.electacta.2011.12.015

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Usi
ND
a
ARRAA
KBPPIC
1
wcobwodbccaasr[t
0d
Electrochimica Acta 62 (2012) 199– 206
Contents lists available at SciVerse ScienceDirect
Electrochimica Acta
jou rn al hom epa ge: www.elsev ier .com/ locate /e lec tac ta
nderstanding the differences in film formation mechanisms of two comparableolvent based and water-borne coatings on bronze substrates by electrochemicalmpedance spectroscopy
atasja A. Swartz, Tami Lasseter Clare ∗
epartment of Chemistry, Portland State University, PO Box 751, Portland, OR 97207, USA
r t i c l e i n f o
rticle history:eceived 15 October 2011eceived in revised form 7 December 2011ccepted 7 December 2011vailable online 13 December 2011
eywords:ronzerotective coatingolymer
a b s t r a c t
Corrosion protection of bronze, a metal alloy which is commonly used in decorative architectural ele-ments and for statuary, is a challenge particularly as new and previously untested water-borne coatingsare supplanting traditionally used solvent based polymers as protective coatings. Studying film forma-tion of coatings to better prevent corrosion of culturally significant works is an important problem inthe field of conservation science. This work aims to further understanding of differences between filmsformed from water-borne lattices versus solvent based polymeric coatings on bronze substrates usingelectrochemical impedance spectroscopy and gravimetric analysis to investigate the changes of coatingsas they formed solid films. Using equivalent electric circuit models, electrochemical snapshots of thedeveloping films were produced. Those models established time points for the transitions between the-
mpedanceorrosion
oretical stages of the nascent films and allowed for a comparison between two major classes of coatingtypes (using the water-borne RhoplexTM WL-81 and the solvent based ParaloidTM B-44). Electrochemicalanalysis showed that diffusion occurs during early stages of film formation of both coating types. Theprolonged coalescence of coatings produced from the water-borne latex was found to leave those filmssusceptible to water sorption. Annealing films as a means to drive out remaining hydrophilic additivesand to facilitate film formation was investigated.
. Introduction
There is a clear need for durable, environmentally friendlyater-borne coatings that must meet or exceed the performance of
urrent solvent based systems for the conservation of high-valueutdoor metalwork (such as statuary, architectural elements andridges) [1–6]. The technical challenges for wide-spread use ofater-borne coatings lie not only in the development of UV- and
xidation-resistant polymers, but also in producing continuous,efect-free films from the aqueous phase; because, unlike solventased coatings, aqueous colloidal suspensions contain a number ofhemicals added into the coating formulation to aid in the appli-ation and drying process (e.g. surfactants, defoamers, coalescinggents and rheology modifiers) [7–10]. In addition to formulationdditives, application of water-borne coatings on reactive surfacesuch as metal alloys of copper and iron requires the use of flash-
ust inhibitors, either as a pre-treatment or as a coating additive11–14]. The added step of anti-corrosive treatments complicateshe interpretation of coating performance.∗ Corresponding author. Tel.: +1 503 725 2887.E-mail addresses: [email protected] (N.A. Swartz), [email protected] (T.L. Clare).
013-4686/$ – see front matter © 2011 Elsevier Ltd. All rights reserved.oi:10.1016/j.electacta.2011.12.015
© 2011 Elsevier Ltd. All rights reserved.
While no two solvent based and water-borne coating systemsare perfectly identical, the commercially available resins selectedfor study have similar chemical and physical properties and webelieve they are the most directly comparable resins for studyingearly film formation differences for outdoor metal applications. Inthis study, differences in the formation of acrylic films cast froma solvent based (dissolved polymer) or a water-borne (polymeremulsion) coating onto bronze substrates were explored usingelectrochemical impedance spectroscopy (EIS) as a form of rapidassessment of changes in the barrier properties of the films [15–17].Mass loss curves during film drying were compared to EIS data andthe data were used to correlate physical changes with electrochem-ical changes of the two film types. The electrochemical changesobserved during drying were fit using circuit models and supporttheoretical physical changes in film structure.
1.1. Background
The mechanisms of film formation from solvent based versus
water-borne coatings are significantly different and have beenexamined through a variety of means in multiple fields [18].Although intermediate phases remain a point of contention amongmany, Fig. 1 depicts the generally agreed-upon theoretical stages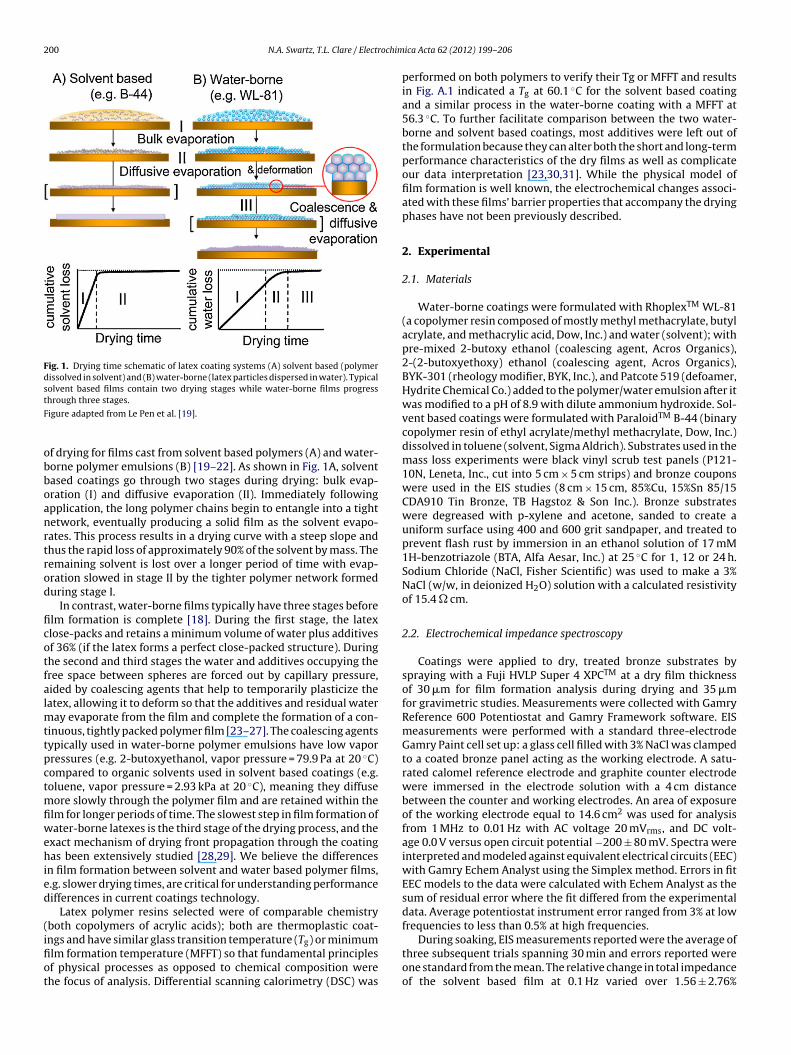
200 N.A. Swartz, T.L. Clare / Electrochim
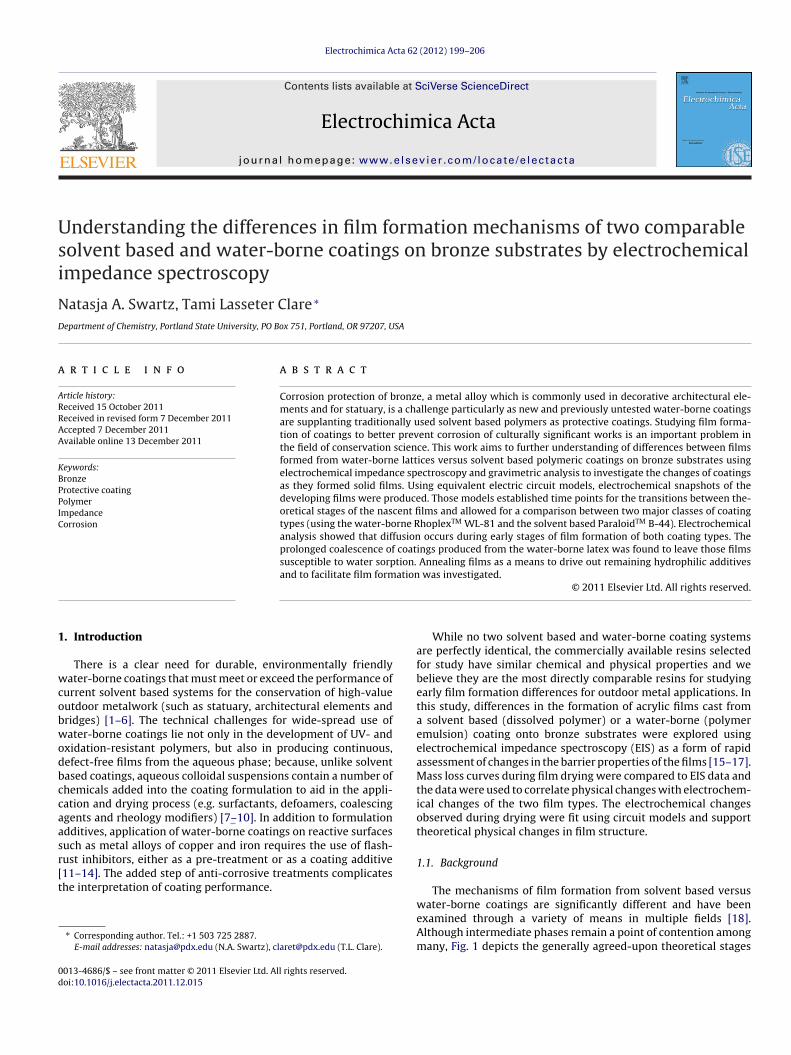
Fig. 1. Drying time schematic of latex coating systems (A) solvent based (polymerdissolved in solvent) and (B) water-borne (latex particles dispersed in water). Typicalsolvent based films contain two drying stages while water-borne films progresst
F
obboanrtrod
ficotfalmttpctmfiwehied
(ifiot
During soaking, EIS measurements reported were the average of
hrough three stages.
igure adapted from Le Pen et al. [19].
f drying for films cast from solvent based polymers (A) and water-orne polymer emulsions (B) [19–22]. As shown in Fig. 1A, solventased coatings go through two stages during drying: bulk evap-ration (I) and diffusive evaporation (II). Immediately followingpplication, the long polymer chains begin to entangle into a tightetwork, eventually producing a solid film as the solvent evapo-ates. This process results in a drying curve with a steep slope andhus the rapid loss of approximately 90% of the solvent by mass. Theemaining solvent is lost over a longer period of time with evap-ration slowed in stage II by the tighter polymer network formeduring stage I.
In contrast, water-borne films typically have three stages beforelm formation is complete [18]. During the first stage, the latexlose-packs and retains a minimum volume of water plus additivesf 36% (if the latex forms a perfect close-packed structure). Duringhe second and third stages the water and additives occupying theree space between spheres are forced out by capillary pressure,ided by coalescing agents that help to temporarily plasticize theatex, allowing it to deform so that the additives and residual water
ay evaporate from the film and complete the formation of a con-inuous, tightly packed polymer film [23–27]. The coalescing agentsypically used in water-borne polymer emulsions have low vaporressures (e.g. 2-butoxyethanol, vapor pressure = 79.9 Pa at 20 ◦C)ompared to organic solvents used in solvent based coatings (e.g.oluene, vapor pressure = 2.93 kPa at 20 ◦C), meaning they diffuse
ore slowly through the polymer film and are retained within thelm for longer periods of time. The slowest step in film formation ofater-borne latexes is the third stage of the drying process, and the
xact mechanism of drying front propagation through the coatingas been extensively studied [28,29]. We believe the differences
n film formation between solvent and water based polymer films,.g. slower drying times, are critical for understanding performanceifferences in current coatings technology.
Latex polymer resins selected were of comparable chemistryboth copolymers of acrylic acids); both are thermoplastic coat-ngs and have similar glass transition temperature (Tg) or minimum
lm formation temperature (MFFT) so that fundamental principlesf physical processes as opposed to chemical composition werehe focus of analysis. Differential scanning calorimetry (DSC) wasica Acta 62 (2012) 199– 206
performed on both polymers to verify their Tg or MFFT and resultsin Fig. A.1 indicated a Tg at 60.1 ◦C for the solvent based coatingand a similar process in the water-borne coating with a MFFT at56.3 ◦C. To further facilitate comparison between the two water-borne and solvent based coatings, most additives were left out ofthe formulation because they can alter both the short and long-termperformance characteristics of the dry films as well as complicateour data interpretation [23,30,31]. While the physical model offilm formation is well known, the electrochemical changes associ-ated with these films’ barrier properties that accompany the dryingphases have not been previously described.
2. Experimental
2.1. Materials
Water-borne coatings were formulated with RhoplexTM WL-81(a copolymer resin composed of mostly methyl methacrylate, butylacrylate, and methacrylic acid, Dow, Inc.) and water (solvent); withpre-mixed 2-butoxy ethanol (coalescing agent, Acros Organics),2-(2-butoxyethoxy) ethanol (coalescing agent, Acros Organics),BYK-301 (rheology modifier, BYK, Inc.), and Patcote 519 (defoamer,Hydrite Chemical Co.) added to the polymer/water emulsion after itwas modified to a pH of 8.9 with dilute ammonium hydroxide. Sol-vent based coatings were formulated with ParaloidTM B-44 (binarycopolymer resin of ethyl acrylate/methyl methacrylate, Dow, Inc.)dissolved in toluene (solvent, Sigma Aldrich). Substrates used in themass loss experiments were black vinyl scrub test panels (P121-10N, Leneta, Inc., cut into 5 cm × 5 cm strips) and bronze couponswere used in the EIS studies (8 cm × 15 cm, 85%Cu, 15%Sn 85/15CDA910 Tin Bronze, TB Hagstoz & Son Inc.). Bronze substrateswere degreased with p-xylene and acetone, sanded to create auniform surface using 400 and 600 grit sandpaper, and treated toprevent flash rust by immersion in an ethanol solution of 17 mM1H-benzotriazole (BTA, Alfa Aesar, Inc.) at 25 ◦C for 1, 12 or 24 h.Sodium Chloride (NaCl, Fisher Scientific) was used to make a 3%NaCl (w/w, in deionized H2O) solution with a calculated resistivityof 15.4 � cm.
2.2. Electrochemical impedance spectroscopy
Coatings were applied to dry, treated bronze substrates byspraying with a Fuji HVLP Super 4 XPCTM at a dry film thicknessof 30 �m for film formation analysis during drying and 35 �mfor gravimetric studies. Measurements were collected with GamryReference 600 Potentiostat and Gamry Framework software. EISmeasurements were performed with a standard three-electrodeGamry Paint cell set up: a glass cell filled with 3% NaCl was clampedto a coated bronze panel acting as the working electrode. A satu-rated calomel reference electrode and graphite counter electrodewere immersed in the electrode solution with a 4 cm distancebetween the counter and working electrodes. An area of exposureof the working electrode equal to 14.6 cm2 was used for analysisfrom 1 MHz to 0.01 Hz with AC voltage 20 mVrms, and DC volt-age 0.0 V versus open circuit potential −200 ± 80 mV. Spectra wereinterpreted and modeled against equivalent electrical circuits (EEC)with Gamry Echem Analyst using the Simplex method. Errors in fitEEC models to the data were calculated with Echem Analyst as thesum of residual error where the fit differed from the experimentaldata. Average potentiostat instrument error ranged from 3% at lowfrequencies to less than 0.5% at high frequencies.
three subsequent trials spanning 30 min and errors reported wereone standard from the mean. The relative change in total impedanceof the solvent based film at 0.1 Hz varied over 1.56 ± 2.76%
ochimica Acta 62 (2012) 199– 206 201
dvo
2
baofiAcmwatem
2
tcat
3
3
ticurbsaB(dmtfluih
liettglwwc1am
Fig. 2. Electrical impedance spectrum of BTA layer alone after pretreat-ment of bronze. The markers represent experimental data and the linesindicate the modeled fit using the equivalent circuit shown. (A) EIS spec-tra of bronze immersed in an ethanol BTA solution for 1, 12 or 24 h.(B) Modeled fit of the 24 h immersion BTA layer on bronze containedthe following circuit elements: Rbulk = 9.48 ± 0.0519 �, RBTA = 3.83 × 103 ± 35.4 �,CPEBTA = 44.12 × 10−6 ± 5.76 × 10−7 S s˛ , ̨ = 0.858 ± 0.00211. Modeled fits usingthe same circuit model (data not shown) of 12 h immersion in BTA hadcircuit element values of: Rbulk = 9.12 ± 0.0508 �, RBTA = 1.970 × 103 ± 17.9 �,
−6 −6 ˛
N.A. Swartz, T.L. Clare / Electr
uring the 36 h soak, and similarly the total impedance of the sol-ent based coating during a second soak varied within 3.23 ± 3.31%f the starting value.
.3. Gravimetric analysis
Water-borne and solvent based coatings were applied to thelack Leneta charts with an adjustable micrometer film applicatort an appropriate wet thickness to produce a dry film thicknessf 20, 30, 40, or 50 �m, and applied coatings were left to air dryor 1 week. Coated Leneta charts underwent a soaking/drying cyclen DI water and room temperature (21 ◦C and 36% RH). A MettlerE260 Deltarange analytical balance was used to record daily masshanges within 0.0001 g, the instrument sensitivity limit. The initialass as well as any mass change of the control vinyl (non-coated)as removed from each calculation so that only changes in the film
re displayed. Calculations of percent mass change are relative tohe starting mass of the film for the various soaking conditions andrrors were calculated by propagating the error in initial and finaleasurements which was, on average, ±0.0005 g.
.4. Annealing conditions
Bronze panels were pre-treated with BTA and coated accordingo the above conditions with a final film thickness of 30 �m. Theoated substrates were left to dry for 1 week at 21 ◦C and 36% RH andnnealed in an oven at 60 ◦C for 16 h. EIS was performed accordingo the above conditions before and after annealing.
. Results and discussion
.1. EIS modeling of uncoated bronze substrates
To aid in our understanding and interpretation of barrier proper-ies of coated substrates, uncoated substrates treated with flash rustnhibitors were studied to establish baseline levels of electrochemi-al barrier properties. Bronze substrates pre-treated with BTA weresed as our control for uncoated panels. Although in practice flash-ust inhibitors are usually only necessary when the substrate is toe coated with a water-borne coating, in these studies, all metalubstrates tested were treated with BTA for 12 h prior to coatingpplication to enable comparison across samples. The Bode plot ofTA-treated bronze substrates immersed for either 1, 12 or 24 hwithout any additional protective coating) are shown in Fig. 2. Theata from the panel treated with BTA for 24 h prior to measure-ent was fit to a simple equivalent circuit, shown in Fig. 2B. Fitting
he data to equivalent circuits allowed the extraction of meaning-ul values for individual circuit elements: the resistance of the BTAayer had a value of 3.8 k�. A constant phase element (CPE) wassed instead of an ideal capacitor in the circuit in Fig. 2B, so as to
mprove the fit and accuracy of the resistance values [32,33], andad a fit value of CPEBTA = 44.12 × 10−6 S s˛, ̨ = 0.858.
Data presented above (and by others) is evidence that the BTAayer alone, with its low resistance of approximately 4 k�, providesnadequate protection from corrosion over periods of prolongedxposure [12]. The modeled resistor fit of the layer is similar tohat of an intentionally-applied patina on bronze [34,35] and at lesshan 1 M� is considered poor protection against corrosion whereood protection is established as a coating with resistance of ateast 100 M� [36]. A lack of sufficient protection against corrosion
as seen by visual inspection as well: when the electrolyte cellas removed from the substrate after data acquisition, a darkened
ircle of corrosion products had formed on the metal surface after h of exposure to electrolyte solution (with analysis itself takingpproximately 15 min). Modeled BTA layers were used in film for-ation studies when applicable, although in general the resistance
CPEBTA = 72.18 × 10 ± 1.05 × 10 S s , ̨ = 0.824 ± 0.00235, and 1 h immersion:Rbulk = 8.94 ± 0.0511 �, RBTA = 560 ± 1.81 �, CPEBTA = 92.5 × 10−6 ± 1.67 × 10−6 S s˛ ,˛ = 0.864 ± 0.00291.
and/or capacitance of said layer, much like the active corrosion pro-cesses on the metal surface, did not dominate the equivalent circuitat frequencies measured and is thus considered negligible whencompared to the barrier properties of the polymer coating [37].
3.2. EIS and equivalent circuit models during the film formationprocess
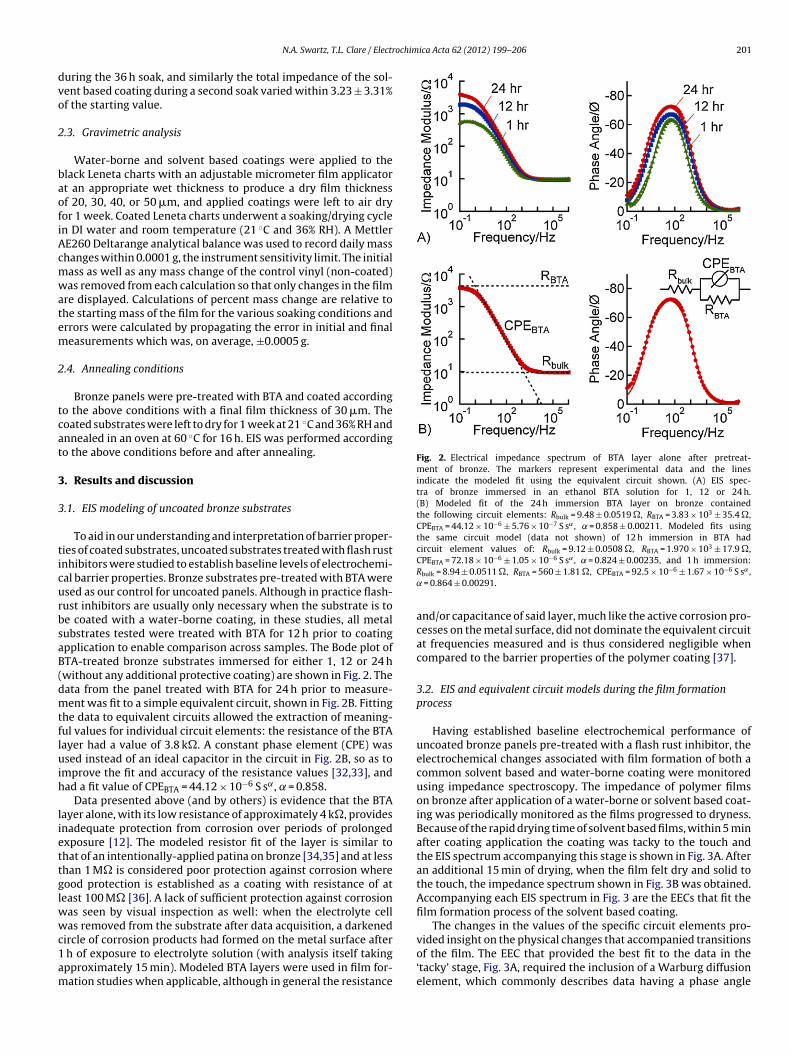
Having established baseline electrochemical performance ofuncoated bronze panels pre-treated with a flash rust inhibitor, theelectrochemical changes associated with film formation of both acommon solvent based and water-borne coating were monitoredusing impedance spectroscopy. The impedance of polymer filmson bronze after application of a water-borne or solvent based coat-ing was periodically monitored as the films progressed to dryness.Because of the rapid drying time of solvent based films, within 5 minafter coating application the coating was tacky to the touch andthe EIS spectrum accompanying this stage is shown in Fig. 3A. Afteran additional 15 min of drying, when the film felt dry and solid tothe touch, the impedance spectrum shown in Fig. 3B was obtained.Accompanying each EIS spectrum in Fig. 3 are the EECs that fit thefilm formation process of the solvent based coating.
The changes in the values of the specific circuit elements pro-
vided insight on the physical changes that accompanied transitionsof the film. The EEC that provided the best fit to the data in the‘tacky’ stage, Fig. 3A, required the inclusion of a Warburg diffusionelement, which commonly describes data having a phase angle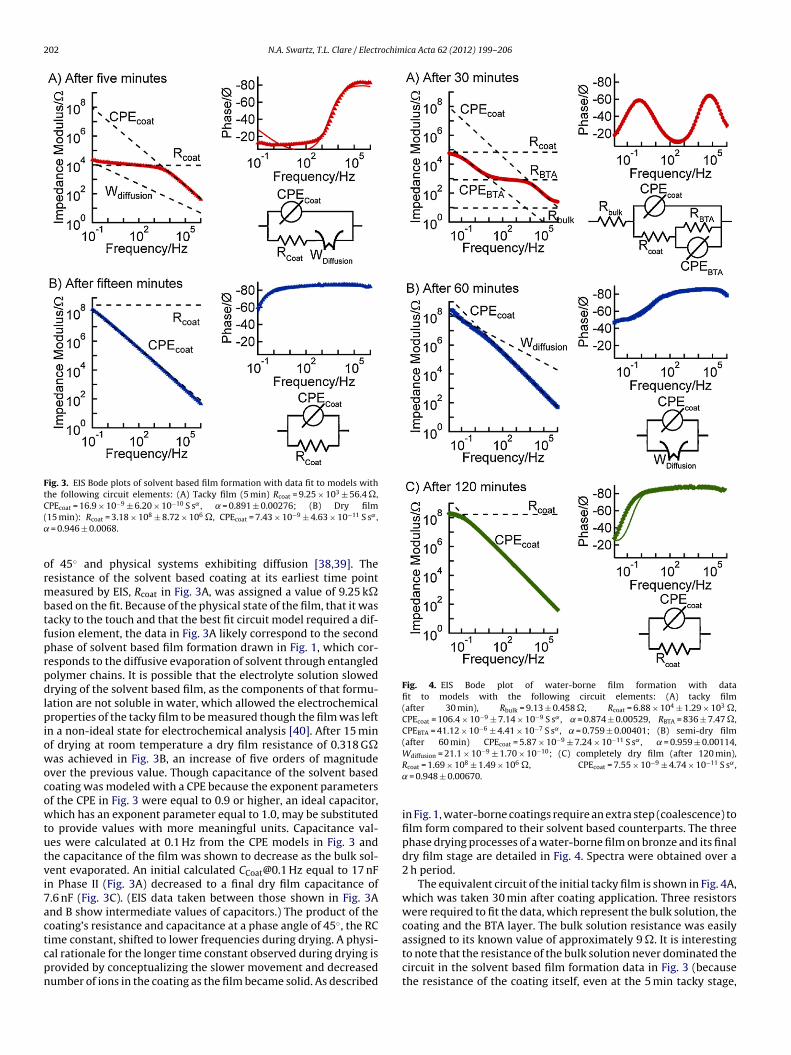
202 N.A. Swartz, T.L. Clare / Electrochimica Acta 62 (2012) 199– 206
Fig. 3. EIS Bode plots of solvent based film formation with data fit to models withthe following circuit elements: (A) Tacky film (5 min) Rcoat = 9.25 × 103 ± 56.4 �,C −9 −10 ˛
(˛
ormbtfprpdlpiowocowtutvi7actcpn
Fig. 4. EIS Bode plot of water-borne film formation with datafit to models with the following circuit elements: (A) tacky film(after 30 min), Rbulk = 9.13 ± 0.458 �, Rcoat = 6.88 × 104 ± 1.29 × 103 �,CPEcoat = 106.4 × 10−9 ± 7.14 × 10−9 S s˛ , ̨ = 0.874 ± 0.00529, RBTA = 836 ± 7.47 �,CPEBTA = 41.12 × 10−6 ± 4.41 × 10−7 S s˛ , ̨ = 0.759 ± 0.00401; (B) semi-dry film(after 60 min) CPEcoat = 5.87 × 10−9 ± 7.24 × 10−11 S s˛ , ̨ = 0.959 ± 0.00114,Wdiffusion = 21.1 × 10−9 ± 1.70 × 10−10; (C) completely dry film (after 120 min),
PEcoat = 16.9 × 10 ± 6.20 × 10 S s , ̨ = 0.891 ± 0.00276; (B) Dry film15 min): Rcoat = 3.18 × 108 ± 8.72 × 106 �, CPEcoat = 7.43 × 10−9 ± 4.63 × 10−11 S s˛ ,
= 0.946 ± 0.0068.
f 45◦ and physical systems exhibiting diffusion [38,39]. Theesistance of the solvent based coating at its earliest time pointeasured by EIS, Rcoat in Fig. 3A, was assigned a value of 9.25 k�
ased on the fit. Because of the physical state of the film, that it wasacky to the touch and that the best fit circuit model required a dif-usion element, the data in Fig. 3A likely correspond to the secondhase of solvent based film formation drawn in Fig. 1, which cor-esponds to the diffusive evaporation of solvent through entangledolymer chains. It is possible that the electrolyte solution slowedrying of the solvent based film, as the components of that formu-
ation are not soluble in water, which allowed the electrochemicalroperties of the tacky film to be measured though the film was left
n a non-ideal state for electrochemical analysis [40]. After 15 minf drying at room temperature a dry film resistance of 0.318 G�as achieved in Fig. 3B, an increase of five orders of magnitude
ver the previous value. Though capacitance of the solvent basedoating was modeled with a CPE because the exponent parametersf the CPE in Fig. 3 were equal to 0.9 or higher, an ideal capacitor,hich has an exponent parameter equal to 1.0, may be substituted
o provide values with more meaningful units. Capacitance val-es were calculated at 0.1 Hz from the CPE models in Fig. 3 andhe capacitance of the film was shown to decrease as the bulk sol-ent evaporated. An initial calculated [email protected] Hz equal to 17 nFn Phase II (Fig. 3A) decreased to a final dry film capacitance of.6 nF (Fig. 3C). (EIS data taken between those shown in Fig. 3And B show intermediate values of capacitors.) The product of theoating’s resistance and capacitance at a phase angle of 45◦, the RC
ime constant, shifted to lower frequencies during drying. A physi-al rationale for the longer time constant observed during drying isrovided by conceptualizing the slower movement and decreasedumber of ions in the coating as the film became solid. As describedRcoat = 1.69 × 108 ± 1.49 × 106 �, CPEcoat = 7.55 × 10−9 ± 4.74 × 10−11 S s˛ ,˛ = 0.948 ± 0.00670.
in Fig. 1, water-borne coatings require an extra step (coalescence) tofilm form compared to their solvent based counterparts. The threephase drying processes of a water-borne film on bronze and its finaldry film stage are detailed in Fig. 4. Spectra were obtained over a2 h period.
The equivalent circuit of the initial tacky film is shown in Fig. 4A,which was taken 30 min after coating application. Three resistorswere required to fit the data, which represent the bulk solution, thecoating and the BTA layer. The bulk solution resistance was easilyassigned to its known value of approximately 9 �. It is interesting
to note that the resistance of the bulk solution never dominated thecircuit in the solvent based film formation data in Fig. 3 (becausethe resistance of the coating itself, even at the 5 min tacky stage,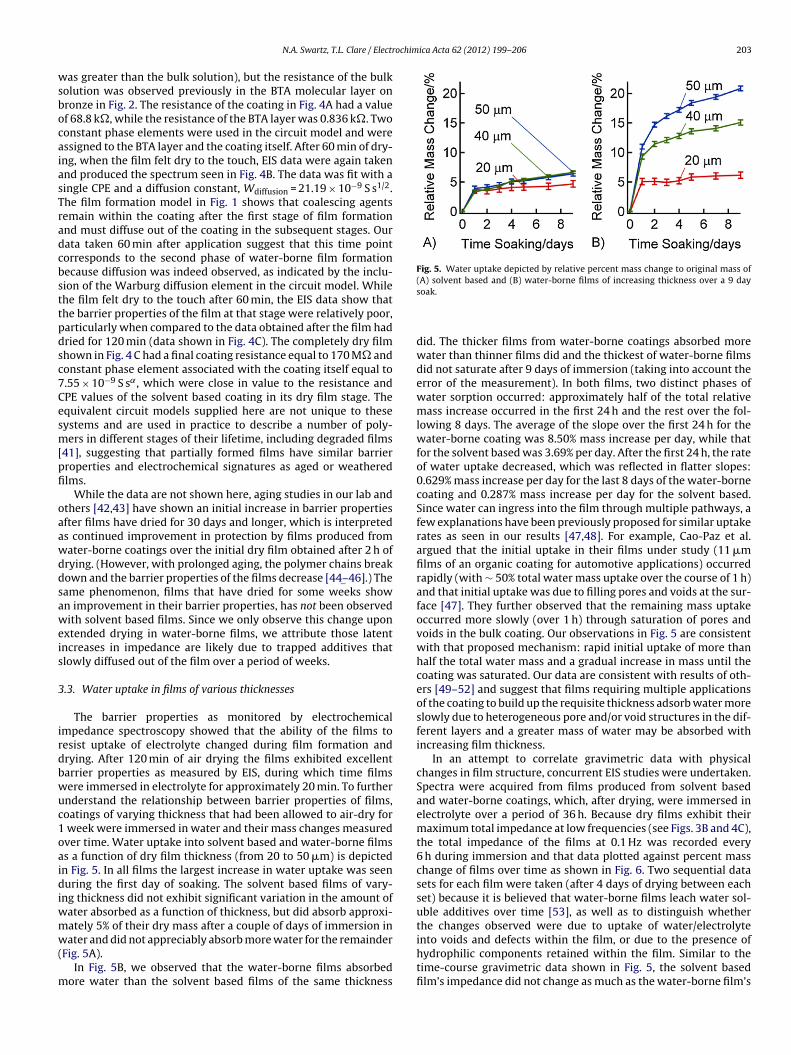
ochimica Acta 62 (2012) 199– 206 203
wsbocaiasTradcbsttpdsc7Cesm[pfi
oaawddsaweis
3
irdbwuc1oaidiwmw(
m
Fig. 5. Water uptake depicted by relative percent mass change to original mass of(A) solvent based and (B) water-borne films of increasing thickness over a 9 day
N.A. Swartz, T.L. Clare / Electr
as greater than the bulk solution), but the resistance of the bulkolution was observed previously in the BTA molecular layer onronze in Fig. 2. The resistance of the coating in Fig. 4A had a valuef 68.8 k�, while the resistance of the BTA layer was 0.836 k�. Twoonstant phase elements were used in the circuit model and weressigned to the BTA layer and the coating itself. After 60 min of dry-ng, when the film felt dry to the touch, EIS data were again takennd produced the spectrum seen in Fig. 4B. The data was fit with aingle CPE and a diffusion constant, Wdiffusion = 21.19 × 10−9 S s1/2.he film formation model in Fig. 1 shows that coalescing agentsemain within the coating after the first stage of film formationnd must diffuse out of the coating in the subsequent stages. Ourata taken 60 min after application suggest that this time pointorresponds to the second phase of water-borne film formationecause diffusion was indeed observed, as indicated by the inclu-ion of the Warburg diffusion element in the circuit model. Whilehe film felt dry to the touch after 60 min, the EIS data show thathe barrier properties of the film at that stage were relatively poor,articularly when compared to the data obtained after the film hadried for 120 min (data shown in Fig. 4C). The completely dry filmhown in Fig. 4 C had a final coating resistance equal to 170 M� andonstant phase element associated with the coating itself equal to.55 × 10−9 S s˛, which were close in value to the resistance andPE values of the solvent based coating in its dry film stage. Thequivalent circuit models supplied here are not unique to theseystems and are used in practice to describe a number of poly-ers in different stages of their lifetime, including degraded films
41], suggesting that partially formed films have similar barrierroperties and electrochemical signatures as aged or weatheredlms.
While the data are not shown here, aging studies in our lab andthers [42,43] have shown an initial increase in barrier propertiesfter films have dried for 30 days and longer, which is interpreteds continued improvement in protection by films produced fromater-borne coatings over the initial dry film obtained after 2 h ofrying. (However, with prolonged aging, the polymer chains breakown and the barrier properties of the films decrease [44–46].) Theame phenomenon, films that have dried for some weeks shown improvement in their barrier properties, has not been observedith solvent based films. Since we only observe this change upon
xtended drying in water-borne films, we attribute those latentncreases in impedance are likely due to trapped additives thatlowly diffused out of the film over a period of weeks.
.3. Water uptake in films of various thicknesses
The barrier properties as monitored by electrochemicalmpedance spectroscopy showed that the ability of the films toesist uptake of electrolyte changed during film formation andrying. After 120 min of air drying the films exhibited excellentarrier properties as measured by EIS, during which time filmsere immersed in electrolyte for approximately 20 min. To furthernderstand the relationship between barrier properties of films,oatings of varying thickness that had been allowed to air-dry for
week were immersed in water and their mass changes measuredver time. Water uptake into solvent based and water-borne filmss a function of dry film thickness (from 20 to 50 �m) is depictedn Fig. 5. In all films the largest increase in water uptake was seenuring the first day of soaking. The solvent based films of vary-
ng thickness did not exhibit significant variation in the amount ofater absorbed as a function of thickness, but did absorb approxi-ately 5% of their dry mass after a couple of days of immersion in
ater and did not appreciably absorb more water for the remainderFig. 5A).In Fig. 5B, we observed that the water-borne films absorbed
ore water than the solvent based films of the same thickness
soak.
did. The thicker films from water-borne coatings absorbed morewater than thinner films did and the thickest of water-borne filmsdid not saturate after 9 days of immersion (taking into account theerror of the measurement). In both films, two distinct phases ofwater sorption occurred: approximately half of the total relativemass increase occurred in the first 24 h and the rest over the fol-lowing 8 days. The average of the slope over the first 24 h for thewater-borne coating was 8.50% mass increase per day, while thatfor the solvent based was 3.69% per day. After the first 24 h, the rateof water uptake decreased, which was reflected in flatter slopes:0.629% mass increase per day for the last 8 days of the water-bornecoating and 0.287% mass increase per day for the solvent based.Since water can ingress into the film through multiple pathways, afew explanations have been previously proposed for similar uptakerates as seen in our results [47,48]. For example, Cao-Paz et al.argued that the initial uptake in their films under study (11 �mfilms of an organic coating for automotive applications) occurredrapidly (with ∼ 50% total water mass uptake over the course of 1 h)and that initial uptake was due to filling pores and voids at the sur-face [47]. They further observed that the remaining mass uptakeoccurred more slowly (over 1 h) through saturation of pores andvoids in the bulk coating. Our observations in Fig. 5 are consistentwith that proposed mechanism: rapid initial uptake of more thanhalf the total water mass and a gradual increase in mass until thecoating was saturated. Our data are consistent with results of oth-ers [49–52] and suggest that films requiring multiple applicationsof the coating to build up the requisite thickness adsorb water moreslowly due to heterogeneous pore and/or void structures in the dif-ferent layers and a greater mass of water may be absorbed withincreasing film thickness.
In an attempt to correlate gravimetric data with physicalchanges in film structure, concurrent EIS studies were undertaken.Spectra were acquired from films produced from solvent basedand water-borne coatings, which, after drying, were immersed inelectrolyte over a period of 36 h. Because dry films exhibit theirmaximum total impedance at low frequencies (see Figs. 3B and 4C),the total impedance of the films at 0.1 Hz was recorded every6 h during immersion and that data plotted against percent masschange of films over time as shown in Fig. 6. Two sequential datasets for each film were taken (after 4 days of drying between eachset) because it is believed that water-borne films leach water sol-uble additives over time [53], as well as to distinguish whetherthe changes observed were due to uptake of water/electrolyteinto voids and defects within the film, or due to the presence of
hydrophilic components retained within the film. Similar to thetime-course gravimetric data shown in Fig. 5, the solvent basedfilm’s impedance did not change as much as the water-borne film’s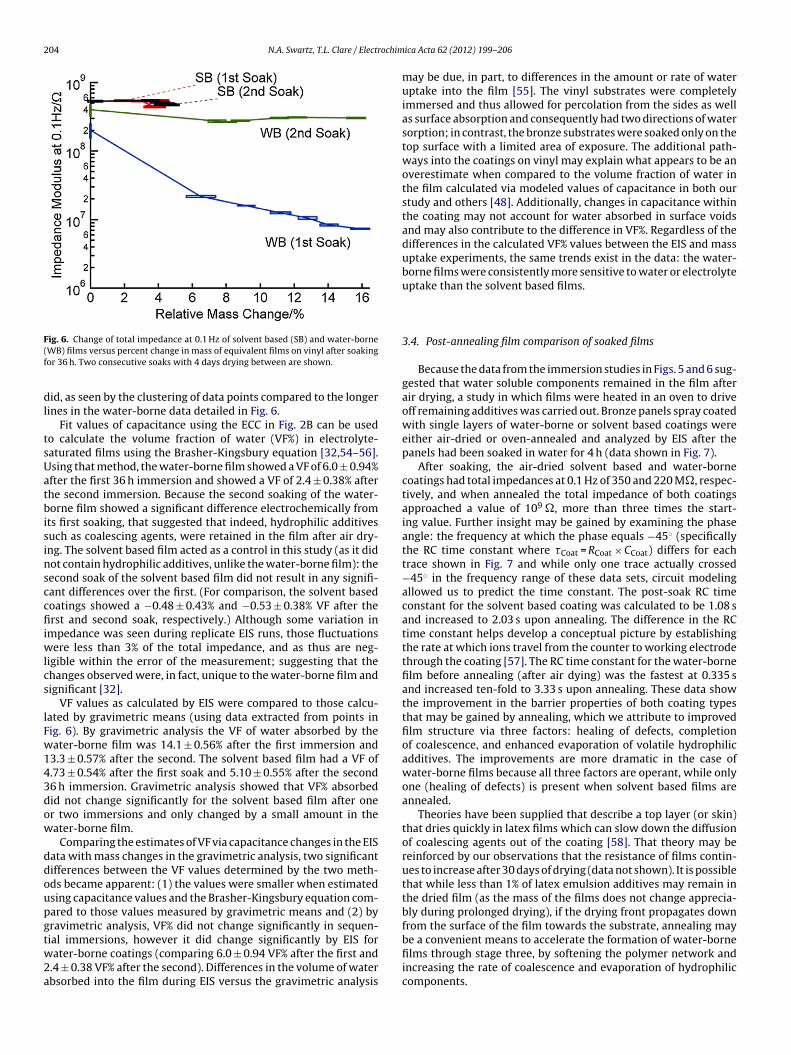
204 N.A. Swartz, T.L. Clare / Electrochim
F(f
dl
tsUatbisinsccfiiwlcs
lFw143dow
ddoupgtw2a
bly during prolonged drying), if the drying front propagates downfrom the surface of the film towards the substrate, annealing may
ig. 6. Change of total impedance at 0.1 Hz of solvent based (SB) and water-borneWB) films versus percent change in mass of equivalent films on vinyl after soakingor 36 h. Two consecutive soaks with 4 days drying between are shown.
id, as seen by the clustering of data points compared to the longerines in the water-borne data detailed in Fig. 6.
Fit values of capacitance using the ECC in Fig. 2B can be usedo calculate the volume fraction of water (VF%) in electrolyte-aturated films using the Brasher-Kingsbury equation [32,54–56].sing that method, the water-borne film showed a VF of 6.0 ± 0.94%fter the first 36 h immersion and showed a VF of 2.4 ± 0.38% afterhe second immersion. Because the second soaking of the water-orne film showed a significant difference electrochemically from
ts first soaking, that suggested that indeed, hydrophilic additivesuch as coalescing agents, were retained in the film after air dry-ng. The solvent based film acted as a control in this study (as it didot contain hydrophilic additives, unlike the water-borne film): theecond soak of the solvent based film did not result in any signifi-ant differences over the first. (For comparison, the solvent basedoatings showed a −0.48 ± 0.43% and −0.53 ± 0.38% VF after therst and second soak, respectively.) Although some variation in
mpedance was seen during replicate EIS runs, those fluctuationsere less than 3% of the total impedance, and as thus are neg-
igible within the error of the measurement; suggesting that thehanges observed were, in fact, unique to the water-borne film andignificant [32].
VF values as calculated by EIS were compared to those calcu-ated by gravimetric means (using data extracted from points inig. 6). By gravimetric analysis the VF of water absorbed by theater-borne film was 14.1 ± 0.56% after the first immersion and
3.3 ± 0.57% after the second. The solvent based film had a VF of.73 ± 0.54% after the first soak and 5.10 ± 0.55% after the second6 h immersion. Gravimetric analysis showed that VF% absorbedid not change significantly for the solvent based film after oner two immersions and only changed by a small amount in theater-borne film.
Comparing the estimates of VF via capacitance changes in the EISata with mass changes in the gravimetric analysis, two significantifferences between the VF values determined by the two meth-ds became apparent: (1) the values were smaller when estimatedsing capacitance values and the Brasher-Kingsbury equation com-ared to those values measured by gravimetric means and (2) byravimetric analysis, VF% did not change significantly in sequen-
ial immersions, however it did change significantly by EIS forater-borne coatings (comparing 6.0 ± 0.94 VF% after the first and.4 ± 0.38 VF% after the second). Differences in the volume of waterbsorbed into the film during EIS versus the gravimetric analysis
ica Acta 62 (2012) 199– 206
may be due, in part, to differences in the amount or rate of wateruptake into the film [55]. The vinyl substrates were completelyimmersed and thus allowed for percolation from the sides as wellas surface absorption and consequently had two directions of watersorption; in contrast, the bronze substrates were soaked only on thetop surface with a limited area of exposure. The additional path-ways into the coatings on vinyl may explain what appears to be anoverestimate when compared to the volume fraction of water inthe film calculated via modeled values of capacitance in both ourstudy and others [48]. Additionally, changes in capacitance withinthe coating may not account for water absorbed in surface voidsand may also contribute to the difference in VF%. Regardless of thedifferences in the calculated VF% values between the EIS and massuptake experiments, the same trends exist in the data: the water-borne films were consistently more sensitive to water or electrolyteuptake than the solvent based films.
3.4. Post-annealing film comparison of soaked films
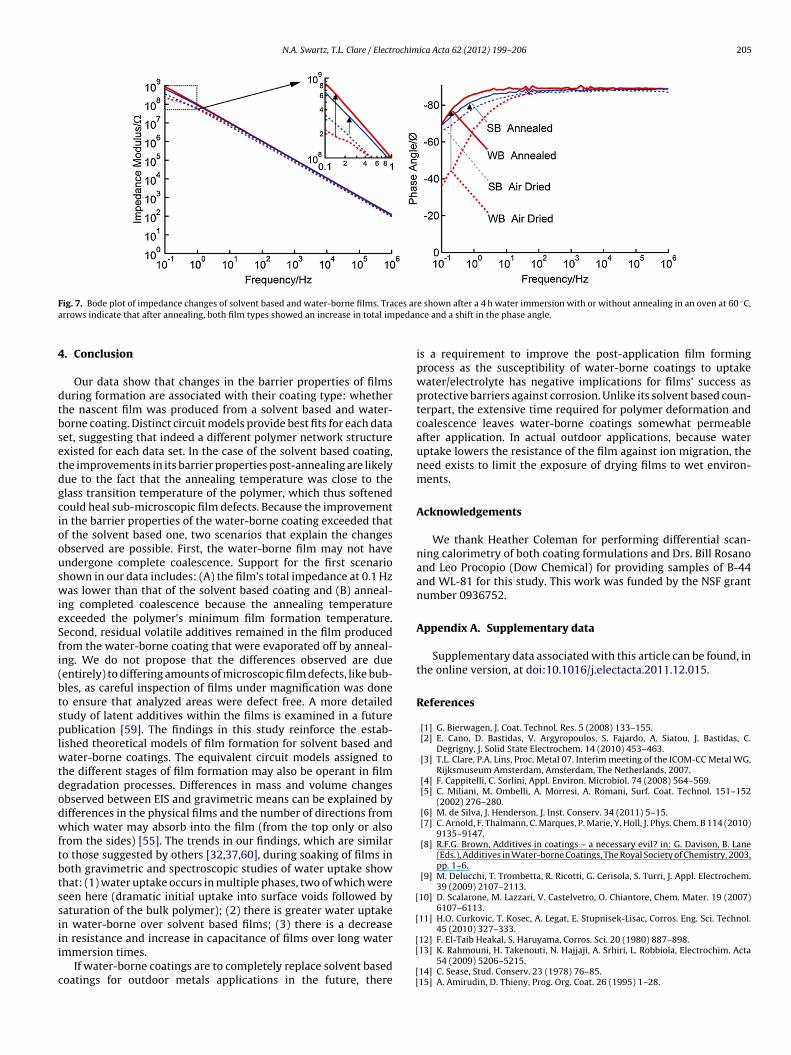
Because the data from the immersion studies in Figs. 5 and 6 sug-gested that water soluble components remained in the film afterair drying, a study in which films were heated in an oven to driveoff remaining additives was carried out. Bronze panels spray coatedwith single layers of water-borne or solvent based coatings wereeither air-dried or oven-annealed and analyzed by EIS after thepanels had been soaked in water for 4 h (data shown in Fig. 7).
After soaking, the air-dried solvent based and water-bornecoatings had total impedances at 0.1 Hz of 350 and 220 M�, respec-tively, and when annealed the total impedance of both coatingsapproached a value of 109 �, more than three times the start-ing value. Further insight may be gained by examining the phaseangle: the frequency at which the phase equals −45◦ (specificallythe RC time constant where �Coat = RCoat × CCoat) differs for eachtrace shown in Fig. 7 and while only one trace actually crossed−45◦ in the frequency range of these data sets, circuit modelingallowed us to predict the time constant. The post-soak RC timeconstant for the solvent based coating was calculated to be 1.08 sand increased to 2.03 s upon annealing. The difference in the RCtime constant helps develop a conceptual picture by establishingthe rate at which ions travel from the counter to working electrodethrough the coating [57]. The RC time constant for the water-bornefilm before annealing (after air dying) was the fastest at 0.335 sand increased ten-fold to 3.33 s upon annealing. These data showthe improvement in the barrier properties of both coating typesthat may be gained by annealing, which we attribute to improvedfilm structure via three factors: healing of defects, completionof coalescence, and enhanced evaporation of volatile hydrophilicadditives. The improvements are more dramatic in the case ofwater-borne films because all three factors are operant, while onlyone (healing of defects) is present when solvent based films areannealed.
Theories have been supplied that describe a top layer (or skin)that dries quickly in latex films which can slow down the diffusionof coalescing agents out of the coating [58]. That theory may bereinforced by our observations that the resistance of films contin-ues to increase after 30 days of drying (data not shown). It is possiblethat while less than 1% of latex emulsion additives may remain inthe dried film (as the mass of the films does not change apprecia-
be a convenient means to accelerate the formation of water-bornefilms through stage three, by softening the polymer network andincreasing the rate of coalescence and evaporation of hydrophiliccomponents.
N.A. Swartz, T.L. Clare / Electrochimica Acta 62 (2012) 199– 206 205
F ces ara pedan
4
dtbsetdgcioouswieSfi(btsplwtdodwftbtssiii
c
[
[
ig. 7. Bode plot of impedance changes of solvent based and water-borne films. Trarrows indicate that after annealing, both film types showed an increase in total im
. Conclusion
Our data show that changes in the barrier properties of filmsuring formation are associated with their coating type: whetherhe nascent film was produced from a solvent based and water-orne coating. Distinct circuit models provide best fits for each dataet, suggesting that indeed a different polymer network structurexisted for each data set. In the case of the solvent based coating,he improvements in its barrier properties post-annealing are likelyue to the fact that the annealing temperature was close to thelass transition temperature of the polymer, which thus softenedould heal sub-microscopic film defects. Because the improvementn the barrier properties of the water-borne coating exceeded thatf the solvent based one, two scenarios that explain the changesbserved are possible. First, the water-borne film may not havendergone complete coalescence. Support for the first scenariohown in our data includes: (A) the film’s total impedance at 0.1 Hzas lower than that of the solvent based coating and (B) anneal-
ng completed coalescence because the annealing temperaturexceeded the polymer’s minimum film formation temperature.econd, residual volatile additives remained in the film producedrom the water-borne coating that were evaporated off by anneal-ng. We do not propose that the differences observed are dueentirely) to differing amounts of microscopic film defects, like bub-les, as careful inspection of films under magnification was doneo ensure that analyzed areas were defect free. A more detailedtudy of latent additives within the films is examined in a futureublication [59]. The findings in this study reinforce the estab-
ished theoretical models of film formation for solvent based andater-borne coatings. The equivalent circuit models assigned to
he different stages of film formation may also be operant in filmegradation processes. Differences in mass and volume changesbserved between EIS and gravimetric means can be explained byifferences in the physical films and the number of directions fromhich water may absorb into the film (from the top only or also
rom the sides) [55]. The trends in our findings, which are similaro those suggested by others [32,37,60], during soaking of films inoth gravimetric and spectroscopic studies of water uptake showhat: (1) water uptake occurs in multiple phases, two of which wereeen here (dramatic initial uptake into surface voids followed byaturation of the bulk polymer); (2) there is greater water uptaken water-borne over solvent based films; (3) there is a decrease
n resistance and increase in capacitance of films over long watermmersion times.If water-borne coatings are to completely replace solvent basedoatings for outdoor metals applications in the future, there
[[
[[
e shown after a 4 h water immersion with or without annealing in an oven at 60 ◦C,ce and a shift in the phase angle.
is a requirement to improve the post-application film formingprocess as the susceptibility of water-borne coatings to uptakewater/electrolyte has negative implications for films’ success asprotective barriers against corrosion. Unlike its solvent based coun-terpart, the extensive time required for polymer deformation andcoalescence leaves water-borne coatings somewhat permeableafter application. In actual outdoor applications, because wateruptake lowers the resistance of the film against ion migration, theneed exists to limit the exposure of drying films to wet environ-ments.
Acknowledgements
We thank Heather Coleman for performing differential scan-ning calorimetry of both coating formulations and Drs. Bill Rosanoand Leo Procopio (Dow Chemical) for providing samples of B-44and WL-81 for this study. This work was funded by the NSF grantnumber 0936752.
Appendix A. Supplementary data
Supplementary data associated with this article can be found, inthe online version, at doi:10.1016/j.electacta.2011.12.015.
References
[1] G. Bierwagen, J. Coat. Technol. Res. 5 (2008) 133–155.[2] E. Cano, D. Bastidas, V. Argyropoulos, S. Fajardo, A. Siatou, J. Bastidas, C.
Degrigny, J. Solid State Electrochem. 14 (2010) 453–463.[3] T.L. Clare, P.A. Lins, Proc. Metal 07. Interim meeting of the ICOM-CC Metal WG,
Rijksmuseum Amsterdam, Amsterdam, The Netherlands, 2007.[4] F. Cappitelli, C. Sorlini, Appl. Environ. Microbiol. 74 (2008) 564–569.[5] C. Miliani, M. Ombelli, A. Morresi, A. Romani, Surf. Coat. Technol. 151–152
(2002) 276–280.[6] M. de Silva, J. Henderson, J. Inst. Conserv. 34 (2011) 5–15.[7] C. Arnold, F. Thalmann, C. Marques, P. Marie, Y. Holl, J. Phys. Chem. B 114 (2010)
9135–9147.[8] R.F.G. Brown, Additives in coatings – a necessary evil? in: G. Davison, B. Lane
(Eds.), Additives in Water-borne Coatings, The Royal Society of Chemistry, 2003,pp. 1–6.
[9] M. Delucchi, T. Trombetta, R. Ricotti, G. Cerisola, S. Turri, J. Appl. Electrochem.39 (2009) 2107–2113.
10] D. Scalarone, M. Lazzari, V. Castelvetro, O. Chiantore, Chem. Mater. 19 (2007)6107–6113.
11] H.O. Curkovic, T. Kosec, A. Legat, E. Stupnisek-Lisac, Corros. Eng. Sci. Technol.45 (2010) 327–333.
12] F. El-Taib Heakal, S. Haruyama, Corros. Sci. 20 (1980) 887–898.13] K. Rahmouni, H. Takenouti, N. Hajjaji, A. Srhiri, L. Robbiola, Electrochim. Acta
54 (2009) 5206–5215.14] C. Sease, Stud. Conserv. 23 (1978) 76–85.15] A. Amirudin, D. Thieny, Prog. Org. Coat. 26 (1995) 1–28.
2 ochim
[
[
[
[[[
[[
[[[
[[
[[[[
[[
[
[[
[[[[[[[
[[
[
[
[
[[[
[
[[[[
1339–1348.
06 N.A. Swartz, T.L. Clare / Electr
16] E. Cano, D. Lafuente, D.M. Bastidas, J. Solid State Electrochem. 14 (2010)381–391.
17] L.A. Ellingson, T.J. Shedlosky, G.P. Bierwagen, E.R. d. l. Rie, L.B. Brostoff, Stud.Conserv. 49 (2004) 53–62.
18] P.A. Steward, J. Hearn, M.C. Wilkinson, Adv. Colloid Interface Sci. 86 (2000)195–267.
19] C. Le Pen, C. Lacabanne, N. Pébère, Prog. Org. Coat. 46 (2003) 77–83.20] A.F. Routh, W.B. Russel, Langmuir 15 (1999) 7762–7773.21] J.W. Vanderhoff, E.B. Bradford, W.K. Carrington, J. Polym. Sci. C: Polym. Symp.
41 (1973) 155–174.22] J.W. Vanderhoff, Br. Polym. J. 2 (1970) 161–173.23] J. Bieleman, J. Hajas, K. Dören, Flow-levelling and coalescing agents, in: Addi-
tives for Coatings, Wiley-VCH Verlag GmbH, 2007, pp. 163–200.24] G.L. Brown, J. Polym. Sci. 22 (1956) 423–434.25] F. Dobler, Y. Holl, Trends Polym. Sci. 4 (1996) 145–151.26] J.L. Keddie, A.F. Routh, Molecular diffusion across particle boundaries, in: Fun-
damentals of Latex Film Formation, Springer, Netherlands, 2010, pp. 151–183.27] O.L. Wheeler, H.L. Jaffe, N. Wellman, Off. Digest 26 (1954) 1239.28] F. Dobler, Y. Holl, Mechanisms of particle deformation during latex film for-
mation Film Formation in Waterborne Coatings, vol. 648, American ChemicalSociety, 1996, pp. 22–43.
29] D.P. Sheetz, J. Appl. Polym. Sci. 9 (1965) 3759–3773.30] L.N. Butler, C.M. Fellows, R.G. Gilbert, Prog. Org. Coat. 53 (2005) 112–118.31] G.D. Shay, K.R. Olesen, J.L. Stallings, J. Coat Technol. 68 (1996) 51 (13).32] F. Deflorian, L. Fedrizzi, S. Rossi, P.L. Bonora, Electrochim. Acta 44 (1999)
4243–4249.33] D. Loveday, P. Peterson, B. Rodgers, JCT CoatingsTech 1 (2004) 88.34] R.d.P.B. Hernandez, I.V. Aoki, B. Tribollet, H.G. de Melo, Electrochim. Acta 56
(2011) 2801–2814.35] K. Marusic, H. Otmacic-Curkovic, S. Horvat-Kurbegovic, H. Takenouti, E.
Stupnisek-Lisac, Electrochim. Acta 54 (2009) 7106–7113.36] R.C. Bacon, J.J. Smith, F.M. Rugg, Ind. Eng. Chem. 40 (1948) 161–167.37] C. Le Pen, J. Vereecken, J. Appl. Electrochem. 35 (2005) 1303–1309.
[[[
ica Acta 62 (2012) 199– 206
38] V. Freger, Electrochem. Commun. 7 (2005) 957–961.39] R.N. Vyas, K. Li, B. Wang, J. Phys. Chem. B 114 (2010) 15818–15824.40] K. Jüttner, Electrochim. Acta 35 (1990) 1501–1508.41] J.N. Murray, Prog. Org. Coat. 31 (1997) 375–391.42] E. Fekete, B. Lengyel, Prog. Org. Coat. 54 (2005) 211–215.43] L.J. Procopio, G.R. Larson, W.J. Rosano, JCT CoatingsTech 4 (2007) 50–59.44] N.S. Allen, C.J. Regan, W.A.E. Dunk, R. McIntyre, B. Johnson, Polym. Degrad. Stab.
58 (1997) 149–157.45] O. Chiantore, M. Lazzari, Polymer 42 (2001) 17–27.46] X. Gu, C.A. Michaels, D. Nguyen, Y.C. Jean, J.W. Martin, T. Nguyen, Appl. Surf.
Sci. 252 (2006) 5168–5181.47] A. Cao-Paz, A. Covelo, J. Farina, X.R. Novoa, C. Perez, L. Rodriguez-Pardo, Prog.
Org. Coat. 69 (2010) 150–157.48] B.R. Hinderliter, S.G. Croll, D.E. Tallman, Q. Su, G.P. Bierwagen, Electrochim. Acta
51 (2006) 4505–4515.49] D.K. Yang, W.J. Koros, H.B. Hopfenberg, V.T. Stannett, J. Appl. Polym. Sci. 31
(1986) 1619–1629.50] H. Han, C.C. Gryte, M. Ree, Polymer 36 (1995) 1663–1672.51] E. Sacher, J.R. Susko, J. Appl. Polym. Sci. 23 (1979) 2355–2364.52] G.D. Cheever, T. Malinski, P.-A.P. Ngo, R.A. Ottaviani, J. Coat. Technol. 65 (1993)
29.53] M. Del Grosso Destreri, J.r. Vogelsang, L. Fedrizzi, F. Deflorian, Prog. Org. Coat.
37 (1999) 69–81.54] D.M. Brasher, A.H. Kingsbury, J. Appl. Chem. 4 (1954) 62–72.55] A.S.L. Castela, A.M. Simões, M.G.S. Ferreira, Prog. Org. Coat. 38 (2000) 1–7.56] R. Vlasak, I. Klueppel, G. Grundmeier, Electrochim. Acta 52 (2007) 8075–8080.57] O.A. Strafford, B.R. Hinderliter, S.G. Croll, Electrochim. Acta 52 (2006)
58] S. Kiil, Prog. Org. Coat. 57 (2006) 236–250.59] N.A. Swartz, K.A. Wood, T.L. Clare, submitted for publication.60] C. Pérez, A. Collazo, M. Izquierdo, P. Merino, X.R. Nóvoa, Prog. Org. Coat. 37
(1999) 169–177.
Related Documents











