1 ULTRASSOM EM SOLDA A PONTO

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

1
ULTRASSOM
EM SOLDA A PONTO

2
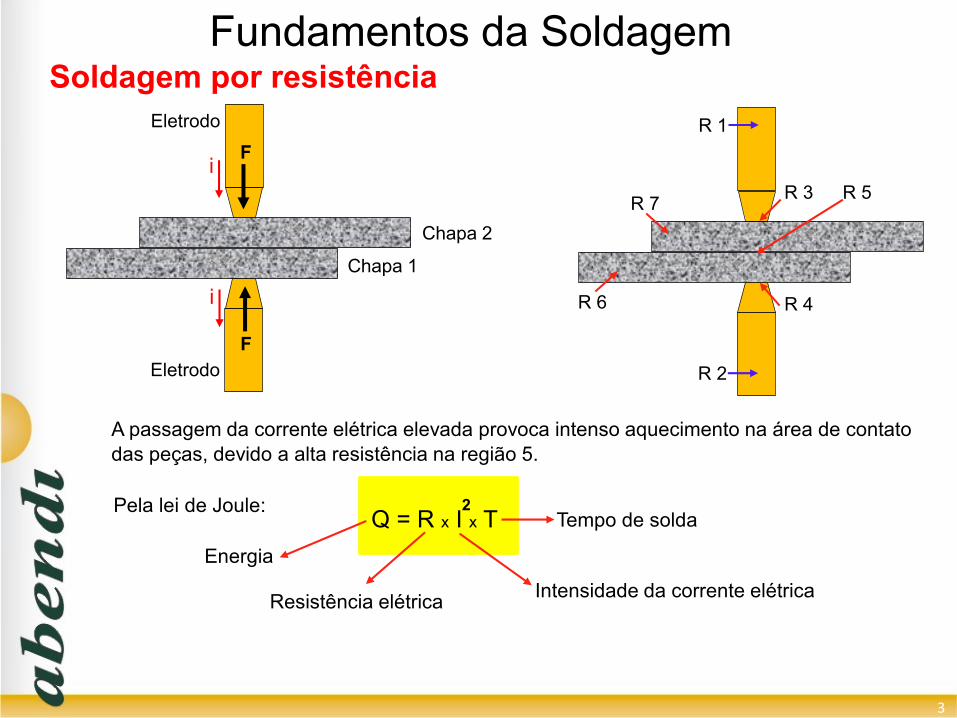
Fundamentos da Soldagem
Soldagem por resistência
Definição:
É um processo de pressão, produzido a partir da superfície de contato entre duas chapas
distintas, por meio do calor gerado por efeito Joule durante a circulação da corrente elétrica
na resistência de junção.
Características do processo:
Alta velocidade de execução
Flexibilidade
Elevada capacidade de automação
3
Fundamentos da SoldagemSoldagem por resistência
F
F
i
i
Chapa 2
Chapa 1
Eletrodo
Eletrodo
R 1
R 3
R 4
R 5
R 6
R 7
R 2
A passagem da corrente elétrica elevada provoca intenso aquecimento na área de contato
das peças, devido a alta resistência na região 5.
Pela lei de Joule:Q = R x I x T
2
Energia
Resistência elétricaIntensidade da corrente elétrica
Tempo de solda

4
Fundamentos da Soldagem
Solda por resistência a ponto

5
Fundamentos da Soldagem
Solda por resistência a ponto

6
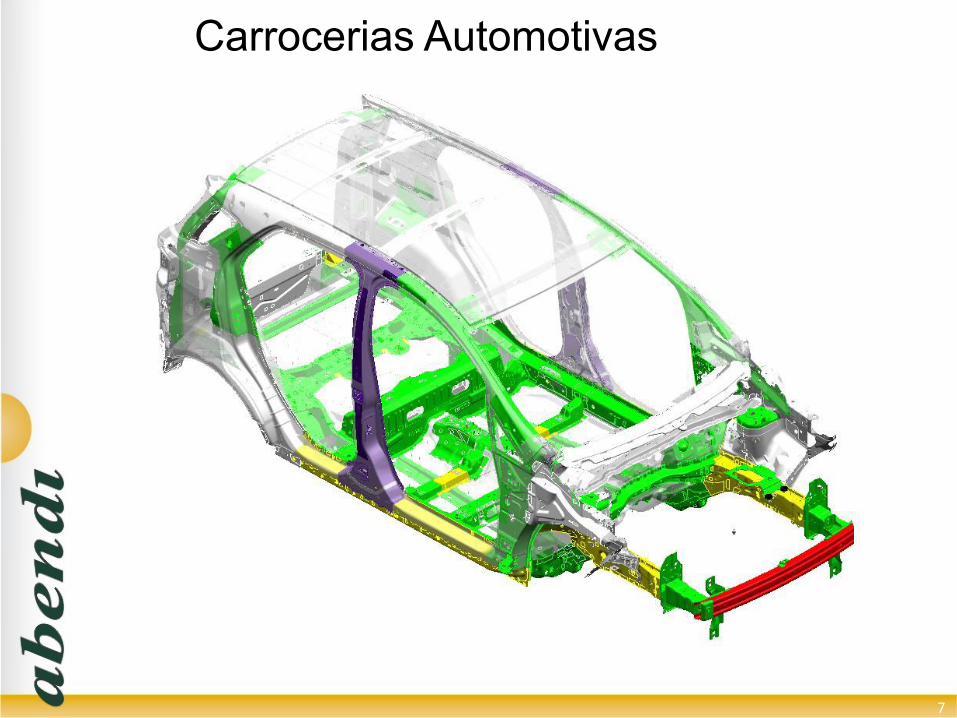
Carrocerias Automotivas
7
Carrocerias Automotivas

8
Spot Welds
4000 ~ 7000
Mig
Welds
~5.0 m
Carrocerias Automotivas
Adhesive
~ 90.0 m

9
Segurança

10
Ensaios Destrutivos Aplicáveis
Ensaio de destacamento por martelo ou talhadeira
Fratura ao redor do ponto de solda formado, e posterior medição através de um paquímetro.

11
Ensaios Destrutivos Aplicáveis
Ensaio de destacamento por martelo ou talhadeira
Vantagens:
Facilidade de execução
Baixo custo
Utilização em chão de fabrica
Desvantagens:
Risco de acidente para o operador
Método subjetivo

12
Ensaios Destrutivos Aplicáveis Ensaio de tração
Fornece dados quantitativos das características mecânicas dos materiais.
Vantagem: Registro dos valores de resistência dos pontos de solda ao cisalhamento.
Desvantagem: Tempo e excessivo e alto custo para serviços rotineiros

13
Ensaios Destrutivos Aplicáveis
Ensaio metalográfico
Consiste na verificação a olho nú, ou com uma ampliação de até 1000 vezes a seção transversal
do ponto de solda, devidamente lixado e polido.
Objetivo:
Verificar a homogeneidade ou heterogeneidade do produto e constatar a presença de descontinuidades,
podendo ser mensurado também o diâmetro e a altura do ponto de solda.

14
Ensaios Destrutivos Aplicáveis
Ensaio metalográfico
Preciso na detecção de descontinuidades e usualmente aplicado na fase de validação
dos parâmetros de soldagem, e periodicamente para ajustar os parâmetros do ensaio
por ultrassom.

15
Método de Ensaio Por Ultrassom
Aplicações Medicina
Agropecuária
Limpeza
Soldagem

16
Método de Ensaio Por Ultrassom
Aplicações
Forjados
Laminados
17
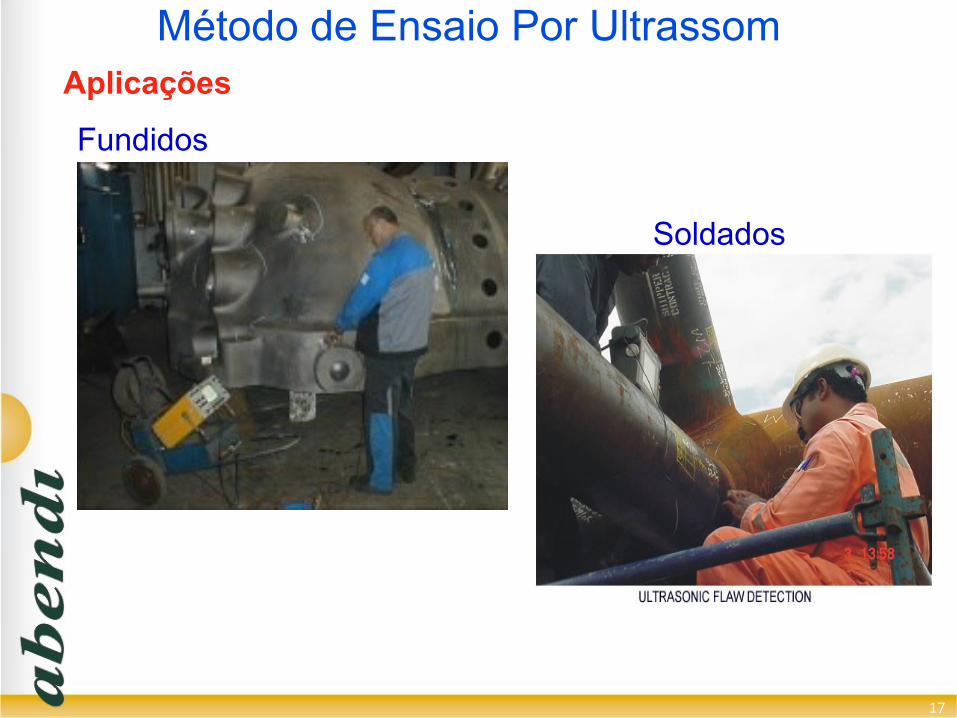
Método de Ensaio Por Ultrassom
Aplicações
Soldados
Fundidos

18
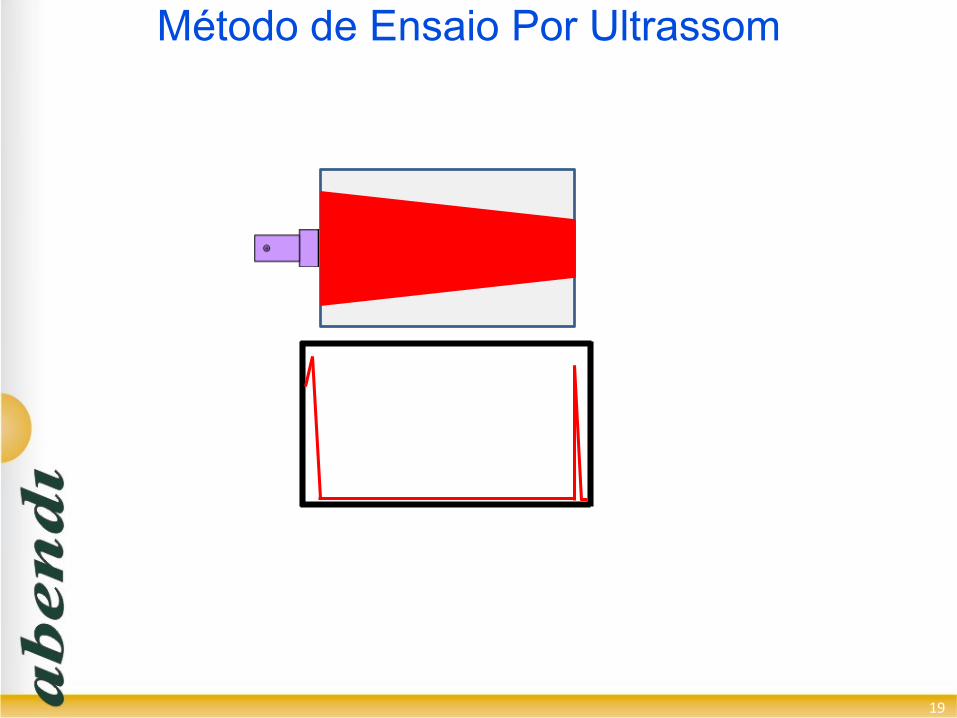
Método de Ensaio Por Ultrassom
APARELHO DE ULTRASSOM
MARCADOR DE TEMPO
19
Método de Ensaio Por Ultrassom

20
Método de Ensaio Por Ultrassom
INFRASSOM SOM AUDIVEL ULTRASSOM
20 Hz 20 kHz
Campo ultrassônico material: 50 kHz até 125 MHz (atual)
ESPECTRO DE FREQUÊNCIA SONORA
21
Método de Ensaio Por Ultrassom
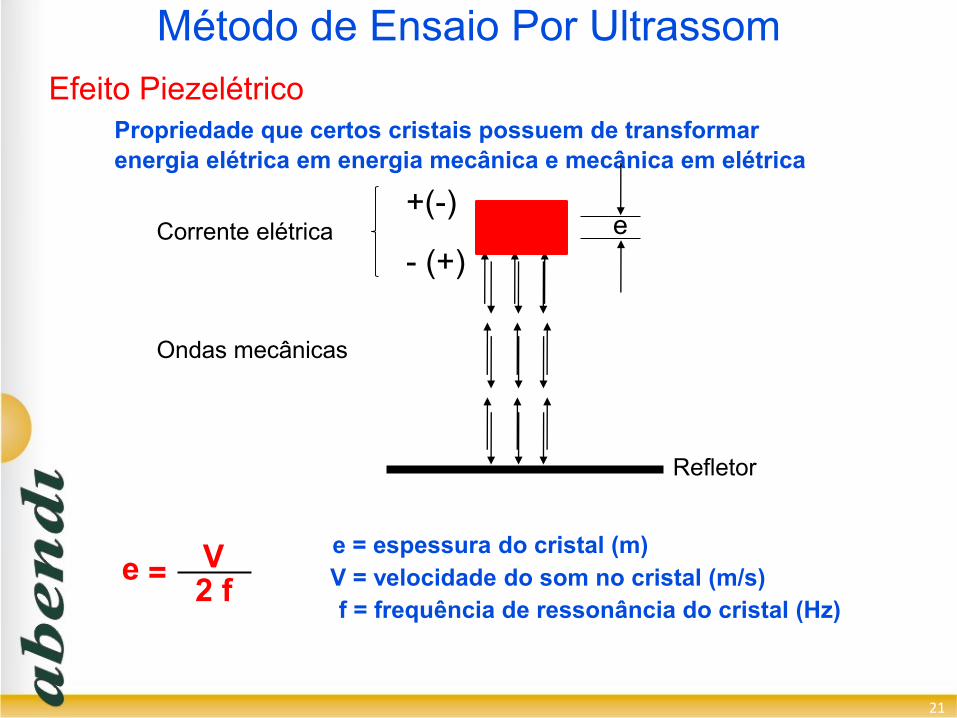
Efeito Piezelétrico
Propriedade que certos cristais possuem de transformar
energia elétrica em energia mecânica e mecânica em elétrica
+(-)
- (+)
eCorrente elétrica
Ondas mecânicas
Refletor
e =V2 f
e = espessura do cristal (m)
V = velocidade do som no cristal (m/s)
f = frequência de ressonância do cristal (Hz)

22
Método de Ensaio Por Ultrassom
TÉCNICAS DE INSPEÇÃO
Técnica Pulso eco
Tempo ou distância percorrida pela onda
Am
plit
ude
PEÇA COM DESCONTINUIDADE
Eco de fundoDescontinuidade
Eco de fundo
23
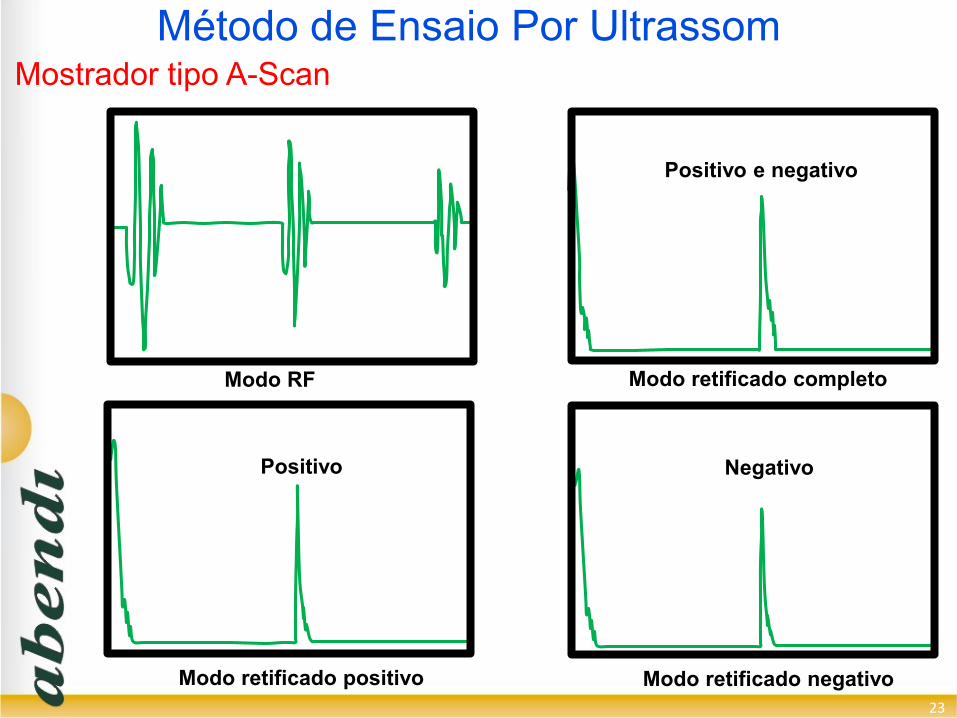
Método de Ensaio Por UltrassomMostrador tipo A-Scan
Modo RF Modo retificado completo
Positivo e negativo
Modo retificado positivo
Positivo
Modo retificado negativo
Negativo

24
Método de Ensaio Por UltrassomMostrador tipo B-Scan
Peça
Tela do aparelho
5,5 mm
Vista frontal da peça e de seus defeitos

25
Método de Ensaio Por Ultrassom
Incidência normal:
Meio I
Meio II
Interface
Reflexão
Transmissão

26
Método de Ensaio Por Ultrassom
Atenuação
Curva de atenuação
peça
20 logdB =A
A0A = A0 X 10
(dB/20)

27
Método de Ensaio Por UltrassomCabeçote para controle de solda a ponto
carcaça conector
amortecedorcristal
reservatório de água
membrana
N

28
Método de Ensaio Por UltrassomCabeçote para controle de solda a ponto
Preparação do cabeçote
Insira a membrana
Complete com água
Rosqueie a carcaça
Verifique a existência de bolha de ar
Após uso, esvazie o transdutor

29
Método de Ensaio Por Ultrassom
Seleção do Cabeçote
O feixe do cabeçote deve ser igual ou menor que o diâmetro do pontode solda a ser ensaiado.
D
O diâmetro da lentilha pode ser determinado pela espessura da menor
chapa.
sd = 4
d = diâmetro de lente requerido (mm)
s = espessura da chapa mais fina (mm)

30
Método de Ensaio Por Ultrassom
0 1 2 3 4 5 0 1 2 3 4 5
Ecos Múltiplos

31
Método de Ensaio Por Ultrassom
Ensaio por ultrassom na inspeção de soldas a ponto - A-scan
É baseada na detecção de ecos múltiplos do fundo de uma chapa soldada.
Ecos intermediários refletidos na interface entre as chapas identificam
pontos sem solda, colados ou com lentilha pequena.
A amplitude, posição e número de ecos refletidos permitem diferenciar
pontos bons e pontos com defeitos.
1
2
1
2
1
23
1
2
3

32
Método de Ensaio Por UltrassomCaracterização dos pontos
Ponto bom
A-scan freezeOK
VIEW A-scan
OK

33
Método de Ensaio Por Ultrassom
A-scan freeze
Caracterização dos pontosPonto queimado
VIEW A-scan
burnt
NOK

34
Método de Ensaio Por UltrassomEnsaio por ultrassom na inspeção de soldas a ponto - B-scan
Cabeçote matricial (com múltiplos cristais)
Equipamento
35
Método de Ensaio Por Ultrassom
B
A
A
B
C
C
1 2 2
1 2 3
1 2 2/3
1 3
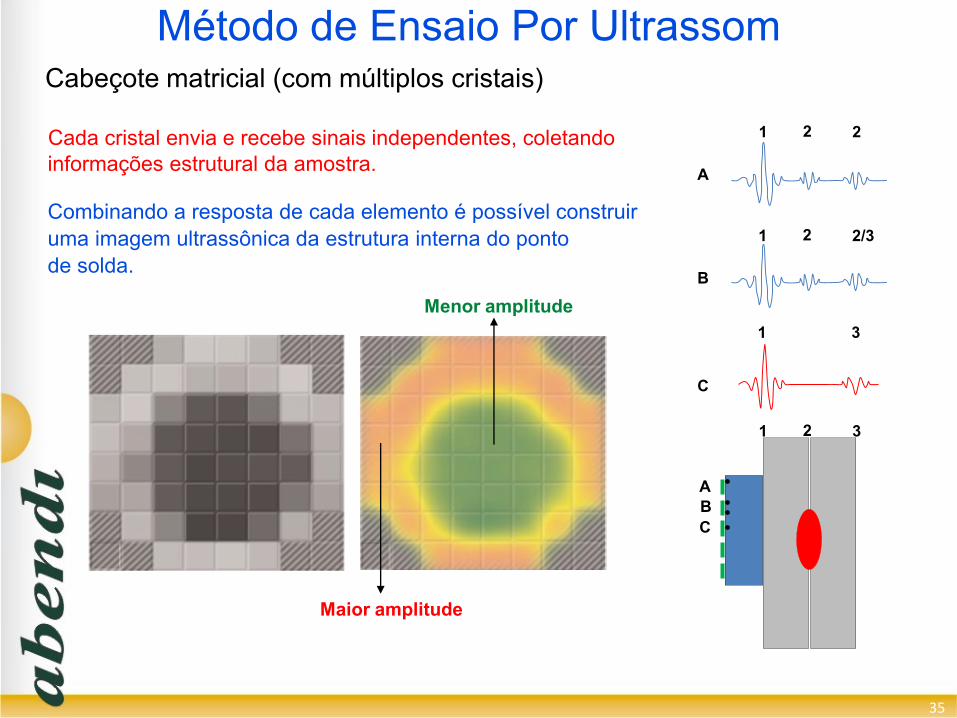
Cabeçote matricial (com múltiplos cristais)
Cada cristal envia e recebe sinais independentes, coletando
informações estrutural da amostra.
Combinando a resposta de cada elemento é possível construir
uma imagem ultrassônica da estrutura interna do ponto
de solda.
Menor amplitude
Maior amplitude

36
Método de Ensaio Por UltrassomInterpretação das imagens - B-scan
Ponto bom

37
Método de Ensaio Por UltrassomInterpretação das imagens - B-scan
Falha no ponto

38
Método de Ensaio Por UltrassomInterpretação das imagens - B-scan Ponto queimado
39
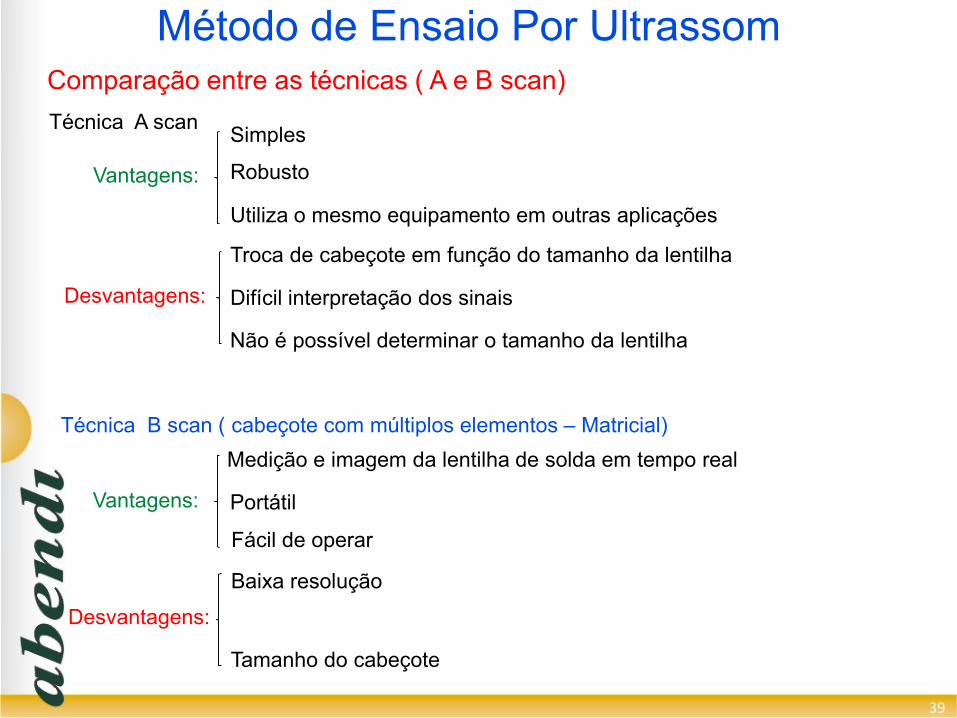
Método de Ensaio Por UltrassomComparação entre as técnicas ( A e B scan)
Técnica A scan
Vantagens:
Simples
Robusto
Utiliza o mesmo equipamento em outras aplicações
Desvantagens:
Troca de cabeçote em função do tamanho da lentilha
Difícil interpretação dos sinais
Não é possível determinar o tamanho da lentilha
Técnica B scan ( cabeçote com múltiplos elementos – Matricial)
Vantagens:
Medição e imagem da lentilha de solda em tempo real
Portátil
Fácil de operar
Desvantagens:
Baixa resolução
Tamanho do cabeçote

40
Método de Ensaio Por UltrassomEstado da Arte
Verificação da integridade da solda em tempo real

41
Método de Ensaio Por UltrassomEstado da Arte
Verificação da integridade da solda em tempo real

42
Método de Ensaio Por UltrassomVerificação da integridade da solda em tempo real

43
Método de Ensaio Por UltrassomConclusões
se aproximam muito dos exames metalográficos;
Utilizado com critério, o ensaio com ultrassom é bastante confiável, e os seus resultados
de soldagem;
Instalado nas linhas de produção, consegue prever falhas e orientar os processos
A implantação do sistema de testes por ultrassom reflete em ganhos de qualidade
e confiabilidade no processo, atendendo as exigências de responsabilidade civil
do produto.
Através da técnica do ultrassom, é possível criar uma cultura de busca a melhoria
contínua, especialmente em função de que não é necessário destruir a peça para
efetuar o controle, reduzindo-se os custos de refugo e retrabalho.
A técnica prestou um valioso auxilio na determinação dos parâmetros ideais de soldagem
e por conseguinte na elaboração das especificações de processo.
captado pelo equipamento, em especial devido à aquisição de imagem em tempo real.
A técnica de inspeção utilizando o cabeçote matricial representa hoje o estado da arte da
técnica de ultrassonografia, permite aos operadores uma melhor compreensão do sinal
Related Documents











