Ultrasonic Measurement of Weld Penetration The use of pulse-echo techniques to determine weld pool dimensions is investigated BY D. E. HARDT A ND J. M. KATZ ABSTRACT. The automatic production of high quality welded joints requires a means of measuring weld quality in real time and a feedback control strategy for regulating that quality. Penetration is a good first order indicator of weld integri ty, and most efforts at weld quality con trol have been concentrated on penetra tion. In this work, a technique for using ultrasonic pulse-echo measurements to determine weld pool dimensions is exam ined. Although current research in nonde structive evaluation indicates that size and shape of discontinuities can be inter preted from the time history of an ultra sonic reflection, the thermal gradients caused by welding cause sufficient distor tion in the ultrasound reflection to pre clude use of these techniques for initial studies. In a more straightforward approach, a geometric optics framework is developed for the estimation of ultra sonic transit times between an ultrasound transducer and a stationary, hemispheri cal weld pool in a rod. Experiments were conducted to verify these predictions by performing mea surements of ultrasonic reflections from machined hemispheres and from weld pools in long rods. The results show good agreement between the measurements performed on the cylindrical rods and the geometric optics predictions for both machined surfaces and weld pools. Introduction The automatic production of high qual ity welded joints requires the side-by-side development of techniques for position- D. F. HARDT and J. M. KATZ are with the Laboratory for Manufacturing and Productivi ty, Massa chusetts Institute of Technology, Cambridge, Massachusetts. ing the welding torch (seam tracking) and for regulating welding parameters in real time to obtain a desired level of weld quality. The work described in this paper concentrates on weld penetration as a measure of weld quality using ultrasonic pulse echo techniques to measure the penetration of a weld pool in real time. Several researchers have considered techniques for measuring weld penetra tion for feedback control. In 1976, Vro- man and Brandt (Ref. 1) used a line scan camera to measure the width of the top side of a weld. Since for a given geome try and fixed welding conditions the depth to w idth ratio of a weld remains somewhat constant, regulating the top side weld pool width regulates penetra tion. The results reported were not con clusive and indicated the need for further study of this approach. In a refinement of this technique, Richardson et al. (Ref. 2) recently reported the use of video mea surement methods to control the topside width of GTA welds. The unique aspect of this wor k is that the pool is viewed directly from above by putting the optical axis in line with the electrode. In a more direct approach, Nomura ef al . (Ref. 3) have used photodetectors placed along the back side of the weld ment to measure the back bead width of th e weld. As the weld goes from partial to full penetration, the infrared radiation from the back side of the weld goes through a step transition. In this way, photodetectors can be used to detect a full penetration weld. Garlow (Ref. 4) and Reiff (Ref. 5) have used a simple photo- transistor to measure the back side weld bead width in GTA welds with reason able accuracy. This measurement was used in a closed loop controller that quite accurately regulated the back bead width. However, back side weld bead sensing has an inherent drawback in that it is difficult or impossible to conveniently locate a sensor on the back side of the weldment for many weldment configura tions. In addition, back side sensing does not provide useful measurements when knowledge of partial penetration is desired. Hardt and Zacksenhouse (Ref. 6) dem onstrated that weld pool size could be determined by measuring the resonant frequency of a full penetration pool. The pool is modelled as a dynamic mass spring system, and they show that the natural frequency of this system is a function of the size of the weld pool. The existence of this frequency dependence on weld pool size has been verified experimentally, and the present work is attempting to show that arc voltage fre quency measurements can be used to determine the weld pool natural frequen cy. Renwick and Richardson (Ref. 7) have also observed a pool resonance in the case of a partially penetrated weld. All of the weld pool measurement techniques mentioned so far share the difficulty that they are attempting to mea sure variables that are not single valued indicators of penetration. In an attempt to provide a means of directly measuring the desired weld pool dimensions, the concept of using ultrasonic pulse echo techniques to directly measure weld pool dimensions was developed, based upon established technology for other applica tions. In this paper, the techniques avail able for ultrasonic measurement and the implications of application to in-process welding are discussed. This is follow ed by a critical experiment where the existence of reflections from a weld pool are con firmed, and some rudimentary depth measurements performed. Ultrasonic Methods for Defect Measurement Ultrasonic testing has been used effec tively as a nondestructive evaluation WELDING RESEARCH SUPPLEMENT | 273-s

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

8/10/2019 Ultrasonic Measurement of Weld Penetration
http://slidepdf.com/reader/full/ultrasonic-measurement-of-weld-penetration 1/9
Ultrasonic Measurement of Weld Penetration
The use of pulse-echo techniques to determine
weld pool dimensions is investigated
BY D. E. HARD T A ND J. M . KATZ
ABSTRACT. The automatic production of
high quality welded joints requires a
means of measuring weld quality in real
t ime and a feedback control strategy for
regulatin g that quality . Penetr ation is a
good first order indicator of weld integri
ty, and most efforts at weld quality
c o n
t ro l have been concentra ted on penetra
t ion.
In this work, a technique for using
ultrasonic pulse-echo measurements to
determine w eld poo l d imens ions is exam
ined.
Although current research in nonde
structive evaluation indicates that size
and shape of discontinuities can be inter
preted from the t ime history of an ultra
sonic reflection, the thermal gradients
caused by we lding cause suff ic ient distor
t ion in the ultrasound reflection to pre
clude use of these techniques for initial
studies. In a more straightforward
approach, a geometr ic opt ics f ram ew ork
is developed for the estimation of ultra
sonic transit t imes between an ultrasound
transducer and a stationary, hemispheri
cal weld pool in a rod.
Exper iments were conducted to ver i fy
these pred ic t ions by performing mea
surements of ultrasonic reflections from
machined hemispheres and f rom weld
pools in long rods. The results show go od
agreement between the measurements
performed on the cyl indrical rods and the
geometric optics predictions for both
machined surfaces and weld pools.
I n t roduct ion
The automat ic product io n o f h igh qual
i ty welded joints requires the side-by-side
deve lopment o f techn iques for pos i t ion-
D.
F.
HARDT and J. M. KATZ are with the
Laboratory for Manufacturing and Productivi
ty, Massa chusetts Institute of Technology,
Cambridge, Massachusetts.
ing the welding torch (seam tracking) and
for regulating welding parameters in real
t ime to ob tain a desired level of we ld
quality. The work described in this paper
concentra tes on w eld penetra t ion as a
measure of weld quality using ultrasonic
pulse echo techniques to measure the
penetration of a
weld
pool in real t ime.
Several researchers have considered
techn iques for measur ing weld penetra
t ion for feedback contro l . In 1976, Vro-
man
and Brandt (Ref. 1) used a line scan
camera to measure the width of the top
side of a w e l d . Since for a given geome
try and f ixed welding condit ions the
depth to w id th ra t io o f a we ld remains
somewhat constant, regulating the top
side weld pool width regulates penetra
t ion.
The results reported were not
c o n
clusive and indicated the need for further
study of this app roac h. In a refinem ent of
this technique, Richardson et al. (Ref. 2)
recently reported the use of v ideo mea
surement methods to contro l the tops ide
width of GTA welds. The unique aspect
of this w or k is that the poo l is v iew ed
direc tly f rom above by put t ing the opt ica l
axis in
line
wi th the e lec trode.
In
a more d i rec t approach, Nomura e f
al . (Ref. 3) have used photodetectors
placed along the back side of the w e l d
ment to measure the back bead width of
th e w e l d . As the weld goes from partia l
to ful l penetration, the infrared radiation
from the back side of the weld goes
through a step transit ion. In this way,
photodetec tors can be used to detec t a
ful l penetration w e l d . Garlow (Ref. 4) and
Reiff (Ref. 5) have used a simple photo-
transistor to measure the back side weld
bead wid th in GTA welds wi th reason
able accuracy. This measurement was
used in a c losed loop control ler that qu ite
accurately regulated the back bead
w id th .
However, back s ide weld bead
sensing has an inherent drawback in that
it is difficult or imp ossible to c onv enie ntly
locate a sensor on the back side of the
weldment fo r many weldment conf igura
tions. In addition, back side sensing does
not prov ide usefu l measurements when
knowledge of partia l penetration is
desired.
Hardt and Zacksenhouse (Ref. 6) dem
onstrated that weld pool s ize could be
determined by measuring the resonant
f requency o f a fu ll penetra t ion poo l . The
pool is modelled as a dynamic mass
spring system, and they show that the
natural frequen cy of this system is a
function of the size of the weld
poo l .
The
existence of this frequency dependence
on weld pool s ize has been verif ied
experimentally, and the present work is
a t tempt ing to show that arc vo l tage
f re
quency measurements can be used to
determine the weld
pool
natura l f requen
cy. Renwick and Richardson (Ref. 7) have
also observed a pool resonance in the
case of a partia l ly penetrated
we ld .
Al l o f the weld poo l measurement
techniques mentioned so far share the
diff iculty that they are attempting to mea
sure variables that are not single valued
indicators of penetration. In an attempt to
provide a means of directly measuring
the desired weld pool dimensions, the
concept of using ultrasonic pulse echo
techniques to directly measure weld pool
d imens ions was deve loped, based upon
established technology for other applica
tions. In this paper, the techniques avail
able for ultrasonic measurement and the
implications of application to in-process
weld ing are discussed. This is fol low ed by
a crit ical experiment where the existence
of re f lec t ions f rom a weld poo l are con
f i rmed ,
and some rud imentary depth
measurements performed.
Ul t rasonic Methods for Defect
M e a s u r e m e n t
Ultrasonic testing has been used effec
t ively as a nondestructive evaluation
W EL DIN G RESEARCH SUPPLEMENT | 273-s
8/10/2019 Ultrasonic Measurement of Weld Penetration
http://slidepdf.com/reader/full/ultrasonic-measurement-of-weld-penetration 2/9
c y l i n d r i c a l
d i s c o n t i n u i t y -
ul t rasound
t r ans duc e
i . s a -
o.om—
e.ae—
• * . » • —
'•—
©
I
n
- i n i t i a l
p u l s e
¥
Mi .
I
nder
| j
1 1
bock
wall
\
i —
l i
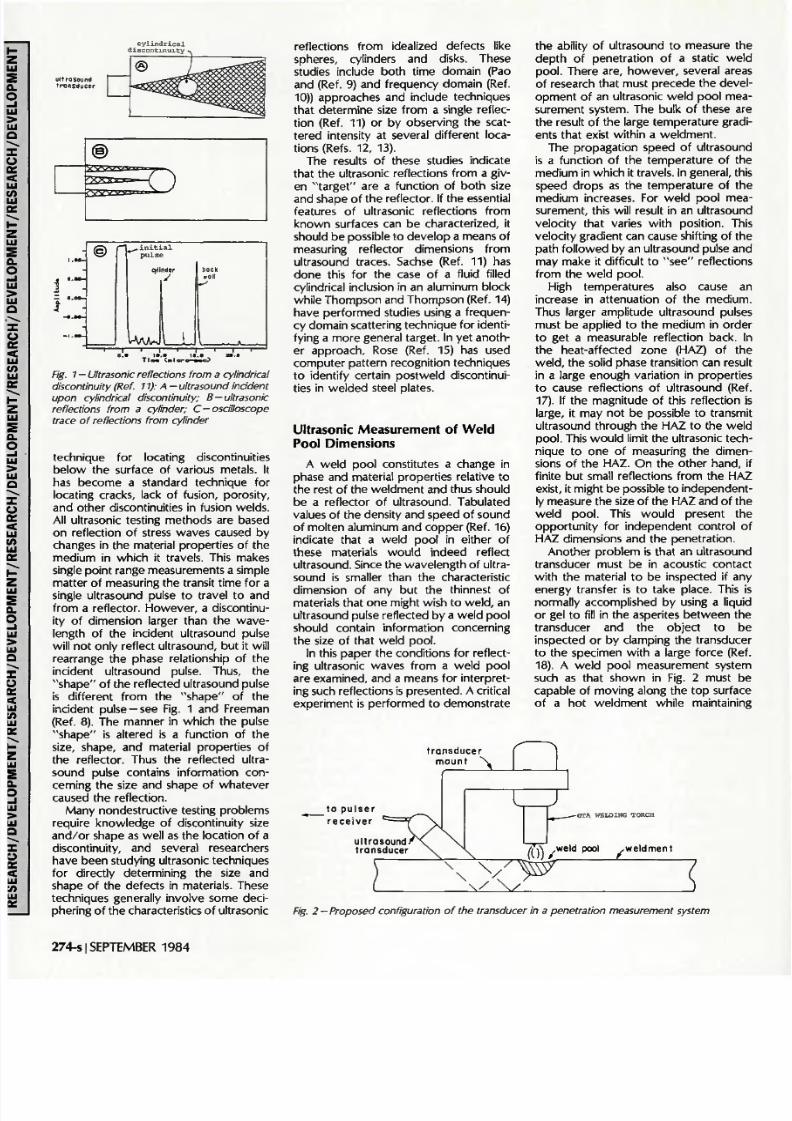
Fig. 1
—
Ultrasonic reflections from a cylindrical
discontinuity (Ref. 71): A — ultrasound incident
upon cylindrical discontinuity; B —ultrasonic
reflections from a cylinder; C - oscilloscope
trace of reflections from cylinder
t e c h n i q u e f o r l o c a t i n g d i s c o n t i n u i t i e s
below the surface of various metals. It
has become a standard technique for
locating cracks, lack of fusion, porosity,
and other discontinuit ies in fusion welds.
All
ultrasonic testing methods are based
on reflection of stress waves caused by
changes in the material properties of the
medium in which it travels. This makes
single point range measuremen ts a s imple
matter of measuring the transit t ime for a
single ultrasound pulse to travel to and
from a re f lec tor . However, a d iscont inu
ity of dimension larger than the wave
length of the incident ultrasound pulse
wil l not only reflect ultrasound, but i t wil l
rearrange the phase relationship of the
incident ultrasound pulse. Thus, the
sh ap e of the reflecte d ultrasound pulse
is d i f fe rent f ro m the sha pe o f the
incident pulse —see Fig. 1 and Freeman
(Ref. 8) . The manner in which the pulse
sh ap e is altered is a func tion of the
size,
shape, and material properties of
the reflector. Thus the reflected ultra
sound pulse contains information c o n
cerning the size and shape of whatever
caused the reflection.
Many nondestructive testing problems
require knowledge of discontinuity s ize
and/or shape as well as the location of a
discontinuity, and several researchers
have been studying ultrasonic techniques
for directly determining the size and
shape of the defects in materials. These
techniques generally involve some
deci
phering of the characteristics of ultrasonic
reflections from idealized defects l ike
spheres, cylinders and disks. These
studies include both t ime domain (Pao
and (Ref. 9) and frequency domain (Ref.
10)) approaches and include techniques
that determine size from a single reflec
tion (Ref. 11) or by observing the scat
tered intensity at several different loca
tions (Refs. 12, 13).
The results of these studies indicate
that the ultrasonic reflections from a giv
en tar get are a func t ion o f bot h size
and shape of the reflector. If the essential
features of ultrasonic reflections from
known surfaces can be characterized, i t
should be possible to develop a means of
measuring reflector dimensions from
ultrasound traces. Sachse (Ref.
11)
has
done this for the case of a fluid filled
cylindrical inclusion in an aluminum block
while Thompson and Thompson (Ref. 14)
have perf orm ed s tud ies us ing a f requen
cy domain scattering technique for identi
fy ing a more general target. In yet anoth
er approach, Rose (Ref. 15) has used
computer pat tern recogn i t ion techn iques
to identify certain postweld discontinui
ties in welded steel plates.
U l t ra s o n ic M e a s u r e m e n t o f W e l d
Poo l D imens ions
A weld pool constitutes a change in
phase and material properties relative to
the rest of the weldment and thus should
be a reflector of ultrasound. Tabulated
values of the density and speed of sound
of molten aluminum and copper (Ref. 16)
indicate that a weld pool in either of
these materials would indeed reflect
ultrasound. Since the wa velen gth of ultra
sound is smaller than the characteristic
dimension of any but the thinnest of
materials that one might wish to w e l d , an
ultrasound pulse reflected by a weld pool
should contain information concerning
the size of that weld
pool .
In this paper the condit ions for reflect
ing ultrasonic waves from a weld pool
are examined, and a means for interpret
ing such reflections is presented. A critical
exper iment is perfor me d to demonstra te
t r a n s d u c e r
m o u n t X
the abil i ty of ultrasound to measure the
dep th
of
pe netra tion of a static we ld
poo l . There are, however, several areas
of research that must precede the devel
opment o f an u l t rason ic weld poo l mea
surement system. The bulk of these are
the result of the large temperature gradi
ents that exist within a weldment.
The propagat ion speed o f u l t rasound
is a func tion of the tem pera ture of the
med ium in whic h it travels. In general, this
speed drops as the temp erature o f the
medium increases. For weld pool mea
surement, this will result in an ultrasound
velocity that varies with posit ion. This
velocity gra dient can cause shift ing of the
path fol lowed by an ultrasound pulse and
may make it d iff icult to se e reflections
f rom the we ld pool .
High temperatures also cause an
increase in attenuation of the medium.
Thus larger amplitude ultrasound pulses
must be applied to the medium in order
to get a measurable reflection back. In
the heat-affected zone (HAZ) of the
w e l d ,
the solid phase transition can result
in a large enough variation in properties
to cause reflections of ultrasound (Ref.
17). If the magnitude of this reflection is
large, it may not be possible to transmit
u l t rasound through the HAZ to the weld
poo l .
This would l imit the ultrasonic
tech
nique to one of measuring the dimen
sions of the HAZ. On the other hand, i f
f in ite but small reflections from the HAZ
exist, it might be possible to indepe nden t
ly measure the size of the HA Z and of the
w e l d p o o l . This would present the
opportun i ty fo r independent contro l o f
HAZ dimensions and the penetration.
Another prob lem is that an u l t rasound
transducer must be in acoustic contact
with the material to be inspected if any
energy transfer is to take place. This is
normally accomplished by using a l iquid
or gel to fill in the asperites between the
transducer and the object to be
inspected or by clamping the transducer
to the specimen with a large force (Ref.
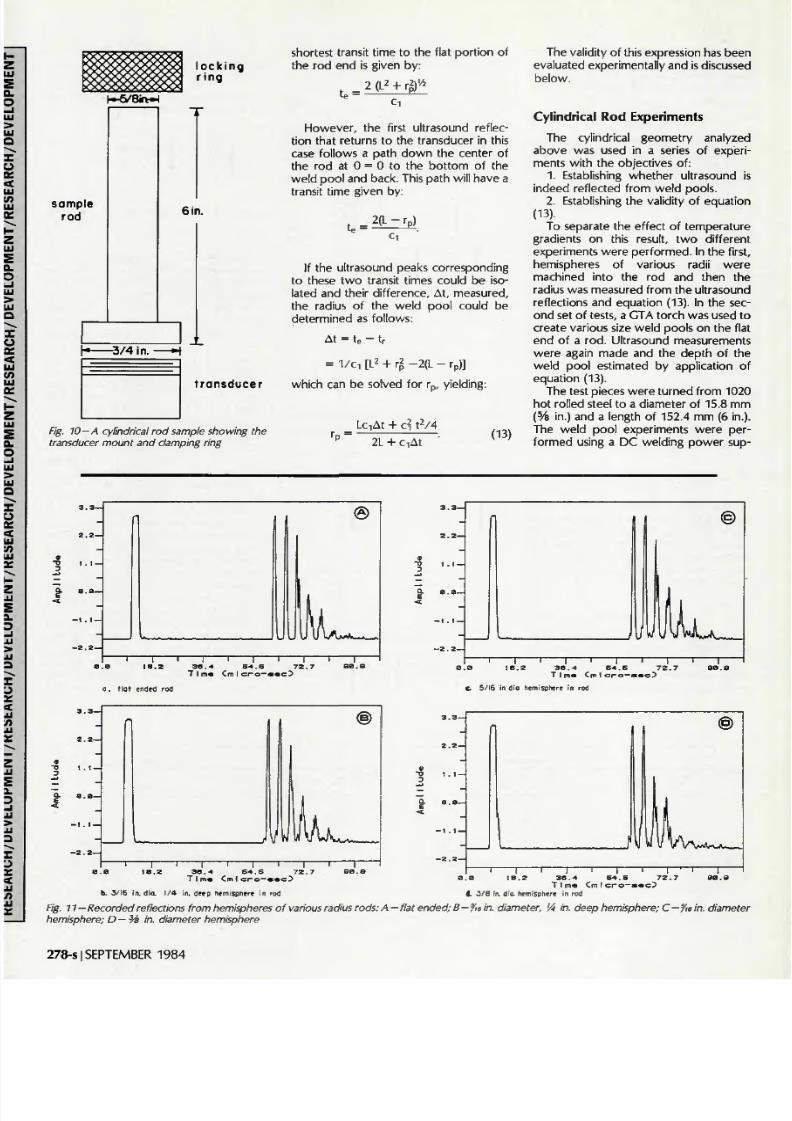
18). A weld pool measurement system
such as that shown in Fig. 2 must be
capable of moving along the top surface
of a hot weld me nt wh ile maintaining
Fig. 2 — Proposed configuration of the transducer in a penetration measurem ent system
274-s I
SEPTEMBER 19 84

8/10/2019 Ultrasonic Measurement of Weld Penetration
http://slidepdf.com/reader/full/ultrasonic-measurement-of-weld-penetration 3/9
ultrasound
transducer
G T A W E L D I N G T O R C H
heat sink \
•
^
W
mild steel sample
—
weld pool
-^-locking r ing
ult ra sound
t ransducer
to
pulser
W
Fig. 3 — Configuration for detecting ultrasonic
reflections from a weld pool
acoustic contact between the transducer
and the weldment.
Current ly , four approaches to the
problem have been considered. The f irst
technique consists of a standard contact
angle beam transducer that is lightly held
against the weldment by a spring force so
that it is still free to slide over the w e l d
ment. The second techn ique would
em ploy a comm ercial ly available wheel
shaped transducer that is f i l led with
water. The th i rd techn ique would
employ a l inear actuator to l i f t the trans
ducer off of the weldment, discretely
advance the weld torch, and then com
press the transducer back down on the
we ldm ent (Ref. 19). The four th and by far
the most e legant techn ique would be to
em ploy an electrom agnetic acoustic
transducer (EMAT), see Thompson and
Thompson (Ref. 14), as the ultrasound
source. EMAT's prov ide a non-contac t
method o f performing u l t rason ic inspec
tion that is clearly desirable for the case
of we ld poo l d imens ion measurement.
Unfortunately, state-of-the-art EMAT's
have low transduction eff ic iencies.
Fig. 4 — Transmission of ultrasound through a flat ended rod
Weld Pool Reflections in a
Cylindrical Rod
In order to measure the dimensions of
a weld pool using ultrasound, i t is neces
sary to determine how the presence of a
weld pool reflects an ultrasound pulse
and then how the dimensions of the
reflecting weld pool can be isolated from
a time trace of the ultrasound pulse. To
th is end, a s impli f ied we ldme nt geom etry
(a cyl indrical rod) combined with a ray
optics wave analysis was employed. (The
results of Schmitz (Ref. 20) are encourag
ing with regard to the uti l i ty of this
approach.)
The case of ultrasonic weld pool
dimensional measurement lends itself to
the geometric optics approach, s ince the
locat ion o f the weld poo l is known. By
physically connecting the transducer
mount ing s truc ture to the weld ing torch,
it can be guaranteed that the transducer
wil l track the weld pool at al l t imes. Using
the ray tracing techniques of geometric
optics, it is possible to reconstruct a
surface pro f i le o f the weld poo l f rom
ultrasonic t ime traces. Important
con
cepts for such a reconstruction are dis
cussed below.
Cons ider the conf igura t ion shown in
Fig. 3 where an ultrasound transducer is
clamped to the end of a cyl indrical rod. A
GTA welding torch is placed above the
rod end oppos i te to the t ransducer, and
a weld pool is established in the rod end.
In this configu ration , the ultrasound trans
ducer wil l be directly v iewing the weld
poo l as i t fo rms. Ho wev er, be fore
con
sidering the reflections of ultrasound
f r o m a w e l d
p o o l ,
it is well to look at the
ultrasonic reflections from the end of a
plain cylindrical rod of length L, and
diameter d.
In Fig. 4, an ultrasound transducer wit h
maxim um b eam angle is sho wn placed o n
the end of the rod (posit ioned such that
its center is aligned with the rod axis and
that the geometry is axial ly symmetric).
This wil l a l low th e use of a tw o dim en
sional model of the ultrasonic ray paths.
In order to simplify the discussion, it is
assumed that Lftanf/y)) is less than half the
rod diameter so that the ultrasound pulse
wi l l reach the oppos i te rod end before
the beam spreads out enough to reach
the sidewalls of the rod.
The ultrasound beam can be described
by a series of rays traveling down the
length of the rod. The rays wil l make an
angle 0 with the axis of the rod such that
9 is less than th e absolut e value o f th e
transducer beam angle. For an arbitrary
ray with angle 9, the t ime required for
ultrasound to travel from the transducer
to the opp osite ro d end is given by:
t i = L / ̂ cos(9) where c-\ is the lo ngitudi
na l wave speed.
The rod end is a bounda ry betw een a
solid and air so refraction from the rod
end will not take place. From Snell's law it
can be shown that the longitudinal pulse
is reflected at the same angle as the
incident pulse while the reflected shear
pulse has an angle given by: 9
r t
= sin
(c
t
/Ci
s in 9) where c
t
is the shear wave
speed. The radial posit ion at the rod end
is given by:
r = L tan 9
(1)
It is possible for ultrasound to return to
the transducer along several different
paths,
and Fig. 5 depicts four possible
Fig. 5 - Return paths o f reflections from a flat ended rod: A — longitudinal wave return path without sidewall reflection; B - longitudinal return path wit
sidewall reflection; C —return path with one she ar wave reflection; D —return path with multiple shear wave reflections
WELDING RESEARCH SUPPLEMENT | 275-s

8/10/2019 Ultrasonic Measurement of Weld Penetration
http://slidepdf.com/reader/full/ultrasonic-measurement-of-weld-penetration 4/9

8/10/2019 Ultrasonic Measurement of Weld Penetration
http://slidepdf.com/reader/full/ultrasonic-measurement-of-weld-penetration 5/9
I f we assume that an ultrasound ray
with angle 9 to the rod axis is incident
upon the we ld p o o l , an arbitrary point on
the ray path can be described by the
equat ion:
r = x tan 9.
(8)
The po in t o f in tersec t ion between the
ray path and the weld poo l (xi,
rj)
can be
found by solv ing equations (7a) and (8)
simultaneously with the result:
x; = L cos
2
9-L cos 9 (r
2
/L - s i n
2
0)
and,
Vi
n
= 0.5L sin 29
-FL
sin 9
( r
2
/L
2
- s i n
2
9 ) '
/2
9)
The angle of incidence of the incoming
ultrasound ray is a function of 9, and the
tangent angle of the
weld
pool surface
(Fig.
7) and is given by:
9 = 90 deg + 9 - a
In turn, the tangent angle
a
is related to
the slope of the weld pool surface by:
= t a n
- 1
a\ = tan
1
dr,/dxi
L - x
2
+ 2Lx - (x
2
+ L
2
(10)
The ang le o f re f lec t ion f rom the weld
pool can be found using Snell's law again
w i th 9
r
= 9j for longitudinal reflections
and eq uation (9) for shear reflections. For
convenience, the reflection angle can be
expressed as an angle relative to the rod
axis, 9 (Fig. 7) using:
9
f
= 9; - 9 + 9
r
(11)
There are 4 basic return paths back to
the transducer from the weld
p o o l .
These
return paths and their respective transit
t ime equations are l isted below; the
return paths are also depicted in Fig. 8.
1. Longitudinal reflection wi th direct
return to transducer:
t =
*i
Ci cos 9 CT COS 9
12a)
2. Longitudinal reflection which then
reflects from a sidewall, goes through
n-shear wave reflections, and then
returns as a longitudinal pulse:
« - r — — 1
I cos 9 cos 9f I
\ Q C , J ( c
2
• +
l
(12b)
cfcos
2
9)
A.
where : n <
[Xi
(tan 9
f
+ tan 9) -
d /2 ]
(c
2
- c
2
co s
2
9 )'
/2
do cos 9f
(Note that the equations for reflections
from a f lat ended rod are a special case
of this equation.)
3. Shear refiection wh ich returns
directly to transducer:
t =
[
1
• + •
1
CT COS 9 c
t
co s
9,
]
12c)
4.
Shear wa ve reflectio n w hich is
mode converted back to long i tud ina l
wave after n reflections:
cos 9
Cl
cos 9f
_ d cc
r c i ^ l t a n e l
c-,c
t
J sin 9 J
12d)
+
Fig. 9 — Comparison between the path length
to weld pool bottom and rod end
[
A,
- c
2
I (2n + 1)d
d c , I 2 sin 9f
where: n < [ tan 9 f + tan 9 ] -
(0
The relationships between the differ
ent transit t imes are very much a function
of the radius of the weld pool and the
length of the rod which serve to deter
mine the coordinates of the reflection
po in t (Xj, n), and the angle of reflection.
The amplitudes of the reflected pulses
are also functions of the angles of inci
dence a nd the pa th lengths. The shape of
the f inal ultrasound time traces thus varies
with the radius of the weld
p o o l .
It is clear
from the equations that there wil l be
some typ e of mult ip le peak structure as in
the case of th e flat en ded ro d. This is a
result of the difference in speed of sound
between longitudinal and shear waves
and the difference in path length
between the various possible paths.
If u ltrasonic reflections from a weld
poo l are used to determine the d imen
sions of the weld
p o o l ,
it will be neces
sary to isolate characteristics of the ultra
sonic t ime traces to al low one to deter
mine those dimensions. Equation (12) is
somewhat cumbersome for th is purpose.
However, a s implif ication provides an
estimate of the radius of a hemisphere
shaped weld
pool
in the end of a rod.
Cons ider a sm al l hemisphere on a
rod end such that the incident ultrasound
beam wil l be reflected from part of the
flat porti on of th e ro d en d as in Fig. 9.
This wil l result in a reflection f ro m the rod
end whic h shou ld be a dominant charac
terist ic of the ultrasound time trace. The
®
Fig.
8 — Ultrasonic reflections from a hemisphere shaped weld pool in a cylindrical rod: A - longitudinal return path; B — longitudinal reflection mod
converted to
shear
and then back to
longitudinal; C — shear
return path;
shear
reflection mode converted to longitudinal
WELDING RESEARCH SUPPLEMENT | 277-s
8/10/2019 Ultrasonic Measurement of Weld Penetration
http://slidepdf.com/reader/full/ultrasonic-measurement-of-weld-penetration 6/9
sample
rod
o c k i n g
ring
shortest transit t ime to the f lat portion of
the rod end is given by:
t r a n s d u c e r
Fig. tO —A cylindrical ro d sample showing the
transducer mount and clamping ring
t
P
=
2 (L
2
+
r
2
*
However, the f irst ultrasound reflec
t ion that returns to the transducer in this
case fo l lows a path down the center o f
the rod a t 0 = 0 to the b ot t om of the
weld pool and back. This path wil l have a
transit time given by:
t
P
=
2(L
-
r
p
)
I f the ultrasound peaks corresponding
to these tw o transit times could be iso
lated and their difference, At, measured,
the radius of the weld pool could be
determined as fo l lows:
A t
=
t
e
-
t
r
=
1 /
C l
[L
2
+ r
2
- 2 ( L -
r
p
)]
which can be solved for r
p
yielding:
r
n
=
LciAt +
A\
t
2
/4
2L +
CiAt
13)
The validity of this expression has been
evaluated experimen tally an d is discussed
be low.
Cylindrical Rod Experiments
The cyl indrical geometry analyzed
above was used in a series of experi
ments with the objectives of:
1. Establishing whether ultrasound is
indeed re f lec ted f rom weld poo ls .
2. Establishing the validity of equation
(13).
To separate the effect of temperature
gradients on this result, tw o differe nt
exper iments were per form ed. In the f i rs t ,
hemispheres of various radii were
machined into the rod and then the
radius was measured from the ultrasound
reflections and equation (13). In the sec
ond set of tests, a GTA torch was used to
create various size weld pools on the f lat
end o f a rod. Ul t rasound measurements
were again made and the depth of the
weld pool estimated by application of
equation (13).
The test pieces were turned from 1020
hot rol led steel to a diameter of 15.8 mm
(
in.) and a length of 152.4 mm (6
in.).
The weld poo l exper iments were per
formed us ing a DC weld ing power sup-
1 1 r
30.-4 S-4.5 72.7
T I mas Cm I c r o - « e c )
a . Hot ended rod
c 5/16 in dia hemisphere in rod
9
3
Q.
£
<
3 . 3 —
2 . 2 —
1.1
—
0 . 0 —
- 1 . 1 —
- 2 . 2 —
'
1
.
1 1 1 1
I
l
@
l
1 ' 1
18 .2 3B.-+ 5H .5 72 .7 S3 . 9
T I
m«
m I e i - o — « « e }
i
r
30.-4 5-4.5 7 2 . 7
T I me Cm 1 c r o - s e c )
d- 3 /8 in. die. nemispriere in rod
b. 3/16 in. dia. 1/4 in. deep hemispnere in rod
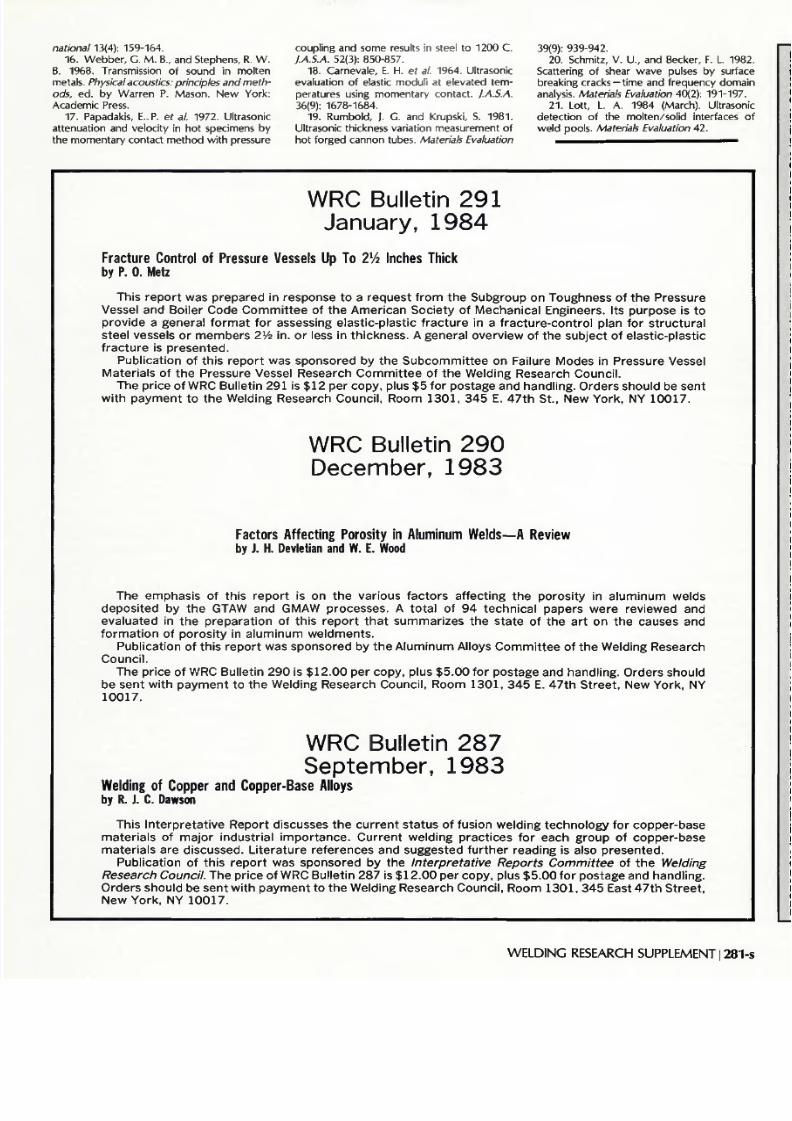
Fig. 11 — Recorded reflections from hemispheres o f various radius rods: A — flat ended; B — fie
in .
diameter,
]
A in. deep hemisphere; C — e
in.
dia
hemisphere; D— Ya in. diameter hemisphere
273-s I
SEPTEMBER 19 84

8/10/2019 Ultrasonic Measurement of Weld Penetration
http://slidepdf.com/reader/full/ultrasonic-measurement-of-weld-penetration 7/9
ply connecte d to an a i r -coo led G TA W
torch wi th a 3 .2 mm (V s in.) 1 % thoria
tungsten electrode. Argon shielding gas
was used for al l of the experiments.
A Krautkramer USM-2 ultrasonic pulser
receiver unit was used as the ultrasound
source. The transducer was a Paname
trics A611S, 10 MHz, 12.7 mm ( in.)
diameter delay l ine transducer. The
A611S is thread ed so that a delay l ine can
be connected to the transducer using a
lock ing r ing to ho ld i t down, as dep ic ted
in Fig. 10. The transit time of ultrasound
through the rod is expected to be o f the
order of 50 micro-sec. To ex trac t we ld
poo l d imens iona l in format ion f rom the
signals, t ime re solution of the o rder of 0.1
micro-seconds(s) is necessary.
To record and display the ultrasound
reflections, a system compris ing a Tek
tronix 7854 digital osci l loscope coupled
to a DEC
MINC
lab computer was
em ployed . By a l lowing com municat ion
be tw ee n these devices o n an IEEE Gener
al Purpose
Interface
Bus (GPIB), the high
speed digitizing and signal averaging
capabil i t ies of the oscil loscope could be
exp lo i ted.
At the same time, the MINC
was used to control the functions of the
oscil loscope during the experiment,
record the data on disk,
and
plot the
resulting wa vef orm s. Since the 7854 has a
bandw id th >100 MHz , reco rd ing u l t ra
sonic reflections was well within i ts capa
bilities.
The f irst set of measurements were
perfo rme d on 8 rods: 1 f la t ended rod ,
and 7 wi th hemispheres o f d iameter
be tween 4 .76 mm
( e
in.) and 12.7 mm
(V2 in.) ball end mil led into the rod end.
Typical results are shown in Fig. 11.
Figure
11A
depicts the ultrasonic
re f lect ions f rom a f la t ended rod . Here
the transit time from the initial pulse to
the first reflected pulse is 51.56 micro-s.
From equation (1), this is equivalent to a
rod length of 152.1 mm (5.98 in.).
The spacing between the trai l ing peaks
is 4.17 micro-s. Equation (6) was devel
oped to pred ic t the spac ing between
these peaks. Rearranging this expression
to es t imate rod d iameter f rom the peak
spacing, we find that d = 16.01 mm (0.63
in.). The estimates of rod length and
diameter fro m e quations (1) and (6) are in
good agreement with the actual values of
length (152.4 mm or 6 in.) and diameter
(15.86 mm or 0.62 in.).
Typical t ime traces of ultrasonic reflec
t ions from hemispherical ball end mil led
surfaces are contained in Figs. 11B and D.
These samples were manufactured using
ball end mil l ing cutters ranging in diame
ter f rom 4.76 mm
ffie
in.) to 12.7 mm ('/2
in.) in incre me nts of 1.59 m m (fte in.).
Examining the data sequentially, the first
thing to notic e is that a shoulder fo rms on
the f irst reflection and breaks off into a
second peak as the hemisphere becomes
larger. This first small peak is postulated
to be a re f lec t ion f rom the bot tom of the
hemispherical surface as depicted in
Fig. 9.
The next fea ture to notice is the sm ear
ing out of th e refle ctio n as the size of the
reflector increases. Figure 11A shows a
set of very c learly defined peaks. As one
goes through to Fig. 11D, there are more
and more re f lec t ions between the la rge
peaks. These are the result of reflections
from d i f fe rent port ions o f the curved
surface which result in an almost continu
ous variation in transit t ime. Intermediate
peaks exist between the major peaks
found in the f lat ended rod. These are
probably results of the hemisphere
re f lec t ions be ing mode converted to
shear waves in the rod.
In an a t tempt to measure the d imen
sions of these hemispheres, the t ime
difference between the small in it ia l peak
or shoulder and the f irst major peak of
the ultrasound time traces was measured.
The rods were then sect ioned down the
middle and the depths of each of the
hemispheres was measured using a Nikon
toolm aker's micro scope . Figure 12 is a
plot of the measured t ime difference vs.
the depth o f the hemisphere. A lso sh own
in Fig. 12 is the theoretical relationship
be tween the t ime d i f fe rence be tween
the f irst tw o peaks of an ultrasonic t im e
record and the hemisphere radius
according to equation (13) and using the
simplest approximation:
A t = 2
Cl
r
p
14)
There is reasonable agreem ent b e
tween theory and the measurements . I t
appears that either of these approxima
tions could be used to give a f irst order
estimate of the relationship between
hemisphere size and the spacing of the
first two reflected peaks.
Af ter comple t ing the s tud ies wi th the
milled hemispherical surfaces, a set of
exper iments were performed produc ing
weld
pools on the end of some of the
sample rods and obtaining ultrasonic
reflections using the MINC-7854 data
acquisition system. Figures 13A and D are
ultrasonic t ime traces obtained while
welding the ends of four of these sample
rods.
The first noticeable feature in these
traces is the large amo unt of noise
present between the init ia l pulse and the
first returned reflection as noted in Fig.
13A. This noise does not appear in the
traces between pulses and appears to
attenuate with t ime. This seems to indi
cate that the noise is in fact caused by
reflections from something present in the
r o d . This could be the result of material
variations or inclusions of oxide or carb on
present in the rod. At low temperatures
.10 .20
Radius ( in inches)
Fig. 12 — Shoulder-to-peak time difference vs.
hemisphe re and pool radius. The lower line
represents the prediction of equation (14)
while the upper is from equation (13)
the material properties of such inclusions
may not vary enough f rom the propert ies
of steel to cause reflections. However,
the material prope rties of these inclusions
at elevated temperatures can be different
from those of steel result ing in reflections
from the inclusions.
The amplitudes of the rod end reflec
tions in Figs. 13A and D are much smaller
than those in Figs. 11A and D. This is a
result of the increased attenuation as the
rod heats up. The transit times to the first
rod end reflection are on the order of 53
micro-s, roughly 2 micro-s s lower than in
the case of the cold rods. This corre
sponds to an average speed of sound in
the rod o f 5750 m/s as oppo sed to the
speed o f sound in a rod a t room temper
ature which is 5900 m/s. Finally, notice
the presence of mult ip le pulses in the rod
end reflections. These resemble the
reflections from rods with mil led hemi
spheres, although attenuated in ampli
tude.
The time difference between the small,
initial peak and the first major peak was
again measured, and equation (13) was
appl ied to es t imate the poo l depth . (A l
though identify ing this in it ia l peak
appears tenuous from Fig. 13 , it was
easily and consistently distinguished from
noise by examination of the digitally
stored ultrasound signal.) After welding,
the rods were sec t ioned and e tched wi th
a Ni ta l so lu t ion and the w eld p oo l d im en
sions measured using the toolmaker's
microscope. These measurements have
been plotted against the corresponding
t ime d i f fe rence between the f i rs t two
reflection peaks in Fig. 12. These results
clearly fal l a long the theoretical curve to
first order. While there are not many data
points, it seems clear that the ultrasonic
reflections from the region of a weld
WELDING RESEARCH SUPPLEMENT | 279-s

8/10/2019 Ultrasonic Measurement of Weld Penetration
http://slidepdf.com/reader/full/ultrasonic-measurement-of-weld-penetration 8/9
2 . 7 7 —
1 . 8 6 —
•p
-
3
8 . 8 2 —
g- e.ae —
- e . 9 2 —
'
1
\^J^/^^^
]
®
1
0 . 0
a. -13 in. deep
1 8 . 2
3 0 . 4
S-4.S 7 2 . 7
T m « Cm i c r o - s e c )
18.2
c.
.19 in.deep
1 1 1 1 1
r
3 8 4 5 4 . 5 7 2 . 7
T I
me
Cm I
c r o - s e c )
- 1 1 1 1 1 1 1 1 1 1
. 0
1 8 . 2 3 8 . 4
5 4 . 5 7 2 . 7
9 0 . 9
T i
m«
Cm i
c r o - s « c )
b.
.17 in deep
•
3
-
a
E
2 . 7 7—
1 .
8 S —
0 . 9 Z —
0 2 0 -
- 0
.
0 2 —
- 1 . 8 S —
r
©
I
I
0 . 0 1 8 . 2 3 S . - 4 6 * . S 7 2 . 7 9 0 . 9
TIm*s
Cm i
c r o - » « c )
d.
.27 in deep
Fig. 13 —Reflections from weld pools of various depths: A — 0.13 in. deep; B-0.17 in. deep;
C—0.19
in. deep; D-0.27 in. deep
p o o l a r e b e h a v i n g a s e x p e c t e d .
C o n c l u s i o n
T h e c o n c e p t o f u s i n g r e f l e c t i o n u l t r a
s o u n d m e t h o d s t o m e a s u r e t h e si ze o f a
w e l d p o o l in - p r o c e s s h a s b e e n a d v a n c e d .
W h i l e t e c h n i q u e s f o r d i r e c t s h a p e m e a
s u r e m e n t b y d e c o d i n g t h e e n t i r e u l t r a
s o u n d r e f l e c ti o n ar e u n d e r d e v e l o p m e n t ,
t h e a d d i t i o n a l p r o b l e m s i n t r o d u c e d b y
h i g h t e m p e r a t u r e s a n d l a r g e t e m p e r a t u r e
g r a d i e n t i n w e l d i n g r e q u i r e s t h a t s i m p l e r
a p p r o a c h e s b e f i r s t c o n s i d e r e d .
I n t h i s p a p e r , t h e r e f l e c t i o n p a t t e r n
f r o m h e m i s p h e r e s in t h e e n d o f long
c y l i n d e rs h a v e b e e n p r e d i c t e d a n d v e r i
f i e d e x p e r i m e n t a l l y . M o r e i m p o r t a n t l y ,
w h e n t h e h e m i s p h e r i c a l s h a p e r e p r e s e n t s
th e w e l d p o o l - s o l i d m e ta l i n t e r f a c e , i t h a s
b e e n s h o w n t h a t a c c u r a t e r a d i u s m e a
s u r e m e n t s c a n b e m a d e . S i nc e t h e c o m
p le t i on o f th i s w o rk , resu l ts o f a s im i l a r
c o n c u r r e n t s t u d y b y L o t t ( R e f . 2 1 ) h a v e
b e e n r e p o r t e d , w i t h si m il a r c o n c l u s i o n s
r e g a r d i n g w e l d
poo l
s i ze m e a s u r e m e n t .
Th u s t h e i ni t ia l s t e p t o w a r d r e a l i z a t i o n o f
r e a l t i m e w e l d p o o l c r o s s s e c t i o n m e a
s u r e m e n t f o r in - p r o c e s s c o n t r o l p u r p o s e s
h a s b e e n s u c c e s s fu l .
cknowledgments
Th e w o r k d i s c u s s e d in t h i s p a p e r w a s
s u p p o r t e d b y t h e U .S . O f f i c e o f N a v a l
R e s e a r c h u n d e r c o n t r a c t n o . N 0 0 0 1 4 -
8 0 - C - 0 3 8 4 .
References
1. V r o m a n , A . R„ and Brandt, H. 1976.
Feedback contro l o f GTA weld ing using
p u d
d le width measurements. Welding lournal
55(9): 742-749.
2.
Richardson, R. W ., C u t o w , D. A., and
Rao, S. H. 1982 (Nov.). A vision based system
for weld pool s ize contro l .
Measurement and
control for batch manufacturing,
ASME Special
Publication,
pp. 65-75.
3 . Nomura ,
et al.
1980 (Sept.). Arc l ight
in tensi ty contro ls current in SA weld ing sys
tem. Welding and Metal Fabrication:
457 -
463.
4.
Ca r l ow ,
David. 1982 (June). Closed loop
control of full penetration welds using op tical
sensing of back bead width. S.M. Thesis, Dept.
o f M.E., MIT.
5.
Reiff, I.
R. 1983 (Feb.).
Closed-loop con
trol of backside pudd le width in the gas
tungsten arc weld process.
M.S. thesis, Depart
ment of Mechanica l Engineer ing, M.I.T.
6. Zacksenh ouse, M., and Hardt, D. E. 1983
(Oct.) . Weld pool impedance ident i f icat ion for
s i ze measuremen t and con t ro l . Trans. ASME,
lournal of Dynamic Systems, Measurement
and Control 104 (3).
7. Richards on, R. W ., an d Ren wick , R. ).,
Exper imenta l invest igat ion of GTA weld pool
osci l lations. Welding Journal 62(2):29-s to
35-s.
8. Freeman, A. 1962. A mechanism of
acoust ic echo formation.
Acoustica
12: 10-
21.
9. Pao, Y. H. and Wol fgang Sachse. 1974
(Nov.) . In terpretat ion of t ime records and
power spectra of scattered u l trasonic pulses in
solids. J.A.S.A. 56(5): 1478-1486.
10. Ger icke, D. R. 1963. Determinat ion of
the geometry of h idden defects by u l trasonic
pulse analysis testing. J.A.S.A. 35: 364.
11 .
Sachse, W ol fg ang . 1975 (Apr i l) . Deter
minat ion of the s ize and mechanica l propert ies
of a cyl indrical fluid inclusion in an elastic
solid.
Materials Evaluation
33: 81-88.
12 . Tittman, B. R. ef
al.
1978. Scattering of
longi tud inal waves incident o n a spherica l cav
ity in a
sol id.
J.A.S.A. 63(1): 68.
13. W hi te , R. M . 1958 . Elastic wa ve scatter
ing at a cyl indrical discontinuity in a sol id.
J.A.S.A. 30(8) : 771-785.
14.
Th o m p s o n , D.
O.
and Thompson, R. B.
1979.
Quant i ta t ive u l trasonics.
Phil. Trans. R.
Soc. London.
292: 233-250.
15 .
Rose, |. L. ef
al.
1980 (Aug.). Flaw
classi f icat ion in welded p lates using a micro
processor contro l led f law detector .
ND T Inter
ims I SEPTEMBER
1984
8/10/2019 Ultrasonic Measurement of Weld Penetration
http://slidepdf.com/reader/full/ultrasonic-measurement-of-weld-penetration 9/9
national 13(4): 159-164.
16.
We bber, G. M. B., and Stephens, R. W.
B. 1968. Transmission of sound in molten
metals.
Physical acoustics: principles
and
meth
ods,
ed. by Warren P. Mason. New York:
Academic Press.
17. Papadakis, E. P. ef
al .
1972. Ultrasonic
attenuation and velocity in hot specimens by
the momentary contact method with pressure
coupling and some results in steel to 1200 C.
J.A.S.A. 52(3): 850-857.
18. Cam evale, E. H. ef al. 1964. Ultrasonic
evaluation of elastic moduli at elevated tem
peratures using momentary contact.
J.A.S.A.
36(9): 1678-1684.
19.
Rumbold, |. G. and Krupski, S. 1981.
Ultrasonic thickness variation measurement of
hot forged cannon tubes.
Materials Evaluation
39 9): 939-942.
20.
Schmitz,
V. U„ and Becker, F. L. 1982.
Scattering of shear wave pulses by surface
breaking cracks —time and frequency domain
analysis. Materials Evaluation 40(2): 191-197.
21.
Lott, L. A. 1984 (March). Ultrasonic
detection of the molten/solid interfaces of
weld pools.
Materials Evaluation
42.
WRC Bullet in 291
January, 1984
Fracture Control of Pressure Vessels Up To
2
l
A
Inches Thick
by
P. 0. Metz
T h i s r e p o r t w a s p r e p a r e d i n r e s p o n s e t o a r e q u e s t f r o m t h e S u b g r o u p o n T o u g h n e s s o f t h e P r e s s u r e
Vesse l and Bo i le r Code Commi t tee o f the Amer ican Soc ie ty o f Mechan ica l Eng inee rs . I t s pu rpose i s to
p r o v i d e a g e n e r a l f o r m a t f o r a s s e s s i n g e l a s t i c - p la s t i c f r a c t u r e i n a f r a c t u r e - c o n t r o l p l a n f o r s t r u c t u r a l
s t e e l v e s s e l s o r m e m b e r s 2Vz in . o r less in th ick nes s . A gene ra l ove rv iew o f the s ub je c t o f e las t i c -p las t i c
f r a c t u r e i s p r e s e n t e d .
P u b l i c a t i o n o f t h i s r e p o r t w a s s p o n s o r e d b y t h e S u b c o m m i t t e e o n F a i l u r e M o d e s i n P r e s s u r e V e s s e l
M a t e r i a l s o f t h e P r e s s u r e V e s s e l R e s e a r c h C o m m i t t e e o f t h e W e l d i n g R e s e a r c h C o u n c i l .
The p r i ce o f WRC Bu l le t in 291 i s $12 pe r copy , p lus $5 fo r pos tage and hand l ing . Orde rs shou ld be sen t
w i t h p a y m e n t t o t h e W e l d i n g R e s e a r c h C o u n c i l , R o o m 1 3 0 1 , 3 4 5 E . 4 7 t h S t . , N ew Y o r k , N Y 1 0 0 1 7 .
WRC Bullet in 290
December , 1983
Factors Affecting Porosity
in
Aluminum
Welds—A
Review
by J. H. Devletian and W. E. Wood
T h e e m p h a s i s o f t h i s r e p o r t i s o n t h e v a r i o u s f a c t o r s a f f e c t i n g t h e p o r o s i t y i n a l u m i n u m w e l d s
d e p o s i t e d b y t h e G T A W a n d G M A W p r o c e s s e s . A t o t a l o f 9 4 t e c h n i c a l p a p e r s w e r e r e v i e w e d a n d
e v a l u a t e d i n t h e p r e p a r a t i o n o f t h i s r e p o r t t h a t s u m m a r i z e s t h e s t a t e o f t h e a r t o n t h e c a u s e s a n d
f o r m a t i o n o f p o r o s i t y in a l u m i n u m w e l d m e n t s .
P u b l i c a t i o n o f t h i s r e p o r t w a s s p o n s o r e d b y t h e A l u m i n u m A l l o y s C o m m i t t e e o f t h e W e l d i n g R e s e a r c h
C o u n c i l .
The p r i ce o f WRC Bu l le t in 290 i s $1 2 .0 0 pe r cop y , p lus $5 .00 fo r pos tage and hand l ing . Ord e rs s hou ld
b e s e n t w i t h p a y m e n t t o t h e W e l d i n g R e s e a r c h C o u n c i l , R o o m 1 3 0 1 , 3 4 5 E . 4 7 t h S t r e e t , N e w Y o r k , N Y
1 0 0 1 7 .
WRC Bullet in 287
September ,
1983
Welding of Copper and Copper-Base Alloys
by R. J. C. Dawson
T h i s I n t e r p r e t a t i v e R e p o r t d i s c u ss e s t h e c u r r e n t s t a t u s of f u s i o n w e l d i n g t e c h n o l o g y f o r c o p p e r - b a s e
m a t e r i a l s o f m a j o r i n d u s t r i a l i m p o r t a n c e . C u r r e n t w e l d i n g p r a c t i c e s f o r e a c h g r o u p o f c o p p e r - b a s e
m a t e r i a l s a r e d i s c u s s e d . L i t e r a t u r e r e f e r e n c e s a n d s u g g e s t e d f u r t h e r r e a d i n g is a l so p r e s e n t e d .
P u b l i c a t i o n o f t h i s r e p o r t w a s s p o n s o r e d b y t h e
Interpretative Repo rts Com mittee
o f th e
Welding
Research Council.
The p r i ce o f WRC Bu l le t in 28 7 is $1 2 .0 0 pe r cop y , p lus $5 . 00 fo r pos tage and hand l ing .
O r d e r s s h o u l d b e s e n t w i t h p a y m e n t t o t h e W e l d i n g R e s e a r c h C o u n c i l , R o o m 1 3 0 1 , 3 4 5 E a s t 4 7 t h S t r e e t ,
N e w Y o r k , N Y 1 0 0 1 7 .
Related Documents











