FAIM 2004, July 12-14, Toronto, Canada Ultrasonic Assisted Drilling Simon S.F. Chang* Gary M. Bone ‡ * Machining Systems Laboratory. ‡ Robotics and Manufacturing Automation Laboratory. McMaster Manufacturing Research Institute (MMRI), McMaster University, Hamilton, Ontario, Canada The 14th International Conference on Flexible Automation and Intelligent Manufacturing (FAIM2004)

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

FAIM 2004, July 12-14, Toronto, Canada
Ultrasonic Assisted DrillingSimon S.F. Chang*Gary M. Bone‡
* Machining Systems Laboratory.‡ Robotics and Manufacturing Automation Laboratory.McMaster Manufacturing Research Institute (MMRI),McMaster University, Hamilton, Ontario, Canada
The 14th International Conference onFlexible Automation and Intelligent Manufacturing (FAIM2004)

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Motivation
! Drilling ductile materials forms largeburrs
! Burrs affect quality of parts andassembly
! Deburring is expensive! Ultrasonic assisted drilling alter the
machining process to reduce burr size

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Topics of Discussion
! Burr Formation! Ultrasonic Assisted Drilling! Actuated Workpiece Holder Design! Drive Circuit Design! Experimental Investigation! Conclusion

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Burr Formation
! Undesirable projection of work material! Result from plastic deformation! Poisson Burr, Entrance Burr, Rollover
Burr, Tear Burr, Cutoff Burr! Drilling forms combination of Rollover
Burr and Tear Burr at the exit surface

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Burr Formation
! Exit burr size is defined by the heightand the width
h
w
Workpiece
Drill
ExitBurr

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Ultrasonic Assisted Drilling
! Adding high frequency and lowamplitude vibration in the direction ofdrill feed
! High Frequency – 1 - 200kHz! Low Amplitude – 1 - 13µm

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
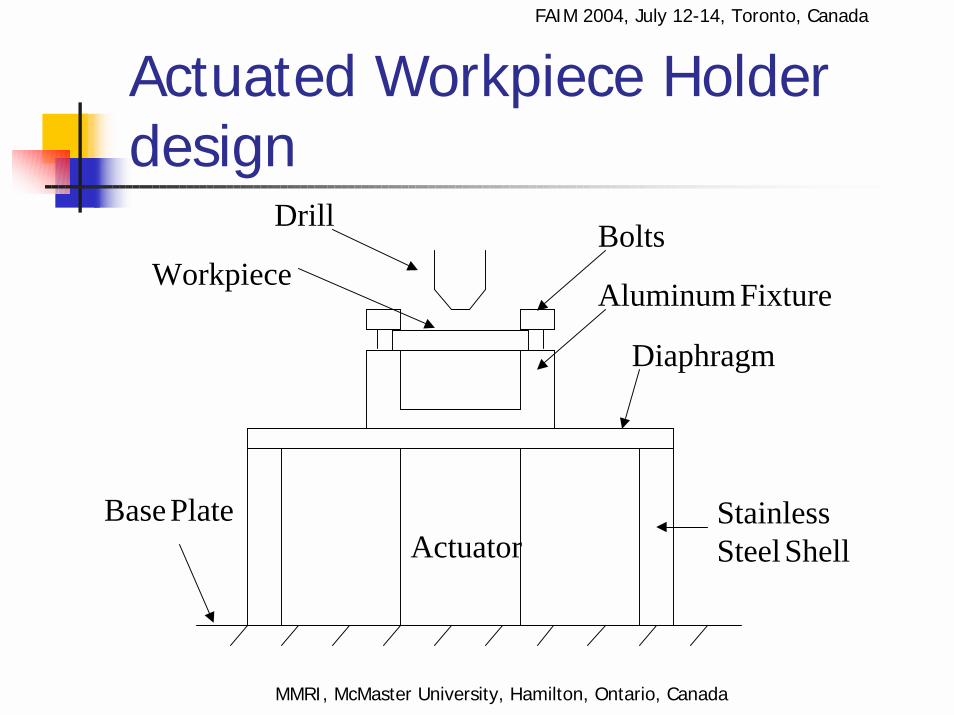
Actuated Workpiece Holderdesign
! Piezoelectric stack actuator! Pre-loading mechanism! Aluminum fixture! Stainless steel shell! Base plate
MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Actuated Workpiece Holderdesign
Diaphragm
StainlessSteel Shell
Aluminum Fixture
BoltsDrill
Workpiece
Base PlateActuator

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Actuated Workpiece Holderdesign
! Desired actuator performance:! Freq. Range 0-20kHz! Disp. Range 0-10µm
! Required force delivery! X (t )= Au sin(2π fut)! V (t )= 2π fuAu cos(2π fut)! a (t )= - 4π2 fu2Au sin(2π fut)! Fw(t )= - 4π2 fu2Au mw sin(2π fut)! Fmax = 4π2 fu2Au mw = 8 kN
Fw
mwX(t)

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Actuated Workpiece Holderdesign
! Chosen actuator! Sensor Tech. Ltd. BM532 series 33 layers
stack actuator! Freq. Range 0-20kHz! Disp. Range 0-4µm! Force Delivery 5kN! Applied Voltage (Va) 200V! Capacitance (C) 290nF
MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Drive Circuit Design
! Operating frequency 20kHz! Required 200V pk-pk drive voltage! Required drive current can be computed
by considering the electric model of theactuator

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Drive Circuit Design
! Electric model of the actuator
! Required charging current can becomputed using the relation:
ca i
dtdVC =
i icir
Va
InternalCapacitance (C)
InternalResistance

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Drive Circuit Design
! Required charging current = 2.3AActuator's Voltage vs Time
0
50
100
150
200
250
0 0.000025 0.00005 0.000075 0.0001
Time (s)
App
lied
Volta
ge (V
)
Desired Applied Voltage Approximated Applied Voltage

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
+
-
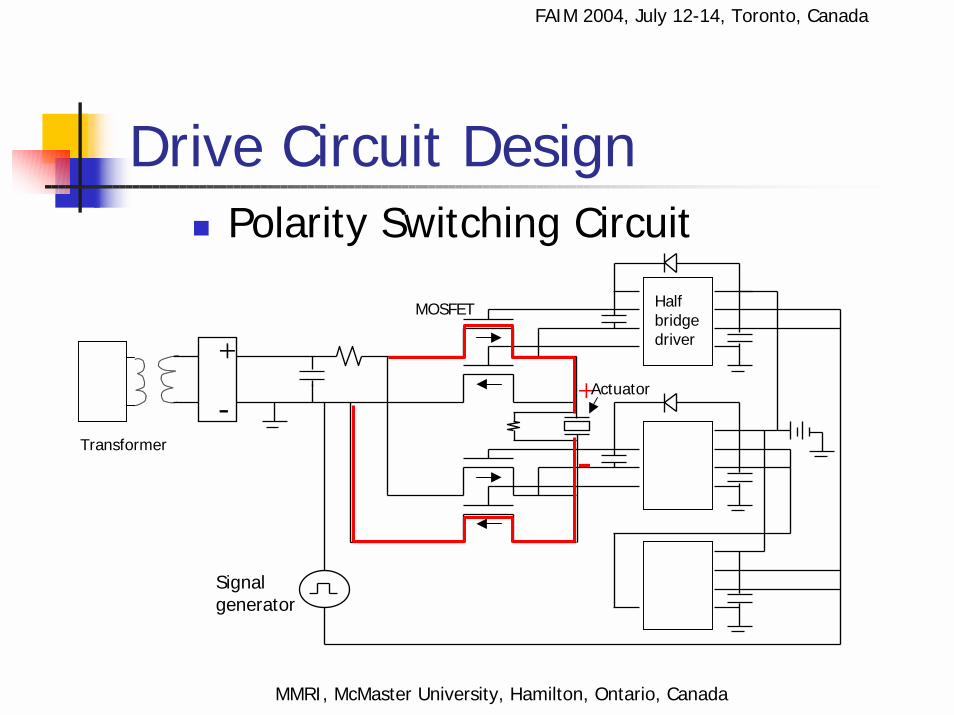
Drive Circuit Design! Polarity Switching Circuit
Transformer
MOSFET Halfbridgedriver
Signalgenerator
Actuator
MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
+
-
+
-
Drive Circuit Design! Polarity Switching Circuit
Transformer
MOSFET Halfbridgedriver
Signalgenerator
Actuator

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
-+
+
-
Drive Circuit Design! Polarity Switching Circuit
Transformer
MOSFET Halfbridgedriver
Signalgenerator
Actuator
MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Experimental Investigation! Experimental Setup
! CNC milling machine! 5 specimen for each test! New finished High Speed Steel
twist drill! Burr height measured under
scaled microscope! Burr width measured by vernier
caliper

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Experimental Investigation
BurrUltrasonic Assisted
20kHz 4µm
Burr
Conventional
3.175mm drill 6000RPM 1.905mm/s feed
1mm 1mm
! Example of samples
MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Experimental Investigation! Vibration Frequency! Peak to Peak Vibration! Spindle Speed! Other Findings! Tool Wear

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Vibration Frequency! Burr height and width
decreased after the frequencyreaches a threshold
! Trends suggested higherfrequency results in smallerburr
! Wavy chips were found at lowfrequency tests

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Vibration Frequency
Burr Height vs Vibration Frequency (Test # 1, 2, 5, 6)(3.18mm Drill 4000RPM 1.90mm/s feed 4microns vibration)
0
0.2
0.4
0.6
0.8
1
1.2
0 5 10 15 20 25
Frequency (kHz)
Burr
Hei
ght (
mm
Burr Width vs Vibration Frequency (Test # 1, 2, 5, 6)(3.18mm Drill 4000RPM 1.90mm/s feed 4microns vibration)
0.05
0.09
0.13
0.17
0.21
0.25
0 5 10 15 20 25
Frequency (kHz)
Bur
r Wid
th (m
m)
ConventionalConventional

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Vibration Frequency! Wavy chip

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Vibration Frequency! Continuous cutting occurs at
lower frequencies, forminglong wavy chips
! Ultrasonic impact actionoccurs at higher frequencies,segmenting the chips, formingfine chips

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Peak to Peak VibrationMagnitude
! Burr height decreased butburr width increased afterthe magnitude reaches athreshold

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Burr Height vs Vibration Amplitude (Test # 1, 2, 3, 4)(3.18mm Drill 4000RPM 1.90mm/s feed 20kHz frequency)
0.1
0.3
0.5
0.7
0.9
0 1 2 3 4 5
Amplitude (microns)
Bur
r Hei
ght (
mm
)
Peak to Peak VibrationMagnitude
Conventional
Burr Width vs Vibration Amplitude (Test # 1, 2, 3, 4)(3.18mm Drill 4000RPM 1.90mm/s feed 20kHz frequency)
0
0.05
0.1
0.15
0.2
0.25
0 1 2 3 4 5
Amplitude (microns)
Bur
r Wid
th (m
m)
Conventional

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Peak-to-peak VibrationMagnitude
! Continuous cutting occurs atlower magnitudes, forminglong wavy chip
! Ultrasonic impact actiondominates at highermagnitudes! Rollover begins earlier! Forms short but wide burrs

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
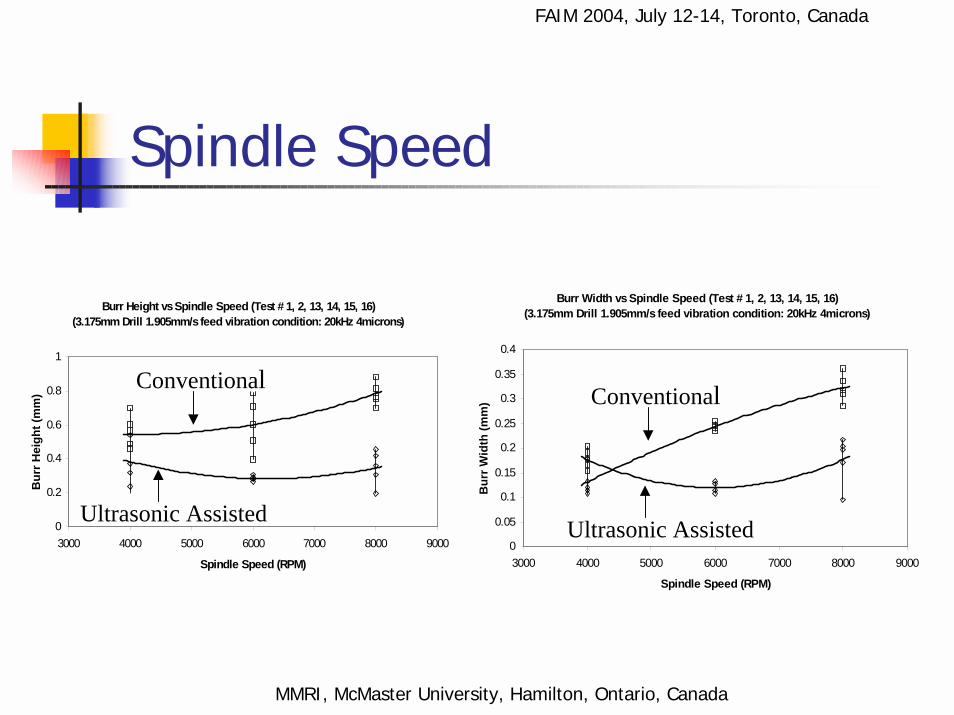
Spindle Speed! Both burr height and width
reaches a minimum at6000rpm, and significantlysmaller than conventionaldrilling at 6000 and 8000rpm.
! Trends suggested a certainvibration condition cansignificantly reduce burr size
MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Burr Height vs Spindle Speed (Test # 1, 2, 13, 14, 15, 16)(3.175mm Drill 1.905mm/s feed vibration condition: 20kHz 4microns)
0
0.2
0.4
0.6
0.8
1
3000 4000 5000 6000 7000 8000 9000
Spindle Speed (RPM)
Bur
r Hei
ght (
mm
)
Spindle Speed
Conventional
Ultrasonic Assisted
Burr Width vs Spindle Speed (Test # 1, 2, 13, 14, 15, 16)(3.175mm Drill 1.905mm/s feed vibration condition: 20kHz 4microns)
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
3000 4000 5000 6000 7000 8000 9000
Spindle Speed (RPM)
Bur
r Wid
th (m
m)
Ultrasonic Assisted
Conventional

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Effect of Spindle Speed! Higher spindle speed with
same feed results inthinner chips that arebroken more easily by theultrasonic impact action,producing smaller burr

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Other Findings! Ultrasonic assisted drilling
performs best in normalcutting feed, but degradesrapidly in high cutting feed
! Drill size has insignificanteffect on the efficiency ofultrasonic assisted drilling

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Effect of Ultrasonic Assistancein Tool Wear
! Chipping observed on drills used inultrasonic assisted drillingexperiment
8000RPM, 3.81mm/s feed (left: UA; right: conventional)
1mm 1mm

MMRI, McMaster University, Hamilton, Ontario, Canada
FAIM 2004, July 12-14, Toronto, Canada
Conclusion
! Ultrasonic assisted drilling in general:! Reduces burr height and width if the
vibration conditions for each particularcutting condition were chosen correctly
! Introduces challenges in the context of toolstrength and tool life
Related Documents